Водопроводная труба для прокладки системы в земле
26.03.2018 (обновлено: 14.02.2020)
Для строительства водопровода под землёй, трубы должны соответствовать параметрам. Стальные трубы имеют недостатки при эксплуатации, поэтому предпочтение отдают пластиковым аналогам. По сравнению с металлическими, пластиковые трубы более долговечны и практичны в эксплуатации.
Они бывают нескольких видов, но для частного сектора больше подходят трубы низкого давления (ПНД). Если они находятся под слоем земли их невозможно повредить. Монтаж таких труб можно выполнять своими руками без специального оборудования. Построенный водопровод будет выдерживать давление до 10 атмосфер, чего достаточно для организации холодного водоснабжения.
Трубы из полипропилена как и полиэтиленовые аналоги имеют такой же долгий срок эксплуатации. Они не подвергаются воздействию агрессивной среды и химических веществ. Из недостатков стоит отметить только отсутствие гибкости, но это не мешает делать повороты водопроводных труб под любым углом, благодаря соединительным муфтам разного исполнения. Желательно, чтобы все соединительные фитинги были одного производителя. Перед строительством трубопровода нужно убедиться в качестве используемых материалов. В частности, стенки полиэтиленовых и полипропиленовых труб должна быть гладкой.
Желательно, чтобы все соединительные фитинги были одного производителя. Перед строительством трубопровода нужно убедиться в качестве используемых материалов. В частности, стенки полиэтиленовых и полипропиленовых труб должна быть гладкой.
Инструменты для монтажа водопровода
- нож или ножовка;
- дрель или перфоратор;
- наждачная бумага;
- рулетка;
- набор газовых и гаечных ключей;
- паяльник;
- инструменты для земляных работ.
Для более точной резки рекомендуется приобрести специальный труборез или предназначенные для этого ножницы. Так нарезку трубы на куски необходимой длины можно делать быстрее.
Условия проведения трубопровода
Строительство водопровода не допускается без соблюдения некоторых условий, согласно нормативных документов. Вот перечень этих условий:
-
оптимальная глубина. Показателем для трубопровода холодного водоснабжения считается глубина ниже уровня промерзания грунта;
-
минимальное расстояние от других коммуникаций.
 От канализации не менее чем 2 метра, от электрических кабелей не менее 0,75 метра и не менее 20 сантиметров в тех случаях, когда пересечение коммуникаций избежать не получится;
От канализации не менее чем 2 метра, от электрических кабелей не менее 0,75 метра и не менее 20 сантиметров в тех случаях, когда пересечение коммуникаций избежать не получится; -
минимальное расстояние до построек отсутствует, так как трубопровод может быть уложен возле подошвы фундамента. Но глубина укладки должна быть на 50 сантиметров выше подошвы фундамента.
 От канализации не менее чем 2 метра, от электрических кабелей не менее 0,75 метра и не менее 20 сантиметров в тех случаях, когда пересечение коммуникаций избежать не получится;
От канализации не менее чем 2 метра, от электрических кабелей не менее 0,75 метра и не менее 20 сантиметров в тех случаях, когда пересечение коммуникаций избежать не получится;При соблюдении условий, вероятность аварийных ситуаций связанных с водопроводом практически полностью исключена.
Способы прокладки наружного водопровода
Сегодня существует два способа прокладки трубопровода традиционный траншейный и перспективный бестраншейный. Траншейный способ каждому известен, а вот бестраншейных способов несколько:
- санация. Метод замены старого трубопровода на новый, посредством технологии релайнинга или реновации. Первый метод подразумевает перетяжку новой трубы в теле старой. Второй способ позволяет уложить новый трубопровод параллельно разрушая старый.
- прокалывание. Между двумя котлованами проталкивается стальная труба через толщу грунта с помощью гидравлического домкрата. Затем в неё заводится трубопровод из полиэтилена или полипропилена. Диаметр трубы при монтаже таким способом не должен превышать 150 миллиметров.

Как проложить водопроводную трубу траншейным методом
Бестраншейный метод прокладки трубопровода позволяет сохранить ландшафтный дизайн, но является довольно дорогим методом. Поэтому рекомендуется бестраншейный способ, если на участке отсутствуют декоративные участки ландшафта.
Когда водопровод под землёй, он находится под защитой толщи грунта и не портит своим внешним видом ландшафтный дизайн. И для этого необходимо выкопать траншею от точки подачи и до точки раздачи. Перед началом работ следует расчистить территорию и разметить участок согласно плану-схеме. Копать траншеи можно обычной лопатой для грунта. Однако, потребуется потратить много усилий, если каменистая почва. Стандартная ширина траншеи 70 – 90 сантиметров.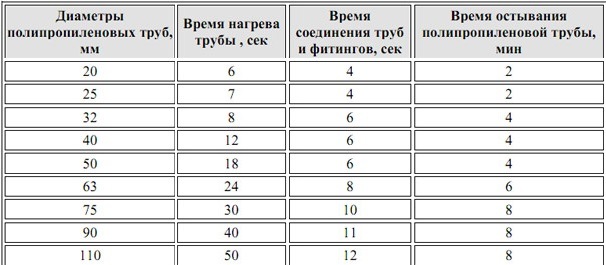
Засыпают траншею с трубопроводом грунтом, который был извлечён из неё. Из грунта для засыпки удаляются камни, чтобы он был рыхлым. Изначально засыпка с уплотнением выполняется по бокам от трубопровода, фиксируя его в горизонтальном положении. Только после этого можно засыпать всю траншею согласно схеме. Не рекомендуется делать в схеме водопровода слишком острых углов. В этих местах уменьшается интенсивность движения воды и образуются отложения на стенках трубопровода, что часто является причиной его засора и снижения пропускной способности.
Способы монтажа трубопровода
Полиэтиленовые трубы могут соединяться друг с другом с помощью специального паяльника методом сварки или обжимных фитингов. Паяльник гарантирует надёжное соединение и после сборки, все трубы будут представлять собой одно цельное изделие. Чаще всего сварочные работы проводятся на поверхности. Трубы объединяются в секции, которые затем опускаются в траншею и тем же методом свариваются. Так делают, потому что на поверхности выполнять сварочные работы удобней.
Чаще всего сварочные работы проводятся на поверхности. Трубы объединяются в секции, которые затем опускаются в траншею и тем же методом свариваются. Так делают, потому что на поверхности выполнять сварочные работы удобней.
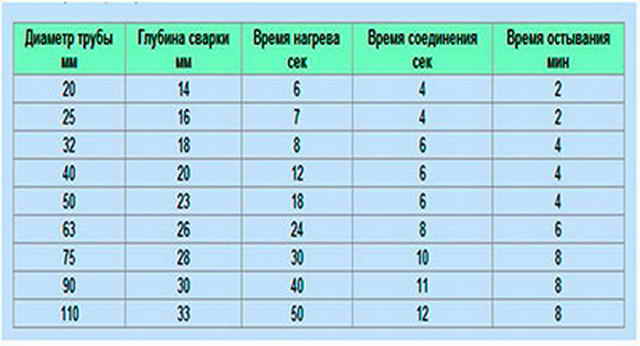
Укладка полипропиленовых аналогов тоже может выполняться методом сварки. Но в отличие от полиэтилена, чтобы соединить полипропиленовые трубы паяльник необходимо разогреть до температуры 260-270 градусов. При выполнении сварочных работ необходимо соблюдать время нагрева. Если диаметр трубы составляет 25 миллиметров, то место соединения необходимо греть примерно 9-10 секунд. Если диаметр 32 миллиметра требуется греть на несколько секунд дольше. Необходимо соблюдать температурные нагрузки, перегрев способствует повреждению поверхности пластиковых изделий.
Малый нагрев соединяющихся деталей тоже считается грубой ошибкой, соединение будет не прочным и возможно образование протечки в этих местах. Внутренняя поверхность соединительных фитингов и наружная поверхность труб должны быть очищены от пыли и влаги, иначе возможно ухудшение качества пайки. Во время работы появляются оплывы пластика, которые не нужно сразу убирать, так как можно случайно деформировать разогретую трубу. Даже при соблюдении технологии пайки, не следует сразу засыпать построенный трубопровод. Сначала необходимо протестировать его под давлением в течение нескольких дней. Если за это время не появились течи, значит всё надёжно соединено друг с другом и траншею можно засыпать.
Во время работы появляются оплывы пластика, которые не нужно сразу убирать, так как можно случайно деформировать разогретую трубу. Даже при соблюдении технологии пайки, не следует сразу засыпать построенный трубопровод. Сначала необходимо протестировать его под давлением в течение нескольких дней. Если за это время не появились течи, значит всё надёжно соединено друг с другом и траншею можно засыпать.
Утепление водопроводных труб
При монтаже водопровода под землёй согласно технологии необходимости в утеплении труб нет. Но, если необходимо вынужденно нарушить глубину укладки или использовать не такой тип трубы, необходимо предусмотреть утепление водопровода даже под землёй. Не стоит экспериментировать в ожидании первой зимы, лучше сделать это сразу при строительстве. Сделать это можно несколькими способами:
- строительство водопровода в футляре. Подразумевается укладка в трубе большего диаметра. Между стенками обеих труб остаётся воздушная подушка, сохраняющая тепло текущей по водопроводу воды. Такой способ часто используется при монтаже наружного водопровода;
- заливка водопроводной трассы полистиролбетоном. После застывания этого материала, он становится пористым с воздушными порами и не пропускает через себя тепло;
- обматывание водопровода утеплителем. Чаще всего используется плотный пенопласт или пенополиуретан. Эти материалы тоже имеют воздушные поры и хорошую стойкость к воздействию влаги;
- обматывание трубопровода нагревательным кабелем. Такой метод позволяет прокладывать кабель вдоль трубы снаружи или внутри. Делают это спиралевидно вокруг водопроводной магистрали или используют две линии обогрева. Нагреваясь, кабель отдаёт тепло воде и она не замерзает зимой;
- повышение давления в трубопроводе. Находясь под давлением, вода не замерзает при отсутствии теплоизоляции, но к сожалению, не в каждом водопроводе можно это делать.
 Такой способ часто используется при монтаже наружного водопровода;
Такой способ часто используется при монтаже наружного водопровода;Не требует утепления трубопровод, используемый для поливной системы, потому что в холодное время он не эксплуатируется. Но делая подведение водопровода к дому или хозяйственным постройкам, следует выполнить строительство трубопровода, соблюдая технологию и технические нюансы.
Но делая подведение водопровода к дому или хозяйственным постройкам, следует выполнить строительство трубопровода, соблюдая технологию и технические нюансы.
Время нагрева и охлаждения стыковой сварки DVS 2207-11
20 августа 2020 г.
202008A – AQTTB
Дата выпуска: 12 августа 2020 г. 9000 3
Стандарт на стыковую сварку полипропиленовых труб, ДВС 2207-11 , был обновлен в 2017 году для сокращения времени нагрева и охлаждения. В процессе пересмотра эти изменения не оценивались для многослойных труб из композитного материала Faser (MF). Компания Aquatherm завершила тестирование и оценку этих изменений и приняла их для использования во всех размерах/SDR трубопроводов Aquatherm MF.
Ниже приводится краткое описание параметров стыковой сварки и выявление любых изменений между предыдущей версией (2008 г.) и текущим стандартом (2017 г.). Любые изменения отмечаются красным .
Таблица 1 – Изменения, кроме времени нагрева/охлаждения
| Элемент | Описание изменения |
| Допустимый зазор между концами труб после торцевания/строгания | Без изменений |
| Допустимое смещение концов труб (не более 10 % толщины стенки) | Без изменений |
| Температура нагревателя, 210±10°C (410±18°F) | Без изменений |
Давление выравнивания (ранее давление выравнивания в 2008 г.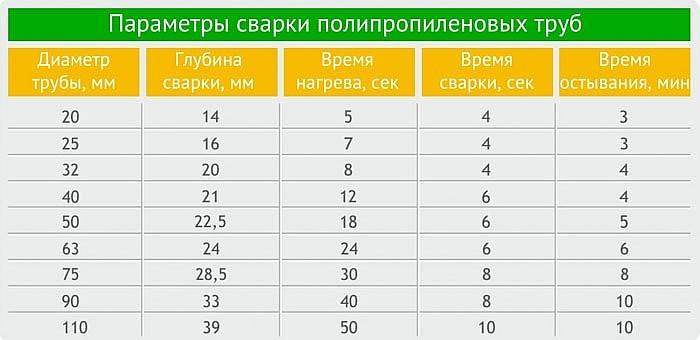 ) – выравнивание/регулировка в руководстве по установке ) – выравнивание/регулировка в руководстве по установке | Без изменения фактического межфазного давления (14,5 фунтов на кв. дюйм), просто изменение имени |
| Давление предварительного нагрева (ранее давление нагрева в 2008 г.) – Давление нагрева в Руководстве по установке | Без изменения фактического межфазного давления (14,5 фунтов на кв. дюйм), просто изменение имени |
| Давление соединения – Давление машины в Руководстве по установке | Без изменений |
| Высота борта | Без изменений для существующих размеров/толщины стенки, добавлено требование для толщины стенки более 1,97 дюйма (50–70 мм) |
Таблица 2 – Сокращение времени нагрева по сравнению с изданием 2008
| Стенка, мм | Время нагрева, сек. ДВС 2207-11 | Переходник | |
| 2008 | 2017 | ||
| 4,5 | 135 | 53 | -61% |
| 7 | 175 | 81 | -54% |
| 12 | 245 | 135 | -45% |
| 19 | 330 | 206 | -38% |
| 26 | 400 | 271 | -32% |
| 37 | 485 | 362 | -25% |
| 50 | 560 | 450 | -20% |
| 70 | нет данных | 546 | Новый |
Таблица 3 – Сокращение времени плавки/охлаждения по сравнению с изданием 2008 г.
| Стенка, мм | ДВС 2207-11 | Сокращение при 60-80°F | |||
| 2008 | 2017 | ||||
| Температура окружающей среды во время плавки | |||||
| Стандартный | ≤60°F (≤15°C) | 60-80°F (15-25°C) | >80°F (>25°C) | ||
| 4,5 | 6 | 4 | 5 | 6,5 | -17% |
| 7 | 12 | 6 | 7,5 | 9,5 | -38% |
| 12 | 20 | 9,5 | 12 | 15,5 | -40% |
| 19 | 30 | 14 | 18 | 24 | -40% |
| 26 | 40 | 19 | 24 | 32 | -40% |
| 37 | 55 | 27 | 34 | 45 | -38% |
| 50 | 70 | 36 | 46 | 61 | -34% |
| 70 | нет данных | 50 | 64 | 85 | Новый |
Сокращение времени охлаждения под давлением, демонтаж оборудования
Сварка встык должна охлаждаться под давлением для обеспечения правильного соединения. Время охлаждения под давлением для стыковых соединений может быть уменьшено, если соединение поддерживается должным образом и не подвергается никаким нагрузкам в течение оставшегося времени охлаждения.
Время охлаждения под давлением для стыковых соединений может быть уменьшено, если соединение поддерживается должным образом и не подвергается никаким нагрузкам в течение оставшегося времени охлаждения.
Например, при 70°F время охлаждения для 6-дюймовой трубы SDR 11 может быть сокращено с 14 минут до 9 минут, если соединение не подвергается никакой нагрузке в течение оставшихся 5 минут.
Таблица 4 – Сокращенное время охлаждения под давлением без нагрузки на соединение и правильной опорой
| Стенка, мм | Время охлаждения, мин | |||
| ДВС 2207-11 (2017) | ||||
| ≤60°F | 60-80°F | >80°F | Сокращенное время* | |
| 4,5 | 4 | 5 | 6,5 | 3,5 |
| 7 | 6 | 7,5 | 9,5 | 5 |
| 12 | 9,5 | 12 | 15,5 | 8 |
| 19 | 14 | 18 | 24 | 12 |
| 26 | 19 | 24 | 32 | 16 |
| 37 | 27 | 34 | 45 | 23 |
| 50 | 36 | 46 | 61 | 31 |
| 70 | 50 | 64 | 85 | 43 |
*Отсутствует нагрузка на соединение, должным образом поддерживается в течение всего стандартного времени охлаждения
cloud_download Технический бюллетень
Учебные курсы по сварке труб из PP-R и PP-RCT
Мы делаем наши системы максимально прочными и долговечными, но когда все сказано и сделано, качество установки определяет как будет работать система.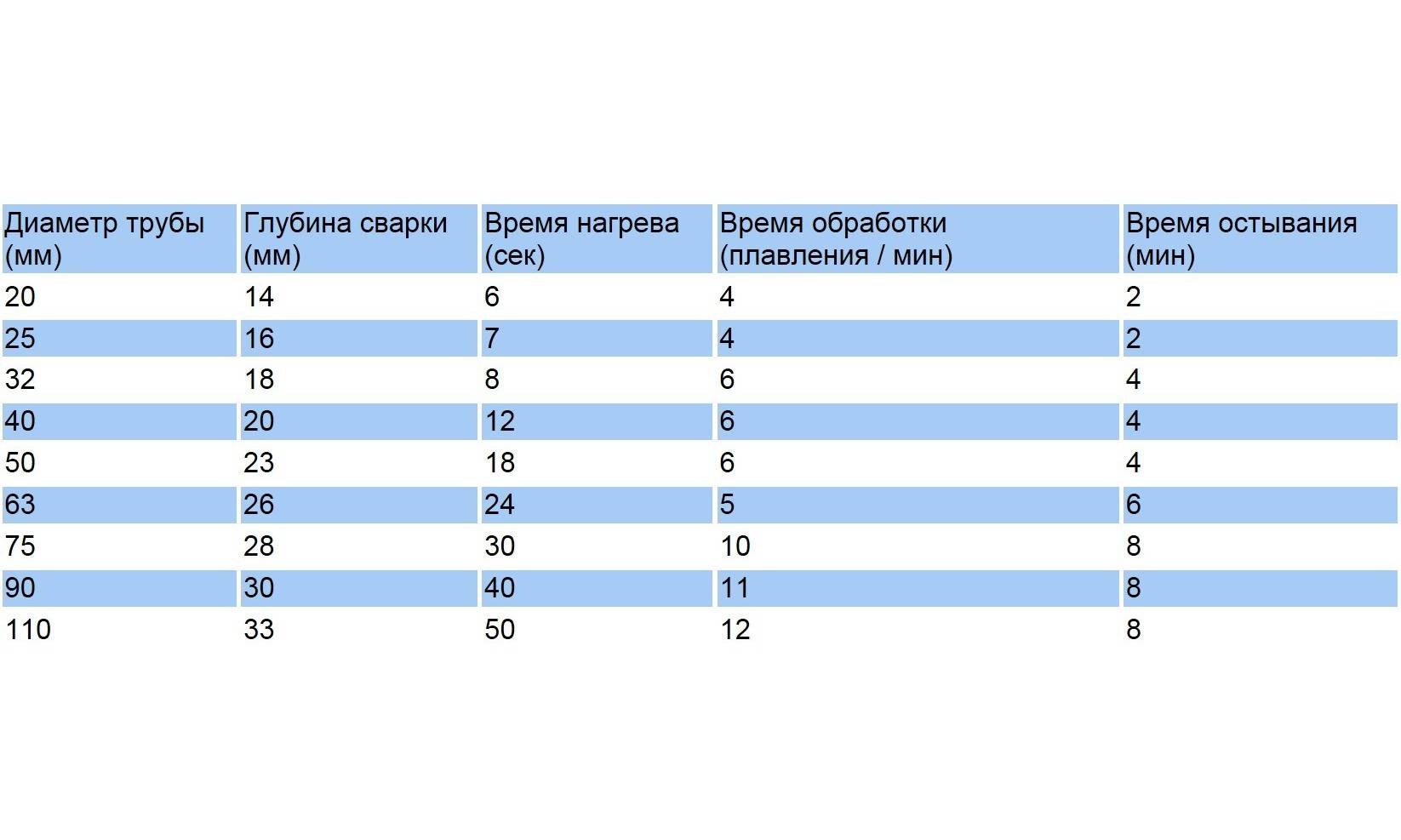
Поскольку многие сантехники и трубомонтажники плохо знакомы с PP-R и термоплавкой, мы предлагаем курсы обучения, чтобы дополнить их профессиональные навыки.
Пройдите обучение
Обучение сварке труб Aquatherm помогает сантехникам и подрядчикам развить навыки сварки полипропиленовых труб, чтобы они могли успешно устанавливать полипропиленовые трубы. При правильном выполнении сварка труб PP-R создает долговечные соединения, которые снижают затраты на техническое обслуживание.
Курс «Раструбы и отводы»
Курс «Раструбы и отводы» дает базовые знания по термическому сплавлению труб и инструментов из PP-R, эксплуатации и техническому обслуживанию.
Основной курс установки Aquatherm предлагает ознакомиться с материалом PP-R, процессом плавки и передовыми методами установки труб диаметром от 1/2″ до 4″. Курс в значительной степени посвящен сварке гнезд с помощью ручных утюгов, установке отверстий для сварки, ремонту небольших отверстий и включает в себя некоторую практику работы с сварочной машиной. Важные меры безопасности при работе с нагревательными утюгами также рассматриваются для обеспечения безопасности работников.
Важные меры безопасности при работе с нагревательными утюгами также рассматриваются для обеспечения безопасности работников.
Перед прохождением других курсов необходимо пройти этот курс, так как курсы по сварке встык и электросварке расширяют базовые концепции курса по розеткам и розеткам.
Курс по сварке встык
Курс по сварке встык расширяет курс по раструбам и отводам, исследуя этапы, используемые для сварки труб больших размеров вплоть до 24″.
Курс по стыковой сварке основан на курсе “Раструбы и отводы” и посвящен сварке труб диаметром 6 дюймов и больше. Вместо использования фитингов в виде раструбов, которые надеваются на трубу, сварка встык соединяет концы труб и фитингов непосредственно друг с другом.
Курс охватывает общий процесс сварки, который можно адаптировать к различным типам машин для стыковой сварки, выпускаемых производителями инструментов, одобренными компанией Aquatherm. По-прежнему рекомендуется специальное обучение от производителя для используемых машин.
Курс по электросварке
Курс по электросварке посвящен использованию специализированных фитингов и машин для сварки в ограниченном пространстве.
Курс по электромуфтовой сварке фокусируется на модифицированной версии раструбной сварки , в которой вместо контактного тепла используется нагрев электрическим сопротивлением. Для электромуфтовой сварки используются специальные фитинги и инструменты, и она обычно используется для стояков, ремонта и других труднодоступных мест.
Электромуфта менее распространена, чем сварка встык или раструб, из-за использования специализированных машин и фитингов, но может быть очень полезной в определенных случаях, когда пространство или мобильность ограничены, например, в проектах реконструкции, где очень часто встречаются ограниченные пространства.
Инструмент для горячей врезки из полипропилена
В некоторых ситуациях желательно или необходимо добавить отвод или ответвление к действующей линии обслуживания.