Сормайт Наплавка – Энциклопедия по машиностроению XXL
Эффективное восстановление штампов осуществляется наплавкой твердыми сплавами типа сормайт. Наплавка другими твердыми сплавами не применяется вследствие их хрупкости, высокой стоимости и плохой обрабатываемости. Получили распространение в ка- [c.271]В результате наплавки сормайта образуется твердый плотный слой, имеющий после механической обработки ровную гладкую поверхность. [c.565]
Сормайт № 2 по сравнению с сормайтом № 1 менее хрупок и может применяться для наплавки деталей, работающих с ударной нагрузкой, например для вырезных штампов, обрубных матриц н пуансонов, ножей пресс-ножниц для холодной резки металлов. [c.565]
ЭНХ-45 ЦС-1 Сормайт № 1 48-54 — — — То же Наплавка быстроизнашивающихся дета- [c.569]
Закалка с последующим отпуском лезвия, наплавка на лезвие твердого сплава (сормайта)
 234]
234]
Наплавка сормайтом применяется также при ремонте и упрочнении новых деталей строительных и дорожных машин, где требуется высокая износостойкость. [c.322]
Наплавка жидкого металла на твердый слой. Расплавление металла для на плавки производят газопламенной горелкой, дуговым или индукционным нагревом. Например, на автомобильных заводах (ГАЗ, ЗИЛ) применяют наплавку износостойкого кобальтового сплава типа сормайт на седла клапанов автомобильных двигателей. Гранулы сплава расплавляют индукционным нагревом и заливают на предварительно разогретый стальной клапан. Вся операция длится несколько секунд. [c.284]
Наплавка сормайта на стержень резца Размеры в мм [c.276]
Электродуговая наплавка сормайта по способу Славянова производится электродами из сормайта с покрытием, состоящим из плавикового шпата, ферромарганца, феррохрома, алюминиевого порошка, графита и мрамора, размешанных на жидком стекле.
Расход сормайта на 1 см поверхности при одном слое толщиной 1 — , Ъ мм составляет в среднем (с учётом потерь) 1 г, при двух слоях толщиной 2—2,5 мм — 2 г. Затрата чистого времени наплавки от 0,20 до 0,40 мин. для нанесения одного слоя и от 0,35 до 0,75 мин. для нанесения двух слоёв (в зависимости от конфигурации и размера детали, величины площади наплавки и т. п.). [c.432]
Наплавка сормайта вольтовой дугой по способу Славянова
Вольтову дугу при наплавке следует держать короткой. Для выбора силы тока при наплавке сормайта электродами ЦС-1 и ЦС-2 можно руководствоваться ориентировочными [c.432]
Коэфициент наплавки твёрдого сплава сор-майт составляет для электродов ЦС-1 (сор-майт № 1) от 10 до 12 г/а-ч и для электродов ЦС-2 (сормайт № 2) от 12 до 14 г1а-ч. [c.433]
[c.433]
Термическая обработка деталей и инструмента после наплавки сплавов сормайт № 1 и ВКЗ производится исключительно с целью повышения механических свойств основного металла (сплавы термической обработке не поддаются), а после наплавки сплава сормайт № 2 преимущественно для понижения (с целью облегчения последующей механической обработки) или повышения твёрдости наплавленного слоя твёрдого сплава. [c.434]
Термическая обработка деталей после наплавки порошкообразными твёрдыми сплавами обычно не производится. В случае необходимости повысить механические свойства основного металла детали следует соблюдать условия, предусмотренные для термической обработки основного металла при наплавке сормайта № 1. [c.434]
Увеличение срока службы (стойкости) головок прошивных пуансонов, протяжных пуансонов и колец может быть достигнуто путём азотирования, хромирования, а также наплавки сормайтом.
[c. 404]
404]
Вибродуговая наплавка применяется для упрочнения деталей из углеродистых и легированных сталей. Для наплавки применяют проволоку (диаметр 2 мм) из углеродистых, низко-, средне- и высоколегированных сталей, а также порошковые твердые сплавы (сормайт № 1). [c.483]
В СССР освоена наплавка порошкообразными смесями (сталинитом, вокаром), литыми твердыми сплавами (стеллитами, сормайтами и т. д.).
Наплавка стеллитом и сормайтом [c.182]
Если после наплавки сормайтом требуется механическая обработка, деталь предварительно отжигают. [c.182]
При наплавке сормайта электрической дугой стержень сплава покрывают обмазкой, предохраняющей его от окисления и стабилизирующей дугу. Состав покрытия приведен в табл. 24. [c.182]
Выбор тока для наплавки сормайта электрической дугой [c.183]
Венцы с односторонним износом торцовой части зубьев (венх ы маховиков) могут быть перевернуты для работы другой стороной. В таком случае ранее не работавшие торцы зубьев должны быть закруглены. В некоторь(х случаях целесообразно переставлять на другой торец колеса элемент с проточкой для вилки переключения передач. Зубья наплавляют газовой или электродуговой наплавкой. В первом случае применяют присадочные прутки того же состава, что и материал зубчатого колеса. Для наплавки цементованных зубчатых колес служит присадочный материал с более высоким содержанием углерода. Если в качестве присадочного материала используют малоуглеродистую сталь, то шестерню цементуют, а затем закаливают. Крупномодульные неточные колеса целесообразно наплавлять железохромистыми электродами типа сормайта. Наплавку ведут в ванне с водой, чтобы предохранить деталь от перегрева и
[c.596]
В таком случае ранее не работавшие торцы зубьев должны быть закруглены. В некоторь(х случаях целесообразно переставлять на другой торец колеса элемент с проточкой для вилки переключения передач. Зубья наплавляют газовой или электродуговой наплавкой. В первом случае применяют присадочные прутки того же состава, что и материал зубчатого колеса. Для наплавки цементованных зубчатых колес служит присадочный материал с более высоким содержанием углерода. Если в качестве присадочного материала используют малоуглеродистую сталь, то шестерню цементуют, а затем закаливают. Крупномодульные неточные колеса целесообразно наплавлять железохромистыми электродами типа сормайта. Наплавку ведут в ванне с водой, чтобы предохранить деталь от перегрева и
[c.596]
При большом износе распределительный вал заменяют новым или же наплавляют изношенные кулачки сплавом сормайт при помощи газовой сварки. Для этого распредглительный вал помещают в ванну с проточной водой, оставляя на поверхности только часть кулачка, которую следует наплавить.
Я/ С 46—48, а наплавленные ими детали по работоспособности и стойкости не уступают сормайту. Наплавка может произюдиться ацетилено-кислородным и пропан-бутан-кислородным пламенем с Ьрименением в качестве флюса прокаленной буры. Диаметр прутков 6—8 мм, толщина наплавки 1,5—2 мм. Температура плавления прутков 12 —1300° С. Наплавленный слой прочно соединяется с поверхностью стальной детали. [c.113]
Получение твердой и износостойкой рабочей поверхности изношенных деталей без последующей термической обработки может быть достигнуто наплавкой их твердым сплавом — сормайт.
Стеллиты обладают также высокой антикоррозионностью. Хорошая свариваемость позволяет использовать стеллиты для наплавки на инструменты (подвергающиеся износу), благодаря чему их стой кость значительно повышается. При изготовлении режущих инструментов стеллиты используюг в виде пластинок или вставных ножей К третьей группе относятся сормайты — сплавы на Ре -Сг-основе с Мп и N1 Сормайты обладают меньшей твердостью и красностойкостью, чем стеллиты (красностойкость стеллитов достигает 700—800° С, а сормайтов 500—600° С).
Сормайт № 1 применяется для наплавки на детали, работающие без ударов и подвергающиеся износу главным образом вследствие трения, например гибочные и вытяжные матрицы, пуансоны, профилирующие ролики, скобы, шаблоны, центры токарных станков, ножи для резки металлов, шеию валов, ножи бес-центрово-шлифопальных станков.
 [c.565]
[c.565]Вследствие значнте.чьной жаропрочности сормайт № 1 может применяться и для наплавки деталей, работающих в условиях повышенных температур, например для штампов, обрабатывающих металл в горячем состоянии, ножей горячей резки металлов, для протяжных и калибрирующих колец, для ножниц блюмингов. [c.565]
Можно также применять сормайт № 2 для наплавки деталей сложного профиля, так как после отжига наплавленшлп слой сормайта № 2 может быть обработан режущим инструментом. [c.565]
Стеллит и сормайт применяют для наплавки деталей, требующих механической обработки для получения ровной и чистой поверхности. Износоустойчивость деталей, наплавленных литыми сплавами, повышается в несколько раз. Например, наилавка из сормайта в 2—3 раза износоустойчивее хромоникелевой стали и в 4—5 раз углеродистой стали марки 45. Наплавка из стеллита еще более износоустойчива. [c.32]
Литые твердые сплавы и порошкообразные смесп можно наплавлять на стальные и чугунные детали. Наплавку твердых сплавов производят при помощи ацетилепо-кислородного пламени п электрической дуги, а порошкообразной смеси — электродуговым способом. Стеллит и сормайт выпускают в виде прутков диаметром 5—7 мм и длиной 200—300 мм.
Наплавку твердых сплавов производят при помощи ацетилепо-кислородного пламени п электрической дуги, а порошкообразной смеси — электродуговым способом. Стеллит и сормайт выпускают в виде прутков диаметром 5—7 мм и длиной 200—300 мм.
Образцы-колодки были изготовлены из стали 38Х2МЮА с азотированием по рабочей поверхности и из стали с наплавкой поверхности трения сплавом У30Х28Н4С4 (сормайт № 1 [c.152]
Сормайт — литой наплавочный сплав (ГОСТ 11545—65), изготовляемый в виде прутков диаметром 6—7 мм и длиной 400— 450 мм (для восстановления пуансонов, матриц, засыпных доменных аппаратов и др.), наплавляемый газовым пламенем, и в виде порошка, преимущественно используемого для наплавки почвоперерабатывающих инструментов (лемехи, отвалы, зубья экскаваторов и т. д.) с расплавлением т. в. ч. Химический состав см. в табл. 43 (химанализ производится по ГОСТу 11930—66) и свойства — табл. 44. [c.45]
В СССР для наплавки нашли применение следующие марки твёрдых сплавов а) литые типа стеллитов — ВК-3, сормайт № 1 и сор-майт № 2 (сормайт № 1 маркируется зелёной краской на одном из торцов прутка, а сормайт № 2 — красной) и б) порошкообразные (зернообразные)—вокар и сталинит. [c.429]
[c.429]
Закалённые детали и инструмент перед наплавкой следует обязательно отжечь во избежание деформаций и появления трещин. Чтобы не нарущить при наплавке габаритов детали или инструмента, на рабочей поверхности их снимают фаску (делают выточку или канавку) соответствующей глубины и ширины. Глубина фаски предопределяет толщину слоя твёрдого сплава, который остаётся после окончательной механической обработки (шлифовки) детали или инструмента. Практически установлено, что при наплавке сормайтом 1 толщину рабочего слоя твёрдого сплава следует брать в пределах а) для деталей и инструмента, работающих на истирание, — от 1,5 до 2,5 мм и выше в зависимости от условий работы, б) для режущих кромок — от 0,5 до 1,5 мм, причём чем тяжелее работа режущей кромки, тем тоньше должен быть слой твёрдого сплава, в) для деталей и инструмента, работающих при небольших ударах, — не более 0,5 мм. [c.431]
Для наплавки сормайтом быстроизнашиваю-щихся деталей, а также инструмента (ножей, штампов, пуансонов и т, п. ). Для крупных деталей рекомендуется подогрев до 400 С. . . .
[c.71]
). Для крупных деталей рекомендуется подогрев до 400 С. . . .
[c.71]
Сплавы, в состав которых вместо кобальта введено железо, а вольфрам отсутствует, называются сормайтами. Они характеризуются большей хрупкостью, чем стеллиты. Отечественная промышленность выпускает стеллиты марок В2К и ВЗК, а также сормайты №1 и 2. Стеллиты применяются для повышения износостойкости путем их наплавки на рабочие кромки инструмента или на трущиеся части быстроизнапшваюшдхся деталей машин. Наплавку эедут с помощью ацетиленокислородного пламени или электрической дуги. [c.209]
Отечественная промышленность выпускала две маркп сормай-та Л 1 и № 2. Сормайт № 1 используется для наплавки различных штампов, предназначенных для обработки металла в горячем состоянии, вытяжных матриц и пуансонов, кернов, клещей, центров токарных станков, протяжных колец и т. п. Сормайт № 2 применялся для наплавкп ножей пресс-ножниц для холодной резки металла, вырубных штампов, а также матриц и пуансонов, предназначенных для обработки металла в холодном состоянии. [c.163]
[c.163]
Для наплавки сормайта № 1 применяют оба способа. В настоящее время институтом электросварки им. Е. О. Патона АН УССР разработаны и внедрены в прои.зводство механизированные способы наплавки изделий износостойкими сплавами. [c.163]
Шлифование крупных деталей типа большого конуса доменной печи выполняется на карусельных станках с применением шлифовальных головок. Шлифование конусов доменной печи, имеющих диаметр порядка 6500 мм, стало необходимым вследствие применения повышенного подколошникового давления. Для нормальной работы оборудования в этих условиях требуется наплавка конической поверхности твердым сплавом типа сормайт. Обработка поверхности после наплавки может быть выполнена только шлифованием. [c.38]
Наплавка ацетилено-кислородным пламенем является наиболее распространенным и рациональным способом наплавки литых сплавов (стеллитов, сормайта № 1 и 2). Она обеспечивает получение плотной и чистой наплавленной рабочей поверхности детали, допускает наплавку слоя значительной толщины без перемешивания с основным металлом. [c.545]
[c.545]
Наилучшие результаты получаются при наплавке стеллитом, являющимся особо твердым сплавом на кобальтовой основе. Хорошие результаты дает наплавка твердым сплавом сормайт. Однако раапространению стеллита препятствует дефицитность кобальта. Наплавка сормайта связана с некоторыми сложностям1и. [c.400]
Электроды Сормайт
Во многих случаях сварочных работ приходится делать какие-то наплавки, напайки и т. п. Однако многие сварщики, которые имеют за своими плечами огромный опыт работы со свариваемым металлом, до сих пор выполняют наплавку металла обычными сварочными электродами. На самом деле это неправильно и мучительно долго, потому что если наплавка металла происходит с помощью обычных электродов, то существует вероятность прожога металла или просто некачественной наплавки.
Во избежание этих всех недостатков «умы мира» начали создание новых электродов, которые смогли бы удовлетворить потребность людей в качественных электродах для наплавки. И вот им удалось создать такие электроды, которые при наплавке выполняют свою часть работы качественно. Вторая часть работы лежит на плечах сварщика.
И вот им удалось создать такие электроды, которые при наплавке выполняют свою часть работы качественно. Вторая часть работы лежит на плечах сварщика.
Именно электроды сормайт являются тем продуктом, которого так недоставало сварщикам. Несмотря на то, что многие люди говорят, что настоящий профессионал может выполнить работу качественно даже бракованным материалом. Но, увы, это не так. Разумеется, профессионал может сделать больше чем просто любитель, но если даже специалист будет забивать гвоздь в стену палкой, то у него это наврядли выйдет, а если и выйдет, то очень некачественно. Это также относится и к сварочным работам: если Вы собираетесь проводить наплавочные работы, то Вам обязательно нужно приобрести электроды сормайт.
Также опытные сварщики уже имеют опыт работы с такими электродами и остаются очень довольными. Они стараются посоветовать эти электроды и Вам, потому что наплавка металла может пригодиться и в том случае если Вам понадобится ремонт своего автомобиля, то сормайт будут как раз кстати. К примеру, на Вашем автомобиле может сноситься вал или какие-то другие детали. Да, действительно электроды сормайт очень нравятся профессиональным сварщикам, поэтому они собирают львиную долю положительных отзывов.
К примеру, на Вашем автомобиле может сноситься вал или какие-то другие детали. Да, действительно электроды сормайт очень нравятся профессиональным сварщикам, поэтому они собирают львиную долю положительных отзывов.
Также электроды сормайт являются очень полезной вещью для железной дороги нашей страны. Железнодорожные составы имеют очень большой вес, поэтому на рельсы оказывается величайшее давление, вследствие которого рельсы подвергаются смятию и износу. По этим причинам концы рельс нуждаются в наплавке, потому что полностью заменять рельсы является нерентабельным.
Однако перед использованием данных электродов нужно провести с ними некоторую работу. Для начала их нужно поддать термической обработке при температуре 850 – 900 градусов по Цельсию в течение 3 – 4 часов. По прохождении указанного времени печь вместе с электродами остывает до 700 – 750 градусов, а потом снова разогревается до температуры около 900 градусов в течение 4 часов. Потом снова печь охлаждается, но уже до 600 градусов и снова идет нагревание до 900 градусов с последующим охлаждением до 35 градусов. Детали, которые были наплавлены сормайтом после нагревания до 950 градусов, закаляют в масле в течение 40 – 50 минут. После этого изделие готово к использованию.
Заказать электроды сормайт Вы можете через пункт меню «Контакты».
Потом снова печь охлаждается, но уже до 600 градусов и снова идет нагревание до 900 градусов с последующим охлаждением до 35 градусов. Детали, которые были наплавлены сормайтом после нагревания до 950 градусов, закаляют в масле в течение 40 – 50 минут. После этого изделие готово к использованию.
Заказать электроды сормайт Вы можете через пункт меню «Контакты».
Электроды Сормайт
Наплавочные электроды СОРМАЙТ С-1
Тип: Э-300Х28Н4С4
Покрытие-основное.
Коэффициент наплавки- 13,0 г/Ач.
Расход электродов на 1 кг наплавленного металла – 1,4 кг.
Твердость наплавленного металла – 49-56,5 HRCэ
Сормайт — собирательное название ряда литых твёрдых высокоуглеродистых и высокохромистых сплавов на основе железа с высоким содержанием никеля и кремния. Термин был синтезирован на основе слова «Сормово» путём добавления к нему окончания «-айт» (по аналогии с похожими продуктами иностранного происхождения). При этом подразумевался Сормовский завод, где в 30-х годах XX века был впервые получен один из подобных материалов. Широкое применение получил Сормайт № 1, обладающий наибольшей твёрдостью (порядка 50 HRC), который по химическому составу и своей структуре близок к высоколегированным белым чугунам и относится к заэвтектическим сплавам. Он содержит 25-31 % хрома, 2,5-3,5 % углерода, 2,8-4,2 % кремния, 3-5 % никеля, до 1,5 % марганца, до 0,08 % серы и до 0,08 % фосфора. Сплав Сормайт широко применяются в качестве наплавочных материалов для повышения износостойкости (на порядок) поверхностей инструментов и деталей машин, которые должны эксплуатироваться в условиях сильного абразивного износа, в том числе — без смазки и при повышенных температурах. По режущим свойствам сплав Сормайт близок к стеллитам и занимает промежуточное положение между металлокерамическими твёрдыми сплавами и быстрорежущей сталью.
При этом подразумевался Сормовский завод, где в 30-х годах XX века был впервые получен один из подобных материалов. Широкое применение получил Сормайт № 1, обладающий наибольшей твёрдостью (порядка 50 HRC), который по химическому составу и своей структуре близок к высоколегированным белым чугунам и относится к заэвтектическим сплавам. Он содержит 25-31 % хрома, 2,5-3,5 % углерода, 2,8-4,2 % кремния, 3-5 % никеля, до 1,5 % марганца, до 0,08 % серы и до 0,08 % фосфора. Сплав Сормайт широко применяются в качестве наплавочных материалов для повышения износостойкости (на порядок) поверхностей инструментов и деталей машин, которые должны эксплуатироваться в условиях сильного абразивного износа, в том числе — без смазки и при повышенных температурах. По режущим свойствам сплав Сормайт близок к стеллитам и занимает промежуточное положение между металлокерамическими твёрдыми сплавами и быстрорежущей сталью.
Электроды Сормайт марки С-1 предназначаются для выполнения наплавочных работ при помощи сварки для деталей машин и механизмов, которые работают в тяжелых условиях с воздействием умеренных ударных нагрузок и абразивного изнашивания при температурах до 500 градусов по Цельсию и наличии коррозионной среды.
Благодаря такому составу электроды Сормайт являются твердым сплавом, стойким к корозии в различных средах. Несомненно, электроды для наплавки Сормайт нашли широкое применение в работе профессиональных сварщиков.
Пруток для наплавки для сварки Пр-С27, тип ПрН-У45Х28Н2СВМ Сормайт ГОСТ 21449-75
Купить пруток для наплавки Пр-С27 (тип ПрН-У45Х28Н2СВМ) Сормайт ГОСТ 21449-75 в Алматы по цене производителя ТОО «KMI Company-Almaty»Наплавка – покрытие изделий расплавленным металлом или сплавом. Используют несколько способов наплавки: лазерная, плазменная, газопламенная, индукционная, дуговая. Наплавку используют для восстановления изношенной поверхности изделий или для придания им жаропрочности, жаростойкости, износостойкости, устойчивости к коррозии, антифрикционных и прочих свойств.
Для наплавки применяют разные материалы, в том числе пруток наплавочный ГОСТ 21449-75. Преимущества наплавки:
- основной материал изделия затрагивается минимально;
- смешение основного материала и наплавляемого незначительно;
- в зоне наплавки остаточное напряжение и деформация металла минимальны;
- наплавка продлевает срок службы изделия.


Характеристики продукции
Параметр | Значение |
Вид изделия | Пруток |
Марка | Пр-С27 (тип ПрН-У45Х28Н2СВМ) Сормайт |
Назначение | Наплавка |
НТД | ГОСТ 21449-75 |
Купить пруток для наплавки по выгодной цене из наличия и под заказ вы можете напрямую от ТОО «KMI Company-Almaty»
Цена формируется из объема продукции, условий оплаты, места и способа доставки. Минимальная сумма заказа – 28000 тенге. Окончательную стоимость уточняйте в отделе продаж.
Преимущества работы с ТОО «KMI Company-Almaty»
- KAZAKHSTAN METAL INDUSTRIAL COMPANY – это часть крупного международного холдинга, работающего в России, Казахстане, Китае, Узбекистане и Киргизии уже более 10 лет.
- Благодаря сети своих складов в разных странах мы предлагаем наиболее выгодные условия по приобретению металлопроката.
- Мы создали разветвлённую систему работы с крупнейшими производителями металлопродукции и отладили логистику чтобы вы экономили время и деньги.

Данный прайс-лист носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положением ст. 447 Гражданского кодекса Республики Казахстан.
Основы ремонтного производства
99
Наплавка стеллитом и сормайтом
.
Стеллиты — твердые сплавы
на кобальтовой (иногда никелевой) основе. Стеллиты обладают красно-
стойкостью и устойчивостью против коррозии при высоком давлении га-
зов и паров. Сормайты представляют собой группу литых высокоуглеро-
дистых и высокохромистых железистых сплавов, содержащих также ни-
кель и кремний и отличающихся большой твердостью, низкой коррозион-
ной стойкостью.
Стеллит и сормайт применяют для наплавки в виде круглых элек-
тродов диаметром 3… 7 мм и длиной 300… 400 мм. Общая толщина на-
плавленного слоя колеблется в пределах 0,5… 5 мм.
При необходимости механической обработки детали, наплавленной
сормайтом, ее подвергают отжигу. После наплавки стеллитом термообра-
ботка деталей не производится. Закалка и последующий отпуск детали с
наплавкой из сормайта после механической обработки повышают твер-
дость наплавленного слоя. Обработка такой поверхности возможна резца-
ми, оснащенными пластинками из твердого сплава ВКЗ и ВК6, или шли-
фованием.
Наплавка зернообразными сплавами
.
Зернообразные наплавочные
сплавы (вокар, сталинит) представляют собой смесь различных металлов
(марганец, вольфрам, хром, железо и др.) с углеродсодержащими вещест-
вами (нефтяной кокс, сахар, патока). Наплавка выполняется в следующей
последовательности. Поверхность детали зачищают до металлического
блеска и насыпают на нее тонкий слой (0,2…0,3 мм) флюса (прокаленную
буру), а поверх него слой зернообразного сплава высотой 3… 5 мм и ши-
риной 40… 60 мм. Включают сварочный агрегат и подводят угольный
электрод на край насыпанной шихты. Не прерывая дуги, электрод пере-
мещают зигзагообразными движениями по всей ширине слоя шихты со
скоростью, обеспечивающей расплавление шихты и сплавление ее с ос-
новным металлом.
При наплавке в несколько слоев наплавленный участок зачищают
металлической щеткой, затем на его поверхность насыпают слой шихты
без флюса и наплавляют следующий слой.
Во избежание появления трещин и коробления наплавленные детали
медленно и равномерно охлаждают в сухом песке или укрывают асбесто-
выми листами. При наплавке чугунных деталей рекомендуется предвари-
тельно их нагреть до 700 °С.
Вибродуговая наплавка
.
Этот метод позволяет наращивать слой до
4 мм. Его сущность заключается в том, что в процессе наплавки электрод
приводится в колебательный процесс частотой 50. .. 100 колебаний в се-
.. 100 колебаний в се-
кунду. Во время наплавки в зону дуги подается охлаждающая жидкость
(5 % – ный раствор кальцинированной соды), которая повышает скорость
охлаждения наплавленного и основного металла. Места, не подлежащие
Сормайт (сплав стеллитоподобный).Пруток литой на основе железа ПР-C27
Материал, испытанный временем:
Сормайт №1 (сплав стеллитоподобный). Пруток литой на основе железа ПРС-27 ГОСТ 21449-75) Тип: Fe-Cr-C-Ni (ПрН-У45Х28Н2СВМ). В наличии – пруток диам. 6 мм, L = 400 (+ 20) мм.
Основное назначение прутков для наплавки Пр-С27:
Пруток предназначен для наплавки износостойких слоёв деталей, работающих в условиях интенсивного абразивного изнашивания с умеренными ударными нагрузками и при температурах до 500°C. Твёрдость наплавленного металла, не менее 53,5 HRCэ.
Сормайт № 1 успешно применяют для наплавки деталей, работающих без резких толчков и ударов, например:
гибочных и вытяжных матриц,
пуансонов,
измерительного инструмента (скоб, шаблонов),
центров токарных станков, ножей для резки металла,
шнеков, ковшей, цапф, буров, валов, зубьев, направляющих роликов работающих в условиях абразивного изнашивания,
а также для наплавки деталей, испытывающих механический и химический износ, например седел клапанов двигателей внутреннего сгорания и т.д.
Краткая технология применения:
Поверхность, подлежащую наплавке, тщательно очищают от грязи, ржавчины и окалины.
Наплавка осуществляется газом горелками типов Г2 или Г3 с наконечниками, обеспечивающими расход горючего газа 300-400 л/час с использованием сжатого кислорода, ацетилена и буры, прокалённой при 100-115°C в течение 20-30 минут.
Наплавку проводят восстановительным пламенем в один слой с последующим шлифованием поверхности наплавленного слоя шлифовальными кругами из зелёного карбида кремния твёрдостью М1, М2, М3, СМ1 и зернистостью 25-16 и 40-25.
Толщина наплавленного слоя после шлифования должна быть не менее 1,5мм
Цена: 250 р/кг
Сварочные электроды марки “Сормайт”
Очень часто, во время сварки приходится делать какие-то наплавки и напайки. Многие, даже очень опытные сварщики, выполняют такие простые манипуляции при помощи обычных сварочных электродов. На самом деле это неправильно и неудобно, потому делая наплавку обычным электродом, есть риск прожечь металл. Кроме того это очень долго, да и наплавка выйдет не качественной.
Чтобы облегчить такие процедуры как наплавка и напайка, инженеры начали создавать специальные электроды, при помощи которых можно было бы увеличить качество и скорость этих процессов.
Содержание статьи:
Для чего применяются электроды Сормайт?
Данные электроды применяются для вспомогательных работ. Конечно, сейчас многие скажут, что профессионал с большим опытом может работать с чем угодно и у него все будет выходить хорошо. Отчасти это так, однако если инструменты и оборудование плохо подходят для дела, сделать качественный продукт будет почти невозможно. К примеру, вы не можете закрутить болт или саморез без отвертки или шуруповерта или забить гвоздь без молотка. Все это можно попытаться сделать подручными средствами, но это будет не качественная работа.
Отчасти это так, однако если инструменты и оборудование плохо подходят для дела, сделать качественный продукт будет почти невозможно. К примеру, вы не можете закрутить болт или саморез без отвертки или шуруповерта или забить гвоздь без молотка. Все это можно попытаться сделать подручными средствами, но это будет не качественная работа.
Сварочные электроды “Сормайт” применяются почти повсеместно и многие мастера советуют обязательно иметь их под рукой. Такие электроды могут быть необходимы для ремонта машины. Например, у вас сносился вал или другие детали. Сварщики используют их во вспомогательных процедурах и сильно облегчают себе дальнейший труд.
Электроды “Сормайт” часто используются и на железной дороге. Рельсы испытывают большие нагрузки от постоянно проходящих по ним составам. Из-за этого они сильно изнашиваются и могут истончаться. При помощи “Сормайт” можно наплавлять недостающий металл. Это гораздо выгоднее, чем полностью менять рельсу.
Применение электродов
Поскольку данный вид электродов имеет узкую специализацию, работать с ними необходимо особенным образом. Первое, с чего следует начинать эксплуатацию таких изделий, это прокалка. Электроды помещаются в специальную печь, разогретую примерно до 900°С. Они должны прогреваться в течение 3,5 — 4 часов. По истечении этого времени, нужно дать печи остыть до 750°С и снова разогреть ее до 900°С, оставив электроды еще на 4 часа. Затем печь охлаждается вновь. На этот раз до 600°С. Нагрев печь до 900°С в третий раз, ее нужно охладить до 35°С.
Первое, с чего следует начинать эксплуатацию таких изделий, это прокалка. Электроды помещаются в специальную печь, разогретую примерно до 900°С. Они должны прогреваться в течение 3,5 — 4 часов. По истечении этого времени, нужно дать печи остыть до 750°С и снова разогреть ее до 900°С, оставив электроды еще на 4 часа. Затем печь охлаждается вновь. На этот раз до 600°С. Нагрев печь до 900°С в третий раз, ее нужно охладить до 35°С.
Отдельную работу нужно провести также с деталями, на которые был наплавлен металл. Их следует разогреть до 950°С в масле. Делать это нужно в течение примерно 50 минут.
Электроды выпускаются в диаметрах от 3 до 7 мм. Модели “Сормайт т-590” используются для наплавки деталей, работающих в обычных условиях, а “Сормайт с27” для наплавки износостойких элементов.
Заключение
Электроды марки “Сормайт” применяются в самых разных сферах, где можно обойтись без длительного и затратного процесса варения. Вместо этого можно выполнить небольшие работы по наплавке и напайке небольших слоев металла. Профессионалы отмечают, что специализированные изделия подходят для таких работ гораздо лучше, чем обычные электроды.
Профессионалы отмечают, что специализированные изделия подходят для таких работ гораздо лучше, чем обычные электроды.
(PDF) Влияние вибрационной обработки на повышение долговечности рабочих органов почвообрабатывающей техники
Восточно-Европейский журнал корпоративных технологий ISSN 1729-3774 2/1 (110) 2021
108
однородный. При вибрационной деформации, в результате дробления зерен
, длина их границ увеличивается на
сек и, таким образом, образуется больше зон скопления дислокаций
. Этим можно объяснить механизм затвердевания.
По результатам проведенных исследований и экспериментов
разработана и внедрена комплексная технологическая инструкция по процессу закалки и восстановления стреловидных лап
. Исследования, проведенные в сотрудничестве
с ПАО Спетлесмаш (г. Лубны, Полтавская обл.)
, позволили предприятию внедрить разработанную технологию
с использованием виброзащитного упрочнения лопаток культивирующих лап
при их изготовлении.
Необходимо провести дальнейшие исследования, чтобы установить влияние параметров обработки
на долговечность для различных регионов
с различной структурой почвы.
7. Выводы
1. Износ режущих элементов почвообрабатывающих органов
при различных способах упрочнения зависит от вида обработки, материала, технологических режимов и времени работы.
Для лемеха, подвергнутого виброупрочнению, степень износа
после 6 часов работы равна 1.82 меньше
, что у новых образцов из стали 65Г.
2. Проведенное исследование долговечности показало, что величина износа рабочих органов почвообрабатывающей техники
в 1,28 раза меньше, чем на
при использовании вибропластической деформации. Соответственно, при восстановлении лемехов для увеличения ресурса рабочих органов
целесообразнее использовать метод
, суть которого заключается в сварке покрышек из стали 45 сормитом
и виброобработке.
Список литературы
1. Бабицкий Л., Москалевич В., Мищук С. (2019). Обоснование способов повышения долговечности рабочих органов обработки почвы. E3S Web
Бабицкий Л., Москалевич В., Мищук С. (2019). Обоснование способов повышения долговечности рабочих органов обработки почвы. E3S Web
конференций, 126, 00059. doi: https://doi.org/10.1051/e3sconf/201
2. Леонов О.А., Шкаруба Н.З., Вергазова Ю.Г., Голиницкий П.В. (2020). Совершенствование методики выбора рациональных способов
восстановления деталей при ремонте машин. Журнал физики: Серия конференций, 1679, 042057.doi: https://doi.org/10.1088/
1742-6596 / 1679/4/042057
3. Дудников, А., Горбенко, О., Келемеш, А., Дрожчана, О. (2020). Совершенствование технологического процесса восстановления почвообрабатывающих машин
рабочих частей машины. Восточно-Европейский журнал корпоративных технологий, 2 (1 (104)), 72–77. doi: https://doi.org/10.15587/
1729-4061.2020.198962
4. Стребков, С., Слободюк, А., Бондарев, А., Сахнов, А. (2019). Усиление культиваторных лап электроискровым легированием.Инженер-
по развитию сельских районов. doi: https://doi.org/10.22616/erdev2019.18.n178
doi: https://doi.org/10.22616/erdev2019.18.n178
5. Шьямсундер, Л., Халед, Б., Раджан, С.Д., Голдберг, Р.К., Карни, К.С., Дюбуа, П., Бланкенхорн, Г. (2020). Реализация деформации, повреждения и разрушения в модели ортотропного пластического материала. Журнал композитных материалов, 54 (4), 463–484. doi: https: //
doi.org/10.1177/0021998319865006
6. Кис, Ф., Вильмс, М. Б., Пирч, Н., Прадип, К.Г., Шлейфенбаум, Дж. Х., Хаазе, К. (2020). Образование и предотвращение дефектов при направленном
энергетическом осаждении высокомарганцевых сталей и влияние на механические свойства. Материаловедение и инженерия: A, 772,
138688. doi: https://doi.org/10.1016/j.msea.2019.138688
7. Чен, Дж., Гоу, Г., Чжу, З., Гао , W. (2020). Методика ремонта наплавки рельсов самозащитной порошковой проволокой. Международный
Журнал современной физики B, 34 (01n03), 2040056.doi: https://doi.org/10.1142/s0217979220400561
8. Горюшкин В. Ф., Бендре Ю. В., Козырев Н. А., Крюков Р. Е., Шурупов В. М. (2019). Разработка новых порошковых проволок
В., Козырев Н. А., Крюков Р. Е., Шурупов В. М. (2019). Разработка новых порошковых проволок
на основе оксида вольфрама для повышения износостойкости сверл. Серия конференций IOP: Наука о Земле и окружающей среде, 377,
012025. doi: https://doi.org/10.1088/1755-1315/377/1/012025
9. Бабичев А.П., Бабичев И.А. (2008) . Основы вибрационной технологии.Ростов-на-Дону: Издательский центр ДГТУ, 694.
10. Тодоров И. Т. (2020). Восстановление деталей ленточных конвейеров методом наплавки вибродугой. Серия конференций IOP: Материалы
Science and Engineering, 977, 012013. doi: https://doi.org/10.1088/1757-899x/977/1/012013
11. Rafiei, MH, Gu, Y., El -Авади, JA (2020). Машинное обучение полей напряжений и сил взаимодействия, вызванных дислокациями. JOM,
72 (12), 4380–4392. doi: https: // doi.org / 10.1007 / s11837-020-04389-w
12. Чжан, К., Сун, К., Чэн, К., Чжоу, Ю., Ми, X., Ли, З., Юань, П. ( 2020). Влияние большой пластической деформации, вызванной холодным волочением
, на микроструктуру и свойства сплава Cu-4 мас. % Ag с направленной кристаллизацией. Транзакции материалов и термической обработки,
% Ag с направленной кристаллизацией. Транзакции материалов и термической обработки,
41 (12), 49–56. doi: https://doi.org/10.13289/j.issn.1009-6264.2020-0380
13. Голубина С.А., Сидоров В.Н. (2020). Разработка методов повышения технико-экономической эффективности применения технологий упрочнения плоских рабочих органов почвообрабатывающих машин.Серия конференций IOP: Материаловедение и инженер –
ing, 971, 052054. doi: https://doi.org/10.1088/1757-899x/971/5/052054
14. Соковиков М.А., Симонов М.Ю., Чудинов, В.В., Оборин, В.А., Уваров, С.В., Наймарк, О.Б. (2020). Изучение влияния дефектной структуры сплава
на локализованное сдвиговое разрушение при различных типах динамического нагружения. Механика, ресурсы и диагностика
ностика материалов и конструкций (MRDMS-2020): Материалы 14-й Международной конференции по механике, ресурсам и диагностике
материалов и конструкций.doi: https://doi.org/10.1063/5.0036679
15. Дудников, А. , Дудников, И., Келемеш, А., Горбенко, О. (2018). Влияние закалочной обработки материала детали
, Дудников, И., Келемеш, А., Горбенко, О. (2018). Влияние закалочной обработки материала детали
риал на износостойкость. Восточно-Европейский журнал корпоративных технологий, 3 (1 (93)), 6–11. DOI: https://doi.org/10.15587/
1729-4061.2018.130999
16. Пасюта А.Г. (2015). Оценка структуры упрочненного слоя режущего элемента культиваторной лапы.Вибрации в технике
та технологий, 3 (79), 96–98.
Повышение ресурса сельскохозяйственных машин Анатолий Дудников, Игорь Дудников, Владимир Дудник, Владислав Михайличенко, Алексей Бурлака, Александр Канивец :: ССРН
Технологический аудит и производственные резервы, 5 (1 (61), 6–11. Doi: https://doi.org/10.15587/2706-5448.2021.242256
6 стр. Размещено: 10 ноя 2021 года
См. Все статьи Анатолия ДудниковаПолтавский государственный аграрный университет
Полтавский государственный аграрный университет
Полтавский государственный аграрный университет
Полтавский государственный аграрный университет
Полтавский государственный аграрный университет
Полтавский государственный аграрный университет
Дата написания: 13 октября 2021 г.
Абстрактные
Объектом исследования является технологический процесс увеличения ресурса остроконечных лемехов почвообрабатывающих машин за счет использования прогрессивного метода виброзащитного упрочнения.Одним из наиболее проблемных направлений является недостаточная проработка исследуемого технологического процесса восстановления рабочих органов сельскохозяйственных машин. Для более глубокого понимания процесса вибрационной обработки материала этих деталей машин при их восстановлении необходимо проведение дальнейших экспериментальных исследований.
В ходе исследования было установлено, что использование вибрационной деформации поверхностного слоя материала деталей способствует увеличению их ресурса.Определены оптимальные параметры виброупрочнения режущих элементов лемехов почвообрабатывающих машин, что позволяет повысить их долговечность. Выявлены основные параметры виброупрочнения: амплитуда колебаний обрабатывающего инструмента 0,75 мм; частота вибрации – 1400 мин – 1; время застывания – 30 с.
В результате исследования проведена оценка изменения линейного износа по ширине режущего элемента лапки культиватора почвообрабатывающих машин.В культиваторах с восстановленными зубьями сваркой уголков из стали 45 (ГОСТ 1050-2013, ГБ 699-88), наплавкой сормитом и виброупрочнением коэффициент линейного износа режущих элементов по массе на 35–43% меньше, чем у новых стоек. . Проведено исследование изменения износа режущей кромки лап культиватора, которая при восстановлении сваркой угловых пластин из стали 45 (ГОСТ 1050-2013, ГБ 699-88), наплавкой сормитом и виброупрочнением оказывается В 1,57–1,68 раза меньше, чем в новых акциях.
По сравнению с существующими технологиями, разработанная технология обеспечивает снижение износа режущих элементов на 10–17% по сравнению с новыми из стали 65Г (ГОСТ 14959-2016, ГБ 1222). Коэффициент технической загрузки культиватора с восстановленными по разработанной технологии зубьями по сравнению с новыми в 1,07 раза выше.
Ключевые слова: колебания, линейный износ, лемех культиватора, режущая кромка, почвообрабатывающие машины, виброупрочнение
Рекомендуемое цитирование: Предлагаемая ссылка
Дудников, Анатолий и Дудников, Игорь и Дудник, Владимир и Михайличенко, Владислав и Бурлака, Алексей и Канивец, Александр, Повышение ресурса сельскохозяйственных машин (13 октября 2021 г. ).Технологический аудит и производственные резервы, 5 (1 (61), 6–11. Doi: https://doi.org/10.15587/2706-5448.2021.242256, Доступно на SSRN: https://ssrn.com/abstract=3958730
).Технологический аудит и производственные резервы, 5 (1 (61), 6–11. Doi: https://doi.org/10.15587/2706-5448.2021.242256, Доступно на SSRN: https://ssrn.com/abstract=3958730 Совершенствование технологического процесса восстановления рабочих частей почвообрабатывающей машины – DOAJ
Совершенствование технологического процесса восстановления рабочих частей почвообрабатывающей машины – DOAJВосточно-Европейский журнал корпоративных технологий (Апрель 2020 г.)
- Анатолий Дудников,
- Александра Горбенко,
- Антон Келемеш,
- Ольга Дрожчана
Принадлежности
- Анатолий Дудников
- Полтавская государственная аграрная академия
Сковороды, ул. , 1/3, Полтава, Украина, 36003
- Александр Горбенко
- Полтавская государственная аграрная академия Ул. Сковороды, 1/3, Полтава, Украина, 36003
- Антон Келемеш
- Полтавская государственная аграрная академия Сковороды, ул., 1/3, Полтава, Украина, 36003
- Ольга Дрожчана
- Полтавская государственная аграрная академия
Ул. Сковороды, 1/3, Полтава, Украина, 36003
 , 1/3, Полтава, Украина, 36003
, 1/3, Полтава, Украина, 36003 Сковороды, 1/3, Полтава, Украина, 36003
Сковороды, 1/3, Полтава, Украина, 36003- DOI
- https: // doi.org / 10.15587 / 1729-4061.2020.198962
- Том журнала и выпуск
- Vol. 2,
нет. 1 (104)
с. 72 – 77
Абстрактные
Читать онлайн
Анализ износа деталей машин позволил установить характерные требования к технологическому процессу восстановления изношенных поверхностей. Экспериментальные исследования упрочнения рабочих поверхностей лемехов позволили определить параметры обработки: частота колебаний обрабатывающего инструмента 1400 мин-1, амплитуда колебаний 0,5 мм и время обработки 20 с. Исследования влияния обычных и вибрационных работ на прочностные характеристики проводились сначала на моделях, а затем на реальных деталях. Новые акции послужили образцом. Экспериментальные исследования этих долей позволили установить характер износа режущего элемента.Сходство модели и реальной степени деформации детали обеспечивалось одинаковыми условиями прохождения процессов упрочнения. Достоверность результатов экспериментальных исследований оценивалась в соответствии с законом теоретического распределения при заданном значении доверительной вероятности α = 0,95. Исследования показали, что ширина лемеха 116–117,5 мм, оказывающая определенное влияние на эффективность лемеха, соответствует наибольшей вероятности 0,39. Экспериментально установлено, что степень упрочнения лемехов из стали Л-53 с наплавкой сормитом и виброупрочнением равна 1.
Экспериментальные исследования упрочнения рабочих поверхностей лемехов позволили определить параметры обработки: частота колебаний обрабатывающего инструмента 1400 мин-1, амплитуда колебаний 0,5 мм и время обработки 20 с. Исследования влияния обычных и вибрационных работ на прочностные характеристики проводились сначала на моделях, а затем на реальных деталях. Новые акции послужили образцом. Экспериментальные исследования этих долей позволили установить характер износа режущего элемента.Сходство модели и реальной степени деформации детали обеспечивалось одинаковыми условиями прохождения процессов упрочнения. Достоверность результатов экспериментальных исследований оценивалась в соответствии с законом теоретического распределения при заданном значении доверительной вероятности α = 0,95. Исследования показали, что ширина лемеха 116–117,5 мм, оказывающая определенное влияние на эффективность лемеха, соответствует наибольшей вероятности 0,39. Экспериментально установлено, что степень упрочнения лемехов из стали Л-53 с наплавкой сормитом и виброупрочнением равна 1. В 85 раз больше, чем при традиционной обработке. Проведенные исследования позволили определить характер изменения формы лемеха и толщины режущей кромки и выбрать более эффективный процесс ее восстановления путем виброзащитного упрочнения. Предложен способ восстановления лемехов сваркой лент из стали 45 с автоматической наплавкой и виброупрочнением
В 85 раз больше, чем при традиционной обработке. Проведенные исследования позволили определить характер изменения формы лемеха и толщины режущей кромки и выбрать более эффективный процесс ее восстановления путем виброзащитного упрочнения. Предложен способ восстановления лемехов сваркой лент из стали 45 с автоматической наплавкой и виброупрочнением
Ключевые слова
Опубликовано в
Eastern-European Journal of Enterprise Technologies- ISSN
- 1729-3774 (печать)
- 1729-4061 (онлайн)
- Издатель
- Центр компьютерных технологий
- Страна издателя
- Украина
- Субъектов LCC
- Технология: Технология (Общие)
- Социальные науки: отрасли. Землепользование. Рабочая сила: Промышленность
- Сайт
- http://journals.uran.ua/eejet
 Землепользование. Рабочая сила: Промышленность
Землепользование. Рабочая сила: ПромышленностьО журнале
QR-код WeChat
Снижение образования оксидов на поверхностных отложениях из износостойких сплавов
- В Чигарев Государственное высшее учебное заведение «Приазовский государственный технический университет»
- Ю. Логвинов Мариупольский институт Межрегиональная академия управления персоналом г. Мариуполь
Ключевые слова: электродные материалы, наплавка, легирующие элементы, сварочные аэрозоли, процессы окисления, система вентиляции с закрытым фильтром, наплавленный металл
Абстрактные
В статье рассмотрены вопросы снижения содержания вредных веществ при наплавке легированных износостойких сплавов. Проведены исследования по определению возможности снижения образования оксидов при наплавке высоколегированных износостойких сплавов типа сормита с использованием закрытой фильтрационно-вентиляционной системы, обеспечивающей минимальные потери легирующих элементов при образовании наплавленного металла. слой. На потери легирующих элементов при наплавке влияет ряд металлургических и технологических факторов, в том числе доля основного металла в наплавленном, режимах наплавки, процессах окисления при плавлении электродного материала и в расплаве сварочной ванны при взаимодействии. с окружающей газовой средой.
Проведены исследования по определению возможности снижения образования оксидов при наплавке высоколегированных износостойких сплавов типа сормита с использованием закрытой фильтрационно-вентиляционной системы, обеспечивающей минимальные потери легирующих элементов при образовании наплавленного металла. слой. На потери легирующих элементов при наплавке влияет ряд металлургических и технологических факторов, в том числе доля основного металла в наплавленном, режимах наплавки, процессах окисления при плавлении электродного материала и в расплаве сварочной ванны при взаимодействии. с окружающей газовой средой.
Для снижения содержания кислорода в газо-воздушной смеси, образующейся в процессе наплавки, в замкнутой системе фильтрации и вентиляции используются специальные абсорбирующие вещества, снижающие протекание окислительных процессов с образованием оксидов легирующих элементов. При этом из зоны горения дуги и сварочной ванны отбирается газовоздушная смесь, фильтруется через систему специальных фильтров, в которых удаляются твердые и газообразные компоненты сварочного аэрозоля, после чего очищается газовая смесь. используется как газовая защита при наплавке.
используется как газовая защита при наплавке.
Использовались порошковые ленты, содержащие в сердечнике механическую смесь порошковых компонентов и сложнолегированный сплав. Сложнолегированный сплав, сплав, предварительно выплавленный в индукционной печи, содержащий необходимые легирующие элементы. Путем гидрогрануляции получали частицы необходимых размеров, которые затем вводили в сердцевину порошковой ленты. Указанные порошковые ленты обеспечивали одинаковый химический состав одной системы легирования в наплавленном слое. После наплавки определяли химический состав наплавленного металла на содержание углерода, марганца, кремния, никеля.Использование закрытой системы фильтрации и вентиляции позволяет снизить образование оксидов легирующих элементов, что требует определения конкретных параметров для каждого процесса наплавки. Создание и использование закрытых фильтровентиляционных систем (КФВС), подачи отфильтрованного воздуха в зону наплавки и обеспечения безопасного труда на рабочем месте сварщика. Он соответствует международному стандарту ISO и нормам Европейского Союза. Следовательно, выполнить требование о недопустимости попадания вредных вопросов в атмосферу согласно Киотскому и Парижским протоколам.
Он соответствует международному стандарту ISO и нормам Европейского Союза. Следовательно, выполнить требование о недопустимости попадания вредных вопросов в атмосферу согласно Киотскому и Парижским протоколам.
использованная литература
1. http://tribology.khnu.km.ua/index.php/ProbTrib
2. Сафронов И.И. Основы рационального легирования сплавов. / И. Сафронов – Кишинев: Штиинца, 1991. – 278 с.
3. Лившиц Л.С. Основы легирования наплавленного металла / Л.С., Лившиц, Н.А. Гринберг, Э.Г. Куркумелли. – М .: Машиностроение, 1969. – 188 с.
4. Чигарев В.В. Санитарно-гигиеническая оценка наплавочных порошковых лент / В.В. Чигарев, О. Г. Левченко // Сварочное производство. – 2004 – №12. – С. 35-37.
5.Логвинов Ю.В. Закрытая система фильтрации для нейтрализации и локализации сварочного аэрозоля при наплавке / Ю.В. Логвинов // Наука и технологии: мижвуз. Темы. Zb. Наук. Пр. – Мариуполь: ДВНЗ «ПДТУ». – 2018. – VIP. 19. – С.32-35.
6. Брека Д. Цеолитное молекулярное сито / Д. Брека. – М: Мир, 1980. – Т.1-504с.
Брека. – М: Мир, 1980. – Т.1-504с.
Структура и абразивный износ композиционного покрытия HSS M2 / WC
Исследованы особенности формирования фазовой структуры и абразивной износостойкости композиционных покрытий «Сталь WC-M2» на монокарбид вольфрама.Установлено, что добавление 20 мас.% WC к наплавленной порошковой смеси приводит к увеличению содержания карбида M 6 C. Эти карбиды показывают мультимодальное распределение по размерам, состоящее из ~ 5,9 мкм мкм эвтектических карбидов по границам зерен, ~ 0,25 мкм мкм карбидов, диспергированных внутри зерен. Также обнаружено большее количество метастабильного аустенита ( ~ 88 об.%). Высокая абразивная износостойкость этих покрытий обеспечивается -мартенситным превращением и многомодальным распределением армирующих частиц по размерам.
1. Введение
Существует тенденция к разработке и созданию нового оборудования с меньшими затратами с использованием малолегированных низкоуглеродистых сталей, которые, однако, требуют поверхностного упрочнения путем азотирования или карбонизации. Первоочередной задачей в этой ситуации является повышение как выносливости, так и надежности рабочих узлов машин и технологического оборудования. В этой связи решение связано не только с повышением износостойкости, но и с целым рядом проблем, включая, помимо прочего, коррозионную стойкость, контактную износостойкость, небольшую пластическую деформацию и термостойкость.
Первоочередной задачей в этой ситуации является повышение как выносливости, так и надежности рабочих узлов машин и технологического оборудования. В этой связи решение связано не только с повышением износостойкости, но и с целым рядом проблем, включая, помимо прочего, коррозионную стойкость, контактную износостойкость, небольшую пластическую деформацию и термостойкость.
Эффективным подходом к повышению износостойкости материалов является плакирование и модификация металлов концентрированными потоками энергии. Эти методы используются на практике и основаны на быстрой закалке расплавленной ванны при скоростях охлаждения от 10 4 до 10 9 К / с. Электронно-лучевая наплавка в вакууме – хороший кандидат для получения твердого покрытия на поверхности низкоуглеродистой подложки. Такая обработка дает некоторые преимущества [1], которые включают возможность подачи композиционных наплавочных порошков непосредственно в ванну расплава, вакуумную очистку расплавленного металла, постепенную и точную регулировку мощности электронного луча для обеспечения минимального проникновения расплава в подложку, постоянный химический состав и небольшой размер пула при плотности мощности электронного пучка до 10 5 Вт / см 2 . Все эти параметры могут быть оптимизированы для достижения перегрева ванны, необходимого для получения пересыщенного раствора легирующих элементов и мелкозернистых структур при охлаждении. Учитывая это, мы полагаем, что электронно-лучевая наплавка в вакууме может применяться для нанесения композиционного покрытия после окончательной термообработки и основного механического шлифования.
В современной практике для повышения износостойкости рабочих поверхностей деталей машин используются как твердые, так и сверхтвердые композиционные покрытия из стеллита, сормита или литого карбида вольфрама.Недостатком этих материалов является то, что они содержат от 30 до 90% мас. дорогостоящего карбида вольфрама. Также покрытия, полученные путем осаждения этих материалов, являются хрупкими из-за высокого содержания твердой фазы, неравномерного распределения этих частиц по всей массе покрытия, особенно из-за их содержания в диапазоне от 30 до 50 мас.%, И растрескивания сетки на поверхности покрытия. Все это не позволяет использовать их в ряде приложений, когда требуется совокупность этих свойств.
Все это не позволяет использовать их в ряде приложений, когда требуется совокупность этих свойств.
В частности, существует проблема быстрого выхода из строя валов-шестерен тяжелонагруженных редукторов из-за интенсивного износа азотированных шейек игольчатых подшипников.Конструктивная особенность редукторов заключается в том, что их валы-шестерни расположены в непосредственной близости друг от друга, и традиционная конструкция подшипников, состоящая из внешнего и внутреннего колец с роликами между ними, неприменима. Следовательно, необходимо сделать опорный подшипник непосредственно на поверхности вала-шестерни. Эти поверхности шейки должны обладать высокой износостойкостью, контактной износостойкостью, низкими пластическими деформациями, вязкостью разрушения, что диктует необходимость нанесения однородных многофункциональных покрытий.
Особенности покрытий, полученных многопроходной электронно-лучевой наплавкой порошком стали М2, описаны в [2]. Установлено, что в карбидной подсистеме покрытия формируется многомодальное распределение армирующих частиц по размерам. Объемное содержание как вторичного карбида M 6 C, так и остаточного аустенита можно регулировать в пределах от 4,5 до 7,5 мас.%. и от 5 до 30 мас.%, соответственно, в зависимости от условий термоциклирования, создаваемых во время наплавки.Износостойкость покрытий улучшается с увеличением объемного содержания остаточного аустенита из-за вызванного деформацией мартенситного превращения и выделения мелких карбидов в зернах матрицы. Можно с уверенностью сказать, что чем выше содержание остаточного метастабильного аустенита в покрытии, тем выше износостойкость. Стоит пойти по пути добавления монокарбида вольфрама к порошку HSS. Поскольку WC имеет высокую растворимость в стальной матрице, он может обеспечивать от 80 до 90% об. содержание аустенита, а также более высокое объемное содержание выделившихся мелких карбидов.
Объемное содержание как вторичного карбида M 6 C, так и остаточного аустенита можно регулировать в пределах от 4,5 до 7,5 мас.%. и от 5 до 30 мас.%, соответственно, в зависимости от условий термоциклирования, создаваемых во время наплавки.Износостойкость покрытий улучшается с увеличением объемного содержания остаточного аустенита из-за вызванного деформацией мартенситного превращения и выделения мелких карбидов в зернах матрицы. Можно с уверенностью сказать, что чем выше содержание остаточного метастабильного аустенита в покрытии, тем выше износостойкость. Стоит пойти по пути добавления монокарбида вольфрама к порошку HSS. Поскольку WC имеет высокую растворимость в стальной матрице, он может обеспечивать от 80 до 90% об. содержание аустенита, а также более высокое объемное содержание выделившихся мелких карбидов.
Вклад деформационных фазовых превращений в абразивную износостойкость триповых сталей с метастабильным аустенитом оценен [3] на основе разработанной модели и экспериментальных данных. В рамках этой модели были выведены уравнения баланса энергии, которые затем служили для определения значений работы разрушения для образцов со стабильным или метастабильным аустенитом. Выявлено, что величина работы разрушения образцов с метастабильной аустенитной матрицей в 7 раз выше, чем у образцов без способности испытывать деформационное фазовое превращение в тех же условиях испытаний на износ.
В рамках этой модели были выведены уравнения баланса энергии, которые затем служили для определения значений работы разрушения для образцов со стабильным или метастабильным аустенитом. Выявлено, что величина работы разрушения образцов с метастабильной аустенитной матрицей в 7 раз выше, чем у образцов без способности испытывать деформационное фазовое превращение в тех же условиях испытаний на износ.
Целью данной работы является изучение влияния содержания карбида вольфрама в исходной смеси на структуру, фазовое содержание и абразивную износостойкость композиционных покрытий HSS M2 / WC.
2. Материалы, оборудование и экспериментальные методы
Исходными материалами для электронно-лучевой наплавки служили порошковые смеси HSS M2 с добавлением от 5 до 350 мкм мкм порошка WC с содержанием 10, 15, 20, 25, 30, 40 и 50% масс. Химический состав стали М2 был следующим: C – 1%, Cr – 4%, W – 6.5%, Mo – 5%, V – 1,5%, Si <0,5%, Mn <0,55%, Ni <0,4%, S <0,03%, O 2 <0,03%, Fe - остальное. Композиционные смеси готовили путем смешивания вышеуказанных компонентов, прессования и спекания смесей в вакууме при парциальном давлении не выше 10 -2 Па с последующим измельчением и просеиванием кеков по фракциям. Наплавку проводили на плоских образцах 20 × 30 × 200 мм из стали 0,3% С, выполняя четыре прохода на каждую пластину. Длина строки сканирования 20 мм. Толщина плакированного металлического слоя за проход составляла 1 мм.Некоторые образцы были подвергнуты однократному или двойному отпуску, проводимому при 570 ± ° C в течение 1 часа.
Композиционные смеси готовили путем смешивания вышеуказанных компонентов, прессования и спекания смесей в вакууме при парциальном давлении не выше 10 -2 Па с последующим измельчением и просеиванием кеков по фракциям. Наплавку проводили на плоских образцах 20 × 30 × 200 мм из стали 0,3% С, выполняя четыре прохода на каждую пластину. Длина строки сканирования 20 мм. Толщина плакированного металлического слоя за проход составляла 1 мм.Некоторые образцы были подвергнуты однократному или двойному отпуску, проводимому при 570 ± ° C в течение 1 часа.
Машина для электронно-лучевой наплавки в вакууме работала в автоматическом режиме: образцы загружались в ее камеру и закреплялись там в манипуляторах. Эти манипуляторы приводятся в движение в режимах вращения и перемещения от внешней системы электропривода. Из камеры откачивали воздух до остаточного давления 10 -1 Па. Электронный луч, генерируемый электронной пушкой, сканировался по поверхности образца, создавая тем самым расплавленную ванну (рис. 1).Одновременно порошковая смесь подавалась в бассейн с помощью дозатора.
1).Одновременно порошковая смесь подавалась в бассейн с помощью дозатора.
Ускоряющее напряжение, диаметр, длина развертки электронного луча и скорость подачи образца составляли 28 кВ, 1 мм и 20 мм, 2 мм / с, соответственно, и не изменялись во время эксперимента.
Микроструктуру нанесенных покрытий на продольных и поперечных шлифах исследовали с помощью оптического микроскопа (ОМ) Olympus GX 51 , оборудованного анализатором 700 SIAMS, прибором SEM Philips SEM 515 , оборудованным устройством микроанализа EDAX ECON IV , и прибор TEM Tecnai G2 FEI, снабженный устройством для микроанализа.
В работе использовался традиционный метод подготовки микрошлифов – механическое шлифование и полирование алмазными пастами разных марок. Химическое травление проводили в 4% растворе HNO 3 в спирте. Определение количественных характеристик микроструктуры, включая количество, размер, форму и распределение различных фаз, было выполнено с использованием программного пакета SIAMS . Фольги ПЭМ толщиной 150, мкм, мкм были вырезаны из покрытий на электроискровой машине.После механической и электролитической отделки для достижения толщины фольги от 70 до 90 мкм м было выполнено окончательное ионное утонение до толщины 200 нм.
Фольги ПЭМ толщиной 150, мкм, мкм были вырезаны из покрытий на электроискровой машине.После механической и электролитической отделки для достижения толщины фольги от 70 до 90 мкм м было выполнено окончательное ионное утонение до толщины 200 нм.
Фазовый состав образцов как после наплавки, так и после испытаний на абразивный износ был исследован методом XRD с использованием дифрактометра Shimadzu XRD 6000 , работающего в диапазоне 2 ° от 30 до 120 градусов с шагом 0,02 ° и с фильтрованным CoK α -излучением. Интегральные интенсивности дифракционных пиков использовали для количественного фазового анализа.Объемное содержание фазы в многокомпонентной системе определяли по следующему выражению: где “ и обозначают фазы, – угловой коэффициент, – коэффициент кратности, и – структурный фактор фазы и объем ячейки, соответственно.
2.1. Микротвердость и износ
Числа микротвердости () как покрытия, так и подложки были измерены с помощью измерителя микротвердости ПМТ-3 с шагом 100 мкм м между вмятинами и нагрузкой 0.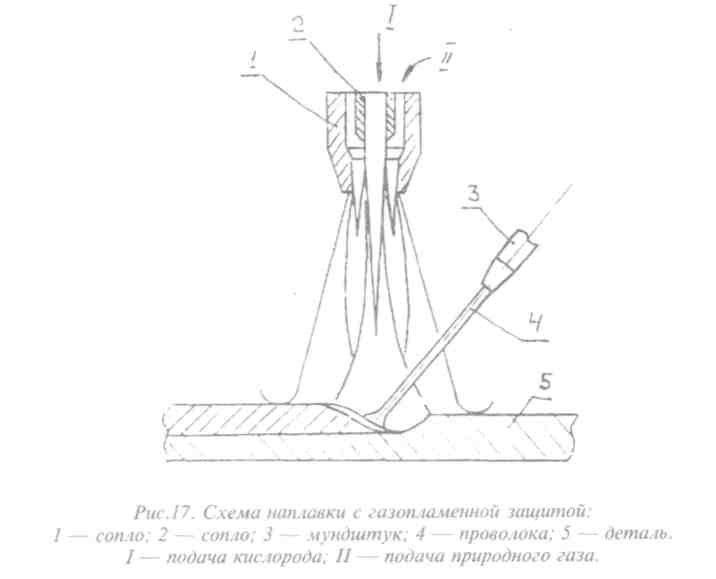 981 Н. Измерения проводились на двух параллельных траекториях отпечатка, смещенных на 50 мкм в глубину м относительно друг друга. Расстояние между дорожками составляло 200 мкм м. Такая процедура позволила получить профили микротвердости по глубине с шагом 50 мкм м в покрытии.
981 Н. Измерения проводились на двух параллельных траекториях отпечатка, смещенных на 50 мкм в глубину м относительно друг друга. Расстояние между дорожками составляло 200 мкм м. Такая процедура позволила получить профили микротвердости по глубине с шагом 50 мкм м в покрытии.
Для определения скорости износа (мг / час) мы использовали метод рыхлых абразивных частиц (рис. 2) и измеряли потери массы ежечасно. Затем по пяти экспериментальным результатам была рассчитана средняя скорость износа.Граненые частицы кварцевого песка с острыми углами и краями и круглые частицы электрокорунда средним размером до 300 мкм мкм использовали в качестве абразивного материала для испытаний на износ при 60 об / мин. Нормальная нагрузка составила 44,1 ± 0,25 Н. Анализ микроструктуры и микротвердости образцов после испытаний на износ проводился на конических сечениях, выполненных под углом 2 ° между верхней поверхностью и плоскостью сечения.
Анализ микроструктуры и микротвердости образцов после испытаний на износ проводился на конических сечениях, выполненных под углом 2 ° между верхней поверхностью и плоскостью сечения.
3. Результаты и обсуждение
Смеси HSS M2 + WC с содержанием WC 10, 15, 20, 25, 30, 40 и 50 мас.%. были приготовлены шаровой мельницей в течение 24 часов. Спекание смесей проводили в вакуумной печи при 1200 ° C в течение 1 часа. При использовании более низких температур частицы не спекаются друг с другом, и не получается качественный композитный спек. При температурах выше 1200 ° C лепешки очень трудно измельчать, а выход порошка слишком низкий. Полученные лепешки измельчали и просеивали до фракций по размеру частиц.Выход пригодного к использованию измельченного композита от 30 до 350 мкм фракции мкм составлял от 85 до 90%. Меньшие фракции частиц были отброшены.
Микроструктура композитной корки, предназначенной для наплавки, показана на рисунке 3. Как видно, изолированные частицы стали M2 окружены либо только островковой фазой (а), либо частицами угловой формы от 1 до 2 мкм мкм в сочетании с островки (б) в зависимости от содержания WC в смеси. Увеличение содержания исходного WC с 10 до 40% мас.приводит к увеличению количества угловатых частиц с 0 до 20–25% об. в торте.
Увеличение содержания исходного WC с 10 до 40% мас.приводит к увеличению количества угловатых частиц с 0 до 20–25% об. в торте.
Согласно данным XRD (рис. 4), два карбида, такие как WC и M 6 C, были обнаружены в спеках в дополнение к фазам матрицы и. Это означает, что частицы исходного порошка взаимодействуют друг с другом в процессе спекания с образованием композита. То, что это правда, подтверждается результатами, опубликованными в другом месте [4]. Авторы [4] показывают, что образование карбида M 6 C начинается после нагрева композитных смесей WC- (Ni-Al) и WC-NiTi до 700 ° C.Принимая во внимание морфологию, можно утверждать, что α -фаза, обнаруженная в спеках, имеет вид игл мартенсита.
Изучая микроструктуру, а также данные XRD, полученные для образцов с наплавкой (рис.4), мы видим, что покрытия состоят из α -мартенсита, остаточного аустенита ( γ -фаза), 0,9 об. % карбидов VC размером 0,65 мкм и мкм M 6 C (Рисунок 5). Этот карбид M 6 C бывает двух морфологических типов.Первый тип I представлен дендритоподобными эвтектическими карбидами 3,8 мкм мкм (рис. 5 (а) и 5 (б)), обнаруженными на границах зерен твердого раствора. Карбиды второго типа II выглядят как мелкие удлиненные частицы внутри зерен (рис. 5 (г)). В таблице 1 приведены данные о химическом составе структур, обнаруженных в точках, показанных на рисунках 5 (c) и 5 (d). Данные таблицы 1 позволяют сделать вывод о существенном снижении содержания ванадия во вторичных карбидах M 6 C по сравнению с эвтектическими карбидами.
Этот карбид M 6 C бывает двух морфологических типов.Первый тип I представлен дендритоподобными эвтектическими карбидами 3,8 мкм мкм (рис. 5 (а) и 5 (б)), обнаруженными на границах зерен твердого раствора. Карбиды второго типа II выглядят как мелкие удлиненные частицы внутри зерен (рис. 5 (г)). В таблице 1 приведены данные о химическом составе структур, обнаруженных в точках, показанных на рисунках 5 (c) и 5 (d). Данные таблицы 1 позволяют сделать вывод о существенном снижении содержания ванадия во вторичных карбидах M 6 C по сравнению с эвтектическими карбидами.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 6
6 При добавлении большего количества карбида вольфрама к исходной смеси количество M 6 карбидов C увеличивается (рис. начиная с WC 30% мас. и выше некоторое количество исходного WC сохраняется в дополнение к показанному выше. (Рисунки 6 (b) и 6 (c)). M 6 Карбид С в покрытиях, полученных из смесей с содержанием WC менее 30% мас. был обнаружен в виде дендритоподобных выделений на границах зерен аустенита, имеющих средний размер.9 мкм м и содержанием ~ 15 об.%. Кроме того, он существует в виде мелких осадков 0,24 мкм мкм внутри аустенитных зерен с общим содержанием ~ 8% об. Установлено, что для электронно-лучевой наплавки композитных покрытий с содержанием до 30% мас. WC может привести к образованию многомодального распределения частиц твердофазного карбида по размерам в покрытии.
начиная с WC 30% мас. и выше некоторое количество исходного WC сохраняется в дополнение к показанному выше. (Рисунки 6 (b) и 6 (c)). M 6 Карбид С в покрытиях, полученных из смесей с содержанием WC менее 30% мас. был обнаружен в виде дендритоподобных выделений на границах зерен аустенита, имеющих средний размер.9 мкм м и содержанием ~ 15 об.%. Кроме того, он существует в виде мелких осадков 0,24 мкм мкм внутри аустенитных зерен с общим содержанием ~ 8% об. Установлено, что для электронно-лучевой наплавки композитных покрытий с содержанием до 30% мас. WC может привести к образованию многомодального распределения частиц твердофазного карбида по размерам в покрытии.
В покрытиях, полученных из исходных порошковых смесей с содержанием 40 мас.% WC, обнаружены крупные ограненные частицы карбида M 6 C.(Рисунок 6 (c)). Эти частицы вырастают еще больше при увеличении содержания WC до 50% мас. (Рисунок 6 (d)). Кроме того, он существует в двух морфологических типах, таких как шаровидные и удлиненные (тромбоциты) частицы. Эти крупные частицы смешанного карбида образуют развитый каркас. Удерживаемые частицы WC окружены осадками M 6 C и встроены в каркас. Связующая фаза обнаружена в виде изолированных частиц. Трудно предположить, что такая каркасная структура армирующей фазы вряд ли послужит повышению износостойкости.Вероятно, крупные карбиды положительно влияют на сопротивление абразивному износу. Износостойкость каркаса из мелких карбидов M 6 C будет определяться фазовым составом матрицы.
Эти крупные частицы смешанного карбида образуют развитый каркас. Удерживаемые частицы WC окружены осадками M 6 C и встроены в каркас. Связующая фаза обнаружена в виде изолированных частиц. Трудно предположить, что такая каркасная структура армирующей фазы вряд ли послужит повышению износостойкости.Вероятно, крупные карбиды положительно влияют на сопротивление абразивному износу. Износостойкость каркаса из мелких карбидов M 6 C будет определяться фазовым составом матрицы.
Зависимость количества аустенита от содержания карбида вольфрама в исходном порошке представляет собой кривую с максимумом в диапазоне от 20 до 25% мас. WC (рис. 7 (а)). Как однократный, так и двукратный отпуск нанесенного покрытия приводит к частичному мартенситному превращению.Установлено, что электронно-лучевая наплавка с напылением как чистого порошка стали М2, так и М2 + WC 40 до 50% мас. смеси дает всего от 3 до 4% об. остаточного аустенита. Однако, если мы использовали M2 + WC от 20 до 30% мас. смесей композиционные покрытия содержали от 30 до 40% об. остаточного аустенита даже после проведения двойного отпуска.
Следует отметить, что покрытия, сделанные с использованием M2 + WC от 0 до 30% мас. не обнаружил растрескивания сети на их поверхности.
Восходящая часть кривой на Рисунке 7 (а) показывает количество остаточного аустенита, увеличивающееся до 82% об.с добавлением 20-25% WC мас. к исходной порошковой смеси. Такой эффект обеспечивается лучшей растворимостью WC и, следовательно, большим эффектом легирования твердого раствора γ как углеродом, так и карбидообразующими элементами.
Согласно данным EDAX, растворимость вольфрама в матрице покрытия возрастает с 3,5 до 11% мас. с содержанием WC в исходной смеси. Это включает снижение температуры начала мартенситного превращения и увеличение количества метастабильного остаточного аустенита после охлаждения (закалки).Из [5, 6] следует, что, увеличивая температуру закалки для HSS M2, мы одновременно увеличиваем содержание как углерода, так и легирующих элементов, что снижает точку мартенситного превращения. В нашей ситуации мы фактически имеем дело с закалкой из микропулка с жидкостью, что дополнительно сокращает интервал температур мартенситного превращения. Более высокое содержание остаточного аустенита обеспечивает минимальную твердость M2 + 20% мас. Композитные покрытия WC находятся на уровне 6 ГПа (рис. 7 (б), кривая 1).
В нашей ситуации мы фактически имеем дело с закалкой из микропулка с жидкостью, что дополнительно сокращает интервал температур мартенситного превращения. Более высокое содержание остаточного аустенита обеспечивает минимальную твердость M2 + 20% мас. Композитные покрытия WC находятся на уровне 6 ГПа (рис. 7 (б), кривая 1).
Как видно из нисходящей части кривой на рисунке 7 (a), количество остаточного аустенита уменьшается, когда содержание WC в исходной смеси увеличивается с 30 до 50% масс. Обоснованием этого является неполное растворение как частиц M 6 C, так и частиц WC, которые затем служат либо зародышами кристаллизации, либо подложками для эпитаксиального роста смешанного карбида из аустенита. Одновременно этот же эффект снижает перегрев ванны расплава, а, следовательно, и растворимость в ней карбидов.Кроме того, пониженное содержание фазы связующего в покрытии способствует релаксации напряжения, создаваемого разностью фазовых объемов фаз α и γ . Также это служит для более полного преобразования. Обсуждаемое здесь аномальное поведение аустенита в покрытиях должно влиять на их износостойкость.
Также это служит для более полного преобразования. Обсуждаемое здесь аномальное поведение аустенита в покрытиях должно влиять на их износостойкость.
3.1. Абразивный износ
Скорость износа частицами кварца быстро снижается для твердых покрытий, содержащих до 20% мас. WC, тогда как некоторый рост наблюдается для 25–30% мас.Покрытия для унитазов. Однако скорость износа продолжает падать с увеличением содержания WC (рис. 8 (а)). Максимум локальной скорости износа (рис. 8 (а)) может найти свое объяснение в структурных изменениях, происходящих в покрытии при нанесении 20% мас. Смеси WC порошковые. В этом случае начинает формироваться карбидная каркасная структура с участием исходных частиц WC. Также этому эффекту может способствовать использование граненой формы абразивных частиц кварца. При использовании электрокорунда скорость износа снижается с увеличением содержания WC.Особенно это касается покрытий, нанесенных от 20% мас. Смеси порошков WC (рис. 8 (б)). Другой аспект заключается в том, что использование более твердых абразивных частиц обеспечивает более высокую скорость износа в ~ 20 раз по сравнению с кварцевым песком.
Принимая во внимание микроструктуру на рисунках 5 и 6, объемное содержание аустенита на рисунке 7 (a), твердость (рисунок 7 (b)) и зависимости скорости износа на рисунке 8 в зависимости от содержания WC в исходной порошковой смеси , можно сказать, что износостойкость улучшается за счет большего количества аустенита в образцах, наплавленных для получения многомодального (, и) распределения по размерам упрочняющихся карбидных фаз.Такое распределение служит для получения более тонких слоев межкарбидной связки и, таким образом, для уменьшения их избирательного износа и предотвращения отслаивания карбидов.
Кроме того, поскольку метастабильный аустенит способен к частичному мартенситному превращению, вызванному деформацией, это обеспечивает дополнительный эффект снятия напряжений во время износа. По данным РФА, количество β-фазы в покрытии M2 + 20% WC увеличилось на 40% об. после испытания на абразивный износ. Это мартенситное превращение в сочетании с субструктурным деформационным упрочнением приводит к увеличению твердости с 6 до 10 ГПа в подповерхностном слое покрытий на глубине 40 мкм на глубине м ниже изношенной поверхности (рис. 7 (b)).
7 (b)).
Еще одним структурным фактором, важным для повышения износостойкости композиционного покрытия с метастабильной аустенитной матрицей, является его более высокая способность удерживать хрупкие карбидные фазы по сравнению с мартенситом и, таким образом, предотвращать их растрескивание как при микрошрезании, так и при усталостном износе. Это справедливо как для первичных дендритных карбидов, обнаруженных на границах зерен, так и для вторичных равноосных внутризеренных мелких карбидов [4]. Ни однократный, ни двукратный отпуск покрытий не могут изменить зависимость скорости изнашивания от содержания карбида вольфрама, хотя абсолютные значения несколько увеличиваются по сравнению с таковыми после наплавки (рисунки 8 (б), 8 (в) и 8 (г)). )).Такое поведение может быть связано с тем, что отпуск частично превращает аустенит в мартенсит и, следовательно, снижает влияние аустенита на снятие напряжений при превращении. С этой точки зрения отпуск не является термической обработкой, желательной после наплавки.
Степень износа М2 + 40% мас. Покрытие WC сильно зависит от термической обработки. Микроструктура этого покрытия показывает карбидный каркас, состоящий из карбидов M 6 C и WC (рис. 6 (c)). Связующее только что нанесенное покрытие содержит около 50% об.аустенита (рис. 7 (а)), что положительно влияет как на снятие напряжений, так и на предотвращение скалывания частиц карбида.
Так как отпуск приводит к частичному превращению, он снижает как сопротивление выкрашиванию, так и способность удерживать карбид. Наконец, степень износа М2 + 40% мас. Покрытия из WC увеличиваются на 40% за счет износа частицами электрокорунда.
Формирование карбидного каркаса наблюдается в M2 + 50% масс. покрытие (рисунок 6 (г)). Однако эти частицы карбида M 6 C являются более крупными по сравнению с частицами, обнаруженными в M2 + 40% масс.Покрытие WC (рис. 6 (c)). Связующая фаза находится в виде изолированных частиц и, следовательно, не оказывает большого влияния на износостойкость этого покрытия. Сравнивая износостойкость наплавленных и термообработанных покрытий, следует отметить, что в последнем случае скорость изнашивания увеличилась на ~ 20%. Мы предполагаем, что отслаивание крупных частиц карбидов нелегко, а карбидный каркас устойчив по отношению к чистому абразивному износу. Однако ударная нагрузка от абразивных частиц увеличит скорость износа как карбидного каркаса, так и более хрупкой матрицы.Также в наплавленном M2 + 50% мас. Образуется сетка карбидных трещин. Покрытия WC, которые улучшат процесс.
Сравнивая износостойкость наплавленных и термообработанных покрытий, следует отметить, что в последнем случае скорость изнашивания увеличилась на ~ 20%. Мы предполагаем, что отслаивание крупных частиц карбидов нелегко, а карбидный каркас устойчив по отношению к чистому абразивному износу. Однако ударная нагрузка от абразивных частиц увеличит скорость износа как карбидного каркаса, так и более хрупкой матрицы.Также в наплавленном M2 + 50% мас. Образуется сетка карбидных трещин. Покрытия WC, которые улучшат процесс.
Отсюда следует, что высокая износостойкость показанных ранее композиционных покрытий обусловлена высоким содержанием остаточного аустенита. Такой вывод подтверждается многочисленными данными, содержащимися в литературных источниках [2, 4, 7, 8]. Еще одним фактором, способствующим износостойкости, является многомодальное распределение частиц карбида по размерам. Помимо остаточного аустенита, существуют другие важные факторы, определяющие износостойкость HSS, такие как происхождение, количество, характер распределения и размер карбидов [8–10]. Известно [11], что более высокая износостойкость литой HSS по сравнению с деформируемой HSS объясняется наличием твердого эвтектического карбидного каркаса, образованного по границам γ -твердого раствора. Было обнаружено, что карбидный каркас более эффективен для лучшей износостойкости по сравнению с изолированными крупными частицами карбида в условиях как абразивного, так и окислительного износа.
Известно [11], что более высокая износостойкость литой HSS по сравнению с деформируемой HSS объясняется наличием твердого эвтектического карбидного каркаса, образованного по границам γ -твердого раствора. Было обнаружено, что карбидный каркас более эффективен для лучшей износостойкости по сравнению с изолированными крупными частицами карбида в условиях как абразивного, так и окислительного износа.
Для предотвращения износа относительно мягких зерен матрицы одним из возможных решений является усиление их мелкими карбидами.Поиск литературы по твердому металлу WC-Co [12–14] показывает, что при последовательном уменьшении размера карбидной фазы от микро- до субмикро-, а затем до наноразмеров, чтобы содержание Co оставалось постоянным, мы уменьшаем слой межкарбидной связки и одновременно увеличиваем твердость. Износостойкость увеличивается как при абразивном износе, так и при испытаниях на износ при скольжении за счет получения более мелких зерен карбида и более тонких слоев межкарбидной связки, которые служат для ограничения избирательного износа связки и дальнейшего отслаивания карбидных частиц [12, 13].
Таким образом, покрытие M2 + 20% WC является наиболее предпочтительным для наплавки шейки шестерни-вала, поскольку оно показывает хорошие уровни износостойкости, твердости, отсутствия трещин на поверхности, структурной однородности покрытия и большого количества остаточного аустенита, который образует один из основных факторов снижения циклических внешних напряжений.
4. Выводы
(1) Установлено, что частицы WC взаимодействуют с частицами HSS M2 в порошковой смеси во время спекания порошковых корок и, таким образом, образуют карбид M 6 C.Содержание WC в исходной порошковой смеси увеличилось с 10 до 40% мас. соответствует содержанию WC от 20 до 25% об. в торте. (2) Как показано, добавление от 20 до 25% мас. WC в наплавочной смеси приводит к более высокому содержанию карбида M 6 C в виде эвтектических 5,9 мкм мкм и мелких карбидов 0,25 мкм мкм внутри зерен (мультимодальное распределение по размерам) в дополнение к VC 0,65 мкм мкм карбидов и больше аустенита – 88% об. (3) Увеличение содержания WC в исходной порошковой смеси способствует снижению скорости абразивного износа независимо от типа абразивных частиц, используемых в испытании (Рисунок 8).Наиболее интенсивный рост износостойкости наблюдается при содержании WC 20 мас.%. покрытия. Это связано как с механическим снятием напряжения за счет мартенситного превращения, вызванным деформацией, во время испытания на износ, так и с эффектом многомодального распределения карбидов по размерам.
(3) Увеличение содержания WC в исходной порошковой смеси способствует снижению скорости абразивного износа независимо от типа абразивных частиц, используемых в испытании (Рисунок 8).Наиболее интенсивный рост износостойкости наблюдается при содержании WC 20 мас.%. покрытия. Это связано как с механическим снятием напряжения за счет мартенситного превращения, вызванным деформацией, во время испытания на износ, так и с эффектом многомодального распределения карбидов по размерам.
Благодарность
Работа выполнена при финансовой поддержке Государственного задания НИР ТПУ №2. 8.3664.2011.
Кинетика разложения остаточного аустенита при термообработке сормита № 1
КИНЕТ ИКС РАСПАДА ИОНА RES IDUAL
АУСТЕНИТ ПРИ ТЕПЛООБРАБОТКЕ
СОРМИТ №.л
Б.М. Фиште в УДК 669.018.25: 620.186
Обычно считается, что сормит № 1 не подлежит термообработке. Однако в [1] было обнаружено, что при многократном нагреве наплавочный металл претерпевает фазовые превращения в ионы за счет перехода системы в более устойчивые термодинамические состояния. Происходящие при этом структурные изменения и их влияние на свойства твердосплавного инструмента изучены очень мало. Также отсутствует количественная связь, связывающая структуру твердых металлов с температурой и временем нагрева.Таким образом, настоящая работа представляет собой исследование влияния температуры и времени выдержки при повторном нагреве на кинетику разложения иона пересыщенного твердого раствора.
Происходящие при этом структурные изменения и их влияние на свойства твердосплавного инструмента изучены очень мало. Также отсутствует количественная связь, связывающая структуру твердых металлов с температурой и временем нагрева.Таким образом, настоящая работа представляет собой исследование влияния температуры и времени выдержки при повторном нагреве на кинетику разложения иона пересыщенного твердого раствора.
Исследования проводились на образцах из стали Ст. 3, наплавленной (током высокой частоты) порошковой сормтой № 1 следующего состава: 3,17% С, 3,20% Ст, 0,74% Mn, 28,7% Cr, 3,4 % Ni, 0,04,1% S, 0,036% P. Он был оплавлен при температуре 1280-1300 ° C и затем охлажден на воздухе. Толщина облицовки составляла 2 ползуна.
Исследование фазового состава облицовки показало, что поверхностный слой в исходном состоянии состоит из карбидов MTC 3 и M3C 2 и фаз a- и / -, количество / -фазы в твердый раствор в количестве 72-76%.
Наплавленные образцы нагревали в муфельной печи или соляной ванне при 200-1200 ° С (интервалы 100 ° С). Им было проведено 10, 30 и 60 дождей при каждой температуре.
Им было проведено 10, 30 и 60 дождей при каждой температуре.
дождь% t0
; 0 ~, 1 ~ iO .x-, 0 ~ 6
t
дюйм
г 100200300 4005aOGOOTOgOOMOOIOOg1200 ~ O 2 Температура
с c.10 ~ ‘/ em Остаточная кривизна
Рис. 1 Рис. 2
Рис. 1. Схема преобразования остаточного аустенита заэвтекционной зоны облицовки сормита № 1 при повторном нагреве.
Рис. 2. Изменение остаточной кривизны образцов в зависимости от температуры отпуска. 1) После наплавки; 2) отпуск 1 час при 500 ~ 3) отпуск 1 час при 600 ~ 4) отпуск 1 час 700 ~ 5) отпуск 2 часа при 700 ~
Научно-исследовательский институт машиностроительной техники. ПЕРЕВОД ИЗ МЕТАЛЛОВЕДЕНИЯ Т Термическая обработка металлов, No.12, pp. 53-54, December 1967.
923
Для предотвращения любой возможности дополнительного разложения твердого раствора после нагревания и вымачивания образцы охлаждали в воде; для сравнения некоторые образцы охлаждались на воздухе. Всего было исследовано около 250 образцов, вырезанных из нескольких крупных пластин, покрытых сормитом № 1. Степень разложения аустенита в образцах определялась количественным рентгеноструктурным анализом по специально разработанной методике.
Степень разложения аустенита в образцах определялась количественным рентгеноструктурным анализом по специально разработанной методике.
По полученным данным построена диаграмма заэвтектической зоны (рис. 1). На диаграмме жирные линии соответствуют экспериментальным данным, а тонкие линии построены в точках, найденных экстраполяцией экспериментальных данных. Результаты исследования указывают на наличие определенной закономерности в кинетике разложения пересыщенного твердого раствора наплавочного металла и позволяют рекомендовать диаграмму для практического использования.
Аустенитная поверхность, покрытая сормитом № 1, имеет самую низкую стабильность при 250–350 ° С и 550–900 ° С. Существование двух областей низкой стабильности связано с бейнитным и перлитным трансформатионным ионами. Температурный диапазон перлитного трансформат-иона заметно расширяется с увеличением времени выдержки при заданной температуре.
При быстром индукционном нагреве полностью подавляется бейнитный трансформатионный ион. При повышении температуры нагрева до 900 ° С и выше начинается обратный процесс: выделившиеся карбиды хрома начинают растворяться в аустените, что приводит к увеличению его легирования и общего количества твердого раствора в облицовке.Если охлаждение после повторного нагрева происходит на воздухе, количество остаточного аустенита несколько уменьшается.
При повышении температуры нагрева до 900 ° С и выше начинается обратный процесс: выделившиеся карбиды хрома начинают растворяться в аустените, что приводит к увеличению его легирования и общего количества твердого раствора в облицовке.Если охлаждение после повторного нагрева происходит на воздухе, количество остаточного аустенита несколько уменьшается.
В электронном микроскопе продукты распада иона аустенита при температуре его наинизшей стабильности оказываются мелкими округлыми зернами и пластинками карбида хрома в матрице твердого раствора (феррита). то есть, темперамент.
Происходящие ионы фазовых превращений влияют на свойства твердого сплава – при заданных температурах отпуска твердость наплавленного металла увеличивается на HV 90-120.
Изменение некоторых физических характеристик облицовочного металла при разложении твердого раствора (образование структуры с меньшим коэффициентом расширения и большим удельным объемом) приводит к уменьшению коробления. инструмента с твердым покрытием. На рис. 2 показано соотношение между остаточной кривизной C (обратным радиусом провисания) образцов I I0 x 25 x 4 мм, покрытых слоем глины толщиной 1 мм.
На рис. 2 показано соотношение между остаточной кривизной C (обратным радиусом провисания) образцов I I0 x 25 x 4 мм, покрытых слоем глины толщиной 1 мм.
Из экспериментальных данных видно, что остаточная деформация инструментов с твердосплавной наплавкой может быть уменьшена соответствующей термической обработкой или изменением условий охлаждения после наплавки.При настройке условий термической обработки следует руководствоваться диаграммой разложения остаточного аустенита при повторном нагреве (см. Рис. 1).
1.
Л ИТЕРАТУРНАЯ СТРУКТУРА
В. Н. Ткаев, Б. М. Фиштейн, Автоматическая сварка, № 11 (1964).
924
Съедобные насекомые как источник пищи: обзор | Производство, переработка и питание пищевых продуктов
Адамолекун Б. (1993). Энтомофагия венатной анафии и сезонный атаксический синдром на юго-западе Нигерии. Ланцет, 341 (8845), 629.
CAS PubMed Статья Google ученый
Адамолекун, Б. , и Ибикунле, Ф. Р. (1994). Расследование эпидемии сезонной атаксии в Икаре, западная Нигерия. Acta Neurologica Scandinavica, 90 (5), 309–311.
, и Ибикунле, Ф. Р. (1994). Расследование эпидемии сезонной атаксии в Икаре, западная Нигерия. Acta Neurologica Scandinavica, 90 (5), 309–311.
CAS PubMed Статья Google ученый
Arrese, E. L., & Soulages, J.Л. (2010). Жировое тело насекомых: энергия, метаболизм и регуляция. Ежегодный обзор энтомологии . https://doi.org/10.1146/annurev-ento-112408-085356.
CAS PubMed PubMed Central Статья Google ученый
Аткинсон, П. В., Браун, В. В., и Гилби, А. Р. (1973). Фенольные соединения кутикулы насекомых – идентификация некоторых липидных антиоксидантов. Биохимия насекомых, 3 (11), 309–315. https: // doi.орг / 10.1016 / 0020-1790 (73)
-0.
CAS Статья Google ученый
Awoniyi, T. A. M., Adetuyi, F. C., & Akinyosoye, F. A. (2004). Микробиологическое исследование шрота личинки, хранимого для использования в качестве компонента корма для скота. Журнал продовольствия, сельского хозяйства и окружающей среды, 2 (3–4), 104–106.
Журнал продовольствия, сельского хозяйства и окружающей среды, 2 (3–4), 104–106.
Google ученый
Баскес Дж. (2000). Индейцы, торговцы и рынки: переосмысление Repartimiento и испанско-индийских экономических отношений в колониальной Оахаке, 1750–1821 гг. .Калифорния: Издательство Стэнфордского университета.
Беллуко, С., Лосассо, К., Маджолетти, М., Алонзи, К., Риччи, А., и Паолетти, М. Г. (2015). Съедобные насекомые: решение проблемы продовольственной безопасности или проблема безопасности пищевых продуктов? Animal Frontiers, 5 (2), 25–30.
Google ученый
Беллуко, С., Лосассо, К., Маджолетти, М., Алонзи, К. К., Паолетти, М. Г., и Риччи, А. (2013). Съедобные насекомые с точки зрения безопасности пищевых продуктов и питания: критический обзор. Всесторонние обзоры по пищевой науке и безопасности пищевых продуктов, 12 (3), 296–313. https://doi.org/10.1111/1541-4337.12014.
https://doi.org/10.1111/1541-4337.12014.
CAS Статья Google ученый
Блондо, Н., Липски, Р. Х., Буруру, М., Дункан, М. В., Горелик, П. Б., и Марини, А. М. (2015). Альфа-линоленовая кислота: жирная кислота омега-3 с нейропротекторными свойствами, готовая к применению в клинике инсульта? BioMed Research International, 2015 , 519830.
PubMed PubMed Central Статья CAS Google ученый
Бувье, Г. (1945). Quelques вопросы d’entomologie vétérinaire et lutte contre some arthropodes en Afrique tropicale. Acta Tropica, 2 , 42–59.
CAS PubMed Google ученый
Буккенс, С. Г., и Паолетти, М. Г. (2005). Насекомые в рационе человека: аспекты питания.Экологические последствия мини-животноводства; роль грызунов, лягушек, улиток и насекомых в устойчивом развитии (стр. 545–577).
545–577).
Google ученый
Буккенс, С. Г. Ф. (1997). Пищевая ценность съедобных насекомых. Экология пищевых продуктов и питания, 36 (2–4), 287–319. https://doi.org/10.1080/03670244.1997.99
.
Артикул Google ученый
Серритос, Р.(2009). Насекомые как пища: экологический, социальный и экономический подход. Обзоры CAB: Перспективы сельского хозяйства, ветеринарии, питания и природных ресурсов, 4 (027), 1–10.
Артикул Google ученый
Chamnan, C., Skau, J., Roos, N., Dijkhuizen, M. A., Berger, J., Friis, H., et al. (2013). Состав тела в зависимости от статуса микронутриентов у камбоджийских младенцев: проект Winfood. Тропическая медицина и международное здравоохранение, 18 , 87.
Google ученый
Chen, P., Wongsiri, S. , Jamyanya, T., Rinderer, T., Vongsamanode, S., Matsuka, M., et al. (1998). Медоносные пчелы и другие съедобные насекомые используются в пищу человеком в Таиланде. Американский энтомолог, 44 (1), 24–29.
, Jamyanya, T., Rinderer, T., Vongsamanode, S., Matsuka, M., et al. (1998). Медоносные пчелы и другие съедобные насекомые используются в пищу человеком в Таиланде. Американский энтомолог, 44 (1), 24–29.
Артикул Google ученый
Черри Р. (1991). Использование насекомых аборигенами Австралии. Американский энтомолог, 37 (1), 8–13.
Артикул Google ученый
Чу, Дж. (2008). Потенциальные экологические последствия человеческой энтомофагии группами жизнеобеспечения Неотропов. Обзоры наземных членистоногих, 1 (1), 81–93.
Артикул Google ученый
Cickova, H., Newton, G.L., Lacy, R.C., & Kozanek, M. (2015). Использование личинок мух для обработки органических отходов. Управление отходами, 35 , 68–80. https://doi.org/10.1016/j.wasman.2014.09.026.
CAS Статья PubMed Google ученый
ДеФолиар, Г. Р. (1997). Обзор роли съедобных насекомых в сохранении биоразнообразия. Экология пищевых продуктов и питания, 36 (2–4), 109–132. https://doi.org/10.1080/03670244.1997.99
Р. (1997). Обзор роли съедобных насекомых в сохранении биоразнообразия. Экология пищевых продуктов и питания, 36 (2–4), 109–132. https://doi.org/10.1080/03670244.1997.99
Артикул Google ученый
Дирзо, Р., Янг, Х. С., Галетти, М., Себальос, Г., Исаак, Н. Дж. Б., и Коллен, Б. (2014). Дефауна в антропоцене. Science, 345 (6195), 401–406. https://doi.org/10.1126/science.1251817.
CAS Статья PubMed PubMed Central Google ученый
EFSA, S. C. (2015). Профиль риска, связанный с производством и потреблением насекомых в пищу и корм. EFSA Journal, 13 (10), 4257.
Статья CAS Google ученый
Эльмадфа, И., & Корнштайнер, М. (2009). Потребности взрослых в жирах и жирных кислотах. Анналы питания и метаболизма, 55 (1–3), 56.
CAS Статья Google ученый
Эрнст В. Х. О. и Секвела М. Б. М. (1987). Химический состав лерпсов мопане псиллиды Arytaina-Mopane (Homoptera, Psyllidae). Insect Biochemistry, 17 (6), 905. https://doi.org/10.1016/0020-1790(87)
Х. О. и Секвела М. Б. М. (1987). Химический состав лерпсов мопане псиллиды Arytaina-Mopane (Homoptera, Psyllidae). Insect Biochemistry, 17 (6), 905. https://doi.org/10.1016/0020-1790(87)
CAS Статья Google ученый
Файнберг, А.Р., Файнберг, С. М., и Бенаим-Пинто, К. (1956). Астма и ринит от аллергенов насекомых: I. Клиническое значение. Журнал аллергии, 27 (5), 437–444.
PubMed Статья Google ученый
Фэн, Ю., и Чен, X. (2009). Обзоры исследований и использования продуктов для ухода за насекомыми. Журнал Шаньдунского сельскохозяйственного университета (естественные науки), 40 (4), 676–680.
Google ученый
Фенг, Ю., Чен, X., Ван, С., Е, С., и Чен, Ю. (2000). Общие съедобные насекомые Hemiptera и их питательные вещества Лесные исследования. Лесные исследования, 13 (6), 608–612. https://doi.org/10.3321/j.issn:1001-1498.2000.06.006.
https://doi.org/10.3321/j.issn:1001-1498.2000.06.006.
Артикул Google ученый
Фэн, Ю., Чен, X., и Чжао, М. (2016). Съедобные насекомые Китая . Пекин: Science Press.
Google ученый
Фенг, Ю., Чен, Х.М., Чжао, М., Хе, З., Сунь, Л., Ван, С.Й. и др. (2018). Съедобные насекомые в Китае: использование и перспективы. Наука о насекомых, 25 (2), 184–198. https://doi.org/10.1111/1744-7917.12449.
Артикул PubMed Google ученый
Финке, М. Д. (2005). Питательный состав пчелиного расплода и его потенциал в качестве пищи для человека. Экология пищевых продуктов и питания, 44 (4), 257–270.
Артикул Google ученый
Финке, М.Д. (2013). Полный состав питательных веществ четырех видов кормовых насекомых. Биология зоопарка, 32 (1), 27–36.
CAS PubMed Статья Google ученый
Гайяр Г. Э. (1950). Тля – насекомое-аллерген. Журнал аллергии и клинической иммунологии, 21 (5), 386–399.
CAS Google ученый
Гастон, К. Дж., И Чоун, С.Л. (1999). Высота и климатическая переносимость: испытание на навозных жуках. Ойкос, 86 (3), 584–590.
Артикул Google ученый
Gerland, P., Raftery, A. E., Sevcikova, H., Li, N., Gu, D. A., Spoorenberg, T., et al. (2014). Стабилизация мирового населения маловероятна в этом веке. Science, 346 (6206), 234–237. https://doi.org/10.1126/science.1257469.
CAS Статья PubMed PubMed Central Google ученый
Годфрей, Х.К., Беддингтон, Дж. Р., Крут, И. Р., Хаддад, Л., Лоуренс, Д., Мьюир, Дж. Ф. и др. (2010). Продовольственная безопасность: задача прокормить 9 миллиардов человек. Science, 327 (5967), 812–818. https://doi.org/10.1126/science.1185383.
CAS Статья PubMed PubMed Central Google ученый
Халлоран, А., Роос, Н., Эйленберг, Дж., Черутти, А., и Бруун, С. (2016). Оценка жизненного цикла съедобных насекомых для пищевого белка: обзор. Агрономия в интересах устойчивого развития, 36 (4). https://doi.org/10.1007/s13593-016-0392-8.
Хэллоран, А., Роос, Н., и Ханбунсонг, Ю. (2017). Крикетное разведение как стратегия жизнеобеспечения в Таиланде. Географический журнал, 183 (1), 112–124. https://doi.org/10.1111/geoj.12184.
Артикул Google ученый
Хартманн, К., Руби, М. Б., Шмидт, П., и Зигрист, М. (2018).Смелые, заботящиеся о своем здоровье и экологически чистые: положительные впечатления потребителей пищевых продуктов из насекомых. Качество еды и предпочтения, 68 , 64–71. https://doi.org/10.1016/j.foodqual.2018.02.001.
Качество еды и предпочтения, 68 , 64–71. https://doi.org/10.1016/j.foodqual.2018.02.001.
Артикул Google ученый
Ху, М. Б., Ю, З. Дж., Ван, Дж. Л., Фан, В. X., Лю, Ю. Дж., Ли, Дж. Х. и др. (2017). Традиционное использование, происхождение, химия и фармакология Bombyx batryticatus: обзор. Molecules, 22 (10).https://doi.org/10.3390/molecules22101779.
PubMed Central Статья CAS Google ученый
Hwangbo, J., Hong, E., Jang, A., Kang, H., Oh, J., Kim, B., et al. (2009). Использование личинок домашней мухи, кормовой добавки при выращивании цыплят-бройлеров. Журнал экологической биологии, 30 (4), 609–614.
Иллгнер, П., и Нел, Э. (2000). География съедобных насекомых в Африке к югу от Сахары: исследование гусеницы мопане. Географический журнал, 166 (4), 336–351.
Артикул Google ученый
Икбал Б. и Хан Н. А. (2019). Гепатопротекторный и антигепатитный эффект препарата нефармакопейного соединения на гепатотоксичность, вызванную CCl 4, у крыс-альбиносов. Индийский журнал традиционных знаний, 18 (1), 47–51.
и Хан Н. А. (2019). Гепатопротекторный и антигепатитный эффект препарата нефармакопейного соединения на гепатотоксичность, вызванную CCl 4, у крыс-альбиносов. Индийский журнал традиционных знаний, 18 (1), 47–51.
Google ученый
Янзен, Д.Х. и Шонер Т. У. (1968). Различия в численности и разнообразии насекомых между более влажными и более засушливыми участками во время тропического засушливого сезона. Экология, 49 (1), 96.
Статья Google ученый
Jongema, Y. (2017). Всемирный список зарегистрированных съедобных насекомых . Нидерланды: Департамент энтомологии, Вагенингенский университет и исследования.
Google ученый
Юзефяк, Д., Józefiak, A., Kieronczyk, B., Rawski, M., Swiatkiewicz, S., Dlugosz, J., et al. (2016). Насекомые – естественный источник питательных веществ для птицы – обзор. Анналы зоотехники, 16 (2), 297–313. https://doi.org/10.1515/aoas-2016-0010.
Анналы зоотехники, 16 (2), 297–313. https://doi.org/10.1515/aoas-2016-0010.
CAS Статья Google ученый
Келлерт С. Р. (1993). Ценности и представления о беспозвоночных. Биология сохранения, 7 (4), 845–855.
Артикул Google ученый
Кландер, Х.К., Волкерс-Роойаккерс, Дж., Корпела, Дж. М., и Ноут, М. Дж. Р. (2012). Микробиологические аспекты обработки и хранения съедобных насекомых. Food Control, 26 (2), 628–631.
Артикул Google ученый
Коуржимска, Л., и Адамкова, А. (2016). Питательные и сенсорные качества съедобных насекомых. Журнал NFS, 4 , 22–26.
Артикул Google ученый
Кришнан, Р., Шерин, Л., Мутусвами, М., Балагопал, Р., и Джаянти, К. (2011). Отходы Сери как заменитель корма для выращивания бройлеров. Sericologia, 51 (3), 369–383.
Sericologia, 51 (3), 369–383.
Google ученый
Кульма, М., Плахи, В., Коуржимска, Л., Врабец, В., Бубова, Т., Адамкова, А., и Хучко, Б. (2016). Пищевая ценность трех видов Blattodea, используемых в качестве корма для животных. Журнал наук о животных и кормах, 25 (4), 354–360.
Артикул Google ученый
Лин Х., Ву, Ф., Ли, С., Лю, З., и Ван, В. (2005). Достижения в области выращивания и комплексного использования Clanos bilineata . Journal of Economic Animal, 9 (3), 177–180.
Лю М. и Вэй Г. (2002). Обзор функциональных факторов в объектах и перспективах использования функционального питания. Пищевая наука и технологии, 27 , 21–25.
Google ученый
Лю Ю.-S., Wang, F.-B., Cui, J.-X., & Zhang, L. (2010). Текущее состояние и достижения в области изучения и использования Tenebrio molitor . Журнал экологической энтомологии, 32 (106–14).
Журнал экологической энтомологии, 32 (106–14).
Mack, I., Hector, A., Ballbach, M., Kohlhäufl, J., Fuchs, K.J., Weber, A., et al. (2015). Роль хитина, хитиназ и хитиназоподобных белков в заболеваниях легких у детей. Молекулярная и клеточная педиатрия, 2 (1), 3.
PubMed PubMed Central Статья Google ученый
Мариод, А.А., Абдель-Вахаб, С. И., и Айн, Н. М. (2011). Примерный аминокислотный, жирнокислотный и минеральный состав двух суданских съедобных насекомых-пентатомид. Международный журнал науки о тропических насекомых, 31 (3), 145–153.
Артикул Google ученый
Мейер-Рохов В. (2005). Традиционные пищевые насекомые и пауки в нескольких этнических группах Северо-Восточной Индии, Папуа-Новой Гвинеи, Австралии и Новой Зеландии. В Экологические последствия мини-животноводства: грызуны, лягушки, улитки и насекомые для устойчивого развития (стр. 385–409).
385–409).
Google ученый
Моралес-Рамос, Дж. А. и Рохас, М. Г. (2015). Влияние плотности личинок на эффективность использования пищи Tenebrio molitor (Coleoptera: Tenebrionidae). Журнал экономической энтомологии, 108 (5), 2259–2267. https://doi.org/10.1093/jee/tov208.
CAS Статья PubMed Google ученый
Мунтхали, С. М., & Mughogho, D. E. C. (1992). Экономические стимулы к сохранению – пчеловодство и использование гусениц сатурниид сельскими сообществами. Биоразнообразие и сохранение, 1 (3), 143–154. https://doi.org/10.1007/Bf00695912.
Артикул Google ученый
Мустафа, Н. Э. М., Мариод, А. А., & Маттаус, Б. (2008). Антибактериальная активность масла Aspongopus Viduatus (дынный клоп). Журнал безопасности пищевых продуктов, 28 (4), 577–586.https://doi.org/10.1111/j. 1745-4565.2008.00132.x.
1745-4565.2008.00132.x.
CAS Статья Google ученый
Neuenschwander, P., Sinsin, B., & Goergen, G. (2011). Protection de la Nature en Afrique de l’Ouest: Une Liste Rouge pour le Bénin Сохранение природы в Западной Африке: Красный список Бенина . Ибадан: ИИТА.
Google ученый
Ньютон, Л., Шеппард, К., Уотсон, Д. У., Бертл, Г., и Дав, Р. (2005). Использование черной мухи-солдата Hermetia illucens в качестве дополнительного инструмента для обработки свиного навоза (стр. 17). Роли: Центр управления отходами животноводства и птицеводства, Университет штата Северная Каролина.
Google ученый
Нгуен, Х. К., Лян, С. Х., Чен, С. С., Су, К. Х., Лин, Дж. Х. и Чиен, К. С. (2018). Ферментативное производство биодизеля из жира насекомых с использованием метилацетата в качестве акцептора ацила: оптимизация с использованием методологии поверхности отклика. Преобразование энергии и управление , 168–175. https://doi.org/10.1016/j.enconman.2017.12.068.
CAS Статья Google ученый
Нгуен, Т. Т., Томберлин, Дж. К., и Ванлаерховен, С. (2015). Способность личинок мух-солдатиков (Diptera: Stratiomyidae) перерабатывать пищевые отходы. Экологическая энтомология, 44 (2), 406–410. https://doi.org/10.1093/ee/nvv002.
CAS Статья PubMed Google ученый
Новак, В., Персейн Д., Риттеншобер Д. и Шаррондьер У. Р. (2016). Обзор данных о составе пищевых продуктов для съедобных насекомых. Пищевая химия, 193 , 39–46. https://doi.org/10.1016/j.foodchem.2014.10.114.
CAS Статья PubMed Google ученый
О’Ди К. (1991). Традиционный рацион и пищевые предпочтения австралийских аборигенов-охотников-собирателей. Философские труды Лондонского королевского общества.Серия B, Биологические науки, 334 (1270), 233–241.
PubMed Статья Google ученый
Овино, В. О., Скау, Дж., Омолло, С., Коньоле, С., Киньюру, Дж., Эстамбале, Б. и др. (2015). Данные WinFood из Кении и Камбоджи: ограничения на полевые процедуры (том 36, стр. S41, 2015). Бюллетень по продуктам питания и питанию, 36 (4), Np1. https://doi.org/10.1177/0379572115624347.
Артикул Google ученый
Пейн, К.(2014). Сбор диких животных сокращается по мере роста количества пестицидов и импорта: сбор и потребление насекомых в современной сельской Японии. Журнал «Насекомые как пища и корм», 1 (1), 57–65.
Артикул Google ученый
Пейн, К., Скарборо, П., Рейнер, М., и Нонака, К. (2016). Съедобные насекомые более или менее «полезны», чем обычно потребляемое мясо? Сравнение с использованием двух моделей определения профиля питательных веществ, разработанных для борьбы с перееданием и недоеданием. Европейский журнал клинического питания, 70 (3), 285.
CAS PubMed Статья Google ученый
Пейн, К. Л. Р., и Ван Иттербек, Дж. (2017). Экосистемные услуги от съедобных насекомых в сельскохозяйственных системах: обзор. Насекомые, 8 (1). https://doi.org/10.3390/insects8010024.
PubMed Central Статья PubMed Google ученый
Первен, А., Джахан, Н., Вадуд, А., и Алам, М. Т. (2013). Лечебные свойства лака описаны в обзоре литературы Unani. Американский журнал фармацевтических исследований, 3 (5), 1–10.
Google ученый
Пиментель Д. (1991). Топливо на основе этанола – энергетическая безопасность, экономика и окружающая среда. Сельскохозяйственный и экологический журнал, 4 (1), 1–13. https://doi.org/10.1007/Bf02229143.
Артикул Google ученый
Цинь, Т.-К. (1997). 1.2. 3.2 Восковая окалина и промышленное производство воска. World Crop Pests, 7 : Elsevier, 303–321.
Артикул Google ученый
Раксакантонг, П., Мисо, Н., Кубола, Дж., И Сириаморнпун, С. (2010). Жирные кислоты и примерный состав восьми тайских съедобных терриколистных насекомых. Food Research International, 43 (1), 350–355.
CAS Статья Google ученый
Раман, А.(2014). Открытие лакового насекомого Kerria lacca (Insecta: Hemiptera: Coccoidea) в Индии в конце 18 века. Current Science India, 106 (6), 886.
Google ученый
Рамос-Элордуй, Дж. (2008). Энергия, поставляемая съедобными насекомыми из Мексики, и их питательное и экологическое значение. Экология пищевых продуктов и питания, 47 (3), 280–297.
Артикул Google ученый
Рамос-Элордуй, Дж.(2009). Антропоэнтомофагия: культуры, эволюция и устойчивость. Энтомологические исследования, 39 (5), 271–288.
Артикул Google ученый
Рамос-Элордуй, Дж., Гонсалес, Э. А., Эрнандес, А. Р., и Пино, Дж. М. (2002). Использование Tenebrio molitor (Coleoptera: Tenebrionidae) для переработки органических отходов и в качестве корма для цыплят-бройлеров. Журнал экономической энтомологии, 95 (1), 214–220.
PubMed Статья Google ученый
Рамос-Элордуй, Дж., И Морено, Дж. М. П. (2002). Съедобные насекомые Чьяпаса, Мексика. Экология пищевых продуктов и питания, 41 (4), 271–299.
Артикул Google ученый
Рамос-Элордуй, Дж., Морено, Дж. М. П., Прадо, Э. Э., Перес, М. А., Отеро, Дж. Л., и Де Гевара, О. Л. (1997). Пищевая ценность съедобных насекомых из штата Оахака, Мексика. Журнал пищевого состава и анализа, 10 (2), 142–157.
CAS Статья Google ученый
Раубенхаймер, Д., & Ротман, Дж. М. (2013). Пищевая экология энтомофагии у человека и других приматов. Ежегодный обзор энтомологии, 58 , 141–160. https://doi.org/10.1146/annurev-ento-120710-100713.
CAS Статья PubMed Google ученый
Рейнеке К., Дёнер И., Шлумбах К., Байер Д., Матис А. и Кнорр Д. (2012). Различные пути прорастания и инактивации спор в зависимости от давления и температуры. Инновационная наука о продуктах питания и новые технологии, 13 , 31–41.
CAS Статья Google ученый
Рибейро, Дж. П. К., Кунья, Л. М., Соуза-Пинто, Б., и Фонсека, Дж. (2018). Аллергические риски употребления съедобных насекомых: систематический обзор. Molecular Nutrition & Food Research, 62 (1). https://doi.org/10.1002/mnfr.201700030.
Артикул CAS Google ученый
Робертс, К.(1998). Долгосрочные затраты на добычу червя мопане. Орикс, 32 (1), 6–8.
Артикул Google ученый
Рамполд, Б.А., и Шлютер, О.К. (2013). Пищевой состав и аспекты безопасности съедобных насекомых. Molecular Nutrition & Food Research, 57 (5), 802–823. https://doi.org/10.1002/mnfr.201200735.
CAS Статья Google ученый
Сейлз-Кампос, H., Рейс де Соуза, П., Крема Пегини, Б., Сантана да Силва, Дж., И Рибейро Кардозу, К. (2013). Обзор модулирующих эффектов олеиновой кислоты на здоровье и болезни. Миниобзоры по медицинской химии, 13 (2), 201–210.
CAS PubMed Google ученый
Шерман Р. А., Холл М. и Томас С. (2000). Лекарственные личинки: древнее средство от некоторых современных недугов. Ежегодный обзор энтомологии, 45 (1), 55–81.
CAS PubMed Статья Google ученый
Сиддики, С. (2004). Лак – универсальная натуральная смола. Natural Product Radiance, 3 (5), 332–337.
Google ученый
Синха, В. Р., и Кумрия, Р. (2003). Полимеры покрытия для доставки лекарств в толстую кишку: сравнительная оценка in vitro. Acra Pharmaceutica-Zagreb, 53 (1), 41–48.
CAS Google ученый
Скау, Дж. К. Х., Бунтанг, Т., Чамнан, К., Роос, Н., и Фергюсон, Э. (2013a). Использование линейного программирования ретроспективно для выяснения того, может ли продукт вмешательства оптимизировать диету для прикорма – исследование WinFood из Камбоджи. Тропическая медицина и международное здравоохранение, 18 , 195–196.
Google ученый
Скау, Дж.К. Х., Чамнан, К., Тач, Б., Чеа, М., Унни, У., Филто, С. и др. (2013b). Влияние продуктов животного происхождения и прикорма, обогащенного микроэлементами, на состав тела, линейный рост, статус железа – проект Winfood в Камбодже. Анналы питания и метаболизма, 63 , 163–164.
Google ученый
Sribandit, W., Wiwatwitaya, D., Suksard, S., & Offenberg, J. (2008). Важность урожая муравьев-ткачей (Oecophylla smaragdina Fabricius) для местного сообщества на северо-востоке Таиланда. Азиатская мирмекология, 2 , 129–138.
Google ученый
Шривастава, С., Рэй, Д., Панди, С., Прасад, К., Прасад, М., и Бабу, Б. (2013). Чистый лаковый краситель: потенциальная натуральная пищевая добавка. Международный журнал новейших технологий и передовой инженерии, 3 , 589–594.
Google ученый
Су, С.-Х., Нгуен, Х.С., Буй, Т.Л., & Хуанг, Д.-Л. (2019). Экстракция с помощью ферментов жира насекомых для производства биодизеля. Журнал чистого производства , 223 , 436–444.
Сандерленд, Т. К., Ндойе, О., и Харрисон-Санчес, С. (2011). Недревесные лесные товары и их сохранение: каковы перспективы? Недревесные лесные товары в глобальном контексте (стр. 209–224). Берлин: Springer.
Тан, Х. С. Г., Фишер, А. Р. Х., Тинчан, П., Стигер, М., Стеенбеккерс, Л. П. А., и ван Трайп, Х. К. М. (2015). Насекомые как пища: изучение культурного воздействия и индивидуального опыта как определяющих факторов принятия. Качество еды и предпочтения, 42 , 78–89. https://doi.org/10.1016/j.foodqual.2015.01.013.
Артикул Google ученый
Томс Р. и Тагвана М. (2005). По следу пропавших без вести червей мопане. Наука в Африке .
Ван Дайкен, С.Дж. И Локсли Р. М. (2018). Хитины и активность хитиназы при заболеваниях дыхательных путей. Журнал аллергии и клинической иммунологии, 142 (2), 364–369.
PubMed Статья CAS Google ученый
Ван Хьюис, А. (2013). Потенциал насекомых в качестве пищи и корма для обеспечения продовольственной безопасности. Ежегодный обзор энтомологии, 58 , 563–583.
PubMed Статья CAS Google ученый
Ван Хьюис, А., & Oonincx, Д. Г. А. Б. (2017). Экологическая устойчивость насекомых в качестве пищи и корма. Обзор. Агрономия в интересах устойчивого развития, 37 (5). https://doi.org/10.1007/s13593-017-0452-8.
Ван Хьюис, А., Ван Иттербек, Дж., Клундер, Х., Мертенс, Э., Халлоран, А., Мюир, Г. и др. (2013). Съедобные насекомые: перспективы продовольственной и кормовой безопасности . Роман: Продовольственная и сельскохозяйственная организация Объединенных Наций.
Велдкамп, Т., & Bosch, G. (2015). Насекомые: богатый белком кормовой ингредиент в рационах свиней и птицы. Animal Frontiers, 5 (2), 45–50.
Google ученый
Виджвер М., Ягер Т., Постхума Л. и Пейненбург В. (2003). Поглощение металлов из почв и почвенно-осадочных смесей личинками Tenebrio molitor (L.) (Coleoptera). Экотоксикология и экологическая безопасность, 54 (3), 277–289. https://doi.org/10.1016/S0147-6513(02)00027-1.
CAS Статья PubMed Google ученый
Ван, X., Li, J.-Z., Fan, Y.-M., & Jin, X.-J. (2006). Настоящее исследование состава и применения лака. Исследования лесного хозяйства в Китае, 8 (1), 65–69.
CAS Статья Google ученый
ВОЗ, Потребности в белках и аминокислотах в питании человека: отчет о совместной консультации экспертов ФАО / ВОЗ / УООН, серия технических отчетов ВОЗ.2007.
Google ученый
Уилкинсон, Дж. (2011). Новое определение эффективности использования кормов домашним скотом. Животное, 5 (7), 1014–1022.
CAS PubMed Статья Google ученый
Вуд, Дж. Д., Ричардсон, Р. И., Нут, Г. Р., Фишер, А. В., Кампо, М. М., Касапиду, Э., Шеард, П. Р., и Энсер, М. (2004). Влияние жирных кислот на качество мяса: обзор. Meat Science, 66 (1), 21–32.
CAS PubMed Статья Google ученый
Ву, В. П., Цао, Дж., Ву, Дж. Й., Чен, Х. и Ван, Д. (2015). Противораковая активность этанольного экстракта Bombyx batryticatus в отношении линии опухолевых клеток человека HeLa. Генетика и молекулярные исследования, 14 (1), 79–88. https://doi.org/10.4238/2015.15.10 января.
CAS Статья PubMed Google ученый
Ян П., Чжу, Дж., Гун, З., Сюй, Д., Чен, X., Лю, В., Лин, X. и Ли, Y. (2012). Транскриптомный анализ китайской белой восковой чешуи Ericerus pela с акцентом на гены, участвующие в биосинтезе парафина. PLoS One, 7 (4). https://doi.org/10.1371/journal.pone.0035719.
CAS PubMed PubMed Central Статья Google ученый
Йен, А. Л. (2002). Эндемизм ближнего действия и австралийская Psylloidea (Insecta: Hemiptera) в родах Glycaspis и Acizzia (Psyllidae). Систематика беспозвоночных, 16 (4), 631–636. https://doi.org/10.1071/It01038.
Артикул Google ученый
Чжан, К., Тан, X., и Ченг, Дж. (2008). Использование и индустриализация ресурсов насекомых в Китае. Энтомологические исследования, 38 , S38 – S47.
Артикул Google ученый
Чжан, Х., Фанг, Г., Чжэн, Х., Го, Ю., & Ли, К.