Ремонт сверлильного станка: обслуживание | ООО ПКФ «СТАНКОГРАД»
Сверлильные станки предназначены для работы с полнотелыми материалами. Оборудование необходимо для сверления, развертки, зенкерования, чистовой обработки заготовок. Кроме того, с помощью сверлильных станков нарезают дюймовую или метрическую резьбу. Результатом непрерывной работы агрегатов становится ухудшение их работоспособности и повышение риска получения травм. Чтобы избежать неприятностей, сверлильные станки необходимо своевременно ремонтировать.
Содержание
- Виды поломок
- Ремонт станины
- Ремонт рабочего стола
- Ремонт коробки передач
- Обслуживание сверлильного станка
Виды поломок
Чаще всего причиной выхода из строя сверлильного станка становятся:
-
Усиленное радиальное биение. Неисправность связана с неточной обработкой заготовок. Это происходит из-за изгиба вала или недостаточной затяжки подшипников и реек.

- Износ подшипников. Самая частая неисправность сверлильных агрегатов, о которой свидетельствует шумная работа станка. Причина неисправности кроется в неправильной установке подшипников, недостаточной смазке и т.д. При ремонте оборудования необходимо заменить подшипники.
- Замыкание между витками. Поломку можно выявить, когда шпиндель достигнет максимальной скорости. Инвертор в этот момент тормозит его работу. Причина неисправности — несоблюдение допустимого режима эксплуатации шпинделя. Для устранения проблемы нужно перемотать обмотку.

Иногда ремонт сверлильного агрегата нужен, если невозможно отрегулировать:
- Скорость шпинделя. В такой ситуации необходимо разобрать и почистить отдельные детали оборудования.
- Зажим колонны. В процессе ремонта нужно заменить пружины, промыть золотник, провести диагностику рейки. При необходимости рейку придется заменить.
- Давления в гидроприводе. Причина – поломка насоса. В такой ситуации его нужно заменить.
 При необходимости рейку придется заменить.
При необходимости рейку придется заменить.При поломке одной или нескольких деталей сверлильный станок может стать полностью неработоспособным.
Ремонт станины
Станина – важный элемент сверлильного станка. Она, как и другие детали, может выйти из строя. Чтобы привести ее в рабочее состояние, необходимо:
- Перевести конструкцию в горизонтальное положение. Направляющие установить вверх по уровню с точностью в 40 мкм. Затем зачистить станину шабером. На способ ремонта влияет степень выработки станины. При износе направляющих не более 0,2 мм мастер будет шабрить и шлифовать конструкцию. Если степень износа составляет 0,2-0,5 мм, нужна шлифовка и только потом шабрение. Когда направляющие изношены более чем на 0,5 мм, нужно строгать станину специальным широким резцом и фрезеровать.
- Проверить станину на прочность без ее демонтажа со станка. Так можно вторично обработать конструкцию и не нарушить при этом установочные базы.
 Так можно вторично обработать конструкцию и не нарушить при этом установочные базы.
Так можно вторично обработать конструкцию и не нарушить при этом установочные базы.Алгоритм процедуры шабрения:
- Мастер обрабатывает передние вертикальные плоскости по контрольной плите. Точность выполнения процедуры – 10 пятен на участок размером 25х25 мм.
- Точность обработки левой, правой, внутренних боковых плоскостей составляет 10 пятен на участок размером 25х25 мм.
- Точность обработки задних боковых плоскостей — 8 пятен на участок размером 25х25 мм.
При ремонте сверлильного станка нельзя превышать величину отклонения параметров прямолинейности и плоскостности в 40 мкм из расчета на 500 мм длины.
Ремонт рабочего стола
При ремонте сверлильного станка необходимо привести стол в рабочее состояние. Задиры, забоины и другие дефекты с поверхности нужно убрать с помощью специального широкого резца, также следует проверить контрольную плиту. При необходимости можно сделать декоративное шабрение.
Далее можно приступать к ремонту направляющих рабочего стола. Сначала нужно подогнать направляющие кронштейна по станине. Работа считается выполненной, когда ось шпинделя встает прямолинейно по отношению к вертикальным направляющим плоскостей станины. Количество пятен на направляющих плоскостях не должно превышать 7-8 из расчета на участок 25х25 мм. Перед монтажом стола мастер зачищает направляющие плоскости, ремонтирует, устанавливает механизм подъема рабочей поверхности, регулирует клин.
Во время ремонта сверлильного агрегата и стола следует контролировать перпендикулярность оси вращения режущего инструмента к рабочей поверхности. Стол необходимо надежно зафиксировать на станине в двух плоскостях.
Правильность монтажа конструкции проверяют с помощью индикатора, который закреплен в шпинделе. Если перпендикулярность выше допустимого уровня, необходимо дополнительное шабрение и пригонка направляющих.
Ремонт коробки передач
Ремонт коробки скоростей имеет свои особенности. Чаще всего необходимо просто подогнать отверстия под втулки и подшипники. Иногда втулки и подшипники бывают чрезмерно изношенными. В некоторых случаях необходимо заменить муфты механизмов переключения, зубчатые колеса валиков и другие комплектующие.
Чаще всего необходимо просто подогнать отверстия под втулки и подшипники. Иногда втулки и подшипники бывают чрезмерно изношенными. В некоторых случаях необходимо заменить муфты механизмов переключения, зубчатые колеса валиков и другие комплектующие.
При ремонте коробки скоростей мастер:
- ремонтирует или изготавливает шпиндель;
- растачивает отверстие под подшипники;
- устанавливает новые втулки.
При ремонте радиально-сверлильный станок может понадобиться шлифовка его колонны. Это касается агрегатов с выработкой:
- более 0,1 мм при диаметре колонны до 400 мм;
- более 0,225 мм при диаметре колонны от 400 мм.
Колонну необходимо монтировать на базовой плите и рамным уровнем постоянно контролировать перпендикулярность. Допустимо отклонение от нормы в 20 мкм для агрегатов с вылетом до 1400 мм и 30 мкм для станков, вылет у которых превышает этот показатель.
Завершающий этап ремонта коробки передач —шабрение и шлифовка.Количество пятен на участке 25х25 мм должно быть от 8 до 10.

Обслуживание сверлильного станка
Чтобы снизить риск возникновения аварийных ситуаций и серьезных поломок, оборудование необходимо регулярно обслуживать. Избежать финансовых потерь и остановки рабочего процесса можно, если соблюдать такие правила:
- периодически осматривайте станок;
- проводите диагностику неполадок;
- оценивайте износ элементов;
- разбирайте сверлильное оборудование для промывки основных узлов и деталей;
- ремонтируйте электрооборудование;
- смазывайте коробку передач;
- тестируйте станок на холостом ходу и под нагрузкой.
Благодаря комплексному подходу к техническому обслуживанию сверлильного станка можно сократить расходы на сервис и ремонт. Выполнять диагностику, восстанавливать и обслуживать сверлильное оборудование может только специалист с соответствующими знаниями и опытом.
| |||||
| |||||
| |||||
| |||||
| |||||


ВСН станок сверлильный настольный.
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеСведения о производителе сверлильного настольного станка ВСН
Сверлильный настольный станок ВСН выпускался предприятием Касимовский механический завод №8.
ВСН станок сверлильный настольный. Назначение и область применения
Станок ВСН предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные параметры сверлильного станка ВСН:
- Максимальный диаметр сверления: Ø16 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Мощность электродвигателя: 0,75 кВт
- Масса станка: 60 кг
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станок ВСН позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Шпиндель станка ВСН получает 3 скорости вращения от трехступенчатых шкивов привода, что обеспечивает выбор скоростей резания – 450, 1200, 1800 об/мин.
Конец шпинделя – наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) – конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный – Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7). Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953-82 (Конусы инструментов укороченные).
- B7 – конус Морзе – КМ0, D = 7,067 мм;
- B10 – конус Морзе – КМ1, D = 10,004 мм;
- B12 – конус Морзе – КМ1, D = 12,065 мм;
- B16 – конус Морзе – КМ2, D = 15,733 мм;
- B18 – конус Морзе – КМ2, D = 17,780 мм;
- B22 – конус Морзе – КМ3, D = 21,793 мм;
- B24 – конус Морзе – КМ3, D = 23,825 мм;
- B32 – конус Морзе – КМ4, D = 31,267 мм;
- B45 – конус Морзе – КМ5, D = 44,399 мм.
Где D – диаметр конуса в основной плоскости.
Общий вид сверлильного станка ВСН
Фото сверлильного станка ВСН
Расположение составных частей сверлильного станка ВСН
Расположение составных частей сверлильного станка ВСН
Спецификация составных частей сверлильного станка ВСН
- Станина литая чугунная
- Колонка (стойка)
- Шпиндельная бабка с подъемным и зажимным устройствами
- Шпиндель
- Механизм подачи и возврата шпинделя
- Электродвигатель
- Ограждение шкивов
- Защитный экран
Общая компоновка и особенности настольно-сверлильного станка ВСН
Станина станка
Станина является одновременно столом станка, на котором устанавливаются и закрепляются тиски машинные для закрепления заготовок.
Колонка
Колонка – цилиндрическая стойка с внешней цилиндрической резьбой, на которой смонтирована шпиндельная бабка. Шпиндельная бабка поднимается и опускается по колонке с помощью гайки на которую опирается. После установки шпиндельной бабки на нужную высоту бабка зажимается на колонке.
Шпиндельная бабка
Основу шпиндельной бабки составляет чугунный корпус. В корпусе смонтированы:
- Шпиндельный узел
- Механизм подъема бабки
- Механизм зажима бабки
- Механизм натяжения ремня
- Местное освещение станка
Сзади к бабке прикреплен электродвигатель.
Механизм подъема бабки предназначен для перемещения бабки шпинделя по колонке.
Колонка прикреплена к плите кронштейном. В кронштейне колонка зажата двумя болтами. В случае необходимости поворота колонки вокруг своей оси, болты освобождаются, колонка совместно с бабкой поворачивается в требуемое положение, после чего болты зажимаются.
Шпиндельный узел настольно-сверлильного станка ВСН
Шпиндель сверлильного станка — это многоступенчатый вал, изготовленный из качественной стали. Шпиндель — деталь дорогая и трудная в изготовлении
Нижний конец шпинделя – наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) – конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Верхний конец шпинделя – шлицевой вал на котором насажен приемный шкив ременного привода от которого получает вращение.
Опоры шпинделей — подшипники качения, воспринимают радиальную и осевую нагрузку от сил резания. Особо точно и надежно выполняют переднюю опору шпинделя, так как она воспринимает основную долю нагрузки и передает непосредственно на обрабатываемую деталь все погрешности своего монтажа. В качестве передней опоры шпинделей сверлильных станков часто применяют радиально-упорные шариковые подшипники, воспринимающие радиальную и осевую нагрузку, Этот подшипник имеет большую работоспособность, жесткость, высокую быстроходность.
Шпиндель смонтирован в стальной гильзе – пиноли. Пиноль перемещается вертикально на 100 мм внутри шпиндельной бабки вместе с вращающимся шпинделем.
Перемещение (подача) пиноли — ручная; осуществляется вращением штурвала на оси которого шестерня.
Привод станка ВСН
Электродвигатель, посредством подмоторной плиты, прикреплен к бабке шпинделя. На оси электродвигателя находится ступенчатый шкив, который соединяется со шкивом шпинделя клиновым ремнем.
Местное освещение станка ВСН
Станок укомплектован аппаратурой для местного освещения. В связи с тем, что настольно-сверлильный станок, модели ВСН чаще всего устанавливается на верстаках или столах, поэтому арматуру (кронштейн) и аппарат (трансформатор) местного освещения, при монтаже станка, требуется прикреплять вблизи станка, а если станок устанавливается у стены — то к последней.
Электрооборудование и электрическая схема сверлильного станка ВСН
Электрическая схема сверлильного станка ВСН
Технические характеристики станка ВСН
| Наименование параметра | 2М112 | ВСН |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 12 | 12; 16 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0. .400 .400 | 0..400 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 190 | |
| Рабочий стол | ||
| Ширина рабочей поверхности стола, мм | 250 | 250 х 250 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 1 |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки, мм | ||
| Ход гильзы шпинделя, мм | 100 | 100 |
| Частота вращения шпинделя, об/мин | 450, 800, 1400, 2500, 4500 | 450, 1200, 1800 |
| Количество скоростей шпинделя | 5 | 2; 3 |
| Конус шпинделя | Морзе В18 | Морзе В16 |
| Привод | ||
| Рабочее напряжение, В | ~380 | ~380 |
| Электродвигатель привода главного движения, кВт | 0,55 | 0,37; 0,55; 0,75 |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 795 х 370 х 950 | 290 х 580 х 630 |
| Масса станка, кг | 120 | 60 |
- Станок вертикально-сверлильный настольный ВСН. Паспорт ВСН.00.000 ПС, 2008
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы
 Паспорт ВСН.00.000 ПС, 2008
Паспорт ВСН.00.000 ПС, 2008Связанные ссылки
Каталог справочник настольных сверлильных станков
Паспорта к настольным станкам
Колонны вертикально-сверлильных станков – Энциклопедия по машиностроению XXL
Станины, корпуса, стойки, коробки, кронштейны, столы, рычаги, шестерни, кулачки, маховики, шкивы и многие другие детали отливают из чугуна (рис. 64). В общем машиностроении до 70 /о веса машин приходится на детали из чугуна. Например, фундаментная плита, стол и колонна вертикально-сверлильного станка обычно изготовляются из чугуна, а они составляют 76 /о всего веса станка. Чугунная станина и передняя бабка центрового токарного станка составляют 74 /о его общего веса.
[c.151]
64). В общем машиностроении до 70 /о веса машин приходится на детали из чугуна. Например, фундаментная плита, стол и колонна вертикально-сверлильного станка обычно изготовляются из чугуна, а они составляют 76 /о всего веса станка. Чугунная станина и передняя бабка центрового токарного станка составляют 74 /о его общего веса.
[c.151]
Колонна вертикально-сверлильного станка связывает между собой основные узлы станка и обеспечивает точность их взаимного расположения под нагрузкой. [c.358]
Колонна вертикально-сверлильного станка предназначена для установки всех основных узлов станка. Внутри колонны размещаются противовес и аппа- [c.19]
Основными узлами вертикально сверлильного станка являются коробка скоростей, шпиндель, коробка подач, механизм подачи, колонна, стол, фундаментная плита. [c.353]
Станки с цельной колонной жёстче, чем с разъёмной, поэтому колонны современных вертикально-сверлильных станков обычного исполнения выполняются чаще цельными со сплошными направляющими — прямоугольными или с углом 55-60 ” (фиг. 11). Для специальных и рядных многошпиндельных станков малой и средней мощности применяются разъёмные колонны (тип 2 табл 1).
[c.358]
11). Для специальных и рядных многошпиндельных станков малой и средней мощности применяются разъёмные колонны (тип 2 табл 1).
[c.358]
Рабочими инструментами для сверления отверстий служат спиральные сверла с коническим хвостовиком по ГОСТ 888-41. Для сверления деталей каркасов применяются радиально-сверлильные и вертикально-сверлильные станки на колоннах. Преимущество радиальных станков состоит в том, что благодаря поворачивающемуся на 360° хоботу, несущему каретку со сверлом, [c.240]
Конструкции сверлильных станков различных типов имеют много общего. На фундаментной плите / вертикально-сверлильного станка (рис. 6.39, а) смонтирована колонна 2. В верхней части колонны расположена коробка скоростей 6, через которую шпинделю с режущим инструментом сообщают главное вращательное движение резания. Движение подачи (поступательное вертикальное) инструмент получает через коробку подач 5, расположенную в кронштейне 4. Заготовку устанавливают на столе 3. Стол и кронштейн имеют установочные перемещения по вертикальным направляющим колонны 2. Совмещение оси вращения инструмента с
[c.363]
Стол и кронштейн имеют установочные перемещения по вертикальным направляющим колонны 2. Совмещение оси вращения инструмента с
[c.363]
Вертикально-сверлильный станок (рис. 23.14) имеет фундаментную плиту 1, на которой установлена колонна 5. В верхней части колонны расположена коробка скоростей 4, через которую шпинделю с режущим инструментом сообщается главное вращательное движение. Движение подачи инструмент получает через коробку подач 3, расположенную на колонне 5. Заготовка крепится на столе 2 Стол и коробка подач могут перемещаться по вертикальным направляющим колонны. [c.488]
Универсальные сверлильные станки. На рис. 70 показан вертикально-сверлильный станок. Он состоит из колонны 9, по направляющим которой может вертикально перемещаться шпиндельная бабка с установленными в ней шпинделем 3 и коробкой подач 5. Вращение шпинделю сообщается от электродвигателя 6 через коробку скоростей 7. Заготовку устанавливают на стол 2. положение которого по высоте регулируют винтом 1. После установки стол закрепляют рукояткой 8 на колонне. Шпиндель можно перемещать в вертикальном направлении как вручную (маховиком 4), так и автоматически.
[c.172]
После установки стол закрепляют рукояткой 8 на колонне. Шпиндель можно перемещать в вертикальном направлении как вручную (маховиком 4), так и автоматически.
[c.172]
Что касается величины то она не является постоянной, как у вертикально-сверлильного станка, а будет зависеть от вылета шпинделя на поворотном хоботе. С увеличением вылета жесткость шпинделя уменьшается. При этом условии увод оси отверстия, наиболее удаленного от колонны станка, возрастает. Таким образом, оси просверленных отверстий в одной детали при строгом рассмотрении оказываются непараллельными. [c.106]
Неперпендикулярность оси шпинделя к рабочей поверхности стола. Ошибка этого вида приводит к тому, что базовая поверхность обрабатываемой заготовки (или основание кондуктора) получается неперпендикулярной к оси просверленного отверстия. По ГОСТу 370-60 отклонение от перпендикулярности для вертикально-сверлильных станков допускается в пределах 0,10 мм на длине 300 мм (нижний конец шпинделя может отклоняться только к колонне).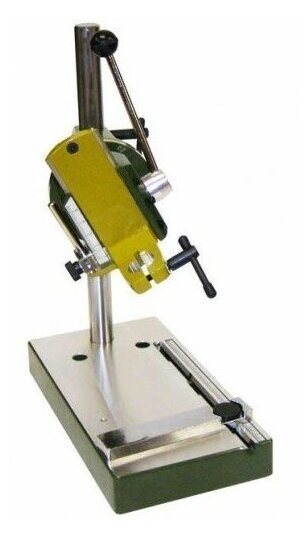 [c.264]
[c.264]
Несовпадение оси конуса с осью вращения шпинделя. Для вертикально-сверлильных станков на колонне (ГОСТ 370-60) допускается биение поверхности конуса в пределах 0,03 мм на длине 100 мм для конусов Морзе № 2 включительно и 0,05 мм на длине 300 мм для станков с конусом Морзе выше № 2. Для радиально-сверлильных станков (ГОСТ 98-59) допустимое биение составляет 0,02 мм у конца шпинделя и 0,03 мм на расстоянии 300 мм. Радиальное биение поверхности конуса оказывает влияние на величину разбивки, т. е. на увеличение диаметра просверливаемого отверстия. Следует, однако, иметь в виду, что основной причиной разбивки является неправильная геометрия сверла. Влияние неточностей станка сказывается слабее. [c.264]
Сверлильная головка конструктивно выполнена, как и на вертикально-сверлильном станке, но имеет больше частот вращения и число подач, что позволяет применять наиболее рациональные режимы резания. Сосредоточение органов управления на сверлильной головке, наличие гидрозажима колонны, сблокированного с зажимом сверлильной головки, автоматизация зажима траверсы на колонне, наличие системы предохранительных устройств, исключающих поломку станка при перегрузке, позволяют максимально сократить вспомогательное
[c. 294]
294]
Наиболее распространены одношпиндельные вертикально-сверлильные станки. Они бывают настольными, настенными и на колонне. Настольные станки весьма [c.362]
Вертикально – сверлильный станок современной конструкции состоит из основания 1 (рис. 117), колонный, коробки скоростей 5, направляющего кронштейна 4, в котором смонтированы механизм подачи и шпиндельный узел 5, и стола 2. Коробка скоростей с приводным электродвигателем монтируется на верхней части колонны. Основание выполняется пустотелым и одновременно служит баком ДЛЯ сбора охлаждающей жидкости , Направляющий кронштейн со шпиндельным узлом и стол могут перемещаться по направляющим колоннам и закрепляться в нужном положении в соответствии с размерами обрабатываемой детали. [c.362]
Вертикально-сверлильный станок современной конструкции состоит из основания 1 (рис. 153), колонны 6, коробки скоростей 5, направляющего кронштейна 4, в котором смонтированы механизм подачи и шпиндельный узел 3, и стола 2. Коробка скоростей с приводным электродвигателем монтируется на
[c.290]
Коробка скоростей с приводным электродвигателем монтируется на
[c.290]
В свою очередь вертикально-сверлильные станки подразделя ются на одношпиндельные и многошпиндельные, настольные, на колонне и др. [c.124]
Одношпиндельные вертикально-сверлильные станки а) настольно-сверлильные для обработки отверстий малого диаметра. Станки находят широкое применение в приборостроении. Шпиндели этих станков имеют высокие числа оборотов в минуту. Ввиду малой устойчивости инструмента в станках обеспечивается плавное вращение шпинделя и плавная подача б) вертикальносверлильные станки на колонне (основной и наиболее распространенный тип) применяются преимущественно для обработки отверстий в деталях сравнительно небольшого размера они имеют тот недостаток, что для совмещения осей обрабатываемого отверстия и инструмента производится перемещение деталей относительно инструмента. [c.446]
На рис. 246 представлен общий вид вертикально-сверлильного станка. Заготовка 1 закрепляется на столе станка 2, который может иметь вертикальные установочные (8у) перемещения по направляющим колонны 3, смонтированной на фундаментной
[c.453]
Заготовка 1 закрепляется на столе станка 2, который может иметь вертикальные установочные (8у) перемещения по направляющим колонны 3, смонтированной на фундаментной
[c.453]
В отличие от вертикально-сверлильных станков, на которых ось обрабатываемого отверстия совмещается с осью инструмента за счет перемещения заготовки, у радиально-сверлильных станков совмещение осей осуществляется перемещением шпиндельной головки (рис. 247). Благодаря этому на радиально-сверлильных станках обрабатываются отверстия массивных, крупногабаритных заготовок. Заготовки 1 закрепляются на столе 2 или непосредственно на фундаментной плите 3. Режущие инструменты устанавливаются в шпинделе 4, осуществляющем с помощью коробки скоростей 5 и коробки подач 6 главное вращательное движение V и движение подачи 5в (вдоль оси шпинделя). Совмещение оси инструмента с осью отверстия производится за счет перемещения шпиндельной головки 7 вдоль траверсы 8 (5у1), которая может поворачиваться вокруг оси колонны 10 (5уо), перемещаться по вертикали (5уз) и закрепляться на необходимой высоте. [c.454]
Наиболее точные и эффективные результаты получаются при обработке параллельных отверстий по шаблону 1 с направлением сверла через кондукторную втулку 2, установленную на отдельном кронштейне 3, закрепленном на колонне станка (фиг. 56). Такой способ обработки применяется на вертикально-сверлильных станках, оснащенных накладными передвижными столами, при сверлении большого количества различных деталей, выпускаемых малыми [c.57]
Простейшая специализация обычного вертикально-сверлильного станка может заключаться в том, что верхняя часть разъемной колонны этого станка помещается на угольник, вследствие чего шпиндель оказывается наклоненным к столу под определенным углом. Наклон шпинделя вызван тем, что обрабатываемую деталь вследствие ее размеров неудобно ставить под углом к пло- [c.26]
Сверлильные станки, имеющие циркуляционную систему смазки, заливают маслом индустриальным 30, гидросистему — индустриальным 20. Отдельные точки смазываются солидолом УС-2 через колпачковые масленки. На смазку подшипников шпинделя, коробки скоростей и подач у вертикально-сверлильных станков требуется обращать особое внимание. У радиальносверлильных станков 2—3 раза в смену необходимо смазывать винт перемещения и направляющие консоли, особенно потолочные и наклонные. Необходимо регулярно наблюдать за наличием масла в шпиндельной бабке и не допускать утечки его через узел шпинделя, каждую смену смазывать колонну, винт подъема консоли и детали механизмов зажима и поворота ее. Для охлаждения применяется 3—5%-ная эмульсия. [c.114]
На рис. 6.45 показан радиально-сверлильный станок. К фундаментной плите I прикреплена неподвижная колонна 2 с поворотной гильзой S, по которой перемещается в вертикальном направлении и устанавливается в нужном положении с помощью механизма 5 траверса 4. По горизонтальным направляющим траверсы перемещается шпиндельная головка 6, в которой расположены коробка скоростей 7 и коробка подач 8. Шпиндель 9 с инструментом получает главное вращательное движение и вертикальную подачу. Заготовку закрепляют на столе 10 или непосредственно на фундаментной плите 1. Инструмент устанавливают в рабочее положение поворотом траверсы вместе с гильзой 3 и перемещением шпиндельной головки по направляющим траверсы. [c.318]
Сверлильные станки вертикальные 2135 — Колонны 9 — 358 — Конструкции 9 — 358 Производственные характеристики 9—4 Сверлильные станки вертикальные 2150 — Коробки подач с вытяжной шпонкой 9 — 358 [c.257]
Станки вертикально-сверлильные на колонне с конусом Морзе до № 4 и с диаметром сверления [c.679]Радиально-сверлильные станки с ЧПУ имеют подвижную по оси X колонну, подвижный по оси Y рукав со шпиндельной бабкой, в которой смонтирован сверлильный шпиндель, перемещающийся по оси Z Помимо этого рукав при наладке может перемещаться в вертикальном направлении. [c.283]
Радиально-сверлильный станок показан на рис. 23.16. К фундаментной плите 1 прикреплена неподвижная колонна 2 с поворотной гильзой 3, по которой перемещается в вертикальном направлении и устанавливается в нужном положении с помощью механизма 5 тра- [c.489]
На рис. 15.3 приведен внешний вид радиально-сверлильного станка мод. 2554. На фундаментной плите 1 установлена неподвижная колонна 2, на которую надета поворотная гильза 4. Последняя после поворота зажимается гидрозажимом 3 на колонне 2. На гильзе 3 имеются вертикальные направляющие, по которым перемещается траверса (рукав) 5. На траверсе смонтирована сверлильная головка 6, которая может перемещаться вдоль траверсы и поворачиваться вместе с ней и поворотной гильзой 3 на 360°. Обрабатываемая деталь устанавливается на подставке (столе) или непосредственно на фундаментной плите или на полу. Наибольший диаметр сверления 50 мм, вылет шпинделя 350… 1600 мм, наибольшее вертикальное перемещение траверсы 1000 мм. [c.294]
Конструкция вертикально-сверлильного станка с колонной, обладая достоинством удобного обслуживания стола, открытого с трёх сторон, является менее жёсткой чем конструкция портального станка (тип 6, табл. 1). Вес портальных станков, приходящийся на 1 кг усилия подачи, при усилии 20в0 кг равен около 0,4 против 1,2 для первого типа. [c.353]
Вертикально-сверлильный станок для ремонтных цехов и мелкосерийного производства. Наибольшийдиа-метр сверления 35 mj . Наличие круглой колонны позволяет легко отводить стол и обрабатывать пз-д . лия, непосредственно опирающиеся на фундаментную плиту. Верхняя часть стола съёмная. Она может быть заменена тисками или другим приспособлением для крепления изделий [c.353]
Общий вид вертикально-сверлильного станка модели 2Р135Ф2-1, оснащенного ЧПУ, показан на рис. 8.6. На основании 1 смонтирована колонна 10, по прямоугольным вертикальным направляю- [c.283]
Вертикально-сверлиль-ные станки. Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка модели 2Н118 показан на рис. 12.9. Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в ремонтно-ме-ханических и инструментальных цехах. На фундаментной плите 1 смонтирована колонна д коробчатой формы. В ее [c.367]
Вертикально-сверлильный станок 2Н135. На фундаментной плите 1 смонтирована колонна 2 коробчатой формы, на передней стороне которой имеются вертикальные направляющие для перемещения сверлильной (шпиндельной) бабки 4 и стола 7 (рис. 126, а). Внутри колонны размещается противовес для уравновешивания шпиндельной бабки, в которой размещены механизмы главного движения и подачи шаинделя 6. Шпиндель можно перемещать с рабочей и ускоренной подачей механически или вручную с помощью штурвала 5. Стол 7, на котором устанавливают приспособления и деталь, перемещают по направляющим колонны вручную с помощью винторого механизма вращением рукоятки 8. В плите размещают бак для эмульсии, которую подают в зону обработки помпой 3 [c.173]
Радиально-Сверлильные станки применяют в тех случаях, когда приходится св ерлить отверстия в крупных заготовках, обработка которых на вертикально-сверлильных станках неудобна или невозможна. На рис. 71 приведен общий вид радиальносверлильного станка. На колонне 2 может поворачиваться и вертикально перемещаться рукав 5. На рукаве помещена щпиндель-ная бабка с расположенными в ней коробками скоростей -н [c.173]
На рис. 253 показано устройство вертикально-сверлильного станка модели 2А150. Основные узлы станка фундаментная плита 1, на которой смонтирована колонна или станина 2. На верхней части станины размещены коробка скоростей 3 и электродвигатель 4. На вертикальных направляющих колонны установлена шпиндельная бабка 5, в которой размещен механизм подачи, осуще- [c.568]
Наиболее распространены одношпиндельные вертикально-сверлильные станки. Они бывают настольными, настенными и на колонне. Настольные станки весьма быстроходны и применяются для сверления отверстий диаметром до 12 мм (например, у станков модели 2А106 шпиндель имеет от 1545 до 15 ООО об мин). [c.290]
На рис. 1.45 показано устройство вертикально-сверлильного станка модели 2А135. По направляющим колонны 5 перемещается кронштейн 4, в которохМ смонтированы механизм подач [c.372]
Вертикально – сверлильный станок 2А135 имеет колонну (станину) 8 (рис. 291), в верхней части которой установлена шпиндельная головка 5. Внутри ее расположена коробка скоростей, передающая вращение от электродвигателя на шпиндель 3. Осевое перемещение инструмента осуществляется при по.мощи коробки подач 4, установленной на станине. Обрабатываемое изделие устанавливается на столе 2, который может подниматься и опускаться при помощи рукоятки 9, что дает возможность сверлить отверстия в деталях различной высоты. Станок устанавливается на плите 1. [c.318]
Вертикально-сверлильный станок 2А135 имеет колонну (станину) 8 (рис. [c.285]
Механизмы зажима должны при небольших усилиях быстро и надёжно закреплять подвижные сочленения станка, которые в незажатом состоянии должны быть легкоподвижны. В радиально-сверлильных станках общего назначения быстродействующими зажимными механизмами осуществляется закрепление гильзы на колонне, рукава на гильзе и головки на рукаве. В современных станках закрепление гильзы и головки объединено общим управлением, а закрепление рукава на гильзе автоматизировано в общем цикле с вертикальным перемещением рукава. [c.359]
Ф г. 1, Вертикальный сверлильно-нарезной станок с трёхпозиционныи делительно-поворотным столом нормализованные узлы 1 — основание 2 — направляющая колонна 3 — салазки 4 — гидроцилиндр 5 – насосная станция с регулируемым насосом для подачи 6 — панель гидроуправления 7 — элементы многошпиндельной коробки 8 поворотный стол 9 — пульт электроуправления 70 и 77 — электродвигатели для сверлильных и резьбонарезных шпинделей 12 — алектротормоз специальный узел 73-кондукторная плита для направления инструментов и прижатия заготовок на фиксирующих штырях ,14) приспособления. [c.618]
Мощный сверлильный станок со станиной с основными функциями Местное послепродажное обслуживание
Если вы ищете оптимального качества сверлильный станок со станиной , перейдите на Alibaba.com и найдите идеальный выбор. На сайте установлены одни из самых мощных и эффективных сверлильных станков со станиной , что дает вам полную свободу выбора станков и приобретения тех, которые соответствуют вашим конкретным требованиям. Эти машины не только эффективны, но и надежны по качеству, чтобы прослужить долгое время независимо от того, как они используются.Ведущие поставщики и оптовые продавцы на нашем сайте предлагают эту продукцию по конкурентоспособным ценам.Исключительный сверлильный станок со станиной Коллекции изготовлены из высококачественных материалов, таких как металл, АБС, а также из других материалов, обеспечивающих постоянное качество обслуживания. Машины устойчивы к поломкам и не снижают их точность и производительность даже после многократного использования. Сверлильный станок со станиной оснащен всеми мощными и новейшими технологическими достижениями, такими как сервопривод, ударные дрели и отсутствие ударов, что обеспечивает оптимальную производительность.Эти сверлильные станки со станиной являются экологически чистыми продуктами, а также энергосберегающими.
Alibaba.com предлагает несколько разновидностей сверлильного станка со станиной , доступных в различных формах, размерах, цветах, дизайнах и мощностях, чтобы соответствовать вашим требованиям. Они водонепроницаемы, устойчивы к ударам и не допускают рывков, а также обладают антикоррозийными и антикоррозийными свойствами, которые делают их более популярными. Сверлильный станок со станиной абсолютно прочен и может просверливать любые стены или поверхности с настройкой глубины, вращающейся головкой из вольфрамовой стали и автоматической панелью управления.Вы также можете выбрать ручной и переносной сверлильный станок со станиной , который одинаково эффективен при сверлении отдельных поверхностей и стен.
Купите эти продукты на Alibaba.com, ознакомившись с различными моделями сверлильного станка со станиной , и сэкономьте деньги на своих покупках. Эти продукты доступны как сертифицированные на подлинность. Они также сопровождаются послепродажным обслуживанием премиум-класса, гарантийными сроками и недорогим обслуживанием.
Недорогая портативная буровая установка для исследования подземных вод в верховьях водосборов
Недорогая портативная буровая установка для изучения подземных вод в верхних водосборах | Treesearch Перейти к основному содержанию .gov означает, что это официально.
Веб-сайты федерального правительства часто заканчиваются на .gov или .mil. Прежде чем делиться конфиденциальной информацией, убедитесь, что вы находитесь на сайте федерального правительства.
Сайт безопасен.
https: // гарантирует, что вы подключаетесь к официальному веб-сайту и что любая предоставляемая вами информация шифруется и безопасно передается.
Автор (ы):
С.Габриэлли
J.J. Макдоннелл
Тип публикации:
Научный журнал (JRNL)
Первичная станция (и):
Тихоокеанская Северо-Западная исследовательская станция
Источник:
Гидрологические процессы.26: 622-632
Описание
Динамика коренных подземных вод в верхних водосборах плохо изучена и плохо охарактеризована. Здесь мы представляем недорогую и портативную систему бурения коренных пород, предназначенную для использования в удаленных местах. Наша система предназначена для бурения скважин в коренных породах глубиной до 11 м и диаметром 38 мм в широком диапазоне типов коренных пород.Буровая установка состоит из двигателя газонокосилки, приспособленного для вращения корончатого сверла с алмазным наконечником, небольшого водяного насоса для охлаждения и промывки бурового долота и платформы для строительных лесов для устойчивой работы на крутых склонах. Полная буровая установка стоит менее 2000 долларов США. Здесь мы демонстрируем доказательство концепции нашего подхода с 40 успешными скважинами, пробуренными на различных геологических субстратах, включая конгломерат на экспериментальном водосборе Маймаи в Новой Зеландии, вулканические брекчии на экспериментальном водоразделе HJ Andrews в Орегоне, США, песчаник и алевролит. на водоразделе Алси в Орегоне, США, и базальте на экспериментальном водоразделе Лос-Гавиланес в Веракрусе, Мексика.Мы также представляем прозрачное сравнение нашей конструкции с другими портативными системами бурения коренных пород и выделяем сильные и слабые стороны каждой системы.
Цитата
Gabrielli, C .; Макдоннелл, Дж. Дж. 2011. Недорогая портативная буровая установка для изучения коренных подземных вод в верхних водосборах. Гидрологические процессы. 26: 622-632.
Процитировано
Примечания к публикации
- Мы рекомендуем вам также распечатать эту страницу и прикрепить ее к распечатке статьи, чтобы сохранить полную информацию о цитировании.
- Эта статья была написана и подготовлена служащими правительства США в официальное время и поэтому находится в открытом доступе.
https://www.fs.usda.gov/treesearch/pubs/47545
Пистолетно-сверлильный станок для малых форм с сверлильной платформой-NC-CNC
Малый сверлильный станок для пресс-формы с ЧПУ-ЧПУ
Комфорт для сверления многофункциональных отверстий
Spec
- ЧПУ или нет: ЧПУ
- Тип: Горизонтальный, горизонтальный, гидравлический, механический, AC
Основные характеристики
Высочайшая производительность с жесткостью и стабильностью
** Станок, изготовленный из чугуна с усиленным ребром Meethanite и прецизионной ручной V-образной зачистки, контроллер ЧПУ в абсолютном режиме работы, автоматический.система смазки, мощная гидравлическая система смазки для резки, охладитель, двойная система очистки стружки: конвейер для стружки и фильтрующая машина. Система трансмиссии класса C3 и оси всех серводвигателей перемещаются. для обеспечения сверхурочной работы и долгого срока службы.
** Полное обслуживание клиентов: осмотр станка и проверка сверления перед отгрузкой, установка станка, испытание и обучение компонентов, обучение контроллера на заводе покупателя, послепродажное обслуживание в режиме онлайн.
1. Информация о продукте
Категория продукта: Отверстия со смещением от центра Станки для сверления глубоких отверстий По индивидуальному заказу
Предмет: Малый тип – Система сверлильных станков для пресс-форм GD-600H / NC
Торговая марка: microntec
Сделано в Тайване
Спецификация: Модель
: GD-600H / NC Настольный сверлильный станок для глубоких отверстий
Рабочий диапазон
Диаметр отверстия.: Ø4 ~ Ø20 мм
Макс. Глубина: 800 мм
площадь рабочего стола: 600 * 1000 мм
Т-образные пазы: 18 * 08 * 150
Макс. Грузоподъемность: 500 кг
Ход:
Стол (L / R) (X asix): 600 мм
Шпиндель вверх / вниз (Y asix): 280 мм
Передняя / задняя подача (ось Z): 1300 мм
Xaxis Шарико-винтовая передача для подачи: Ø40 x P10 x C3
Ось Y Шарико-винтовая передача для подачи: Ø40 x P10 x C3
Ось Z Шарико-винтовая передача для подачи: Ø40 x P10 x C3
Контроллер и источники питания
Двигатель шпинделя: α3 / 3,7 кВт
Двигатель сервошпинделя переменного тока: 3,7 кВт
Макс.скорость шпинделя: 3600-6000 об / мин
Ось X Двигатель: α8 / 1,6, сервопривод переменного тока 2,0 кВт
Двигатель оси Y: α12 / 3,0 сервопривод переменного тока AC3,0 кВт (с тормозом)
Двигатель оси Z: двигатель серводвигателя переменного тока 8 / 1,62. 0 кВт
Система управления
Fanuc / Mitsubishi / Siemens / Другие компании Абсолютная система с ЧПУ
Система управления: Мин. единица настройки: 0,001 мм
Интерфейс RS232
Скорость подачи сверления Перемещение:
Всегда Скорость сверления: 1 ~ 200 мм / мин
Специальная скорость сверления: 1 ~ 500 мм / мин
Rapid Traverse:
Рабочий диапазон: 1 ~ 5000 мм / мин
Rapid Ход: 1 ~ 6000 мм / мин
Другие мощности:
Двигатель высокого давления: 7-1 / 2 л.с.
Насос высокого давления:
(каждый шпиндель один комплект): Производительность насоса: 33 литра / мин
Макс.давление: 100 кг / c㎡
Бак охлаждающей жидкости: 800 ~ 1200 литров
Охлаждающая способность маслоохладителя: 7500 ~ 9000 ккал / час
Двигатель транспортера стружки: 0,2 кВт
Двигатель фильтрации режущего масла: 3 / 4HP
Упаковочный лист машины
Размеры машины: 3000 * 1500 * 2000
Площадь: 3000 x 1500 мм
Машина Вес нетто: 3000 кг
Принадлежности:
Стандартные принадлежности
1. Насос охлаждающей жидкости высокого давления
2. Автоматическая система смазки
3. Конвейерная система для щепы
4. Ящик для инструмента с инструментами
5.Блок бумажного фильтра:
6. Охладитель охлаждающей жидкости
7. Трансформатор
Дополнительные аксессуары:
1. Пильно-шлифовальный станок
2. Специальное зажимное приспособление для специального назначения
3. Полная защита от брызг:
4. Сертификат CE
Если у вас есть дополнительные вопросы или проблемы, пожалуйста, свяжитесь с нами по следующему адресу электронной почты.
Наш адрес электронной почты: [email protected]
На нашем официальном сайте есть другие продукты.
Посетите: http://www.microntec.com.tw
Вы можете найти более подходящие продукты на веб-сайте.
Мы искренне надеемся, что в ближайшее время предоставим вам полный спектр услуг.
Платежные реквизиты для офлайн-заказов
- Условия оплаты: TT, L / C
- Минимальный заказ: 1 20-футовый контейнер
Последнее обновление: 2021-07-27 Загрузка…
Ваш запрос отправлен
Шаг 1 Заполните форму Шаг 2 Завершение
г-н Эрни Сюй, CHAU YIH SHIN CO., LTD.
Требуется сообщение 0 /1500Форматы файлов: htm, html, doc, docx, pdf, txt, jpg, gif, png, odt, ods.Не более 3 файлов (всего 10 МБ).
Общий размер: 0
{{/если}} {{#ifCond ttLoginType 3}}Подтвердите пароль
{{/ ifCond}} {{#if isLogin}} Просмотр и изменение {{/если}}Порекомендуйте других поставщиков, если этот поставщик не отвечает.
Пожалуйста, заполните все обязательные поля.
В ПОРЯДКЕ| СВЕРЛА ПО ЗАКАЗУ | ||
СВЕРЛА ДЛЯ ХВОСТОВОЙ РЫБЫ Специальные инструменты / Сверла по индивидуальному заказуПроизводитель специальных сверл – Сверла с рыбьим хвостом на заказ для приложения, требующие настраиваемых каналов для входа и выхода – Производитель специальных сверл по индивидуальному заказу сверла для льда с твердосплавными напайками. Лед – Рыбий хвост – С твердосплавными напайками | ||
АВТОМОБИЛЬ – ДВИГАТЕЛЬ БЛОК Специальные инструменты / сверла на заказПесок С твердым покрытием Сверла по индивидуальному заказу – Производитель специальных сверл – Малый диаметр сверла нестандартной длины с твердосплавными напайками для сверления разгрузочных отверстий в песке Кастинг или автомобильная промышленность. | ||
СВЕРЛА ПО ЗАКАЗУ ПО ДЕРЕВУ Специальные инструменты / Сверла по индивидуальному заказу | ||
| CUSTOM MARINE и ПОДВОДНАЯ БУРОВКА БИТЫ Специальные инструменты / Сверла по индивидуальному заказуБита для установки морского якоря – Сверла по индивидуальному заказу с твердосплавными напайками – Производитель специальных сверл – Специально разработанные Индивидуальная разработка и изготовление специальных подводных сверл с твердосплавными напайками биты, используемые для установка надежных якорей на коралловых рифах, песчанике и другом морском дне материалы | ||
ТАМОЖЕННЫЙ МОРСКОЙ ЯКОРЬ – УСТАНОВКА СВЕРЛО Специальные инструменты / специальные сверлаМорской установщик анкера – С твердосплавными напайками (AKA the Gator Back) Сверла по индивидуальному заказу – Производитель специальных сверл – Индивидуальная разработка и производство специальных подводных сверл с твердосплавными напайками биты, используемые для установка надежных якорей в коралловых рифах, песчанике и других материалах морского дна | ||
НА ЗАКАЗ ЛОДОЧНЫЙ / КОРАБЛЬНЫЙ НОУСОР Специальные инструменты / Сверла по индивидуальному заказуКольцевая пила для стекловолокна – Алюминиевые отверстия – Морская подруливающая кольцевая пила – Кольцевая пила для корпуса лодки Сверла по индивидуальному заказу – Производитель специальных сверл – Проектирование и изготовление по индивидуальному заказу коронок для носового подруливающего устройства и пилотных буровых коронок для носовой, кормовой и транцевой установки | ||
ДОПОЛНИТЕЛЬНЫЕ КОЛОНКИ ПО ЗАКАЗУ Специальные инструменты / Сверла по индивидуальному заказу Судовой шнек с твердосплавными напайками Сверла по индивидуальному заказу – Производитель специальных сверл – Специально разработанные Изготовитель Custom Wood Auger – разработка и изготовление бурового долота длиной семь футов по индивидуальному заказу диаметром 1-1 / 2 “твердосплавное сверло для растачивания дерева по дереву. сверло было специально разработано для сверления деревянных балок и приводится в действие пневматическим гайковертом. | ||
ДЕРЕВО НА ЗАКАЗ
СВЕРЛА ЗЕЛЕНЫЕ Счетчик отверстий – Производитель специальных сверл – Специально разработанные Расточки – Бревенчатый дом – Строительство – Изготовление бревен – Деревообрабатывающая промышленность – Сверла для циновок – Ступенчатые встречные отверстия – Пилотные сверлаИзготовленные на заказ цековки – ЧПУ и фрезерованные Другие нестандартные цековки | ||
| ПРОМЫШЛЕННОЕ СВЕРЛО СВЕРЛО Специальные инструменты / Сверла по индивидуальному заказу Железнодорожное контротверстие – Система болтов Trox – сверла с твердосплавными напайками Сверла по индивидуальному заказу – Производитель специальных сверл – Специально разработанные Сверло Производство и разработка нестандартных сверл для зенковки для как дерево, так и специальный режущий инструмент для бетонных железнодорожных переездов для установки болтов Trox. B&A предоставляет полное сверло услуги по изготовлению долот на заказ. | ||
ИНДИВИДУАЛЬНАЯ КОМБИНАЦИЯ Специальные инструменты / Сверла по индивидуальному заказу | ||
ПОЛЬЗОВАТЕЛЬСКИЙ ДРЕНАЖ ДЕРЕВО Специальные инструменты / Сверла по индивидуальному заказу | ||
ШНЕК ЗАЗЕМЛЕНИЯ НА ЗАКАЗ Специальные инструменты / Сверла по индивидуальному заказу Земля Оже – Сверла с твердосплавными напайками Сверла по индивидуальному заказу – Производитель специальных сверл – Специально разработанные Земляные шнеки с твердосплавными напайками для обработки почвы и выемки грунта | ||
ОТВЕРСТИЯ НА ЗАКАЗ Специальные инструменты / Сверла по индивидуальному заказуКольцевая пила – Сверла с твердосплавными напайками – Кольцевые пилы для алюминия – Кольцевые пилы по дереву – Кольцевые пилы для стекловолокна Сверла по индивидуальному заказу – Производитель специальных сверл – Специально разработанные Кольцевые пилы для кирпичной кладки – Дерево – Металл – Труба – Пластик – Стекловолокно | ||
CUSTOM FIBERGLASS Специальные инструменты / Сверла по индивидуальному заказуПустой Полюс из стекловолокна – Биты для полюсов – Сверла с твердосплавными напайками по индивидуальному заказу – Производитель специальных сверл – Производство сверл со специальным наконечником и рельефная канавка для резки вогнутого или плоского стекловолокна композит / полимер / приклеенные поверхности | ||
ИНДИВИДУАЛЬНЫЕ КОМБИНИРОВАННЫЕ СВЕРЛА Специальные инструменты / Сверла по индивидуальному заказу –Сверла для производства Trophy Base – комбинированные сверла индивидуального размера Расширительный анкер – Стяжной болт – Биты по индивидуальному заказу и производство комбинированных сверл со специальным пилотом и расточка гофре | ||
ИНДИВИДУАЛЬНЫЕ СВЕРЛИЛЬНЫЕ ГОЛОВКИ Специальные инструменты / Сверла по индивидуальному заказуСпециальная сверлильная головка – Сверла с твердосплавными напайками, изготовленные на заказ – Производитель специальных сверл – Индивидуальный дизайн | ||
Выбор подходящего сверла
В этом руководстве мы объясняем, почему так важен выбор правильного сверла для проекта.
К вашему сведению: этот пост содержит партнерские ссылки на буровые коронки, которые мы используем. Как партнер Amazon Gray House Studio зарабатывает на соответствующих покупках. Это бесплатно для вас. Благодарим вас за поддержку этого сайта. Прочтите нашу политику конфиденциальности и раскрытия информации.
Одна вещь, которую мы до сих пор усвоили, работая над проектами ремонта дома, – это то, что наличие правильных инструментов для работы является ключом к успешному результату.
Сегодня мы говорим конкретно о выборе подходящего сверла.Если бы вы спросили меня год назад, я бы сказал, что сверло – это просто сверло.
Они все одинаковые, да? Но последние несколько проектов (и Брент) научили меня, что это совсем не так. Не все сверла одинаковы, и не все они дают одинаковые результаты.
Ниже мы выделяем три сверла, которые мы использовали в наших последних проектах.
Выбор подходящего сверла
Ниже мы выделяем три сверла, которые мы использовали в наших последних проектах.
1. Лопастное сверло / Лопаточное сверло
Как это выглядит: Лопастная насадка имеет длинное острие посередине, чтобы лезвие не двигалось во время вращения. В плоских частях рядом с наконечником просверливали отверстие размером, указанным на насадке.
Когда использовать это сверло: Это сверло отлично подходит для сверления больших отверстий на всем протяжении материала, особенно если отверстие должно быть глубже одного или двух дюймов.
Плюсы: Основная причина использовать лопастную коронку по сравнению с другими типами бит – это цена.Вы можете получить набор этих бит по цене одного из других битов.
Минусы: Они не подходят для частичного просверливания отверстий в доске. Другой недостаток сверл этого типа связан с безопасностью. Если сверло не выровнено во время сверления отверстия, и сверло неравномерно вонзится в древесину или наткнется на узел, оно может зацепиться за заготовку и выбить сверло из вашей руки.
Реальный проект Использование: При сверлении отверстия в потолке мы использовали лопастную коронку, чтобы пропустить провод для светильника в читальном уголке.Это была единственная фреза, которая могла разрезать 6 дюймов глубиной. Узнайте больше о том, как мы построили наш уголок для чтения.
> купите набор лопастных бит, которые мы используем
2. Долото Форстнера
Как это выглядит: У долота Форстнера есть небольшая точка посередине, достаточно длинная, чтобы помочь центрировать бит и два лезвия, охватывающих радиус. На внешней стороне фрезы есть зубья для очистки внешней части пропила.
Когда использовать эту коронку: Эта коронка отлично подходит для сверления отверстий определенной глубины.
Плюсы: С двумя лезвиями, проходящими по радиусу режущей поверхности, сверло сбривает небольшие слои древесины за один раз и обеспечивает очень точный пропил.
Минусы: Эти биты более дорогие.
Реальный проект Использование: Мы использовали сверло Форстнера, чтобы просверлить отверстие для петли на двери шкафа для ванной. Узнайте больше о том, как мы добавили полки в наши шкафы для ванных комнат.
> купите набор бит Форстнера, который мы используем
3.Кольцевой резак / кольцевая пила
Как это выглядит: Кольцевая пила имеет центральное сверло, которое крепится к сверлу и проходит через середину циркулярной пилы.
Когда использовать эту фрезу: Чаще всего эту фрезу используют для вырезания отверстий для дверных ручек. Качество реза обычно не имеет значения, потому что пластина за ручкой полностью закрывает отверстие.
Плюсы: Пилу можно снять с центральной коронки, что позволяет использовать пилу разных диаметров с помощью только одной коронки, которая подсоединяется к сверлу.
Минусы: Существует ограничение на толщину материала, который может резать эта коронка. Сверло может резать только на глубину чашки пилы.
Реальный проект Использование: Мы использовали фрезу, чтобы проделать шесть отверстий для деревянного светильника в нашей главной ванной комнате. Узнайте больше о том, как мы построили наш деревянный светильник.
> купить комплект кольцевой пилы, который мы используем
Мы решили выделить эти три сверла, потому что все они делают одно и то же, но с немного разными результатами, что делает каждое из них лучше подходящим для определенных задач и определенных проектов.
Если у вас есть какие-либо вопросы по выбору правильного сверла для вашего следующего проекта, не стесняйтесь оставлять их ниже.
КОНТАКТЫ ДЛЯ ПОЗЖЕ
Серый Дом Студия
В этой области вы можете отобразить свою биографическую информацию. Просто посетите пользователей> Ваш профиль> Биографическая информация
Пробуренная скважина дает ключи к разгадке структуры дна океана
В поисках ключей к разгадке удивительного разнообразия горных пород, обнаруженных в земной коре, ученые использовали дыру, пробуренную глубоко в дне Тихого океана, в качестве лаборатории для самых обширных экспериментов из когда-либо существовавших. проводится под океаном.
НА БОРТЕ GLOMAR CHALLENGER
За 13 дней на участке на полпути между Эквадором и Галапагосскими островами десятки американских, британских и советских специалистов на этом буровом судне получили то, что может подтвердить наиболее полную на сегодняшний день картину структуры океанической коры и роли просачивающейся через нее перегретой морской воды. Миссия завершилась на прошлой неделе.
Среди прочего, ученым впервые удалось «заглянуть» внутрь земной коры посреди океана, опустив систему визуализации через морскую воду на две мили глубиной, а затем на 1100 футов на морское дно.
Их наблюдения не только подтвердили устоявшееся убеждение, что вся океаническая коренная порода образовалась в результате извержений лавы вдоль срединно-океанических хребтов, но и недавнюю гипотезу о том, что такая порода чрезвычайно проницаема.
Широко распространено мнение, что большая часть мировых залежей полезных ископаемых образовалась в результате движения перегретой воды через трещины в коренных породах. Таким образом, считается, что многие из наиболее важных минералов, таких как медь, железо, серебро и свинцовые руды, были извлечены из огромных горных пород и сконцентрированы на меньших площадях за счет циркуляции горячей воды либо на суше, либо под океанами.
Понимание того, как морское дно развивается и изменяется, имеет большее, чем академическое значение, поскольку предполагается, что такой материал, в некоторой степени, в конечном итоге проникает в континенты.
Устройство визуализации, недавно разработанное для обследования нефтяных скважин, сканировало стенки скважины, пробуренной через 870 футов отложений и 291 фут вулканической породы (базальта) в двух милях от поверхности океана. Glomar Challenger – единственный корабль, способный вести такое глубоководное бурение.
С помощью устройства для визуализации ученые собрали мозаику из фотографий, изображающих внутреннюю часть дыры, размером в девять футов. Когда это было показано в салоне корабля, ученые толпились вокруг него, пытаясь сопоставить измерения, полученные в их собственных экспериментах, с элементами мозаики. Такие измерения регистрировали магнитные, химические, акустические и электрические свойства, а также радиоактивность. На мозаике отчетливо видны горизонтальные слои отложений и, ниже, сложные трещины, трещины и полости в породе фундамента.Также можно было увидеть слои кремня, кремневого материала, достаточно твердого для наконечников стрел, и округлые «подушки», образовавшиеся при извержении лавы в открытое море. 23-футовая секция, казалось бы, твердого базальта с несколькими трещинами была заметной особенностью.
Образцы породы были извлечены как керны, вырезанные буровым долотом, но они представляли только часть материала, вытесненного сверлом. Мозаика давала целостную картину.
Цилиндрическая внутренняя поверхность отверстия показана как бы выложенной плоско.Сканирование производилось радиолокационным способом с помощью вращающегося ультразвукового луча внутри длинной тонкой трубки, огражденной от стенок отверстия пружинами, имеющими форму лопастей взбивания яиц.
Луч, пульсирующий 2000 раз в секунду, вращался каждую треть секунды, и каждое сканирование регистрировалось, начиная с того момента, когда луч был направлен на магнитный север.
Возможность того, что глубокая вулканическая порода может быть очень проницаемой даже при сжимающем весе 12 500 футов породы, отложений и вышележащего океана, была указана в эксперименте, проведенном перед сканированием стенок буровой скважины.
Давление в герметичной секции
Это включало выпуск импульса высокого давления воды в самые нижние 100 футов буровой скважины после того, как эта часть скважины была изолирована несколько негерметичным уплотнением.
Давление на забое скважины от веса вышележащей воды составило 5600 фунтов на квадратный дюйм. Дополнительное давление в 1400 фунтов на квадратный дюйм было выпущено в этот изолированный отсек, чтобы увидеть, сколько времени потребовалось для того, чтобы добавленное давление спало в результате рассеивания воды в породе.Это произошло очень быстро, что указывает на высокую проницаемость.
Запланированная попытка разлома породы под высоким давлением не могла быть предпринята, потому что устройство для закрытия забоя скважины было измельчено во время бурения. Считается, что образец воды, взятый со дна скважины, частично состоит из воды, просочившейся через глубокую породу. Химический состав образцов, извлеченных из отложений, показал эффект взаимодействия с вулканическим материалом.
В одном из последних экспериментов перед тем, как корабль на прошлой неделе вытащил бурильную трубу и направился в Панаму, советское устройство задокументировало период миллионы лет назад, когда магнитное поле Земли перевернулось, изменив свою полярность.Такие инверсии происходят с интервалом в десятки тысяч или миллионы лет.
В нижней части базальта массивный лавовый поток оказался обратно намагниченным. Это указывало на то, что когда он охладился и захватил существовавшее в то время магнитное поле Земли, это поле изменилось на противоположное. То есть, тогда компас указывал бы на юг, а не на север. Этого следовало ожидать, поскольку считалось, что эта часть морского дна образовалась во время такого поворота, 5,5 миллионов лет назад.Однако непосредственно над этим потоком находился поток, который был обычно поляризован, возможно, в результате более позднего извержения.
Во время самого удивительного наблюдения с помощью советского магнитометра под осадками был обнаружен сильно магнитный объект. Доктор Владимир Пономарев из Института физики в Свердловске, проводивший эксперимент, сказал, что в скважинах на суше такое считывание неизменно означает, что в скважину упал инструмент или другой металлический предмет.
На изображениях этого участка буровой скважины, зафиксированных ультразвуковым сканером, такого объекта не было.
Предложена теория магнетита
На посмертной конференции участвовавших ученых было высказано предположение, что таинственный объект мог быть магнетитом, отложившимся в результате извержений горячей воды вскоре после образования этой части морского дна. Магнетит – очень магнитный минерал. Однако обычно он не встречается в такой среде.
Великолепное разнообразие минералов, образованных в океанической коре, было буквально обнаружено в лабораториях корабля, когда тонкие как бумага срезы базальта из буровой скважины были подготовлены для микроскопического исследования при интенсивном освещении.
Каждый образец демонстрировал одинаковый узор, но не было двух одинаковых. В этом отношении, а иногда и в ярких цветах, образцы были мечтой дизайнеров тканей.
Один напоминал картину Джексона Поллака, хаотичную в меньшем масштабе, но с общей согласованностью. Некоторые в поляризованном свете напоминают витражи Руо или Шагала. Многие из них с их перемешанными кристаллами можно было выдать за кубистские картины.
В одном образце длинные кристаллы полевого шпата казались подвешенными на грядке из коричневых петуний.В другом они, казалось, лежали на поле спелого зерна. Были также абстрактные конструкции, которые не поддаются анализу.