Станки для механической обработки древесины
Станки для механической обработки древесины
Категория:
Производство конструкций из дерева
Станки для механической обработки древесины
Для механической обработки пиломатериалов, фанеры, древесных плит используют деревообрабатывающие станки поперечной распиловки, строгальные, фрезерные, сверлильные, долбежные.
Однопильные торцовочные станки. На однопильных торцовочных станках с прямолинейной подачей пильного суппорта выполняют поперечную распиловку (торцовку). Например, станок ЦПА-40 (рис. 1) предназначен для точного поперечного распиливания досок, брусьев и щитов. На станке обрабатывают детали шириной до 400 мм при высоте пропила не более 100 мм. Поворот суппорта в горизонтальной плоскости позволяет распиливать доски и брусья под углом к кромке. Станок встраивается в автоматические и поточные линии.
Рис. 1. Торцовочный станок ЦПА-40: 1 — педаль включения гидропривода; 2— маховичок подъема пилы; 3 — стойка; 4— тяга для крепления стола; 5 — колонка; 6 — пила с электродвигателем; 7— манометр; 8—направляющая обойма; 9— суппорт пилы; 10 — гидропривод; 11 — электродвигатель гидронасоса
Торцовочный станок ТС-3 отличается от станка ЦПА-40 нижним расположением пилы и пневматическим прижимом обрабатываемых деталей. На нем можно распиливать детали шириной до 250 мм при высоте пропила не более 100 мм.
На нем можно распиливать детали шириной до 250 мм при высоте пропила не более 100 мм.
Круглопильные станки. Круглопильные станки для продольной распиловки бывают с ручной и механизированной подачей материала на пилу. Станки с ручной подачей позволяют раскраивать материал по всем направлениям и поэтому называются универсальными. Например, станок Ц-6 (рис. 2) состоит из чугунной станины с вмонтированным в нее пильным валом, который может менять свое положение по высоте. Величина вЫступа пильного диска над рабочим столом регулируется маховичком. Установленная на столе линейка обеспечивает направление подачи материала при продольном распиливании, а для поперечного распиливания имеется другая направляющая линейка, устанавливаемая под любым углом к плоскости в пределах 45…135°. На станке обрабатывают детали шириной до 400 мм при высоте пропила не более 100 мм.
Круглопильные станки. Для продольной распиловки с механической подачей пиломатериала применяют круглопильные станки ЦА-2А, ЦДК-5-2 пятипильный, ЦДК-4-2 однопильный и др. Станок ЦА-2А имеет одну или две пилы, установленные на расстоянии 10. ..15 мм. Подача распиливаемого материала производится зубчатым диском, двумя нижними и одним верхним подающим вальцами. Для правильной установки материала на столе имеется направляющая линейка, переставляемая по шкале на нужный размер отпиливаемой заготовки. На станке можно обрабатывать детали шириной не более 300 мм, длиной не менее 600 мм при высоте пропила до 80 мм.
Станок ЦА-2А имеет одну или две пилы, установленные на расстоянии 10. ..15 мм. Подача распиливаемого материала производится зубчатым диском, двумя нижними и одним верхним подающим вальцами. Для правильной установки материала на столе имеется направляющая линейка, переставляемая по шкале на нужный размер отпиливаемой заготовки. На станке можно обрабатывать детали шириной не более 300 мм, длиной не менее 600 мм при высоте пропила до 80 мм.
Станок ЦДК-5-2 пятипильный. Станок оборудован гусеничной цепью для подачи пиломатериала и прижимным устройством. Пиломатериал распиливается дисковыми пилами, смонтированными на пильном валу, который может подниматься и опускаться в зависимости от требуемой высоты пропила (регулируется в пределах 6… 100 мм) . Длина распиливаемых досок — не менее 600 мм, ширина — не более 250 мм.
Однопильные станки. Одног пильный станок ЦДК-4-2 (рис. 3, а) также оборудован гусеничной цепью с прижимным устройством (рис. 3, б). Станок имеет чугунную станину, левый и правый столы, направляющую линейку, маховички установки суппорта прижимных роликов и суппорта пилы на необходимую высоту. На станке можно распиливать материал шириной не более 400 мм, длиной не менее 600. мм при высоте пропила до 100 мм.
На станке можно распиливать материал шириной не более 400 мм, длиной не менее 600. мм при высоте пропила до 100 мм.
Форматно-обрезные станки. Для опиливания кромок щитов, древесных плит и фанеры служат форматно-обрезные (концеравни-тельные и четырехсторонние) станки. Концеравнительный станок имеет две пилы, расстояние между которыми может меняться. В автоматизированных и поточных линиях такие станки расположены последовательно и работают автоматически, обрезая детали с четырех сторон. Материал подается на каретке с механизированным приводом. При массовом изготовлении панелей для чистовой торцовки брусков каркаса используется концеравнительный двух-пильный проходной станок Ц2-К20. На нем можно обрабатывать детали длиной до 2000 мм, шириной до 200 мм при скорости подачи до 15 м/мин.
Рис. 2. Круглопильный универсальный станок Ц-6: 1 — пильный вал; 2 — рабочий стол; 3 — упор; 4 — ограждени.е пилы; 5 — направляющая линейка; 6 — пила; 7 — маховичок подъема пильного вала; 8 — станина
На форматных четырехсторонних станках материал опиливается с четырех сторон за один проход.
Рис. 3. Станок ЦДК-4-2 для продольной распиловки с гусеничной подачей: а —общий вид; б — схема гусеничной подачи; 1 — станина; 2 — стол; 3 — пила; 4 — маховичок установки суппорта прижимных роликов; 5 — прижимные ролики; 6— маховичок установки пильного суппорта; 7— направляющая линейка; 8 — гусеничный механизм подачи
Стол, на котором уложены детали, предназначенные для обрезки, перемещается по направляющим и проходит мимо двух пил, выполняющих продольную обрезку. В заданном месте стол автоматически останавливается, включается суппорт поперечной пилы, перемещающийся по траверсе, и происходит поперечная обрезка материала. На станке обрабатывают материал длиной до 3500 мм, шириной до 1850 мм, толщиной до 50 мм.
Ленточнопиль~ные станки. Для прямолинейного и криволинейного распиливания пиломатериалов, плит, фанеры служат ленточ-нопильные станки ЛС-40, ЛС-80-4 и ЛС-100, обеспечивающие пропил высотой соответственно 200, 400 и 600 мм.
Рис. 4, Трехпильный форматный станок ЦТЗФ-1: 1 — аварийные упоры; 2 — стойки; 3 — направляющие; 4 — пильный шпиндель для поперечной резки; 5 — механизм настройки пильных суппортов по высоте; 6 — пильный шпиндель для продольной резки; 7 — эксгаустерный приемник; в —стол; 9 — пульт управления; 10 — поперечная траверса; 11 —прижимные ролики; 12— гидробак с насосом; 13 — колонка с гидроприводом суппорта поперечной резки; 14 — колонка с гидропанелью
Продольно-фрезеровальные станки. Их применяют для удаления неровностей древесины, обработанной пилением, для создания базовых поверхностей и доведением поперечного сечения деталей до заданных размеров. Станки подразделяют на фуговальные, предназначенные для выравнивания одной или двух смежных (обычно под углом 90°) граней с целью образования базовых поверхностей для дальнейшей обработки (рис.
При продольном фрезеровании древесину обрабатывают с помощью вращающихся ножевых (фрезующих) головок и валов. Рабочим органом односторонних фуговальных станков служит ножевой вал, имеющий два или четыре плоских ножа. Вал располагается между двумя плоскими столами, один из которых может опускаться относительно режущих кромок ножей для снятия слоя древесины заданной толщины.
Фуговальные станки. На двустороннем фуговальном станке С2Ф-4 (рис. 7) одновременно можно обрабатывать две смежные плоскости заготовки — пласть и кромку. Станок имеет горизонтальный ножевой вал, вертикальную кромкофуговальную головку, регулируемые по высоте передний и задний столы, роликовый механизм для подачи материала на ножи. Станок позволяет обрабатывать детали шириной до 400 мм, толщиной 12… 100 мм при максимальной толщине снимаемого слоя 6 мм.
Рис. 5. Схема ленточно-пильного станка: 1 — нижний приводной шкив; 2 — пильная лента; 3 — противовес; 4 — верхний натяжной шкив; 5 — распиливаемая заготовка; 6 — стол; 7 — поворотный сегмент
Рейсмусовые станки. Их выпускают одно- и двусторонними. Односторонние станки (рис. 8) имеют один ножевой вал, находящийся над столом, по которому подается обрабатываемая деталь. Нижняя плоскость ее должна быть заранее обработана. Заданный размер заготовки устанавливается подъемом или опусканием стола. Двусторонние рейсмусовые станки имеют два ножевых вала, один из которых обрабатывает нижнюю плоскость заготовки, а другой — верхнюю. Двусторонние станки применяют редко, так как точность обработки на них меньше. На Рейсмусовых станках обрабатывают детали шириной до 800 мм (на специальных — до 1600…1800 мм), толщиной до 200 мм.
Их выпускают одно- и двусторонними. Односторонние станки (рис. 8) имеют один ножевой вал, находящийся над столом, по которому подается обрабатываемая деталь. Нижняя плоскость ее должна быть заранее обработана. Заданный размер заготовки устанавливается подъемом или опусканием стола. Двусторонние рейсмусовые станки имеют два ножевых вала, один из которых обрабатывает нижнюю плоскость заготовки, а другой — верхнюю. Двусторонние станки применяют редко, так как точность обработки на них меньше. На Рейсмусовых станках обрабатывают детали шириной до 800 мм (на специальных — до 1600…1800 мм), толщиной до 200 мм.
Рис. 6. Схемы фрезерования заготовок: о — на фуговальном станке; б —на рейсмусовом станке; 1 — заготовка; 2 —передний стол; 3 —ножевой вал; 4 — задний стол
Рис. 7. Схема устройства двустороннего фуговального станка С2Ф-4 с роликовой подачей (план показан без механизма подачи): 1 — механизм настройки заднего стола; 2 — задний стол; 3 — кромкофуговальный шпиндель; 4 — суппорт роликового прижимного механизма; 5, 6 — рукоятка и механизм перемещения переднего стола по высоте; 7 — ножевой вал
Рис.
Рис. 9. Четырехсторонний строгальный станок С16-5П: 1 — нижний ножевой вал; 2 — станина; 3 — маховичок настройки универсального шпинделя; 4 — универсальный шпиндель; 5 — задний стол; 6 — направляющая линейка; 7 — прижимные ролики; 8 — верхний ножевой вал; 9, 10 — маховички регулирования прижимных роликов; И — подающие валики; 12 — суппорт механизма подачи; 13 — маховичок регулирования подающих валиков; 14 — рукоятка механизма подачи; 15 — передний стол; 16 — рукоятка подъема переднего стола; 17 — электродвигатель механизма подачи
Рис. 10. Односторонний шипорезный станок ШО 15Г-5: 1 — каретка; 2, 3 — пульты управления; 4 — гидроприжим; 5 — электродвигатель верхней фрезы; 6 — направляющие каретки; 7 — кронштейн каретки; 8 — электродвигатель пилы
В производстве деревянных конструкций для продольного фрезерования часто применяют четырехсторонние станки, позволяющие за один проход обрабатывать четыре стороны деревянной заготовки и получить детали в форме прямоугольного параллелепипеда.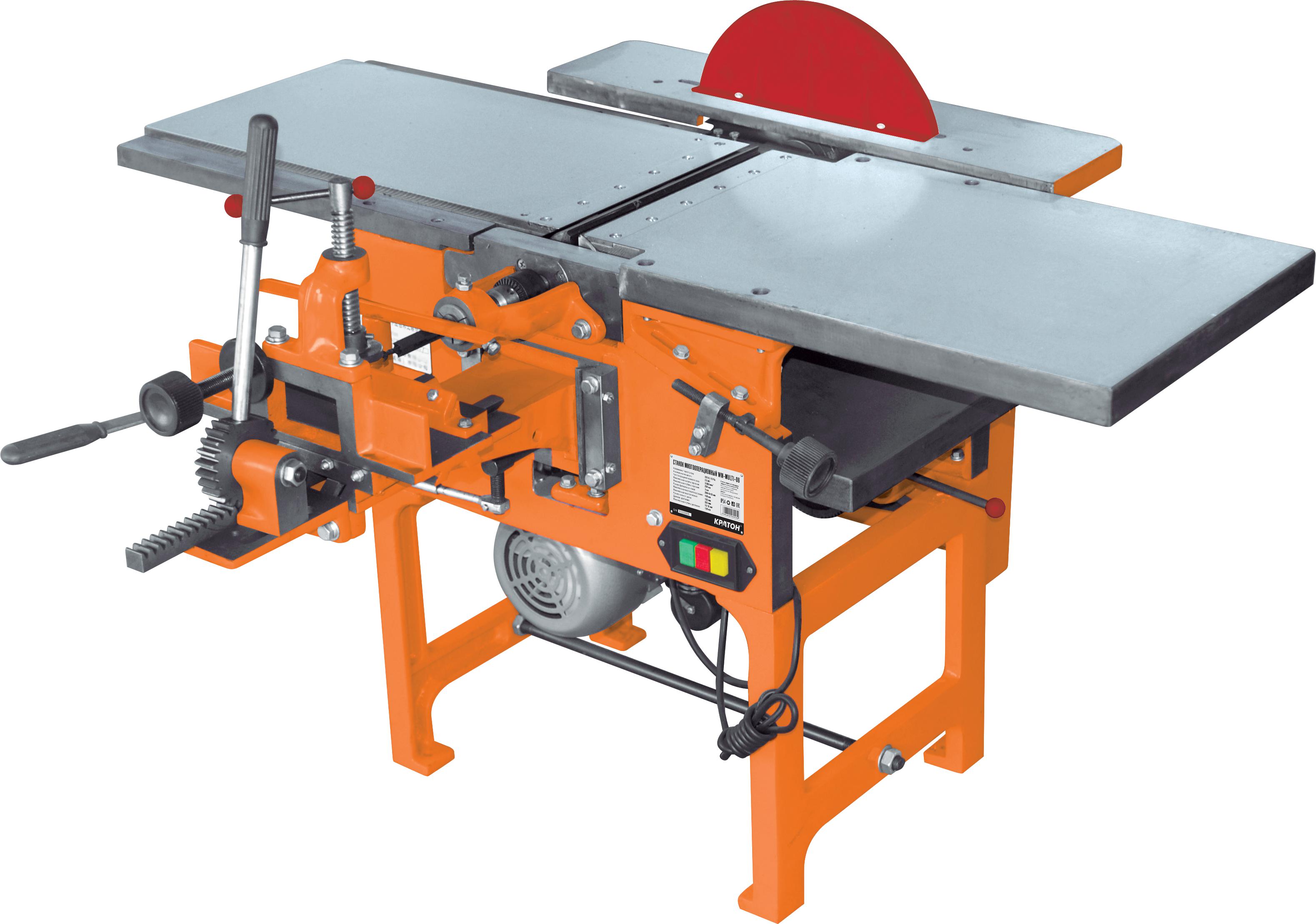 Рабочие органы станка (рис. 9) состоят из пяти шпинделей: двух горизонтальных, двух вертикальных и одного дополнительного, который может устанавливаться под углом к заготовке. Станок обрабатывает детали шириной 20.. .160 мм, толщиной 8.. .80 мм при минимальной длине заготовок 400 мм. Более сложно устроен ше-стишпиндельный станок СФ 16-1, на котором обрабатывают столярные заготовки, бруски каркаса панелей и др.
Рабочие органы станка (рис. 9) состоят из пяти шпинделей: двух горизонтальных, двух вертикальных и одного дополнительного, который может устанавливаться под углом к заготовке. Станок обрабатывает детали шириной 20.. .160 мм, толщиной 8.. .80 мм при минимальной длине заготовок 400 мм. Более сложно устроен ше-стишпиндельный станок СФ 16-1, на котором обрабатывают столярные заготовки, бруски каркаса панелей и др.
Рис. 11. Многошпиндельный сверлильный станок: 1 — вертикальный шпиндель; 2 — пневмодилиндр механизма вертикальной подачи; 3 — суппорты горизонтальных шпинделей; 4 — пневмодилиндр механизма горизонтальной подачи; 5 — горизонтальные шпиндели; 6 — базовый упор; 7 — стол; 8 — пневмо-прижимное устройство; 9— траверса вертикальных шпинделей; 10— механизм подъема стола
Фрезерные и шипорезные станки. Эти станки, работающие самостоятельно или входящие в виде узлов в специализированные линии, осуществляют фрезерование шипов для соединения деталей деревянных конструкций. На односторонних рамных шипорезных станках с ручной или механизированной подачей обрабатывают по одному концу заготовки, а на двусторонних с механической подачей— одновременно оба ее конца. Одностороннюю нарезку шипов производит четырехшпиндельный шипорезный станок ШО 15Г-5, имеющий каретку с гидроприводом для подачи заготовок и прижимные устройства (боковое и верхнее). Механизм резания состоит из торцовочной пилы, диска для выборки проушин и двух зубчатых фрез. Соответственно имеются режущие головки — пильная, проушечная и две фрезерные, установленные по ходу обработки.
На односторонних рамных шипорезных станках с ручной или механизированной подачей обрабатывают по одному концу заготовки, а на двусторонних с механической подачей— одновременно оба ее конца. Одностороннюю нарезку шипов производит четырехшпиндельный шипорезный станок ШО 15Г-5, имеющий каретку с гидроприводом для подачи заготовок и прижимные устройства (боковое и верхнее). Механизм резания состоит из торцовочной пилы, диска для выборки проушин и двух зубчатых фрез. Соответственно имеются режущие головки — пильная, проушечная и две фрезерные, установленные по ходу обработки.
Сверлильные и долбежные станки. Для сверления отверстий и выборки пазов в заготовках строительных конструкций применяют сверлильные и долбежные станки. Сверлильные станки бывают одно- и многошпиндельные — для высверливания сучков, гнезд под винты и шурупы и т. п. Сверла подаются на обрабатываемую деталь с расчетным усилием, а по окончании — автоматически отводятся в исходное положение. Для долбления, выполняемого на цепнодолбежных станках, применяют фрезерную цепочку, приводимую в движение звездочкой от электромотора.
Реклама:
Читать далее:
Станки для обработки пластмасс
Статьи по теме:
Станки по обработке металлов
Станки для обработки металла
- Подробности
- Категория: Металл
Обработка металлов на промышленном предприятии
Технологические процессы на металлообрабатывающих предприятиях проходят три стадии: получение заготовок, изготовление деталей, сборка изделий. Общая схема технологического процесса показана на рисунке ниже.
| Металлургическое сырье | |||||||
|
Слитки |
Отливки |
||||||
|
Прокат |
|||||||
|
Поковки |
|||||||
| Детали, полученные резанием | |||||||
| Термическая или химико-термическая обработка |
|
Сборка деталей в изделие | |||||
В качестве заготовок для деталей используют прокат, отливки из черных и цветных металлов, поковки.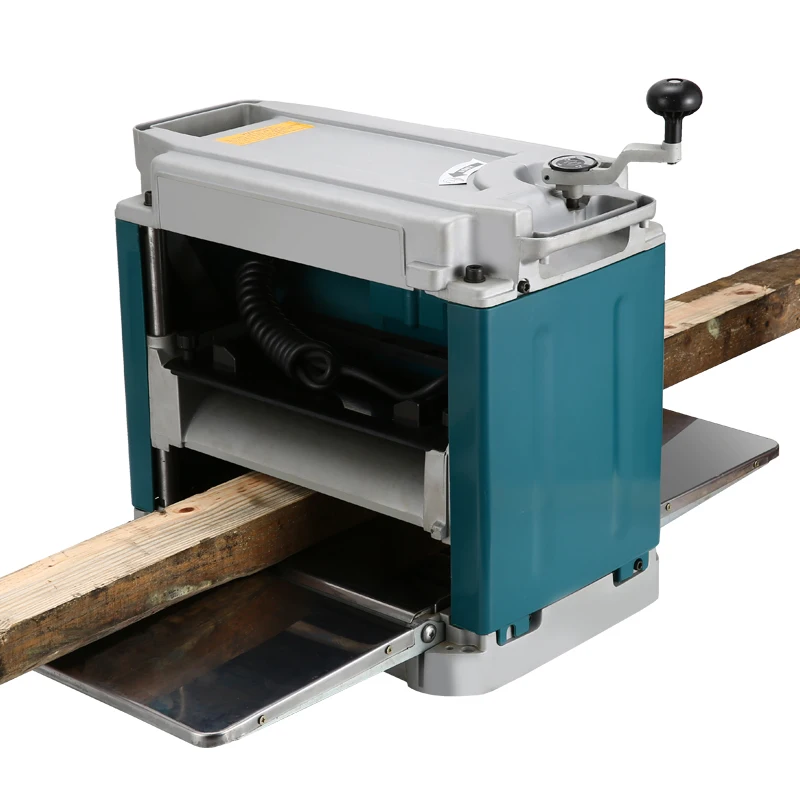
С получением сортового проката различного профиля вы уже знакомы. В заготовительных цехах прокат режут на заготовки определенного размера. Одни из них могут использоваться непосредственно для последующей обработки резанием, другие — в кузнечно-штамповочных цехах для получения поковок и штампованных заготовок (рис. справа). Широко распространена штамповка из листового металла (заготовки кузовов автомобилей, шайб, баков и т. д.).
Отливки (рис. слева) получают в литейных цехах путем заливки расплавленного металла в форму. Отлитые или отштампованные заготовки попадают в металлообрабатывающие цехи, где на токарных, фрезерных и других станках деталям придают заданные формы и размеры.
Обработка материалов резанием, с некоторыми разновидностями которой вы познакомились (точение, сверление, фрезерование, строгание и др. ), неэкономична, так как сопровождается значительными отходами материалов в виде стружки. Кроме того, многие современные материалы, имеющие высокую твердость, трудно поддаются обработке резанием. Имеются также ограничения по точности обработки. Поэтому в машиностроении широко применяют электрохимические, электроэрозионные, электронно-лучевые и другие методы обработки. Такими методами обрабатывают детали из сверхтвердых, хрупких материалов, делают тончайшие отверстия (диаметром до тысячных долей миллиметра), придают деталям сложную форму, затачивают инструменты, упрочняют поверхность изделий. Во всех этих методах электрическую энергию используют непосредственно для осуществления технологических процессов.
), неэкономична, так как сопровождается значительными отходами материалов в виде стружки. Кроме того, многие современные материалы, имеющие высокую твердость, трудно поддаются обработке резанием. Имеются также ограничения по точности обработки. Поэтому в машиностроении широко применяют электрохимические, электроэрозионные, электронно-лучевые и другие методы обработки. Такими методами обрабатывают детали из сверхтвердых, хрупких материалов, делают тончайшие отверстия (диаметром до тысячных долей миллиметра), придают деталям сложную форму, затачивают инструменты, упрочняют поверхность изделий. Во всех этих методах электрическую энергию используют непосредственно для осуществления технологических процессов.
Широко используется и метод порошковой металлургии(рис справа). По этой технологии можно за очень короткое время изготовить детали весьма точной формы и размеров.
Они либо совсем не нуждаются в последующей обработке, либо эта обработка минимальна. Суть технологии: металлический порошок засыпают в специальные машины, где он спрессовывается, а затем либо в самой машине, либо в специальных печах спекается путем обжига. При этом частички порошка тесно связываются между собой, что обеспечивает большую прочность заготовок. Методом порошковой металлургии можно получать заготовки из таких тугоплавких металлов, как молибден, вольфрам и др.
Суть технологии: металлический порошок засыпают в специальные машины, где он спрессовывается, а затем либо в самой машине, либо в специальных печах спекается путем обжига. При этом частички порошка тесно связываются между собой, что обеспечивает большую прочность заготовок. Методом порошковой металлургии можно получать заготовки из таких тугоплавких металлов, как молибден, вольфрам и др.
Совершенствуются в плане повышения производительности труда и традиционные методы обработки деталей резанием. Для изготовления большого количества одинаковых деталей применяют станки-полуавтоматы, автоматы и автоматические и роботизированные линии. Поясним кратко их отличие друг от друга. Если в производственном процессе часть операций, например, закрепление заготовки, снятие со станка готовой детали, перемещение ее (от одного станка к другому и т. п.), производится рабочим вручную, а рабочие операции станок выполняет без участия человека, то это — станок – полуавтомат(рис. справа).
справа).
На станке-автомате(рис. слева) все операции (рабочие, вспомогательные, транспортные) выполняются без участия человека. Автоматическая линия включает в себя ряд взаимосвязанных станков-автоматов и других машин, с помощью которых выполняется весь процесс изготовления изделия (или его части).
Станки-автоматы применяют для изготовления отдельных деталей заданного размера. Если же требуются детали другого размера, то станок необходимо переналадить. Поэтому в станках-автоматах стали применять программное управление (станки с числовым программным управлением — ЧПУ). Чтобы перейти с одного режима обработки на другой или изменить параметры обрабатываемой детали, надо лишь сменить программу— «память» станка. После ввода новой программы устройство управления в соответствии с программой вырабатывает управляющие сигналы. Они поступают на органы управления станком(компьютер) и приводят в действие его механизм. Операторы станков с ЧПУ не управляют механизмами станков (это делает программа), а контролируют работу станков, переналаживают их (сменяют программы), устанавливают заготовки и снимают обработанные детали.
Операторы станков с ЧПУ не управляют механизмами станков (это делает программа), а контролируют работу станков, переналаживают их (сменяют программы), устанавливают заготовки и снимают обработанные детали.
Следующий этап автоматизации производства связан с появлением гибких производственных систем — автоматизированных и роботизированных ячеек, отдельных производственных участков и целых роботизированных заводов. Такие системы открывают путь к автоматизированным предприятиям, в которых автоматизацией охвачены все производственные процессы, проектирование и технологическая подготовка производства.
С целью улучшения механических свойств, повышения эксплуатационной стойкости деталей их подвергают термической или химико-термической обработке. В ряде случаев эта обработка может осуществляться до обработки резанием.
Завершающая стадия технологического процесса — сборка изделий. Ее осуществляют в сборочных цехах предприятий. Она включает такие этапы, как подготовка деталей, предварительная сборка отдельных узлов, блоков, окончательная (общая) сборка, регулирование и отладка изделий. Сборка изделий может производиться на одном определенном рабочем месте, к которому доставляются все необходимые детали, или путем перемещения изделия от операции к операции с помощью конвейера, крана и т. п.
Ее осуществляют в сборочных цехах предприятий. Она включает такие этапы, как подготовка деталей, предварительная сборка отдельных узлов, блоков, окончательная (общая) сборка, регулирование и отладка изделий. Сборка изделий может производиться на одном определенном рабочем месте, к которому доставляются все необходимые детали, или путем перемещения изделия от операции к операции с помощью конвейера, крана и т. п.
Ряд сборочных операций выполняют слесари-сборщики вручную при помощи слесарно-монтажных инструментов. Для механизации сборки применяют пневматические, электрифицированные инструменты, прессы и т. п.
Поточная сборка может быть автоматизирована при помощи сборочных автоматов, сборочных роботов и других машин.
Станки по дереву и металлу
Бытовые и промышленные деревообрабатывающие станкиСтоит отметить, что применять узкоспециализированные деревообрабатывающие станки для домашнего использования не целесообразно. Лучше всего купить станок, который будет универсальным. Так, есть 2 типа универсальных деревообрабатывающих станков — это промышленные и бытовые станки.
Лучше всего купить станок, который будет универсальным. Так, есть 2 типа универсальных деревообрабатывающих станков — это промышленные и бытовые станки.
Бытовые деревообрабатывающие станки для обработки древесины не выдержат достаточно высоких КВТ, но и не сломаются при очень высоких нагрузках. Это возможно благодаря установленному в таких деревообрабатывающих станках специальному тепловому реле.
Промышленные деревообрабатывающие станки являются куда более мощными устройствами, также они превосходят бытовые варианты по ширине строгания и максимальной глубиной проделываемого распила. Также очень полезными как для профессионалов, так и для рядовых пользователей станут некоторые функции промышленных деревообрабатывающих станков, которых нету в бытовых вариантах.
Универсальные деревообрабатывающие станки или станки комбинированного типа требуются для комплексной и оперативной высококачественной обработки дерева различных пород. Как правило, с помощью данных станков легко сделать поперечный и продольный распил древесины. Также есть возможность производить фугование как по кромке, так и по плоскости. Данное универсальное оборудование иногда является прекрасной альтернативой специфическим рейсмусовым станкам, поскольку на нем вы можете сделать фрезеровку различных пазов и поверхностей. Также можно сверлить различные отверстия.
Как правило, с помощью данных станков легко сделать поперечный и продольный распил древесины. Также есть возможность производить фугование как по кромке, так и по плоскости. Данное универсальное оборудование иногда является прекрасной альтернативой специфическим рейсмусовым станкам, поскольку на нем вы можете сделать фрезеровку различных пазов и поверхностей. Также можно сверлить различные отверстия.
Цены на такие универсальные станки для обработки древесины прямо пропорциональны количеству имеющихся в них функций. Соответственно, чем больше возможностей у оборудования, тем оно дороже. Основным преимуществом универсального станка является количество операций, которое он может выполнить. Стоит помнить и о том, что качество этих работ уступает тому, которое может быть достигнуто на узкоспециализированных деревообрабатывающих станках.
Особенности станков по дереву
Купить деревообрабатывающий станок, который был в использовании, не стоит, поскольку тогда вы не будете иметь абсолютно никаких гарантий его долговечности и качества, которые могут дать только производители при покупке нового оборудования. Как правило, такие б/у станки не служат долго, поэтому лучше купить новый деревообрабатывающий станок.
Как правило, такие б/у станки не служат долго, поэтому лучше купить новый деревообрабатывающий станок.
Также следует обратить внимание на тот факт, что новый деревообрабатывающий станок будет применяться с наибольшей эффективностью только тогда, когда перед покупкой вами будет поставлена конкретная цель: для чего требуется данное оборудования. Также перед покупкой необходимо учитывать все технические параметры конкретного выбранного вами деревообрабатывающего станка.
Так, можно выделить несколько основных критерий, которые пригодятся при выборе любого деревообрабатывающего станка. В первую очередь — стоимость оборудования, затем — его технические характеристики. Далее требуется определить ту нагрузку, которая будет приходится на деревообрабатывающий станок и выяснить все особенности конкретного производственного процесса. Купить станок вы можете с доставкой по Украине.
Сведения о деревообрабатывающих станках | Механическая обработка древесины
Обработка древесины ручным способом даже при использовании электро- и пневмоинструмента отнимает у рабочего много времени, энергии. Обработка на станках значительно выгоднее, производительнее, качество продукции выше, чем при ручном способе. Деревообрабатывающие станки сосредоточивают обычно в специально выделенном при модельном цехе заготовительном отделении, где и ведут предварительную обработку досок и брусков и выполняют отдельные заготовки для моделей и стержневых ящиков. Это позволяет правильно и экономично использовать оборудование и расходовать древесину, освобождая модельщиков от трудоемких ручных операций при изготовлении модельных заготовок, улучшает условия труда. Вблизи рабочих мест модельщиков обычно устанавливают несколько ленточных пил, торцевальный и шлифовальный станки.
Обработка на станках значительно выгоднее, производительнее, качество продукции выше, чем при ручном способе. Деревообрабатывающие станки сосредоточивают обычно в специально выделенном при модельном цехе заготовительном отделении, где и ведут предварительную обработку досок и брусков и выполняют отдельные заготовки для моделей и стержневых ящиков. Это позволяет правильно и экономично использовать оборудование и расходовать древесину, освобождая модельщиков от трудоемких ручных операций при изготовлении модельных заготовок, улучшает условия труда. Вблизи рабочих мест модельщиков обычно устанавливают несколько ленточных пил, торцевальный и шлифовальный станки.
Поскольку модельные цехи изготовляют разнообразные по конструкции, размерам и назначению модельные комплекты, то деревообрабатывающие станки в этих цехах являются основным оборудованием, общее количество их должно составлять около 0,8—1,0 единиц на одного модельщика, включая и малогабаритные станки.
Количество единиц оборудования определяется из соображений комплектности, поскольку оно загружено в различные периоды неравномерно. Наименование основного оборудования рассматривается в главах III и IV.
Наименование основного оборудования рассматривается в главах III и IV.
При правильной организации использования деревообрабатывающих станков и механизированных приспособлений ручные операции в модельном производстве могут быть доведены до минимума и ограничены в основном подгонкой и сборкой отдельных частей модельных комплектов, изготовленных на станках.
Режущий инструмент станка совершает два основных вида движения: главное (вращательное), обеспечивающее скорость резания, и движение подачи (поступательное). Не всегда движение подачи совершает режущий инструмент. Так, на фрезерных и круглопильных станках в отличие от сверлильных и токарных это движение сообщается заготовкой (материал подается к резцам).
Длина пути перемещения инструмента относительно обрабатываемой поверхности заготовки в единицу времени называется скоростью резания. Скорость резания измеряется в м/с. Величина перемещения инструмента или заготовки за один оборот или путь, пройденный инструментом или заготовкой в одну минуту (одну секунду), называется скоростью подачи. Скорость подачи измеряется в м/мин. Например, при обточке на токарном станке поверхности деревянной заготовки цилиндрической формы последняя вращается вокруг оси, а резец, находящийся сбоку на уровне оси вращения, своим лезвием углубляется в древесину. При одном полном обороте заготовки вокруг оси резец снимает стружку определенной толщины по всей окружности. Для снятия стружки со всей поверхности резец надо постепенно передвигать вдоль непрерывно вращающейся заготовки. Правильное сочетание скорости резания со скоростью подачи обеспечивает непрерывное снятие стружки и получение гладкой поверхности у заготовки заданного размера.
Скорость подачи измеряется в м/мин. Например, при обточке на токарном станке поверхности деревянной заготовки цилиндрической формы последняя вращается вокруг оси, а резец, находящийся сбоку на уровне оси вращения, своим лезвием углубляется в древесину. При одном полном обороте заготовки вокруг оси резец снимает стружку определенной толщины по всей окружности. Для снятия стружки со всей поверхности резец надо постепенно передвигать вдоль непрерывно вращающейся заготовки. Правильное сочетание скорости резания со скоростью подачи обеспечивает непрерывное снятие стружки и получение гладкой поверхности у заготовки заданного размера.
У некоторых станков обрабатываемые пиломатериалы подаются к резцам вручную, у других при помощи специальных валиков, приводимых во вращение через особый передаточный механизм, в последнем случае подачу называют механической или автоматической. Скорость механической подачи выше ручной в 3—5 раз и более. Например, для строгальных станков механическая подача доходит до 100 м/мин вместо 10—25 м/мин вручную. Но при любой подаче скорость ее зависит от твердости древесины и размеров заготовки, поэтому при обработке более твердой древесины скорость подачи уменьшается.
Но при любой подаче скорость ее зависит от твердости древесины и размеров заготовки, поэтому при обработке более твердой древесины скорость подачи уменьшается.
Для обработки древесины в модельном производстве используют следующие типы деревообрабатывающих станков:
круглопильные станки для продольного, поперечного и смешанного раскроя досок, брусьев, щитов;
станки для фрезерования по плоскости и профилю — фуговальные, рейсмусовые и фрезерные;
станки для сверления отверстий и образования пазов и гнезд — сверлильные, сверлильно-пазовые;
станки для точения круглых деталей — токарные; станки для окончательной механической обработки поверхностей деталей — ленточные, дисковые и цилиндрические шлифовальные;
специальные станки и приспособления.
Станки, изготовляемые на отечественных заводах, обозначают индексом по определенной системе с использованием букв и цифр. Буквы обозначают группу оборудования; ЛД — ленточнопильный делительный станок, СФ—строгально-фуговальный; ШЛХ — шипорезный для шипа типа «ласточкина хвоста», ШлПС — шлифовальный с подвижным столом, ТчН — заточный для ножей и т. д. Цифры, стоящие после букв, показывают основной размер станка (в мм, см или дм): СФ4 — фуговальный станок шириной строгания 4 дм (400 мм) и т. д. Цифра, стоящая после черточки, обозначает номер модели: Ф-4 — фрезерный станок, четвертая модель.
д. Цифры, стоящие после букв, показывают основной размер станка (в мм, см или дм): СФ4 — фуговальный станок шириной строгания 4 дм (400 мм) и т. д. Цифра, стоящая после черточки, обозначает номер модели: Ф-4 — фрезерный станок, четвертая модель.
Станки для обработки древесины и металла
Сегодня производители предлагают много вариантов оборудования, предназначенного для обработки древесины, которое применяется на специализированных предприятиях, в мастерских или для бытового использования.
Выбор станков зависит не только от характеристик и цены, но и от особенностей монтажных работ и способов подключения, а так же доступности комплектующих и расходных материалов. На сайте http://jet-rnd.ru можно проконсультироваться с квалифицированными специалистами, которые грамотно ответят на интересующие вопросы.
Джет Ростов предлагает не только деревообрабатывающее оборудование, здесь так же можно найти станки для металлообработки. Ежегодно разработчики представляют новые усовершенствованные машины, оптимизирующие процессы производства. Роль человека свелась к тому, что теперь он только контролирует работу станка и вносит необходимые корректировки в технологию процесса.
Роль человека свелась к тому, что теперь он только контролирует работу станка и вносит необходимые корректировки в технологию процесса.
Созданные руками мастера, изделия из дерева стоят дорого. На цену влияют затраченные усилия и время. С деревообрабатывающим станком работа проходит легче и быстрее т.к. в нем собрано одновременно несколько необходимых инструментов. Многие производители оснащают подобное оборудование добавочными функциями, которые может выполнить в мастерской домашний умелец:
- резка;
- сверление;
- шлифование;
- фрезеровка;
- строгание и фугование древесины.
Приобретение деревообрабатывающего оборудования – непростая задача. Учитываются тонкости и характер работы. Долгий эксплуатационный период зависит от добросовестного отношения к механизмам и обеспечения мер безопасности при монтаже и использовании станка.
Металлообрабатывающие станки необходимы при обработке и изготовлении заготовок из металла. Одним из востребованных считается токарный станок. Для мастерских в домашних условиях чаще пользуются полупрофессиональными или миниатюрными моделями. Их стоимость доступна для частных лиц, а функций достаточно для обработки металла. Существует множество вариантов их использования при работе с транспортным средством или при обустройстве приусадебного участка.
Для мастерских в домашних условиях чаще пользуются полупрофессиональными или миниатюрными моделями. Их стоимость доступна для частных лиц, а функций достаточно для обработки металла. Существует множество вариантов их использования при работе с транспортным средством или при обустройстве приусадебного участка.
Статьи которые сейчас читают:
№ задания | Вариант ответа | Баллы | ||
Выберите правильный ответ и обведите кружком его номер |
| |||
1 Станки, способные выполнять разнообразные виды обработки древесины называются: | 1. специализированные 2. универсальные 3. 4. узкоспециальные |
| 1 | |
2 Индекс ЛС это: | 1. Ленточный Столярный 2. Ленточный Слесарный 3. Лицевой Строгальный 4. Линейный Строгальный |
| 1 | |
3 Для установки и монтажа всех составных частей служит: | 1. упорная линейка 2. шпиндель 3. станина 4. защитный кожух |
| 1 | |
4 Инструментальный шпиндель предназначен для закрепления на нём: | 1. Суппорта 2. Режущего инструмента 3. Упорной линейки 4. Маховичка |
| 1 | |
5 Съёмные фуговальные ножи закрепляются: | 1. 2. На шпинделе 3. В патроне 4. На гладком вальце |
| 1 | |
6 Передаточный механизм состоящий из двух шкивов, связанных между собой плоским ремнём, и натяжного устройства с регулировочным винтом называется: | 1. Цепной 2. Червячный 3. Ременной 4. Зубчатый |
| 1 | |
7 Когтевая защита предназначена для: | 1. Предотвращения выброса заготовки 2. Предотвращения выброса пыли 3. Защита от доступа рук 4. Прижатия заготовки к рабочему столу |
| 1 | |
8 Электрические кнопки, переключатели, панели индикации и сигнальные лампы, рукоятки и маховички относятся к: | 1. 2. Органам управления 3. Органам измерения 4. Органам базирования |
| 1 | |
9 В дисках пил, оснащённых пластинами твёрдого сплава, делают различные по форме узкие прорези для: | 1. Увеличения вибрации пилы 2. Снижения вибрации и деформации пилы при её нагреве в процессе пиления 3. Снижения вероятности выброса заготовки 4. Улучшения качества пропила |
| 1 | |
10 В качестве ограждения на станках с дисковыми пилами устанавливают: | 1. Веерное устройство 2. Откидной колпак 3. Защитный кожух 4. Стальной лист |
| 1 | |
11 Для изменения толщины снимаемого слоя используется: | 1. 2. Передний стол, перемещающийся по высоте 3. Понижение и повышение ножевого вала относительного столов 4. Перемещение направляющей линейки |
| 1 | |
12 На одностороннем фуговальном станке защитным ограждением служит: | 1. Защитный кожух 2. Веерное устройство 3. Откидной колпак 4. Когтевая защита |
| 1 | |
13 Фрезерные станки предназначены для: | 1. Выстрагивания пластей и кромок 2. Пиления поперёк волокон 3. Профильной обработки 4. Запиливания ящичных шипов |
| 1 | |
14 В сверильно-пазовальных станках как основной режущий инструмент используется: | 1. 2. Сверла и концевые фрезы 3. Пильный диск 4. Ножевой вал пазовальных станков
|
| 1 | |
15 Ленточно шлифовальные станки широко используют для обработки: | 1. Брусковых материалов 2. Щитовых материалов 3. Шиповых соединений 4. Собранных изделий |
| 1 | |
16 ЧПУ это: | 1. Частичное Панельное Управление 2. Частичное Производственное управление 3. Числовое Программное Управление 4. Числовое Письменное Управление
|
| 1 | |
Вместо многоточия впишите пропущенные слова (слово) |
| |||
17
Рабочий …………………. |
|
| 2 | |
18 По расположению оси вращения шпинели бывают горизонтальные, ………………… и наклонные |
|
| 2 | |
19 На пульте управления станком всегда имеется кнопка «Пуск» чёрного цвета и большего размера красная кнопка …………………. |
|
| 2 | |
20 Для предотвращения защемления пильного диска распиливаемой заготовкой, позади него устанавливают ………….. ……….. |
|
| 2 | |
21
Подготовка к работе круглых стальных пил включает правку, ……………. |
|
| 2 | |
22 На продольно-фрезерных(фуговальных) станках обрабатывают пласти и …….……. брусковых деталей |
|
| 2 | |
23 Для выполнения углубления под головки шурупов и винтов применяют ……………………….. |
|
| 2 | |
24 Для получения гладких и ровных поверхностей деталей из древесины и древесных материалов выполняют ……………………………………… |
|
| 2 | |
25 Установите соответствие между колонками Iи II, вписав в ответе вместо многоточия соответствующие буквы | 1. 2.2х-сторонний фуговальный станок 3. Рейсмусовый станок 4. 4х-сторонний продольно-фр. станок
| А. Обработка деталей на задний размер Б. Обработка детали с четырёх сторон за один проход В. Создание на одной из граней заготовки плоской поверхности Г. Обработка заготовок одновременно с двух смежных сторон
|
| 4 |
 специальные
специальные В
ножевом валу
В
ножевом валу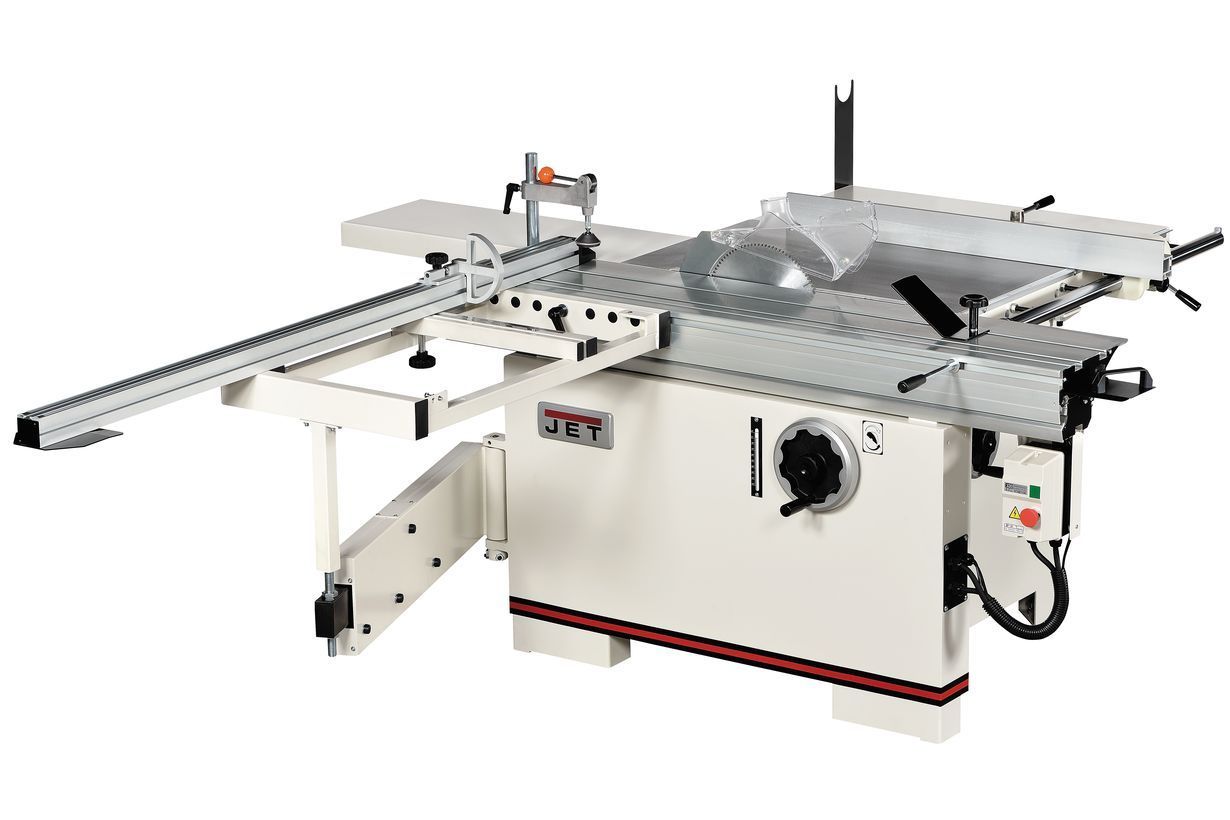 Механизмам резания
Механизмам резания Неподвижный задний стол
Неподвижный задний стол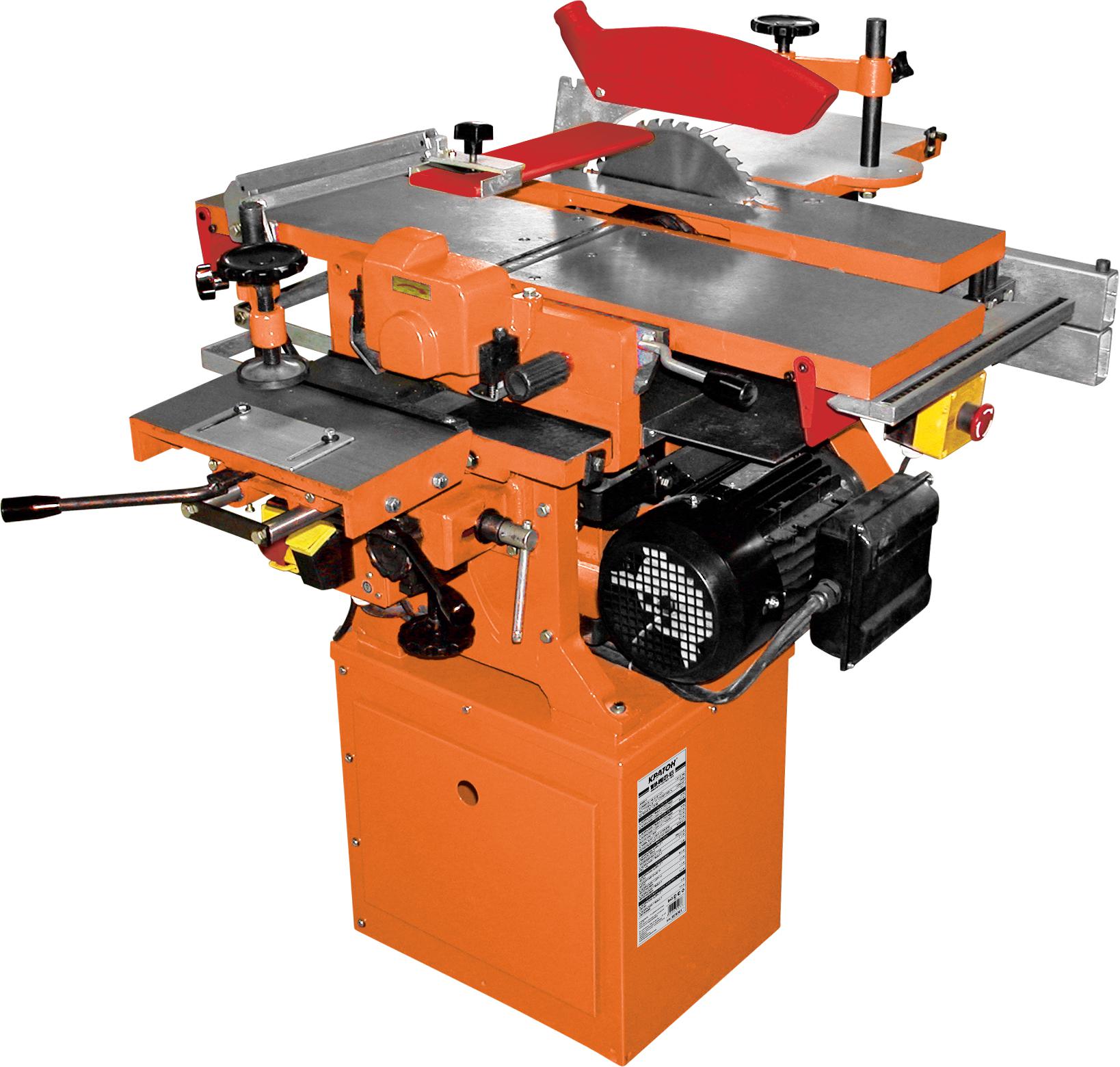 Фрезерные головки
Фрезерные головки предназначен для размещения, поддерживания и перемещения
обрабатываемых на станке деталей
предназначен для размещения, поддерживания и перемещения
обрабатываемых на станке деталей ……. и развод
зубьев
……. и развод
зубьев Односторонний
фуговальный станок
Односторонний
фуговальный станокМастерская по обработке древесины – станки «первой необходимости» в Минске
Своя собственная мастерская по обработке древесины – станки «первой необходимости»?Выбор станков для обработки древесины начинается с четкого понимаю того, что именно планируется производить и насколько «далеко» необходимо зайти в процессе обработки. Некоторым необходима только первичная (грубая) обработка древесины (брусовальные станки, многопильные станки, торцовки), в результате которой получается доска (обрезная или необрезная), брус, полубрус (лафет) и пр. Другие покупатели ищут станки для более «глубокой» обработки древесины (строгальные станки, шлифовальные станки, сверлильные станки, фрезерные станки).
Другие покупатели ищут станки для более «глубокой» обработки древесины (строгальные станки, шлифовальные станки, сверлильные станки, фрезерные станки).
После того, как вы определились с целью, необходимо просчитать, насколько часто деревообрабатывающее оборудование будет использоваться – от этого зависит, какие именно станки Вам подойдут: для домашнего использования (несколько раз в месяц, в неделю), либо для работы по 8 часов за смену. Многие покупатели, ориентируясь при покупке только на цену станков для обработки древесины, берут оборудование, предназначенное для домашней столярной мастерской, при этом используя его полный рабочий день. Поскольку оно изначально не рассчитано на такие нагрузки, через определенное количество времени возникают проблемы с потерей мощности двигателя, расшатанностью основных узлов и механизмов и пр. Отсюда и негативное впечатление от данного производителя и от данного станка. Необходимо изначально выбрать правильный станок, чтобы после не жалеть о потраченных впустую средствах.
Представленный ниже список оборудования носит рекомендательный характер и был составлен на основе собственного опыта деревообрабатывающего производства мебели из массива сосны с различными эффектами «под старину» и «шашеля».
Первое, что вам понадобится – это качественный пильный станок
Как было сказано выше, есть две «степени» обработки древесины, поэтому речь пойдет о 2 разновидностях оборудования: многопильном станке и форматно-раскроечном станке.
Многопильный станок осуществляет значительную часть производственного процесса, поэтому он должен быть всегда в хорошем техническом состоянии и полностью исправен. Покупатели станков для обработки древесины первого типа (назовем так производителей бруса, полубруса, необрезной доски, обрезной доски) предпочитают многопильные станки с высотой пропила от 150 мм, при этом важно, чтобы у многопильного станка было 2 вала (упрощает процесс подачи, распила лафета). Необходимо учитывать тот факт, что мощность двигателя нужно рассчитывать исходя из цифры 7-9 кВт на каждую пилу (не считая мощность устройства подачи), т. к. обрабатываемая заготовка, как правило, сырая. Здесь не важен производитель станка, здесь важна долгосрочность его использования, которая напрямую зависит от того, как станок сделан (к примеру, станок с литой станиной прослужит гораздо дольше станка со сварной рамой). Механизм подачи бывает как гусеничный (цепной), так и роликовый (вальцы для подачи древесины).
к. обрабатываемая заготовка, как правило, сырая. Здесь не важен производитель станка, здесь важна долгосрочность его использования, которая напрямую зависит от того, как станок сделан (к примеру, станок с литой станиной прослужит гораздо дольше станка со сварной рамой). Механизм подачи бывает как гусеничный (цепной), так и роликовый (вальцы для подачи древесины).
Покупатели деревообрабатывающего оборудования второго типа (назовем так производителей мебели и прочих изделий из древесины) выбирают станки с высотой пропила до 120-130 мм. Здесь все проще: на один вал выставляется необходимое количество пил – и за работу. Конструкция станков здесь может быть проще и легче.
Что же касается форматно-раскроечного станка, то он подойдет всем (и производителем доски, и производителям мебели из массива, и производителям мебели из ДСП (ДВП)). Здесь есть несколько интересных моментов:
- Если Ваше производство связано с работой с массивом, Вам, как правило, будет достаточно станка с небольшой длиной каретки – до 2800 мм, без дополнительного пильного узла (подрезателя).
 Если идет работа с массивом твердолиственных пород древесины, со шпоном, то подрезатель необходим.
Если идет работа с массивом твердолиственных пород древесины, со шпоном, то подрезатель необходим. - Если Вы работаете с ДСП (ДВП) – то здесь важен размер листа, который планируется обрабатывать. Как правило, здесь необходима каретка длиной 3200 мм и подрезатель.
 Если идет работа с массивом твердолиственных пород древесины, со шпоном, то подрезатель необходим.
Если идет работа с массивом твердолиственных пород древесины, со шпоном, то подрезатель необходим.Конечно, в зависимости от производственной необходимости среди пильных можно выделить еще такие виды, как торцовочный станок (с верхним либо нижним расположением пилы), станки для обработки шпона (гильотина для шпона), ленточнопильный станок, линия оптимизации. Но это все уже частности и необходимо далеко не всем.
Далее по очереди (и последовательности производственного цикла) идет строгальный станок.
Тут можно говорить о четырехстороннем строгальном станке, фуговальном станке, либо о рейсмусе.
Четырехсторонний строгальный станок – это универсальное орудие труда на деревообрабатывающем производстве. Обработка заготовок на нем может быть как «черновая» (строгание с целью придания необходимых размеров), так и «чистовая» (вагонка, блок-хаус, имитация бруса и пр. ). В любом случае, при выборе 4-хстороннего строгального станка важны такие особенности, как выработка стола, состояние подшипников вальцов строгальной «головы», состояние прижимов (роликов подачи), движение/ход стола по ширине. Количество шпинделей (строгальных «голов») необходимо выбирать исходя из того, какую именно продукцию необходимо обрабатывать на данном станке. Рейсмусовый станок и фуговальный станок – для них важна рабочая ширина, и мы рекомендуем своим покупателям (при наличии у них такой возможности) брать станки с запасом по ширине – производимая продукция часто меняется, а оборудование – нет.
). В любом случае, при выборе 4-хстороннего строгального станка важны такие особенности, как выработка стола, состояние подшипников вальцов строгальной «головы», состояние прижимов (роликов подачи), движение/ход стола по ширине. Количество шпинделей (строгальных «голов») необходимо выбирать исходя из того, какую именно продукцию необходимо обрабатывать на данном станке. Рейсмусовый станок и фуговальный станок – для них важна рабочая ширина, и мы рекомендуем своим покупателям (при наличии у них такой возможности) брать станки с запасом по ширине – производимая продукция часто меняется, а оборудование – нет.
Фрезерный станок
Незаменимое оборудование в производственном процессе – оно позволяет совершать различные операции с заготовкой (как для мебельщиков, которые работают с массивом, так и для мастеров, которые работают с ДСП и ДВП). При выборе фрезерного станка важно наличие/отсутствие наклона шпинделя (в зависимости от технической необходимости), число оборотов (возможность его регулировки), способ подачи (ручной, либо при помощи вспомогательного инструмента – роликового податчика (протяжки)), изношенность основного рабочего вала.
Сверлильный станок
Сверлильный станок – находка для производителей мебели из массива и ДСП (ДВП).
Здесь важны количество шпинделей, возможность работы в 2-х плоскостях, размер стола и подходящий тип прижима (пневматический или ручной).
Аспирация
В зависимости от количества и типа станков можно выбрать как мобильные версии аспирации (двух-, трех-, четырехмешковые, бункерного типа), так и стационарные системы (с рукавной системой фильтров и бункером для сбора опилок). Для станков первой линии достаточно циклона с системой сбора опилок. Что же касается станков второй линии – то здесь можно задуматься о мобильной версии аспирации.
С вышеперечисленным оборудованием можно качественно выполнить до 80% работы на деревообрабатывающем производстве. Конечно, многим производственникам еще необходима и обработка поверхности древесины (шлифовальные станки, покрасочный инструмент), прессы (как сборочные, так и облицовочные для покрытия шпоном или мембраной), токарные станки, кромкооблицовочные станки и прочее деревообрабатывающее оборудование.
Уже давно изобретены все типы станков, с помощью которых можно обрабатывать древесину и производить из нее готовые изделия. Сейчас меняется лишь способ производства (идет его усовершенствование), а также стремительно меняется «мода» в мире мебели. Вам и только Вам остается решить, что производить и где производить. А с тем, на чем производить, мы Вам поможем!
Список деревообрабатывающих станков
Деревообрабатывающие станки для дома и полуиндустрии
Ручной электроинструмент ▼
Столярный станок для бисквитов Цепная пила Фуганок Domino Электродрель Ручная циркулярная пила Ручная электрическая рубанок Ручные шлифовальные машины Лобзик Торцовочная пила Гвоздь Сабельная пила Ротационный инструмент Фрезерный станок Токарный станок по дереву Настольная пила по дереву Ленточная пила Деревообрабатывающая пила Строгальный станок по дереву Рубанок Сверлильный пресс Morticer Фрезерный станок Ленточно-шлифовальный станок Полировальный станок ПылеуловительПромышленные станки для резки дерева
Панельная пила 6 торцовочная пила Многопильная продольная пила 9 0006 Оптимизирующая торцовочная пила Горизонтальная ленточная пила 5px”> Сверлильно-расточной станок ▼ Сверлильный станок Сверлильно-сверлильный станок Двухсторонний строгальный станок Четырехсторонний строгальный станок Горизонтально-строгальный станок Вертикальный мельница
5px”> Сверлильно-расточной станок ▼ Сверлильный станок Сверлильно-сверлильный станок Двухсторонний строгальный станок Четырехсторонний строгальный станок Горизонтально-строгальный станок Вертикальный мельницаШлифовально-полировальный станок ▼
Полировальный станок Шлифовальный станок для дерева Двусторонний шлифовальный станок Шлифовальный станокПокрасочный и лакировальный станок ▼
Роликовый лак Автоматический окрасочный станокКромкообрабатывающее оборудование ▼
Кромкооблицовочный станокДеревообрабатывающий станок с ЧПУ ▼
Фрезерный станок с ЧПУ Сверлильный станок с ЧПУ 5px”> Деревообрабатывающая производственная линия ▼ Линия верхнего и нижнего шлифования Валковая линия для нанесения покрытия Линия окраски распылением Линия производства поддонов
5px”> Деревообрабатывающая производственная линия ▼ Линия верхнего и нижнего шлифования Валковая линия для нанесения покрытия Линия окраски распылением Линия производства поддонов Закупка деревообрабатывающих станков ▼
Деревообрабатывающие станки с механическим приводом Определение | Law Insider
Относится к
Деревообрабатывающие станки с механическим приводомМеханический означает, приводимый в движение паром бензина или другими горючими веществами;
Энергетический котел означает бойлер, в котором пар или другой пар генерируется под давлением более 15 фунтов на кв. / или температуры, превышающие 250 градусов по Фаренгейту, за счет прямого применения энергии от сжигания топлива или электричества, солнечной или ядерной энергии.
Парусник означает то же, что и термин, определенный в Разделе 73-18-2.
Двухфазный аэрозольный освежитель воздуха означает аэрозольный освежитель воздуха с жидким содержимым в двух или более отдельных фазах, который требует встряхивания контейнера с продуктом перед использованием для смешивания фаз с образованием эмульсии.
Игровой автомат означает любое механическое, электрическое, видео, электронное или иное устройство, приспособление или машину, которые после вставки монеты, жетона или аналогичного объекта или после выплаты игроком любого необходимого вознаграждения, доступен для игры или управления, и который, будь то в силу навыков игрока или применения элемента случайности, или и того, и другого, может доставить или дать право игроку, управляющему машиной, получать денежные премии, товары, жетоны, подлежащие обмену игровые кредиты или любые другие ценные вещи, кроме невозвратных бесплатных игр, независимо от того, производится ли выплата автоматически с автоматов или любым другим способом.
Однофазный аэрозольный освежитель воздуха означает аэрозольный освежитель воздуха с жидким содержимым в единой гомогенной фазе, который не требует встряхивания контейнера с продуктом перед использованием.
Производственное оборудование означает любое оборудование, которое обрабатывает, формирует, формирует или транспортирует сырье, материалы в процессе, отходы или готовую продукцию.
Landonline Workspace – это электронное рабочее пространство, утвержденное Генеральным регистратором земли в соответствии с положениями Закона о передаче земель 2017 года.
Нож с переключаемым лезвием означает нож, содержащий лезвие или лезвия, которые открываются автоматически при срабатывании пружины или аналогичного приспособления.
Откормочная площадка означает замкнутую территорию с поильными и кормовыми площадками, где содержатся и кормятся животные или птицы с целью увеличения веса;
Пастбище означает любую Площадь, которая используется Застрахованным для целей выпаса пастбищного скота; («Pâturages»)
Система цифрового кросс-соединения или «DCS» – это функция, которая обеспечивает автоматическое кросс-соединение цифрового сигнала уровня 0 (DS0) или цифровых каналов с более высокой скоростью передачи в средствах физического интерфейса. Типы DCS включают, но не ограничиваются ими, DCS 1/0, DCS 3/1 и DCS 3/3, где номенклатура 1/0 обозначает интерфейсы, как правило, со скоростью DS1 или выше, а перекрестное соединение обычно со скоростью DS0. Эта же номенклатура, при соответствующей замене скорости, распространяется на другие типы DCS, специально обозначенные как 3/1 и 3/3. Типы DCS, которые перекрестно соединяют синхронный транспортный сигнал уровня 1 (STS-1 s) или другие сигналы синхронной оптической сети (SONET) (например, STS-3), также являются DCS, хотя и не обозначаются этим же типом номенклатуры.DCS может обеспечивать функциональные возможности более чем одного из вышеупомянутых типов DCS (например, DCS 3/3/1, который объединяет функциональные возможности DCS 3/3 и DCS 3/1). Для такой DCS требования будут, как минимум, агрегированием требований к «компонентной» DCS. В местах, где отсутствует возможность автоматического перекрестного соединения, DCS будет определяться как комбинация функций, обеспечиваемых коммутационными панелями цифрового сигнала кросс-коммутации (DSX) или световодного кросс-коммутации (LGX) и банками каналов D4 или другими DS0 и выше.
Типы DCS включают, но не ограничиваются ими, DCS 1/0, DCS 3/1 и DCS 3/3, где номенклатура 1/0 обозначает интерфейсы, как правило, со скоростью DS1 или выше, а перекрестное соединение обычно со скоростью DS0. Эта же номенклатура, при соответствующей замене скорости, распространяется на другие типы DCS, специально обозначенные как 3/1 и 3/3. Типы DCS, которые перекрестно соединяют синхронный транспортный сигнал уровня 1 (STS-1 s) или другие сигналы синхронной оптической сети (SONET) (например, STS-3), также являются DCS, хотя и не обозначаются этим же типом номенклатуры.DCS может обеспечивать функциональные возможности более чем одного из вышеупомянутых типов DCS (например, DCS 3/3/1, который объединяет функциональные возможности DCS 3/3 и DCS 3/1). Для такой DCS требования будут, как минимум, агрегированием требований к «компонентной» DCS. В местах, где отсутствует возможность автоматического перекрестного соединения, DCS будет определяться как комбинация функций, обеспечиваемых коммутационными панелями цифрового сигнала кросс-коммутации (DSX) или световодного кросс-коммутации (LGX) и банками каналов D4 или другими DS0 и выше. мультиплексирующее оборудование, используемое для обеспечения функции ручного перекрестного соединения.Взаимодействие осуществляется между DSX или LGX и коммутатором, другим перекрестным подключением или другим устройством сервисной платформы.
мультиплексирующее оборудование, используемое для обеспечения функции ручного перекрестного соединения.Взаимодействие осуществляется между DSX или LGX и коммутатором, другим перекрестным подключением или другим устройством сервисной платформы.
Электрооборудование означает подземное оборудование, которое содержит диэлектрическую жидкость, необходимую для работы такого оборудования, как трансформаторы и подземный электрический кабель.
Местоположение торгового автомата означает комнату, корпус, пространство или зону, где установлены и работают один или несколько ТОРГОВЫХ МАШИН, а также складские помещения и зоны в ПОМЕЩЕНИИ, которые используются для обслуживания и обслуживания ТОРГОВЫХ МАШИН.
Маски спектральной плотности мощности (PSD) – это графические шаблоны, которые определяют пределы плотностей мощности сигнала в диапазоне частот, позволяющие различным технологиям сосуществовать в непосредственной близости в рамках одних и тех же связующих групп.
самолет означает летательный аппарат тяжелее воздуха с механическим приводом, подъемная сила которого в полете создается главным образом за счет аэродинамических реакций на поверхностях, которые остаются неподвижными в данных условиях полета;
Flowgate означает репрезентативное моделирование объектов или групп объектов, которые могут выступать в качестве потенциальных точек ограничения.
Домик – это небольшой одноэтажный дом простой конструкции, который сдается в аренду посуточно или еженедельно.
Спутник означает любой спутник, принадлежащий Эмитенту или любой из его Ограниченных дочерних компаний, и любой спутник, приобретенный Эмитентом или любой из его Ограниченных дочерних компаний в соответствии с условиями Соглашения о покупке спутников, независимо от того, находится ли такой спутник в процессе производства , доставлен к запуску или находится на орбите (в рабочем состоянии или нет).
Фильтр означает, что материал, помещенный в полезный луч, предпочтительно поглощает выбранные излучения.
Тележка означает компьютерную транскрипцию в реальном времени с использованием специального оборудования для дословной транскрипции разговорного английского языка в реальном времени на письменный английский язык, который можно просматривать на экране компьютера или проецировать на большой экран. [PL 2003, c . 685, §2 (НОВИНКА).]
Подстанция означает устройство, которое соединяет систему сбора электричества WECS и увеличивает напряжение для соединения с линиями электропередачи коммунального предприятия.
TELRIC означает общие долгосрочные дополнительные затраты на элемент.
Когенерация означает одновременное производство в одном процессе тепловой энергии и электрической или механической энергии;
Генератор высокого напряжения рентгеновского излучения означает устройство, которое преобразует электрическую энергию из потенциала, подаваемого рентгеновским контролем, в рабочий потенциал трубки. Устройство может также включать средства для преобразования переменного тока в постоянный, трансформаторы накала для рентгеновской трубки (ей), высоковольтные переключатели, электрические защитные устройства и другие соответствующие элементы.
Устройство может также включать средства для преобразования переменного тока в постоянный, трансформаторы накала для рентгеновской трубки (ей), высоковольтные переключатели, электрические защитные устройства и другие соответствующие элементы.
Самый верхний водоносный горизонт означает геологическую формацию, ближайшую к естественной поверхности земли, которая является водоносным горизонтом, а также нижние водоносные горизонты, которые гидравлически связаны с этим водоносным горизонтом в пределах границ собственности объекта.
Покупка и восстановление бывшего в употреблении оборудования
Покупка и восстановление бывшего в употреблении оборудования
Фото Рича Келлера Я подозреваю, что большинство читателей этой статьи в какой-то момент хотя бы подумают о покупке подержанной машины, если у них еще не было опыта.Возможность сэкономить горы труднодоступных денег имеет определенную привлекательность, особенно для увлеченных людей, которые могут вкладывать в магазин только «лишние» средства. Однако я также подозреваю, что страх (или, возможно, опыт) покупки «лимона» удерживает большинство людей от подержанного рынка. Как покупатель может быть уверен в том, что он или она получает оборудование, пригодное для использования, особенно в случае незнакомого оборудования?
Однако я также подозреваю, что страх (или, возможно, опыт) покупки «лимона» удерживает большинство людей от подержанного рынка. Как покупатель может быть уверен в том, что он или она получает оборудование, пригодное для использования, особенно в случае незнакомого оборудования?
Для тех из вас, кто меня не знает, позвольте представиться. Меня зовут Рич, и я зарабатываю на жизнь ремонтом вещей.А именно, инструменты всех видов, но особенно деревообрабатывающие. У меня также есть собственный магазин, и большая часть моей техники была куплена в таком же состоянии: старая и хорошо использованная. Кто-то старше других, кто-то больше подвергается насилию, чем используется. Но я был готов обменять какое-то время на деревообработку, какое-то время возиться, чтобы улучшить свою мастерскую. В основном это была попытка сэкономить несколько долларов, но это было не единственное развлечение. Также есть шанс приобрести часть истории, и «они просто не делают их так, как раньше.«Те же принципы и методы, которые я использую при покупке антикварных машин, можно применить к покупке любого подержанного оборудования, поэтому, если вы планируете купить подержанную машину для следующей покупки в магазине, читайте дальше!
 Келлер ремонтирует подержанную технику, чтобы заработать себе на жизнь, и видел почти все. Как и на своей дневной работе, Келлер должен взвесить время, потраченное на ремонт машины, с тем, сколько она будет стоить, когда она будет запущена и заработает. и только после этого принимайте решение, стоит ли того машина.
Келлер ремонтирует подержанную технику, чтобы заработать себе на жизнь, и видел почти все. Как и на своей дневной работе, Келлер должен взвесить время, потраченное на ремонт машины, с тем, сколько она будет стоить, когда она будет запущена и заработает. и только после этого принимайте решение, стоит ли того машина. Время ценно Первое, что нужно учитывать при покупке подержанного оборудования, – это время. Если вы не заинтересованы в том, чтобы торговать часть своего времени, чтобы сохранить часть своих денег, подержанное оборудование, вероятно, будет не лучшим опытом для вас. Я не говорю, что у каждой подержанной машины есть проблемы, но как минимум вам нужно будет потратить некоторое время на оценку потенциальных покупок и, возможно, на их настройку, когда вы вернете их домой. Подержанное оборудование также не всегда удобно размещать в одном магазине, поэтому вам нужно быть готовым немного «побегать», чтобы посмотреть на разные машины.Возможно, вам придется рассмотреть несколько вариантов покупки, прежде чем найти подходящую машину.
 Поэтому введите предложение, подготовленное для потенциального вложения времени.
Поэтому введите предложение, подготовленное для потенциального вложения времени. Состояние критическое Второе соображение при покупке подержанной техники – это состояние. Готовы ли вы купить не новую машину в коробке? Имейте в виду, что хотя некоторые подержанные машины действительно похожи на новые, большинство – нет, даже те, которые рекламируются как «как новые». Внимательно подумайте, можете ли вы жить с царапиной или вмятиной на машине, даже если цена будет подходящей.Помните, что не очень многие продавцы собираются сильно снизить цену подержанной машины из-за царапины или вмятины, если в остальном машина работает нормально. Как новый – Некоторые подержанные машины действительно похожи на новые, но пока вы не увидите их поближе, будьте скептичны. Некоторые просто выглядят новыми снаружи и могут даже столкнуться с серьезными проблемами, когда откроются.
Выглядит как древний – Некоторые части оборудования выглядят так, как будто их столкнули со скалы, но при дальнейшем осмотре оказывается, что они работают довольно хорошо. Если внешний вид не имеет значения, это отличная возможность приобрести надежную машину.
Если внешний вид не имеет значения, это отличная возможность приобрести надежную машину.
 У некоторых машин может не быть руководства из-за их возраста, но иногда можно найти фотографии, и это лучше, чем ничего.Я также люблю проверять и видеть, что машина регулярно продает за новую (если она еще доступна) или что разумная замена продается за новую. Будьте честны в своих сравнениях, если точная модель больше не доступна. Вы не будете заключать слишком много сделок с Lamborghinis, исходя из цены на подержанные Pintos.
У некоторых машин может не быть руководства из-за их возраста, но иногда можно найти фотографии, и это лучше, чем ничего.Я также люблю проверять и видеть, что машина регулярно продает за новую (если она еще доступна) или что разумная замена продается за новую. Будьте честны в своих сравнениях, если точная модель больше не доступна. Вы не будете заключать слишком много сделок с Lamborghinis, исходя из цены на подержанные Pintos. Если вы решите взглянуть на винтажную машину, нередко руководство не будет доступно, что немного усложняет задачу. Поиск в Интернете обычно дает разные изображения машины.Эти снимки обычно делаются владельцами машин, когда машины находятся в различных условиях, но они все же могут предоставить полезную информацию. Эти фотографии помогут вам определить, какие детали обычно идут в комплекте с машиной. Также комментарии владельцев могут помочь вам ознакомиться с порядком эксплуатации. Вы также можете посмотреть руководства к аналогичным машинам, чтобы понять, как они работают.
 Одним из недостатков винтажных машин является тот факт, что запчасти не доступны в готовом виде. Лично я не переживал по этому поводу при покупке своих машин.За эти годы мне пришлось сделать несколько деталей, но это было то, с чем я мог жить. Если вы не хотите или не можете изготавливать деталь (или если деталь сделана для вас), вам следует избегать бывших в употреблении машин, которые больше не производятся.
Одним из недостатков винтажных машин является тот факт, что запчасти не доступны в готовом виде. Лично я не переживал по этому поводу при покупке своих машин.За эти годы мне пришлось сделать несколько деталей, но это было то, с чем я мог жить. Если вы не хотите или не можете изготавливать деталь (или если деталь сделана для вас), вам следует избегать бывших в употреблении машин, которые больше не производятся. Подход на месте Когда я приезжаю на место, чтобы увидеть машину, я обычно начинаю с генерала. Внимательно ищите треснувшие или сломанные детали, особенно пластмассовые и металлические литые. Иногда перерывы более очевидны, чем другие, поэтому повсюду внимательно присмотритесь.Я всегда беру с собой фонарик в свои походы по магазинам, так как не хочу думать, что у меня будет достаточно света, чтобы провести тщательный осмотр. Темные гаражи – это печально известные дома для продажи подержанного оборудования, и к этому стоит подготовиться. Осмотрите машину спереди, сзади, по бокам и снизу и посмотрите, не заметите ли вы каких-либо трещин или попыток ремонта литых деталей.
 Опять же, сломанная деталь не означает, что вы не можете ее купить; это просто означает, что вы хотите изучить стоимость ремонта, прежде чем делать предложение.Одна вещь, которая может быть неочевидной, если у вас нет руководства пользователя, – это недостающие части. Если вы все же нашли руководство в Интернете, возьмите его с собой (никогда не предполагайте, что оно есть у владельца) и сравните изображения и схемы в руководстве с машиной, чтобы убедиться, что все там есть. Всегда отмечайте в руководстве любой заголовок, который гласит: «Здесь показан дополнительный аксессуар», чтобы не смущать себя, спрашивая, есть ли у владельца детали, которые никогда не поставлялись с машиной. Литые детали – Если литая пластиковая или металлическая деталь сломана, это не обязательно конец света.Вы просто должны быть уверены, что сможете без особых проблем приобрести запасную часть.
Опять же, сломанная деталь не означает, что вы не можете ее купить; это просто означает, что вы хотите изучить стоимость ремонта, прежде чем делать предложение.Одна вещь, которая может быть неочевидной, если у вас нет руководства пользователя, – это недостающие части. Если вы все же нашли руководство в Интернете, возьмите его с собой (никогда не предполагайте, что оно есть у владельца) и сравните изображения и схемы в руководстве с машиной, чтобы убедиться, что все там есть. Всегда отмечайте в руководстве любой заголовок, который гласит: «Здесь показан дополнительный аксессуар», чтобы не смущать себя, спрашивая, есть ли у владельца детали, которые никогда не поставлялись с машиной. Литые детали – Если литая пластиковая или металлическая деталь сломана, это не обязательно конец света.Вы просто должны быть уверены, что сможете без особых проблем приобрести запасную часть. Внимательно осмотрите все голые металлические поверхности и посмотрите, нет ли на них ржавчины.
 Незначительная поверхностная ржавчина не вызывает большого беспокойства, но если я где-нибудь вижу глубокие точечные выемки и сильную ржавчину, это может стать проблемой. Для очистки внутренних деталей и механизмов, таких как шестерни, шарниры и направляющие типа «ласточкин хвост», может потребоваться серьезная смазка для локтей. В сфере недвижимости есть выражение, которое здесь хорошо применимо: «Цена все решает.”Итак, пока сделка достаточно хороша, я всегда готов к покупке, но я считаю, что потраченное мной время, потраченное на чистку деревенских кустарников, является частью затрат.
Незначительная поверхностная ржавчина не вызывает большого беспокойства, но если я где-нибудь вижу глубокие точечные выемки и сильную ржавчину, это может стать проблемой. Для очистки внутренних деталей и механизмов, таких как шестерни, шарниры и направляющие типа «ласточкин хвост», может потребоваться серьезная смазка для локтей. В сфере недвижимости есть выражение, которое здесь хорошо применимо: «Цена все решает.”Итак, пока сделка достаточно хороша, я всегда готов к покупке, но я считаю, что потраченное мной время, потраченное на чистку деревенских кустарников, является частью затрат. Можно еще подшипники? Если машина проходит мой общий осмотр, я бы хотел перейти к подшипникам. Что до меня, меня вообще не волнует, есть ли в машине плохие подшипники. В конце концов, я все время исправляю подобные проблемы. Меня беспокоит следующее: могу ли я получить подшипники для машины? Если вы смотрите на что-то, сделанное за последние 20 или 30 лет или около того, это, скорее всего, не будет проблемой, но стоит заранее провести небольшое исследование.
 В большинстве производимых в настоящее время станков используются стандартные подшипники серии 6000 или 6200, которые можно легко приобрести в любом магазине подшипников, и обычно тех размеров, которые используются в деревообрабатывающем оборудовании, которое вы или я могли бы купить, менее 20 долларов. Однако некоторые старые машины используют нестандартные размеры, которые больше не производятся массово, и поэтому дороги или просто недоступны. Если бы я нашел руководство пользователя в Интернете, я, возможно, уже знал, какой тип подшипника имеет машина, но чаще всего в руководствах указывается код детали производителя, который мне ничего не говорит.На всех подшипниках есть (или, по крайней мере, изначально) номера стандартных размеров, выгравированные на них, поэтому, пока подшипник не поврежден и не заржавел настолько сильно, что вы не можете прочитать этот номер, довольно легко определить, что это такое. По этому номеру я могу заказать подшипники практически для любой машины в магазине подшипников, даже если первоначальный производитель машины прекратил свою деятельность.
В большинстве производимых в настоящее время станков используются стандартные подшипники серии 6000 или 6200, которые можно легко приобрести в любом магазине подшипников, и обычно тех размеров, которые используются в деревообрабатывающем оборудовании, которое вы или я могли бы купить, менее 20 долларов. Однако некоторые старые машины используют нестандартные размеры, которые больше не производятся массово, и поэтому дороги или просто недоступны. Если бы я нашел руководство пользователя в Интернете, я, возможно, уже знал, какой тип подшипника имеет машина, но чаще всего в руководствах указывается код детали производителя, который мне ничего не говорит.На всех подшипниках есть (или, по крайней мере, изначально) номера стандартных размеров, выгравированные на них, поэтому, пока подшипник не поврежден и не заржавел настолько сильно, что вы не можете прочитать этот номер, довольно легко определить, что это такое. По этому номеру я могу заказать подшипники практически для любой машины в магазине подшипников, даже если первоначальный производитель машины прекратил свою деятельность. Все формы и размеры – Большинство подшипников подлежат замене, хотя это не всегда так.Если они не сильно повреждены, подшипники будут помечены номером, чтобы вы могли заказать замену по разумной цене.
Все формы и размеры – Большинство подшипников подлежат замене, хотя это не всегда так.Если они не сильно повреждены, подшипники будут помечены номером, чтобы вы могли заказать замену по разумной цене. Некоторые подшипники легче увидеть в машине, чем другие. Иногда приходится разбирать половину машины, чтобы увидеть, что такое подшипник. Конечно, это невозможно при покупке подержанной машины, и вы не найдете много продавцов техники, которые позволят вам разобрать свою машину перед покупкой. Если онлайн-исследование не дает этой важной информации, вам следует очень внимательно оценить машину и действовать с осторожностью.Опять же, чем новее машина, тем выше вероятность того, что вы найдете нужные подшипники. Я имел дело с ремонтом буквально сотен машин за последнее десятилетие, и могу вспомнить только один или два случая, когда я не мог сориентироваться. Так что это случается не часто, но бывает.
Прямые валы? Когда я закончу думать о типе подшипника, я хочу попробовать прокрутить валы и посмотреть, на что они похожи.
 Как я уже сказал ранее, меня на самом деле не очень беспокоит, если подшипники немного грубые, потому что я всегда планирую замену подшипников, когда возвращаюсь домой.Я ищу концовку и поперечную игру. Очень небольшое движение вызывает беспокойство, но допустимо, если подшипник очень грубый. Некоторое движение можно отнести к износу подшипников. Однако чрезмерное движение – серьезная проблема. Если подшипник заедает, а машина продолжает работать, вал или корпус подшипника (или оба) будут повреждены и потребуют замены. Если есть возможность снять приводной ремень, я всегда так делаю. Это позволяет мне изолировать любую возможную проблему до источника.Попробуйте переместить каждый вал и / или шкив из стороны в сторону, чтобы проверить, нет ли люфта. Если вы видите движение между валом и подшипником, вы обязательно заменяете основные детали. Проблемы со шкивом – Это изношенный шкив фуговального станка. Келлер заметил разницу в 1/8 дюйма между шкивом и валом из-за того, что он ослаблен.
Как я уже сказал ранее, меня на самом деле не очень беспокоит, если подшипники немного грубые, потому что я всегда планирую замену подшипников, когда возвращаюсь домой.Я ищу концовку и поперечную игру. Очень небольшое движение вызывает беспокойство, но допустимо, если подшипник очень грубый. Некоторое движение можно отнести к износу подшипников. Однако чрезмерное движение – серьезная проблема. Если подшипник заедает, а машина продолжает работать, вал или корпус подшипника (или оба) будут повреждены и потребуют замены. Если есть возможность снять приводной ремень, я всегда так делаю. Это позволяет мне изолировать любую возможную проблему до источника.Попробуйте переместить каждый вал и / или шкив из стороны в сторону, чтобы проверить, нет ли люфта. Если вы видите движение между валом и подшипником, вы обязательно заменяете основные детали. Проблемы со шкивом – Это изношенный шкив фуговального станка. Келлер заметил разницу в 1/8 дюйма между шкивом и валом из-за того, что он ослаблен. Это стало очевидно, как только он попытался пошевелить шкивом.
Это стало очевидно, как только он попытался пошевелить шкивом. Также хочу отметить размер приводного ремня, если он есть на машине.Это стоит того, чтобы заказать замену. Ремни имеют срок службы несколько лет, после чего резина становится твердой и хрупкой, и передача усилия значительно снижается. Стандартные ремни обычно печатаются с указанием размера, начиная с A, 3L или 3V, после чего следует номер. Они характерны для машин, обычно используемых в деревообрабатывающих цехах, хотя существуют и другие размеры.
Внесите некоторые корректировки Пока я тыкаю и толкаю, мне нравится пробовать каждую настройку на машине.Вы хотите увидеть, есть ли что-нибудь жесткое или слабое. Не торопитесь и внимательно пошевелите всем, чтобы увидеть, что произойдет. Обычно движущиеся части достаточно свободны, чтобы их можно было легко перемещать, но не настолько расшатаны, чтобы раскачиваться. Движущиеся части также не должны быть настолько тугими, чтобы их нельзя было переместить.
 Если вы не уверены в том, какой должна быть жесткость или ослабление того или иного компонента, обратитесь к руководству пользователя или изучите машину в Интернете. Хорошая идея – помнить, что на данный момент машина не ваша, так что не пытайтесь так сильно проверять вещи, чтобы что-то сломать. Перемещение деталей – Если деталь должна двигаться, убедитесь в этом. Внесите все необходимые корректировки, прежде чем покупать какое-либо оборудование. Однако не давите слишком сильно, поскольку этот механизм еще не ваш, и вы не захотите его повредить.
Если вы не уверены в том, какой должна быть жесткость или ослабление того или иного компонента, обратитесь к руководству пользователя или изучите машину в Интернете. Хорошая идея – помнить, что на данный момент машина не ваша, так что не пытайтесь так сильно проверять вещи, чтобы что-то сломать. Перемещение деталей – Если деталь должна двигаться, убедитесь в этом. Внесите все необходимые корректировки, прежде чем покупать какое-либо оборудование. Однако не давите слишком сильно, поскольку этот механизм еще не ваш, и вы не захотите его повредить. Можете ли вы использовать это? – Если вы действительно можете использовать машину или даже просто включить ее, вы можете прислушаться к звукам, почувствовать чрезмерную вибрацию, почувствовать запах гари и увидеть любые искры. Просто убедитесь, что вы в безопасности, прежде чем щелкнуть выключателем.
Время принятия решения После того, как вы внимательно все рассмотрите, пора принимать решение. Взвесьте, сколько работы, по вашему мнению, потребуется машине, сколько времени вы готовы потратить и сколько денег, по вашему мнению, можно сэкономить. После осмотра некоторые машины окажутся почти как новые, и в этом случае экономия того стоит. Некоторые машины потребуют обширной работы и, следовательно, должны быть приобретены по очень низкой цене. Надеемся, что ваше исследование покажет диапазон, в котором машина обычно продается, конечно, в зависимости от состояния.Помните об этом диапазоне и справедливо оцените состояние машины, чтобы оценить, соответствует ли запрашиваемая цена.
Взвесьте, сколько работы, по вашему мнению, потребуется машине, сколько времени вы готовы потратить и сколько денег, по вашему мнению, можно сэкономить. После осмотра некоторые машины окажутся почти как новые, и в этом случае экономия того стоит. Некоторые машины потребуют обширной работы и, следовательно, должны быть приобретены по очень низкой цене. Надеемся, что ваше исследование покажет диапазон, в котором машина обычно продается, конечно, в зависимости от состояния.Помните об этом диапазоне и справедливо оцените состояние машины, чтобы оценить, соответствует ли запрашиваемая цена. Это охватывает процесс оценки машины. В следующем выпуске я поделюсь некоторыми полезными методами восстановления машин. Я посмотрю на очистку от ржавчины, методы покраски и замену ремней и подшипников.
Статьи по теме
Все бывшие в употреблении Mikron Mahcines были проверены и обновлены . .. Подробнее .. Подробнее Новое поколение формовочного станка … Когда инженеры MIKRON разрабатывали фрезерный станок и фрезерный станок MIKRON M652R, они позаботились о том, чтобы они сохранили все те же мощные особенности MIKRON M645. Потом добавили возможности роутинга. Это означает, что всего за несколько простых шагов вы можете заменить шпиндель на крепление для фрезера, что даст вам возможность легко фрезеровать вставки и каналы как на прямых, так и на изогнутых карнизах – идеально подходит для окон, зеркал, картин, картин, шкафов и т. Д. двери, пол и многое другое! И это только часть возможностей M652R. … ПодробнееДостигая новых высот в искусстве лепки … MIKRON M645 Multi-Moulder – это универсальная формовочная машина, способная обрабатывать самые разные результаты. MIKRON M645 разработан для удовлетворения самых взыскательных требований: от простых прямых профилей, изогнутых профилей, круглых профилей до направляющих и лестниц.
Лучший новый деревообрабатывающий станок для архитектурного ламинирования на сегодняшний день! Наша новая машина для производства эллиптических / арочных стеллажей получила восторженные отзывы на выставке Ассоциации поставщиков деревообрабатывающей и мебельной промышленности в Лас-Вегасе в 2007 году. … Подробнее Производственная мощность – вот что движет MIKRON R200 Automatic Rosette Maker и , производящим до 500 розеток в час. | |||
 Создавайте совершенно новые стили литья или используйте MIKRON M645 для соответствия существующим лепным украшениям, включая реставрацию оригинальных архитектурных стилей, разработанных за последние несколько сотен лет.Его возможностям нет предела.
Создавайте совершенно новые стили литья или используйте MIKRON M645 для соответствия существующим лепным украшениям, включая реставрацию оригинальных архитектурных стилей, разработанных за последние несколько сотен лет.Его возможностям нет предела. с этим мощным инструментом – это несложно. Производительность. Переносимость. Надежность. Ключевые слова, которые являются синонимами MIKRON R200.
с этим мощным инструментом – это несложно. Производительность. Переносимость. Надежность. Ключевые слова, которые являются синонимами MIKRON R200.▷ Продажа подержанного деревообрабатывающего оборудования
На Trademachines.com вы можете найти 7538 предложений подержанного деревообрабатывающего оборудования на продажу или на аукционах по всему миру.Посмотрите на себя ниже и свяжитесь с продавцами напрямую!Типы и применение деревообрабатывающих станков
Древесина – универсальный материал
Дерево – универсальный материал с лучшими возможностями обработки
Древесина обладает рядом характеристик, которые нельзя найти в других материалах. Например, это единственный материал, который может сочетать в себе атрибуты, которые подходят как для статического использования, так и для изоляции. Дерево также легче обрабатывать, чем металл, так как оно не твердое и не плотное.Существует множество вариантов, из которых деревообрабатывающих станков можно использовать для обработки древесины и древесных материалов.
Формовочные станки по дереву
Древесина формируется с помощью нескольких различных деревообрабатывающих инструментов . Так как древесину перед обработкой всегда разрезают на прямоугольную форму, пилы – первые деревообрабатывающие станки , которые будут использоваться при обработке древесины. Деревообрабатывающее оборудование используется для преобразования круглых стволов и стволов неправильной формы в желаемые доски и требуемые балки.Для этого процесса доступно множество ручных деревообрабатывающих инструментов, из которых бывших в употреблении станков по дереву, – это ленточные пилы, дисковые пилы, , цепные пилы и торцовочные пилы.
От панели к заготовке
Для обработки древесины можно использовать фрезерный станок с ЧПУ. Они доступны в диапазоне от простых 3-осных систем до 7-осных. Это позволяет придавать индивидуальным деревянным заготовкам из небольшой серии желаемую форму. Комплектные деревообрабатывающие обрабатывающие центры с ЧПУ используются для придания любой формы деревянным заготовкам.Профилирующие машины особенно эффективны и используются, в частности, для придания деревянным заготовкам желаемых форм. К ним относятся окна и рамы.
Подержанное деревообрабатывающее оборудование на онлайн-аукционах и у подержанных дилеров – цены и наличие
Продавцы подержанных товаров – отличный источник покупок в Интернете, который позволяет пользователям покупать товары за небольшую часть стоимости новых и других бывших в употреблении товаров, продаваемых по фиксированной ставке. Деревообрабатывающее оборудование б / у Продавцы – идеальный ресурс для поиска станков по дереву для вашего столярного цеха.
Преимущества деревообрабатывающих онлайн-аукционов становятся еще более важными, когда вы ищете единственный деревообрабатывающий станок или инструмент, но вы не смогли найти подходящую подержанную модель на местном уровне.
Независимо от того, выбираете ли вы подержанные инструменты или промышленные онлайн-аукционы для покупки своих изделий из дерева, по-прежнему стоит покупать подержанные деревообрабатывающие инструменты , о которых с любовью заботятся их владельцы.
Altendorf, Felder, Minimax – Деревообрабатывающее оборудование от ведущих производителей
Покупка подержанного не означает, что вы должны соглашаться на худшее качество.На TradeMachines большой выбор подержанного деревообрабатывающего оборудования от признанных производителей. Если вы ищете пилы, строгальные станки или шлифовальные станки, вы можете найти лучшее предложение на нашем веб-сайте.
Деревообрабатывающее оборудование на продажу
Деревообрабатывающее оборудование на продажу | Промышленные излишки HGR Промышленные излишки Деревообработка – HGR Inc.COVID-19: пожалуйста, ознакомьтесь с нашими обновлениями здесь.
COVID-19: пожалуйста, ознакомьтесь с нашими обновлениями здесь.
Сортировать по:
Выберите … Дата: от новых к старымДата: от старых к новейшимПроизводитель: A-ZПроизводитель: Z-APЦена: от самого высокого до самого низкогоЦена: от самого низкого до самого высокого Название: A-Z Название: Z-A Посмотреть больше информации| Инвентарный номер 0821-091-0076 | Производитель Rand-bright |
| Вместимость | Номер модели |
| Серийный номер | Кол-во 1 |
| Ряд между рядами 13A | Залив 1700 |
| Электрооборудование | Вес (фунты) 2033 |
| Категория Деревообработка | Марка Год |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0921-003-0170 | Производитель Stanley |
| Вместимость | Номер модели LM24034ETAAD |
| Серийный номер | Кол-во 1 |
| Ряд между рядами 03A | Залив 2412 |
| Электрооборудование | Вес (фунты) 13 |
| Категория Деревообработка | Марка Год |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0921-038-0001 | Производитель Komo |
| Вместимость | Номер модели VR510MACh2 |
| Серийный номер 41259-07-01-02 | Кол-во 1 |
| Ряд между рядами 08A | Залив 2600 |
| Электрооборудование 3/60/480 | Вес (фунты) 7015 |
| Категория Деревообработка | Марка Год 2002 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0921-046-0003 | Производитель Shop Bot |
| Вместимость | Номер модели |
| Серийный номер | Кол-во 1 |
| Ряд между рядами 11B | Залив 2600 |
| Электрооборудование | Вес (фунты) 1305 |
| Категория Деревообработка | Марка Год |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0921-046-0001 | Производитель C.  р. Онсруд р. Онсруд |
| Вместимость | Номер модели 144C12D |
| Серийный номер 14421101 | Кол-во 1 |
| Ряд между рядами 11A | Залив 3200 |
| Электрооборудование 3/60/230 | Вес (фунты) 8800 |
| Категория Деревообработка | Марка Год 2002 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-181-0018 | Производитель Tigerstop |
| Объем 218 дюймов л | Номер модели |
| Серийный номер | Кол-во 1 |
| Ряд между рядами 14A | Залив 3400 |
| Электрооборудование | Вес (фунты) 450 |
| Категория Деревообработка | Марка Год |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-181-0007 | Производитель Rockwell – International |
| Вместимость | Номер модели 22460 |
| Серийный номер 177 | Кол-во 1 |
| Ряд между рядами 12A | Залив 3000 |
| Электрооборудование 3/60/230/460 | Вес (фунты) 1200 |
| Категория Деревообработка | Марка Год 1984 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-181-0012 | Производитель Perfect Technology |
| Грузоподъемность РЕМЕНЬ 4 “Ш X 56” ДЛИН | Номер модели |
| Серийный номер 112206.  2 2 | Кол-во 1 |
| Ряд между рядами 12B | Залив 2100 |
| Электрооборудование 3/60/208/230/460 | Вес (фунты) 500 |
| Категория Деревообработка | Марка Год |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-140-0002 | Производитель Holz-her |
| Вместимость | Номер модели 1405 |
| Серийный номер 1120 | Кол-во 1 |
| Ряд между рядами 02A | Залив 1000 |
| Электрооборудование 3/60/230/415 | Вес (фунты) 2085 |
| Категория Деревообработка | Марка Год 1988 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-157-0001 | Производитель Timesavers Inc.  |
| Объем 36 “ | Номер модели 137-1 HPM / 75 |
| Серийный номер 22089M | Кол-во 1 |
| Ряд между рядами 08A | Залив 1300 |
| Электрооборудование 3/60/208/230/460 | Вес (фунты) 2380 |
| Категория Деревообработка | Марка Год |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-165-0012 | Производитель Vitap |
| Вместимость | Номер модели RC91 |
| Серийный номер 601976 | Кол-во 1 |
| Ряд между рядами 12B | Залив 3000 |
| Электрооборудование 3/60/230 | Вес (фунты) 340 |
| Категория Деревообработка | Марка Год 2006 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-165-0011 | Производитель Masterwood |
| Вместимость | Номер модели 317EX |
| Серийный номер 9 | |
| Кол-во 1 | |
| Ряд между рядами 05A | Залив 3400 |
| Электрооборудование 3/60/230 | Вес (фунты) 6525 |
| Категория Деревообработка | Марка Год 1999 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-165-0003 | Производитель Scmi |
| Вместимость | Номер модели T110 |
| Серийный номер SS31-1-91 | Кол-во 1 |
| Ряд между рядами W7B | Залив |
| Электрооборудование 3/60/230 | Вес (фунты) 730 |
| Категория Деревообработка | Марка Год 1994 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-165-0001 | Производитель Koch |
| Вместимость | Номер модели SPRINT-PTP-3/3100 |
| Серийный номер A0710 / 7669 | Кол-во 1 |
| Ряд между рядами 10B | Залив 2600 |
| Электрооборудование 3/60/480 | Вес (фунты) 2645 |
| Категория Деревообработка | Марка Год 2007 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0721-086-0009 | Производитель Cehisa |
| Вместимость | Номер модели BRYKOT |
| Серийный номер 15113 | Кол-во 1 |
| Ряд между рядами 12B | Залив 2000 |
| Электрооборудование 3/60/230 | Вес (фунты) 1060 |
| Категория Деревообработка | Марка Год |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-165-0006 | Производитель Ayen |
| Вместимость | Номер модели LMB32-23 |
| Серийный номер 8619103 | Кол-во 1 |
| Ряд между рядами 12B | Залив 3100 |
| Электрооборудование 3/60/230 | Вес (фунты) 640 |
| Категория Деревообработка | Марка Год 1986 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0721-235-0005 | Производитель Grizzly |
| Вместимость 4 1/2 “X 23” | Номер модели G1066R |
| Серийный номер 1601982 | Кол-во 1 |
| Ряд между рядами 12B | Залив 2800 |
| Электрооборудование 1/60/440 | Вес (фунты) 430 |
| Категория Деревообработка | Марка Год 2017 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0721-213-0001 | Производитель Ekstrom-carlson & Co.  |
| Объем ГОРЛО 28 дюймов | Номер модели 434 |
| Серийный номер 44-4-434-3-29-74 | Кол-во 1 |
| Ряд между рядами 12A | Залив 1400 |
| Электрооборудование | Вес (фунты) 2450 |
| Категория Деревообработка | Марка Год 1974 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-092-0001 | Производитель Экономия времени |
| Вместимость | Номер модели 252-3 |
| Серийный номер 21009 T | Кол-во 1 |
| Ряд между рядами 01B | Залив 1100 |
| Электрооборудование 3/60/208/230/460 | Вес (фунты) 9110 |
| Категория Деревообработка | Марка Год 1992 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-087-0002 | Производитель Delta |
| Вместимость | Номер модели |
| Серийный номер | Кол-во 1 |
| Ряд между рядами 12B | Залив 1800 |
| Электрооборудование 1/60/230 | Вес (фунты) 465 |
| Категория Деревообработка | Марка Год |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-087-0001 | Производитель Grizzly |
| Вместимость | Номер модели G1026 |
| Серийный номер 066615 | Кол-во 1 |
| Ряд между рядами 12B | Залив 2000 |
| Электрооборудование 1/60/220 | Вес (фунты) 465 |
| Категория Деревообработка | Марка Год 2002 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-028-0035 | Производитель |
| Вместимость | Номер модели |
| Серийный номер | Кол-во 1 |
| Ряд между рядами 13B | Залив 3300 |
| Электрооборудование | Вес (фунты) 1265 |
| Категория Деревообработка | Марка Год |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0821-032-0008 | Производитель Магазин Fox |
| Вместимость | Номер модели W1728 |
| Серийный номер 000719 | Кол-во 1 |
| Ряд между рядами 12B | Залив 1800 |
| Электрооборудование | Вес (фунты) 150 |
| Категория Деревообработка | Марка Год 2006 |
| Местоположение Евклид, Огайо | |
| Инвентарный номер 0721-215-0002 | Производитель Mereen-johnson |
| Вместимость | Номер модели DOVETAIL |
| Серийный номер MJ6145 | Кол-во 1 |
| Ряд между рядами 12A | Залив 1500 |
| Электрооборудование 208/230/460 | Вес (фунты) 1770 |
| Категория Деревообработка | Марка Год |
| Местоположение Евклид, Огайо | |
