классификация, конструкция и обзор моделей
С 18-ого века вместо ручного труда начали использовать специальные машины. Сначала конструкции были паровыми, потом перешли на использование электрической энергии, исключения не было и для токарных станков СССР. Они стали одним из важнейших изобретений, облегчающих современную жизнь.
Область применения токарных станков
Цель создание оборудования – обработка разных деталей, на металлической и деревянной основе. Для этого выполняются различные операции:
- Резание.
- Точение.
Токарные резцы могут похвастаться самым широким функционалом при наличии необходимых инструментов и оборудования:
- Сверление.
- Подрезка, обработка торцов.
- Нарезание резьбы.
- Обработка внутренней поверхности.
- Вытачивание канавок, конусов и других подобных форм.
- Растачивание, обтачивание поверхностей в виде конусов, цилиндров, гладкого фасонного типа.
Машины могут использоваться как на крупносерийном, так и на мелкосерийном производстве.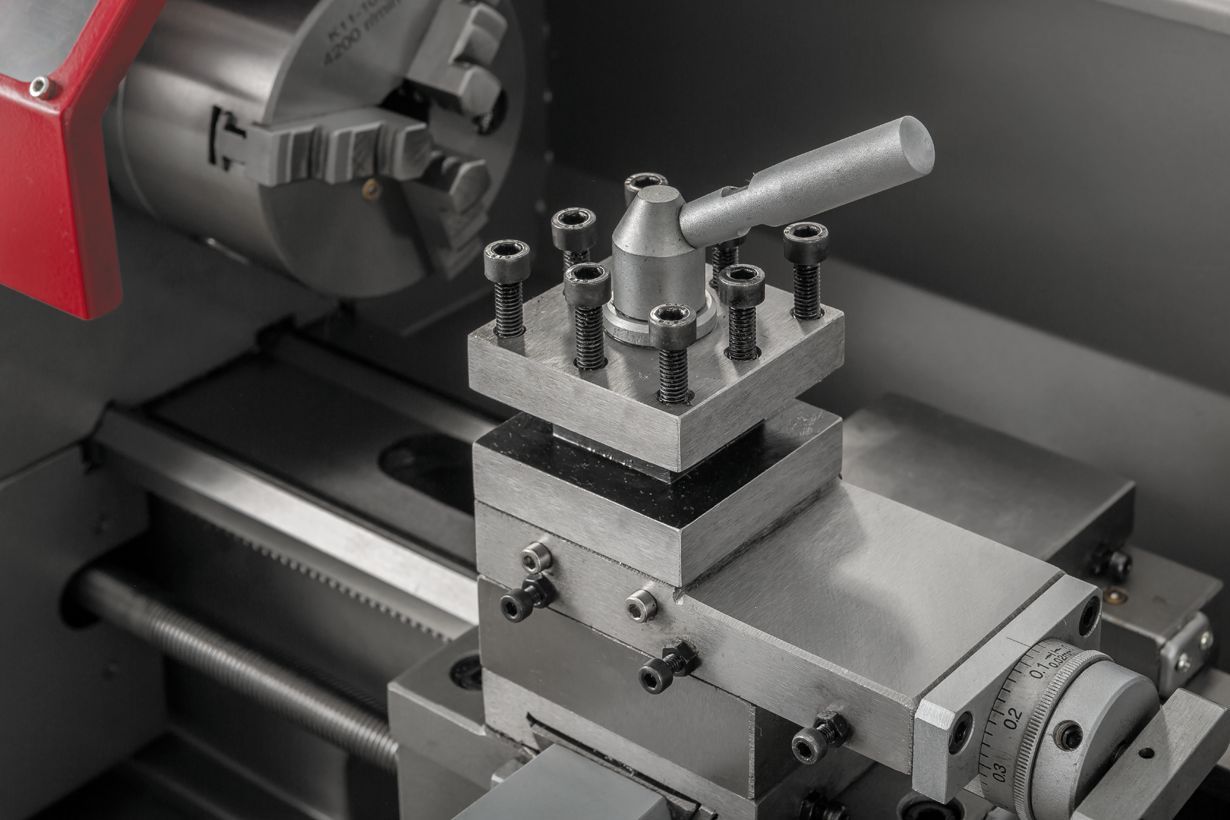
История токарного станка в Советском Союзе
Различные машины для поднятия экономики страны и производства использовались Советским Союзом в разное время:
- Пятилетки.
- Великая Отечественная Война.
- После завершения конфликтов.
Создание оружия и транспорта – сферы, актуальность станков для которых сохранялась тогда. Высокого качества придерживались при производстве изначально, чтобы техника не изнашивалась быстро, служила максимально долго.
Типы и виды советских токарных станков
Классификацией, разработанной, пока действовал Советский Союз, пользуются до настоящего времени. Следующие виды металлорежущего оборудования основные:
- Специальные.
- Автоматические, обычные машины специализированного назначения.
- С несколькими резцами, для выполнения полировки.
- Лобовые, винторезные.
- Карусельной разновидности.

- Отрезной группы.
- Револьверные.
- Полуавтомат, автомат с несколькими шпинделями.
- Автомат и полуавтомат с одним шпинделем по металлу.

То, с какой точностью выполняется работа, позволяет отнести станки к одному из таких классов:
- П – повышенная.
- А – особо высокая.
- Н – нормальная.
- В – высокая.
- С – особая.
Информация относительно следующих характеристик заносится в маркировку агрегата:
- Установки имеют определённые размеры, содержащиеся в третьей и четвёртой цифре. Здесь имеют в виду высоту, на которой расположены центры.
- Вторая говорит, какой класс представляет тот или иной агрегат.
- Первой единицей говорят, что оборудование – токарное.
Конструкция токарного станка и фото его отдельных частей
В конструкции этого вида оборудования всегда присутствуют следующие компоненты:
- Электрическая часть. Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.
- Коробка подач. При наличии такого конструктивного элемента станочный суппорт принимает энергию движения. Ходовые винты и валики выступают источниками этой энергии.
- Суппорт. Крепит режущие элементы конструкции. Обеспечивает подачу приспособлений, поперечную и продольную. Конструкция обязательно дополняется так называемой нижней кареткой, или несколькими. Держатели для токарных инструментов закрепляются на других каретках, вверху.
- Шпиндельная бабка, вмещающая сам шпиндель. Во внутренней части находится коробка скоростей. Станки по дереву тоже не лишены этой части.
- Фартук. Способствует тому, что движение валика преобразуется в перемещение суппорта. Ходовой винт тоже может участвовать в этом процессе.
- Станина. Относится к несущим элементам у токарных агрегатов. На нём монтируют другие элементы станка.
 Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.
Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности. На нём монтируют другие элементы станка.
На нём монтируют другие элементы станка.Опорой для остальных элементов служат две специальные тумбы в комплекте. Для оборудования у них несущая функция. Благодаря этой части оператор способен выбрать максимальную высоту заготовки, которая удобнее всего. Тумбы известны массивной конструкцией.
Краткое описание самых распространённых моделей советских токарных станков
Функции в широком наборе прилагались к станкам с самого первого выпуска. Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Токарный школьный станок ТВ-4
Создан для обучения основам токарного дела, студентов и школьников разного возраста. Открывает доступ к рабочим операциям в большом количестве, среди которых:
- Резьба с многозаходными показателями.
- Резьбы разных форм, шагов: снаружи и внутри, дюймовая, трапецеидальная, упорная.
- Расточные работы для поверхностей в форме конусов, цилиндров.
- Проведение зенкерования.
- Расточка отверстий.
- Рассверливание.
Заготовки вращаются внутри центров и патронов – это главное движение, характерное для заготовок. От коробок передач энергию получает шпиндель. Сама подача – второстепенный фактор, как и её движение. Благодаря этому даже старый режущий инструмент и деталь подводятся друг к другу.
Способен обрабатывать детали с диаметром от 125 до 200 мм.
0,6 кВт – установка снабжается электродвигателями с такой средней мощностью.
Токарный станок по металлу Школьник ТВ-7
Оборудование с учебным назначением. Создан для обучения, выполнения следующих операций:
- Зенкование.
- Развёртывание.
- Обработка с помощью сверла.
- Нарезание метрической резьбы.
- Обработка торцов с разными параметрами.
- Точение, расточка деталей.
Ремень переходит к другой шкивной паре, если скорость снижена. Главный регулятор – рукоятке на правой тумбе у устройства. Итог – поддержка до четырёх скоростей.
Две пары шестерёнок располагаются внутри коробки скоростей. Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Компоненты электросхемы находятся в правой тумбе. Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Размеры заготовки находятся в пределах от 100 до 300 мм.
Школьный токарный станок по металлу ТВ6
Применяя этот вид оборудования, операторы получают доступ к следующим операциям:
- Частично заготовка отрезается.
- Конические, цилиндрические поверхности растачиваются, протачиваются.
- Резьба с метрикой.
- Торцевая корректировка.
- Сверление отверстий.
Станок отличается исходными характеристиками, не допускающими обработку стали с закалённой поверхностью. Приспособление отличается следующими параметрами:
- 350-миллиметровое расстояние между центрами.
- Шпиндель при вращении сохраняет 130-170 оборотов в минуту.
- 108 мм – на такой высоте находятся части по центру.
- 300 миллиметров – длина обтачиваемой поверхности.
- 12 миллиметров – максимум диаметра для обрабатываемой заготовки.

300-киллограммовый вес отличает станок, даже если комплектация минимальна.
Настольный токарный станок по металлу ТВ-16
Оборудование, обрабатывающее металлические детали, отличается небольшими габаритами. Для выполнения элементарных операций, входящих в токарные работы:
- Проделка отверстий.
- Резьба с разными характеристиками.
- Средняя сложность операций.
- Проведение растачивания, точения.
160 мм – максимум ограничений для размера заготовок в обработке, если они над станиной. 90 миллиметрам тот же размер равен для расположения над суппортом. 250 мм – максимальное ограничение по длине в центральной части. Сквозное шпиндельное отверстие имеет увеличенную ширину, если сравнить с моделью ТВ-4 – она составит 18 мм.
Станина литая, выполнена из чугуна. Дополняется тремя продольными пазами, выполняющими функцию направляющих. Стандартные показатели мощности находятся в пределах 0,4-0,5 квт. 1400 оборотов в минуту – показатель для скорости вращения, которая определяет, насколько фрезерный станок будет эффективен.
Если грамотно подобрать распорные втулки – то можно избежать появления различных зазоров. Натяжение ремней у клинноременной передачи должно быть правильным, иначе результата добиться не получится.
Правила техники безопасности при работе на токарном станке
Положения правил безопасности сводится к следующему:
- Соответствие исходным техническим заданиям обязательно при выполнении работ. Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.
- Перед тем, как начать работу, обязательно провести технический осмотр. Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.
- Специальную одежду застёгивают на все пуговицы.
 При необходимости вызывают техника.
При необходимости вызывают техника.К работе нельзя приступать, если производится какая-либо наладка оборудования, другие виды обслуживания. Запрещается использовать станки, центры у которых сильно износились. То же самое касается любых инструментов, зажимных материалов – от них стоит отказаться при малейшем признаке неисправности.
Если поломка связана с электрической частью – мастерам запрещают устранять её самостоятельно.
Заключение
Токарные станки были и остаются важной частью современного производственного процесса. Без них невозможно добиться точности, когда обрабатывают детали различной конфигурации. Главное – чтобы оператор заранее ознакомился с конструктивными особенностями станка, получил все разрешающие документы. И даже после этого время от времени надо проводить проверки для оборудования. Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Маленькие токарные станки ссср – Яхт клуб Ост-Вест
Советские токарные станки по металлу и дереву даже сегодня очень распространены на территории России и СНГ. На многих заводах, мастерских, ремонтных производствах большая часть парка токарного оборудования составляет станки производства СССР, а где-то их доля доходит и до 100%. Существует сегмент покупателей, которые приобретают только б/у оборудование, изготовленное в Советском Союзе, т.к. его всегда можно отремонтировать, провести капитальный ремонт своими руками, а документацию, паспорта, руководства и по эксплуатации, чертежи можно найти в свободном доступе в интернете и на этом сайте. Недостатком б/у станков является их неполная комплектность. Если вам необходимо выполнять довольно специфические операции, то придется искать еще дополнительную оснастку и приспособления.
Токарно-винторезный станок ИТ-1М
Данный агрегат – одна популярнейших марок, которая нашла применение во множестве мастерских. Даже учебные заведения используют токарный станок ИТ-1М для развития навыков у своих учеников. Впервые эта модель появилась на Ивановском станкостроительном предприятии, где сотрудники.
Даже учебные заведения используют токарный станок ИТ-1М для развития навыков у своих учеников. Впервые эта модель появилась на Ивановском станкостроительном предприятии, где сотрудники.
Токарно-винторезный станок ТВ-6
Для качественного проведения токарных работ требуются определенные навыки. Токарный станок ТВ-6 применяется для обучения азам профессии токаря, что определяет его широкое распространение в различных обучающих организациях. Несмотря на то, что оборудование появилось в продаже в.
Токарные станки Универсал 2 и Универсал 3
В продаже можно встретить достаточно большое количество станков, которые устанавливаются в домашних условиях для проведения самых различных работ. На протяжении длительного периода большой популярностью пользовался токарный станок Универсал 2. Конструктивные особенности определяют то, что подобное.
Токарный станок ТШ-3
Токарный станок ТШ-3 позволяет проводить три операции обработки: сверление отверстий, точение инструмента, шлифовку поверхностей. Аббревиатура ТШ, присутствующая в названии станка, свидетельствует о том, что он одновременно является точильным и шлифовальным. Агрегат имеет свои характерные особенности.
Аббревиатура ТШ, присутствующая в названии станка, свидетельствует о том, что он одновременно является точильным и шлифовальным. Агрегат имеет свои характерные особенности.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Для получения высокоточных деталей применяется специальное токарное оборудование. Довольно больше распространение получил токарный-винторезный станок 1Е61М и модели 1Е61ПМ, 1Е61Мт. Расшифровка маркировки указывает на то, что рассматриваемые станки относятся к токарно-винторезной группе, при этом высота центров.
Токарно-винторезный станок 1М63Н
Станок токарно-винторезный 1М63Н предназначен для всех видов обработки поверхностей вращения заготовок, включая выполнение конусов и нарезание резьб большинства принятых стандартов с одним или несколькими заходами. В отличие от предшественника марки 1М63, токарно-винторезный станок 1М63Н имеет.
Токарно-револьверный станок 1341
Токарно-револьверный станок 1341 относят к оборудованию токарной группы. Использование токарно-револьверного станка с комплектом инструмента позволяет производить комплекс работ: проточку наружных и внутренних поверхностей, канавок; засверловку; обработку зенкером для получения точных размеров и уступов; при использовании разверток.
Использование токарно-револьверного станка с комплектом инструмента позволяет производить комплекс работ: проточку наружных и внутренних поверхностей, канавок; засверловку; обработку зенкером для получения точных размеров и уступов; при использовании разверток.
Токарно-винторезный станок 1Н65
Ранее был широко распространено оборудование Рязанского завода 1М65 — токарно-винторезный станок. Модель 1Н65 — это следующая модификация с усовершенствованными основными узлами, расширенными возможностями изготовления сложных контуров детали. Согласно данным, указанным в паспорте, диаметр заготовки может.
Токарно-винторезный станок 1М63
Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов. Область применения Покупателями.
Станок токарно-винторезный 1А616
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно.
Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно.
В данной категории представлены металлообрабатывающие и кузнечно-прессовые станки прошлых лет выпуска производства СССР, данная информация носит исключительно информационный характер.
- О компании
- Лизинг
- Требуются
- Доставка
- Наши клиенты
- Прайс
- Контакты
НЕВАСТАНКОМАШ © 2012. Карта сайта
- Cравнение станков 0
- Подбор станков
- Корзина 0 пока пусто Оформить заказ
- Вверх
- Обратная связь
Вы можете отправить заказ звонка и мы вам перезвоним.
Если у Вас есть микрофон, Вы можете позвонить нам
бесплатно прямо сейчас, нажав эту кнопку:
Офис в Санкт-Петербурге
196605, г.Санкт-Петербург, Пушкин, ш.Подбельского, д.9, оф.448
Тел/факс: +7 (812) 448-13-14 (мнк.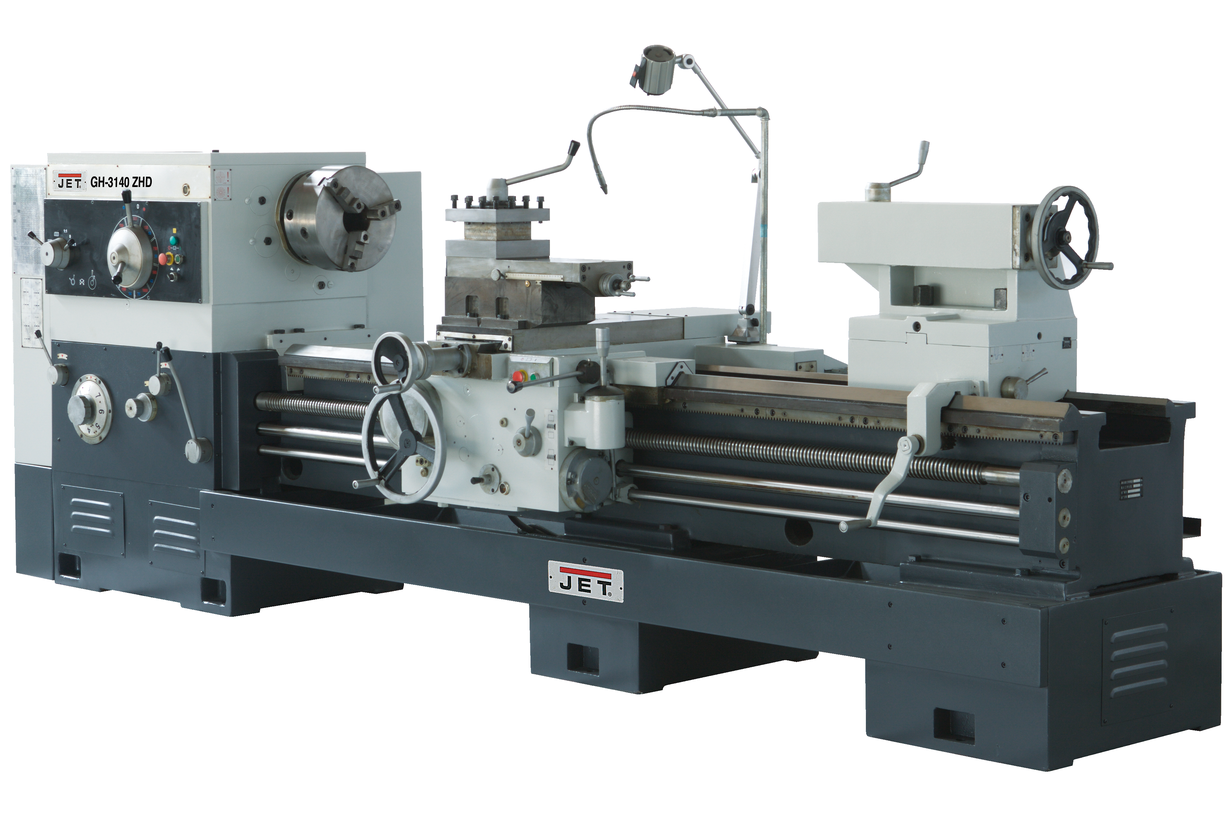 ), +7 (950) 226-80-80, +7(950) 226-90-90
), +7 (950) 226-80-80, +7(950) 226-90-90
E-mail: [email protected]
GPS Координаты офиса:
Широта: 59°43′41.25″N (59.728126) | Долгота: 30°25′56.87″E (30.432465)
Склад в Санкт-Петербурге
Санкт-Петербург, Пушкин, ул. Промышленная, д.17А (4-й проезд, д.17А)
Телефоны склада: +7 (904) 513-70-30
GPS Координаты Склада:
Широта: 59°44′24.87″N (59.740241)
Долгота: 30°27′14.07″E (30.453907)
Мы можем отправить Ваш груз любой удобной для Вас транспортной компанией.
Как это работает: Вы оформляете заказ. В ближайшую пятницу мы производим отгрузку в транспортную компанию, на основании чего вам высылается номер транспортной накладной, по которому вы можете отслеживать движение своего заказа. По факту прихода груза в ваш город с вами связывается оператор транспортной компании и согласует удобное для вас время вывоза заказа. Любой покупатель имеет возможность заказать доставку до своего дома или до другого города за дополнительную плату.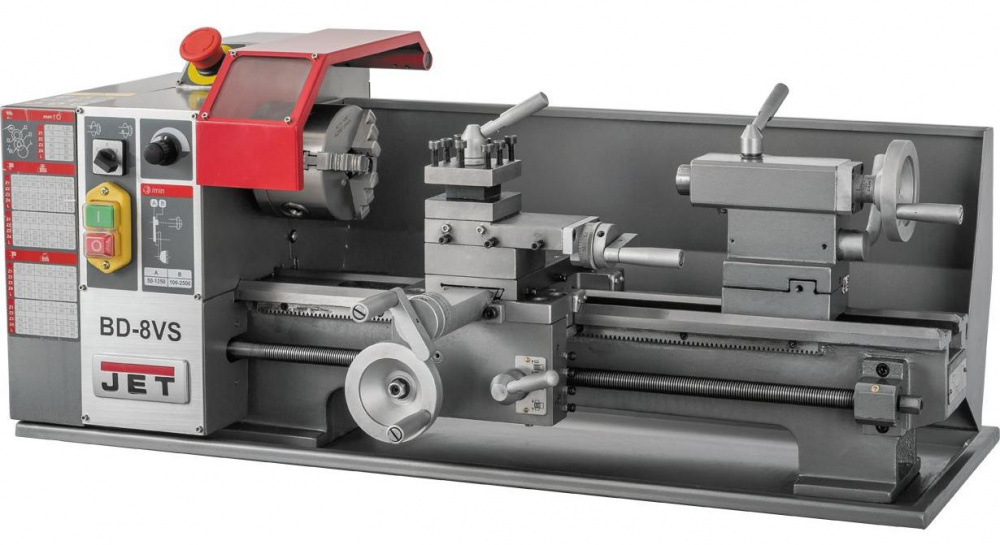 Точная стоимость доставки будет сообщена вам при оформлении заказа.
Точная стоимость доставки будет сообщена вам при оформлении заказа.
Тарифы на доставку наиболее крупными компаниями можно посчитать здесь:
Токарные станки СССР до сих пор находят применение на предприятиях. Новое оборудование найти практически невозможно. Но и старое сохранило все характеристики, достаточно заменить некоторые узлы для получения результата.
С 18-ого века вместо ручного труда начали использовать специальные машины. Сначала конструкции были паровыми, потом перешли на использование электрической энергии, исключения не было и для токарных станков СССР. Они стали одним из важнейших изобретений, облегчающих современную жизнь.
Область применения токарных станков
Цель создание оборудования – обработка разных деталей, на металлической и деревянной основе. Для этого выполняются различные операции:
Токарные резцы могут похвастаться самым широким функционалом при наличии необходимых инструментов и оборудования:
- Сверление.
- Подрезка, обработка торцов.
- Нарезание резьбы.
- Обработка внутренней поверхности.
- Вытачивание канавок, конусов и других подобных форм.
- Растачивание, обтачивание поверхностей в виде конусов, цилиндров, гладкого фасонного типа.

Машины могут использоваться как на крупносерийном, так и на мелкосерийном производстве. Каждый владелец сам выбирает вариант, который ему подходит. Выбор моделей был широким с самого начала.
История токарного станка в Советском Союзе
Различные машины для поднятия экономики страны и производства использовались Советским Союзом в разное время:
- Пятилетки.
- Великая Отечественная Война.
- После завершения конфликтов.
Создание оружия и транспорта – сферы, актуальность станков для которых сохранялась тогда. Высокого качества придерживались при производстве изначально, чтобы техника не изнашивалась быстро, служила максимально долго.
Типы и виды советских токарных станков
Классификацией, разработанной, пока действовал Советский Союз, пользуются до настоящего времени. Следующие виды металлорежущего оборудования основные:
Следующие виды металлорежущего оборудования основные:
- Специальные.
- Автоматические, обычные машины специализированного назначения.
- С несколькими резцами, для выполнения полировки.
- Лобовые, винторезные.
- Карусельной разновидности.
- Отрезной группы.
- Револьверные.
- Полуавтомат, автомат с несколькими шпинделями.
- Автомат и полуавтомат с одним шпинделем по металлу.
То, с какой точностью выполняется работа, позволяет отнести станки к одному из таких классов:
- П – повышенная.
- А – особо высокая.
- Н – нормальная.
- В – высокая.
- С – особая.
Информация относительно следующих характеристик заносится в маркировку агрегата:
- Установки имеют определённые размеры, содержащиеся в третьей и четвёртой цифре. Здесь имеют в виду высоту, на которой расположены центры.
- Вторая говорит, какой класс представляет тот или иной агрегат.
- Первой единицей говорят, что оборудование – токарное.

Конструкция токарного станка и фото его отдельных частей
В конструкции этого вида оборудования всегда присутствуют следующие компоненты:
- Электрическая часть. Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.
- Коробка подач. При наличии такого конструктивного элемента станочный суппорт принимает энергию движения. Ходовые винты и валики выступают источниками этой энергии.
- Суппорт. Крепит режущие элементы конструкции. Обеспечивает подачу приспособлений, поперечную и продольную. Конструкция обязательно дополняется так называемой нижней кареткой, или несколькими. Держатели для токарных инструментов закрепляются на других каретках, вверху.
- Шпиндельная бабка, вмещающая сам шпиндель. Во внутренней части находится коробка скоростей. Станки по дереву тоже не лишены этой части.
- Фартук. Способствует тому, что движение валика преобразуется в перемещение суппорта. Ходовой винт тоже может участвовать в этом процессе.
- Станина. Относится к несущим элементам у токарных агрегатов. На нём монтируют другие элементы станка.
 Станки по дереву тоже не лишены этой части.
Станки по дереву тоже не лишены этой части.Опорой для остальных элементов служат две специальные тумбы в комплекте. Для оборудования у них несущая функция. Благодаря этой части оператор способен выбрать максимальную высоту заготовки, которая удобнее всего. Тумбы известны массивной конструкцией.
Краткое описание самых распространённых моделей советских токарных станков
Функции в широком наборе прилагались к станкам с самого первого выпуска. Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Токарный школьный станок ТВ-4
Создан для обучения основам токарного дела, студентов и школьников разного возраста. Открывает доступ к рабочим операциям в большом количестве, среди которых:
- Резьба с многозаходными показателями.
- Резьбы разных форм, шагов: снаружи и внутри, дюймовая, трапецеидальная, упорная.
- Расточные работы для поверхностей в форме конусов, цилиндров.
- Проведение зенкерования.
- Расточка отверстий.
- Рассверливание.

Заготовки вращаются внутри центров и патронов – это главное движение, характерное для заготовок. От коробок передач энергию получает шпиндель. Сама подача – второстепенный фактор, как и её движение. Благодаря этому даже старый режущий инструмент и деталь подводятся друг к другу.
Способен обрабатывать детали с диаметром от 125 до 200 мм.
0,6 кВт – установка снабжается электродвигателями с такой средней мощностью.
Токарный станок по металлу Школьник ТВ-7
Оборудование с учебным назначением. Создан для обучения, выполнения следующих операций:
- Зенкование.
- Развёртывание.
- Обработка с помощью сверла.
- Нарезание метрической резьбы.
- Обработка торцов с разными параметрами.
- Точение, расточка деталей.

Ремень переходит к другой шкивной паре, если скорость снижена. Главный регулятор – рукоятке на правой тумбе у устройства. Итог – поддержка до четырёх скоростей.
Две пары шестерёнок располагаются внутри коробки скоростей. Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Компоненты электросхемы находятся в правой тумбе. Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Размеры заготовки находятся в пределах от 100 до 300 мм.
Школьный токарный станок по металлу ТВ6
Применяя этот вид оборудования, операторы получают доступ к следующим операциям:
- Частично заготовка отрезается.
- Конические, цилиндрические поверхности растачиваются, протачиваются.
- Резьба с метрикой.
- Торцевая корректировка.
- Сверление отверстий.

Станок отличается исходными характеристиками, не допускающими обработку стали с закалённой поверхностью. Приспособление отличается следующими параметрами:
- 350-миллиметровое расстояние между центрами.
- Шпиндель при вращении сохраняет 130-170 оборотов в минуту.
- 108 мм – на такой высоте находятся части по центру.
- 300 миллиметров – длина обтачиваемой поверхности.
- 12 миллиметров – максимум диаметра для обрабатываемой заготовки.
300-киллограммовый вес отличает станок, даже если комплектация минимальна.
Настольный токарный станок по металлу ТВ-16
Оборудование, обрабатывающее металлические детали, отличается небольшими габаритами. Для выполнения элементарных операций, входящих в токарные работы:
- Проделка отверстий.
- Резьба с разными характеристиками.
- Средняя сложность операций.
- Проведение растачивания, точения.

160 мм – максимум ограничений для размера заготовок в обработке, если они над станиной. 90 миллиметрам тот же размер равен для расположения над суппортом. 250 мм – максимальное ограничение по длине в центральной части. Сквозное шпиндельное отверстие имеет увеличенную ширину, если сравнить с моделью ТВ-4 – она составит 18 мм.
Станина литая, выполнена из чугуна. Дополняется тремя продольными пазами, выполняющими функцию направляющих. Стандартные показатели мощности находятся в пределах 0,4-0,5 квт. 1400 оборотов в минуту – показатель для скорости вращения, которая определяет, насколько фрезерный станок будет эффективен.
Если грамотно подобрать распорные втулки – то можно избежать появления различных зазоров. Натяжение ремней у клинноременной передачи должно быть правильным, иначе результата добиться не получится.
Правила техники безопасности при работе на токарном станке
Положения правил безопасности сводится к следующему:
- Соответствие исходным техническим заданиям обязательно при выполнении работ. Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.
- Перед тем, как начать работу, обязательно провести технический осмотр. Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.
- Специальную одежду застёгивают на все пуговицы.
 Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.
Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.К работе нельзя приступать, если производится какая-либо наладка оборудования, другие виды обслуживания. Запрещается использовать станки, центры у которых сильно износились. То же самое касается любых инструментов, зажимных материалов – от них стоит отказаться при малейшем признаке неисправности.
Если поломка связана с электрической частью – мастерам запрещают устранять её самостоятельно.
Заключение
Токарные станки были и остаются важной частью современного производственного процесса. Без них невозможно добиться точности, когда обрабатывают детали различной конфигурации. Главное – чтобы оператор заранее ознакомился с конструктивными особенностями станка, получил все разрешающие документы. И даже после этого время от времени надо проводить проверки для оборудования. Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Главное – чтобы оператор заранее ознакомился с конструктивными особенностями станка, получил все разрешающие документы. И даже после этого время от времени надо проводить проверки для оборудования. Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Советские токарные станки по металлу
Станки СССР | Все модели токарных, фрезерных, расточных станков и кузнечно-прессового оборудования.
В этом разделе мы представляем Вашему вниманию самые популярные и распространённые станки производства СССР. Если Вам известна модель необходимого станка, то перейдя по соответствующей ссылке, Вы получите перечень современных аналогов от различных европейских производителей.
Токарно-винторезные станки:
Тяжёлые токарные станки
Лоботокарные станки
Токарные станки с ЧПУ
- 16Б16Т1С1
- 16А20Ф3
- 16К20Ф3
- 16К30Ф3
- 16М30Ф3
- 1740РФ3
- РТ755Ф3
Токарно-карусельные станки:
Вертикально-фрезерные станки:
- 6Н10, 6Р10, 6Т10, 6М10
- 6Р11, 6Н11, 6Т11
- 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б
- 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13
- BM127
Горизонтально-фрезерные станки:
- 6Р80, 6Р80Г, 6Т80, 6М80, 6Н80
- 6Р81, 6Н81, 6Р81Г, 6М81
- 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82
- 6Р83, 6Т83Г, 6Т83, 6М83, 6Р83Г
Универсально-фрезерные станки:
- 675, 675П, 6В75
- СФ676, 676П
- 6Т80Ш, 6Р80Ш, 6М80Ш, 6Н80Ш
- 6Р81Ш, 6К81Ш, 6Т81Ш
- 6Р82Ш, 6Т82Ш, 6К82Ш, 6М82Ш
- 6Т83Ш, 6Р83Ш, 6М83Ш
Фрезерные станки с ЧПУ:
- 6Р13Ф3, 6Р13РФ3, 6Т13Ф3
- ГФ2171C5, ГФ2171
- 65А60, 65А60Ф1, 65А60Ф4
- 65А80, 65А80Ф1, 65А80Ф4, 65А80ПФ4, 65А80ПМФ4
- 65А90, 65А90Ф1, 65А90Ф4, 65А90ПМФ4
Продольно-фрезерные станки:
- 6М610, 6М610Ф1, 6М610Ф11, 6М610Ф3, 6М610МФ4
- 6М612, 6М612Ф11, 6М612МФ4, 6М612Ф4
- 6М616, 6М616Ф11, 6М616МФ4, 6М616Ф4
Горизонтальные обрабатывающие центры
- ИР-320
- ИР-500
- ИС-500
- ИР-800
- ИС-800
Горизонтально-расточные станки:
- 2А614, 2Л614, 2М614, 2Н614, 2А615, 2М615
- 2620, 2А620, 2620А, 2620В, 2620Г
- 2А622, 2А622Ф4, 2А622Ф2, 2622, 2622В, 2622Г
- 2А635, 2Б635
- 2А636Ф1, 2А636, 2636, 6Н636ГФ1, 6Н636
- 2А637Ф1, 2А637ГФ1, 2А637, 2Н637ГФ1, 2637
- 2А656, 2А656Ф11, 2656, 2Е656Р, 2Е656
- 2Б660, 2Г660, 2Б660Ф2, 2Б660Ф1
Координатно-расточные станки
- 2421, 2421СФ10, 2421АФ10
- 2431, 2431СФ10, 2431С
- 2Е440А, 2В440А, 2В440, 2Е440, 24К40, 24К40СФ4
- 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
- 2455АФ11, 2455
- 2Е460, 2А460А
- 2Е470, 2Е470А
Плоскошлифовальные станки:
- 3Г71
- 3Д711, 3Е711, ЗД711АФ, 3Д711ВФ
- 3Б722, 3Л722, 3Д722
- 3Д725
Зубофрезерные станки:
Зубодолбёжные станки:
- 5122
- 5А122
- 5В12
- 5140
- 5М14
- 5А140П
- 5В150
- 5М150
- 5М161
Листогибочные прессы и вальцы:
Валковые листогибы:
Пресс для запрессовки колёсных пар:
Звоните и уточняйте характеристики моделей токарных станков и фрезерных станков. В настоящее время раздел станки производства СССР находится в активной разработке.
В настоящее время раздел станки производства СССР находится в активной разработке.
Советские токарные станки
Советские токарные станки по металлу и дереву даже сегодня очень распространены на территории России и СНГ. На многих заводах, мастерских, ремонтных производствах большая часть парка токарного оборудования составляет станки производства СССР, а где-то их доля доходит и до 100%. Существует сегмент покупателей, которые приобретают только б/у оборудование, изготовленное в Советском Союзе, т.к. его всегда можно отремонтировать, провести капитальный ремонт своими руками, а документацию, паспорта, руководства и по эксплуатации, чертежи можно найти в свободном доступе в интернете и на этом сайте. Недостатком б/у станков является их неполная комплектность. Если вам необходимо выполнять довольно специфические операции, то придется искать еще дополнительную оснастку и приспособления.
Данный агрегат – одна популярнейших марок, которая нашла применение во множестве мастерских.
Даже учебные заведения используют токарный станок ИТ-1М для развития навыков у своих учеников. Впервые эта модель появилась на Ивановском станкостроительном предприятии, где сотрудники […]Для качественного проведения токарных работ требуются определенные навыки. Токарный станок ТВ-6 применяется для обучения азам профессии токаря, что определяет его широкое распространение в различных обучающих организациях. Несмотря на то, что оборудование появилось в продаже в […]
В продаже можно встретить достаточно большое количество станков, которые устанавливаются в домашних условиях для проведения самых различных работ. На протяжении длительного периода большой популярностью пользовался токарный станок Универсал 2. Конструктивные особенности определяют то, что подобное […]
Токарный станок ТШ-3 позволяет проводить три операции обработки: сверление отверстий, точение инструмента, шлифовку поверхностей. Аббревиатура ТШ, присутствующая в названии станка, свидетельствует о том, что он одновременно является точильным и шлифовальным.
Агрегат имеет свои характерные особенности, […]Для получения высокоточных деталей применяется специальное токарное оборудование. Довольно больше распространение получил токарный-винторезный станок 1Е61М и модели 1Е61ПМ, 1Е61Мт. Расшифровка маркировки указывает на то, что рассматриваемые станки относятся к токарно-винторезной группе, при этом высота центров […]
Станок токарно-винторезный 1М63Н предназначен для всех видов обработки поверхностей вращения заготовок, включая выполнение конусов и нарезание резьб большинства принятых стандартов с одним или несколькими заходами. В отличие от предшественника марки 1М63, токарно-винторезный станок 1М63Н имеет […]
Токарно-револьверный станок 1341 относят к оборудованию токарной группы. Использование токарно-револьверного станка с комплектом инструмента позволяет производить комплекс работ: проточку наружных и внутренних поверхностей, канавок; засверловку; обработку зенкером для получения точных размеров и уступов; при использовании разверток […]
Ранее был широко распространено оборудование Рязанского завода 1М65 — токарно-винторезный станок.
Модель 1Н65 — это следующая модификация с усовершенствованными основными узлами, расширенными возможностями изготовления сложных контуров детали. Согласно данным, указанным в паспорте, диаметр заготовки может […]Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов. Область применения Покупателями […]
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно […]
 Даже учебные заведения используют токарный станок ИТ-1М для развития навыков у своих учеников. Впервые эта модель появилась на Ивановском станкостроительном предприятии, где сотрудники […]
Даже учебные заведения используют токарный станок ИТ-1М для развития навыков у своих учеников. Впервые эта модель появилась на Ивановском станкостроительном предприятии, где сотрудники […] Агрегат имеет свои характерные особенности, […]
Агрегат имеет свои характерные особенности, […] Модель 1Н65 — это следующая модификация с усовершенствованными основными узлами, расширенными возможностями изготовления сложных контуров детали. Согласно данным, указанным в паспорте, диаметр заготовки может […]
Модель 1Н65 — это следующая модификация с усовершенствованными основными узлами, расширенными возможностями изготовления сложных контуров детали. Согласно данным, указанным в паспорте, диаметр заготовки может […]Какие были в СССР токарные станки?
Люди с XVIII века вместо ручного труда начали использовать машины для производства. Они работали на пару, затем в XX веке перешли на электроэнергию. Машинное производство гораздо облегчает жизнь людей, делая всю сложную работу за них, поэтому человечество с каждым годом модернизирует технику. Одной из важнейших машин является токарный станок. СССР активно использовал это устройство во времена Великой Отечественной войны и в периоды пятилеток. Сейчас молодежь даже не очень представляет, зачем нужна данная машина. В этой статье мы разберем, что такое токарный станок, для чего его используют, какие были в СССР токарные станки.
Машинное производство гораздо облегчает жизнь людей, делая всю сложную работу за них, поэтому человечество с каждым годом модернизирует технику. Одной из важнейших машин является токарный станок. СССР активно использовал это устройство во времена Великой Отечественной войны и в периоды пятилеток. Сейчас молодежь даже не очень представляет, зачем нужна данная машина. В этой статье мы разберем, что такое токарный станок, для чего его используют, какие были в СССР токарные станки.
Для чего нужны токарные станки?
Данная машина нужна для того, чтобы путем резания или точения обрабатывать детали (или их заготовки) из металлов и древесины. С помощью токарного станка обтачивают и растачивают гладкие цилиндрические, фасонные и конические поверхности такой формы, вытачивают канавки (углубления на изделии), конусы, обрабатывают внутренние поверхности, нарезают резьбу, проводят подрезку и обработку торцов, сверлят и т. д.
У устройства много возможностей, а соответственно, должно быть много разных моделей и разновидностей. На самом деле, какую бы роль ни выполнял токарный станок, все машины имеют одинаковое строение, представленное на фото ниже.
На самом деле, какую бы роль ни выполнял токарный станок, все машины имеют одинаковое строение, представленное на фото ниже.
- Передняя бабка (в ней содержится коробка скоростей, состоящая в основном из шпинделя) закреплена на левом конце станины.
- Заготовке шпиндель сообщает главные движения благодаря особым приспособлениям. На шпинделе для установки патрона или планшайбы имеются также посадочные поверхности, а внутри расположено коническое отверстие, куда вставляют хвостовик центра.
- Коробка скоростей в передней бабке служит для регулировки частоты вращения шпинделя.
- Коробка подач же обеспечивает ходовому валу и винту различные частоты вращения.
- Суппорт нужен для закрепления режущего инструмента, он сообщает ему движения подачи.
- Фартук суппорта преобразовывает вращательные движения ходового вала или ходового винта в прямолинейные движения суппорта.
- А задняя бабка выполняется роль закрепления центров, сверл, метчиков и др.
Токарный станок СССР
В годы пятилеток, во время Великой Отечественной войны и после нее Советский Союз активно использовал различные машины, чтобы поднять экономику страны. В СССР токарные станки по металлу и древесине использовали чаще всего для создания оружия, военной техники, а также других устройств и приспособлений, которые бы помогли в трудное время.
В войну люди активно работали на машинах. Хорошо сохранились токарные станки СССР, фото с тех времен не осталось, но машины дошли до наших дней. И, придя в музей военной техники, вероятнее всего, вы увидите там и устройства с заводов. Станки делали хорошо и качественно, чтобы они не изнашивались и прослужили очень долго, так оно и вышло.
Заключение
Итак, в этой статье мы разобрались, что такое токарные станки, зачем они нужны, каково их строение, как долго они могут служить. Токарные станки СССР, как показало время, – самые надежные, они никогда не подводили людей в трудные времена.
Станки СССР | Все модели токарных, фрезерных, расточных станков и кузнечно-прессового оборудования.
В этом разделе мы представляем Вашему вниманию самые популярные и распространённые станки производства СССР. Если Вам известна модель необходимого станка, то перейдя по соответствующей ссылке, Вы получите перечень современных аналогов от различных европейских производителей.
Если Вам известна модель необходимого станка, то перейдя по соответствующей ссылке, Вы получите перечень современных аналогов от различных европейских производителей.
Токарно-винторезные станки:
Тяжёлые токарные станки
Лоботокарные станки
Токарные станки с ЧПУ
- 16Б16Т1С1
- 16А20Ф3
- 16К20Ф3
- 16К30Ф3
- 16М30Ф3
- 1740РФ3
- РТ755Ф3
Токарно-карусельные станки:
Вертикально-фрезерные станки:
- 6Н10, 6Р10, 6Т10, 6М10
- 6Р11, 6Н11, 6Т11
- 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б
- 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13
- BM127
Горизонтально-фрезерные станки:
- 6Р80, 6Р80Г, 6Т80, 6М80, 6Н80
- 6Р81, 6Н81, 6Р81Г, 6М81
- 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82
- 6Р83, 6Т83Г, 6Т83, 6М83, 6Р83Г
Универсально-фрезерные станки:
- 675, 675П, 6В75
- СФ676, 676П
- 6Т80Ш, 6Р80Ш, 6М80Ш, 6Н80Ш
- 6Р81Ш, 6К81Ш, 6Т81Ш
- 6Р82Ш, 6Т82Ш, 6К82Ш, 6М82Ш
- 6Т83Ш, 6Р83Ш, 6М83Ш
Фрезерные станки с ЧПУ:
- 6Р13Ф3, 6Р13РФ3, 6Т13Ф3
- ГФ2171C5, ГФ2171
- 65А60, 65А60Ф1, 65А60Ф4
- 65А80, 65А80Ф1, 65А80Ф4, 65А80ПФ4, 65А80ПМФ4
- 65А90, 65А90Ф1, 65А90Ф4, 65А90ПМФ4
Продольно-фрезерные станки:
- 6М610, 6М610Ф1, 6М610Ф11, 6М610Ф3, 6М610МФ4
- 6М612, 6М612Ф11, 6М612МФ4, 6М612Ф4
- 6М616, 6М616Ф11, 6М616МФ4, 6М616Ф4
Горизонтальные обрабатывающие центры
- ИР-320
- ИР-500
- ИС-500
- ИР-800
- ИС-800
Горизонтально-расточные станки:
- 2А614, 2Л614, 2М614, 2Н614, 2А615, 2М615
- 2620, 2А620, 2620А, 2620В, 2620Г
- 2А622, 2А622Ф4, 2А622Ф2, 2622, 2622В, 2622Г
- 2А635, 2Б635
- 2А636Ф1, 2А636, 2636, 6Н636ГФ1, 6Н636
- 2А637Ф1, 2А637ГФ1, 2А637, 2Н637ГФ1, 2637
- 2А656, 2А656Ф11, 2656, 2Е656Р, 2Е656
- 2Б660, 2Г660, 2Б660Ф2, 2Б660Ф1
Координатно-расточные станки
- 2421, 2421СФ10, 2421АФ10
- 2431, 2431СФ10, 2431С
- 2Е440А, 2В440А, 2В440, 2Е440, 24К40, 24К40СФ4
- 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
- 2455АФ11, 2455
- 2Е460, 2А460А
- 2Е470, 2Е470А
Плоскошлифовальные станки:
- 3Г71
- 3Д711, 3Е711, ЗД711АФ, 3Д711ВФ
- 3Б722, 3Л722, 3Д722
- 3Д725
Зубофрезерные станки:
Зубодолбёжные станки:
- 5122
- 5А122
- 5В12
- 5140
- 5М14
- 5А140П
- 5В150
- 5М150
- 5М161
Листогибочные прессы и вальцы:
Валковые листогибы:
Пресс для запрессовки колёсных пар:
Звоните и уточняйте характеристики моделей токарных станков и фрезерных станков. В настоящее время раздел станки производства СССР находится в активной разработке.
В настоящее время раздел станки производства СССР находится в активной разработке.
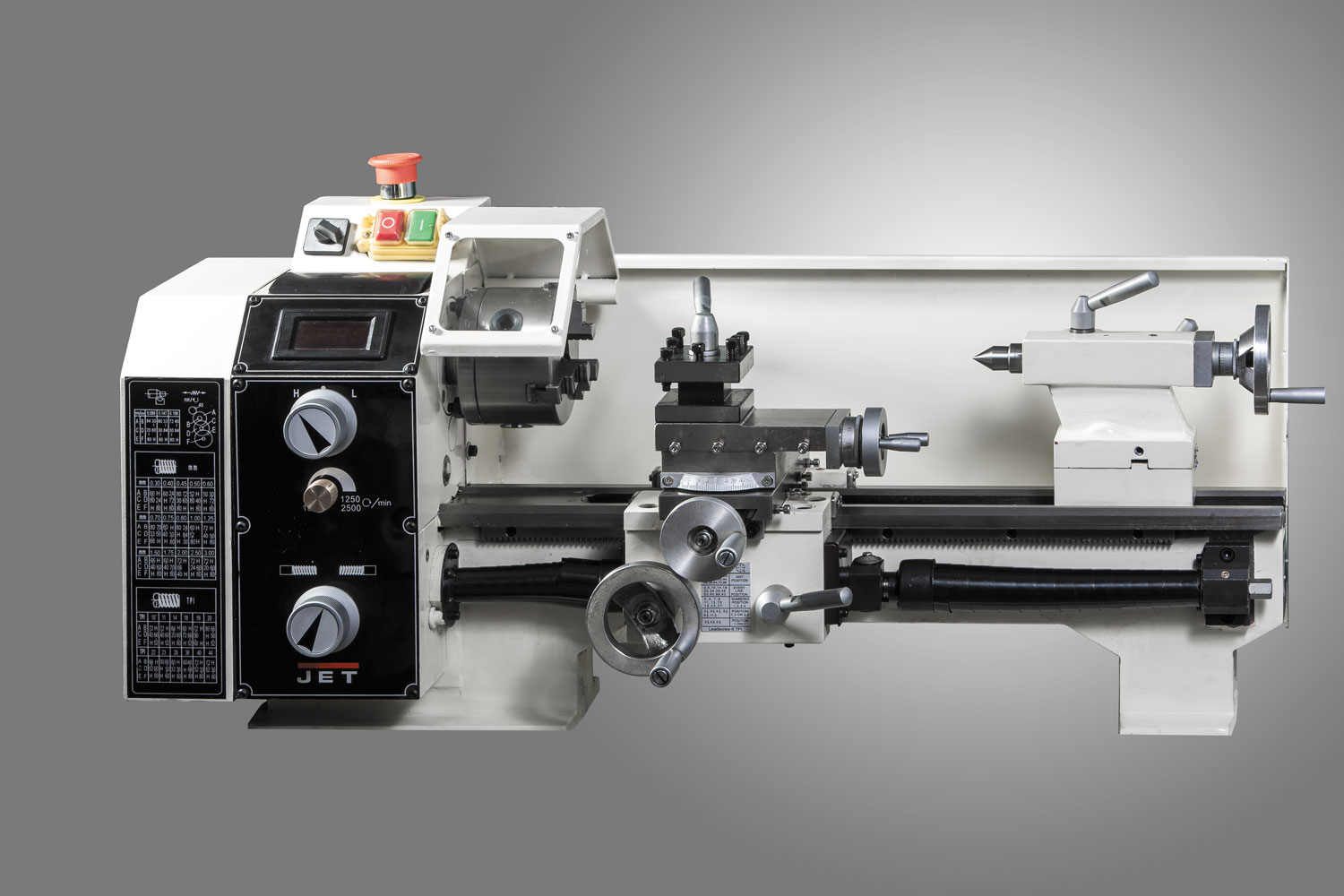
О настольном токарном станке
Токарный станок – это самый распространённый инструмент любого механика и инженера начиная от домашнего и гаражного мастера и заканчивая крупными машиностроительными предприятиями. Количество применений токарного станка по металлу невозможно пересчитать. Практически на любом заводе, а также в домашнем ремонте возникает необходимость быстро расточить или восстановить различные детали. Постоянно нужно то выточить простые детали, такие как болт, гайку, ось, то отремонтировать и вернуть форму валам, втулкам и прочим деталям.В советские времена самым популярным станком был и остаётся токарно-винторезный станок 16К20, каждый токарь с ним знаком и провёл не одну сотню часов за работой, растачивая различные цилиндрические, конические и резьбовые детали. Сейчас же такие станки более не производятся, а старые уже начинают терять свой ресурс, на их замену в Россию массово хлынули европейские, турецкие и китайские производители. Многообразие станков и наличие различных характеристик затрудняют выбор токарного станка.
Многообразие станков и наличие различных характеристик затрудняют выбор токарного станка.
Возникает закономерный вопрос, как подобрать токарный станок, на какие характеристики обратить внимание. Начинать надо всегда с целей и задач, которые вы перед собой ставите. Токарные станки делятся на различные группы по ориентированности на объем производства.
Группа настольных токарно-винторезных станков ориентирована на пользователей, работающих в своих собственных небольших мастерских, в так сказать домашних условиях. Это небольшие станки, имеющие небольшую массу, как правило, у них нет основания, они ставятся прямо на стол (от того и происходит их название) и размер обрабатываемых деталей ограничивается диаметром 280 мм.
При покупке настольного токарного станка необходимо обратить внимание на следующие параметры:
- Наибольший диаметр обработки в патронах и в центрах, либо на высоту центров. Этот параметр, определяющий возможности станка.
- Расстояние между центрами – определяет максимальную длину заготовки, которую вы можете установить в токарном станке
- Проходное отверстие шпинделя – очень важный параметр, если вы планируете обрабатывать длинномерные прутковые детали такие.
- Металлические шестерни. На рынок ради экономии на стоимости станка поставляются токарные станки с пластиковыми шестернями. Такие станки даже для учебных образовательных учреждений подойдут только для работы по дереву.

- Вылет пиноли задней бабки – этот параметр говорит о том какие внутренние поверхности вы сможете обрабатывать ,и на какую глубину.
- Мощность двигателя, а также количество оборотов выдаваемых им, способ их регулирования. Также стоит обратить внимание на выходное напряжение. Вряд ли у вас в мастерской есть напряжение в 380 В.
- Наличие ходового винта – крайне важный элемент для нарезания резьбы
- Наличие защитных кожухов патрона, резцедержателя – обеспечивает безопасность работающего за станком оператора от летящей стружки.
- Станина должна быть не разъемная, литая, а направляющие закалённые.
Современная линейка настольных токарных станков начинается с самых маленьких станочков небольшой массы до 70 кг, например, ВИТЯЗЬ 1Н614В и ВИТЯЗЬ 1Н618В, которые подойдут для небольшого гаража обычного автомеханика, так и для школ, ВУЗов. Особенность этих станков является хорошие технические параметры, несмотря на игрушечные размеры. Так, например 1Н618В может максимально взять по 2 мм на сторону при расточке цилиндрической детали в центрах. Диаметр устанавливаемых изделий в них 140 мм и 180 мм соответственно, расстояние между центрами до 550 мм. Данные станки позволяют быстро выточить небольшие детали с минимальными затратами энергии и времени. Все необходимые возможности для этого присутствуют в этой группе станков, они своего рода уменьшенные копии промышленных станков
Особенность этих станков является хорошие технические параметры, несмотря на игрушечные размеры. Так, например 1Н618В может максимально взять по 2 мм на сторону при расточке цилиндрической детали в центрах. Диаметр устанавливаемых изделий в них 140 мм и 180 мм соответственно, расстояние между центрами до 550 мм. Данные станки позволяют быстро выточить небольшие детали с минимальными затратами энергии и времени. Все необходимые возможности для этого присутствуют в этой группе станков, они своего рода уменьшенные копии промышленных станков
Более крупные модели настольных токарно-винторезных станков Витязь 1Н625(В) и 1Н628(В) уже имеют более ответственное назначение и подойдут даже для серьёзного механического и ремонтного цеха. Диаметры, обрабатываемые над станиной изделий, уже ограничиваются 250 мм и 280 мм соответственно. Проходное отверстие в шпинделе уже может пропустить через себя дюймовую трубу, и имеют возможность изменять направление вращения ходового винта отдельно от вращения двигателя. Это позволяет делать подачу справа налево и нарезать как левую, так и правую резьбу. Такие станки оснащаются более мощными двигателями и позволяют давать большую нагрузку на станок. Жёсткость его и минимальные биения позволяют делать даже средних размеров изделия.
Это позволяет делать подачу справа налево и нарезать как левую, так и правую резьбу. Такие станки оснащаются более мощными двигателями и позволяют давать большую нагрузку на станок. Жёсткость его и минимальные биения позволяют делать даже средних размеров изделия.
Также модели станков таких размеров имеют уже ступенчатое регулирование скорости вращения двигателя и бесступенчатое, оснащённое инвертором частоты, что позволяет точно регулировать скорость вращения оборотов шпинделя, но уменьшая момент. Такие станки имеют подготовку для установления фрезерной головы, что позволяет сделать станок комбинированным токарно-фрезерным станком
Естественно, перед принятием решения или покупкой компания «ВЕКПРОМ» рекомендует посмотреть станок в работе. Просите у нас продемонстрировать работу станка. Обратите внимание на комплектацию станка, она должна полностью соответствовать вашим целям и задачам. Проверьте люфты хода кареток, кулачков патрона, всё должно быть в пределах допустимых допусков для удовлетворения ваших задач.
Следует помнить, что такие токарные станки не предназначены для работы в полную силу в течение всего дня и любят режим работы с перерывами. Полное машинное время лучше не превышать 3-4 часа в день.
Если же вы планируете обтачивать более ответственные детали, то вам необходимо рассматривать станок средних размеров с основанием. Сейчас существует множество современных аналогов старым советским станкам.
Читайте нашу статью о том, как подобрать станок для среднесерийного и мелкосерийного производства.
Советские токарные станки
По-прежнему в промышленности, особенно в отечественной металлообработке распространены советские токарные станки, которые, несмотря на определенную степень устаревания и повышенный расход электроэнергии по-прежнему позволяют выполнять сложные работы и при грамотном подходе позволяют вытачивать сложные детали. В основном такая группа станков позволяет эффективно обрабатывать тела вращения, что обеспечивает зеркальность деталей и точность выполнения операций. Традиционный советский настольный токарный станок не является универсальным и позволяет выполнить ограниченное число операций с вращаемой деталью благодаря использованию различных резцов.
Традиционный советский настольный токарный станок не является универсальным и позволяет выполнить ограниченное число операций с вращаемой деталью благодаря использованию различных резцов.
Если же такой станок оборудовать дополнительными приспособлениями, то число операций значительно возрастает. В частности, на станке становится возможным выполнять более сложные операции точения, изготовления канавок, изменения форм изделий, разделения заготовок на составные части, расточка заготовки с концов и другие. Именно поэтому советские токарные станки по металлу по-прежнему популярны и используются повсеместно. В отличие от зарубежных, пускай и более совершенных аналогов, наши токарные станки дешевле.
Чаще всего используются наиболее популярные советские токарно-винторезные станки, которые не только позволяют делать цилиндрические, конусовидные, прямоугольные детали различных форм и размеров, но и позволяют наносить резьбу на заготовку нужного диаметра. Благодаря возможностям точения деталь подгоняется под необходимый размер и на элементы ее крепления наносится резьба.
Именно благодаря широкому распространению и возможностям советские токарные станки не потеряли популярность. Однако советский настольный токарный станок нуждается в запчастях и обслуживании. Замена проводки не представляет большой трудности, а детали для такого оборудования, как советские токарные станки по металлу изготавливались заводами массово, поэтому трудностей с их подбором и заменой не возникает. Другое дело импортные агрегаты, которые не только сложны и непонятны в управлении без специальной подготовки и обучения, но и требуют дефицитных запасных частей. В то же время советские токарно-винторезные станки позволяют многие свои же детали производить на самих станках, а резцы и крепления находятся в свободной продаже в изобилии.
Узнаем как ие были в СССР токарные станки?
Люди с XVIII века вместо ручного труда начали использовать машины для производства. Они работали на пару, затем в XX веке перешли на электроэнергию. Машинное производство гораздо облегчает жизнь людей, делая всю сложную работу за них, поэтому человечество с каждым годом модернизирует технику. Одной из важнейших машин является токарный станок. СССР активно использовал это устройство во времена Великой Отечественной войны и в периоды пятилеток. Сейчас молодежь даже не очень представляет, зачем нужна данная машина. В этой статье мы разберем, что такое токарный станок, для чего его используют, какие были в СССР токарные станки.
Одной из важнейших машин является токарный станок. СССР активно использовал это устройство во времена Великой Отечественной войны и в периоды пятилеток. Сейчас молодежь даже не очень представляет, зачем нужна данная машина. В этой статье мы разберем, что такое токарный станок, для чего его используют, какие были в СССР токарные станки.
Для чего нужны токарные станки?
Данная машина нужна для того, чтобы путем резания или точения обрабатывать детали (или их заготовки) из металлов и древесины. С помощью токарного станка обтачивают и растачивают гладкие цилиндрические, фасонные и конические поверхности такой формы, вытачивают канавки (углубления на изделии), конусы, обрабатывают внутренние поверхности, нарезают резьбу, проводят подрезку и обработку торцов, сверлят и т. д.
У устройства много возможностей, а соответственно, должно быть много разных моделей и разновидностей. На самом деле, какую бы роль ни выполнял токарный станок, все машины имеют одинаковое строение, представленное на фото ниже.
- Передняя бабка (в ней содержится коробка скоростей, состоящая в основном из шпинделя) закреплена на левом конце станины.
- Заготовке шпиндель сообщает главные движения благодаря особым приспособлениям. На шпинделе для установки патрона или планшайбы имеются также посадочные поверхности, а внутри расположено коническое отверстие, куда вставляют хвостовик центра.
- Коробка скоростей в передней бабке служит для регулировки частоты вращения шпинделя.
- Коробка подач же обеспечивает ходовому валу и винту различные частоты вращения.
- Суппорт нужен для закрепления режущего инструмента, он сообщает ему движения подачи.
- Фартук суппорта преобразовывает вращательные движения ходового вала или ходового винта в прямолинейные движения суппорта.
- А задняя бабка выполняется роль закрепления центров, сверл, метчиков и др.
Токарный станок СССР
В годы пятилеток, во время Великой Отечественной войны и после нее Советский Союз активно использовал различные машины, чтобы поднять экономику страны. В СССР токарные станки по металлу и древесине использовали чаще всего для создания оружия, военной техники, а также других устройств и приспособлений, которые бы помогли в трудное время.
В СССР токарные станки по металлу и древесине использовали чаще всего для создания оружия, военной техники, а также других устройств и приспособлений, которые бы помогли в трудное время.
В войну люди активно работали на машинах. Хорошо сохранились токарные станки СССР, фото с тех времен не осталось, но машины дошли до наших дней. И, придя в музей военной техники, вероятнее всего, вы увидите там и устройства с заводов. Станки делали хорошо и качественно, чтобы они не изнашивались и прослужили очень долго, так оно и вышло.
Заключение
Итак, в этой статье мы разобрались, что такое токарные станки, зачем они нужны, каково их строение, как долго они могут служить. Токарные станки СССР, как показало время, – самые надежные, они никогда не подводили людей в трудные времена.
Токарный станок по дереву ссср школьный
Школьные токарные станки – учебные универсальные токарно-винторезные станки используются для всевозможных токарных работ в мастерских школ для политехнического обучения, для малого и среднего бизнеса. Малогабаритные токарные станки применяются, также, для оснащения ПАРМ (передвижная автомобильная ремонтная мастерская) военного и гражданского назначения.
Малогабаритные токарные станки применяются, также, для оснащения ПАРМ (передвижная автомобильная ремонтная мастерская) военного и гражданского назначения.
По своим возможностям школьные токарные станки находятся между станками класса “Хобби” и производственными. Даже самые первые школьные токарные станки имеют основные узлы промышленного токарного станка: коробку скоростей и коробку подач. Школьные токарные станки можно использовать на несложных работах в ремонтных мастерских, тогда как “хоббийные” станки не предназначены для этого.
Первые школьные токарные станки ТВШ, ТВШ-2, ТВШ-3, как и множество настольных станков класса “Хобби”, производились в мастерских технических учебных заведений, в исправительных трудовых учреждених для несовершеннолетних (ТКН) и на нескольких машиностроительных заводах. Со временем выпуск школьных станков на этих предприятиях был прекращен.
В настоящее время основным производителем школьных токарных станков является Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году. Сегодя завод МАГСО существует в составе ФПГ КомТех-Плюс – http://ktprof.ru.
Сегодя завод МАГСО существует в составе ФПГ КомТех-Плюс – http://ktprof.ru.
Завод МАГСО в составе Компании КомТех-Плюс производит, также, учебные фрезерные станки, сверлильные, заточные и токарные станки с ЧПУ.
ТВШ-2 (ТВ-2) Школьный токарный станок
Универсальный токарно-винторезный малогабаритный станок ТВШ-2, один из первых школьных токарников, выпускался в 50..60-х годах прошлого века. Станок умеет резать три резьбы и имеет три подачи.
Раннего выпуска универсальный токарно-винторезный станок ТВШ-2 (Чугунная крышка передней бабки).
Позднего выпуска токарно-винторезный станок ТВШ-2 (Штампованная крышка передней бабки).
Модернизация школьного токарного станка ТВШ-2
ТВШ-3 (ТВ-3) Школьный токарный станок
Школьный токарный станок ТВШ-3 (ТВ-3) – модернизированный ТВШ-2.
Производители токарно-винторезного станка модели ТВШ-3 – Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок – ТВ-4.
Общий вид токарно-винторезного станка ТВШ-3
Раннего выпуска универсальный токарно-винторезный станок ТВШ-3.
Позднего выпуска универсальный токарно-винторезный станок ТВШ-3.
ТВ-4 Школьный токарный станок
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Общий вид токарно-винторезного станка ТВ-4
ТВ-6 Школьный токарный станок
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод “Октябрь” – г. Дубно Ровенской области на Украине.
Дубно Ровенской области на Украине.
Общий вид токарно-винторезного станка ТВ-6
Станок ТВ-6 заменил в производстве токарно-винторезный станок ТВ-4.
Внешне констрструкция станков не очень сильно отличается. Основные параметры также не претерпели значительных изменений:
ТВ-7 Школьный токарный станок
Учебный токарно-винторезный станок ТВ-7 отличается от станка модели ТВ-6 и ТВ-6М конструкцией передней бабки и коробки скоростей. В станке модели ТВ-7 скорости переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки. Начиная с этой модели станка учебные станки этой серии получили дополнительно три подачи и три метрических резьбы.
Скорость вращения шпинделя переключается переброской ремней, поэтому исчезли две рукоятки на шпиндельной бабке.
Начиная с модели станка ТВ-7, школьные станки получили 8 подач и научились резать целых 6 резьб.
Общий вид токарно-винторезного станка ТВ-7
ТВ-7М Школьный токарный станок
Производителем учебного токарно-винторезного станка ТВ-7 является Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Модели станков ТВ-7М, ТВ-9, ТВ-11 отличаются только длиной станины и, соответственно, РМЦ. Станки выпускаются без тумб, в настольном варианте.
Межцентровые расстояния токарных станков ТВ-7М, ТВ-9 и ТВ-11:
- ТВ-7М – РМЦ 275 мм
- ТВ-9 – РМЦ 525 мм
- ТВ-11 – РМЦ 750 мм
Общий вид токарно-винторезного станка ТВ-7М
ТВ-9 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-9 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 10 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:
- ТВ-7М – РМЦ 275 мм
- ТВ-9 – РМЦ 525 мм
- ТВ-11 – РМЦ 750 мм
Общий вид токарно-винторезного станка ТВ-9
ТВ-11 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-11 выпускался предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства фирмы “MITSUBISHI”, позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
- ТВ-7М – РМЦ 275 мм
- ТВ-9 – РМЦ 525 мм
- ТВ-11 – РМЦ 750 мм
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен.
Станок изготавливается класса точности Н.
Общий вид токарно-винторезного станка ТВ-11
16У03П токарный станок повышенной точности
Токарно-винторезный станок 16У03П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
16У04П токарный станок повышенной точности
Токарно-винторезный станок 16У04П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
Советские токарные станки по металлу и дереву даже сегодня очень распространены на территории России и СНГ. На многих заводах, мастерских, ремонтных производствах большая часть парка токарного оборудования составляет станки производства СССР, а где-то их доля доходит и до 100%. Существует сегмент покупателей, которые приобретают только б/у оборудование, изготовленное в Советском Союзе, т.к. его всегда можно отремонтировать, провести капитальный ремонт своими руками, а документацию, паспорта, руководства и по эксплуатации, чертежи можно найти в свободном доступе в интернете и на этом сайте. Недостатком б/у станков является их неполная комплектность. Если вам необходимо выполнять довольно специфические операции, то придется искать еще дополнительную оснастку и приспособления.
Токарно-винторезный станок ИТ-1М
Данный агрегат – одна популярнейших марок, которая нашла применение во множестве мастерских. Даже учебные заведения используют токарный станок ИТ-1М для развития навыков у своих учеников. Впервые эта модель появилась на Ивановском станкостроительном предприятии, где сотрудники […]
Впервые эта модель появилась на Ивановском станкостроительном предприятии, где сотрудники […]
Токарно-винторезный станок ТВ-6
Для качественного проведения токарных работ требуются определенные навыки. Токарный станок ТВ-6 применяется для обучения азам профессии токаря, что определяет его широкое распространение в различных обучающих организациях. Несмотря на то, что оборудование появилось в продаже в […]
Токарные станки Универсал 2 и Универсал 3
В продаже можно встретить достаточно большое количество станков, которые устанавливаются в домашних условиях для проведения самых различных работ. На протяжении длительного периода большой популярностью пользовался токарный станок Универсал 2. Конструктивные особенности определяют то, что подобное […]
Токарный станок ТШ-3
Токарный станок ТШ-3 позволяет проводить три операции обработки: сверление отверстий, точение инструмента, шлифовку поверхностей. Аббревиатура ТШ, присутствующая в названии станка, свидетельствует о том, что он одновременно является точильным и шлифовальным. Агрегат имеет свои характерные особенности, […]
Агрегат имеет свои характерные особенности, […]
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Для получения высокоточных деталей применяется специальное токарное оборудование. Довольно больше распространение получил токарный-винторезный станок 1Е61М и модели 1Е61ПМ, 1Е61Мт. Расшифровка маркировки указывает на то, что рассматриваемые станки относятся к токарно-винторезной группе, при этом высота центров […]
Токарно-винторезный станок 1М63Н
Станок токарно-винторезный 1М63Н предназначен для всех видов обработки поверхностей вращения заготовок, включая выполнение конусов и нарезание резьб большинства принятых стандартов с одним или несколькими заходами. В отличие от предшественника марки 1М63, токарно-винторезный станок 1М63Н имеет […]
Токарно-револьверный станок 1341
Токарно-револьверный станок 1341 относят к оборудованию токарной группы. Использование токарно-револьверного станка с комплектом инструмента позволяет производить комплекс работ: проточку наружных и внутренних поверхностей, канавок; засверловку; обработку зенкером для получения точных размеров и уступов; при использовании разверток […]
Токарно-винторезный станок 1Н65
Ранее был широко распространено оборудование Рязанского завода 1М65 — токарно-винторезный станок. Модель 1Н65 — это следующая модификация с усовершенствованными основными узлами, расширенными возможностями изготовления сложных контуров детали. Согласно данным, указанным в паспорте, диаметр заготовки может […]
Модель 1Н65 — это следующая модификация с усовершенствованными основными узлами, расширенными возможностями изготовления сложных контуров детали. Согласно данным, указанным в паспорте, диаметр заготовки может […]
Токарно-винторезный станок 1М63
Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов. Область применения Покупателями […]
Станок токарно-винторезный 1А616
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно […]
Токарные станки СССР до сих пор находят применение на предприятиях.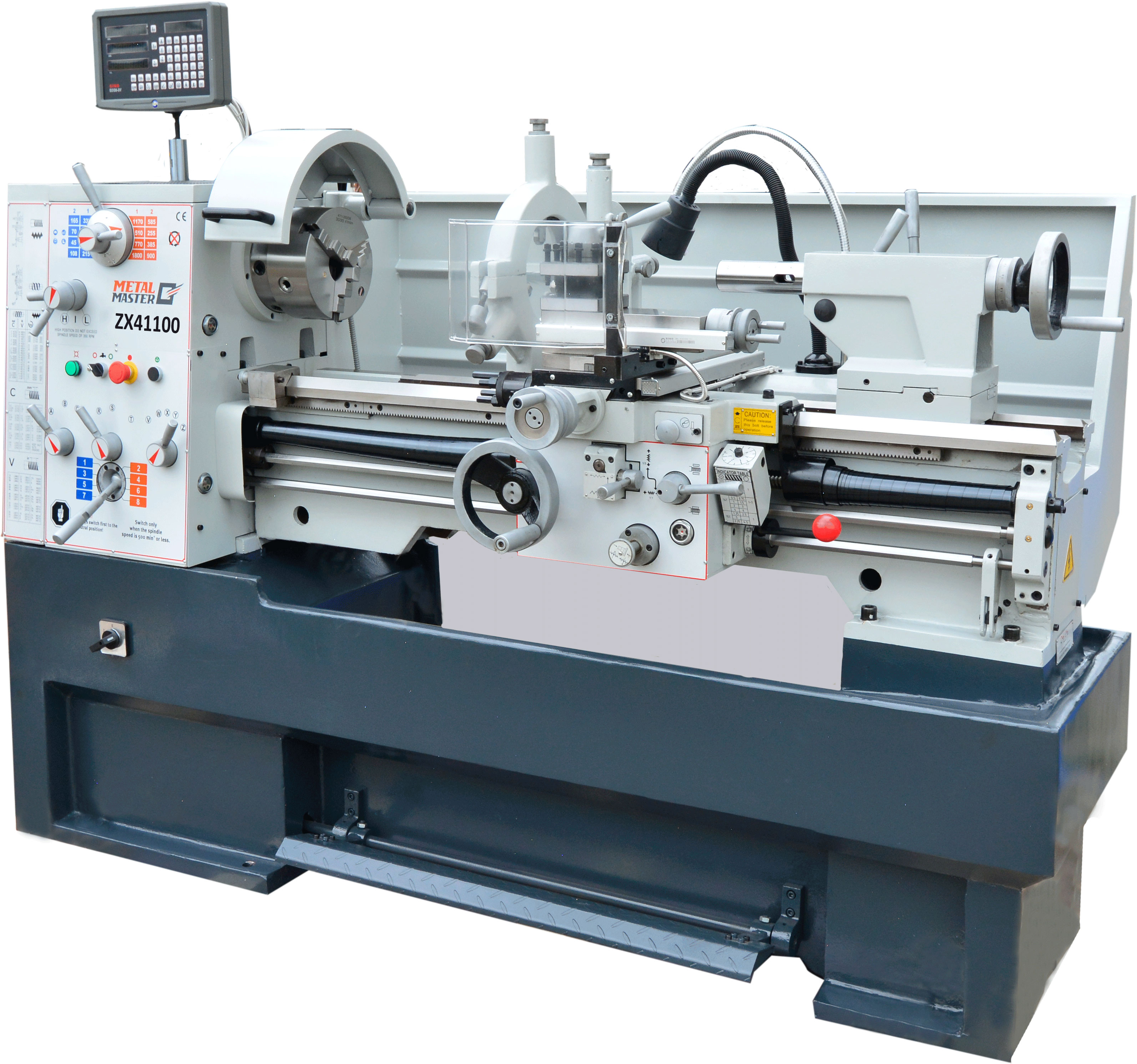 Новое оборудование найти практически невозможно. Но и старое сохранило все характеристики, достаточно заменить некоторые узлы для получения результата.
Новое оборудование найти практически невозможно. Но и старое сохранило все характеристики, достаточно заменить некоторые узлы для получения результата.
С 18-ого века вместо ручного труда начали использовать специальные машины. Сначала конструкции были паровыми, потом перешли на использование электрической энергии, исключения не было и для токарных станков СССР. Они стали одним из важнейших изобретений, облегчающих современную жизнь.
Область применения токарных станков
Цель создание оборудования – обработка разных деталей, на металлической и деревянной основе. Для этого выполняются различные операции:
Токарные резцы могут похвастаться самым широким функционалом при наличии необходимых инструментов и оборудования:
- Сверление.
- Подрезка, обработка торцов.
- Нарезание резьбы.
- Обработка внутренней поверхности.
- Вытачивание канавок, конусов и других подобных форм.
- Растачивание, обтачивание поверхностей в виде конусов, цилиндров, гладкого фасонного типа.

Машины могут использоваться как на крупносерийном, так и на мелкосерийном производстве. Каждый владелец сам выбирает вариант, который ему подходит. Выбор моделей был широким с самого начала.
История токарного станка в Советском Союзе
Различные машины для поднятия экономики страны и производства использовались Советским Союзом в разное время:
- Пятилетки.
- Великая Отечественная Война.
- После завершения конфликтов.
Создание оружия и транспорта – сферы, актуальность станков для которых сохранялась тогда. Высокого качества придерживались при производстве изначально, чтобы техника не изнашивалась быстро, служила максимально долго.
Типы и виды советских токарных станков
Классификацией, разработанной, пока действовал Советский Союз, пользуются до настоящего времени. Следующие виды металлорежущего оборудования основные:
- Специальные.
- Автоматические, обычные машины специализированного назначения.
- С несколькими резцами, для выполнения полировки.
- Лобовые, винторезные.
- Карусельной разновидности.
- Отрезной группы.
- Револьверные.
- Полуавтомат, автомат с несколькими шпинделями.
- Автомат и полуавтомат с одним шпинделем по металлу.

То, с какой точностью выполняется работа, позволяет отнести станки к одному из таких классов:
- П – повышенная.
- А – особо высокая.
- Н – нормальная.
- В – высокая.
- С – особая.
Информация относительно следующих характеристик заносится в маркировку агрегата:
- Установки имеют определённые размеры, содержащиеся в третьей и четвёртой цифре. Здесь имеют в виду высоту, на которой расположены центры.
- Вторая говорит, какой класс представляет тот или иной агрегат.
- Первой единицей говорят, что оборудование – токарное.
Конструкция токарного станка и фото его отдельных частей
В конструкции этого вида оборудования всегда присутствуют следующие компоненты:
- Электрическая часть. Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.
- Коробка подач. При наличии такого конструктивного элемента станочный суппорт принимает энергию движения. Ходовые винты и валики выступают источниками этой энергии.
- Суппорт. Крепит режущие элементы конструкции. Обеспечивает подачу приспособлений, поперечную и продольную. Конструкция обязательно дополняется так называемой нижней кареткой, или несколькими. Держатели для токарных инструментов закрепляются на других каретках, вверху.
- Шпиндельная бабка, вмещающая сам шпиндель. Во внутренней части находится коробка скоростей. Станки по дереву тоже не лишены этой части.
- Фартук. Способствует тому, что движение валика преобразуется в перемещение суппорта. Ходовой винт тоже может участвовать в этом процессе.
- Станина. Относится к несущим элементам у токарных агрегатов. На нём монтируют другие элементы станка.
 Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.
Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.Опорой для остальных элементов служат две специальные тумбы в комплекте. Для оборудования у них несущая функция. Благодаря этой части оператор способен выбрать максимальную высоту заготовки, которая удобнее всего. Тумбы известны массивной конструкцией.
Краткое описание самых распространённых моделей советских токарных станков
Функции в широком наборе прилагались к станкам с самого первого выпуска. Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Токарный школьный станок ТВ-4
Создан для обучения основам токарного дела, студентов и школьников разного возраста. Открывает доступ к рабочим операциям в большом количестве, среди которых:
- Резьба с многозаходными показателями.
- Резьбы разных форм, шагов: снаружи и внутри, дюймовая, трапецеидальная, упорная.
- Расточные работы для поверхностей в форме конусов, цилиндров.
- Проведение зенкерования.
- Расточка отверстий.
- Рассверливание.

Заготовки вращаются внутри центров и патронов – это главное движение, характерное для заготовок. От коробок передач энергию получает шпиндель. Сама подача – второстепенный фактор, как и её движение. Благодаря этому даже старый режущий инструмент и деталь подводятся друг к другу.
Способен обрабатывать детали с диаметром от 125 до 200 мм.
0,6 кВт – установка снабжается электродвигателями с такой средней мощностью.
Токарный станок по металлу Школьник ТВ-7
Оборудование с учебным назначением. Создан для обучения, выполнения следующих операций:
- Зенкование.
- Развёртывание.
- Обработка с помощью сверла.
- Нарезание метрической резьбы.
- Обработка торцов с разными параметрами.
- Точение, расточка деталей.
Ремень переходит к другой шкивной паре, если скорость снижена. Главный регулятор – рукоятке на правой тумбе у устройства. Итог – поддержка до четырёх скоростей.
Две пары шестерёнок располагаются внутри коробки скоростей. Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Компоненты электросхемы находятся в правой тумбе. Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Размеры заготовки находятся в пределах от 100 до 300 мм.
Школьный токарный станок по металлу ТВ6
Применяя этот вид оборудования, операторы получают доступ к следующим операциям:
- Частично заготовка отрезается.
- Конические, цилиндрические поверхности растачиваются, протачиваются.
- Резьба с метрикой.
- Торцевая корректировка.
- Сверление отверстий.
Станок отличается исходными характеристиками, не допускающими обработку стали с закалённой поверхностью. Приспособление отличается следующими параметрами:
Приспособление отличается следующими параметрами:
- 350-миллиметровое расстояние между центрами.
- Шпиндель при вращении сохраняет 130-170 оборотов в минуту.
- 108 мм – на такой высоте находятся части по центру.
- 300 миллиметров – длина обтачиваемой поверхности.
- 12 миллиметров – максимум диаметра для обрабатываемой заготовки.
300-киллограммовый вес отличает станок, даже если комплектация минимальна.
Настольный токарный станок по металлу ТВ-16
Оборудование, обрабатывающее металлические детали, отличается небольшими габаритами. Для выполнения элементарных операций, входящих в токарные работы:
- Проделка отверстий.
- Резьба с разными характеристиками.
- Средняя сложность операций.
- Проведение растачивания, точения.
160 мм – максимум ограничений для размера заготовок в обработке, если они над станиной. 90 миллиметрам тот же размер равен для расположения над суппортом. 250 мм – максимальное ограничение по длине в центральной части. Сквозное шпиндельное отверстие имеет увеличенную ширину, если сравнить с моделью ТВ-4 – она составит 18 мм.
Станина литая, выполнена из чугуна. Дополняется тремя продольными пазами, выполняющими функцию направляющих. Стандартные показатели мощности находятся в пределах 0,4-0,5 квт. 1400 оборотов в минуту – показатель для скорости вращения, которая определяет, насколько фрезерный станок будет эффективен.
Если грамотно подобрать распорные втулки – то можно избежать появления различных зазоров. Натяжение ремней у клинноременной передачи должно быть правильным, иначе результата добиться не получится.
Правила техники безопасности при работе на токарном станке
Положения правил безопасности сводится к следующему:
- Соответствие исходным техническим заданиям обязательно при выполнении работ. Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.
- Перед тем, как начать работу, обязательно провести технический осмотр. Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.
- Специальную одежду застёгивают на все пуговицы.
 Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.
Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.К работе нельзя приступать, если производится какая-либо наладка оборудования, другие виды обслуживания. Запрещается использовать станки, центры у которых сильно износились. То же самое касается любых инструментов, зажимных материалов – от них стоит отказаться при малейшем признаке неисправности.
Если поломка связана с электрической частью – мастерам запрещают устранять её самостоятельно.
Заключение
Токарные станки были и остаются важной частью современного производственного процесса. Без них невозможно добиться точности, когда обрабатывают детали различной конфигурации. Главное – чтобы оператор заранее ознакомился с конструктивными особенностями станка, получил все разрешающие документы. И даже после этого время от времени надо проводить проверки для оборудования. Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Машиностроительный завод «Саста» – российское предприятие с полувековой историей, одно из немногих, сохранивших и унаследовавших лучшие традиции советского машиностроения. Машины завода зарекомендовали себя как качественное и надежное оборудование, известное во всем мире. Машины, производимые в «Састе», поставляются на машиностроительные предприятия России, а также на экспорт. Основным видом деятельности современной компании «Саста» является производство металлорежущих станков полного цикла: от проектирования и литья до окончательной сборки.Производственные площади фабрики составляют более 75 000 квадратных метров. | ОТДЕЛ РАЗРАБОТКИ И ИССЛЕДОВАНИЙ На базе машиностроительного завода «Саста» уже 45 лет работает научно-исследовательский отдел. ВСЕ МАШИНЫ МОДЕЛИ «САСТА» РАЗРАБОТАНЫ СОБСТВЕННЫМ ОТДЕЛОМ НИОКР. НИОКР выполняет полный цикл проектных работ:
| СТРОИТЕЛЬНАЯ МАСТЕРСКАЯ Машиностроительный завод «Саста» выполняет процессы обработки собственного литья – сложной корпусной детали для производства металлорежущего оборудования. Основные функциональные зоны: заготовочный участок, механообрабатывающий цех, сварочный участок. Парк оборудования завода насчитывает более 200 единиц оборудования, среди которых уникальные: автоматическая линия, прецизионные двухстоечные обрабатывающие центры, 5-осевые обрабатывающие центры, горизонтально-расточные станки, круглошлифовальное и внутришлифовальное оборудование, строгальные станки, листогибочное оборудование, гидроабразивные станки, листогибочное оборудование, в том числе 4-валковый гидравлический гибочный станок, оборудование собственного производства: токарный и токарно-фрезерный центры Sasta. В настоящее время ЗАВОД ПРОВОДИТ ТЕХНИЧЕСКОЕ ПЕРЕОБОРУДОВАНИЕ ПРОИЗВОДСТВА.Производственные мощности расширяются за счет внедрения современного высокотехнологичного оборудования, контрольно-измерительных приборов, что, в свою очередь, обеспечивает бесперебойный производственный цикл и рост эффективности. |
 За это время была создана линейка надежного и качественного российского металлорежущего оборудования, которое успешно применяется на многих отечественных и зарубежных заводах. Машины Sasta работают на предприятиях оборонно-промышленного комплекса, машиностроения, нефтегазового комплекса и экспортируются в 39 стран мира.
За это время была создана линейка надежного и качественного российского металлорежущего оборудования, которое успешно применяется на многих отечественных и зарубежных заводах. Машины Sasta работают на предприятиях оборонно-промышленного комплекса, машиностроения, нефтегазового комплекса и экспортируются в 39 стран мира.
Программа FACE: отчет о болезни в Висконсине 95WI024 | NIOSH
ЛИЦО # 95WI024
СВОДКА
61-летний машинист (жертва) скончался после того, как его одежда была захвачена зажимом на вращающейся платформе вертикального токарного станка, и он был прижат к частям станка. Поворотный стол диаметром 64 дюйма удерживал кольцо из стальной заготовки, прикрепленное к столу шестью зажимами. Инструмент с режущим рычагом на станке использовался для расточки внутренней части кольцевой заготовки, производя металлическую стружку и опилки, которые накапливались на поворотном столе и на полу возле станка. Металлическое ограждение защищало около двух третей открытой боковой поворотной платформы от контакта с рабочими и отклоняло металлические стружки и опилки. Во время инцидента пострадавший в перчатках стоял рядом с неохраняемой частью поворотного стола.Инцидент остался незамеченным, но, по всей видимости, жертва либо потянулась через вращающийся стол, либо упала на него. Его перчатка была зажата зажимом, и его тело прижалось к отверстию между корпусом токарного станка и режущим рычагом. Сотрудник услышал звук, увидел, что жертву прижали к машине, и пошел в офис магазина, чтобы вызвать скорую медицинскую помощь (EMS). Второй сотрудник подошел к машине и выключил питание, остановив машину.
Поворотный стол диаметром 64 дюйма удерживал кольцо из стальной заготовки, прикрепленное к столу шестью зажимами. Инструмент с режущим рычагом на станке использовался для расточки внутренней части кольцевой заготовки, производя металлическую стружку и опилки, которые накапливались на поворотном столе и на полу возле станка. Металлическое ограждение защищало около двух третей открытой боковой поворотной платформы от контакта с рабочими и отклоняло металлические стружки и опилки. Во время инцидента пострадавший в перчатках стоял рядом с неохраняемой частью поворотного стола.Инцидент остался незамеченным, но, по всей видимости, жертва либо потянулась через вращающийся стол, либо упала на него. Его перчатка была зажата зажимом, и его тело прижалось к отверстию между корпусом токарного станка и режущим рычагом. Сотрудник услышал звук, увидел, что жертву прижали к машине, и пошел в офис магазина, чтобы вызвать скорую медицинскую помощь (EMS). Второй сотрудник подошел к машине и выключил питание, остановив машину. К этому времени жертва снова упала в цех.Сотрудники службы экстренной помощи и полиция прибыли в течение нескольких минут. Пострадавший был объявлен мертвым на месте происшествия. Следователь FACE пришел к выводу, что для предотвращения подобных инцидентов работодатели должны:
К этому времени жертва снова упала в цех.Сотрудники службы экстренной помощи и полиция прибыли в течение нескольких минут. Пострадавший был объявлен мертвым на месте происшествия. Следователь FACE пришел к выводу, что для предотвращения подобных инцидентов работодатели должны:
- Обеспечение достаточной защиты деталей вращающихся машин
- пересматривает, пересматривает, где это применимо, и обеспечивает соблюдение программ безопасности, которые включают в себя специальные процедуры для работы с защищенными частями машин, а также для отключения и блокировки машин перед очисткой или техническим обслуживанием.
- проводить плановые и внеплановые проверки безопасности на рабочем месте, которые должны включать наблюдение за порядком работы сотрудников.
- разрабатывает правила и программы обучения, касающиеся использования устройств аварийного отключения для всех рабочих, работающих рядом с опасными машинами.
Кроме того, работодатели работников, не владеющих английским языком, должны:
- гарантировать, что все рабочие получают начальные и текущие инструкции по безопасным методам работы в ясной, полной и понятной форме.

ВВЕДЕНИЕ:
29 марта 1995 года 61-летний мастер-машинист скончался после того, как его затянули в вертикальный токарный станок по металлу.31 марта 1995 г. полевой следователь FACE из штата Висконсин был уведомлен отделом по выплате компенсаций рабочим Департамента промышленности, труда и человеческих отношений штата Висконсин. 28 августа 1995 г. полевой следователь посетил место происшествия и встретился с представителем компании. Следователь FACE также получил свидетельство о смерти и отчеты от OSHA, судмедэксперта, полиции и отдела компенсации работникам.
Заказчиком был механический цех, который производил индивидуальную обработку крупных стальных деталей.Компания проработала около 22 лет, в ней работало восемь человек. Этот инцидент стал первым смертельным исходом для компании. Владелец компании был назначен директором по безопасности, а некоторые обязанности по безопасности были делегированы начальнику магазина. Перед тем, как новые сотрудники приступят к выполнению своих должностных обязанностей, владелец компании объяснит письменный список общих правил безопасности компании и попросит сотрудника просмотреть и подписать этот список. Правила включали в себя запрос одобрения руководителя на ношение перчаток при работе с механизмами, чтобы всегда убедиться, что любая вращающаяся часть полностью остановилась, прежде чем приближаться к ней, ни в коем случае не просовывать руки через ограждение или позади него во время работы машины, а также выключать машину перед очисткой. , смазывая или регулируя его.
Правила включали в себя запрос одобрения руководителя на ношение перчаток при работе с механизмами, чтобы всегда убедиться, что любая вращающаяся часть полностью остановилась, прежде чем приближаться к ней, ни в коем случае не просовывать руки через ограждение или позади него во время работы машины, а также выключать машину перед очисткой. , смазывая или регулируя его.
В компании была программа ученичества для новых машинистов и проводилось обучение на рабочем месте для опытных рабочих, нанятых машинистами. Владелец компании продемонстрировал сотрудникам безопасные процедуры эксплуатации машины и наблюдал за сотрудниками каждый раз, когда машина или процедура впервые используются в этом магазине. Когда в механический цех было доставлено дополнительное оборудование, компания провела обучение всех сотрудников, которым было поручено пользоваться машиной.
Пострадавший прошел обучение на инженера и механика в России, иммигрировал в Соединенные Штаты четыре года назад и был принят на работу в компанию вскоре после прибытия в США. S. Он не говорил и не читал по-английски во время приема на работу. В результате компания использовала русского переводчика для перевода письменных и устных инструкций, касающихся политики компании, процедур и безопасной эксплуатации оборудования. Потерпевший подтвердил получение этой инструкции своей подписью на учебных документах, а также подписью свидетеля переводчика. Пока пострадавший находился в Америке, он немного выучил английский и мог участвовать в простых беседах со своими коллегами во время работы и во время перерывов.Дополнительное обучение после приема на работу в основном проводилось путем демонстрации и простых объяснений на английском языке.
S. Он не говорил и не читал по-английски во время приема на работу. В результате компания использовала русского переводчика для перевода письменных и устных инструкций, касающихся политики компании, процедур и безопасной эксплуатации оборудования. Потерпевший подтвердил получение этой инструкции своей подписью на учебных документах, а также подписью свидетеля переводчика. Пока пострадавший находился в Америке, он немного выучил английский и мог участвовать в простых беседах со своими коллегами во время работы и во время перерывов.Дополнительное обучение после приема на работу в основном проводилось путем демонстрации и простых объяснений на английском языке.
ИССЛЕДОВАНИЕ:
Магазин компании находился на первом этаже, а застекленный офис на чердаке второго этажа в одном углу здания. Прямоугольный цех был устроен со сверлильными станками, сверлильными станками и токарно-вертикальными станками у стен цеха, а складские и складские помещения – в центре площади цеха.
За три месяца до инцидента компания приобрела бывший в употреблении вертикально-револьверный токарный станок 1928 года выпуска. Токарный станок имел электрический привод и приводился в движение ремнем и зубчатым колесом. Электронный аварийный выключатель, расположенный в 24 дюймах от бокового края поворотного стола, использовался для выключения всей машины. Он был доступен для оператора машины или других рабочих, не касаясь, под или через какие-либо движущиеся части машины: он был красного цвета, чтобы отличить его как предохранительное устройство. Поворотный стол диаметром 64 дюйма вращался 25 раз в минуту. Верхняя поверхность поворотного стола находилась на высоте 36 дюймов от пола и была защищена металлическим барьером высотой 33½ дюйма.Защитный кожух простирался вокруг передней половины поворотной платформы. Он состоял из двух отдельно стоящих секций, которые можно было расположить отдельно. Когда токарный станок использовался, поворотный стол удерживал кольцо из стальной заготовки, прикрепленное к столу шестью удерживающими зажимами, которые выступали примерно на 8 дюймов над поверхностью поворотного стола.
Токарный станок имел электрический привод и приводился в движение ремнем и зубчатым колесом. Электронный аварийный выключатель, расположенный в 24 дюймах от бокового края поворотного стола, использовался для выключения всей машины. Он был доступен для оператора машины или других рабочих, не касаясь, под или через какие-либо движущиеся части машины: он был красного цвета, чтобы отличить его как предохранительное устройство. Поворотный стол диаметром 64 дюйма вращался 25 раз в минуту. Верхняя поверхность поворотного стола находилась на высоте 36 дюймов от пола и была защищена металлическим барьером высотой 33½ дюйма.Защитный кожух простирался вокруг передней половины поворотной платформы. Он состоял из двух отдельно стоящих секций, которые можно было расположить отдельно. Когда токарный станок использовался, поворотный стол удерживал кольцо из стальной заготовки, прикрепленное к столу шестью удерживающими зажимами, которые выступали примерно на 8 дюймов над поверхностью поворотного стола. Режущий инструмент был установлен на рычаге выше и справа от поворотного стола и мог регулироваться оператором станка для выполнения определенных разрезов на стальной заготовке.
Режущий инструмент был установлен на рычаге выше и справа от поворотного стола и мог регулироваться оператором станка для выполнения определенных разрезов на стальной заготовке.
Пострадавший помог владельцу компании установить токарный станок, прошел обучение его эксплуатации у владельца и работал на станке с момента его установки.Машине требовалось двухгодичное техническое обслуживание, но первая сервисная проверка не должна была состояться через несколько месяцев. В этой компании мелкий ремонт и регулировка станка обычно выполнялись оператором станка без уведомления руководителя, если не требовалось дополнительных действий. Сообщений о ремонте или других настройках машины после первоначальной установки не поступало.
Во время работы станка режущий инструмент растачивал внутреннюю часть кольцевой заготовки в соответствии с заданными спецификациями без дальнейшего вмешательства оператора.В результате этого процесса образуется металлическая стружка и опилки, которые отклоняются металлической защитной решеткой и накапливаются на поворотной платформе и на полу возле станка. Никаких конкретных письменных правил компании в отношении удаления стружек и опилок не существовало. Однако операторы станков обычно надевали перчатки при чистке поворотного стола и использовали метлу и лопату для мытья пола после завершения работы.
В день происшествия потерпевший и четверо сотрудников приступили к работе в магазине в 7:30 A.М., при этом в офисе работали владелец магазина, офис-менеджер и начальник магазина. Пострадавший работал на вертикальном токарном станке, разрезая стальное кольцо примерно до 14.10. Несмотря на то, что это событие было незамеченным, похоже, что он удалил одну часть металлической защитной решетки, которая защищала переднюю часть проигрывателя. Он был найден возле бункера для хранения, оставив отверстие примерно на 36 дюймов рядом с рычагами управления и кнопкой. На пострадавшем была рубашка с длинными рукавами и рабочие перчатки, когда он управлял машиной.Очевидно, он либо потянулся через вращающийся стол, чтобы сметать повороты и опилки, либо поскользнулся и упал на него. Его перчатка была зажата зажимом. Он был прижат вращающимся поворотным столом к отверстию 10 x 14 дюймов между корпусом токарного станка и режущим рычагом (Рисунок 1). Во время инцидента сотрудник работал на машине примерно в 7 футах от жертвы. Услышав звук, сослуживец обернулся и увидел, что жертву прижали к машине. Он подошел к лестнице, ведущей к офису магазина (примерно в 15 футах от того места, где работал коллега), и крикнул персоналу, чтобы они вызывали скорую медицинскую помощь.Затем второй сотрудник подошел к машине и выключил питание, тем самым остановив машину. К тому времени пострадавший упал на пол, его правая рука была ампутирована, а на левом плече и спине были глубокие рваные раны. Сотрудники службы экстренной помощи и полиция прибыли в течение нескольких минут. Следователи обнаружили сердце жертвы и части его селезенки возле задней части проигрывателя. Он был объявлен мертвым на месте происшествия, и было проведено вскрытие.
Его перчатка была зажата зажимом. Он был прижат вращающимся поворотным столом к отверстию 10 x 14 дюймов между корпусом токарного станка и режущим рычагом (Рисунок 1). Во время инцидента сотрудник работал на машине примерно в 7 футах от жертвы. Услышав звук, сослуживец обернулся и увидел, что жертву прижали к машине. Он подошел к лестнице, ведущей к офису магазина (примерно в 15 футах от того места, где работал коллега), и крикнул персоналу, чтобы они вызывали скорую медицинскую помощь.Затем второй сотрудник подошел к машине и выключил питание, тем самым остановив машину. К тому времени пострадавший упал на пол, его правая рука была ампутирована, а на левом плече и спине были глубокие рваные раны. Сотрудники службы экстренной помощи и полиция прибыли в течение нескольких минут. Следователи обнаружили сердце жертвы и части его селезенки возле задней части проигрывателя. Он был объявлен мертвым на месте происшествия, и было проведено вскрытие.
ПРИЧИНА СМЕРТИ:
Судмедэксперт назвал причиной смерти множественные травмы в результате несчастного случая на производстве.
РЕКОМЕНДАЦИЯ / ОБСУЖДЕНИЕ
Рекомендация № 1: Работодатели должны обеспечить достаточную защиту деталей вращающихся машин.
Обсуждение: Оператор станка и другие работники в зоне станка подвергались опасностям, создаваемым недостаточно защищенным вращающимся столом на вертикальном токарном станке. 3-футовая секция ограждения была удалена, и пострадавший стоял рядом с вращающимся поворотным столом рядом с рычагом режущего инструмента, работая на токарном станке.Установка на шлагбауме предохранительного выключателя с защитой от несанкционированного доступа могла бы предотвратить инцидент, вызвав прекращение работы машины в случае нарушения целостности шлагбаума. Поворотный стол имел высоту 36 дюймов с удерживающими зажимами и стальным прикладом, выступавшим примерно на 8 дюймов над поверхностью стола, в то время как высота барьера составляла всего 33½ дюйма. Защитное ограждение должно быть достаточно высоким, чтобы рабочие не касались вращающегося подноса. Требования стандарта OSHA 29CFR 1910.212 (a) гласят, что должен быть предусмотрен один или несколько методов защиты машины для защиты оператора и других сотрудников в зоне действия машины от опасностей, таких как вращающиеся части и летящие стружки.
Требования стандарта OSHA 29CFR 1910.212 (a) гласят, что должен быть предусмотрен один или несколько методов защиты машины для защиты оператора и других сотрудников в зоне действия машины от опасностей, таких как вращающиеся части и летящие стружки.
Примечание. В этом инциденте работодатель установил защитное ограждение высотой 42 дюйма, окружающее открытый край поворотной платформы.
Рекомендация № 2: Работодатели должны пересмотреть, пересмотреть, где это применимо, и обеспечить соблюдение программ безопасности, которые включают специфические для работы процедуры по работе с защищенными частями машин, а также по отключению и блокировке машин перед очисткой или техническим обслуживанием.
Обсуждение: Несмотря на то, что в компании были написаны правила безопасности при работе в механическом цехе, в этих правилах не было инструкций по снятию защитных ограждений станка и не было конкретных правил эксплуатации, очистки и обслуживания вертикального токарного станка. Во время инцидента потерпевший работал на токарном станке со снятой секцией ограждения. Хотя об инциденте никто не знал, он, возможно, чистил стружку и опилки с вращающегося подноса. Программы безопасности следует периодически пересматривать и при необходимости пересматривать для выявления и снижения или устранения воздействия на работников опасных ситуаций. Программа безопасности должна включать специальные процедуры, обеспечивающие отключение вращающихся поворотных столов, когда ограждения не установлены, или когда машины очищаются, обслуживаются или ремонтируются.
Во время инцидента потерпевший работал на токарном станке со снятой секцией ограждения. Хотя об инциденте никто не знал, он, возможно, чистил стружку и опилки с вращающегося подноса. Программы безопасности следует периодически пересматривать и при необходимости пересматривать для выявления и снижения или устранения воздействия на работников опасных ситуаций. Программа безопасности должна включать специальные процедуры, обеспечивающие отключение вращающихся поворотных столов, когда ограждения не установлены, или когда машины очищаются, обслуживаются или ремонтируются.
Рекомендация № 3: Работодатели должны проводить плановые и внеплановые проверки безопасности на рабочем месте, которые должны включать наблюдение за методами работы сотрудников.
Обсуждение: Плановые и внеплановые проверки на рабочих местах должны проводиться компетентным лицом [1] , чтобы убедиться, что на рабочих местах отсутствуют опасные условия. Программа безопасности не может быть эффективной, если она не реализована на рабочем месте. Проверки показывают приверженность работодателя соблюдению программы безопасности и предотвращению производственного травматизма.В этом инциденте инспекция могла бы выявить пропавшее ограждение машины и использование пострадавшим перчаток при работе с опасным оборудованием.
Проверки показывают приверженность работодателя соблюдению программы безопасности и предотвращению производственного травматизма.В этом инциденте инспекция могла бы выявить пропавшее ограждение машины и использование пострадавшим перчаток при работе с опасным оборудованием.
Рекомендация № 4: Работодатели должны разработать политику и программы обучения, касающиеся использования устройств аварийного отключения для всех рабочих, которые работают рядом с опасными машинами.
Обсуждение: Машина, участвовавшая в этом инциденте, была оборудована кнопкой аварийного отключения, расположенной примерно в 24 дюймах от рабочего места оператора.Во время инцидента один сотрудник побежал в офис магазина, чтобы вызвать экстренную помощь, а второй сотрудник (отвечая на звонок) подошел к машине и нажал аварийную кнопку, выключив машину. Рабочие, которые могут подвергаться воздействию опасных частей машины, должны быть обучены процедурам аварийного отключения.
Рекомендация № 5: Кроме того, работодатели работников, не владеющих английским языком, должны обеспечить, чтобы все работники получали начальные и постоянные инструкции по безопасным методам работы в ясной, полной и понятной форме.
Обсуждение: Сотрудники, оказавшиеся в ситуациях, которые могут представлять опасность для их здоровья и безопасности, нуждаются в информации и ресурсах по распознаванию и предотвращению опасных условий. Если работник плохо владеет письменным и / или устным английским языком, работодатель должен обеспечить, чтобы информация была представлена иным, легким для понимания образом. Это можно сделать с помощью устных и письменных переводов, аудиовизуальных записей на основном языке работника и / или двуязычных знаков.В данном случае компания предоставила потерпевшему переводчика с русского на английский, когда он был нанят за четыре года до инцидента. Компании могут гарантировать, что лица, говорящие на иностранных языках, продолжают получать четкие и полные инструкции по технике безопасности, используя ресурсы, доступные в советах по грамотности, программах обучения грамоте на рабочем месте, предлагаемых школами и колледжами, а также общественных социальных организаций.
ССЫЛКИ
29CFR 1910.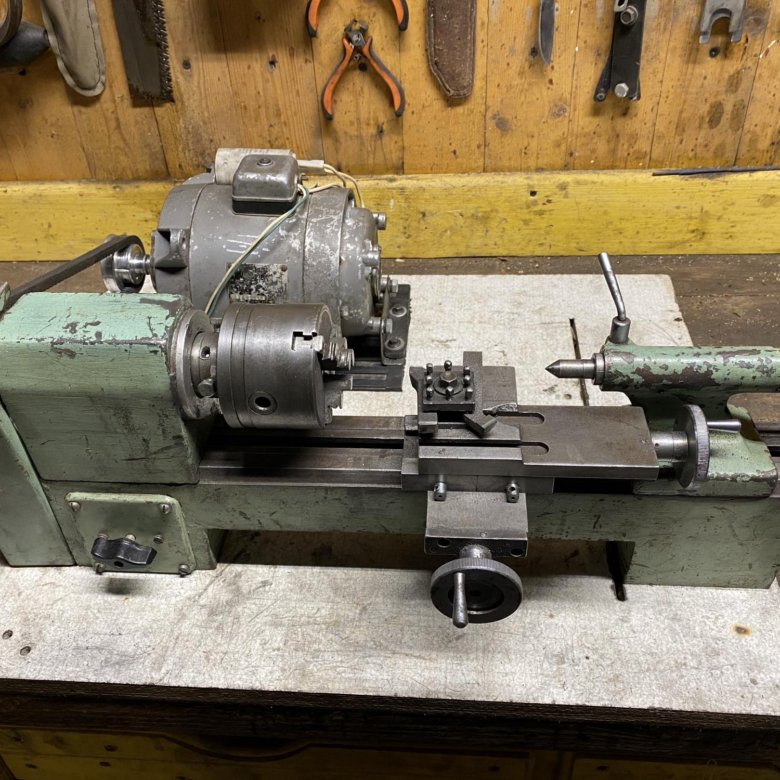 212 (a) Свод федеральных правил, U.С. Государственная типография, Управление Федерального реестра.
212 (a) Свод федеральных правил, U.С. Государственная типография, Управление Федерального реестра.
ЛИЦО 95WI02401
Сотрудники проекта FACE Управления здравоохранения штата Висконсин, Бюро общественного здравоохранения, проводят расследования FACE, когда сообщается о смертельном падении на работе или о смерти, связанной с машиной. Целью этих исследований является предотвращение смертельных производственных травм в будущем путем изучения: производственной среды, работника, задачи, которую он выполнял, инструментов, которые он использовал, обмена энергией, приводящего к смертельной травме, и роли руководства. в управлении взаимодействием этих факторов.
Чтобы связаться с персоналом программы FACE штата Висконсин по поводу отчетов FACE в штате Висконсин, используйте информацию, указанную в Контактном листе на веб-сайте NIOSH FACE. Пожалуйста, свяжитесь с персоналом программы FACE для получения внутренних отчетов FACE и для получения помощи, когда с персоналом программы State-FACE невозможно связаться.
[1]. Компетентное лицо: лицо, способное определять существующие и предсказуемые опасности в окружающей среде или условиях труда, которые являются антисанитарными, опасными или опасными для сотрудников, и которое имеет полномочия принимать быстрые корректирующие меры для их устранения.
| Блок | 1980 | 1981 | 1982 | 1983 | 1984 | 1985 | 1986 | 1987 | 1988 | 1989 | ||
| Выход Электричество | Mil. кВтч | 1293878 | 1326031 | 1367100 | 1418100 | 14 | – | – | – | – | – | |
Выход
Масло (в т. Газовый конденсат) Газовый конденсат) | 1000 тонн | 603207 | 608820 | 612600 | 616300 | 612700 | 595000 | – | – | – | – | |
| Выход Газ | Mil. куб.м | 435217 | 465262 | 500700 | 535700 | 587400 | 643000 | – | – | – | – | |
| Выход Каменный уголь | 1000 тонн | 716371 | 704044 | 718100 | 716100 | 712300 | 726000 | – | – | – | – | |
| Выход Железная руда | 1000 тонн | 244713 | 242417 | 244411 | 245200 | 133563 | – | – | – | – | – | |
| Выход Чугун | 1000 тонн | 107283 | 107766 | 106723 | 110453 | 110893 | – | – | – | – | – | |
| Выход Стали | 1000 тонн | 147941 | 148445 | 147165 | 152514 | 154238 | 155000 | – | – | – | – | |
| Выход Прокат черных металлов | 1000 тонн | – | – | – | – | – | – | – | – | – | – | |
| Выход Готовый прокат черных металлов | 1000 тонн | 102909 | 102969 | 102306 | 106443 | 107299 | 108000 | – | – | – | – | |
| Выход Стальные трубы | 1000 тонн | 18169 | 18268 | 17944 | 18732 | 18883 | 19300 | – | – | – | – | |
| Выход Минеральные удобрения (в пересчете на 100% питательных веществ) | 1000 тонн | 24767 | 25998 | 26738 | 29733 | 30808 | – | – | – | – | – | |
Выход
Защита растений Chem. (в обычном
Ед.) (в обычном
Ед.) | 1000 тонн | 902 21 474504 | 902 21 533 902 21 557 902 21 577– | – | – | – | – | |||||
| Выход Серная кислота | 1000 тонн | 23033 | 24095 | 23801 | 24714 | 25338 | – | – | – | – | – | |
| Выход Каустическая сода | 1000 тонн | 2755 | 2757 | 2783 | 2853 | 2972 | – | – | – | – | – | |
| Выход химического волокна и нитей | 1000 тонн | 1176 | 1213 | 1235 | 1353 | 1401 | – | – | – | – | – | |
| Выход синтетических смол и пластмасс | 1000 тонн | 3637 | 4089 | 4058 | 4419 | 4819 | – | – | – | – | – | |
| Выход Синтетические моющие средства | 1000 тонн | 1012 | 1076 | 1076 | 1107 | 1096 | – | – | – | – | – | |
| Выход Автомобильные шины | тыс. | 60100 | 60500 | 61700 | 62000 | 63700 | – | – | – | – | – | |
| Выход Турбины | 1000 кВтч | 19600 | 14600 | 17300 | 15500 | 21300 | – | – | – | – | – | |
| Выход Турбогенераторы | Mil.кВтч | 16,1 | 13,9 | 12,7 | 12,6 | 13,7 | – | – | – | – | – | |
Выход A. В. Двигатели (мощностью 0,25 кВтч и более) В. Двигатели (мощностью 0,25 кВтч и более) | Mil. кВтч | 47,6 | 48,3 | 48,4 | 48 | 48,6 | – | – | – | – | – | |
| Выход Химическое оборудование | Mil.рубли | – | 152 | 145 | 137 | 132 | – | – | – | – | – | |
| Выход Нефтяное оборудование | Mil. рубли | – | 198 | 210 | 208 | 211 | – | – | – | – | – | |
| Выход Металлорежущие станки | Mil. рубли рубли | – | 2047 | 2073 | 2200 | 2390 | – | – | – | – | – | |
| Выход Станки металлорежущие с ЧПУ | Mil. рубли | – | 902 21 545 902 21 530607 | 902 21 789– | – | – | – | – | ||||
| Выход Автоматические манипуляторы (промышленные роботы) | квартир | 1579 | 3300 | 5500 | 11000 | 14100 | – | – | – | – | – | |
| Выход кузнечно-прессового оборудования | Mil. рубли рубли | – | 902 21 597621 | 657 | 664 | – | – | – | – | – | ||
| Выход Приборы, средства автоматизации | Mil. рубли | – | 4791 | 4106 | 4310 | 4566 | – | – | – | – | – | |
| Выход Оборудование для обработки данных | Mil.рубли | – | 4986 | 2952 | 3288 | 3696 | – | – | – | – | – | |
| Выход часов и наручных часов | тыс. Единиц Единиц | 66900 | 68600 | 69100 | 69100 | 67100 | – | – | – | – | – | |
| Выход Легковые автомобили | тыс. Единиц | 1327 | 1324 | 1307 | 1315 | 1327 | – | – | – | – | – | |
| Выход мотоциклов и скутеров | тыс. Единиц | 1090 | 1095 | 1110 | 1127 | 1151 | – | – | – | – | – | |
| Выход Тракторы | Mil. лошадь-р лошадь-р | 47 | 47,9 | 47,9 | 49,3 | 50,9 | – | – | – | – | – | |
| Выход Сельскохозяйственные машины | Mil. рубли | – | 2811 | 3263 | 3451 | 3571 | – | – | – | – | – | |
| Выход машин для животных Husb.И корма Производство | Mil. рубли | – | 2143 | 2301 | 2457 | 2617 | – | – | – | – | – | |
| Выход Зерноуборочные комбайны | тыс.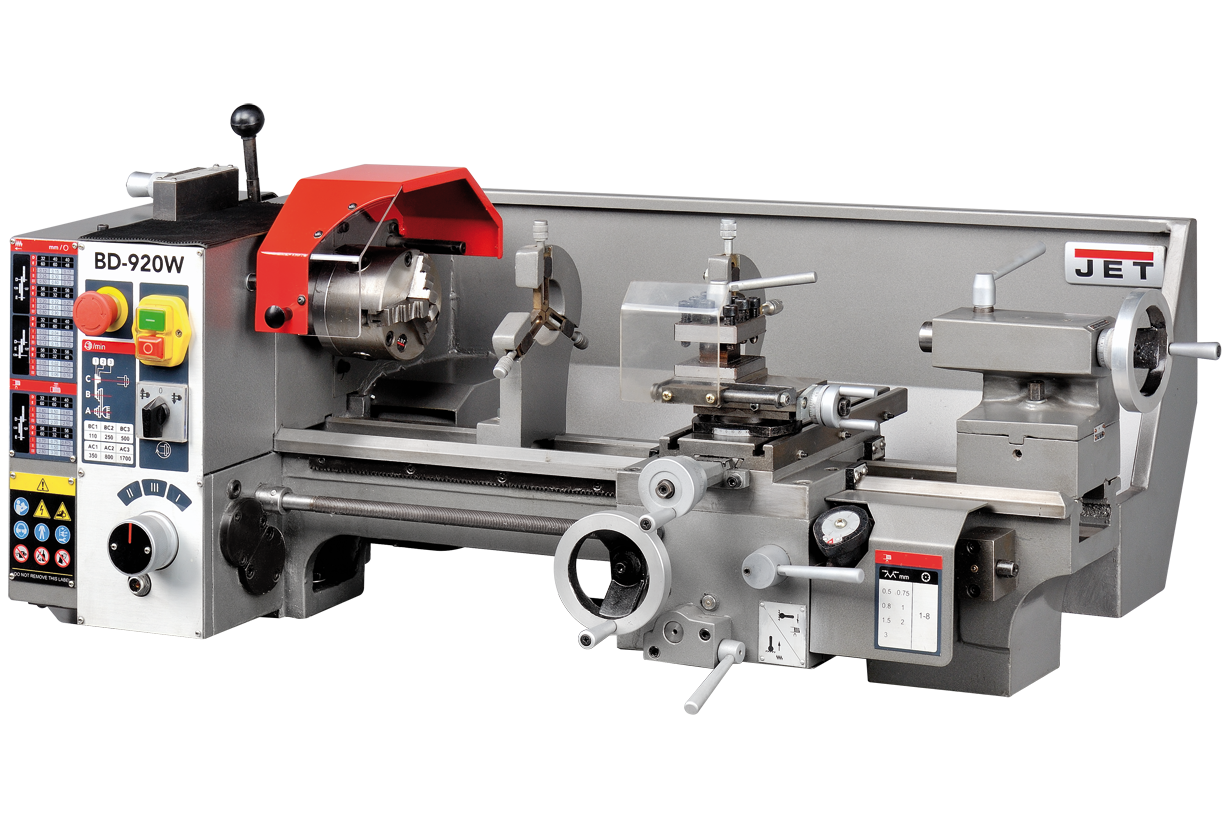 Единиц Единиц | 117 | 106 | 112 | 118 | 118 | – | – | – | – | – | |
| Выход Кукурузоуборочные комбайны | тыс. Единиц | 0.7 | 1,2 | 1,6 | 2 | 2,3 | – | – | – | – | – | |
| Выход Сборщики хлопка | тыс. Единиц | 9,1 | 9,6 | 9,9 | 10,1 | 10,1 | – | – | – | – | – | |
| Выход Экскаваторы | квартир | 42000 | 42300 | 42700 | 41800 | 41900 | – | – | – | – | – | |
| Выход холодильников и морозильников | тыс.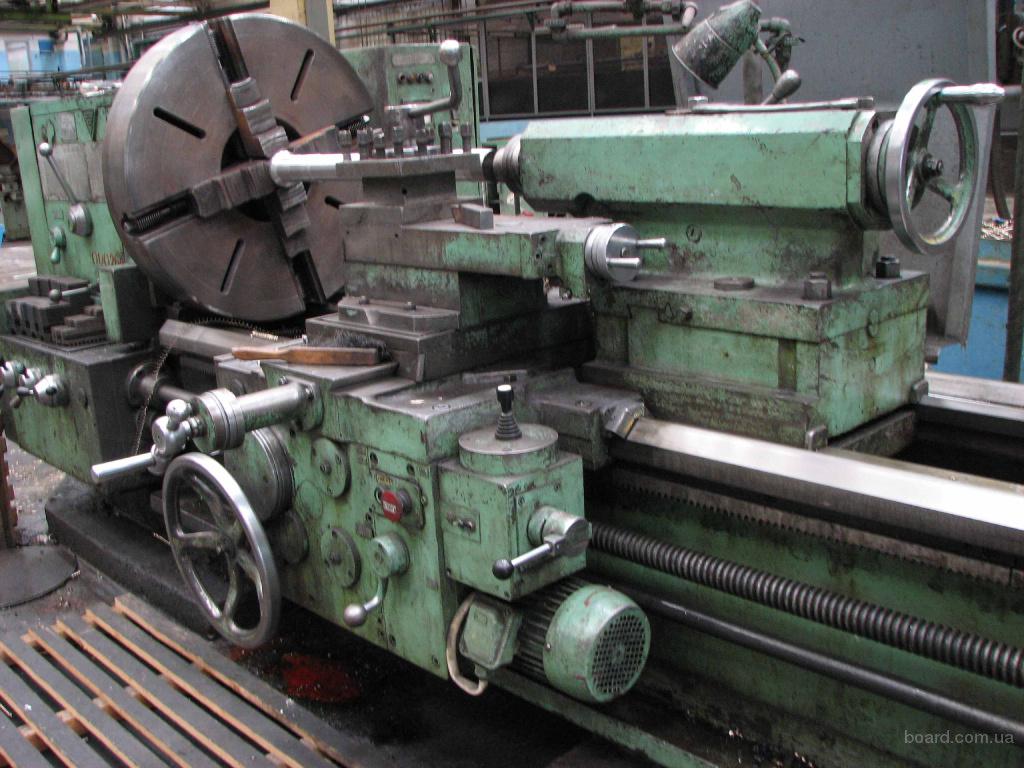 Единиц Единиц | 5932 | 5944 | 5816 | 5700 | 5667 | – | – | – | – | – | |
| Выход Стиральные машины | тыс. Единиц | 3826 | 3928 | 3995 | 4250 | 4534 | – | – | – | – | – | |
| Выход Радиоприемники | тыс. Единиц | 8478 | 8704 | 8906 | 9298 | 9391 | – | – | – | – | – | |
| Выход Телевизионные наборы | тыс. Единиц Единиц | 7528 | 8190 | 8345 | 8578 | 8998 | – | – | – | – | – | |
| Выход Цветные телевизоры | тыс. Единиц | 2262 | 2710 | 3118 | 3408 | 3598 | – | – | – | – | – | |
| Выход Промышленный круглый лес | тыс. Куб. | 277670 | 277340 | 272718 | 275434 | 282840 | – | – | – | – | – | |
| Выход Мебель | Mil. рубли рубли | – | 5717 | 6360 | 6759 | 7122 | – | – | – | – | – | |
| Выход Бумага | 1000 тонн | 5288 | 5399 | 5439 | 5667 | 5862 | – | – | – | – | – | |
| Выход Цемент | 1000 тонн | 125049 | 127169 | 123681 | 128156 | 129866 | – | – | – | – | – | |
| Выход сборных железобетонных конструкций и Единицы | тыс. Куб. Куб. | 122223 | 124478 | 123511 | 128284 | 132425 | – | – | – | – | – | |
| Выход Посуда | Mil.рубли | – | 456 | 449 | 902 21 474 902 21 465– | – | – | – | – | |||
| Выход Китая и фарфора | Mil. единицы измерения | 1105 | 1110 | 1138 | 1155 | 1158 | – | – | – | – | – | |
| Выход Ткани | Mil. квадрат квадрат | 10746 | 10951 | 11080 | 11357 | 11762 | – | – | – | – | – | |
| Выход Трикотаж | Mil. предметы | 1623 | 1647 | 1612 | 1645 | 1681 | – | – | – | – | – | |
| Выход одежды и одежды | млрд.рубли | – | 24,1 | 24,2 | 24,2 | 25,1 | – | – | – | – | – | |
| Выход Обувь | Mil. пары пары | 743 | 738 | 734 | 902 21 745764 | – | – | – | – | – | ||
| Выход Гранулированый сахар | 1000 тонн | 10127 | 9500 | 12100 | 12400 | 12500 | – | – | – | – | – | |
| Выход Кондитерские изделия | 1000 тонн | 3861 | 3951 | 4019 | 4096 | 4154 | – | – | – | – | – | |
| Выход Растительное масло | 1000 тонн | 2650 | 2606 | 2629 | 2782 | 2676 | – | – | – | – | – | |
| Выход Маргариновые продукты | 1000 тонн | 1263 | 1361 | 1432 | 1483 | 1427 | – | – | – | – | – | |
| Выход Водка | Mil. дал дал | – | – | – | – | – | – | – | – | – | – | |
| Выход Вино | Мил.дал | – | – | – | – | – | – | – | – | – | – | |
| Выход шампанское | Mil.бутылки | – | – | – | – | – | – | – | – | – | – | |
| Выход бренди | Мил. дал дал | – | – | – | – | – | – | – | – | – | – | |
| Выход Фруктовое вино | Mil.дал | – | – | – | – | – | – | – | – | – | – | |
| Выход Пиво | Мил.дал | – | – | – | – | – | – | – | – | – | – | |
| Выход Безалкогольные напитки | декалитров | 351 | 902 21 375348 | 357 | 357 | – | – | – | – | – | ||
| Выход Минеральная вода | Halflitre | 2221 | 2251 | 2328 | 2514 | 2618 | – | – | – | – | – | |
| Выход Консервировнная еда | Mil. женский монастырь женский монастырь | 15270 | 15862 | 16605 | 17103 | 17157 | – | – | – | – | – | |
| Выход папируса и сигарет | млрд. Единиц | – | – | – | – | – | – | – | – | – | – | |
| Выход Сигарета | млрд.единицы измерения | – | – | – | – | – | – | – | – | – | – | |
| Выход Табак | 1000 тонн | – | – | – | – | – | – | – | – | – | – | |
| Выход Мясо | 1000 тонн | 9140 | 9283 | 9269 | 10106 | 10656 | – | – | – | – | – | |
| Выход Колбасы | 1000 тонн | 3074 | 3056 | 3078 | 3193 | 3299 | – | – | – | – | – | |
| Выход Масло | 1000 тонн | 1278 | 1210 | 1290 | 1455 | 1497 | – | – | – | – | – | |
| Выход Производство цельного молока в пересчете на молоко | Mil.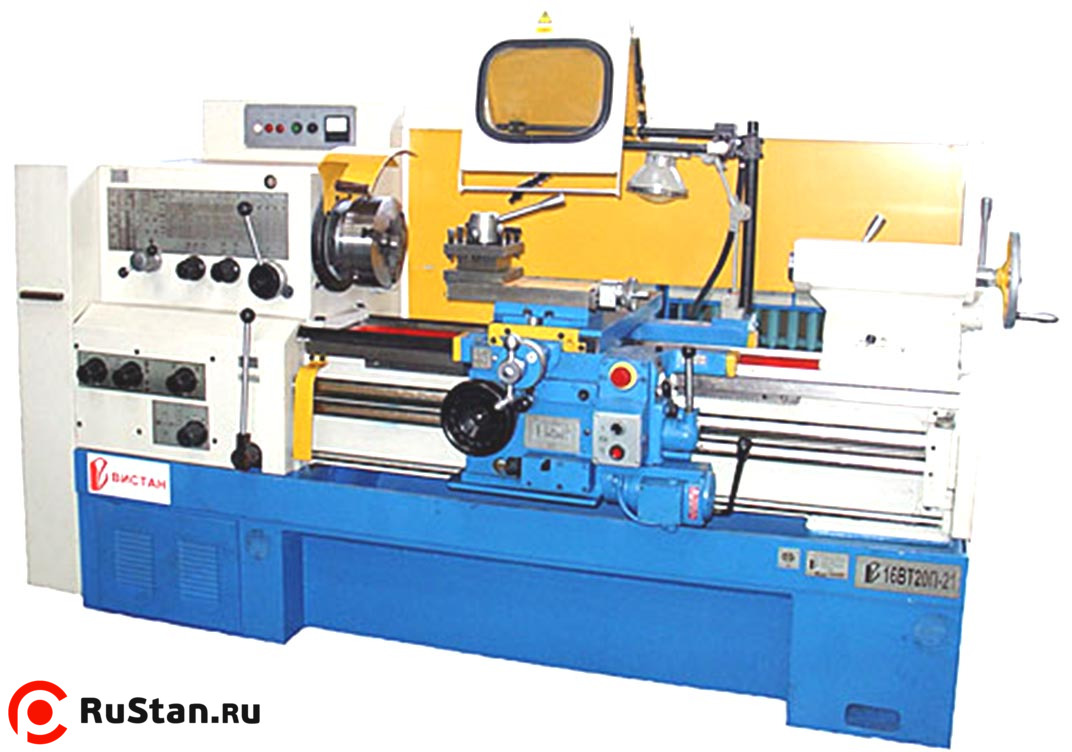 тонны тонны | 25,5 | 25,7 | 26,4 | 27,8 | 28,6 | – | – | – | – | – | |
| Выход Рыбные продукты | млрд. рубли | 6 | 6,1 | 6,4 | 6,7 | 7 | – | – | – | – | – |
Wikizero – Токарный станок по металлу
Центрирующий токарный станок с цифровым считыванием и защитой патрона.Размер составляет 460 мм в диаметре x 1000 мм между центрами. Токарный станок по металлу или токарный станок по металлу – это большой класс токарных станков, предназначенных для точной обработки относительно твердых материалов. Первоначально они были разработаны для обработки металлов; однако с появлением пластмасс и других материалов, а также с присущей им универсальностью, они используются в широком диапазоне приложений и в широком диапазоне материалов. На жаргоне машинной обработки, где уже понятен более широкий контекст, они обычно просто называются токарными станками или именуются более конкретными названиями подтипов (токарный станок , токарно-револьверный станок и т. Д.). Эти жесткие станки удаляют материал с вращающейся детали за счет (обычно линейных) движений различных режущих инструментов, таких как насадки и сверла.
Первоначально они были разработаны для обработки металлов; однако с появлением пластмасс и других материалов, а также с присущей им универсальностью, они используются в широком диапазоне приложений и в широком диапазоне материалов. На жаргоне машинной обработки, где уже понятен более широкий контекст, они обычно просто называются токарными станками или именуются более конкретными названиями подтипов (токарный станок , токарно-револьверный станок и т. Д.). Эти жесткие станки удаляют материал с вращающейся детали за счет (обычно линейных) движений различных режущих инструментов, таких как насадки и сверла.
Конструкция [править]
Конструкция токарных станков может сильно различаться в зависимости от предполагаемого применения; однако основные функции являются общими для большинства типов. Эти машины состоят из (как минимум) передней бабки, станины, каретки и задней бабки. Лучшие машины имеют прочную конструкцию с широкими опорными поверхностями ( направляющих скольжения ) для устойчивости и изготовлены с большой точностью. Это помогает гарантировать, что компоненты, производимые на станках, будут соответствовать требуемым допускам и повторяемости.
Это помогает гарантировать, что компоненты, производимые на станках, будут соответствовать требуемым допускам и повторяемости.
Передняя бабка [править]
Передняя бабка с легендами, номерами и текстом в описании относятся к тем, что на изображенииПередняя бабка (h2) вмещает главный шпиндель (h5) , механизм переключения скорости (h3, h4) , и переключения передач (h20) . Передняя бабка должна быть максимально прочной из-за действующих сил резания, которые могут исказить корпус легкой конструкции и вызвать гармонические колебания, которые будут передаваться на заготовку, снижая качество готовой заготовки.
Главный шпиндель, как правило, полый, чтобы длинные стержни проходили через рабочую зону. Это сокращает подготовку и отходы материала. Шпиндель вращается в прецизионных подшипниках и оснащен некоторыми средствами крепления зажимных приспособлений, таких как патроны или планшайбы. Этот конец шпинделя обычно также имеет включенный конус, часто конус Морзе, что позволяет вставлять полые трубчатые конусы (стандарт Морзе) для уменьшения размера конического отверстия и использования центров. На старых машинах (50-е годы) шпиндель приводился в движение напрямую шкивом с плоским ремнем, а более низкие скорости были доступны за счет манипулирования зубчатым колесом. В более поздних машинах используется коробка передач, приводимая в действие специальным электродвигателем. Полностью «редукторная головка» позволяет оператору выбирать подходящие скорости полностью через коробку передач.
На старых машинах (50-е годы) шпиндель приводился в движение напрямую шкивом с плоским ремнем, а более низкие скорости были доступны за счет манипулирования зубчатым колесом. В более поздних машинах используется коробка передач, приводимая в действие специальным электродвигателем. Полностью «редукторная головка» позволяет оператору выбирать подходящие скорости полностью через коробку передач.
Станины [править]
Станина представляет собой прочное основание, которое соединяется с передней бабкой и позволяет перемещать каретку и заднюю бабку параллельно оси шпинделя.Этому способствуют закаленные и отшлифованные опоры , которые удерживают каретку и заднюю бабку на заданной колее. Каретка перемещается с помощью реечной системы. Ходовой винт точного шага приводит в движение каретку, удерживающую режущий инструмент, через редуктор, приводимый в движение от передней бабки.
Типы кроватей включают в себя перевернутые “V” кровати, плоские кровати и комбинированные “V” и плоские кровати. “V” и комбинированные кровати используются для прецизионных и легких работ, а плоские кровати используются для тяжелых работ. [ необходима ссылка ]
“V” и комбинированные кровати используются для прецизионных и легких работ, а плоские кровати используются для тяжелых работ. [ необходима ссылка ]
Когда установлен токарный станок, первым делом нужно перейти на уровень , что означает, что станина не перекручена и не изогнута. Нет необходимости делать станок строго горизонтальным, но он должен быть полностью раскручен для получения точной геометрии резания. Уровень точности – полезный инструмент для выявления и устранения любых перекосов. Также рекомендуется использовать такой уровень вдоль станины для обнаружения изгиба в случае токарного станка с более чем четырьмя точками крепления.В обоих случаях уровень используется как компаратор, а не как абсолютный эталон.
Подающие и ходовые винты [править]
Подающий винт (H8) – это длинный приводной вал, который позволяет ряду шестерен приводить в движение механизмы каретки. Эти шестерни расположены в фартуке каретки . Как подающий винт, так и ходовой винт (H7) приводятся в движение либо переключателем (в квадранте), либо промежуточной коробкой передач, известной как быстрая коробка передач (H6) или коробка передач Norton.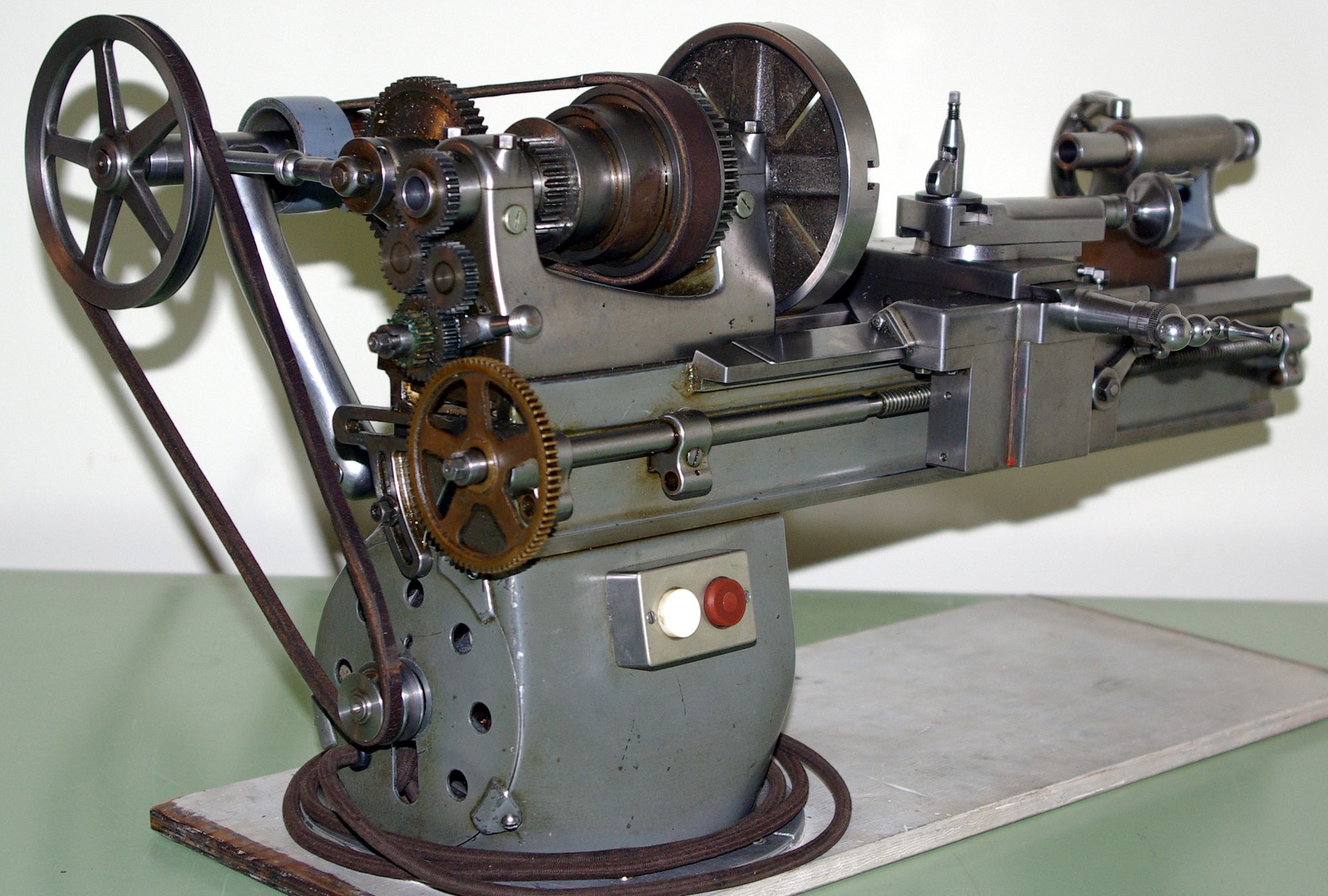 Эти промежуточные шестерни позволяют устанавливать правильное передаточное число и направление для нарезания резьбы или червячных передач. Зубчатые колеса (приводимые в действие H5 ) предусмотрены между шпинделем и зубчатой передачей вместе с пластиной квадранта , которая позволяет вводить зубчатую передачу с правильным передаточным числом и направлением. Это обеспечивает постоянную зависимость между числом оборотов шпинделя и числом оборотов ходового винта. Это соотношение позволяет нарезать резьбу на заготовке без помощи матрицы.
Эти промежуточные шестерни позволяют устанавливать правильное передаточное число и направление для нарезания резьбы или червячных передач. Зубчатые колеса (приводимые в действие H5 ) предусмотрены между шпинделем и зубчатой передачей вместе с пластиной квадранта , которая позволяет вводить зубчатую передачу с правильным передаточным числом и направлением. Это обеспечивает постоянную зависимость между числом оборотов шпинделя и числом оборотов ходового винта. Это соотношение позволяет нарезать резьбу на заготовке без помощи матрицы.
Некоторые токарные станки имеют только один ходовой винт, который служит для всех целей перемещения каретки. Для нарезания винта половина гайки приводится в зацепление с помощью резьбы ходового винта; и для общей подачи энергии шпонка входит в зацепление со шпоночной канавкой в ходовом винте, чтобы вести шестерню вдоль рейки, которая установлена вдоль станины токарного станка.
Ходовой винт будет изготавливаться в соответствии с британскими или метрическими стандартами, и для создания форм резьбы из другого семейства потребуется ввести коэффициент преобразования. Для точного преобразования одной формы резьбы в другую требуется 127-зубчатая передача, или на токарных станках, недостаточно больших для ее установки, можно использовать приближение. Умножение на 3 и 7, дающее соотношение 63: 1, может использоваться для обрезки довольно рыхлой резьбы. Такое передаточное число часто встроено в быстросменные коробки передач .
Для точного преобразования одной формы резьбы в другую требуется 127-зубчатая передача, или на токарных станках, недостаточно больших для ее установки, можно использовать приближение. Умножение на 3 и 7, дающее соотношение 63: 1, может использоваться для обрезки довольно рыхлой резьбы. Такое передаточное число часто встроено в быстросменные коробки передач .
Точное соотношение, необходимое для преобразования токарного станка с дюймовой (дюймовой) резьбой в метрическую (миллиметровую) резьбу, составляет 100/127 = 0,7874 …. Наилучшее приближение с наименьшим количеством зубов очень часто составляет 37/47 = 0.7872 …. Это преобразование дает постоянную ошибку -0,020% по всем стандартным метрическим шагам и шагам производителя моделей (0,25, 0,30, 0,35, 0,40, 0,45, 0,50, 0,60, 0,70, 0,75, 0,80, 1,00, 1,25, 1,50, 1,75, 2,00, 2,50. , 3,00, 3,50, 4,00, 4,50, 5,00, 5,50 и 6,00 мм).
Каретка [править]
Детали каретки токарного станка:- Стойка инструмента
- Составная / верхняя направляющая
- Поперечная направляющая
- Седло
- Фартук
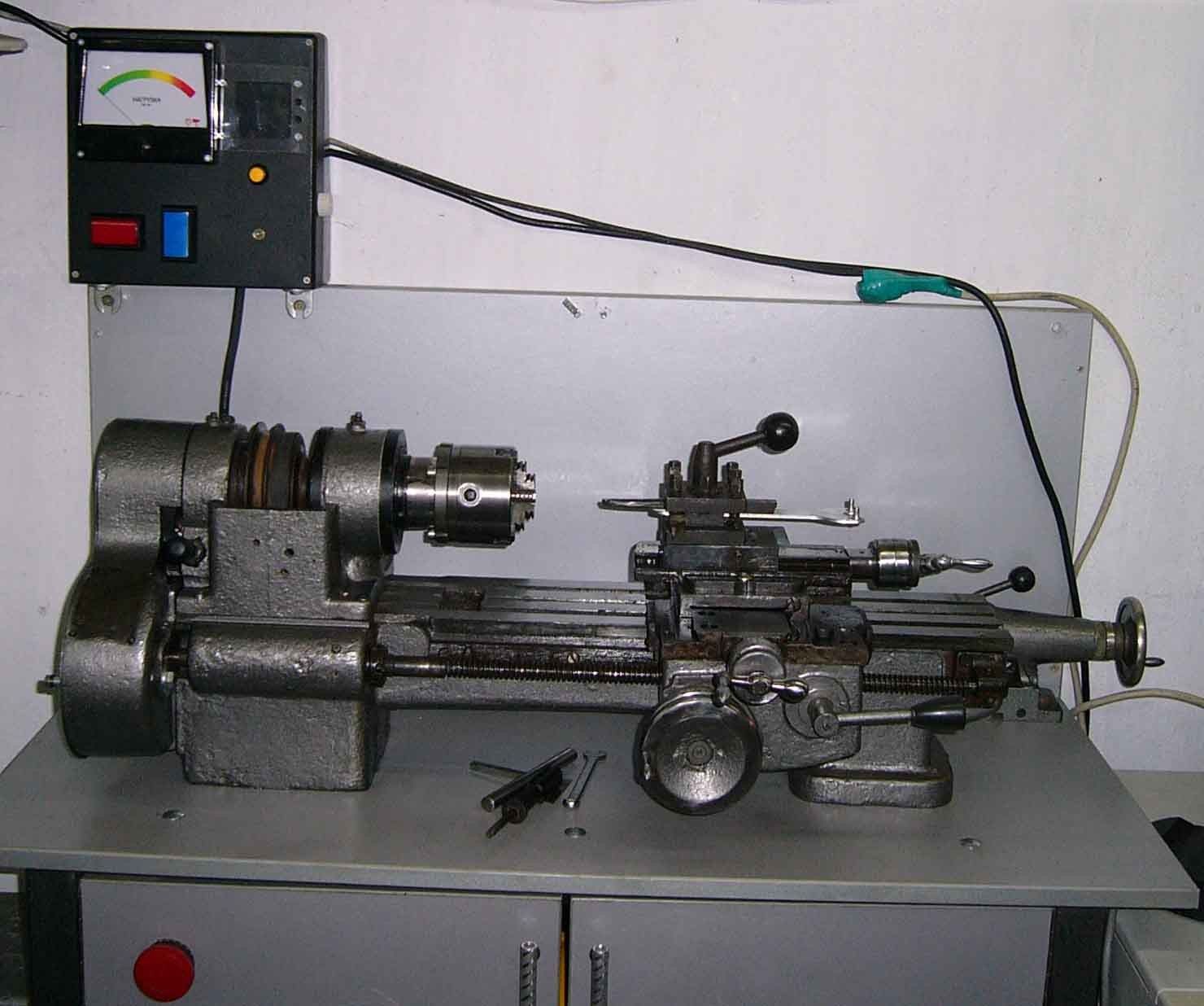 В тексте.
В тексте.В своей простейшей форме каретка удерживает насадку и перемещает ее в продольном (токарном) или перпендикулярном направлениях (торцевание) под управлением оператора.Оператор перемещает каретку вручную с помощью маховика (5a) или автоматически, зацепляя подающий вал с механизмом подачи каретки (5c) . Это обеспечивает некоторое облегчение для оператора, поскольку движение каретки становится усиленным. Маховики (2a, 3b, 5a) на каретке и связанных с ней суппортах обычно калибруются как для простоты использования, так и для помощи в выполнении воспроизводимых резов. Каретка обычно состоит из верхней отливки, известной как седло (4) , и боковой отливки, известной как фартук (5) .
Поперечные суппорты [править]
Поперечные суппорты (3) едут на каретке и имеют подающий винт, который перемещается под прямым углом к оси главного шпинделя. Это позволяет выполнять операций облицовки и регулировать глубину резания. Этот подающий винт может быть зацеплен через зубчатую передачу с подающим валом (упомянутым ранее) для обеспечения автоматического движения «механической подачи» к поперечному суппорту. На большинстве токарных станков одновременно может быть задействовано только одно направление, поскольку механизм блокировки отключает вторую зубчатую передачу.
Маховики с поперечным смещением обычно маркируются по диаметру детали , поэтому одна градуировка, соответствующая диаметру 0,001 дюйма, соответствует движению с поперечным смещением 0,0005 дюйма.
Составная опора [править]
Составная опора (или верхний суппорт ) (2) обычно находится там, где монтируется резцедержатель. Он обеспечивает меньшее перемещение (меньшее, чем поперечное скольжение) вдоль своей оси через другой подающий винт. Ось составной опоры можно регулировать независимо от каретки или поперечных суппортов.Он используется для точения конусов, для контроля глубины резания при нарезании резьбы или точной торцовки, или для получения более тонких подач (при ручном управлении), чем позволяет подающий вал. Обычно сложный упор имеет транспортир с маркировкой в основании (2b) , позволяющий оператору регулировать его ось под точным углом.
Подвижная опора (как были известны самые ранние формы каретки) восходит к пятнадцатому веку. В 1718 г. русским изобретателем Андреем Нартовым был представлен суппорт с набором зубчатых колес и имел ограниченное применение в русской промышленности. [1]
Первый полностью задокументированный цельнометаллический токарный станок с суппортами был изобретен Жаком де Вокансоном около 1751 года. Он был описан в Энциклопедии задолго до того, как Модслей изобрел и усовершенствовал свою версию. Вероятно, что Модслей не знал о работе Вокансона, так как его первые версии суппорта имели много ошибок, которых не было в токарном станке Вокансона.
В восемнадцатом веке суппорт применялся также на французских токарных станках с декоративной резьбой.
Набор расточных станков в Королевском арсенале в Вулидже в 1780-х годах семьи Вербругган также имел опоры затвора. История о том, что это изобрел Генри Модсли, ходила давно, но он этого не сделал (и никогда не утверждал об этом). Легенда о том, что Модслей изобрел опору для скольжения, возникла у Джеймса Нэсмита, который неоднозначно написал об этом в своих Замечаниях по введению принципа скольжения , 1841 г .; [2] более поздние авторы неправильно поняли и распространили ошибку.Однако Модслей действительно помог широко распространить эту идею. Весьма вероятно, что он видел это, когда еще мальчиком работал в «Арсенале». В 1794 году, когда он работал на Джозефа Брамы, он сделал один, а когда у него была собственная мастерская, он широко использовал его в токарных станках, которые он делал и продавал там. В сочетании с сетью инженеров, которых он обучал, это обеспечило широкую известность суппорта суппорта и его копирование другими производителями токарных станков, а также распространение во всех британских инженерных мастерских. Практичный и универсальный токарно-винторезный станок, включающий в себя три винта, сменные шестерни и суппорт, был самым важным достижением Модслея.
Стойка для инструмента [править]
Насадка для инструмента установлена в стойке (1) , которая может быть в стиле американского фонаря , традиционном четырехгранном квадратном стиле или быстросменном стиле, таком как На фото изображена конструкция с несколькими фиксаторами. Преимущество быстрой смены настройки заключается в том, что можно использовать неограниченное количество инструментов (до количества доступных держателей), а не ограничиваться одним инструментом в стиле фонаря или четырьмя инструментами с четырехсторонним тип.Сменные держатели инструмента позволяют предварительно установить все инструменты на высоту центра , которая не меняется, даже если держатель снимается со станка.
Задняя бабка [править]
Задняя бабка с легендами, номерами и текстом в описании относятся к тем, что на изображении.Задняя бабка – это инструмент (сверло) и центральное крепление напротив передней бабки. Шпиндель (T5) не вращается, а перемещается в продольном направлении под действием ходового винта и маховика (T1) .Шпиндель имеет конус для крепления сверл, центров и другого инструмента. Заднюю бабку можно расположить вдоль станины и зафиксировать (T6) в положении, определяемом обрабатываемой деталью. Также предусмотрено смещение задней бабки (T4) от оси шпинделей, это полезно для поворота небольших конусов и при повторном выравнивании задней бабки по оси станины.
На изображении показан редуктор (T2) между маховиком и шпинделем, где для больших сверл может потребоваться дополнительное усилие.Инструментальная коронка обычно изготавливается из быстрорежущей стали, кобальтовой стали или карбида.
Устойчивые, опорные и другие опоры [править]
Длинные заготовки часто нуждаются в опоре посередине, поскольку режущие инструменты могут отталкивать (сгибать) заготовку от того места, где их могут поддерживать центры, потому что резка металла создает огромные силы которые склонны к вибрации или даже сгибанию заготовки. Эта дополнительная поддержка может быть обеспечена люнетом (также называемым люнетом , фиксированным люнетом , центральным упором или иногда, что сбивает с толку, центральным ).Он стоит неподвижно относительно жесткого крепления на станине и поддерживает обрабатываемую деталь в центре опоры, обычно с тремя точками контакта, расположенными на расстоянии 120 °. Опора толкателя (также называемая толкателем или перемещающейся стойкой ) аналогична, но она установлена на каретке, а не на станине, что означает, что при перемещении насадки инструмента опора толкателя «следует» (потому что они оба жестко связаны с одной и той же движущейся кареткой). [3]
Опоры толкателя могут обеспечивать поддержку, которая напрямую противодействует силе пружины насадки инструмента, прямо в области обрабатываемой детали в любой момент.В этом отношении они аналогичны коробчатому инструменту. Любой упор переносит некоторые погрешности геометрии детали с основания (опорной поверхности) на обрабатываемую поверхность. Это зависит от остального дизайна. Для минимальной скорости передачи используются корректирующих упоров . Опорные ролики обычно вызывают дополнительные геометрические ошибки на обрабатываемой поверхности.
Корректирующая опора для прецизионного шлифования или токарной обработки
Корректирующее видео работы упора
Типы токарных станков по металлу [править]
В области металлообработки существует множество вариантов токарных станков.Некоторые варианты не так уж очевидны, а другие занимают нишу. Например, центрирующий токарный станок представляет собой станок с двумя головками, в котором работа остается фиксированной, а головки движутся к заготовке и обрабатывают центральное просверленное отверстие на каждом конце. Полученную заготовку затем можно использовать «между центрами» в другой операции. Использование термина токарный станок по металлу также может считаться несколько устаревшим в наши дни. Пластмассы и другие композитные материалы широко используются, и с соответствующими модификациями к их обработке могут применяться те же принципы и методы, что и для металла.
Центровочный станок / двигатель токарный / настольный [править]
Термины токарный станок , двигатель токарный станок и токарный станок все относятся к базовому типу токарного станка, который можно считать архетипическим классом токарных станков для металлообработки чаще всего используется обычным машинистом или любителем механической обработки. Название настольного токарного станка подразумевает версию этого класса, достаточно маленькую для установки на верстак (но все же полнофункциональную и большую, чем мини-токарные или микротокарные станки).Конструкция токарного станка подробно описана выше, но в зависимости от года выпуска, размера, ценового диапазона или желаемых характеристик даже эти токарные станки могут сильно различаться между моделями.
Токарный станок с двигателем – это название, применяемое к традиционному токарному станку конца 19-го или 20-го века с автоматической подачей к режущему инструменту, в отличие от ранних токарных станков, которые использовались с ручными инструментами, или токарных станков с ручной подачей. Только. Слово «двигатель» здесь используется в смысле «механическое устройство», а не в смысле «первичный двигатель», как в паровых двигателях, которые в течение многих лет были стандартным промышленным источником энергии.Завод будет иметь одну большую паровую машину, которая будет обеспечивать энергией все машины через систему ремней с линейным валом. Поэтому первые токарные станки с двигателями обычно были «коническими головками», поскольку к шпинделю обычно прикреплялся многоступенчатый шкив, называемый коническим шкивом , предназначенный для установки плоского ремня. Разные скорости шпинделя можно было получить, перемещая плоский ремень на разные ступени на шкиве конуса. Токарные станки с конической головкой обычно имели промежуточный вал (промежуточный вал) на задней стороне конуса, который мог быть задействован для обеспечения более низкого набора скоростей, чем это было достигнуто с помощью прямого ременного привода.Эти шестерни получили название , задние шестерни . Более крупные токарные станки иногда имели двухскоростные задние шестерни, которые можно было переключать, чтобы обеспечить еще более низкий набор скоростей.
Когда в начале 20 века электродвигатели стали обычным явлением, многие токарные станки с конусной головкой были преобразованы в электрическую энергию. В то же время уровень техники в области зубчатых передач и подшипников продвигался до такой степени, что производители начали изготавливать полностью редукторные передние бабки, используя коробки передач, аналогичные автомобильным трансмиссиям, для получения различных скоростей вращения шпинделя и скорости подачи при передаче большего количества необходимой мощности. чтобы в полной мере использовать инструменты из быстрорежущей стали.Режущие инструменты снова эволюционировали с появлением искусственных карбидов и стали широко использоваться в промышленности в 1970-х годах. Ранние карбиды прикреплялись к державкам путем пайки их в обработанном «гнезде» державок. Более поздние разработки позволили заменить наконечники и сделать их многогранными, что позволило использовать их повторно. Карбиды допускают гораздо более высокие скорости обработки без износа. Это привело к сокращению времени обработки и, следовательно, к росту производства. Спрос на более быстрые и мощные токарные станки повлиял на направление развития токарных станков.
Доступность недорогой электроники снова изменила способ управления скоростью, позволив плавно регулировать скорость двигателя от максимальной до почти нулевой. Это было опробовано в конце 19 века, но в то время не было признано удовлетворительным. Последующие улучшения в электрической схеме снова сделали его жизнеспособным.
Токарный станок для инструментального цеха [править]
Токарный станок для инструментального цеха – это токарный станок, оптимизированный для работы в инструментальном цехе. По сути, это просто первоклассный токарный станок со всеми лучшими дополнительными функциями, которые могут отсутствовать в менее дорогих моделях, например, зажимной цанговый патрон, конусное приспособление и другие.Станина токарного станка для инструментального цеха обычно шире, чем у стандартного центрирующего станка. На протяжении многих лет также требовалась выборочная сборка и дополнительная подгонка, когда при построении модели инструментального цеха были предприняты все меры, чтобы сделать ее самой плавно работающей и наиболее точной версией станка, которую только можно построить. Однако в рамках одного бренда разница в качестве между обычной моделью и соответствующей ей моделью инструментального зала зависит от разработчика и в некоторых случаях частично объясняется психологией маркетинга.Для производителей станков известных брендов, которые производили только высококачественные инструменты, не обязательно было какое-то отсутствие качества в продукте базовой модели для «роскошной модели», которую следовало бы улучшить. В других случаях, особенно при сравнении различных брендов, разница в качестве между (1) центральным токарным станком начального уровня, созданным для конкуренции по цене, и (2) токарным станком для инструментального цеха, предназначенным для конкуренции только по качеству, а не по цене, может быть объективно продемонстрировано путем измерения TIR, вибрации и т. д. В любом случае из-за полностью отмеченного списка опций и (реального или подразумеваемого) более высокого качества токарные станки для инструментальных цехов дороже, чем токарные станки начального уровня.
Токарный станок с револьверной головкой и токарный станок со шпилем [править]
Токарные станки с револьверной головкой и токарно-карусельные станки являются членами класса токарных станков, которые используются для серийного производства повторяющихся деталей (которые по характеру процесса резания обычно взаимозаменяемы). Он эволюционировал от более ранних токарных станков с добавлением револьверной головки , которая представляет собой сменный инструментальный суппорт, который позволяет выполнять несколько операций резания, каждая с разными режущими инструментами, в легкой и быстрой последовательности, без необходимости для оператора выполнять настройку. промежуточные задачи (например, установка или удаление инструментов), а также управление траекторией инструмента.(Последнее происходит из-за того, что траектория инструмента управляется станком либо в виде зажимного приспособления [через механические ограничения, налагаемые на него салазками и остановками револьверной головки], либо через управляемые ИТ сервомеханизмы [на токарных станках с числовым программным управлением (ЧПУ) ].) [5]
Существует огромное разнообразие конструкций токарных и револьверных станков, что отражает разнообразие выполняемой ими работы.
Токарный станок с несколькими инструментами [править]
Токарный станок с несколькими инструментами – это тот, у которого ряд инструментов установлен на поперечных суппортах, длинных и плоских, похожих на стол фрезерного станка.Идея по существу та же, что и у токарных станков с револьверной головкой: настроить несколько инструментов, а затем легко переключаться между ними для каждого цикла обработки детали. Группа индексируемых инструментов не вращается, как револьвер, а линейна.
Многошпиндельный токарный станок [править]
Многошпиндельный токарный станок имеет более одного шпинделя и автоматизированное управление (через кулачки или ЧПУ). Это производственные машины, специализирующиеся на крупносерийном производстве. Меньшие типы обычно называются винтовыми станками , в то время как большие варианты обычно называются автоматическими патронами , автоматическими патронами или просто патронами .Винтовые станки обычно работают с прутковой заготовкой, в то время как патроны автоматически забирают отдельные заготовки из магазина. Типичный минимальный рентабельный размер партии винтового станка составляет тысячи деталей из-за большого времени наладки. После настройки винтовой станок может быстро и эффективно производить тысячи деталей на непрерывной основе с высокой точностью, малым временем цикла и минимальным вмешательством человека. (Последние два пункта значительно снижают удельную стоимость сменной детали, чем можно было бы достичь без этих машин.)
Токарный станок с ЧПУ / токарный центр с ЧПУ [править]
Токарный станок с ЧПУ с возможностью фрезерования Пример обточенной вазы и вид на револьверную головкуТокарные станки с ЧПУ быстро заменяют старые токарные станки (многошпиндельные и т. Д.) простоте настройки, эксплуатации, воспроизводимости и точности. Токарный станок с ЧПУ – это оборудование, управляемое компьютером. Он позволяет выполнять основные операции обработки, такие как токарная обработка и сверление, как на обычном токарном станке.Они разработаны для использования современной твердосплавной оснастки и в полной мере используют современные процессы. Деталь может быть спроектирована, а траектории инструмента запрограммированы в процессе CAD / CAM или вручную программистом, а полученный файл загружен в машину, и после установки и испытания машина продолжит выпускать детали под периодическим наблюдением оператор.
Машина управляется электронно через интерфейс в стиле компьютерного меню, программа может быть изменена и отображена на машине вместе с имитацией процесса.Установщику / оператору требуется высокий уровень навыков для выполнения процесса. Однако база знаний шире по сравнению со старыми производственными машинами, где глубокое знание каждой машины считалось важным. Эти машины часто устанавливаются и управляются одним и тем же человеком, при этом оператор будет контролировать небольшое количество машин (ячейку).
Конструкция токарного станка с ЧПУ различается у разных производителей, но все они имеют некоторые общие элементы. Револьверная головка удерживает держатели инструмента и индексирует их по мере необходимости, шпиндель удерживает заготовку, и есть салазки, которые позволяют револьверной головке перемещаться по нескольким осям одновременно.Машины часто полностью закрыты, что в значительной степени связано с проблемами охраны труда и техники безопасности (OH&S).
В связи с быстрым развитием этой отрасли разные производители токарных станков с ЧПУ используют разные пользовательские интерфейсы, что иногда затрудняет работу операторов, поскольку им приходится с ними знакомиться. С появлением дешевых компьютеров, бесплатных операционных систем, таких как Linux, и программного обеспечения с ЧПУ с открытым исходным кодом, начальная цена станков с ЧПУ резко упала. [ необходима ссылка ]
Горизонтальное фрезерование с ЧПУ [править]
Горизонтальная обработка с ЧПУ выполняется с использованием горизонтально сконфигурированных токарных станков, обрабатывающих центров, расточных или расточных станков.Используемое оборудование обычно состоит из вращающихся цилиндрических фрез, перемещающихся вверх и вниз по пяти осям. Эти машины способны производить различные формы, прорези, отверстия и детали на трехмерных деталях. [6]
Вертикальное фрезерование с ЧПУ [править]
Вертикально ориентированные станки с ЧПУ используют цилиндрические фрезы на вертикальной оси шпинделя для создания врезных вырезов и просверленных отверстий, а также нестандартных форм, прорезей и деталей в трехмерном пространстве. части. Оборудование, используемое в этом виде фрезерования, включает вертикальные токарные станки, вертикальные обрабатывающие центры и 5-осевые станки. [7]
Швейцарский токарный станок / Швейцарский токарный центр [править]
Вид изнутри корпуса токарного станка с ЧПУ / ЧПУ. точность (иногда допуски выдерживания составляют всего несколько десятых тысячных дюйма – несколько микрометров). Токарный станок швейцарского типа удерживает заготовку как цанговым патроном, так и направляющей втулкой. Цанга находится за направляющей втулкой, а инструменты – перед направляющей втулкой, неподвижно удерживаясь на оси Z.Для продольной резки детали инструменты будут двигаться внутрь, а сам материал будет двигаться вперед и назад по оси Z. Это позволяет выполнять всю работу с материалом рядом с направляющей втулкой, где он более жесткий, что делает их идеальными для работы с тонкими заготовками, поскольку деталь удерживается надежно с небольшой вероятностью возникновения отклонения или вибрации. Токарный станок этого типа обычно используется под управлением ЧПУ.Сегодня большинство токарных станков с ЧПУ швейцарского типа используют один или два главных шпинделя плюс один или два задних шпинделя (второстепенные шпиндели).Главный шпиндель используется с направляющей втулкой для основных операций обработки. Вторичный шпиндель расположен за деталью, выровнен по оси Z. В простой операции он берет деталь по мере ее обрезки и принимает ее для вторых операций, а затем выбрасывает ее в бункер, избавляя оператора от необходимости вручную менять каждую деталь, как это часто бывает со стандартными токарными центрами с ЧПУ. . Это делает их очень эффективными, так как эти станки способны выполнять короткие циклы, производя простые детали за один цикл (т.е., нет необходимости во втором станке для обработки детали со вторыми операциями) всего за 10–15 секунд. Это делает их идеальными для больших партий деталей малого диаметра.
Швейцарские токарные станки и приводные инструменты [править]
Поскольку многие швейцарские токарные станки включают вторичный шпиндель или «вспомогательный шпиндель», они также включают « приводной инструмент ». Живые инструменты – это вращающиеся режущие инструменты, которые приводятся в действие небольшим двигателем независимо от двигателя шпинделя. Живые инструменты увеличивают сложность компонентов, которые могут быть изготовлены на швейцарском токарном станке.Например, автоматическое изготовление детали с отверстием, просверленным перпендикулярно главной оси (оси вращения шпинделей), очень экономично с приводными инструментами и так же неэкономично, если выполняется в качестве вторичной операции после завершения обработки на швейцарском токарном станке. «Вторичная операция» – это операция механической обработки, требующая закрепления частично готовой детали на втором станке для завершения производственного процесса. Как правило, в усовершенствованном программном обеспечении CAD / CAM используются рабочие инструменты в дополнение к основным шпинделям, поэтому большинство деталей, которые могут быть нарисованы с помощью системы CAD, фактически могут быть изготовлены на машинах, поддерживаемых программным обеспечением CAD / CAM.
Комбинированный токарный станок / станок 3-в-1 [править]
Комбинированный токарный станок , часто известный как станок 3-в-1 , вводит операции сверления или фрезерования в конструкцию токарного станка. У этих станков фрезерная колонна поднимается над станиной токарного станка, и они используют каретку и верхнюю суппорт в качестве осей X и Y для фрезерной колонны. Название 3-в-1 происходит от идеи иметь токарный станок, фрезерный станок и сверлильный станок в одном доступном станке.Они предназначены исключительно для любителей и рынка ТОиР, так как неизбежно требуют компромиссов в размере, характеристиках, жесткости и точности, чтобы оставаться доступными. Тем не менее, они достаточно хорошо удовлетворяют потребности своей ниши и обладают высокой точностью при наличии достаточного времени и навыков. Их можно найти в небольших, не ориентированных на машины предприятиях, где время от времени приходится обрабатывать небольшие детали, особенно там, где строгие допуски дорогих инструментальных станков, помимо того, что они недоступны, были бы излишними для приложения с инженерной точки зрения.
Мини-токарный и микротокарный станок [править]
Мини-токарные и микротокарные станки – это миниатюрные версии универсального токарного станка (токарного станка). Обычно они справляются только с работой диаметром от 3 до 7 дюймов (от 76 до 178 мм) (другими словами, с радиусом от 1,5 до 3,5 дюймов (от 38 до 89 мм)). Это небольшие и доступные токарные станки для домашней мастерской или цеха ТОиР. К этим машинам применимы те же преимущества и недостатки, которые объяснялись ранее в отношении машин 3-в-1.
Как и в других частях англоязычной орфографии, стили префиксов в именах этих машин отличаются.Они попеременно называются мини-токарными станками , мини-токарными станками, и мини-токарными станками и микротокарными станками , микротокарными станками, и микротокарными станками .
Тормозной токарный станок [править]
Токарный станок, специализирующийся на шлифовке тормозных барабанов и дисков в автомобильных или грузовых гаражах.
Колесотокарный станок [править]
Колесотокарный станок – это станки, используемые для изготовления и шлифовки колес железнодорожных вагонов. Когда колеса изнашиваются или выходят из строя в результате чрезмерного использования, этот инструмент можно использовать для повторной резки и ремонта колеса вагона поезда.Доступен ряд различных колесотокарных станков, включая варианты под полом для шлифовки колес, которые все еще прикреплены к железнодорожному вагону, переносные типы, которые легко транспортируются для аварийного ремонта колес, и версии с ЧПУ, в которых используются компьютерные операционные системы для завершения ремонта колес. . [8]
Токарный станок [править]
Токарный станок большого диаметра, хотя и короткой работы, надстроенный над выемкой в полу для доступа к нижней части заготовки, что позволяет подставке для инструмента стоять на высоте талии токаря. .Пример выставлен в Лондонском музее науки в Кенсингтоне.
Вертикальный токарный станок [править]
Для еще большего диаметра и более тяжелых работ, таких как сосуды высокого давления или судовые двигатели, токарный станок вращается так, что он принимает форму поворотного стола, на котором размещаются детали. Такая ориентация менее удобна для оператора, но облегчает поддержку крупных деталей. В самом большом поворотном столе устанавливается заподлицо с полом, а передняя бабка утоплена внизу, чтобы облегчить загрузку и разгрузку заготовок.
Поскольку доступ оператора для них не является проблемой, вертикальные токарные станки с ЧПУ более популярны, чем ручные вертикальные токарные станки.
Токарный станок Oil Country [править]
Специализированные токарные станки для обработки длинных деталей, таких как сегменты бурильной колонны. Токарные станки Oil Country оснащены полыми шпинделями с большим отверстием, вторым патроном на противоположной стороне передней бабки и часто выносными упорами для поддержки длинных заготовок.
Механизмы подачи [править]
Существуют различные механизмы подачи для подачи материала в токарный станок с определенной скоростью.Эти механизмы предназначены для автоматизации части производственного процесса с конечной целью повышения производительности.
Устройство подачи прутка [править]
Устройство подачи прутка подает отдельный кусок прутка в режущий станок. По мере обработки каждой детали режущий инструмент создает окончательный разрез для отделения детали от прутка, а устройство подачи продолжает подавать пруток для следующей детали, обеспечивая непрерывную работу станка. При токарной обработке используются два типа подачи прутка: гидродинамическая подача прутка, которая удерживает пруток в серии каналов, при этом зажимая верх и низ прутка, и гидростатическая подача прутка, которая удерживает пруток в неподвижном состоянии. труба подачи с использованием масла под давлением. Нейсмит, Джеймс (1841 г.). «Замечания по применению принципа скольжения в инструментах и машинах, используемых в производстве машин». В Бухнане, Робертсон; Тредголд, Томас; Ренни, Джордж (ред.). Практические эссе по работе на станах и других машинах (3-е изд.). Лондон: Джон Уил. п. 401. 24 февраля 1943 года транспортный самолет Douglas C-47 Skytrain с серийным номером 42-32892 выкатился с завода в Лонг-Бич, штат Калифорния, и был передан U.С. ВВС. 12 марта 1943 года самолет был передан Советским ВВС в Фэрбенксе, Аляска, и получил регистрацию СССР-N238. Оттуда он пролетел 5650 километров до сибирского города Красноярска, одного из примерно 14 000 самолетов, отправленных Соединенными Штатами в Советский Союз во время Второй мировой войны в рамках масштабной программы ленд-лиза. Этот C-47 был отправлен на Крайний Север и провел войну в разведке и наблюдении за погодой над Карским морем.После войны его передали гражданской авиации, перевозившей пассажиров по замерзшей тундре за Полярным кругом. 23 апреля 1947 года он был вынужден совершить вынужденную посадку с 36 людьми на борту в районе села Волочанка на полуострове Таймыр. 11 мая 1947 года 27 человек были спасены, проведя почти три недели в затонувшем корабле. Капитан, два члена экипажа и шесть пассажиров ушли ранее из-за злополучной попытки получить помощь. Тело капитана Максима Тюрикова было найдено местными охотниками примерно в 120 километрах от места крушения в 1953 году.Остальные так и не были найдены. Самолет провел в тундре 69 лет, прежде чем в 2016 году экспедиция Русского географического общества спасла его и вернула обломки в Красноярск. «Я знал, что его место было в музее», – сказал RFE / RL Вячеслав Филиппов, полковник запаса ВВС России, который много писал о сибирских связях программы ленд-лиза, .«Это был не какой-то кусок металлолома. Это наша живая история. Этот« Дуглас »- единственный самолет по ленд-лизу, который остался в России». Приблизительно 25 миллионов советских граждан погибли в титаническом конфликте с нацистской Германией в период с июня 1941 по май 1945 года. Преодолевая огромные поражения и колоссальные потери за первые 18 месяцев войны, Красная Армия смогла реорганизоваться и перестроиться, чтобы сформировать гигантскую мощь. которые прошли весь путь до Берлина. Но Советский Союз никогда не был одинок: за несколько месяцев до того, как Соединенные Штаты официально вступили в войну, они уже начали оказывать массовую военную и экономическую помощь своему советскому союзнику в рамках программы ленд-лиза. С глубин холодной войны до наших дней многие советские и российские политики игнорировали или преуменьшали влияние американской помощи Советскому Союзу, а также влияние всей американо-британской войны против нацистов. Советский доклад члена Политбюро Николая Вознесенского в 1948 году утверждал, что Соединенные Штаты, описанные как «глава антидемократического лагеря и воин империалистической экспансии по всему миру», предоставили материальные средства во время войны, которых было всего четыре.8 процентов собственного производства Советского Союза во время войны. «Краткая история Великой Отечественной войны», также с 1948 г., признала поставки по ленд-лизу, но сделала вывод: «В целом эта помощь была недостаточно значительной, чтобы каким-либо образом оказать решающее влияние на ход Великой Отечественной войны». Николай Рыжков, последний глава правительства Советского Союза, написал в 2015 году , что «можно с уверенностью сказать, что [помощь по ленд-лизу] не сыграла решающей роли в Великой Победе.« Однако такие оценки противоречат мнению участников советской войны. Наиболее известен тот факт, что советский диктатор Иосиф Сталин поднял тост за программу ленд-лиза на Тегеранской конференции в ноябре 1943 года с премьер-министром Великобритании Уинстоном Черчиллем и президентом США Франклином Рузвельтом. «Я хочу рассказать вам, что, с точки зрения России, сделали президент и Соединенные Штаты для победы в этой войне», – сказал Сталин. «Самое главное в этой войне – это машины…. США – страна машин. Без машин, которые мы получили по ленд-лизу, мы бы проиграли войну ». Никита Хрущев высказал такое же мнение. «Если бы США не помогли нам, мы бы не выиграли войну», – писал он в своих мемуарах . «Один на один против гитлеровской Германии мы бы не выдержали ее натиска и проиграли бы войну. Официально об этом никто не говорит, и Сталин, я думаю, никогда не оставил письменных следов своего мнения, но я могу сказать что он несколько раз высказывал это мнение в беседах со мной.« Закон о ленд-лизе был принят в марте 1941 года и разрешал Соединенным Штатам поставлять оружие, продовольствие и сырье стратегически важным странам, воюющим с Германией и Японией, в первую очередь Соединенному Королевству, Советскому Союзу и Китаю. В целом Соединенные Штаты поставили по программе материальных средств на сумму 50 миллиардов долларов (608 миллиардов долларов в деньгах 2020 года), в том числе 11,3 миллиарда долларов в Советский Союз.Кроме того, большая часть помощи в размере 31 миллиарда долларов, направленной в Соединенное Королевство, также была передана Советскому Союзу конвоями через Баренцево море в Мурманск. Наиболее заметно, что Соединенные Штаты предоставили Советскому Союзу более 400 000 джипов и грузовиков, 14 000 самолетов, 8 000 тракторов и строительных машин и 13 000 боевых танков. Однако реальное значение ленд-лиза для советских военных действий заключалось в том, что он охватывал «чувствительные точки» советского производства – бензин, взрывчатые вещества, алюминий, цветные металлы, радиосвязь и так далее, – говорит историк Борис Соколов. «В гипотетическом сражении один на один между СССР и Германией, без помощи ленд-лиза и без отвлечения значительных сил Люфтваффе и ВМС Германии и отвлечения более чем одной четверти своих земель. Силы в борьбе против Британии и Соединенных Штатов, Сталин вряд ли смог бы победить Гитлера », – написал Соколов в эссе для Русской службы Радио Свобода. По ленд-лизу Соединенные Штаты предоставили более одной трети всех взрывчатых веществ, использованных Советским Союзом во время войны. Соединенные Штаты и Британское Содружество обеспечили 55 процентов всего алюминия, который Советский Союз использовал во время войны, и более 80 процентов меди. также отправлялось авиационное топливо, эквивалентное 57 процентам того, что производил сам Советский Союз. Большая часть американского топлива добавлялась к низкосортному советскому топливу для производства высокооктанового топлива, необходимого для современных военных самолетов. По программе ленд-лиза также было предоставлено более 35 000 радиоприемников и 32 000 мотоциклов. Когда война закончилась, почти 33 процента всей техники Красной Армии было предоставлено по ленд-лизу. На шасси американских грузовиков «Студебеккер» установлено более 20 тысяч мобильных реактивных систем залпового огня «Катюша». Кроме того, программа ленд-лиза поддерживала советскую железнодорожную систему, которая играла фундаментальную роль в перемещении и снабжении войск. Программа отправила в Советский Союз около 2000 локомотивов и бесчисленное количество товарных вагонов.Кроме того, почти половина всех рельсов, которыми пользовался Советский Союз во время войны, проходила по ленд-лизу. «Следует помнить, что во время Первой мировой войны транспортный кризис в России в 1916-17 годах, который во многом способствовал Февральской революции [которая привела к отречению царя], был вызван нехваткой производства железных дорог. рельсы, двигатели и грузовые вагоны, потому что промышленное производство было переключено на боеприпасы », – написал Соколов.«Во время Второй мировой войны только поставки по ленд-лизу предотвратили паралич железнодорожного транспорта в Советском Союзе». По программе ленд-лиза в Советский Союз также были отправлены тонны заводского оборудования и станков, в том числе более 38 000 токарных станков и других металлообрабатывающих инструментов. Такие машины были более высокого качества, чем аналоги, произведенные в Советском Союзе, что внесло значительный вклад в развитие советского промышленного производства. Американская помощь также предоставлена 4.5 миллионов тонн продуктов питания, 1,5 миллиона одеял и 15 миллионов пар обуви. «Чтобы действительно оценить значение ленд-лиза для победы Советского Союза, достаточно представить себе, как бы Советскому Союзу пришлось бы воевать, если бы не было помощи по ленд-лизу», – написал Соколов. «Без ленд-лиза у Красной Армии не было бы примерно трети боеприпасов, половины самолетов или половины танков. Кроме того, была бы постоянная нехватка транспорта и горючего.Периодически останавливались железные дороги. А советские войска были бы гораздо хуже скоординированы при постоянной нехватке радиооборудования. И они бы вечно голодали без американских мясных консервов и жиров ». В 1963 году мониторинг КГБ зафиксировал советского маршала Георгия Жукова, говорящего: «Люди говорят, что союзники нам не помогли. Но нельзя отрицать, что американцы прислали нам технику, без которой мы не смогли бы сформировать наши резервы или продолжить боевые действия. война.Американцы предоставили жизненно важные взрывчатые вещества и порох. А сколько стали! Могли ли мы наладить производство наших танков без американской стали? А теперь говорят, что у нас всего было достаточно ». Все металлообрабатывающее оборудование, выпускаемое в рамках проекта «Станкостроение», производится под российской торговой маркой «F.O.R.Т. »- Сила, Возможности, Российские технологии (Power, Opportunities, Российские технологии). Впечатляющая производственная база, богатые традиции, доступ к технологиям и сервисным возможностям позволяют участникам проекта успешно реализовать план по организации собственного производства станков в России. ГЛАВНАЯ И ОСНОВНАЯ НАЗНАЧЕНИЕ ПРОЕКТА «МАШИНОСТРОЕНИЕ» – ПОЛНЫЙ ЦИКЛ ПРОИЗВОДСТВА ОБОРУДОВАНИЯ ДЛЯ МЕТАЛЛООБРАБОТКИ НА ТЕРРИТОРИИ РОССИИ Начало реализации проекта «Организация сборки и производства металлообрабатывающих станков в Российской Федерации» (проект «Станкостроение») относится к 2013 году. Предлагаем вашему вниманию металлообрабатывающие станки российского производства, изготовленные в соответствии с Постановлением Правительства РФ № Все станки изготавливаются с использованием комплектов, поставляемых ведущими станкостроительными компаниями Южной Кореи, Тайваня и Австралии с постепенной локализацией производства отдельных узлов в России. На сегодняшний день в рамках проекта «Станкостроение» в России осуществляется литье и обработка клетей, изготовление основных деталей для ряда станков, изготовление механических деталей и защит шкафов для модельного ряда станков «Ф». .O.R.T. ” ассортимент металлообрабатывающих станков “F.O.R.T.”: сфера применения металлообрабатывающих станков “Ф.O.R.T. “: История реконструкции токарного станка В 1993 году нашим коллективом была проведена реконструкция парадной
токарно-гильошировальный станок по разработке и изготовлению А.К. Нартов в
1717-1721 гг., По личному указу Петра Великого. Машина была
разрушен во время пожара в Кунсткамере (1747 г.). Чтобы восстановить его,
они основаны на найденных описаниях, схемах и иллюстрациях
в рукописи Нартова “Theatrum Machinarum, или ясный взгляд на машины”
(1755) хранится в рукописном секторе Российской национальной библиотеки.
(Св.-Петербург), а также на аналогичных машинах начала восемнадцатого века.
век. Творческой команде удалось реконструировать не только внешний вид.
станка, но и его токарный станок. Современные мастера реконструировали
металлическую часть станка с такой точностью, что невозможно
отличить новоиспеченные медали от изготовленных два столетия назад. Это
на этой машине мы превратили медальоны с лицами
святых и апостолов за костяной Животворящий Крест,
а также «Св.Андрея »медальоны, подаренные королю Карлу Густаву XVI.
Швеции и лорду Хиндлипу, председателю Christie, в Кремле.
выставка 1996-1997 гг. Благодарим Государственный Эрмитаж.
за любезное разрешение снять копии с бронзовых слепков Растрелли.
Время Петра Великого для завершения этой работы … Валерия Мокеева Из каталога выставки.
“Роза и крест”, Московский Кремль, 1996-1997 гг. В настоящее время станок находится на временном хранении в музее города.
Санкт-Петербурга и экспонируется в денежной галерее Св. Петра и
Собор Святого Павла. На нем изготавливали медали из дерева, а в специальной
футляры из бивня мамонта. Станок токарно-копировальный … Это памятный год, когда Эрмитаж (и
не только Эрмитаж) прославляет великих механиков обширной выставкой.Жемчужина его – токарно-копировальный станок, реконструированный Петропольским заводом.
галерея по эскизам манускрипта Нартова Theatrum Machinarum … Пиотровский Михаил Из каталога выставки.
«Theatrum Machinarum, или три эпохи в искусстве резьбы по кости»
в Санкт-Петербурге », Эрмитаж, Галерея Петрополь, 1993. … Главный объект внимания на этой выставке –
церемониальный медальонокопировальный станок, реконструированный через 270 лет после
по проекту выдающегося русского механика Андрея Константиновича.
Нартов, частник Петра Великого.Машина обслуживала Питера
перевернуть детали большого алтаря «Мамонт-Слоновая кость животворящий»
Крест с Апостольскими ликами на ковчеге ». Ирина Родимцева, Из каталога выставки.
“Роза и крест”, Московский Кремль, 1996-1997 гг. В.Ю. Матвеев.
Эрмитаж, 1993. … Заключительный третий сектор юбилейной выставки.
посвящен творчеству современных художников-резчиков галереи Петрополь.
(Выставочный зал галереи «Петрополь», Миллионная, 27). Галерея
объединяет группу художников, творческая деятельность которых тесно связана
с Санкт-Петербургом. Их основные цели – изучение нашего культурного наследия,
следовать традициям петербургской косторезной школы, воспитывать
молодые художники-студенты, реставрация старых резных изделий из кости и многое другое… В.Ю. Матвеев, канд. в истории
Искусств, Из каталога театра “Театр”.
Machinarum, или три эпохи резьбы по кости В.И. Мокеева, Петрополь
Галерея, 1993 – ЦЕРЕМОНИАЛЬНАЯ МАШИНА А.К.
НАРТОВ ВНЕШНИЙ ИЛИ НАСТОЯЩИЙ? … Это А.К. Рукопись Нартова “Theatrum Machinarum”,
или четкое представление о машинах “, что стало источником информации
за изучение утраченной для России техники “орнаментального точения”
еще в девятнадцатом веке.Эта рукопись содержит больше всего
оперативная информация о станках для художественной обработки костей,
который можно было найти в токарной мастерской Петра. В.И. Мокеева, Из каталога театра “Театр”.
Machinarum, или три эпохи Валерия Мокеева. 1993 Я имею в виду покойного Генри Модслея, лондонского инженера, чья полезная жизнь была с энтузиазмом посвящена великой цели улучшения наших средств производства безупречного мастерства и машин; ему мы, безусловно, обязаны , скользящей опорой , и, следовательно, по меньшей мере, мы косвенно обязаны огромными преимуществами, которые были получены в результате введения такого мощного агента в совершенствование наших машин и механизмов в целом. «Подача прутка: производственная обработка». www.productionmachining.com . Проверено 11 января 2016.
Библиография [редактировать]
Внешние ссылки [править]
Помогли ли США по ленд-лизу нарушить баланс в советской борьбе против нацистской Германии?
С сообщения Русской службы Радио Свобода
Станки российского производства
Ежегодно планируется наращивать объемы производства и в течение нескольких лет перейти от узловой сборки к производству оборудования, максимально состоящего из отечественных комплектующих, обеспечивая инновационное производство основной линейки станков.
С ИСПОЛЬЗОВАНИЕМ РОССИЙСКИХ РАЗРАБОТК.
№1224 от 24 декабря 2013 г. (п. № 56 от 07.02.2011)
. Валерия Мокеева. Станок токарный
Станок токарный медаллический Петра Великого
1721.А.Нартов.
Реконструкция 1993 г., куратор В. Мокеева,
Галерея Петрополь, Государственный Эрмитаж, Сестрорецкий инструментальный завод
81,4 ” x 72,83 ” x 50,3 ”
дуб, металл, бронза позолоченная
Молд
Д-14,1 ”, бронза
с портретом Петра Великого
& nbsp
Медаль
Д-4,3 ”, бивень мамонта
с портретом Петра Великого
повернутый на медальке токарный станок
«Персональная машина второго вида.
“,
рис.из рукописи А.К. Нартова
«Teatrum Machinarum», 1755
Куратор программы
“Teatrum Machinarum”
… Искусство Нартова еще раз доказало неразрывную связь между искусством.
и наука. Не только произведения искусства, созданные Нартовым благодаря его изобретениям.
но и его машины очаровывают вас, поскольку в них эстетика Петровской
эпоха нашла воплощение ни в чем не меньше, чем в скульптурах, картинах и зданиях.
Директор
Государственный Эрмитаж
На выставке представлена блестящая реконструкция этого креста.
Галереей Петрополь совместно с Эрмитажем.
Директор Музея Московского Кремля
Галерея выступила инициатором комплексного проекта “Theatrum Machinarum”,
планируется на несколько лет, что направлено на возрождение «орнаментального
токарная обработка »как вид искусства. Большое внимание Галерея уделяет
к изучению традиционных техник резьбы по кости с использованием
копировальные станки, которые производились еще на токарном заводе Петра Великого. На
первый этап внедрения «Theatrum Machinarum»
проект научно обоснованной реконструкции медалика-гильошировщика.
Машина выполнена по эскизу из рукописи Нартова.Такой эксперимент проводился впервые. Реконструированный Нартов
машина уникальна как по своим техническим параметрам, так и по художественному оформлению.
качество. Работая над проектом, участники отдают дань уважения изобретателю.
станка, Андрей Константинович Нартов, слесарь, конструктор,
исследователь и художник. Таким образом, они сделали первый шаг к
реализация идеи вырезания из кости макета Триумфального столпа.
На этот раз его предполагается вырезать и включить на самое драгоценное.
материал, окаменевший бивень мамонта.
Андрей Константинович Нартов открыл новый этап в развитии
отечественные технологии и внесли значительный вклад в российскую науку
и культура. Создавал художественные произведения, служащие неиссякаемым
источник вдохновения для современных художников.
Заместитель директора
Государственный Эрмитаж
г. в Санкт-Петербурге.Петербург ». Эрмитаж – Петрополь.
Галерея
, 1993
Рукопись важна, так как написана не
сторонним наблюдателем, но человеком, глубоко любившим “орнаментальный”
токарная обработка », практичный токарь и дизайнер, сделавший совершенно уникальные
и новые машины для лаборатории Петра Великого. В преамбуле к
своей рукописи Нартов писал: «Я усердно трудился над своим любимым
лаборатория токарного дела, где можно найти много разных станков
и инструменты, которые ранее не появлялись ни в России, ни за рубежом… ”
Как друг и частный токарь Петра на протяжении 11 лет А.К. Нартов
смог описать не только машины и инструменты, созданные им самим,
но и предметы, обращенные им вместе с Петром.
Для первого объекта реконструкции мы выбрали
персональная машина (машинка) второго типа, предназначенная для “изображения
макеты и исторические куншты (произведения искусства) »,
в перспективе в рукописи Нартова. Исследователи столкнулись с проблемой
существовала ли вообще эта машина, некоторые думали, что конструкция
богато декорированной машины реализовано не было.
Тем не менее, некоторые факты доказывают, что машина действительно существовала.
Таким образом, здесь выставлен Национальный склад декоративно-прикладного искусства в Париже.
машина, спроектированная Нартовым, хоть и скромно оформленная, но очень похожая на
к представленному в рукописи. Кроме того, в своем кабинете В.
Васильев доказал, что машина была спроектирована Нартовым, как нацеленная
чтобы повернуть Триумфальный столп, по особому указу Петра Великого.
Еще в 1724 году Петр осмотрел машины Нартова оригинальной конструкции, личные
и расположился, и “нашел их отличительными, чтобы превратить триумфальный столп,
что он приказал сделать своим указом.«В своей исследовательской работе Н.В.
Калязина предполагает, что парадное украшение на станке могло
исполнены Н. Пино, принимавшим участие в оформлении Триумфальной
столб …
… В.Ю. Матвеев предполагает, что копии Триумфального столпа сделаны из
слоновая кость, по замыслу Петра, могла быть использована для дипломатических подарков. Еще
главное доказательство существования машины, спроектированной в перспективе,
опыт реконструкции токарного станка…
… Все вышесказанное ставит вопрос: почему машина из
У Эрмитажа есть дополнительная функция и ножная передача, которые не были показаны.
либо в схеме, либо в перспективе? Другой вопрос, почему
украшение в перспективе сильно отличается от схемы
и настоящая машина. Ответить на вопросы может только история.
В 1731 году Нартов начал инвентаризацию машин, которые
хранились в токарном заводе, но 5 декабря 1747 г. в
Кунсткамера Академии.Спешили спасти токарные станки
сначала вытаскивая их из окон на веревках, а богато
были срезаны украшенные деревянные постаменты. В 1750 году Нартов, настаивая на реконструкции
станков, серьезно пострадавших в результате пожара, написали, что
«без должного ремонта указанных машин это было совершенно невозможно»
завершить работу над Триумфальным столпом. При этом мы можем предположить
что он писал про личную машину второго типа.И все же Нартов
не довелось восстановить машину в первозданном виде,
Денег на реконструкцию было мало. Скорее всего
что конструкция сделана заново, по схеме «план и профиль»
машины, и на этой основе была собрана новая машина, со старыми
и новые детали и конструкции, но без отделки. Эта машина
был более широкий спектр операций …
… Исследования продолжаются, но теперь можно сказать более уверенно
что машина второго типа, как и представленная в перспективе
рукописи Нартова, действительно существовали.
Генеральный директор,
Галерея Петрополь
резьбы по кости в Санкт-Петербурге », Эрмитаж – Петрополь,
1993