Смазочно-охлаждающие жидкости (СОЖ), применяемые для металлообработки
Металлообработка связана с трением рабочего инструмента о материал. Это приводит к повышению температуры взаимодействия: нагревается обрабатываемая поверхность и, особенно, режущая или шлифующая часть обрабатывающей насадки. Без охлаждения, смазывания, защиты получающейся кромки, поверхности изделия и инструмента от окислительных явлений процесс металлообработки существенно затрудняется и при необходимости соблюдения особых технологических условий становится невозможным. Смазочные жидкости, поставляемые компанией “Тех Люб”, при обработке металлической поверхности и запланированной деформации изделий могут выполнять несколько функций; в зависимости от специфики конкретного процесса требуется применение комплекта совместимых СОЖ.
О металлообработке
Обработка металлических изделий выполняется специальным рабочим инструментом, форма и принцип действия которого зависят от типа воздействия на обрабатываемый материал и параметров намеченного результата. Существуют следующие виды металлообработки:
Существуют следующие виды металлообработки:
- резание, сверление;
- шлифовка, хонингование;
- штамповка, точная вырубка;
- формовка, глубокая вытяжка;
- литье, волочение.
О смазочно-охлаждающих жидкостях
В зависимости от способа обработки и поставленных задач применяемые виды смазочных жидкостей бывают:
- водосмешиваемые, не смешиваемые с водой СОЖ;
- эмульгаторы и масляные жидкости для смазки и охлаждения;
- синтетические, полусинтетические и быстроиспаряющиеся составы.
Виды СОЖ могут отличаться по составу и количеству содержащихся синтетических присадок, среди которых:
- антифрикционные;
- антиизносные;
- антизадирные;
- антипенные;
- антитуманные;
- ингибиторы коррозии.
Ассортимент компании “Тех Люб” составлен из смазочных и охлаждающих жидкостей универсального или узкоспециального принципа действия.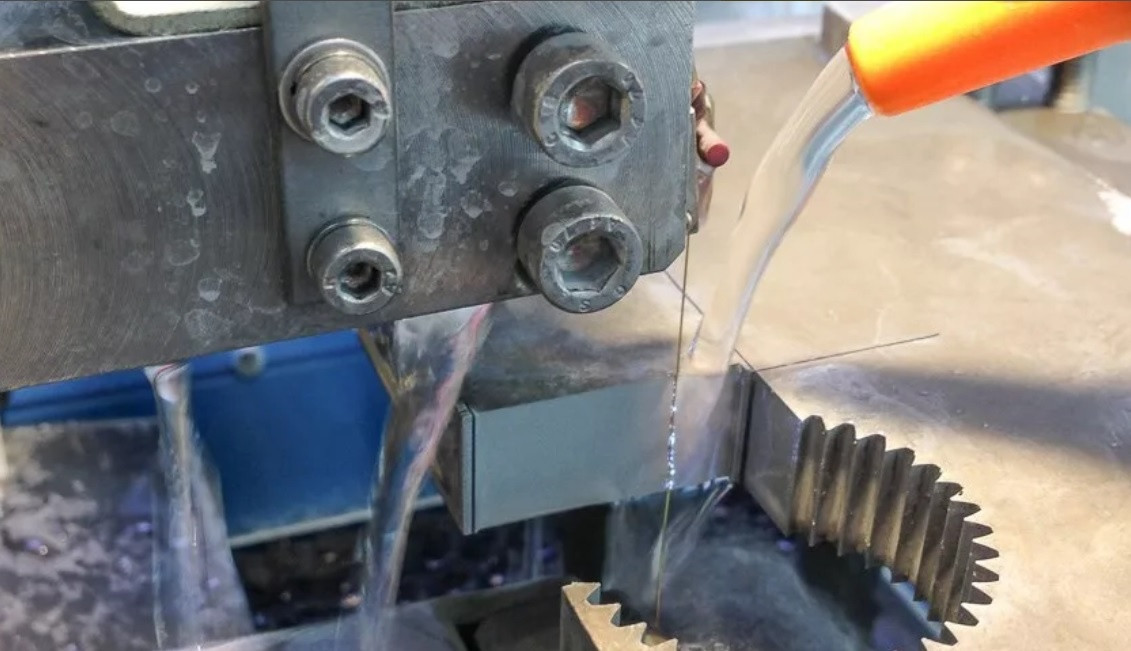 От правильного выбора СОЖ зависят качественные параметры металлообработки и продление эксплуатационного ресурса рабочего инструмента.
От правильного выбора СОЖ зависят качественные параметры металлообработки и продление эксплуатационного ресурса рабочего инструмента.
Особенности СОЖ
Водосмешиваемые смазочно-охлаждающие жидкости применяют при обработке черных, цветных металлов посредством абразивного и лезвийного инструмента для резки с легким и средним усилием. В состав данных СОЖ в зависимости от конкретного товарного наименования и функционального назначения входят: синтетические и органические присадки, нефтяные масла, вода, спиртовые и гликолевые соединения. Водосмешиваемые СОЖ отличает хорошая охлаждающая способность при сравнительно низкой цене. Такие составы пожаробезопасны и малотоксичны.
Масляные СОЖ без синтетических добавок, в чистом виде, применяют при металлообработке цветных металлов и углеродистых сталей. Они эффективны при резке с легким усилием и не оправдывают свое применение при обработке твердосплавных материалов в тяжелом режиме. Добавление присадок корректирует функциональные свойства смазочно-охлаждающих жидкостей на основе масла и в ряде случаев существенно изменяет их технологические параметры.
Эмульгаторы уменьшают поверхностное натяжение, смазывают и противодействуют прохождению окислительных процессов. Полусинтетические СОЖ состоят из маловязкого нефтяного масла, воды, комплекта присадок, увеличивающих показатели износа инструмента и плавности его прохождения по обрабатываемому материалу. Синтетические СОЖ, состоящие из водорастворимых полимеров, воды и присадок, по функциональным свойствам превосходят, водосмешиваемые составы, эмульгаторы и схожи с полусинтетическими смазочно-охлаждающими жидкостями.
09 октября 2016
СОЖ для металлообработки, состав, преимущества использования
Для выпуска конкурентоспособной продукции производители вынуждены использовать новые технологии, более совершенное оборудование. Такой подход может обеспечить производителю определенные конкурентные преимущества перед другими предприятиями, работающие в той же сфере. Но, новое оборудование стоит достаточно дорого и как следствие его владельцы прикладывают массу усилий по уходу и его обслуживанию.
Металлообработка, в частное точение или фрезерование, выполняемая на современном оборудовании, позволяет получать детали с минимальными допусками. Режимы резания задаваемые технологами позволяют обрабатывать заготовки из различных материалов, при этом не вызывая таких явлений как упрочнение внешнего слоя металла, наклеп и пр. Кроме режимов резания, правильно подобранного инструмента, не последнюю роль играет в металлообработке СОЖ (смазочно-охлаждающая жидкость).
Виды СОЖ
Назначение жидкости – отвод излишнего тепла и смазывания заготовки и кромки лезвийного инструмента в процессе резания. Жидкости являют собой смеси различного состава. Они могут быть изготовлены из воды и масел.
СОЖ, применяемые для работы с металлом, разделяют на следующие класса:
- масляные;
- эмульсионные;
- растворы на разной основе.
Охлаждающие масла для механической обработки металла не допустимо перемешивать с водой. Для их изготовления применяют различные типы масел, в том числе – природные и синтетические масла.
Эмульсии – это смесь масел, воды и некоторых добавок. Эти добавки и защищает заготовки от коррозионного воздействия и снижают нагрев в зоне резания. Кроме того, под напором СОЖ из зоны резания происходит удаление стружки.
Третья группа – растворы, они не включают в свой состав масел. В их состав входят вода и добавки, защищающие заготовку от воздействия коррозии.
Выбор СОЖ
Оборудование для обработки металла всегда востребовано и требует серьёзного подхода к техническому обслуживанию и обеспечению рабочего процесса. Выбирая охлаждающую жидкость, технолог должен знать, что для каждого способа обработки металла необходимо чаще всего использовать ту, которая предназначена именно для этой операции.
Для повышения эффективности обработки заготовок применяют:
- средства для промывки системы подачи СОЖ;
- масла для консервации, их применяют для подготовки металлических деталей к хранению и многие другие.
Правильно подобранная смазочная жидкость обеспечит снижение трения между режущей кромкой и заготовкой, повысит точность обработки. Кроме того, под напором жидкости из зоны резания удаляется стружка. Применение средства позволяет не превышать температурных режимов, которые могут оказать негативное влияние на деталь и инструмент.
Но, применение жидкостей этого класса не ограничивается их использованием в операциях резания металла. Существует множество методов обработки стали и других металлов. В том числе – штамповка, прокат, вытяжка и многие другие. Для выполнения операций этого класса применяют так называемые формовочные СОЖ.
Для выполнения операций этого класса применяют так называемые формовочные СОЖ.
Классификация СОЖ для формовки
Этот класс средств применяют для металла пластического деформирования. Их использование позволяет уменьшить трение между деталью и частями штампа или пресс-формы. Это позволяет увеличить длительность работы штамповочного инструмента, защищает поверхности его от коррозии и существенно облегчает извлечение готовых деталей из матрицы.
Средства этого класса разделяют на следующие группы:
- Масла, которые испаряются. Их применяют там, где промывка деталей не всегда возможна и ее исключают из техпроцесса, иногда их применяют перед нанесением покрытия.
- Эмульсии и чистые масла.
При выборе жидкости технолог должен руководствоваться методом обработки металла, его маркой.
Жидкости для закаливания
Этот класс предназначен для выполнения термической обработки – закаливания и отпуска.
В связи с тем, что металлообрабатывающее оборудование постоянно совершенствуется, скорости обработки непрерывно растут и это соответственно приводит к появлению новых видов жидкостей. В наши дни получили широкое распространение СОЖ на основе воды. К ним можно отнести следующие марки – ПроМет, Универсал, MOBILCUT.
В наши дни получили широкое распространение СОЖ на основе воды. К ним можно отнести следующие марки – ПроМет, Универсал, MOBILCUT.
На рынке СОЖ существует много компаний, одни производят небольшие партии, другие организовали массовое производство. К последним можно отнести такие компании как TOTAL, СASTROL, MOBIL и многие другие.
Все они выпускают продукцию которая может быть использована для обработки металлов резания, штамповки и пр.
Например СОЖ под названием LACTUCA MS 9000, применяемую для обработки металла. Ее отличие от многих заключается в том, что в составе отсутствует хлор и его производные. Ее использование обеспечивает хорошие смазывающие свойства, что, как уже отмечалось, приводит к повышению качества поверхности, в частности, улучшает параметры шероховатости детали.
Особенности использования СОЖ
Для эффективного использования СОЖ достаточно использовать несколько простых правил. К ним можно отнести следующие:
1. Расход не должен превышать 10 – 15 литров в минуту. Струя жидкости должна быть направлена в место где резец вступает в контакт с заготовкой.
Струя жидкости должна быть направлена в место где резец вступает в контакт с заготовкой.
2. Подача жидкости, в место контакта, должна начинаться сразу. В тот момент, когда резец касается заготовки, происходит резкий рост температуры и попадание жидкости на разогретый резец может привести к его растрескиванию и выходу его из строя.
Правила хранения
СОЖ изготовленные без воды, могут содержаться на складе несколько лет. В тоже время, концентраты для изготовления не могут храниться более полугода. Для хранения концентратов необходимо обеспечить на территории склада специальные условия. Так температура должна лежать в диапазоне от -5 до +40 ºC, при нормальной влажности.
Если концентраты, какое-то, пусть даже самое незначительное время подверглись воздействию отрицательной температуры, то перед приготовлением СОЖ их необходимо подогреть и тщательно перемешать. Хранение необходимо выполнять в герметичной таре.
После того, как готовая СОЖ была использована по назначению, оставшуюся после нее емкость необходимо тщательно промыть и только после этого в нее можно заливать новый состав.
Приготовление охлаждающей жидкости выполняют в отдельном помещении, оборудованном вытяжной вентиляцией и средствами пожаротушения. Персонал задействованный на ее приготовлении должен использовать СИЗ.
Несколько слов в заключение
Главное достоинство современных смазочно – охлаждающих жидкостей – это снижение межоперационных перерывов, обеспечение продукции высокого качества готовой продукции.
Оцените статью:
Рейтинг: 0/5 – 0 голосов
Миксология охлаждающей жидкости — скиммеры Zebra
Перейти к содержимомуМиксология охлаждающей жидкости2022-12-16T15:44:42+00:00
1) При какой концентрации BRIX мне следует работать?
Химические концентраты для металлообработки специально разработаны для использования в различных концентрациях. Каждый продукт и область применения будут иметь идеальное соотношение концентраций жидкости для металлообработки.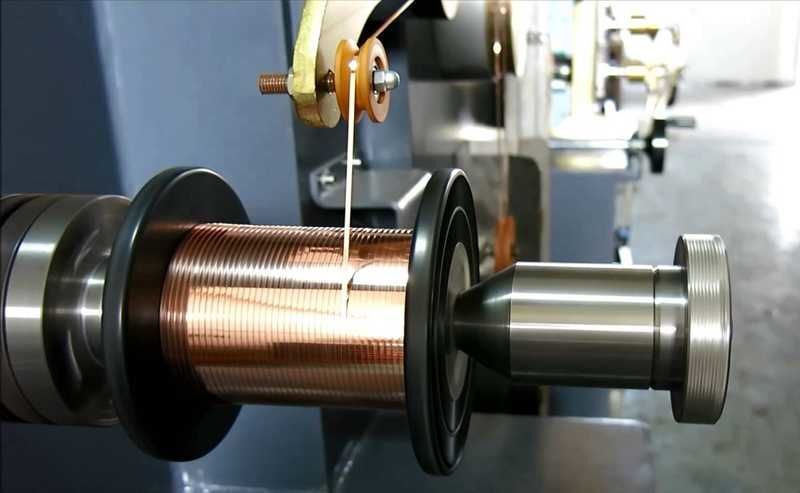 Концентрация повлияет на срок службы поддона, срок службы инструмента и чистоту поверхности. Ваши поставщики химических концентратов В технических и информационных листах приведены примеры применения и соответствующие концентрации.
Концентрация повлияет на срок службы поддона, срок службы инструмента и чистоту поверхности. Ваши поставщики химических концентратов В технических и информационных листах приведены примеры применения и соответствующие концентрации.
Поддержание надлежащей концентрации необходимо для получения эффективных и безотказных результатов при использовании смешиваемых с водой жидкостей для резки и шлифования. Тем не менее, мы видели, что более 80% «вызовов проблем» прямо или косвенно связаны с плохим контролем концентрации. Контролировать концентрацию трудно, когда хладагент смешивается вручную небольшими партиями, и практически невозможно поддерживать, когда хладагент смешивают неподготовленные операторы.
Скиммеры Zebra имеют полную линейку автоматического дозирующего оборудования для обеспечения точного контроля концентрации охлаждающей жидкости. (Смесители жидкостей)
2) Что такое «подпиточная» концентрация?
При использовании водосмешиваемых СОЖ при механической обработке и шлифовании объем жидкости в поддоне СОЖ обычно уменьшается из-за физической потери жидкости (жидкость уносится стружкой и деталями), а вода испаряется, поскольку она поглощает тепло, выделяемое при механической обработке или шлифовании.
Для правильной работы требуется, чтобы уровень жидкости поддерживался на каком-то минимальном уровне, поэтому необходимо добавлять «жидкость для подпитки» для пополнения охлаждающей жидкости, наносимой на стружку и детали. Поскольку потеря воды в результате испарения приводит к увеличению концентрации жидкости в отстойнике, «добавочная жидкость» всегда будет смешиваться с той же концентрацией, которая меньше рекомендуемой рабочей концентрации.
Например, если эмульсионный хладагент должен работать при 5% объемного содержания воды, то концентрация «подпитки» для этой жидкости обычно будет составлять 1-2,0%. Проверьте данные о продукте и информационные листы для рекомендуемых рабочих концентраций и концентраций «подпитки».
3) Что такое коэффициент рефрактометра?
Фактор рефрактометра используется для определения концентрации жидкости для металлообработки. Каждый химический концентрат имеет коэффициент преломления для определения концентрации. Обратитесь к листу данных и информации для конкретных коэффициентов преломления продукта.
Обратитесь к листу данных и информации для конкретных коэффициентов преломления продукта.
Умножьте показатель преломления (показание рефрактометра) на коэффициент рефрактометра, и результатом будет концентрация рабочего раствора в процентах. (Коэффициент для большинства эмульсионных жидкостей равен 1,0, поэтому показание рефрактометра BRIX соответствует концентрации жидкости.)
4) Почему моя охлаждающая жидкость имеет неприятный запах?
Неприятный запах охлаждающей жидкости, скорее всего, вызван анаэробными бактериями. Бактерии производят продукты жизнедеятельности, которые часто содержат серу и источают запах «тухлых яиц». Бактерии являются основной причиной отказа охлаждающей жидкости.
Они химически изменяют охлаждающие жидкости и в процессе разрушают смазочные материалы и ингибиторы коррозии. Они также выделяют агрессивные кислоты и соли в охлаждающую жидкость, что может привести к низкому уровню pH и проблемам с коррозией.
- Поддержание надлежащей концентрации охлаждающей жидкости.
- Надлежащая хозяйственная практика (чистота).
- Предотвращение или минимизация загрязнения.
- Хорошая фильтрация охлаждающей жидкости и постоянное удаление стружки.
- Тщательная, периодическая очистка отстойника.
Если ваш отстойник имеет запах тухлых яиц, используйте наши таблетки для устранения запаха XOCT25, чтобы скорректировать pH.
5) Почему охлаждающие жидкости имеют разные цвета?
Большинство охлаждающих жидкостей имеют цвет и запах, обусловленные химическими веществами, из которых они изготовлены. Но иногда производители смазочно-охлаждающих жидкостей используют красители и красители, чтобы придать им эстетическую привлекательность. Они также особенно полезны при идентификации продуктов для компаний, которые используют ряд различных продуктов.
Операторы машин иногда используют интенсивность цвета как показатель концентрации охлаждающей жидкости. Интенсивность цвета не является хорошим индикатором концентрации, так как масляные загрязнения могут поглощать используемые красители, а некоторые рабочие материалы (например, чугун) могут «маскировать» краситель. В принципе, даже с окрашенными охлаждающими жидкостями необходимо время от времени проверять концентрацию жидкости.
Интенсивность цвета не является хорошим индикатором концентрации, так как масляные загрязнения могут поглощать используемые красители, а некоторые рабочие материалы (например, чугун) могут «маскировать» краситель. В принципе, даже с окрашенными охлаждающими жидкостями необходимо время от времени проверять концентрацию жидкости.
6) Что осталось в поддоне или станке?
Остаток – это материал, остающийся на станке и заготовках после испарения воды из охлаждающего раствора. Остатки ни в коем случае не должны мешать плавной и правильной работе станка. Кроме того, что более важно, остаток должен улучшать работу машины. Остатки можно классифицировать как:
- Жидкость
- Мягкий
- Жесткий
- Мармелад
- Кристаллический
Для оптимальной работы станка предпочтительны маслянистые, нелипкие остатки. Если остаток твердый, липкий или кристаллический, он может привести к «залипанию» или «зависанию» движущихся частей машины, что может привести к тому, что машина не будет работать. Умеренная кристаллическая пленка может быть допустима на некоторых типах плоскошлифовальных станков, но такой остаток может вызвать серьезную проблему на 5-осевом обрабатывающем центре.
Умеренная кристаллическая пленка может быть допустима на некоторых типах плоскошлифовальных станков, но такой остаток может вызвать серьезную проблему на 5-осевом обрабатывающем центре.
Другими словами, при выборе жидкости необходимо учитывать тип машины, поскольку тип остатка может сильно повлиять на работу машины.
7) Как смешивать водорастворимые охлаждающие жидкости?
Смешивание имеет решающее значение для сохранения стабильности жидкостей для резки и шлифования. Соответствующие инструкции по смешиванию охлаждающих жидкостей имеются во всех технических и информационных листах химических концентратов. Для оптимальной работы и максимального срока службы концентраты охлаждающей жидкости следует смешивать с химически чистой водой, полученной путем деионизации или обратного осмоса.
Как правило, концентраты следует добавлять в воду в последнюю очередь и хорошо перемешивать. Один из способов запомнить правильный порядок добавления — запомнить «O. I.L.», что означает «масло в последнюю очередь».
I.L.», что означает «масло в последнюю очередь».
Для смешивания охлаждающей жидкости для металлообработки Zebra также производит смеситель Вентури Machinist Mixer и дозирующие насосы, такие как MIXPP518™, которые могут автоматизировать процесс смешивания (управление концентрацией) и подачу жидкости, свести к минимуму потери охлаждающей жидкости и снизить затраты на удаление опасных материалов. .
Кроме того, если вы ищете автоматизированное смешивание охлаждающей жидкости, которое может сэкономить до 50% затрат на охлаждающую жидкость (ваш пробег может варьироваться) и окупить себя за год или меньше, взгляните на нашу систему смешивания, доставки и концентрации охлаждающей жидкости Dazzle. системы автоматизации: Dazzle™ 1 и IoT с учетом бюджета, Индустрия 4.0 с поддержкой Dazzle™ 2.
Для получения дополнительной информации позвоните на горячую линию автоматизации поддонной жидкости 440-528-0695 .
 com/embed/iG5t-QvjeSU” frameborder=”0″ allowfullscreen=”allowfullscreen” data-mce-fragment=”1″>
com/embed/iG5t-QvjeSU” frameborder=”0″ allowfullscreen=”allowfullscreen” data-mce-fragment=”1″>
Объяснение соотношения смеси СОЖ для металлообработки
Химические концентраты для металлообработки необходимо смешивать с водой (помните, что масло следует добавлять в последнюю очередь!), чтобы легко обеспечить производителям преимущества смазки и отвода тепла. Смешивание химического концентрата (хладагента) с водой обычно производят пропорциональными смесителями, например, насосы-дозаторы или смесители Вентури.
В этих смесителях охлаждающей жидкости используются пропорции для смешивания химического концентрата и воды. Ниже показано, как понять отношение отношения к концентрации.
Жидкости для отстойников металлообработки могут иметь концентрацию +/- 2% от заданной концентрации. Тем не менее, чем точнее вы поддерживаете концентрацию в отстойнике до целевой концентрации производителей химических концентратов, тем лучше охлаждающая жидкость в конечном итоге будет работать, чтобы помочь вам соблюдать целевые допуски в готовых заготовках.
Разделите 1 на общее количество частей (вода + раствор).
Например, если соотношение смеси составляет 8:1 или 8 частей воды на 1 часть раствора, получается (8 + 1) или 9 частей. Процент смешивания составляет 11,1% (1 разделить на 9).
КАК РАСЧЕТ СООТНОШЕНИЕ СМЕСИ, ЕСЛИ ЗНАЕТ ПРОЦЕНТ(100 – процент): процент
Например, если ваш процент равен 4%, возьмите 100 – 4 (что равно 96), так что ваше соотношение смешивания составляет 96:4, что в целом равно , уменьшенному до 24:1.
Ниже приведен список стандартных концентраций охлаждающей жидкости для металлообработки и соответствующих соотношений, которые помогут вам определить смесь охлаждающей жидкости.
Хотите узнать больше о том, как максимально эффективно использовать инструмент и охлаждающую жидкость?
Нажмите здесь, чтобы узнать!
Общайтесь с нами!
Ссылка для загрузки страницы Перейти к началуЖидкости для металлообработки, такие как охлаждающие жидкости и смазочные материалы, предлагаемые Chemetall
Вы здесь: Skip Navigation LinksHome > Продукты > По применению > Жидкости для металлообработки
Жидкости для металлообработки, такие как охлаждающие жидкости и смазки, предлагаемые Chemetall, увеличивают срок службы инструмента, снижают затраты на утилизацию и способствуют экономии энергии. Chemetall эффективно удовлетворяет эти потребности уже почти 100 лет.
Chemetall эффективно удовлетворяет эти потребности уже почти 100 лет.
Мы стремимся к вашему успеху, чтобы вы могли ожидать большего.
Свяжитесь с Chemetall сегодня, используя форму ниже, чтобы начать работу.
| Имя | |
| Фамилия | |
| Компания | |
| Номер телефона | |
| Адрес электронной почты | *Обязательно |
| Расскажите нам, как мы можем вам помочь | |
| Пожалуйста, введите действительный адрес электронной почты. |
- Добавки
- Полусинтетика
- Растворимые масла
- Синтетика
Присадки
ADD 80
ADD 80 представляет собой безопасный органический диспергатор для тяжелых условий эксплуатации, полностью совместимый с водными и вододиспергируемыми жидкостями для металлообработки.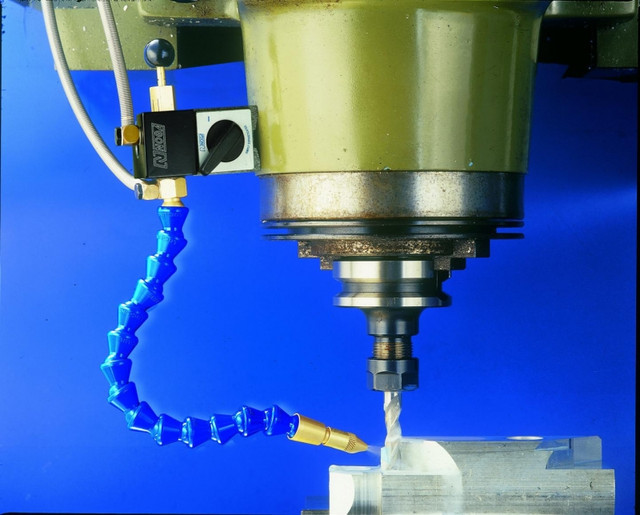 ADD 80 предназначен для очистки поддонов станков, линий подачи охлаждающей жидкости и оборудования для рециркуляции охлаждающей жидкости. Уникальная формула позволяет добавлять продукт в рабочие синтетические, полусинтетические и растворимые масляные системы охлаждения в процессе производства. ADD 80 не только эффективно удаляет маслянистые остатки, липкие отложения и шлам, которые обычно накапливаются в металлообрабатывающих системах, но и предотвращает их повторное появление. Он быстро действует, легко смывается и совместим с большинством процессов обработки отходов.
ADD 80 предназначен для очистки поддонов станков, линий подачи охлаждающей жидкости и оборудования для рециркуляции охлаждающей жидкости. Уникальная формула позволяет добавлять продукт в рабочие синтетические, полусинтетические и растворимые масляные системы охлаждения в процессе производства. ADD 80 не только эффективно удаляет маслянистые остатки, липкие отложения и шлам, которые обычно накапливаются в металлообрабатывающих системах, но и предотвращает их повторное появление. Он быстро действует, легко смывается и совместим с большинством процессов обработки отходов.
Добавка Gardobond H 7623
Добавка Gardobond H 7623 представляет собой пеногаситель, предназначенный для применения в качестве пеногасителя на стороне резервуара (при необходимости) для жидкостей для металлообработки и очистителей. Gardobond Additive H 7623 смешивается с водой и сохраняет пеногасящие свойства во время использования. Надлежащее использование добавки Gardobond Additive H 7623 в предписанных количествах не повлияет на последующие отделочные операции, такие как покраска или гальваническое покрытие.
Gardobond Additive H 7631
Gardobond Additive H 7631 — неорганическая добавка для повышения жесткости воды, которая кондиционирует и пеногасит мягкую воду для более эффективного использования с большинством жидкостей для металлообработки. Gardobond Additive H 7631 растворим в воде и при использовании в предписанных количествах не повлияет на последующие отделочные операции, такие как покраска или гальваническое покрытие.
Oakite 265
Oakite 265 представляет собой раствор плавиковой кислоты для использования в процессах конверсионного покрытия, таких как нанесение фосфата железа, фосфата цинка, хромового и нехромового покрытия на алюминий и другие металлы, а также в передовых процессах предварительной обработки, таких как Oxsilan. Oakite 265 также используется в качестве добавки к растворам кислотных травильных растворов и раскислителей.
Oakite 365
Oakite 365 представляет собой раствор фторида с нейтральным pH для использования в процессах конверсионного покрытия, таких как нанесение фосфатов железа, фосфатов цинка, хромовых и нехромовых покрытий на алюминий и другие металлы, а также в передовых процессах предварительной обработки, таких как Oxsilan.
Полусинтетика
Tech Cool 35200TM
Tech Cool 35200TM — полусинтетическая смазочно-охлаждающая жидкость с превосходными характеристиками для критических применений. Этот продукт содержит уникальные ингредиенты, призванные значительно уменьшить запахи и проблемы, связанные с купанием. Эта запатентованная смесь высокополярных ингредиентов обеспечивает необходимый баланс охлаждения и смазки, необходимый для увеличения срока службы инструмента без использования хлора или серы.
Технологичный 35200
Tech Cool 35200 — полусинтетическая смазочно-охлаждающая жидкость с превосходными характеристиками для ответственных применений. Этот продукт содержит уникальные ингредиенты, призванные значительно уменьшить запахи и проблемы, связанные с купанием. Эта запатентованная смесь высокополярных ингредиентов обеспечивает необходимый баланс охлаждения и смазки, необходимый для увеличения срока службы инструмента без использования хлора или серы.
Tech Cool 35100 NB
Tech Cool 35100 NB — многоцелевая, биостойкая, полусинтетическая жидкость для металлообработки с пониженным уровнем масла, обладающая превосходными характеристиками для критических применений. Эта уникальная смесь смазочных присадок на растительной основе обеспечивает необходимый баланс охлаждения и смазки, необходимый для увеличения срока службы инструмента. Tech Cool 35100 NB рекомендуется для использования в большинстве операций механической обработки и шлифования как черных, так и алюминиевых подложек.
Эта уникальная смесь смазочных присадок на растительной основе обеспечивает необходимый баланс охлаждения и смазки, необходимый для увеличения срока службы инструмента. Tech Cool 35100 NB рекомендуется для использования в большинстве операций механической обработки и шлифования как черных, так и алюминиевых подложек.
Tech Cool 35075
Tech Cool 35075 — уникальная жидкость для механической обработки и шлифования премиум-класса, разработанная специально для операций, требующих превосходной микрочистовой обработки металлических поверхностей. Tech Cool 35075 не содержит соединений хлора, серы и фосфора и безопасен для черных и алюминиевых сплавов.
Tech Cool 35058
Tech Cool 35058 — уникальная жидкость для механической обработки премиум-класса, разработанная специально для операций, требующих превосходной микрочистовой обработки на основе черных металлов. Tech Cool 35058 не содержит соединений хлора, серы, бора или фосфора и безопасен для ферросплавов. В этой технологии продукта используется уникальная смесь присадок, обеспечивающая исключительный срок службы поддона.
Tech Cool 35052PK
Tech Cool 35052PK — это уникальная жидкость для механической обработки премиум-класса, разработанная специально для операций, требующих превосходной микрочистовой обработки на основе черных и алюминиевых металлов. Tech Cool 35052PK не содержит соединений хлора, серы или бора и безопасен для сплавов железа и алюминия. В этой технологии продукта используется уникальная смесь присадок, обеспечивающая исключительный срок службы поддона.
Tech Cool 35052M
Tech Cool 35052M — биостойкая микроэмульсионная жидкость для металлообработки премиум-класса, предназначенная для тяжелых условий эксплуатации. Tech Cool 35052M специально разработан для предприятий, занимающихся обработкой алюминия, титана, инконеля и других труднообрабатываемых сплавов. Уникальный антикоррозионный пакет продукта делает его особенно подходящим для обработки сплавов цветных и черных металлов, включая чугун, на одном и том же станке или в одной системе.
Tech Cool 35052CF
Tech Cool 35052CF — полусинтетическая жидкость премиум-класса поколения V для тяжелых условий эксплуатации, предназначенная для механической обработки и шлифования. Tech Cool 35052CF специально разработан для предприятий, обрабатывающих алюминий, титан, инконель и другие труднообрабатываемые сплавы, но полностью совместим со всеми материалами и не оставляет пятен, что делает его идеальным для многометаллических систем.
Tech Cool 35052CF специально разработан для предприятий, обрабатывающих алюминий, титан, инконель и другие труднообрабатываемые сплавы, но полностью совместим со всеми материалами и не оставляет пятен, что делает его идеальным для многометаллических систем.
Tech Cool 35052
Tech Cool 35052 — сверхмощная микроэмульсионная жидкость для обработки металлов премиум-класса, предназначенная для механической обработки и шлифования. Tech Cool 35052 специально разработан для предприятий, занимающихся обработкой алюминия, титана, инконеля и других труднообрабатываемых сплавов. Этот продукт не рекомендуется использовать для обработки литого, серого или ковкого чугуна. Продукт также не рекомендуется использовать для обработки меди и ее сплавов
Tech Cool 35048BF
Tech Cool 35048BF — уникальная жидкость для механической обработки и шлифования премиум-класса, разработанная специально для операций, требующих превосходной микрочистовой обработки поверхностей из черных и алюминиевых металлов. Tech Cool 35048BF не содержит соединений хлора, серы, бора или фосфора и безопасен для сплавов железа и алюминия. В этой технологии продукта используется уникальная смесь присадок, обеспечивающая исключительный срок службы поддона. Он полностью не содержит DCHA и биоцидов, высвобождающих формальдегид.
Tech Cool 35048BF не содержит соединений хлора, серы, бора или фосфора и безопасен для сплавов железа и алюминия. В этой технологии продукта используется уникальная смесь присадок, обеспечивающая исключительный срок службы поддона. Он полностью не содержит DCHA и биоцидов, высвобождающих формальдегид.
Tech Cool 35048
Tech Cool 35048 — уникальная полусинтетическая жидкость для волочения проволоки, разработанная специально для волочения медной, латунной и луженой медной проволоки. Tech Cool 35048 не содержит соединений хлора, серы или фосфора и безопасен для сплавов желтых металлов. Он полностью не содержит DCHA и биоцидов, высвобождающих формальдегид.
Tech Cool 35037
Tech Cool 35037 — уникальная универсальная жидкость для механической обработки и шлифования, разработанная специально для областей применения, требующих эффективной и экономичной работы при обработке черных, алюминиевых и желтых металлов. Tech Cool 35037 не содержит соединений серы. Уникальная смазывающая способность продукта активируется хлорированным компонентом EP. В этой технологии продукта используется уникальная смесь компонентов, обеспечивающая исключительный срок службы поддона с минимальным запахом. Он полностью свободен от биоцидов, выделяющих формальдегид.
В этой технологии продукта используется уникальная смесь компонентов, обеспечивающая исключительный срок службы поддона с минимальным запахом. Он полностью свободен от биоцидов, выделяющих формальдегид.
Tech Cool 35035NB
Tech Cool 35035NB — уникальная универсальная жидкость для механической обработки и шлифования, разработанная специально для операций, требующих эффективной и экономичной работы при обработке черных, алюминиевых и желтых металлов. Tech Cool 35035NB не содержит соединений хлора и серы. В этой технологии продукта используется уникальная смесь компонентов, обеспечивающая исключительный срок службы поддона с минимальным запахом. Он полностью свободен от биоцидов, выделяющих формальдегид.
Растворимые масла
CT9605
CT9605 — это масло для тяжелых условий эксплуатации на нефтяной основе, содержащее исключительно стабильные присадки на основе сложных эфиров, которые не оставляют пятен на металлических деталях. Он прозрачного янтарного цвета для хорошей видимости. Продукт разработан с противозадирной добавкой, предназначенной для нарезания резьбы и фрезерования компонентов из цветных металлов с дополнительным преимуществом, заключающимся в способности выполнять легкие операции с черными металлами. Продукт легко очищается, так как хорошо растворяется в воде.
Продукт разработан с противозадирной добавкой, предназначенной для нарезания резьбы и фрезерования компонентов из цветных металлов с дополнительным преимуществом, заключающимся в способности выполнять легкие операции с черными металлами. Продукт легко очищается, так как хорошо растворяется в воде.
СТ9612
CT9612 — это карбидная шлифовальная жидкость на нефтяной основе для тяжелых условий эксплуатации, содержащая чрезвычайно стабильные присадки на основе сложных эфиров, которые не оставляют пятен на металлических деталях. CT9612 имеет температуру вспышки 280°F. Он имеет светлый цвет для хорошей видимости и способен к фильтрации в один микрон благодаря своей низкой вязкости. Шлифование канавок метчиков и концевых фрез, а также для шлифования резьбы, фасонного и дробильного шлифования.
Draw Clean 635
Draw Clean 635 представляет собой растворимое масло, не содержащее хлора, для тяжелых условий эксплуатации. Этот продукт содержит противозадирные присадки для защиты от задиров, а также другие добавки, улучшающие адгезию для лучшего переноса и прочности пленки для защиты от стирания.
Tech Sol 4010
Tech Sol 4010 разработан для применения в тяжелых условиях и общего назначения. Этот продукт обеспечивает превосходную устойчивость к бактериям в течение всего срока службы жидкости, что обеспечивает долгосрочную бесперебойную работу. Благодаря присущей продукту стабильности оптимальные рабочие характеристики сохраняются на протяжении всего срока службы жидкости без необходимости периодического добавления дорогостоящих присадок.
Синтетика
Tech Cool 3718
Tech Cool 3718 — это высокоэффективная синтетическая охлаждающая жидкость, разработанная для обеспечения превосходных моющих и чистящих свойств. Этот продукт был разработан с использованием уникальной смеси анионных, катионных и неионогенных ингредиентов для обеспечения превосходного граничного смазывания. Присущая этому продукту стабильность обеспечивает превосходное режущее действие на черные металлы в течение всего срока службы жидкости. Tech Cool 3718 содержит ингибиторы коррозии для защиты как станка, так и подложек. Tech Cool 3718 был разработан с учетом экологических требований. Благодаря присущей продукту стабильности Tech Cool 3718 можно поддерживать увеличенный срок службы поддона. Tech Cool 3718 обеспечивает низкие эксплуатационные расходы и простоту эксплуатации благодаря своей превосходной моющей способности. Этот продукт очень хорошо работает при хонинговании и развертывании черных металлов.
Tech Cool 3718 был разработан с учетом экологических требований. Благодаря присущей продукту стабильности Tech Cool 3718 можно поддерживать увеличенный срок службы поддона. Tech Cool 3718 обеспечивает низкие эксплуатационные расходы и простоту эксплуатации благодаря своей превосходной моющей способности. Этот продукт очень хорошо работает при хонинговании и развертывании черных металлов.
Tech Cool 3700
Tech Cool 3700 — синтетическая шлифовальная жидкость, разработанная для обеспечения превосходных характеристик при шлифовании черных металлов в критических условиях. Эта уникальная смесь анионных добавок, полярных неионогенных смазочных материалов и пленкообразующих ингредиентов обеспечивает выдающуюся прочность пленки, необходимую для отличного качества поверхности, долговечности инструмента и защиты от коррозии. Кроме того, присущая этому продукту стабильность сводит к минимуму истощение благодаря его устойчивости к разложению.
Tech Cool 35650
Tech Cool 35650 — маслоотталкивающий синтетический материал с низким pH, разработанный для легкой и умеренной обработки алюминиевых сплавов. Одним из уникальных преимуществ этого продукта является моющая способность и отсутствие остатков, образующихся на деталях даже при повышенных концентрациях. Tech Cool 35650 был разработан с учетом экологических требований и для поддержания целостности жидкости в течение максимально возможного срока службы поддона. Обработка и шлифовка алюминиевых подложек.
Одним из уникальных преимуществ этого продукта является моющая способность и отсутствие остатков, образующихся на деталях даже при повышенных концентрациях. Tech Cool 35650 был разработан с учетом экологических требований и для поддержания целостности жидкости в течение максимально возможного срока службы поддона. Обработка и шлифовка алюминиевых подложек.
Технологичный 35631
Tech Cool 35631 — это уникальная жидкость для механической обработки премиум-класса, разработанная специально для операций, требующих превосходной микрочистовой обработки на основе черных и алюминиевых металлов. Tech Cool 35631 не содержит нефтяного масла, безопасен для черных и алюминиевых сплавов. В нем используется хлорированный EP, и он специально разработан для предприятий, обрабатывающих нержавеющую сталь, инконель и другие труднообрабатываемые сплавы.
Tech Cool 35630
Tech Coolis 35630 маслоотталкивающий синтетический материал, предназначенный для механической обработки алюминия и стальных сплавов в умеренных и тяжелых условиях. Одним из уникальных преимуществ этого продукта является моющая способность и отсутствие остатков, образующихся на деталях даже при повышенных концентрациях.
Одним из уникальных преимуществ этого продукта является моющая способность и отсутствие остатков, образующихся на деталях даже при повышенных концентрациях.
Tech Cool 35628
Tech Cool 35628 — синтетическая охлаждающая жидкость с высокими эксплуатационными характеристиками, разработанная для обеспечения высокой смазывающей способности и охлаждения при высокотемпературных операциях механической обработки. Присущая этому продукту стабильность обеспечивает превосходное режущее действие на черные металлы в течение всего срока службы жидкости. Tech Cool 35628 был разработан с учетом экологических требований. Эксплуатационная чистота этого продукта обеспечивает долговременную стабильность системы без образования тяжелых, липких, нерастворимых в воде остатков. Tech Cool 35628 рекомендуется для общей обработки и шлифования черных металлов.
Tech Cool 35618
Tech Cool 35618 — это синтетическая охлаждающая жидкость с высокими эксплуатационными характеристиками, разработанная для обеспечения высокой смазывающей способности и охлаждения при обработке различных металлов. Присущая этому продукту стабильность обеспечивает превосходное режущее действие на черные и цветные металлы в течение всего срока службы жидкости. Tech Cool 35618 был разработан с учетом экологических требований и для поддержания целостности жидкости в течение максимально возможного срока службы поддона. Это продукт с низкими эксплуатационными расходами из-за его превосходной моющей способности. Рекомендуется для обработки и шлифования черных и цветных металлов. Tech Cool 35618 не рекомендуется использовать для поверхностей из чугуна или ковкого чугуна.
Присущая этому продукту стабильность обеспечивает превосходное режущее действие на черные и цветные металлы в течение всего срока службы жидкости. Tech Cool 35618 был разработан с учетом экологических требований и для поддержания целостности жидкости в течение максимально возможного срока службы поддона. Это продукт с низкими эксплуатационными расходами из-за его превосходной моющей способности. Рекомендуется для обработки и шлифования черных и цветных металлов. Tech Cool 35618 не рекомендуется использовать для поверхностей из чугуна или ковкого чугуна.
Tech Cool 35410
Tech Cool 35410 — это высокоэффективная синтетическая охлаждающая жидкость, разработанная для обеспечения высокой смазывающей способности и охлаждения при высокотемпературных операциях механической обработки. Этот продукт был разработан с использованием уникальной смеси анионных и неионогенных ингредиентов для обеспечения превосходного граничного смазывания. Присущая этому продукту стабильность обеспечивает превосходное режущее действие на черные и цветные металлы в течение всего срока службы жидкости. Tech Cool 35410 был разработан с учетом экологических требований. Эксплуатационная чистота этого продукта обеспечивает долговременную стабильность системы без образования тяжелых, липких, нерастворимых в воде остатков. Рекомендуется для механической обработки и шлифования металлических поверхностей.
Tech Cool 35410 был разработан с учетом экологических требований. Эксплуатационная чистота этого продукта обеспечивает долговременную стабильность системы без образования тяжелых, липких, нерастворимых в воде остатков. Рекомендуется для механической обработки и шлифования металлических поверхностей.
Tech Cool 3500NFC
Tech Cool 3500NFC — синтетическая жидкость для обработки и шлифования, разработанная для обеспечения превосходных моющих и чистящих свойств при шлифовании стекла, пластика и всех металлических поверхностей. Рекомендуется для легкой и средней обработки и шлифования чугуна и низкоуглеродистой стали. Эта уникальная смесь анионных добавок, полярных неионогенных смазочных материалов и пленкообразующих ингредиентов обеспечивает выдающуюся прочность пленки, необходимую для отличного качества поверхности, долговечности инструмента и защиты от коррозии.
Tech Cool 3404MG
Tech Cool 3404MG — синтетическая смазочно-охлаждающая жидкость, разработанная для операций шлифования твердых сплавов.