Принцип работы систем Zero Point
31 октября 2017
Основные составляющие систем
Базовый элемент — нулевая точка (патрон Zero Point)
Патрон Zero Point или комбинация нескольких патронов, собранных в плиту монтируются на рабочий стол фрезерного обрабатывающего центра. Верхняя шлифованная плоскость патрона (1) в первую очередь выступает в виде установочной базы для используемых приспособлений или непосредственно для заготовки.
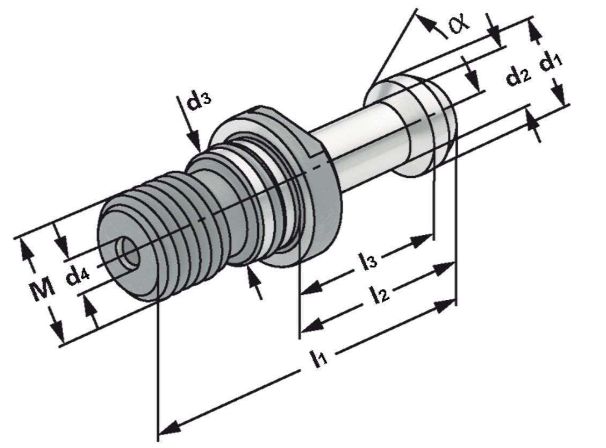
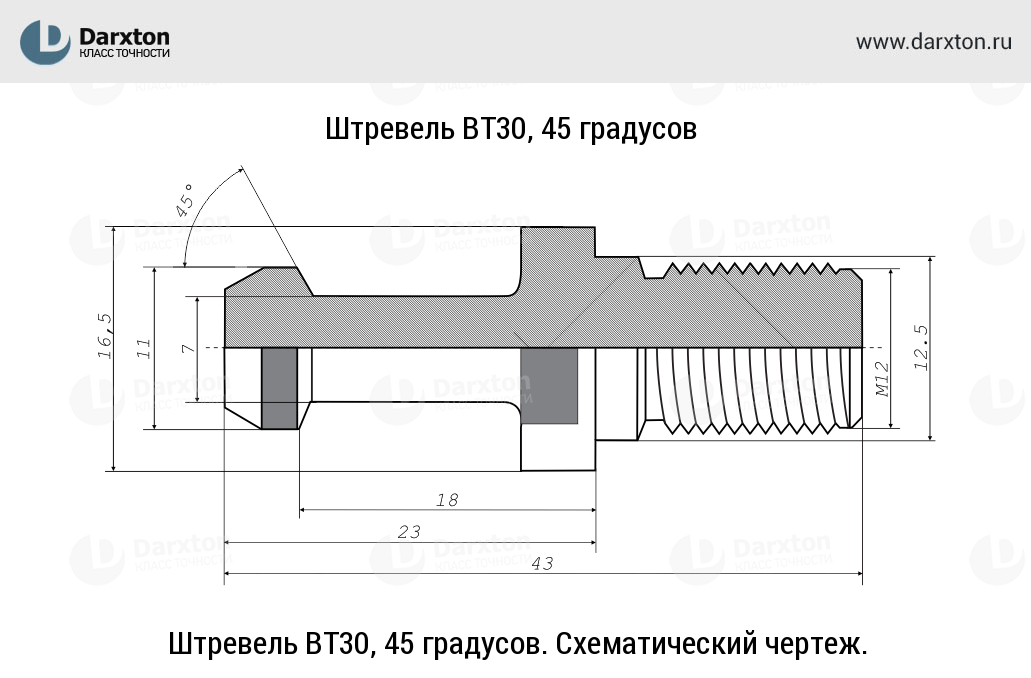
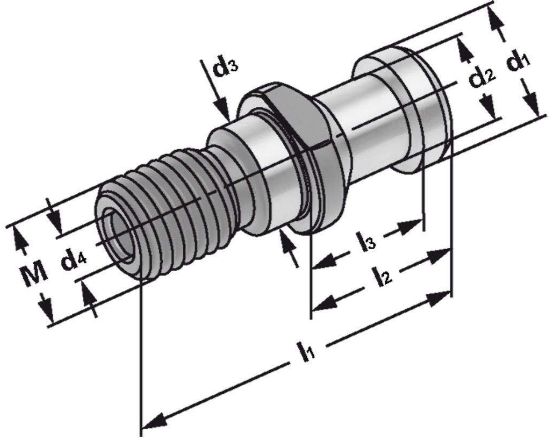
Тяговый болт — штревель
Тяговый болт является связующим звеном между патроном и заготовкой. Позиционирующий конус / разрезная упругая цанга (2) вместе с зажимными шариками (3), позволяют сориентировать в «0» приспособление с установленным в него штревелем и зажать его.
Зажим штревеля в патроне происходит механически, за счет давления ряда пружин (4) на внутреннюю втулку (5), в канавке которой размещаются зажимные шарики (3). Шарики давят на шейку штревеля (6), втягивая и зажимая его тем самым. При подаче воздуха в систему, втулка (5) под давлением поднимается, сжимает пружины (4) и зажимные шарики откатываются в канавку во втулке (5). Таким образом патрон разжат, что позволяет быстро снять используемое ранее приспособление и поместить новое приспособлением с установленными в него штревелями в патрон Zero Point. Повторная установка приспособлений происходит с высокой точностью позиционирования в 0,005 мм с минимально затрачиваемым временем. Воздух подаваемый в систему должен иметь давление 7 бар, а также должен быть сухим и содержать взвесь масла для смазки внутренних механизмов, с целью продления срока службы системы. Данное условие достигается стандартным устройством — блоком для подготовки сжатого воздуха.
Таким образом патрон разжат, что позволяет быстро снять используемое ранее приспособление и поместить новое приспособлением с установленными в него штревелями в патрон Zero Point. Повторная установка приспособлений происходит с высокой точностью позиционирования в 0,005 мм с минимально затрачиваемым временем. Воздух подаваемый в систему должен иметь давление 7 бар, а также должен быть сухим и содержать взвесь масла для смазки внутренних механизмов, с целью продления срока службы системы. Данное условие достигается стандартным устройством — блоком для подготовки сжатого воздуха.
Помимо блока подготовки воздуха, для ввода в эксплуатацию системы потребуется комплект подключения, включающий в себя: пневматические шланги, штуцера и быстросъёмные коннекторы, а также соединительные блоки (пневмо распределители).
Схема расположения тяговых болтов
Центрирование при использовании нескольких универсальных патронов
При использовании нескольких патронов Zero Point в количестве от 6 на рабочем столе, необходимо соблюдать схему комбинирования силовых и центрирующих тяговых болтов. Приведенная на рисунке схема позволяет при зажиме приспособлений решить проблемы разности межосевых расстояний и размерных изменений, которые вызваны повышением температуры. Это достигается за счет упругой позиционирующей цанги в каждом из патронов, допускающей сдвиг.
Приведенная на рисунке схема позволяет при зажиме приспособлений решить проблемы разности межосевых расстояний и размерных изменений, которые вызваны повышением температуры. Это достигается за счет упругой позиционирующей цанги в каждом из патронов, допускающей сдвиг.
Центральная нулевая точка остается неизменной, в случае если именно силовые тяговые болты, стабилизирующие зажим и сдвигающие остальные центрирующие болты установлены в середине.
— центрирующий тяговый болт
— зажимной (силовой) тяговый болт
Центрирование при использовании нескольких одиночных патронов
Система с одиночным патронами Zero Point не допускает бокового сдвига и смещения в виду наличия в патронах жесткого цельного посадочного конуса. В этом случае, при схеме с шестью патронами, необходимо диагональное центрирование за счет центрирующих болтов. В остальные точки необходимо ставить силовые болты.
— центрирующий тяговый болт
— зажимной (силовой) тяговый болт
Инструментальные оправки DIN ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)
- Продукция
- Инструментальные оправки
- DIN ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)
Конус DIN ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)
DIN ISO 7388-1 (ранее DIN 69871) – традиционный интерфейс для шпинделей фрезерных станков, который отличается исключительно прочной конструкцией. Область применения от точной до тяжелой обработки резанием. Зажим в шпинделе фрезерного станка осуществляется с помощью дополнительного штревеля. Центрирование происходит исключительно по поверхности конуса. В первую очередь cтандарт DIN ISO 7388-1 (ранее DIN 69871) используется для числа оборотов до 12.000 об/мин.
Область применения от точной до тяжелой обработки резанием. Зажим в шпинделе фрезерного станка осуществляется с помощью дополнительного штревеля. Центрирование происходит исключительно по поверхности конуса. В первую очередь cтандарт DIN ISO 7388-1 (ранее DIN 69871) используется для числа оборотов до 12.000 об/мин.
Технические спецификации DIN ISO 7388-1 (ранее DIN 69871)
Конус SK30
- Оправки термообработаны до 60 – 2 HRC
- Предел прочности не менее 950 H/мм2
- Конус c допуском угла конуса AT3
- Угол конуса: 8° 17’50” +4”
- Вкл. отверстие для кодоносителя Ø 10 мм
- Форма ADF: внутренний подвод CОЖ по выбору: через центр (форма AD) и через буртик (форма AF)
| SK30 | D1 | D3 макс. | D4 | D5 | D6 | L1 | L2 | L3 | L4 мин. | L5 | T | T1 | B1 | B2 | B3 | |
| [мм] | 31,75 | 13 | 43 | 50 | – | 10 | 47,8 | 19,1 | 15,9 | 35 | 11,1 | M12 | 4,65 | 16,1 | 16,4 | 19 |
Конус SK40
- Оправки термообработаны до 60 – 2 HRC
- Предел прочности не менее 950 H/мм2
- Конус c допуском угла конуса AT3
- Угол конуса: 8° 17’50” +4”
- Вкл.
 отверстие для кодоносителя Ø 10 мм
отверстие для кодоносителя Ø 10 мм - Форма ADF: внутренний подвод CОЖ по выбору: через центр (форма AD) и через буртик (форма AF)
 отверстие для кодоносителя Ø 10 мм
отверстие для кодоносителя Ø 10 мм| SK40 | D1 | D2 | D3 макс. | D4 | D5 | D6 | L1 | L2 | L3 | L4 мин. | L5 | T | T1 | B1 | B2 | B3 |
| [мм] | 44,45 | 17 | 48 | 63,55 | 54 | 10 | 68,4 | 19,1 | 15,9 | 35 | 11,1 | M16 | 4,65 | 16,1 | 22,8 | 25 |
Конус SK50
- Оправки термообработаны до 60 – 2 HRC
- Предел прочности не менее 950 H/мм
- Конус c допуском угла конуса AT3
- Угол конуса: 8° 17’50” +4”
- Вкл. отверстие для кодоносителя Ø 10 мм
- Форма ADF: внутренний подвод CОЖ по выбору: через центр (форма AD) и через буртик (форма AF)
 отверстие для кодоносителя Ø 10 мм
отверстие для кодоносителя Ø 10 мм| SK50 | D1 | D2 | D3 макс. | D4 | D5 | D6 | L1 | L2 | L3 | L4 мин. | L5 | T | T1 | B1 | B2 | B3 |
| [мм] | 69,85 | 25 | 78 | 97,5 | 84 | 10 | 101,75 | 19,1 | 15,9 | 35 | 11,1 | M24 | 4,65 | 25,7 | 35,5 | 37,7 |
Подвод СОЖ DIN ISO 7388-1 (ранее DIN 69871)
Стандартом DIN ISO 7388-1 (ранее DIN 69871) установлены три варианта внутреннего подвода CОЖ:
- Форма A: Отсутствие внутреннего подвода СОЖ
- Форма AD: Центральный подвод СОЖ через штревель. Для этого необходим штревель с проходным отверстием
- Форма AF: Боковой подвод СОЖ через соединительный буртик с выемкой для захвата. Для этого необходим штревель с уплотнением.
 Для этого необходим штревель с проходным отверстием
Для этого необходим штревель с проходным отверстиемИнструментальные оправки производства компании Haimer c конусом по стандарту DIN ISO 7388-1 (ранее DIN 69871) изготавливаются в форме AD/AF, если не указано иное.
Если нет ных пожеланий клиента, то оправки поставляются в форме AD. Отверстия на буртике для формы AF в этом случае заглушены с помощью пластиковых дюбелей и стяжных болтов.
Для перехода в форму AF отверстия на буртике должны быть открыты. Для этого натяжной болт надо наполовину вывернуть. Затем болт захватывается клещами и вместе с дюбелем вынимается.
Отверстия могут быть снова закрыты. Для этого есть специальный ремкомплект, состоящий из дюбелей и стяжных болтов.
Внимание! Каждый дюбель одноразового использования!
JET JVM-836-1, фрезерный станок со ступенчатым шкивом 8 x 36 дюймов, 115 В, 1 фаза #6
- Артикул:
- ДЖЕТ6
- Описание
- Отзывы
- Дополнительная информация
- Фрезерная головка с прецизионным отверстием и хонингованием
- Хромированная пиноль большого диаметра
- Высокоточные подшипники шпинделя
- Более 10 дюймов хода толкателя вперед-назад
- Замки на всех подвижных поверхностях
- Гарантия:
- Доставка:
- $0,00 (фиксированная стоимость доставки)
- Номер производителя:
- 6
- Стиль (Тип):
- Ступенчатый шкив
- Размер стола (Д x Ш) (дюймы):
- 8 х 36
- Конус шпинделя (дюйм x TPI):
- Р-8
- Цифровой считыватель:
- Нет
- Артикул:
- M485702 ДЖТМ-1
- Наличие:
- Доставка напрямую от производителя. Сроки выполнения могут варьироваться.
- prop65-текст:
- правда
- проп65-текст-3: 9ртуть, свинец, кадмий
- проп65:
- дерево-пример.jpg
Общая стоимость:
добавить в корзину- Описание
- Ресурсы
- Моторный привод со шлицами для тяжелых условий эксплуатации
- Внутренний бак для охлаждающей жидкости, встроенный в основание для использования с системой охлаждения (насос охлаждающей жидкости не входит в комплект)
- Перо большого диаметра хромировано
- Одноразовая система смазки
- Прецизионная расточенная фрезерная головка
- Прецизионные закаленные и шлифованные направляющие
- Циферблаты с матовым хромированием
- Включен лист проверки допуска
$11 514,29 9 299,00 долларов США
Отзывы (0)
Текущий запас: 0
Количество
Корзина Итого: $0.
 00
00Посмотреть корзину Касса
Описание
Закажите сегодня и получите БЕСПЛАТНУЮ ДОСТАВКУ!
Точно просверленная и отточенная фрезерная головка в сочетании с закаленным и отшлифованным столом 8 x 36 дюймов обеспечивает соблюдение допусков, а замки на всех подвижных поверхностях повышают безопасность пользователя. JET JVM-836 обладает ожидаемыми функциями, на которые распространяется ведущая в отрасли двухлетняя гарантия JET.
Особенности
Дополнительную информацию можно найти на вкладках «Технические данные» и «Документация».
 Отзывы
ОтзывыБудьте первым, кто оставит отзыв об этом продукте.
Написать отзыв
Дополнительная информацияДополнительная информация
Делиться:
Сопутствующие товары
Распродажа
Посмотреть продукт
$11 514,29 9 299,00 долларов США
Продажа
Посмотреть продукт
$12 807,14 10 479,00 долларов США
Продажа
$13 522,86 10 999,00 долларов США
Продажа
Посмотреть продукт
$13 522,86 10 999,00 долларов США
JET Вертикально-фрезерный станок со ступенчатым шкивом, 3 PH
 org/Brand”>
Написать обзор
org/Brand”>
Написать обзорJET
Вертикально-фрезерный станок со ступенчатым шкивом JET, 3 PH
Рейтинг Требуется 5 звезд (лучший)4 звезды3 звезды (средний)2 звезды1 звезда (худший)
Имя
Электронная почта Требуется
Тема отзыва Требуется
Комментарии Требуется
Сейчас: 12 845,00 долларов США
Текущий запас:
 Сроки выполнения могут варьироваться.
Сроки выполнения могут варьироваться.вместе с этим часто покупают
Пожалуйста, выберите опции для всех выбранных продуктов
Описание
В связи со специальной ценой, доступной исключительно для наших школьных клиентов, этот товар недоступен для покупки нашими нешкольными клиентами по указанной цене.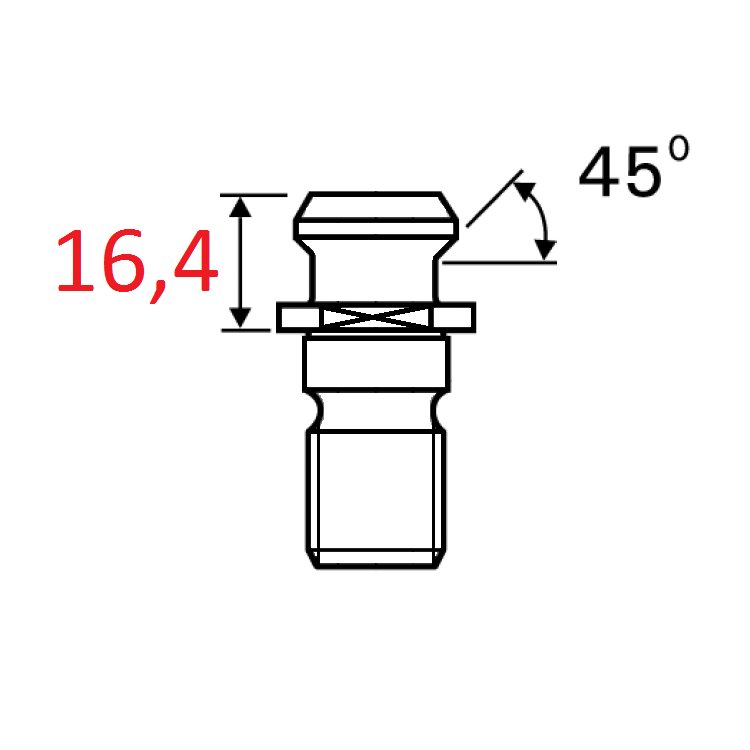 Мы приложим все усилия, чтобы продать этот предмет по самой низкой доступной цене нашим покупателям, не являющимся школьниками. Пожалуйста, позвоните нам по телефону (800) 831-5904 или по электронной почте [email protected] .
Мы приложим все усилия, чтобы продать этот предмет по самой низкой доступной цене нашим покупателям, не являющимся школьниками. Пожалуйста, позвоните нам по телефону (800) 831-5904 или по электронной почте [email protected] .
Jet JTM-1, стол 9″x42″, 16 скоростей вращения шпинделя, 2 л. чтобы каждая работа соответствовала вашим стандартам. Шпиндельная головка с внутренним охлаждением предотвращает заклинивание, а прецизионная технология обеспечивает превосходные результаты со всеми функциями, которые вы ожидаете, и все это подкрепляется ведущей в отрасли двухлетней гарантией JET.
Двигатель: 2 л. с., 230 В, 3 фазы
с., 230 В, 3 фазы
Ход шпинделя: 5 дюймов
Тип: ступенчатый шкив R8
Количество скоростей вращения шпинделя: 16
Конус шпинделя: R-8 дюймов x TPI
Максимальное расстояние от шпинделя до стола: 17-1/2
Расстояние от шпинделя до колонны: 19 дюймов Макс.
Диаметр пиноли: 3-3/8 дюйма
Диапазон скоростей вращения шпинделя: 80–5440 об/мин
Емкость цанги: 1/8–7/8 дюйма
Скорость подачи пиноли вниз: 0,0015–0,003–0,006 IPR
Продольное перемещение стола: 23-7/8″
Продольное перемещение стола с механической подачей: 20-2/7″
Поперечное перемещение стола: 12-1/2″
Центры Т-образных пазов: 2-1/2 дюйма
Грузоподъемность рабочего стола: 550 фунтов
Ход колена: 14-1/2 дюйма
Ход ползуна: 13-3/8 дюйма
Размер стола: 9 дюймов L x 42 дюйма (Ш)
Габаритные размеры: 57 дюймов (Д) x 64 дюйма (Ш) x 82 дюйма (В)
Вес: 2200 фунтов. (транспортировочный)
Включает в себя токарную мельницу, крышку плоской направляющей, крышку гофрированной направляющей, дышло, 3 регулировочные рукоятки, 2 ограждения ремня и ящик для инструментов с инструментами.