Смазки для сверления металлов — РИНКОМ
Содержание
Смазки для сверления металлов
-
Для чего нужны смазки при сверлении металлов
-
Экономическая оправданность применения смазочно-охлаждающих жидкостей
-
Чем охлаждать сверло при сверлении металла
-
В промышленности
-
В быту
-
-
Выбор эмульсии для сверления металлов
Смазки для сверления металлов
Для сверления толстолистового металла и проделывания глубоких отверстий в крупных заготовках необходимо использовать смазку. Расскажем, для чего это нужно, и какие составы применяют для сверления различных материалов в промышленности и в быту.
Для чего нужны смазки при сверлении металлов
Сильный разогрев при сверлении — это серьезная проблема. В месте контакта инструмента и заготовки температура достигает сотен градусов Цельсия.
При сильном разогреве материалы начинают гореть или плавиться. Это касается как сверл, так и обрабатываемых металлов.
-
Сталь, из которой изготовлен инструмент, при сильном разогреве теряет твердость. В результате режущие кромки быстро изнашиваются. Это приводит к значительному повышению силы трения. Из-за этого эффективность обработки уменьшается, а сверла быстро выходят из строя. Применять смазочно-охлаждающую жидкость (СОЖ) необходимо даже при использовании твердосплавных сверл.
-
Сильный разогрев, если деталь начнет плавиться, повлияет на качество и геометрию отверстия. Это во многих случаях недопустимо.
-
Еще один побочный эффект от сверления металла без смазки — быстрый износ двигателей сверлильных станков.
 К нему приводят постоянные перегрузки. Итог — дорогостоящий ремонт.
К нему приводят постоянные перегрузки. Итог — дорогостоящий ремонт.
 К нему приводят постоянные перегрузки. Итог — дорогостоящий ремонт.
К нему приводят постоянные перегрузки. Итог — дорогостоящий ремонт.
Именно эти проблемы и решают смазочно-охлаждающие жидкости.
Обратите внимание! Для охлаждения ни в коем случае нельзя применять неподходящие подручные средства (вода, растворители, «незамерзайка», спирт, жидкость для мытья стекол и пр.). К примеру, использование воды вместо рекомендуемых СОЖ приводит к коррозионному разрушению заготовок, а также рабочих станин станков.
Экономическая оправданность применения смазочно-охлаждающих жидкостей
Использование рекомендуемых смазочно-охлаждающих жидкостей полностью себя оправдывает с экономической точки зрения. Это доказывают результаты различных испытаний.
Отличный пример — данные с завода Karnasch (Германия). На нем было проведено испытание, при котором двумя корончатыми сверлами проделывали отверстия диаметром 25 мм в стали толщиной 10 мм. При сверлении первым сверлом использовали 7-процентный раствор эмульсии, при обработке материала вторым инструментом — воду.
В среднем, если учесть стоимость СОЖ, экономические затраты на металлообработку снижаются на 15 %. При этом срок службы станка продлевается. Этот факт также стоит учитывать.
Чем охлаждать сверло при сверлении металла
В промышленности и быту сверла при сверлении металлов охлаждают различными СОЖ и рекомендованными к применению заменителями.
В промышленности
На производстве чаще всего используют следующие составы.
| Материал обрабатываемой заготовки |
СОЖ |
|
Нержавеющие и жаропрочные сплавы |
Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). Последний компонент этой смазки для сверления нержавейки можно заменить керосином (30 %) и осерненным маслом (50 %) |
|
Чугунное литье |
Керосин, эмульсия (3–5 %). |
|
Ковкий чугун |
Эмульсия (3–5 %) |
|
Цинк |
|
|
Медь |
Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения. |
|
Никель |
Эмульсия |
|
Латунь |
Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения. |
|
Бронза |
Смешанные масла. Допускается глубокое сверление без охлаждения. |
|
Алюминий и сплавы на его основе |
Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения |
|
Легированная сталь |
Смешанные масла |
|
Инструментальная сталь |
Смешанные масла |
|
Конструкционная сталь |
Смесь осерненного масла и керосина |
|
Углеродистая сталь |
Осерненное масло, эмульсия |
 Допускается глубокое сверление без охлаждения.
Допускается глубокое сверление без охлаждения.

При этом используют различные технологии подачи смазочно-охлаждающих жидкостей.
-
-
Наружное охлаждение. Для него станки оснащают специальными автоматизированными системами.
Фотография №1: подача СОЖ через каналы сверла
Фотография №2: наружное охлаждение.
При работе с ручными промышленными и бытовыми дрелями сверла периодически окунают в СОЖ, а также заливают жидкости в отверстия различными методами.
В быту
В домашних условиях для охлаждения режущих инструментов при сверлении металлов можно применять следующие СОЖ. Они, конечно, менее эффективны, чем специально разработанные составы, но это лучше, чем ничего.
|
Обрабатываемый металл |
Охлаждающая жидкость |
|
Алюминий |
Мыльная вода |
|
Дюралюминий |
Смесь касторового масла и керосина |
|
Алюминиевые сплавы типа Д16Т |
Хозяйственное мыло |
|
Мягкие стали |
Касторовое масло, технический вазелин |
|
Силумин |
Разведенный спиртом скипидар |
Если нет каких-либо компонентов, можете приготовить универсальную охлаждающую жидкость для сверления металла в домашних условиях.
-
Возьмите 200 г мыла и растворите его в ведре воды.
-
Добавьте 5 столовых ложек машинного масла.
-
Прокипятите раствор до получения мыльной однородной эмульсии.
Выбор эмульсии для сверления металлов
Эмульсии для сверления металлов — это универсальные охлаждающие жидкости, которые подходят для большинства сверлильных работ. Эти многокомпонентные составы отличаются повышенной концентрацией дисперсных частиц.
При выборе, в первую очередь, обратите внимание на состав средства. Лучшие эмульсии одновременно содержат:
-
синтетические основы;
-
компоненты, уменьшающие пенообразование;
-
присадки, препятствующие коррозии и разрушению;
-
компоненты, не дающие СОЖ расслоиться при длительном хранении;
-
присадки, улучшающие противозадирные и антифрикционные характеристики.

Для применения в домашних условиях российские и зарубежные производители предлагают готовые спреи. На предприятиях СОЖ обычно закупают канистрами и бочками с составами, требующими предварительного растворения.
Фотография №3: сверление металла с применением охлаждающего спрея
Главное — не экономьте на качестве. Чем лучше охлаждающая жидкость, тем дольше прослужат инструменты и оборудование.
Смазка для сверления металлов, цена 25 грн.
Смазка для сверления металла “ТИР”
Сверление отверстий в металле является одной из самых важных операций в металлообработке. Применяется в различных отраслях промышленности, строительстве, а также в небольших мастерских и домашних условиях. Для получения отверстий правильной формы и нужного размера важно подобрать сверла по металлу больших или малых диаметров. Необходимо также учитывать структуру материала, который предстоит обработать: твердость, ковкость, толщину.
Специалисты дают подробные рекомендации о том, как правильно сверлить металл:
- нержавейку;
- чугун;
- твердые сплавы;
- толстый металл и др.
При этом важно обратить внимание на использование СОЖ – смазочно-охлаждающих жидкостей для сверления. Они могут иметь различное агрегатное состояние – от жидких спреев до твердых паст.
Смазка «ТИР», изготовленная в Харькове, предназначена для улучшения процесса сверления металла, в том числе и глубоких отверстий. Использование смазки позволяет:
- выполнять сверлильные операции на высоких оборотах;
- уменьшить силу трения, следовательно, избежать перегрева сверла и обрабатываемой поверхности;
- сохранить режущие свойства сверла, защитив его от нагревания;
- проделывать глубокие отверстия в любых металлах и твердых сплавах;
- снизить нагрузку на двигатель сверлильного инструмента и предотвратить его преждевременное изнашивание.

Смазка для сверления металла «ТИР» имеет полутвердое состояние. Выпускается в форме брикета. Она проста в использовании. Наносится на сверло и/или на обрабатываемый металл перед началом работы. По мере необходимости количество смазки можно увеличить.
В интернет-магазине «Шлифмастер» смазку для сверления металла «ТИР» можно купить оптом и в розницу по доступной цене. Звоните или закажите обратный звонок.
СОЖ для сверления – ПКФ РУСМА
Совершенно очевидно, что главная функция смазочно-охлаждающей жидкости (СОЖ) – снижать температуру и силу трения. Использование СОЖ при сверлении металлов уже давно из лайфхака превратилось в правило хорошего тона. Если специалист заботится о своем инструменте и качестве получаемых отверстий, он непременно использует СОЖ.
Зачем нужно использовать СОЖ при сверлении металла
Без смазки и охлаждения сильный разогрев в точке соприкосновения инструмента и заготовки вызывает целый комплекс проблем. Контактирующие материалы плавятся и горят. Высокая температура негативно влияет на геометрию получаемого отверстия, что во многих случаях категорически недопустимо. Однако еще большему негативному воздействию из-за излишнего разогрева подвергается сверлильное оборудование.
Контактирующие материалы плавятся и горят. Высокая температура негативно влияет на геометрию получаемого отверстия, что во многих случаях категорически недопустимо. Однако еще большему негативному воздействию из-за излишнего разогрева подвергается сверлильное оборудование.
Сталь сверла под воздействием нескольких сотен градусов теряет твердость. Это приводит к быстрому износу режущих кромок, увеличению силы трения и значительному снижению эффективности обработки металла. В таких условиях из строя быстро выходят даже твердосплавные сверла. Еще одно печальное последствие снижения эффективности в отсутствие СОЖ – постоянные перегрузки сверлильных станков. Их двигатели быстро изнашиваются. Частые и дорогостоящие замены деталей становятся неизбежностью. Выход один – при сверлении место контакта сверла и обрабатываемого материала нужно охлаждать с помощью СОЖ.
Классическая СОЖ, используемая при сверлении металлов, производится из масла с добавлением антиокислительных и противоизносных присадок. Миф о том, что любую смазочно-охлаждающую жидкость можно легко заменить обычной водой, с успехом развенчали экономные немцы. На заводе, производящем профессиональный металлорежущий инструмент, они провели интересный опыт, демонстрирующий сверление десятимиллиметровой стали с использованием в первом случае СОЖ, а во втором – воды. Результат был удивительным и убедительным одновременно. СОЖ повысила эффективность работы оборудования на 45 %! Несложные подсчеты позволили оценить экономический эффект с учетом стоимости смазочно-охлаждающей жидкости: затраты на обработку металла снижаются в среднем на 15 %, при этом защищенный от коррозии и не испытывающий перегрузок станок служит значительно дольше.
Наше предложение
Компания «РУСМА» предлагает потребителю разнообразные смазочно-охлаждающие жидкости собственного производства для любых типов металлообработки и по доступным ценам.
Часть проектов «РУСМЫ» направлена на импортозамещение: предприятие разрабатывает и запускает в производство современные эффективные СОЖ, в том числе и для сверления металлов, которые успешно заменяют дорогостоящие зарубежные аналоги.
Сориентироваться в многообразии смазочно-охлаждающих технологических средств несложно. Они отличаются по составу, способу применения и назначению. В «РУСМЕ» налажен выпуск различных видов СОТС: водосмешиваемых, масляных, полусинтетических и синтетических. Кроме того, «РУСМА» выпускает готовые к использованию составы и концентраты для приготовления эмульсий. Среди концентратов, предлагаемых потребителю, можно выделить эмульсионные, полусинтетические и синтетические.
В эмульсионных продуктах содержится до 85 процентов масла, в полусинтетических оно составляет около половины объема, а синтетические концентраты производятся без масла, на основе полимеров с добавлением поверхностно-активных веществ и присадок.
Состав СОТСа определяет его рабочие характеристики: самые высокие смазывающие показатели у масляных СОЖ и составов, приготовленных из эмульсионных концентратов. Самой впечатляющей охлаждающей способностью обладают эмульсолы, получаемые из синтетических концентратов.
Выбирая СОТС для сверления, необходимо учитывать не только особенности материала, который предстоит обрабатывать, но и особенности производства, установленного на нем оборудования, в том числе и для подачи СОТС. Всю необходимую информацию для правильного выбора продукта можно получить в отделе продаж у специалистов компании «РУСМА».
Для тех производств, которые осваивают новые направления, у «РУСМЫ» есть особое предложение. Благодаря собственной научной базе мы поможем осуществить подбор, изготовление и внедрение СОЖ при сверлении металлов с учетом специфики Вашего производства, технического задания и особенностей обрабатываемых материалов.
🛠️ SVERLA.IN.UA – Смазочно охлаждающие жидкости
Применение СОЖ это правильное решение, которое повысить скорость сверления закаленной стали на 10%, нержавеющей на 30, а чугуна на все 40%. Резко улучшается также и качество обработки отверстий, и продлевается срок жизни сверл за счет значительного в разы! повышения износостойкости сверла.
Спрей предназначен не только для работ по сверлению, но и резке, строганию и перфорации металлов. Состав спрея не оставляет неудалимых пятен при работе на покрытиях, окрашенной или лакированной поверхности и обеспечивает режим работы Heavy duty для высоколегированных и, особенно, нержавеющих сталей, при сверления рельсов и работу с любыми твердосплавными материалами. Наилучшее его применение – сверление и нарезка резьбы в металлах.
Спрей и смазывает, и охлаждает обрабатываемый металл и инструмент. Он повышает эффективность резки металла даже при очень больших скоростях, удлиняя срок работы инструмента. Он прекрасно подходит при сложном сверлении и нарезке резьбы. Он идеален для работы в горизонтальной плоскости и сверлении снизу и предназначен для практических повседневных работ с металлом.
Спрей упакован в небольшой удобный для носки в кармане пластиковый баллончик объемом 50, 100, 200 мл.
Отсюда следует, что для надежной и долгой жизни сверла оптимальное количество его оборотов необходимо выбирать тщательно в достаточно широком диапазоне, а лучше ориентироваться не “по старинке и на глазок”, но по данным таблицы, составленной на основании опытных данных для работы сверл из быстрорежущей стали с различными типами материалов.
Эти данные относятся к начальной стадии сверления и вполне корректны для относительно неглубоких отверстий (до 15 мм). Но по мере углубления сверла все труднее становится отвод стружки, все больше увеличивается площадь контакта сверла и материала, возрастают силы трения, сильнее нагреваются режущие кромки сверла. Следовательно, при сверлении глубоких отверстий (более 15 мм) и, особенно, для нержавеющих сталей в силу их низкой теплопроводности, обороты сверла необходимо уменьшить на 10% и ОБЯЗАТЕЛЬНО ПРИМЕНЯТЬ ОХЛАЖДЕНИЕ И СМАЗКУ инструмента с кобальтом.
Нагрев сверла в большой степени зависит также и от усилия подачи инструмента. Чем выше величина подачи, тем толще сечение отрезаемой стружки, больше сопротивление резанию, выше силы трения. Сверло при этом сильно тормозится и часто ломается, особенно это присуще работе ручным инструментом с аккумуляторным питанием и при работе в неудобных местах, на криволинейных поверхностях.
Обычно оптимальные режимы сверления определяют опытным путем по следующим признакам: если сверло затупляется в углах режущей кромки (в начале цилиндрической части сверла), то слишком велика скорость вращения.
Если же сверло затупляется или даже выкрашивается по режущим кромкам – надо уменьшить усилие подачи.
Для сверл компании RUKO с добавкой кобальта в материал стали сверла необходимо использовать только фирменную от компании RUKO СОЖ в виде спрея, специально приспособленную для работы с металлами и сплавами (чугун, алюминий, закаленная и нержавеющая стали).
Как работать с СОЖ?Смазочно-охлаждающей жидкостью через дозатор смачивают место сверления и сам инструмент, затем немедленно приступают к работе. В процессе сверления при глубине более 20 мм сверло время от времени вынимают, очищают его от стружки и через 20-30 готовых отверстий смачивают спреем уже только сверло.
Концентрат смазочно охлаждающие жидкости разбавляется горячей водой. Для процесса нарезания резьбы пропорция составляет 1 литр концентрата к 3 литрам горячей воды. Для процессов сверления, фрезерования, развертывания пропорция составляет 1л. концентрата к 15 л. горячей воды.
Для процессов сверления, фрезерования, развертывания пропорция составляет 1л. концентрата к 15 л. горячей воды.
Памятка при работе со сверлами компании RUKO
Из опыта металлообработки известно: хрупкие материалы можно сверлить с более высокой скоростью, чем вязкие. Но чем
пластичнее материал, тем сильнее “прикипает” стружка, быстрее нагревается сверло и снижается его режущая способность. А чем больше диаметр сверла, тем оно массивнее, и, значит, лучше отводит тепло от режущих кромок. Поэтому с увеличением диаметра скорость сверления можно существенно повышать!
Как просверлить отверстие 108 в металле. Как сделать большое отверстие в металле
Сверление металла является одной из самых распространенных слесарных операций. Разборные и неразборные соединения – заклепочные, винтовые, болтовые, шпилечные – требуют наличия отверстий. Для сверления металла достаточно иметь дрель, сверло соответствующего диаметра и кернер с молотком для наметки отверстия.
Подбор сверл
Если отверстия в металле сверлятся под резьбу, то по ГОСТу 24705-81, для наиболее часто используемых размеров резьбы (для стандартных крупных шагов): М4, М5, М6, М8, М10 и М12 – диаметр сверл будет равен соответственно 3,3; 4,2; 5; 6,7; 8,4; 10,2 мм. Вполне допустимо, если сверление под резьбу будет осуществляться сверлом, диаметр которого немного (на 0,1 мм) отличается от гостовских размеров в ту или иную сторону.Приобретая сверла, нужно иметь в виду, что обычные сверла, изготовленные из быстрорежущей инструментальной стали (например, Р6М5) предназначены для сверления металлов, не обладающих высокой твердостью. Чтобы просверлить металл повышенной твердости, потребуются твердосплавные сверла. Такие сверла могут быть полностью из твердого сплава или иметь только твердосплавный наконечник.
Иногда перед началом сверления неизвестно, какой твердости металл предстоит сверлить. Поэтому, увидев в первый момент сверления, что сверло не внедряется в металл, нужно немедленно прекратите сверление, иначе сверло будет безвозвратно выведено из строя, перегревшись и потеряв твердость. Свидетельством этому будет появление на нем темно-синей окраски. Перед тем, как сверлить металл, твердость которого не известна, можно провести по нему напильником. Если последний не оставляет на металле следов, значит материал обладает повышенной твердостью.
Свидетельством этому будет появление на нем темно-синей окраски. Перед тем, как сверлить металл, твердость которого не известна, можно провести по нему напильником. Если последний не оставляет на металле следов, значит материал обладает повышенной твердостью.
Как сверлить металл
Оптимальными для сверления большинства металлов являются малые и средние обороты – 500-1000 об/мин. Высокие обороты быстро нагревают сверло, вследствие чего может произойти его отжиг и разупрочнение. При сверлении не стоит слишком сильно давить на сверло, подача должна быть медленной и плавной.При сверлении металла очень важна острота сверла, при этом сверло тупится очень быстро. Скорость затупления сверла зависит в частности от оборотов, силы подачи, охлаждения и других факторов, однако как ни старайся, если сверлится не алюминиевый сплав, время работы сверла до неудовлетворительной работоспособности измеряется минутами.
Перед сверлением необходимо разметить отверстие, накернив его. Для этого нужно установить острие кернера (или дюбеля) в предполагаемый центр отверстия и ударить по нему молотком. Кернение необходимо для исключения скольжения сверла в первый момент сверления. Если след от керна не достаточно большой для удержания сверла большого диаметра, то сперва следует расширить углубление сверлом маленького диаметра.
Кернение необходимо для исключения скольжения сверла в первый момент сверления. Если след от керна не достаточно большой для удержания сверла большого диаметра, то сперва следует расширить углубление сверлом маленького диаметра.
Для создания лучших условий сверления желательно окунуть кончик сверла в машинное масло или капнуть им в место кернения. Масло в зоне сверления способствует лучшему охлаждению сверла и облегчает резание металла. Сверло, которым сверлят с использованием масла, меньше тупится, требует более редких заточек и дольше служит. В качестве охлаждающей жидкости используют также специальную эмульсию, мыльную воду, керосин. По утверждению некоторых мастеров, хорошим смазывающим и охлаждающим средством является свиное сало. Перед сверлением вращающееся сверло погружают в кусок сала, которое при сверлении растапливается и оказывает смазывающее и охлаждающее действие. Но все же самым простым и удобным средством, является мыльная вода. Она не пачкает, а мыло есть в каждом доме. Её достаточно один раза капнуть в начале сверления и в процессе. Можно периодически окунать сверло в мыльный раствор.
При сквозном сверлении с большой подачей, на выходе отверстия образуется заусенец (грат), за который сверло цепляется своим боковыми резцами. В результате может произойти резкая блокировка сверла и его перелом или откол резца, и ещё в этот момент сверло особенно интенсивно тупится. Отрицательно сказываются такие остановки и на состоянии дрели. Чтобы избежать образования грата, нужно заканчивать сверление отверстий в металле с малой подачей. Желательно также под просверливаемую деталь подложить деревянный брусок, который препятствует образованию заусенца. Брусок и заготовка должны быть плотно прижаты друг к другу. Для большего эффекта, можно подкладывать не деревянный брусок, а пластину из такого же или менее твердого металла, которая должна быть плотно прижата к месту выхода сверла.
Чаще всего приходится осуществлять сверление стали, но нередко приходится сверлить и другие металлы, которые имеют свои особенности сверления. Алюминий, например, обволакивает сверло, затрудняя его проникновение вглубь и расширяя получаемое отверстие. Если требуется сверлить в алюминии точное отверстие (например, под резьбу), нужно обязательно применять охлаждающую жидкость и почаще извлекать сверло из отверстия для его очистки. Обычный серый чугун сверлится относительно легко и не требует охлаждающей и смазывающей жидкости. Но сверление чугуна может преподнести сюрпризы. Бывают высокопрочные серые чугуны, которые необходимо сверлить сверлом из твердосплавного материала. Белый чугун, основной структурной составляющей которого является цементит, очень тверд, он требует высокопрочного сверла.
Алюминий, например, обволакивает сверло, затрудняя его проникновение вглубь и расширяя получаемое отверстие. Если требуется сверлить в алюминии точное отверстие (например, под резьбу), нужно обязательно применять охлаждающую жидкость и почаще извлекать сверло из отверстия для его очистки. Обычный серый чугун сверлится относительно легко и не требует охлаждающей и смазывающей жидкости. Но сверление чугуна может преподнести сюрпризы. Бывают высокопрочные серые чугуны, которые необходимо сверлить сверлом из твердосплавного материала. Белый чугун, основной структурной составляющей которого является цементит, очень тверд, он требует высокопрочного сверла.
Отверстия большого диаметра следует сверлить поэтапно. Сначала нужно просверлить деталь тонким сверлом, затем рассверлить отверстие до большего диаметра. Например, отверстие диаметром 12 мм лучше сверлить в два или три приема – последовательно сверлами 5, 10 и 12 мм.
Затупившиеся сверла нужно своевременно затачивать. Лучше делать это с помощью приспособления для заточки, однако можно обойтись и без него. При этом нужно обращать внимание на симметричность кончика сверла. Если заточенные кромки будут сходиться не строго по центру, отверстие, просверленное таким сверлом, будет иметь больший диаметр, поскольку одна режущая кромка будет длиннее другой. Стандартный угол при вершине (угол между режущими кромками) составляет 118°. Для сверления алюминия оптимальным считается угол 130-140°, мягкой бронзы и красной меди 125-130°. Однако все эти металлы можно просверлить и сверлом со стандартным углом. Подробнее про заточку сверла читайте .
При этом нужно обращать внимание на симметричность кончика сверла. Если заточенные кромки будут сходиться не строго по центру, отверстие, просверленное таким сверлом, будет иметь больший диаметр, поскольку одна режущая кромка будет длиннее другой. Стандартный угол при вершине (угол между режущими кромками) составляет 118°. Для сверления алюминия оптимальным считается угол 130-140°, мягкой бронзы и красной меди 125-130°. Однако все эти металлы можно просверлить и сверлом со стандартным углом. Подробнее про заточку сверла читайте .
При сверлении нужно выдерживать вертикальность сверла относительно поверхности металла (если не требуется сверлить наклонное отверстие). При выполнении отверстий в тонких листах это требование не так актуально, как для толстостенных или полых деталей. Сверление труб, например, нередко приводит к тому, что входное и выходное отверстия оказываются смещенными друг относительно друга – тем больше, чем больше диаметр трубы. Выдержать на глаз перпендикулярность сверла довольно трудно, поэтому можно пользоваться самодельными или покупными кондукторами для сверления или направляющими устройствами, которые обеспечивают перпендикулярность сверла.
Необходимы кондукторы и для сверления двух или большего количества отверстий в сопрягаемых деталях. Лучший способ обеспечения совпадения отверстий – это сверление их в сборе. При сверлении отверстий под заклепки сверление в сборе является обязательным требованием. Просверлив первое отверстие, можно использовать его для соединения деталей болтом, чтобы можно было сверлить остальные отверстия без опасения, что детали сдвинутся друг относительно друга. Если сверлить сопрягаемые детали в сборе невозможно или неудобно, то кондуктор или направляющую нужно использовать обязательно. Следует знать, что как бы точно ни размечались и ни кернились сопрягаемые отверстия, все равно они не будут совпадать абсолютно точно, поскольку при сверлении даже накерненного отверстия сверло будет уходить немного в сторону.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Сверление сквозных отверстий в металлических заготовках производится различными инструментами с применением специальных техник. Многим специалистам при исполнении инженерных работ приходится просверливать отверстия в металлических конструкциях довольно часто. Эти предметы обладают высокой упругостью, что вынуждает использовать специальные режущие приспособления при сверлении.
Многим специалистам при исполнении инженерных работ приходится просверливать отверстия в металлических конструкциях довольно часто. Эти предметы обладают высокой упругостью, что вынуждает использовать специальные режущие приспособления при сверлении.
Типы сверл и приборы для сверления по металлу
Необходимые приборы для сверления металлических изделий – электрические и ручные дрели, а также сверлильные станки. Рабочая часть таких аппаратов – сверло разных форм:
- спиральные;
- винтовые;
- коронковидные;
- конусные;
- плоские;
- пушечные;
- ружейные;
- центровочные;
- ступенчатые.
Каждое сверло имеет индивидуальную маркировку, где на кончике указывается диаметр сечения и тип сплава, из которого оно изготовлено. Для сверления отверстия требуемого диаметра необходимо сверло на несколько десятых миллиметра уже.
Сверла классифицируют и по длине:
- короткие;
- удлиненные;
- длинные.

Для сверления некоторых материалов может потребоваться сверло специальной заточки с алмазным наконечником. С изделиями из тонколистовых сплавов спиральные сверла могут не справиться. В некоторых случаях для сверления глубоких отверстий изделие приходится фиксировать в тисках, упорах, кондукторах, уголках с креплениями. Это делается в целях безопасности и получения отверстий высокого качества.
Режимы сверления отверстий в металлических изделиях
Для сверления сквозных отверстий в металлических изделиях крайне важным является предварительная подготовка к процессу. В инструменте необходимо правильно зафиксировать и направить сверло. Нужно отрегулировать частоту вращений и другие параметры. Для слишком прочных изделий рекомендуется низкая скорость вращения сверла. Показателем правильного сверления должна стать равномерная длинная стружка.
Типы отверстий и методы их сверления
При некоторых работах на производстве часто необходимы следующие типы отверстий в металлических заготовках:
- Сквозные. Пробивают металлические заготовки полностью. Важно обеспечить защиту поверхности станка от случайного выхода сверла за пределы изделия во избежание повреждения сверла и возникновения заусениц на болванке. Идеально подойдут для таких видов работ верстаки с отверстиями, где есть возможность подкладывать под заготовку деревянную прокладку. Отверстия в тонких болванках высверливаются плоскими сверлами, потому что спиральное сверло способно заметно разрушить края изделия.
- Глухие. Выполняются на необходимую глубину, не пронизывая изделие насквозь. В данном случае важным пунктом является замер глубины, который удобно сделать, ограничив длину сверла упором втулки или патроном дрели с фиксирующим упором. Профессиональные станки оснащены автоматическими системами подачи на задаваемый размер заглубления, что позволяет фиксировать глубину захода сверла.
- Глубокие. К этому типу отверстий относят те сверла, у которых длина в пять раз превышает диаметр. При сверлении глубоких отверстий приходится периодически устранять образующуюся стружку с применением дополнительных смазочных средств. Часто необходимо в принудительном порядке обеспечивать меры по охлаждению сверла и самого изделия, температура которых стремительно повышается до слишком высоких показателей в результате трения. Это касается заготовок из высокопрочных сплавов. Для глубоких отверстий используют спиральные сверла.
- Широкого диаметра. Сверления отверстий большого диаметра в изделиях крупных пропорций – весьма ответственный и трудоемкий процесс. Для таких отверстий применяют конусные, коронковидные или ступенчатые сверла. Специалисты проводят рассверливание на низких оборотах инструмента, стараясь обеспечить сохранность краев заготовки.
- Сложной формы. Иногда необходимо выполнить сверление сквозных или глухих отверстий в заготовках разной плотности под внутреннюю резьбу. Технологию приходится делить на два действия: предварительную подготовку площадки и само сверление.
- Половинчатые. Половинчатые болванки просверливают, заполняя полости древесиной. Уступчатые отверстия удается получить одной из двух техник: рассверливанием (проходом сверла меньшего диаметра на всю глубину заготовки с последующим рассверливанием сверлами большего диаметра) и уменьшением диаметра (высверливанием на требуемую глубину отверстия большего диаметра с последующей заменой сверла меньшего диаметра). В результате отверстие получается четко отцентрированным.
 Пробивают металлические заготовки полностью. Важно обеспечить защиту поверхности станка от случайного выхода сверла за пределы изделия во избежание повреждения сверла и возникновения заусениц на болванке. Идеально подойдут для таких видов работ верстаки с отверстиями, где есть возможность подкладывать под заготовку деревянную прокладку. Отверстия в тонких болванках высверливаются плоскими сверлами, потому что спиральное сверло способно заметно разрушить края изделия.
Пробивают металлические заготовки полностью. Важно обеспечить защиту поверхности станка от случайного выхода сверла за пределы изделия во избежание повреждения сверла и возникновения заусениц на болванке. Идеально подойдут для таких видов работ верстаки с отверстиями, где есть возможность подкладывать под заготовку деревянную прокладку. Отверстия в тонких болванках высверливаются плоскими сверлами, потому что спиральное сверло способно заметно разрушить края изделия. Часто необходимо в принудительном порядке обеспечивать меры по охлаждению сверла и самого изделия, температура которых стремительно повышается до слишком высоких показателей в результате трения. Это касается заготовок из высокопрочных сплавов. Для глубоких отверстий используют спиральные сверла.
Часто необходимо в принудительном порядке обеспечивать меры по охлаждению сверла и самого изделия, температура которых стремительно повышается до слишком высоких показателей в результате трения. Это касается заготовок из высокопрочных сплавов. Для глубоких отверстий используют спиральные сверла. В результате отверстие получается четко отцентрированным.
В результате отверстие получается четко отцентрированным.Безопасность при сверлении отверстий в металлических заготовках
Приступать к сверлению отверстий в металлических заготовках следует с высокой осторожностью, не допуская быстрого разрушения сверла. Соблюдение несложных правил при сверлении обеспечит безопасность и даст гарантии выхода качественного продукта по окончанию работы:
- Накануне сверления необходимо внимательно проверить фиксацию всех крепежных устройств на станке.
- К работе приступать можно в специальной одежде, чтобы исключить попадание любых элементов под движущиеся части станка. Глаза от попадания металлической стружки защищают специальными очками.
- При входе наконечника сверла в металлическую заготовку оно должно уже вращаться на небольших оборотах во избежание затупления.
- Выходить сверлом из просверленного отверстия следует постепенно, снижая обороты, но не останавливая полностью.
- Когда наконечник сверла не заглубляется в заготовку, придется проверить прочность металла. При проведении по поверхности напильником удается определить степень прочности. Если шероховатости на сплаве не остается, нужно выбрать сверло с алмазным наконечником или из более твердого материала, и сверлить на малых оборотах.
- Сверла маленького диаметра, которые с трудом фиксируются в патроне, рекомендуется обматывать на хвостике латунной проволокой для увеличения диаметра обхвата.
- Если работа проводится с полированной заготовкой, можно надевать фетровую шайбу на основание сверла во избежание повреждений при соприкосновении с патроном дрели.
- Для фиксирования металлических заготовок из полированной или хромированной стали применяют тканевые или кожаные прокладки.
- При высверливании глубоких отверстий небольшой фрагмент спрессованного пенопласта, насаживаемого на сверло, обеспечит сдувание мелкой металлической стружки. Также пенопласт даст возможность заглублять сверло до необходимой отметки при производстве глухих отверстий.
 При проведении по поверхности напильником удается определить степень прочности. Если шероховатости на сплаве не остается, нужно выбрать сверло с алмазным наконечником или из более твердого материала, и сверлить на малых оборотах.
При проведении по поверхности напильником удается определить степень прочности. Если шероховатости на сплаве не остается, нужно выбрать сверло с алмазным наконечником или из более твердого материала, и сверлить на малых оборотах.Мощность электрических дрелей должна учитываться при сверлении отверстий в металлических заготовках различной твердости. Производители электрического инструмента маркируют приборы, указывая технические характеристики на их корпусе. Для дрелей различной мощности предполагаются сверла соответствующего диаметра.
Производители электрического инструмента маркируют приборы, указывая технические характеристики на их корпусе. Для дрелей различной мощности предполагаются сверла соответствующего диаметра.
Любые , в том числе и сверление, вы можете доверить специалистам компании Профлазермет. Мы сами определим нужный диаметр отверстия и подберем подходящий инструмент, которого у нас большой выбор. В итоге вы получите идеальное решение в короткие сроки.
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения. В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее. Рассмотрим все особенности сверления каленой стали подробнее.
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность. Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
- Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла. Определить твердость можно при применении самых различных технологий.
- Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
- При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.

Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
 Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Специальное масло позволяет не только упростить сверление, но и увеличить срок службы применяемого инструмента.
Это связано с тем, что масло может снижать температуру режущей кромки.
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
- Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
- Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно. Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
- Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
- Рекомендуется уделять внимание продукции исключительно известных производителей. Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
- При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.
 Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
 В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Почему у одних сверление металла происходит быстро и без особых затруднений, а у других напоминает эпопею, сопровождающуюся сломанными и затупленными сверлами?
Выбор сверла
Сверление металлических деталей, как правило, выполняется с использованием спиральных сверл, имеющих две режущих кромки в рабочей части и две винтовые канавки для отвода стружки.
Наиболее распространенными являются сверла из стали Р6М5, сверла с кобальтом в маркировке имеют букву К (Р6М5К5), такой инструмент тупится медленнее, но и стоит дороже.
Более высокие показатели прочности имеют сверла с титановым напылением. От остального инструмента они отличаются покрытием желтого цвета.
Кроме существуют еще ступенчатые, имеющие в продольном сечении вид елочки. Изготовленные из быстрорежущей стали, они имеют шаг 2 мм, что позволяет выполнять с их помощью в листовом металле отверстия диаметром от 4 до 36мм.
Смазка и охлаждение
В процессе сверления металла сверло под воздействием сил трения может сильно нагреваться. Из-за перегрева твердость сверла снижается и оно утрачивает свои режущие свойства.
Избежать этого можно, как путем охлаждения сверла, так и уменьшения силы трения. Для одновременной смазки и охлаждения сверла существуют специальные смазочно-охлаждающие жидкости и пастообразные составы.
Жидкую смазку перед началом работы наносят на сверло при помощи кисти или вводят масленкой в высверливаемое отверстие, пасту наносят на сверло непосредственно перед сверлением.
В домашних условиях в отсутствие специальных средств для смазки и охлаждения можно воспользоваться машинным маслом, сверление обычного серого чугуна выполняется «на сухую».
Технология сверления
Перед началом обязательно нанесите в центре будущего отверстия небольшое углубление при помощи керна и молотка. Это позволит избежать ухода в сторону сверла в начальной стадии его врезания в металл.
Под металлическую заготовку подложите обрезок доски соответствующего размера. Деталь будет меньше скользить, а края отверстия на выходе будут значительно чище.
Держите дрель так, чтобы сверло было расположено строго перпендикулярно к плоскости обрабатываемой детали. В противном случае сверло отклонится от намеченной оси, а тонкое и вовсе может сломаться. Значительно облегчает работу использование специальной сверлильной стойки, проставки или направляющей.
На начальном этапе сверления нажатие на сверло должно быть еле ощутимым. По мере врезания сверла в металл нажим можно немного усилить.
Индикатором правильности выбора усилия для нажатия является выдаваемая сверлом стружка. Мелкая крошка укажет на то, что нажим нужно увеличить, тонкая стружка засвидетельствует нормальную подачу, толстая же спиральная стружка – сигнал о необходимости уменьшить усилие на сверло.
Больше всего ошибок начинающие мастера допускают при выборе скорости сверления металла, устанавливая слишком высокую скорость вращения дрели. В итоге сверло перегревается, быстро тупится и становится непригодным для использования.
При сверлении металла сверлом диаметром 3-4 мм, скорость его вращения не должна превышать 1000 оборотов в минуту. С увеличением диаметра сверла обороты дрели должны пропорционально уменьшаться, доходя до 400 об/мин для сверл толщиной 13 мм и более.
Выполняя сквозное отверстие, особое внимание уделяйте финальной фазе сверления. Сверло может зацепится боковыми резцами за заусенец, образовавшийся на выходе отверстия, что чревато внезапной блокировкой сверла или даже его переломом.
Всегда сопровождайте завершение процесса сверления уменьшением нажима на инструмент.
В случае необходимости выполнить отверстие большого диаметра, сначала произведите предварительное сверление с использованием сверла диаметром от 3 до 5 мм. Затем рассверлите его 8 мм сверлом и лишь после этого креите в патроне электрической дрели сверло нужного диаметра.
Такой подход обеспечит более эффективную и быструю резку металла, уменьшив вероятность перекоса.
Удачи вам! Пусть у вас все получится!
Инструменты для сверлильных работ по металлу:
- Спиральное сверло;
- Кернер;
- Молоток;
- Защитные очки.
Чтобы уменьшить разбивку, сверление выполняют в два этапа: сначала сверлом меньшого диаметра, а затем основным. Этот же метод последовательного рассверливания применяют, когда необходимо сделать отверстие большого диаметра.
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предотвратит смещение сверла от заданной точки.
Это предотвратит смещение сверла от заданной точки.
Для удобства работы заготовку следует зажать в слесарных тисках или положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить. Это важно, чтобы избежать его поломки.
Выбор режима резания
Сверлить металл дрелью несколько сложнее, чем дерево, кирпич или бетон. Есть и некоторые особенности.
Практические советы по этому виду работ мы объединили для удобства в пошаговую инструкцию.
- Вам понадобятся такие инструменты: дрель, сверло, охлаждающая жидкость (лучше машинное масло, но можно и воду), кернер, молоток, защитные очки.
- При сверлении металла на горизонтальной поверхности, под изделие подкладываем деревянный брусок и как можно лучше фиксируем. При работе в вертикальном положении жёсткая фиксация крайне важна, так как сверлить нужно строго перпендикулярно.
- Делаем разметку, после этого с помощью кернера и молотка намечаем центр будущего отверстия.
- В небольшую ёмкость наливаем охлаждающую жидкость.
- Надеваем защитные очки.
- Начинаем сверлить. Не оказывайте сильного давления на дрель, ведь работать лучше на малых оборотах. Если дрель мощная, то подойдёт способ кратковременных включений, пока инструмент не успел набрать максимальные обороты.
- Не забываем охлаждать сверло как можно чаще.
- Когда сверление происходит не строго перпендикулярно, а под углом, то велика вероятность что дрель заклинит. Если это произошло, то поставьте переключатель в реверсивное положение. Так вы избежите травм и не сломаете сверло.
- Если всё делали правильно, то даже в бытовых условиях с помощью маломощной дрели вы сможете просверлить отверстие в металле толщиной до 5 мм включительно и диаметром до 10-12 мм. О более сложных задачах мы расскажем ниже.

Работы по сверлению металла
Можно ли сверлом по бетону сверлить металл?
Можно, но это в случае крайней необходимости для неглубоких отверстий с небольшим диаметром. Нерентабельно.
Нерентабельно.
Лучше использовать или стандартные свёрла по металлу с маркой стали Р6М5 или улучшенное – Р6М5К5.
Буква К в маркировке указывает, что это сплав с добавлением кобальта. На рынке можно встретить сверло, которое так и называется «Кобальтовое». За всех производителей ручаться не будем, лишь отметим, что отзывы по практическому применению в подавляющем большинстве случаев – положительные.
Как сверлить ступенчатым сверлом по металлу?
Ступенчатые свёрла универсальны – всего одним можно делать отверстия разного диаметра (от 2 до 40 мм). Наиболее эффективны они при работе с тонким металлом, когда нужно получить аккуратную кромку. Лучше фиксируются в патроне, их легче заточить, а потому при правильной эксплуатации служат дольше, но и стоят дороже обычных. В работе с ними принципы те же, но легче сверлить отверстия большого диаметра, чем обычными спиральными свёрлами.
Можно ли победитовым сверлом сверлить металл?
Принцип работы свёрл по металлу – резать, а с победитовой напайкой дробить материалы. Для этого лучше подходит кирпич, бетон, камень. Поэтому, как и говорилось выше, сверлом по бетону, конечно, можно сверлить металл, но оно быстро придёт в негодность и победитовая напайка разрушится.
Для этого лучше подходит кирпич, бетон, камень. Поэтому, как и говорилось выше, сверлом по бетону, конечно, можно сверлить металл, но оно быстро придёт в негодность и победитовая напайка разрушится.
Обороты
Чем больше диаметр отверстия? тем меньше должны быть обороты. Чем больше глубина? тем постепенно нужно уменьшать давление на дрель. При диаметре сверла до 5 мм крутящий момент не должен быть выше, чем 1200-1500 об/мин.
Как правильно сверлить: сверление дрелью от «а» до «я»
Соответственно, 10 мм в диаметре – не более 700 об/мин, 15 мм – 400 об/мин.
Чем сверлить отверстия в металле большого диаметра?
Как правило, большая часть дрелей для бытового использования мощностью от 500 до 800Вт, что позволяет сверлить отверстия диаметром до 10-12 мм. В металле толщиной до 2 мм с помощью ступенчатых свёрл можно делать отверстия до 40 мм. При толщине в 3 мм лучше подойдут биметаллические коронки.
Биметаллическая коронка
При сверлении глубоких отверстий любым инструментом иногда может понадобиться магнит, чтобы извлечь стружку.
Процесс сверления металла
Особое внимание нужно уделить технике безопасности, обязательно берегите глаза от стружки, а если пойдёт перекос и заклинивание – тут же выключите дрель и переставьте крутящий момент на реверсивное движение.
В условиях отсутствия электричества или когда шум работающего инструмента может помешать окружающим (читайте : когда можно делать ремонт, чтобы не ссориться с соседями?)– идеальным решением при сверлении металла будет ручная механическая дрель, так называемый коловорот. Низкие обороты и давление, отсутствие перегрева, как раз то, что нужно. Конечно, есть и минусы – затраты по времени и быстрая утомляемость. Таким нехитрым «дедовским» способом можно сверлить отверстия диаметром до 10 мм.
Надеемся, наши советы будут вам полезны.
Дополнительная информация в этом видео.
Как правильно сверлить дрелью металл
Как просверлить отверстие в металле
Металлические изделия по сравнению с деталями из других материалов обладают повышенной твердостью и прочностью, поэтому для успешной работы с ними требуется соблюдение технологического процесса и применение качественного режущего инструмента.
Инструменты для сверлильных работ по металлу:
- Электрическая или ручная дрель;
- Спиральное сверло;
- Кернер;
- Молоток;
- Защитные очки.
Сверла по металлу подбирают, исходя из диаметров отверстий и свойств обрабатываемого материала. Как правило, они изготовляются из быстрорежущих сталей, таких как Р6М5К5, Р6М5, Р4М2. Твердосплавные сверла используют для работы с чугуном, углеродистыми и легированными закаленными сталями, нержавейкой, а также другими труднообрабатываемыми материалами.
Мощность электродрели должна быть рассчитана на то, чтобы просверлить отверстие требуемого диаметра. Производители электроинструмента указывают соответствующие технические характеристики на изделии. Например, для дрелей мощностью 500…700 Вт максимальный диаметр сверления по металлу составляет 10…13 мм.
Различают глухие, неполные, а также сквозные отверстия. Они могут применяться для соединения деталей между собой посредством болтов, шпилек, штифтов и заклепок. Если отверстие сверлится с целью нарезания резьбы, стоит обратить особое внимание на выбор диаметра сверла. По причине его биения в патроне происходит разбивка отверстия, которую нужно учитывать. Ориентировочные данные представлены в таблице.
Если отверстие сверлится с целью нарезания резьбы, стоит обратить особое внимание на выбор диаметра сверла. По причине его биения в патроне происходит разбивка отверстия, которую нужно учитывать. Ориентировочные данные представлены в таблице.
Чтобы уменьшить разбивку, сверление выполняют в два этапа: сначала сверлом меньшого диаметра, а затем основным.
Как сверлить металл дрелью?
Этот же метод последовательного рассверливания применяют, когда необходимо сделать отверстие большого диаметра.
Как правильно сверлить металл дрелью
Особенность сверления металла дрелью заключается в том, что необходимо вручную удерживать инструмент, придавать ему правильное положение, а также обеспечивать требуемую скорость резания.
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предотвратит смещение сверла от заданной точки. Для удобства работы заготовку следует зажать в слесарных тисках или положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить. Это важно, чтобы избежать его поломки.
Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить. Это важно, чтобы избежать его поломки.
При сверлении металла на дрель не нужно оказывать большого давления. Наоборот, оно должно уменьшаться по мере продвижения. Это предотвратит поломку сверла, а также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует следить за удалением стружки. Если произошло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда используется инструмент из быстрорежущей стали, можно ориентироваться на частоту вращения согласно данным таблицы. При работе с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
Сверление металлических изделий нужно вести с охлаждением. Если его не использовать, велика вероятность потери инструментом режущих свойств из-за перегрева. Чистота поверхности отверстия при этом будет достаточно низкой. В качестве охлаждающей жидкости для твердых сталей обычно используют эмульсию. В домашних условиях подойдет машинное масло. Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
В домашних условиях подойдет машинное масло. Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
Особенности сверления глубоких отверстий
Отверстия считаются глубокими, если их размер больше пяти диаметров сверла. Особенность работы здесь заключатся в трудностях, связанных с охлаждением и удалением стружки. Длина режущей части инструмента должна быть больше глубины отверстия. В противном случае тело детали перекроет винтовые канавки, по которым удаляется стружка, а также поступает жидкость для охлаждения и смазки.
Сначала отверстие сверлится жестким коротким сверлом на небольшую глубину. Эта операция необходима для задания направления и центрирования основного инструмента. После этого делают отверстие необходимой длины. По мере продвижения нужно время от времени извлекать металлическую стружку. Для этой цели используют охлаждающую жидкость, крючки, магниты или переворачивают деталь.
Как правильно сверлить металл – учимся делать отверстия различных диаметров
Шуруповерты, дрели и перфораторы
Обработка металла относится к числу достаточно сложных операций. Сверление может потребоваться при выполнении ремонта помещений или собственного автомобиля, а также изготовления различных конструкций на дачном участке. Как и в случае с любыми другими отверстиями нам потребуется ручная дрель, которая может быть дополнена различными дополнительными устройствами. Хотя дрель и является очень популярным и востребованным инструментом, имеющийся практически в каждом доме, требуется обладать немалым опытом именно в плане обработки металла. В нашей статье мы расскажем о сверлении металла, сверлах и некоторых особенностях этого трудоемкого процесса.
Сверление может потребоваться при выполнении ремонта помещений или собственного автомобиля, а также изготовления различных конструкций на дачном участке. Как и в случае с любыми другими отверстиями нам потребуется ручная дрель, которая может быть дополнена различными дополнительными устройствами. Хотя дрель и является очень популярным и востребованным инструментом, имеющийся практически в каждом доме, требуется обладать немалым опытом именно в плане обработки металла. В нашей статье мы расскажем о сверлении металла, сверлах и некоторых особенностях этого трудоемкого процесса.
Сверление отверстий в металле представляет собой особую технологию, которая заключается в снятия определенного слоя материала за счет одновременного вращательного и поступательного движения сверла. Необходимо зафиксировать дрель в одном положении, чтобы сверло не шевелилось при работе. Именно это является главным условием правильного и безопасного выполнения работ. Чтобы ось дрели оказалась в фиксированном положении, можно воспользоваться одним из многочисленных приспособлений, речь о которых пойдет ниже.
При работе с металлом используются сверла, изготовленные из стали марки Р6М5
Нам потребуются следующие инструменты для работы с металлом:
- Дрель ручная или электрическая
- Спиральное сверло
- Молоток
- Кернер
- Защитные очки и перчатки
Достичь успеха в планируемом мероприятии будет невозможно без соответствующего сверла. Выбор данного элемента – очень важный момент, ведь различные сверла подбираются исхода из свойств металла, а также диаметра будущего отверстия. Свёрла обычно производятся из быстрорежущей стали. Самыми распространенными считаются изделия, изготовленные из стали марки Р6М5. В некоторых случаях используются кобальтовые добавки, которые способствуют увеличению долговечности и износостойкости сверла. В таком случае в маркировке товара появляется литера К. Для очень твердых металлов применяются сверла, оборудованные небольшой напайкой на кончике, что обеспечивает необходимый уровень сверления материала.
Следует знать, что далеко не все дрели способны проделать именно те отверстия, которые вам требуются. Так, производителя обычно указывают соответствующую информацию в руководстве по эксплуатации. К примеру, просверлить отверстие большого диаметра дрелью, мощность которой составляет 700 Вт, не получится. Ведь данное оборудование предназначено для создания отверстия максимального размера 13 мм в поперечнике.
Сверление металла вызывает трудности у многих людей, даже опытных мастеров. Одна из причин заключается в физической сложности самого процесса. Ведь необходимо в течение длительного времени держать тяжелую дрель под прямым углом в четко зафиксированном положении. Однако всегда можно воспользоваться дополнительными приспособлениями, призванными облегчить весь процесс.
Кондукторы для сверления позволяют надежно зафиксировать сверло дрели
В строительных магазинах можно приобрести следующие механизмы для перпендикулярного сверления отверстия в металлических изделиях:
- 1. Кондукторы для сверления
- 2. Направляющие для дрели
- 3. Стойки для дрели
 Кондукторы для сверления
Кондукторы для сверленияОгромной популярностью пользуются кондукторы, именно с их помощью специалисты делают отверстия в изделиях. Сам механизм представляет собой своеобразный бокс, удобный для удержания, в котором расположены направляющие втулки. Подходит для работы со сверлами различных диаметров. Втулки выполняются из очень твердых сортов металла, гораздо более твердого, нежели само сверло. Поэтому не стоит волноваться, что при работе с дрелью они повредятся.
Вам требуется всего лишь расположить кондуктор над местом будущего отверстия, предварительного отмеченного кернером, после чего включить дрель. Сверло будет прочно зафиксировано втулками, поэтому от заданного направления оно не уйдет. Особенно полезным кондуктор считается при сверлении цилиндрической формы, к примеру, труб, поскольку наконечник сверла постоянно соскальзывает с округлой формы трубы.
Также можно приобрести направляющие для ручной дрели – это полезный опорный механизм, где дрель фиксируется за шейку для достижения неподвижности во время работы. Подошва, удерживаемая свободной рукой, устанавливается на самой заготовке. При таком положении дел инструмент перемещается исключительно вертикально, без малейших отклонений или перекосов.
Подошва, удерживаемая свободной рукой, устанавливается на самой заготовке. При таком положении дел инструмент перемещается исключительно вертикально, без малейших отклонений или перекосов.
На сегодняшний день выпускаются универсальные конструкции, оборудованные угловым держателем. Благодаря этому вы сможете сверлить отверстия дрелью даже под углом. Правда, в случае с металлом сверлить под углом при помощи направляющих очень сложно, поскольку боковые перегрузки практически сразу же ломают сверло. Поэтому необходимо позаботиться о покупке изделия из твердого металла.
Еще одно приспособление, которое упрощает процесс изготовления отверстий, называется стационарная стойка. По своей сути, данное оборудование представляет собой несколько упрощенный сверлильный станок, правда, с меньшим функционалом, но и существенно меньшей стоимостью. Дрель двигается по штанге при помощи рычага. Для фиксации заготовки используются струбцины или тиски. По качеству сверления данный агрегат находится на порядок выше прочих своих конкурентов. Однако его цена также выше по сравнению с кондукторами или направляющими.
Однако его цена также выше по сравнению с кондукторами или направляющими.
Процесс сверления отверстий в изделиях из металла существенно отличается в зависимости от толщины заготовки. Глубокие отверстия сделать гораздо сложнее по сравнению с обычными. Специалисты для таких случаев используют токарные станки, причем вращаться должна именно заготовка, а не само сверло на станке. Важным моментом является отвод отходов и стружки из детали, а также охлаждение сверла.
При сверлении глубоких отверстий важным является своевременный отвод стружки
Естественно, в домашних условиях воспользоваться токарным станком вряд ли получится. Единственный выход из положения – это приобретение направляющих для дрели, которые были описаны выше. Длина сверла имеет большое значение, поскольку сверло может делать отверстия лишь на две трети своей длины. Так что требуется приобрести длинное сверло, но достаточно прочное, которое не сломается под воздействием огромных перегрузок.
При отсутствии направляющих можно постараться сверлить и без данного оборудования, если вы уверены в своих силах. Однако угол сверления менять категорически запрещено, поскольку это может полностью испортить как сверло, так и заготовку.
Однако угол сверления менять категорически запрещено, поскольку это может полностью испортить как сверло, так и заготовку.
Про охлаждение и отвод стружки также забывать ни в коем случае нельзя. Проще всего воспользоваться мыльной водой, в которую предварительно следует обмакнуть наконечник сверла. Некоторые специалисты рекомендуют обмазать сверло растительным маслом или свиным салом. Это существенно уменьшит трение изделия о металл и, как следствие, самым положительным образом скажется на охлаждении сверла.
Если же говорить об извлечении стружки, то этим необходимо заниматься с регулярной частотой, периодически извлекая отходы от бурения. Проще всего перевернуть заготовку, чтобы стружка под действием гравитации, освободила отверстие. Если же изделие очень тяжелое, то в ход идут подручные приспособления, в том числе крючки или магниты. В противном случае стружка способна закупорить канавки, имеющиеся на сверле, что в дальнейшем приведет к блокировке вращения, а также к поломке сверла.
Просверлить большое отверстие в металле еще сложнее, чем сделать отверстие большой глубины. Здесь есть несколько подходов: либо конусным сверлом делать отверстие большого диаметра в металле за несколько подходов, либо воспользоваться специальной коронкой. Стоимость конусных сверл очень велика, тогда как эффективность ниже, чем у коронки.
Именно поэтому специалисты утверждают, что правильнее сверлить металл именно при помощи коронки. В центральной части расположено сверло, тогда как по краям находится режущая поверхность с остро заточенными зубьями. Благодаря сверлу, коронка фиксируется в одном положении и не двигается во время работы. Сверление осуществляется на низких оборотах дрели, причем все делать надо очень аккуратно и внимательно, чтобы не повредить коронку.
Как сверлить металл дрелью
Всем привет! Про то, как сверлить металл дрелью, при желании можно написать очень большую статью. Но мне здесь видятся две основные проблемы:
- невозможность точно засверлиться в том месте, где требуется отверстие
- быстрое затупление сверл
Обычно с такими проблемами сталкиваются неопытные пользователи. Бывалые мужики знают, что нужно делать в таких случаях. Что ж, отнеся себя к бывалым, возьму на себя смелость рассказать вам, как справиться с этими проблемами. НУ и еще дам несколько советов, которые тоже пригодятся.
Бывалые мужики знают, что нужно делать в таких случаях. Что ж, отнеся себя к бывалым, возьму на себя смелость рассказать вам, как справиться с этими проблемами. НУ и еще дам несколько советов, которые тоже пригодятся.
Как засверлиться в нужном месте
Если немного подумать над этим вопросом, то ответ должен посетить вашу голову даже без подсказки. Ну мне так кажется по крайней мере. Но если думать неохота, то читайте.
Для этого дела потребуется керн. Это инструмент из прочной стали, имеющий цилиндрическую форму и острие на конце.
Приставляем острие к желаемому месту сверления и ударяем по крену с другой стороны молотком несколько раз.
Теперь, когда вы закернились, приставляете к полученной на поверхности неровности сверло и начинаете сверлить – кончик никуда не убежит.
Как не затупить сверла
Сверла по металлу становятся тупыми, если во время работы они чересчур сильно нагреваются, из-за чего теряют свою прочность. Нагрев происходит из-за трения. При этом чем быстрее оно крутится, тем больше греется.
При этом чем быстрее оно крутится, тем больше греется.
Отсюда очевидное правило – нужно сверлить на низких оборотах дрели. Они должны составлять не более 1000 в минуту. Но кто же это измерит во время работы? Поэтому просто не давите кнопку пуска на полную. Правильную скорость можно оценить так: глаз должен видеть вращение сверла. То есть имеющиеся на нем канавки не должны для зрения сливаться в одно целое.
При работе с толстыми заготовками не обойтись без дополнительного охлаждения. Его обеспечивают специальные смазки или пасты, которые добавляют в место сверления, либо в них окунают сверло. Кроме того, они не только охлаждают, но и смазывают наконечник, благодаря чему трение становится меньше.
В бытовых условиях иметь специальные смазки и пасты нет необходимости. Можно обойтись обычным машинным маслом.
Таким образом, используйте керн, сверлите на низких оборотах и добавляйте смазку или масло, и тогда это дело покажется вам легкой прогулкой.
Ну и еще несколько советов по этой теме.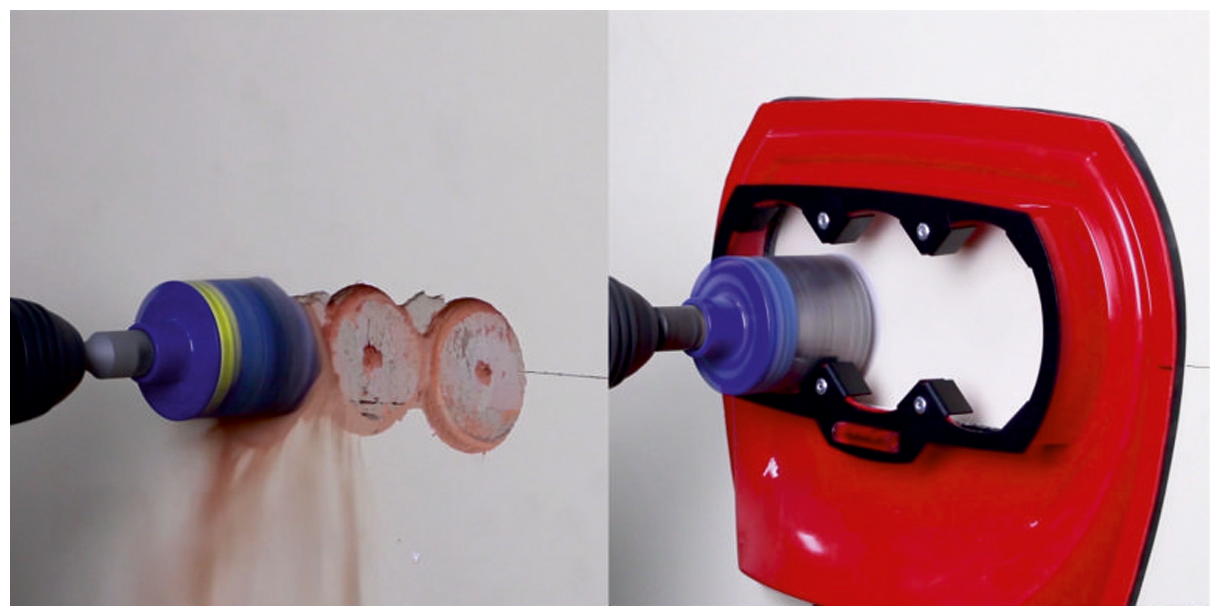
Типы сверл
Для сверления берите только сверла по металлу (а не по дереву, например). Они имеют свою заточку и изготавливаются из определенных видов стали. Самые распространенные имеют маркировку Р6М5 – это быстрорежущая сталь, которую иностранные производители маркируют как HSS.
Для придания дополнительной прочности на приведенные выше сверла наносят нитрид-титановое покрытие. Из-за чего они имеют желтый цвет.
Есть также более прочные Р18, использующиеся соответственно для твердых сталей.
Также для увеличения прочности могут добавлять кобальт, и тогда получается маркировка Р6М5К5.
Ну и самые прочные – это сверла с твердосплавным наконечником. Их применяют для просверливания легированных сталей. Обычную сталь оно тоже возьмет, но покупать его только для этого будет несколько рачительно, так как цена на них довольно высокая, при этом оно хоть и твердое, но все равно тупится. А вот заточить его потом будет трудно, так как для этого требуется алмазный диск, который тоже весьма не дешев, да еще и купить не везде можно.
Сверление толстых заготовок
Если заготовка имеет толщину больше 5 мм, а вам необходимо отверстие более 8 мм, то лучше сначала проделать дырку тонким сверлом, а уже потом работать толстым.
Работа с некоторыми видами металла
- При сверлении толстых алюминиевых заготовок стружка часто забивает каналы сверла, из-за чего труднее становится вращать. Поэтому при работе с таким материалом чаще доставайте сверло из углубления и убирайте стружку. Ну и не забывайте обильно полить маслом.
- Если нужно просверлить черный чугун, то для этого не нужно добавлять никакие смазывающе-охлаждающие вещества, так как он и на сухую очень хорошо сверлится
- В отличие от черного белый чугун имеет повышенную прочность, а значит для его обработки потребуются прочные сверла и смазка
Таковы основные правила по сверлению металла дрелью. Надеюсь у меня получилось устранить этот пробел в ваших знаниях. Удачи вам в домашних делах и до встречи!
Как правильно сверлить металл дрелью?
Металлические изделия имеют повышенную прочность, поэтому сверление отверстия в металле требует применения режущего инструмента отличного качества и соблюдения технологического процесса.
Если сравнивать с деталями, изготовленными из других материалов, металлические изделия имеют повышенную прочность и твердость, поэтому эффективная работа с ними требует применения режущего инструмента отличного качества и соблюдения технологического процесса.
Сверление в металле дрелью: основные моменты
Чтобы сверлить металл, необходимо иметь ручную либо электрическую дрель, спиральное сверло, молоток, кернер и защитные очки. Подбирают сверла по металлу, ориентируясь на диаметр отверстий, а также свойства обрабатываемого материала. Изготавливаются они обычно из быстрорежущих сталей, а твердосплавные сверла применяют для работы с легированными и углеродистыми сталями, нержавейкой, чугуном и иными труднообрабатываемыми материалами.
Те, кто не имеет опыта сверления отверстий в металле, часто задаются вопросом; как просверлить отверстие в металле дрелью? Для сверления отверстий требуемого диаметра электродрель должна быть достаточно мощная. Производителями инструмента на изделии указываются соответствующие характеристики. К примеру, чтобы диаметр отверстия составил 10-13 миллиметров, мощность инструмента должна быть 500-700 Вт.
К примеру, чтобы диаметр отверстия составил 10-13 миллиметров, мощность инструмента должна быть 500-700 Вт.
Различают сквозные, глухие и неполные отверстия.
Применяться они могут, чтобы соединять между собой детали посредством шпилек, болтов, заклепок и штифтов. При сверлении отверстий для нарезания резьбы обратите внимание на диаметр сверла. Так как в патроне оно бьется, то происходит разбивка отверстия, а это нужно обязательно учитывать. В таблице указаны примерные данные.
Для уменьшения разбивки сверление металла осуществляется в два этапа: а первую очередь, сверлом с меньшим диаметром, а потом – основным. Такой же метод применяют, когда необходимо просверлить отверстие большого диаметра.
Сверление металла дрелью: как это делать?
Особенностью сверление отверстий в металле дрелью является то, что нужно вручную держать инструмент, придавая ему правильное положение и обеспечивая необходимую скорость.
Когда размечена обрабатываемая деталь необходимо накренить центр просверливаемого отверстия. В результате этого сверло не сместится относительно заданной точки. Чтобы было удобнее работать, заготовка должна быть зажата в тисках либо положена на подставку таким образом, чтобы положение ее было устойчивым. Сверло устанавливают перпендикулярно поверхности, иначе оно может поломаться. Если сверлить металл дрелью, то большого давления на инструмент оказывать не нужно. Наоборот, по мере продвижения давление должно уменьшаться. Это снизит вероятность поломки сверла и сократит количество заусенцев на кромке сквозного отверстия. Если режущий инструмент заело, то его освобождают, придавая ему обратное вращение.
В результате этого сверло не сместится относительно заданной точки. Чтобы было удобнее работать, заготовка должна быть зажата в тисках либо положена на подставку таким образом, чтобы положение ее было устойчивым. Сверло устанавливают перпендикулярно поверхности, иначе оно может поломаться. Если сверлить металл дрелью, то большого давления на инструмент оказывать не нужно. Наоборот, по мере продвижения давление должно уменьшаться. Это снизит вероятность поломки сверла и сократит количество заусенцев на кромке сквозного отверстия. Если режущий инструмент заело, то его освобождают, придавая ему обратное вращение.
При использовании сверла из быстрорежущей стали ориентируйтесь на частоту вращения, используя данные таблицы. Применяя твердосплавные сверла, значения должны быть выше примерно в 1,6- 2 раза.
Сверлить отверстия в изделиях из металла необходимо с охлаждением, иначе из-за перегрева инструмент может потерять свои режущие свойства. Охлаждающей жидкостью при работе с твердыми сталями, как правило, является эмульсия, но в домашних условиях вполне можно воспользоваться машинным маслом. Что касается цветных металлов и чугуна, то при их сверлении можно обходиться без охлаждающей жидкости.
Что касается цветных металлов и чугуна, то при их сверлении можно обходиться без охлаждающей жидкости.
Как сверлить металл дрелью, если нужны глубокие отверстия? Отверстия можно считать глубокими при их размере более пяти диаметров сверла. Основные сложности при таком сверлении связаны с охлаждением, а также удалением стружки. Что касается длины режущей части дрели, то она должна превосходить глубину отверстия, иначе деталь перекроет винтовые канавки, предназначенные для удаления стружки и поступления жидкости для смазки и охлаждения. Сначала отверстие сверлится на незначительную глубину с использованием жесткого короткого сверла. Это необходимо, чтобы задать направление и центровку основного инструмента. Затем делается отверстие нужной длины. При продвижении надо периодически извлекать металлическую стружку, используя жидкость для охлаждения, магниты, крючки либо деталь переворачивают.
Сегодня из металла человек может сделать заготовку любой формы и размера.
Сверление металла
Это материал, который широко используют в различных отраслях промышленности, он незаменим при производстве механизмов и различных деталей.
Сегодня в распоряжении мастеров десятки инструментов, которые позволяют резать, сверлить, менять заготовки. Поэтому, если вы хотите просверлить отверстие в металле, сделать это сможете с лёгкостью.
Как просверлить в металле отверстие большого диаметра
Изготовление больших отверстий — занятие кропотливое. Для подобной работы необходимо использовать специальные коронки нужного диаметра или конусные свёрла. Коронки, предназначенные для работы с металлом, похожи на аналогичные устройства для бетона или гипсокартона.
Они могут иметь специальное алмазное напыление для более чёткой, аккуратной и быстрой резки. Для работы часто используют специальные конусные свёрла (могут иметь шестигранные или цилиндрические хвостовики). Режущая кромка может снять заусенцы и стружку, что позволяет сразу получить ровное отверстие.
Как быстро просверлить толстый металл
Если вам необходимо просверлить глубокое отверстие, лучше всего отдать предпочтение не электрическим дрелям, а токарным станкам. Такой аппарат обеспечивает точную и аккуратную обработку материалов любой толщины и прочности. При работе важно обеспечить качественное охлаждение режущего элемента и принудительное удаление стружки.
Такой аппарат обеспечивает точную и аккуратную обработку материалов любой толщины и прочности. При работе важно обеспечить качественное охлаждение режущего элемента и принудительное удаление стружки.
Как просверлить калёный металл
Калёная сталь — прочный материал, который может выдерживать довольно сильные нагрузки. Именно поэтому работать с ним непросто. Но если вам нужно просверлить калёную сталь в домашних условиях, можете воспользоваться одним из таких методов:
работа при помощи сварочного аппарата — используя такой инструмент можно сделать отверстие в изделии, но после этого его придётся обработать режущими инструментами или напильниками. Также, используя сварочный аппарат, можно опустить сталь в зоне воздействия, а после этого воспользоваться сверлом и сделать отверстие необходимого размера;
сверление при помощи специальных свёрл для закалённой стали — метод имеет один существенный недостаток. Такие свёрла очень дорогие, изготавливаются они из высокоуглеродистой стали и имеют алмазное напыление. При работе очень важно не допускать перегрева свёрла и сильного нажима — в противном случае велик риск испортить заготовку.
При работе очень важно не допускать перегрева свёрла и сильного нажима — в противном случае велик риск испортить заготовку.
Если вам нужно сделать отверстие в калёной стали, а специального аппарата у вас нет, можно воспользоваться другими методами:
травление стали кислотой (борной, азотной, хлорной) — для работы необходимо сделать ограничивающий бортик и налить внутрь кислоту;
если материал не очень твёрдый и тонкий, сделать отверстие можно с помощью специального пробойника.
Как просверлить нержавеющую сталь
Главное отличие «нержавейки» — её повышенная вязкость. Это и преимущество, и недостаток. Ведь при обработке нержавеющего металла сверло практически сразу нагревается, а значит, нужно заранее продумать его охлаждение при работе. Обычно сразу применяют специальную смесь, в которую входит машинное масло, сера.
Для обработки нержавеющей стали может использоваться как электрическая дрель, так и сверлильный станок. И в первом, и во втором случае необходимо ставить аппарат на минимальные обороты. Несколько советов для тех, кто хочет работать с нержавеющей сталью:
Несколько советов для тех, кто хочет работать с нержавеющей сталью:
при работе с толстым листом материала сначала необходимо просверлить небольшое отверстие тонким инструментом и после этого использовать сверло с необходимым сечением;
если вы работаете с листами размером 1-2 мм, используйте стандартные свёрла, при условии, что их режущая кромка заточена на 120 градусов;
если толщина меньше 1 мм, обработка должна осуществляться ступенчатыми свёрлами.
Если вы решили просверлить металл своими руками в домашних условиях, воспользуйтесь этими простыми советами.
Смазочно-охлаждающие жидкости (СОЖ), смазки для резки металла
Водосмешиваемые СОЖ
Смазочно-охлаждающие технологические средства представляют собой сложные многокомпонентные системы, предназначенные для обработки конструкционных материалов, широко известных как смазочно-охлаждающие жидкости (СОЖ) или просто эмульсии для станков.
Основное назначение СОЖ (эмульсия) – снижение температуры в зоне резания, снижение износа режущего инструмента, обеспечение необходимого качества обработанной поверхности и повышение производительности, а также смазка различных узлов станка.
Водосмешиваемые СОЖ могут содержать минеральные масла, эмульгаторы, ингибиторы коррозии, биоциды, противоизносно-противозадирные присадки, антипенные добавки, электролиты, вещества-связки (вода, спирты, гликоли и др.) и другие органические и неорганические вещества. В зависимости от химического состава все водосмешиваемые СОЖ для станков или эмульсии делятся на три типа: водоэмульсионные, полусинтетические и синтетические. Все водосмешиваемые СОЖ поставляются в виде концентрата для последующего приготовления водной эмульсии в канистрах 5, 10 и 20 литров. Как правило, концентрация рабочей эмульсии СОЖ составляет 2-15%. СОЖ этого типа обладают рядом преимуществ перед масляными: более высокой охлаждающей способностью, пожаробезопасностью и меньшей опасностью для здоровья персонала.
Смазочно-охлаждающие жидкости – это многокомпонентные системы, которые предназначены для обработки конструкцинных материалов,
Главным назначением СОЖ является понижение температуры в зоне резки, а также уменьшение износа режущего инструмента, повышение производительности и созданию требуемого качества обработанной поверхности.
Некоторые СОЖ (водосмешиваемые), могут содержать эмульгаторы, минеральные масла, ингибиторы коррозии, противоизносно – противозадирные присадки, биоциды, электролиты, антипенные добавки, вещества связки (гликоли, вода, спирт) и прочие органические вещества.
Все водосмешиваемые СОЖ, в зависимости от своего химического состава, подразделяются на три вида:
- полусинтетические,
- водоэмульсионные,
- синтетические.
СОЖ поставляется в виде концентрата, для того, что бы в последствии приготовить водную эмульсию. Водосмешиваемые СОЖ обладают рядом преимуществ по сравнению с масляными: пожаробезопасностью, более высоким уровнем охлаждения, а также практически не влияют на здоровье сотрудников, работающих — концентрат 1:20 прогрессивной; синтетической; универсальной смазочно-охлаждающей жидкости для механической обработки. ТУ У 24.6-30309233-006-2001
Lubri-Cut Смазка / паста для сверления и нарезания резьбы: Amazon.com: Industrial & Scientific
Депозит без импортных сборов и 14 долларов США.96 Доставка в РФ Подробности
- Убедитесь, что это подходит введя номер вашей модели.
- Улучшает резку, увеличивает срок службы инструмента и обеспечивает лучшую отделку
- Сверление, растачивание, пиление, нарезание резьбы, обработка с жесткими допусками
- Применяйте непосредственно к инструменту для лучшей производительности
- Легко использовать, после высыхания очищается шпателем или тряпкой.
- Наносите непосредственно на пильные полотна для увеличения срока службы пильного полотна.
Характеристики этого продукта
| Фирменное наименование | Lubri-Cut |
|---|---|
| Ean | 0684191999253 |
| Форма изделия | Круглая труба |
| Материал | Пчелиный воск, режущие масла, краситель |
| Максимальное количество за сеанс | 50 |
| Измерительная система | Дюйм |
| Номер модели | LC №1 |
| Кол-во позиций | 1 |
| Номер детали | LC №1 |
| Код UNSPSC | 30000000 |
| UPC | 684191999253 |
Смазка для буровых долот – Общие обсуждения машинного оборудования
4 часа назад Frosty сказал:
Настоящий ответ на самом деле довольно прост – это знать, для чего нужна смазка для резки.Это НЕ смазка, это охлаждающая жидкость. Слишком густое масло может привести к застреванию стружки в канавках, заеданию и поломке сверла, поэтому НЕ используйте густое масло! СМАЗКА! Бланкеты ПУСТО НЕТ!
Хм … Рискуя спорить, Фрости, ответ непростой. Это может показаться легким, если вы прочитаете множество ответов людей, которые десятилетиями сверлили сталь, и у каждого был свой ответ и клялся, что каждый работает лучше всего, от воска для свечи до воды.
Смазочно-охлаждающие жидкости можно разделить на 4 вида: минеральное масло, растворимые масла, синтетические масла и полусинтетические масла в соответствии с Houghton International. Я использую их синтетическое масло для моей пилы для холодной резки, кольцевой пилы и спирального сверла для фрез для брошей. Причина, по которой я выбрал синтетическое масло, заключается в том, что оно не разлагается, и мое периодическое использование машин не будет означать ежемесячную промывку поддона и удаление бактерий. Кроме того … Синтетическое масло имеет лучшие охлаждающие свойства, чем минеральное масло.
Смазочно-охлаждающие жидкости имеют несколько различных целей, одно из них явно охлаждает, но это не значит, что они не действуют как смазка. Если от охлаждающей жидкости требуется только охлаждение, того же результата можно добиться с помощью шланга, подающего сжатый воздух непосредственно к режущему инструменту. Сверло не продержалось бы долго даже остывать из-за … ну, из-за отсутствия смазки.
Конечно, можно импровизировать и использовать разные смазки, моторное масло хоть раз подойдет, если смешать с кероидом еще лучше.Свечной воск хорошо подходит для чугуна, а вода на некоторое время работает для вашей ленточной пилы, если вы режете только маленькие кусочки здесь и там. Проделайте настоящую работу и разрушьте ленточную или циркулярную пилу только водой.
Вязкость смазочно-охлаждающей жидкости зависит от материала резания или сверления и геометрии режущего инструмента. Смазочные материалы для резки могут быть пастообразными или твердыми, до очень жидких, как керо или дизельное топливо, и все, что между ними.
В Интернете есть масса информации о типах и назначении смазочно-охлаждающих жидкостей, от коммерческих поставщиков до советов и рекомендаций YouTube.Режущие инструменты должны оставаться прохладными и смазанными, чтобы они дольше сохраняли лезвие и целостность. Да, Cutting Oil одновременно является охлаждающей жидкостью и смазкой.
Режущие инструменты в целом очень снисходительны, если вы используете их в пределах тех параметров, для которых они созданы, то есть … скорость, скорость подачи (или давление) … да, на ум приходит обезьяна, свисающая с ручки дрели на пьедестале, Фрости, ха ха … и материал, который нужно вырезать или сверлить. Если вы ухаживаете за своими сверлами или очень дорогими фрезами для брошюр, вам рекомендуется использовать запатентованное синтетическое масло (мой выбор). Подойдет ли легкое моторное масло? Конечно, на какое-то время, а может быть и надолго, в зависимости от использования.Синтетическое масло для резки дешево. Я купил 5L год назад, кажется, за 40 долларов или около того. Смесь 10: 1 с водой. Дошел до последнего литра. Небольшие расходы по сравнению со стоимостью режущего инструмента.
Смазка для резки кольцевых фрез (сверла Mag Drill)
Режущие инструменты работают холоднее, дольше и эффективнее благодаря смазочным материалам от CS Unitec.
Наши смазочные материалы разработаны для обеспечения необходимой смазки.
- Повышение производительности и производительности режущего инструмента
- Увеличение срока службы инструмента за счет снижения трения и износа
- Уникальный состав обеспечивает отличную адгезию к режущему инструменту для максимальной смазки
- Ингибитор коррозии
- Нетоксичный
- Текучие смазочные материалы, рекомендованные для работы под действием силы тяжести И системы подачи под давлением
| CS 7010-504 (1 галлон) Водорастворимое масло для резки премиум-класса | ZHB 001 (1 кварт) Водорастворимое масло для резки Premium | ZHS 006 (1 кварт) ZHS 005 (1 галлон) Биоразлагаемое масло для резки Premium |
| Применение: для общего использования со сверлами, кольцевыми фрезами, метчиками , T для удаления заусенцев ools, штамповка, чистовая обработка, гибка, формовка | Применение: Идеально подходит для общего использования с кольцевыми фрезами с наконечниками из карбида вольфрама (TCT) | Применение: Идеально для общего использования с кольцевыми фрезами для высокоскоростной стали ( HSS) |
- Режущие пасты и спреи Смазочные материалы Ручное нанесение
| CS 7020-013 (1.6 унций) CS 7020-000 (14,5 унций) Premium Prolube Solid Wax Style Lubricant | CS 7030-712 (12 унций) Premium Prolube Solid Wax Style Lubricant | ZHS 570 (1x 3 унции) ZHS 572 (12 x 3 унции) Биоразлагаемая режущая паста премиум-класса |
| Применение: Идеально подходит для прямого нанесения на режущий инструмент для общего использования со сверлами, кольцевыми фрезами, метчиками , сверлами, пуансонами Также рекомендуется для вертикального и потолочного использования | Применение: Идеально для прямого применения к режущему инструменту общего назначения со сверлами, кольцевыми фрезами, метчиками, развертками, пуансонами Также рекомендуется для вертикального и потолочного использования | Применение: Специальная смазка для труднообрабатываемых материалов. С помощью трубки легко контролировать использование смазки, а нанесите смазку прямо на режущую поверхность для максимального охлаждения. Идеально подходит для использования с кольцевыми фрезами, спиральными сверлами, метчиками |
| ZHS 550 (нажимная трубка 1,6 унции) CS 7020-000 ( Толкающая трубка 14,5 унций) Premium Prolube Solid Wax Style Lubricant | ZHS 406 (6 x 13.Банок по 5 унций) Смазочный спрей премиум-класса с ПТФЭ и защитой от коррозии | |
| Применение: Специальная смазка для использования с труднообрабатываемым материалом. С помощью трубки легко контролировать использование смазки, а нанесите смазку прямо на режущую поверхность для максимального охлаждения. Идеально подходит для использования с кольцевыми фрезами, спиральными сверлами, метчиками | Применение: Идеально для прямого применения к режущему инструменту общего назначения со сверлами, кольцевыми фрезами, метчиками, развертками, пуансонами Идеально рекомендуется для вертикального и потолочного использования |
Минимальное количество смазки для сверления нержавеющей стали с использованием очищенного пальмового олеина: Влияние инструмента для нанесения покрытия на шероховатость поверхности и износ инструмента
https: // doi.или смазочно-охлаждающая жидкость. В этом исследовании для обработки детали из нержавеющей стали AISI 316L твердостью 179 использовались два типа покрытия инструмента, TiAlN и TiSiN, на сверле из карбида вольфрама диаметром 4 ± 0,01 мм, с углом при вершине 130 ° и углом спирали 30 °.5 HV. Бурение проводилось при скорости резания 12 м / мин и скорости подачи 0,025 мм / об. Вылет инструмента был установлен на 30 мм. Система MQL в этом испытании была с давлением воздуха 5,5 бар, расход спрея составлял 27 мл / ч, регулировался на 20 ° и располагался на расстоянии 35 мм от режущего инструмента. Износ инструмента измеряли в ходе эксперимента с помощью инструментального микроскопа, подключенного к анализатору изображений. Шероховатость поверхности (Ra) измерялась при отрезке и длине выборки 0,8 мм и 4 мм соответственно. Для каждого отверстия измеряли шероховатость поверхности параллельно оси просверливания в четырех радиальных положениях под 0 °, 90 °, 180 ° и 270 °, повторяя трижды для каждого положения.Исследовались стойкость сверла и шероховатость поверхности просверленного отверстия. Было обнаружено, что сверление MQL-RPO с использованием твердосплавного инструмента с покрытием TiSiN дает лучший результат с точки зрения стойкости инструмента (достигая 7,54 минут) по сравнению с использованием инструмента с покрытием TiAlN (всего 4,19 минуты). Что касается шероховатости поверхности, лучший результат был получен с помощью инструмента с покрытием TiAlN. Посредством двухфакторного дисперсионного анализа (ANOVA) с повторением на первом отверстии было обнаружено, что износ инструмента значительно влияет на шероховатость поверхности, в то время как различные типы покрытия не оказывают значительного влияния на износ инструмента и шероховатость поверхности.Кроме того, отсутствует взаимодействие между типами покрытия и износом инструмента, влияющими на шероховатость поверхности.Ключевые слова
Обрабатываемость
нержавеющая сталь
минимальное количество смазки
сверление
твердый сплав с покрытием
износ инструмента
шероховатость поверхности
Рекомендуемые статьи Цитирующие статьи (0)
статьи
Ссылки на статьи
Микросмазка Режущие жидкости | Эшберн Химические Технологии
Майк-О-Любэ 100–
Mike-O-Lube 100 – это жидкость для тяжелых условий эксплуатации, обогащенная противозадирными присадками для сложной обработки и штамповки черных и цветных материалов.Этот продукт обеспечивает отличную смазывающую способность и смазывает граничную пленку. Mike-O-Lube 100 значительно увеличивает срок службы инструмента и матрицы и значительно снижает износ. Mike-O-Lube 100 не содержит нитратов, серы, фенолов, соединений молибдена или графита. Он не содержит растворителей и считается смазочным материалом с низким содержанием летучих органических соединений. Его производительность, приятная обстановка для металлообработки и удобство оператора выгодны по сравнению с системами с охлаждающей жидкостью.
Номера деталей: E-0100-01, E-0100-05, E-0100-55
Майк-О-Любэ 110–
Mike-O-Lube 110 – жидкость для тяжелых условий эксплуатации, обогащенная нехлорированными противозадирными присадками.Используется для сложной обработки и штамповки черных и цветных металлов, включая алюминий и титан. Этот продукт обеспечивает отличную смазывающую способность и смазывает граничную пленку. Mike-O-Lube 110 значительно увеличивает срок службы инструмента и матрицы и значительно снижает износ. Mike-O-Lube 110 не содержит нитратов, хлора, серы, фенолов, соединений молибдена или графита. Он не содержит растворителей и считается смазочным материалом с низким содержанием летучих органических соединений. Его производительность, приятная обстановка для металлообработки и удобство оператора выгодны по сравнению с системами с охлаждающей жидкостью.
Номера деталей: E-0110-01, E-0110-05
Майк-О-Любэ 200–
Жидкость для тяжелых и средних режимов обработки и штамповки черных и цветных металлов. Произведено на основе натурального базового масла, не содержит растворителей или нефтяных масел.
Номера деталей: E-0200-01, E-0200-05
Майк-О-Любэ 300–
Mike-O-Lube 300 – жидкость для средних режимов обработки черных и цветных металлов.Продукт очень эффективен при обычных операциях по резке металлов, а также для использования в деревообрабатывающей промышленности. Mike-O-Lube 300 не содержит нитратов, хлора, серы, фенолов, соединений молибдена или графита с превосходной смазывающей способностью. Он не содержит растворителей и считается смазочным материалом с низким содержанием летучих органических соединений. Его производительность, приятная обстановка для металлообработки и удобство оператора выгодны по сравнению с системами с охлаждающей жидкостью.
Номера деталей: E-0300-01, E-0300-05, E-0300-55
Майк-О-Любэ 400–
Mike-O-Lube 400 – синтетическая жидкость на водной основе для универсальной обработки черных и цветных металлов.Продукт обеспечивает отличные охлаждающие свойства с хорошей смазывающей способностью.
Номера деталей: E-0400-01, E-0400-05, E-0400-55
Майк-О-Любэ 500–
Mike-O-Lube 500 – жидкость для тяжелых условий эксплуатации, обогащенная противозадирными присадками для использования при сложной обработке цветных металлов, включая алюминий и титан. Этот продукт обеспечивает отличную смазку. Mike-O-Lube 500 значительно увеличивает срок службы инструмента и матрицы и значительно снижает износ.Используется для высокоскоростной резки, нарезания резьбы, сверления, развёртывания и пиления цветных металлов. Не оставляет пятен при последующей термообработке цветных металлов. Тем не менее, всегда проверяйте отходы перед использованием. Mike-O-Lube 500 не содержит нитратов, хлора, серы, фенолов, соединений молибдена или графита. Он не содержит растворителей и считается смазочным материалом с низким содержанием летучих органических соединений. Его производительность, приятная обстановка для металлообработки и удобство оператора выгодны по сравнению с системами с охлаждающей жидкостью.
Номера деталей: E-0500-01, E-0500-05, E-0500-55
Майк-О-Любэ 600–
Mike-O-Lube 600 – жидкость для средних режимов обработки цветных металлов.Этот продукт обеспечивает отличную смазку. Mike-O-Lube 600 увеличивает стойкость инструмента и снижает износ. Используется для среднетоннажного фрезерования, сверления, нарезания резьбы, пиления и пробивки цветных металлов. Не оставляет пятен при последующей термообработке цветных металлов. Тем не менее, всегда проверяйте отходы перед использованием. Mike-O-Lube 600 не содержит нитратов, хлора, серы, фенолов, соединений молибдена или графита. Он не содержит растворителей и считается смазочным материалом с низким содержанием летучих органических соединений. Его производительность, приятная обстановка для металлообработки и удобство оператора выгодны по сравнению с системами с охлаждающей жидкостью.
Номера деталей: E-0600-01, E-0600-05
Майк-О-Любэ 610–
Mike-O-Lube 610 – это жидкость для тяжелых условий эксплуатации, обогащенная противозадирными присадками для использования при сложной обработке цветных металлов, включая алюминий и титан. Этот продукт обеспечивает отличную смазку. Mike-O-Lube 610 значительно увеличивает срок службы инструмента и матрицы и значительно снижает стоимость. Хорошо работает с алюминием. Используется для высокоскоростной резки, нарезания резьбы, сверления, развёртывания, пиления, волочения и штамповки цветных металлов.Не оставляет пятен при последующей термообработке цветных металлов. Тем не менее, всегда проверяйте отходы перед использованием. Mike-O-Lube 610 не содержит нитратов, хлора, серы, фенолов, соединений молибдена или графита. Он не содержит растворителей и считается смазочным материалом с низким содержанием летучих органических соединений. Его производительность, приятная обстановка для металлообработки и удобство оператора выгодны по сравнению с системами с охлаждающей жидкостью.
Номера деталей: E-0610-01, E-0610-05
Майк-О-Любэ 680–
Mike-O-Lube 680 – смазка для пиления и резки алюминия.Этот продукт обеспечивает отличную смазку. Mike-O-Lube 680 увеличит срок службы пильного диска и инструмента, а также снизит износ. Не оставляет пятен при последующей термообработке цветных металлов. Тем не менее, всегда проверяйте отходы перед использованием. Mike-O-Lube 680 не содержит нитратов, хлора, серы, фенолов, соединений молибдена или графита. Он не содержит растворителей и считается смазочным материалом с низким содержанием летучих органических соединений. Его производительность, приятная обстановка для металлообработки и удобство оператора выгодны по сравнению с системами с охлаждающей жидкостью.
Номера деталей: E-0680-01, E-0680-05
Сохраняйте спокойствие и смажьте – основы смазочных материалов для сверления
Смазка бурового оборудования – быстрый и простой способ защитить его от ржавчины и преждевременного износа. Некоторые простые советы по обслуживанию могут привести к:
- увеличение срока службы ваших стержней
- снижение эксплуатационных расходов
- лучше восстановление ядра
Существуют различные продукты для конкретных приложений и типов оборудования, в том числе:
Универсальная смазка
У вас должна быть под рукой универсальная консистентная смазка, которая может смазывать различные инструменты и оборудование, в том числе внутреннюю часть колонковых цилиндров и точки смазки на буровой установке (подшипники, точки поворота и т. Д.)Он образует смазочную пленку, которая поддерживает бесперебойную работу оборудования и снижает износ. Выберите тот, который предназначен для работы под высоким давлением и обладает отличной водостойкостью.
Резьбовое соединение
Резьбовая смазка НЕ является смазкой. Резьбовой состав противозадирной защиты должен использоваться на всех соединениях оснастки, включая стержни, корпус, ходовую часть и болты, особенно когда высокий крутящий момент может вызвать заедание или истирание металлической резьбы.Истирание буровых штанг происходит, когда высокий крутящий момент или нагрузка вызывают заедание или заедание металлической резьбы. Следует использовать состав с содержанием частиц цинка 50%. Высокий процент граничных смазок и противоизносных добавок твердого типа обеспечивает отличные противозадирные свойства и сопротивляется вымыванию водой, ржавчине и коррозии.
Смазка для буровых штанг
Смазка, которую вы используете для буровых штанг, должна быть очень липкой. После того, как вы нанесете ее на стержни и бросите их в отверстие, смазка должна прилипать к поверхностям, даже когда вода проносится мимо.Хорошая смазка для буровых штанг не должна переходить в жидкое состояние при сильном нагреве или давлении, а также должна выдерживать очень низкие температуры.
Мыло из льняного семени
Мыло из льняного семени – отличный продукт, который помогает стержню легче попасть в стержневой ствол и снижает вероятность его заклинивания. Он биоразлагаем и нетоксичен, поэтому не повредит или не загрязнит саму активную зону и может использоваться в экологически уязвимых регионах.
ВЫВОД:
Есть много продуктов, которые защищают и смазывают, а также множество опций или экологически безопасных.Вы всегда можете проконсультироваться с нашей технической командой для получения дополнительной информации о том, какие типы продуктов лучше всего подходят для ваших условий бурения.
Какое масло следует использовать для смазки металлообрабатывающих станков?
Металлообрабатывающим цехам нужны смазочные материалы. Без масел эти машины очень быстро остановились бы.
Все эти движущиеся части требуют смазки для правильной работы и долгой работы без чрезмерного износа.
Металлообрабатывающие станки должны резать металл. Эти машины могут прослужить дольше, если за ними правильно ухаживать и обслуживать. Важнейшим элементом поддержания металлообрабатывающего оборудования в отличной форме является масло.
Итак, как узнать, какое масло использовать для ваших режущих машин? На рынке доступно много различных типов. Однако для металлообрабатывающих станков требуются специальные смазочные материалы. Растительное масло просто не подойдет.
Выбор подходящего маслаЧтобы выбрать подходящее масло для ваших машин, вам сначала необходимо собрать важную информацию.Вам необходимо знать следующее:
- Какие металлы вы чаще всего используете?
- Какие операции обработки наиболее распространены в вашем производственном процессе?
- Какие металлообрабатывающие станки у вас есть?
- Какие инструменты и производственные процессы вы используете?
- Есть ли в вашем магазине какие-либо химические ограничения?
Если вы не можете ответить на все эти вопросы самостоятельно, вы можете обратиться за помощью к другим отделам, таким как контроль качества, производство, обслуживание, упаковка, безопасность, утилизация отходов и другие.
Pro Tip : Мы рекомендуем проконсультироваться с квалифицированным специалистом по металлообрабатывающим жидкостям, чтобы найти правильные варианты смазки для вашего конкретного металлообрабатывающего станка.
Металлические материалы имеют значениеНе все металлические сплавы одинаковы. Фактически, все они имеют разные плюсы и минусы, поэтому при выборе подходящего масла важно знать, какие металлы вы чаще всего используете.
Некоторые металлические сплавы прочнее других.Например, более мягкие металлы, такие как алюминий, углеродистая сталь и латунь, легче резать на станке. При резке этих металлов можно использовать смазочные материалы общего назначения. С другой стороны, твердые металлы, экзотические сплавы и нержавеющая сталь требуют высокопроизводительного масла, чтобы машина могла эффективно прорезать материал.
Для более прочных металлов, которые труднее обрабатывать, требуется масло с высоким содержанием присадок, которое также обладает способностью бороться с сорняками и работать в условиях экстремального давления (EP). Если вы проведете свое исследование, вы заметите, что эти смазочные материалы содержат хлор и активную серу.Оба химиката добавляются в масло, чтобы обеспечить гладкую поверхность и защитить инструмент во время процесса резки.
Что касается более мягких металлов, которые легче прорезать, необходимы универсальные «не оставляющие пятен» масла с присадками для смазывания, мягкими противозадирными / противозадирными свойствами и модификаторами трения. Вы часто найдете, что эти смазки сделаны из хлорированного парафина и сульфурированного (неактивного) жира.
Pro Tip : Использование активной серосодержащей смазки на мягких металлах, таких как латунь и алюминий, приведет к появлению пятен или потускнению.
МашиностроениеКак и в случае с металлами, для эффективной работы различных машин требуются разные смазочные материалы. Если вы понимаете, какие основные операции на станке используются в производственном процессе, вы можете значительно сузить список вариантов масел. Начните с разделения операций на легкую и сложную обработку.
Простая обработка включает такие операции, как фрезерование, токарная обработка, сверление и формовка.Эти операции можно выполнять на очень высоких скоростях с помощью масел с умеренными противозадирными свойствами. Легко запомнить формулу:
мягкие операции = более низкая вязкость + смазочные материалы с небольшими добавками.
Сложная обработка включает операции, которые выполняются на гораздо более медленных скоростях, такие как протяжка или нарезание резьбы. Они нуждаются в хорошей защите от сваривания масла. Подумайте об этом так:
сложные операции = более высокая вязкость + больше противозадирных присадок.
Типы машинЕсли говорить более конкретно, то для металлообрабатывающих станков также требуются различные типы масел.Например, винтовой станок требует смазки двойного или тройного назначения из-за перекрестного загрязнения. Смазка и смазочно-охлаждающая жидкость могут контактировать друг с другом в процессе обработки, поэтому для предотвращения этого необходимо специальное масло. Масла двойного и трехцелевого назначения могут использоваться в гидравлике, масляных камерах и масляных картерах.
С другой стороны, для сверлильного станка или шлифовального станка потребуется масло с низкой вязкостью. Это необходимо для оптимизации скорости охлаждения, промывки металлической стружки и создания высокого давления без образования пены.
Особенности оснастки и производственные процессыОбратитесь к своему проверенному поставщику при выборе масла для специальных инструментов. Некоторые смазочно-охлаждающие жидкости могут плохо работать с определенными покрытиями, что может привести к чрезмерному шлифованию или другим проблемам.
Масла, которые вы решите использовать в своем металлообрабатывающем цехе, также должны хорошо сочетаться с вашими производственными процессами. Это может быть покраска, чистка, упаковка и даже вывоз мусора. Вам не нужно, чтобы неправильные смазочные материалы вызывали проблемы у других подразделений, находящихся ниже по цепочке.
Химические ограничения внутри компанииВы не уверены, что на предприятии, на котором вы работаете, есть химические ограничения? Вам нужно узнать как можно скорее. Прежде чем тратить деньги на испытания смазочных материалов, вам необходимо знать о химических ограничениях, основанных на корпоративной политике в области охраны окружающей среды, утилизации сточных вод, безопасности и здоровья сотрудников и даже о требованиях к конечному использованию.
Химические ограничения – это гораздо больше, чем они, но вышеупомянутые факторы составляют краткий список некоторых из наиболее важных ключей.Если вы хотите узнать больше о химических ограничениях вашего предприятия, мы предлагаем вам подойти к проблеме с точки зрения команды.
Вам необходимо проконсультироваться с ключевым персоналом вашей компании по поставке жидкости и производственного предприятия. В большинстве случаев необходимо найти идеальный баланс, который удовлетворит все вовлеченные стороны.
В конце концов, выбрать подходящую смазку для металлообрабатывающих станков – непростая задача. Ваш выбор сильно повлияет на окружающую среду, ваш персонал, ваши машины и даже вашу репутацию как компании.Кроме того, правильный выбор масел увеличит срок службы вашего оборудования, снизит производственные расходы и даже поможет избежать проблем в будущем.
Для получения дополнительной информации о металлообрабатывающем станке Dake свяжитесь с нашими специалистами сегодня.