Выбор направляющих для станка с ЧПУ
В данной статье будут рассмотрены виды направляющих для станка с ЧПУ, их основные особенности и преимущества.
НАПРАВЛЯЮЩИЕ ПОЛИРОВАННЫЕ ВАЛЫ
Самый распространенный и бюджетный вид направляющих. Отличается низкой стоимостью, легкостью обработки и установки.
Полированные валы изготавливаются из высоколегированных сталей, как правило — конструкционных подшипниковых, и проходят индукционную закалку поверхности с последующей шлифовкой.
Это обеспечивает продолжительное время работы и сопутствует меньшему износу вала.
Шлифованные валы имеют идеальную поверхность и обеспечивают движение с очень маленьким трением.
Валы крепятся только в 2 точках на концах, и поэтому монтаж их не представляет особой сложности.
Полированные валы
Однако многие недобросовестные производители часто делают валы из дешевых и мягких сортов высокоуглеродистых сталей, пользуясь тем, что покупатель не всегда обладает средствами для проверки вида материала и его твердости.
К недостаткам полированных валов относятся:
1. Отсутствие крепления к станине.
Вал крепится в двух точках на концах — это облегчает монтаж направляющих, однако приводит к тому, что направляющие устанавливаются независимо от рабочей поверхности стола. В то же время в портальных станках крайне желательно ставить направляющие в жесткой связи со столом. Такая связь снижает погрешности обработки, если рабочий стол подвергался искривлению, «повело винтом» — направляющие, повторяя изгибы стола, нивелируют часть погрешности.
Крепление вала
2. Провисание на большой длине.
На практике из-за провисания валы используют длиной не более 1 метра. Кроме того, важно отношение диаметра вала к его длине — для получения приемлемых результатов его значение должно быть не менее 0.
Виды линейных подшипников на вал:
1. Шариковые втулки
Линейные подшипники качения имеют большие люфты по сравнению с каретками рельсовых направляющих и меньшие нагрузочные характеристики.
Помимо этого для защиты от поворота каретки необходимо использовать как минимум два направляющих вала на одну ось. Недостатки линейных подшипников качения:
- Низкая грузоподъемность.
- Cледствие предыдущего пункта, а также конструктивного строения линейных подшипников.
- Каждый шарик линейного подшипника касается вала в одной точке, что создает очень высокое давление. Со временем шарики могут прокатать канавку на валу, после чего вал подлежит замене.
Шариковые втулки
- Люфт
- Бюджетные линейные подшипники многими производителями изготавливаются зачастую с весьма существенным люфтом.
- Достаточно чувствительны к пыли и стружке на валу
2. Линейные подшипники скольжения
Втулки скольжения используют трение скольжения и изготавливаются из бронзы, латуни, капролона и иных материалов.
При должном соблюдении допусков бронзовый подшипник скольжения не уступает подшипнику качения в точности и грузоподъемности, и при этом легче переносит пыль и стружку. Однако необходимо быть уверенным, что вы всегда сможете достать материал для подшипника и обработать его как нужно.
Кроме того, периодически, по мере износа подшипник скольжения приходится подгонять для устранения зазоров.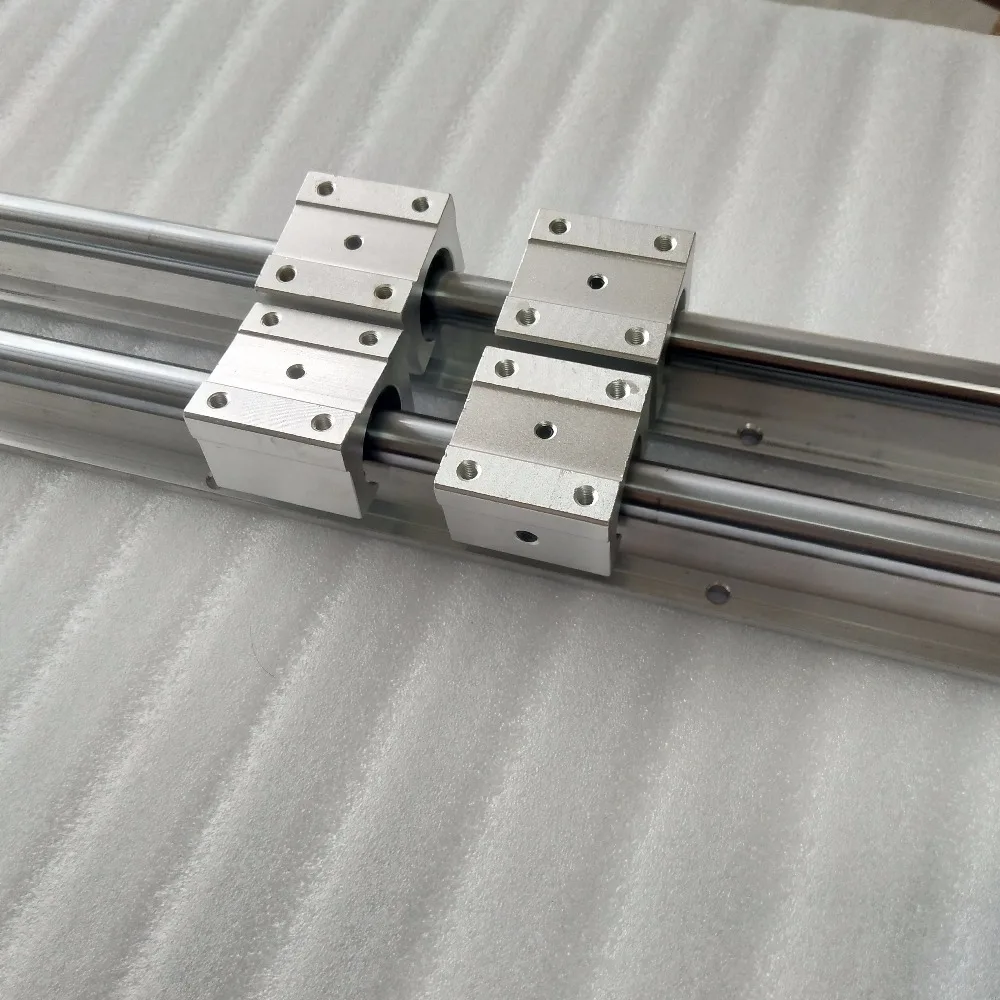 В большинстве случаев шариковая втулка предпочтительней для начинающих, по причине их высокой доступности и взаимозаменяемости.
В большинстве случаев шариковая втулка предпочтительней для начинающих, по причине их высокой доступности и взаимозаменяемости.
ШЛИЦЕВЫЕ ВАЛЫ (BALL SPLINE)
Шлицевые валы имеют специальные дорожки качения для шариков втулки. Они более износостойкие и жесткие, чем обычные валы, а также могут воспринимать крутильные усилия с втулки.
Сочетая в себе преимущества монтажа валов, износостойкость профильных рельсов с возможностью создания натяга, шлицевые валы находят применение там, где требуется монтаж направляющих исключительно на концах.
Однако, из-за их существенно более высокой стоимости (по сравнению с полированными валами) они редко применяются в строении обычных станков.
Шлицевый вал
ВАЛЫ НА ОПОРЕ
Линейные валы на опорах (цилиндрические рельсы) служат для поддержки направляющей по всей длине, что предотвращает её прогиб под воздействием нагрузки или собственного веса при большой длине и массе движущейся каретки.
Цилиндрические рельсы крепятся непосредственно на станок.
Отверстия с резьбой в опоре выполнены специально для удобного крепления и обеспечивают надежную фиксацию направляющей на станине.
Цилиндрические рельсы имеют общие недостатки с полированными валами — высокий люфт у втулок, недолговечность. Однако цилиндрические рельсы уже не провисают на длине, и имеют большую грузоподъемность.
Вал на опоре
В отличие от линейных подшипников на валы, каретки на цилиндрические рельсы реагируют на разнонаправленные нагрузки по-разному.
Это происходит потому, что шариковые втулки на вал — замкнутые по контуру, а каретки на рельсы — нет. Этот эффект может привести, например, к тому, что небольшой станок с тяжелым шпинделем на цилиндрических рельсах может показать точность хуже, чем аналогичная конструкция на валах.
Валы и цилиндрические рельсы просты в производстве. По этой причине существует множество именитых и безымянных производителей данного продукта, и качество, и параметры разнятся соответственно в весьма широких пределах. Бывает так, что каретки одного и того же безымянного производителя не подходят к его же валам из другой партии.
ШАРИКОВЫЕ ПРОФИЛЬНЫЕ РЕЛЬСОВЫЕ НАПРАВЛЯЮЩИЕ
Профильные рельсовые направляющие используются там, где требуется высокая точность. Так же как и цилиндрические, профильные рельсы крепятся непосредственно на станину станка.
В профильных рельсах сделаны специальные дорожки качения. В результате нагрузка на каретку распределяется по рабочей поверхности дорожек качения равномерно — профиль касания шарик-рельс уже не точка, а дуга.
Профильные рельсы отличаются высокой точностью и прямолинейностью, отменной грузоподъемностью, высокой износоустойчивостью, низким люфтом или полным его отсутствием.
Недостатком профильных направляющих является высокие требования к шероховатости и прямолинейности места крепления, а также сложность установки.
Шариковая направляющая
Как правило, рельсы и каретки выпускаются в нескольких вариантах – с преднатягом и грузоподъемностью разной степени.
Классическим примером могут служить рельсовые направляющие Hiwin и THK.
Профильные рельсы сложны и дороги в производстве, поэтому производителей рельсов меньше, чем производителей валов. Они, как правило, дорожат своей репутацией, потому качество профильных рельсов гораздо стабильней.
Мы рекомендуем всегда, когда это возможно, использовать именно профильные рельсовые направляющие известных брендов для построения станков с ЧПУ.
РОЛИКОВЫЕ ПРОФИЛЬНЫЕ РЕЛЬСОВЫЕ НАПРАВЛЯЮЩИЕ
Роликовые рельсы являются подвидом профильных направляющих, у которых дорожки качения — плоские, а вместо шариков в опорных модулях использованы ролики.
Это позволило увеличить жесткость направляющей, грузоподъемность и долговечность.
Роликовые направляющие используются в высоконагруженных металлообрабатывающих станках с ЧПУ, предназначенных для фрезеровки черных металлов, стали, камня.
Вряд ли Вы ищете именно такие направляющие, иначе Вы бы не читали данную статью.
Роликовая направляющая
НАПРАВЛЯЮЩИЕ “ЛАСТОЧКИН ХВОСТ”
И ПРИЗМАТИЧЕСКИЕ НАПРАВЛЯЮЩИЕ
Этот вид направляющих применяется там, где нужна очень высокая жесткость, например, в промышленных металлообрабатывающих станках.
В направляющих типа «ласточкин хвост» контактирующие поверхности плоской формы скользят друг по другу, чем достигается большая площадь контакта.
«Ласточкин хвост» не является съемным, а выполняется в виде единого целого со станиной.
Изготовление, так же как и ремонт «ласточкина хвоста» — весьма сложная и трудемкая операция, а замене ЛХ не подлежит.
«Ласточкин хвост» практически не используется в хоббийном станкостроении по упомянутой совокупности причин.
V-образная направляющая
ПОДВОДЯ ИТОГИ
При выборе направляющих обращайте внимания на следующие моменты:
- вал вал и бронзовая втулка — низкая жесткость и грузоподъемность, ограниченная точность, необходимость в периодической подгонке, низкая цена, малая доступность готовых изделий на рынке. Вал провисает при большой длине.
- вал и пластмассовая втулка — низкая жесткость и грузоподъемность, низкая точность, необходимость в периодической подгонке, низкая цена, высокий износ, малая доступность готовых изделий на рынке. Вал провисает при большой длине.
Роликовая профильная направляющая
- Вал и шариковая втулка — низкая жесткость и грузоподъемность, ограниченная точность, средняя стоимость.
 Вал провисает при большой длине. Используются в хоббийных станках и станках среднего класса.
Вал провисает при большой длине. Используются в хоббийных станках и станках среднего класса. - Вал на опоре и шариковая втулка — средняя жесткость и грузоподъемность, ограниченная точность, средняя стоимость. Рельс повторяет деформации станины, нивелируя погрешность. Используются в хоббийных станках и станках среднего класса.
- Профильные направляющие — высокая жесткость, точность, износостойкость, высокая грузоподъемность, не требуется регулировка, высокая стоимость. Немаловажный фактор — сложность монтажа профильных направляющих и необходимость соответствующей подготовки монтажных поверхностей. Используются в станках среднего и промышленного класса.
 Вал провисает при большой длине. Используются в хоббийных станках и станках среднего класса.
Вал провисает при большой длине. Используются в хоббийных станках и станках среднего класса.Если Вы все прочитали, но ситуация не стала яснее, в заключение несколько конкретных рекомендаций:
- Если на станке планируется фрезеровать металлы или камень — альтернативы профильным рельсам нет.
- Если ваш станок будет иметь рабочее поле больше, чем 0,7 кв. м, лучше всего также применить профильные направляющие.
- Если ваш станок имеет рабочее поле меньше, чем формат А4, планируется обрабатывать мягкие материалы — подойдут валы диаметром 16–25 мм.
- Если Вы все еще затрудняетесь с выбором, обратитесь за консультацией к нашим специалистам.
Направляющие скольжения станков | Детали станков
Наибольшее распространение имеют четыре типа сечений направляющих прямолинейного движения:
- прямоугольные (рис. 42, а)
- треугольные (призматические) (рис. 42, б)
- трапециевидные (ласточкин хвост) (рис. 42, в)
- круглые (рис. 42, г),
- комбинированные из перечисленных.
Эти сечения могут иметь охватывающую и охватываемую формы.
В зависимости от нагрузки, скорости, типа смазки и масло-распределения направляющие движения подач могут работать в режимах граничного, смешанного трения и трения со смазкой.
Рис. 42. Типы направляющих скольжения
При самых малых скоростях движения (до 50…100 мм/мин) направляющие работают в режиме граничного трения. Действующие в стыке нагрузки приводят к разрыву слоя смазки, возникновению трения без смазки* возрастанию сопротивления силе тяги и, как следствие, возникновению скачкообразного движения.
При более высоких скоростях в направляющих возникает смешанное трение. Оно характеризуется тем, что на подвижный узел действует гидродинамическая подъемная сила, которая воспринимает часть нагрузки, но не обеспечивает полного разделения слоем смазки поверхностей трения. При смешанном трении необходимо различать коэффициент трения ft покоя и меньший по величине коэффициент трения fv движения.
Коэффициент трения покоя в паре чугун-чугун 0,21…0,28 при обычных маслах, а при антискачковом масле ИНС снижается до 0,075…0,09, в паре фторопласт – чугун 0,04…0,06. Разность коэффициентов трения покоя и движения Δf = ft – fv, для традиционных материалов (сталь, чугун) и обычных масел в среднем Δf = 0,09.
Погрешность остановки узла определяется зависимостью
Δ = (1÷2) (ΔТ/jпр) = (1÷2) (ΔfN/jпр),
где ΔТ – разность сил трения покоя и движения, Н; N- нормальная нагрузка, Н; jпр – жесткость привода, Н/мкм. Для пар чугун-чугун, чугун-сталь при массе узла 1000 кг и жесткости привода 100-150 Н/мкм погрешность остановки может достигать 0,01-0,02 мм. Уменьшение погрешности остановки узлов до 1 – 3 мкм и неравномерности медленных движений могут быть достигнуты за счет сокращения разности коэффициентов трения покоя и движения и устранения зазоров в передаче движения и повышения жесткости привода подач. Первое направление реализуется при использовании специальных материалов для направляющих и антискачковых смазок, перехода на гидростатические направляющие и направляющие качения. Второе связано с применением в конструкции приводов подач коротких беззазорных кинематических цепей.
Похожие материалы
| Полный перечень модулей и комплектующих для линейных направляющих с подшипниками-роликами INA производства Schaeffler Group, который Вы можете купить в Барс-Гидравлик Групп: | |
| Каретки | Описание |
| LFCL | Полая каретка, беззазорная. Возможно коррозионностойкое исполнение. Возможно коррозионностойкое исполнение. |
| LFL..-SF | Открытая каретка, стандартное исполнение, беззазорная. Возможно коррозионностойкое исполнение. |
| LFL..-E-SF | Открытая каретка, широкое, удлиненное исполнение, беззазорная. Возможно коррозионностойкое исполнение. |
| LFLL..-SF | Каретка с плавающими подшипниками-роликами, беззазорная. |
| LFKL..-SF | Компактная каретка, беззазорная. Возможно коррозионностойкое исполнение. |
| LFKL..-E-SF | Компактная каретка, широкое, удлиненное исполнение, беззазорная. Возможно коррозионностойкое исполнение. |
| LFKL..-EE-SF | Компактная каретка, широкое, удлиненное исполнение, беззазорная. Возможно коррозионностойкое исполнение. |
| LFDL..-B | Поворотная каретка. Возможно коррозионностойкое исполнение. |
| LFDL..-SF | Поворотная каретка, беззазорная. Возможно коррозионностойкое исполнение. |
| Направляющие рельсы | Описание |
| LFS | Сплошной профиль, с двумя направляющими валиками. Возможно коррозионностойкое исполнение. |
| LFS..-C | Полый профиль, с двумя направляющими валиками. Возможно коррозионностойкое исполнение. |
| LFS..-CE | Полый профиль, половинное расстояние между крепежными отверстиями, с двумя направляющими валиками. Возможно коррозионностойкое исполнение. |
| LFS..-E | Сплошной профиль, с двумя направляющими валиками. Возможно коррозионностойкое исполнение. |
| LFS..-EE | Сплошной профиль, с двумя направляющими валиками. Возможно коррозионностойкое исполнение. |
| LFS..-F | Плоский сплошной профиль, с двумя направляющими валиками. Возможно коррозионностойкое исполнение. |
| LFS..-FE | Плоский сплошной профиль, половинное расстояние между крепежными отверстиями, с двумя направляющими валиками. Возможно коррозионностойкое исполнение. |
| LFS..-N | Сплошной профиль, с Т-образным пазом, с двумя направляющими валиками. Возможно коррозионностойкое исполнение. |
| LFS..-NZZ | Сплошной профиль, с Т-образным пазом и боковыми пазами, с двумя направляющими валиками. Возможно коррозионностойкое исполнение. |
| LFS..-M | Полый профиль, с крепежными пазами, с двумя направляющими валиками. Возможно коррозионностойкое исполнение. |
| LFS..-FH | Полурельс плоского сплошного профиля, с одним направляющим валиком. Возможно коррозионностойкое исполнение. |
| LFS..-FHE | Полурельс плоского сплошного профиля, половинное расстояние между крепежными отверстиями, с одним направляющим валиком. Возможно коррозионностойкое исполнение. |
| LFS..-FHEE | Полурельс плоского сплошного профиля, уменьшенное расстояние между крепежными отверстиями, с одним направляющим валиком. Возможно коррозионностойкое исполнение. |
| LFSR..-St | Дуговой сегмент сплошного профиля. Возможно коррозионностойкое исполнение. |
| LFS..-OV..-VBS | Дуговые сегменты сплошного профиля. Возможно коррозионностойкое исполнение. |
| Направляющие ролики | Описание |
| LFR..-2Z | Фиксированные подшипники-ролики, двухрядные, щелевое уплотнение с двух сторон. |
| LFR..-2RS-RB | Фиксированные подшипники-ролики, двухрядные, контактные уплотнения с двух сторон, коррозионностойкое исполнение. |
| LFR..-2RSR-NA | Плавающие подшипники-ролики, контактные уплотнения с двух сторон, с внутренним кольцом. |
LFRI.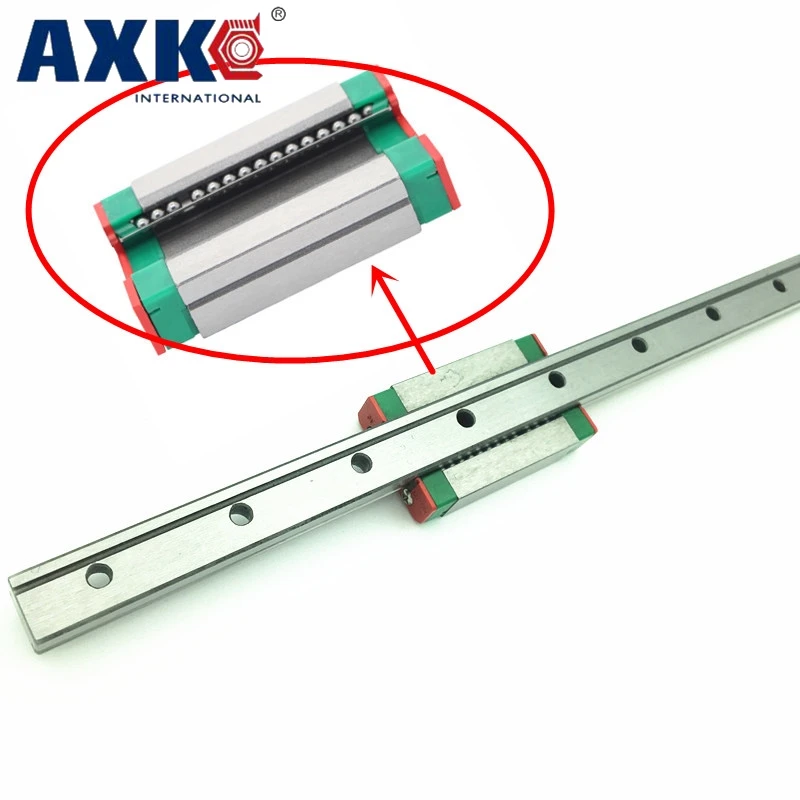 .-2Z .-2Z |
Фиксированные подшипники-ролики, двухрядные, щелевое уплотнение с двух сторон. |
| Цапфы | Описание |
| LFZ | Центрические цапфы для направляющих роликов LFR. |
| LFZ..-A1 | Центрические цапфы для направляющих роликов LFR. |
| LFE | Эксцентрические цапфы для направляющих роликов LFR. |
| LFE..-A1 | Эксцентрические цапфы для направляющих роликов LFR. |
| Принадлежности для для линейных направляющих с подшипниками-роликами INA | |
| Соединители для рельс | Описание |
| VBS | Подходят для всех несущих рельсов LF. Рельсы с круглой дугой поставляются в стандартной комплектации с соединителем рельсов. Ударные прямые рельсы опционально доступны с соединителями рельсов. VBS уменьшает шум при ударе, увеличивает срок службы направляющей и повышает надежность работы. |
| Концевые пластины | Описание |
| ANS.LFS | Торцевые пластины предотвращают блуждание вала, которое может произойти в неблагоприятных условиях на всех несущих рейках, имеющих алюминиевый несущий корпус, в который вкатан или запрессован стальной вал. |
| Скребок питатель | Описание |
| AB.W | Устройство для смазки и очистки направляющих рельсов LFS. |
| AB | Устройство для смазки и очистки кареток LFL. |
| AB.LFLL | Устройство для смазки и очистки кареток LFLL. |
| Смазочные/защитные узлы | Описание |
| AB.LFR | Смазочно-защитные колпачки для LFCL. Состоят из пластикового корпуса и надеваются снизу на роликовый валик. С обеих сторон в них вставлены войлоки, пропитанные маслом NSF h2. При необходимости могут быть повторно смазаны через смазочный ниппель. При необходимости могут быть повторно смазаны через смазочный ниппель. |
| AB.LFL | Смазочно-защитные колпачки для LFL20. Состоят из пластикового корпуса и надеваются снизу на роликовый валик. С обеих сторон в них вставлены войлоки, пропитанные маслом NSF h2. При необходимости могут быть повторно смазаны через смазочный ниппель. |
| Защитные планки | Описание |
| ABAL | Накладки ABAL изготовлены из пластика и могут быть прикреплены к бокам тележки LFL..- SF винтами. Накладка дополняет скребок питатель для LFL |
| Жесткие упоры | Описание |
| PAH | Фиксированный упор служит конечным упором или ограничивает путь тележек. Изготовлен из анодированного алюминия и буфера из высокопоглощающего пластика. Фиксированный упор можно установить на несущие рельсы в любом месте. |
| PASTP | Фиксированный упор служит конечным упором или ограничивает путь тележек. Изготовлен из пластика. Фиксированный упор можно закрепить в любом месте несущих рельс. |
| Заглушки | Описание |
| KA.LFS..-C | Заглушки для направляющих рельсов LFS..-C. |
| KA.LFS..-M | Заглушки для направляющих рельсов LFS..-M. |
| Защита пазов | Описание |
| NAD | Закрывают пазы рельса LFS..-M. Изготовлены из пластика. |
| Крепежные элементы | Описание |
| MU | Пазовые сухари (см. (1), (3), (4) на рис.). |
| SHR | Пазовые винты (см. (2) на рис.). |
| LEIS-M..-T-Nut | Пазовые планки (сталь) (см. (5) на рис.). |
| WKL | Крепежный уголок. |
| SPPR | Прихваты. |
Линейные направляющие
Продукция ПоискКонтактная информация
Новости
29. 12.2020 | С наступающим Новым 2021-м годом! 12.2020 | С наступающим Новым 2021-м годом!Поздравляем с Новым годом и Рождеством! Благодарим Вас за сотрудничество в уходящем 2020 году. Пусть 2021 год станет годом финансовых успехов, новых возможностей и |
Линейные направляющие
-
Одним из основных направлений компании HIWIN (ХИВИН) является производство высококачественных систем линейного перемещения – опорные блоки (каретки) HIWIN, линейные направляющие (рельсы) HIWIN, муфты и шарико-винтовые пары (ШВП) HIWIN производимые в Тайване. В последние годы, продукция HIWIN уверенно конкурирует, а на некоторых рынках даже обгоняет, такие широко известные бренды, как THK, Bosch Rexroth, NSK, INA и др. Помимо представленной здесь продукции, компания HIWIN выпускает сервомоторы, шаговые двигатели, актуаторы (электромеханические приводы), энкодеры, координатные столы, системы позиционирования, микроэлектронику и смазку.
Опорные блоки линейных направляющих HIWIN, осуществляют линейное перемещение, с высокой точностью позиционирования. По сравнению с традиционным скольжением, коэффициент трения для линейной направляющей составляет всего 1/50 часть. Линейная рельсовая направляющая может нести нагрузку как в горизонтальном, так и в вертикальном направлениях. Благодаря этим особенностям линейные рельсовые направляющие HIWIN (ХИВИН) достигают высокой точности перемещения, особенно с применением высокоточных ШВП.
Детально ››› Главным направлением компании ROLLON является разработка решений в области линейных перемещений и производство широкого модельного ряда линейных роликовых направляющих.
Детально ››› Чтобы идти в ногу со временем компания ROLLON активно внедряет в свой производственный процесс современные инновационные технологии с учетом современных требований. Именно это позволяет обеспечить продукцию ROLLON рядом преимуществ: повышенными значениями грузоподъемности и момента нагрузки, усиленной коррозийной стойкостью, низкой стоимостью продукции, простотой монтажа и эксплуатации.Прецизионные цилиндрические направляющие используются для систем перемещения в станках ЧПУ вместе с линейными втулками цилиндрического и фланцевого типа.
Детально ›››
 Чтобы идти в ногу со временем компания ROLLON активно внедряет в свой производственный процесс современные инновационные технологии с учетом современных требований. Именно это позволяет обеспечить продукцию ROLLON рядом преимуществ: повышенными значениями грузоподъемности и момента нагрузки, усиленной коррозийной стойкостью, низкой стоимостью продукции, простотой монтажа и эксплуатации.
Чтобы идти в ногу со временем компания ROLLON активно внедряет в свой производственный процесс современные инновационные технологии с учетом современных требований. Именно это позволяет обеспечить продукцию ROLLON рядом преимуществ: повышенными значениями грузоподъемности и момента нагрузки, усиленной коррозийной стойкостью, низкой стоимостью продукции, простотой монтажа и эксплуатации.Конструкции направляющих скольжения – Энциклопедия по машиностроению XXL
Конструкции направляющих скольжения и качения весьма многообразны. Выбор как формы, так и конструкции производится в соответствии с конкретными условиями работы. [c.578]КОНСТРУКЦИИ НАПРАВЛЯЮЩИХ СКОЛЬЖЕНИЯ [c.161]
Конструкции, в зависимости от геометрической формы направляющие скольжения делятся на цилиндрические и призматические. Цилиндрические направляющие получили широкое распространение в механизмах приборов благодаря простоте изготовления (рис. 4.71). В зависимости от конструкции эти направляющие могут быть с проворотом ползуна (рис. 4.71, а) и без проворота. Предохранение от проворачивания достигается либо за счет снятия [c.471]
Конструкции. Направляющие с трением качения обладают небольшими потерями на трение и высокой плавностью хода. Однако они более сложны по конструкции и дороже в изготовлении по сравнению с направляющими трения скольжения. В направляющих с трением качения тела качения помещены между ползуном и на- [c.476]
По конструкции направляющие можно разбить на две группы направляющие скольжения и направляющие качения. [c.83]
[c.83]
Наряду с известными конструкциями, в которых ролики расположены, например, в салазках и катятся по основным направляющим скольжения (в ряде случаев направляющие выполняют закаленными), предложена конструкция, в которой образующая ролика выполнена в форме дуги окружности (рис. 18), дорожкой качения служит цилиндрический пруток 1. Ролики имеют возможность самоустанавливаться в осевом направлении. [c.48]
Направляющие с трением скольжения. По конструкции направляющие с трением скольжения проще направляющих с трением качения и меньше их по габаритным размерам. При соответствующем выборе материалов они испытывают незначительное влияние температурных перепадов. Основной их недостаток — относительно большие потери на трение. [c.575]Направляющие скольжения из-за больших сил трения, возникающих во время работы, менее точны и имеют менее плавный ход по сравнению с направляющими качения. Работоспособность таких опор сильно зависит от колебания температуры. По конструкции они более просты и имеют меньшие размеры. [c.215]
К устройствам первой группы относятся устройства конструкции ЗИЛ с трехконтактными скобами (рис. И 1.26). Скоба имеет три дугообразных контакта, которые перекрывают места разрывов на поверхности. Верхняя подвижная губка 1 перемещается в направляющих скольжения в корпусе 6 скобы. Измерительный стержень 2 устройства опирается на верхнюю плоскость 3 губки. Измерительное усилие создается спиральной пружиной 5, находящейся в корпусе скобы. [c.170]
В третьем варианте (фиг. 59, в) измерительная губка 1 перемещается в направляющих скольжения под действием спиральной пружины 3, закрытой в корпусе скобы. Лапка 2 предназначена для отвода губки. Трение в направляющих и возможность изменения натяжения спиральной пружины 3 способствуют уменьшению колебаний и повышению точности контроля по сравнению со вторым вариантом конструкции. Для повышения износоустойчивости поверхности трения в корпусе скобы покрываются тонким слоем хрома. Скоба не требует частого ремонта, как во втором варианте, однако ремонт ее сложнее, так как приходится менять передвижную планку.
[c.90]
Для повышения износоустойчивости поверхности трения в корпусе скобы покрываются тонким слоем хрома. Скоба не требует частого ремонта, как во втором варианте, однако ремонт ее сложнее, так как приходится менять передвижную планку.
[c.90]
Основными особенностями конструкции станка являются наличие электрического привода подач и установочных перемещений широкого диапазона (1 1800), электрического управления станком, возможность изменения величин подач в процессе резания и скорости установочного движения в процессе установки, наличие оптических экранных устройств для отсчета перемещений стола и шпиндельных головок, оптических экранных устройств для отсчета перемещения гильз шпинделя, оптического совмещения оси люнета с осью горизонтального шпинделя, двухканального электрического управления, обеспечивающего одновременную установку по координатам двух рабочих органов, разгружающих устройств направляющих скольжения, автоматического зажима стола, поперечины и шпиндельных головок, механизированного зажима инструмента в конусе шпинделя. [c.239]
Для уменьшения моментных ошибок в современных станках с ЧПУ направляющие скольжения следует применять только при условии обеспечения в них высокой стабильности сил трения. Это достигается конструкцией направляющих (высокая точность и жесткость, защита от загрязнения), подбором материала трущихся пар (например, бронза по закаленной стали), подбором смазок (смазки с активными добавками), конструкцией систем смазки (например, импульсная дозированная подача смазки под большим давлением в несколько точек по длине направляющих). Если эти требования не могут быть реализованы в полном объеме, то целесообразно применять направляющие качения и гидростатические направляющие. [c.156]
Описанный способ уменьшения трения скольжения нашел практическое применение. Для уменьшения трения скольжения при перемещении втулки по валу последнему сообщают быстрое вращение вокруг его оси (рис. 2.14). Предполагается, что 1 п С поступательное движение, а винтовое — быстрое вокруг пальца и медленное — вдоль пальца.
[c.51]
2.14). Предполагается, что 1 п С поступательное движение, а винтовое — быстрое вокруг пальца и медленное — вдоль пальца.
[c.51]
Вторым элементом станка, который вносит значительное демпфирование в цепь подач, являются направляющие суппорта. В этой связи направляющие скольжения предпочтительней направляющих качения. При наличии направляющих качения становится полезным применение виброгасителей, которые иногда ставятся в привод и при направляющих скольжения, если конструкция станка не обеспечивает достаточного демпфирования. [c.156]
На фиг. 23 показана конструкция направляющих вращающегося стола чехословацкого зубодолбежного станка модели 02-7. Планшайба 1 имеет две плоские кольцевые направляющие шириной аиЬ. Шпиндель 2 вращается в подшипниках скольжения 3. Подшипники [c.59]
Перенос усилий, действующих в механизме, с ответственных элементов на менее ответственные. Уменьшение усилий в ответственных сопряжениях за счет более интенсивной работы менее ответственных элементов во многих случаях способствует значительному повышению долговечности всей конструкции. Например, для повышения срока службы направляющих станков можно применять их разгрузку. В этом случае вес стола и частично усилия резания воспринимает специальная подпружиненная тележка на роликах, а направляющие скольжения действительно становятся в основном лишь направляющим, но не несущим элементом. [c.110]
В большинстве конструкций станков применяют направляющие скольжения, однако в последнее время появляется все большее число конструкций с направляющими качения. [c.234]
Сборка станков должна обеспечить точность взаимного расположения и исправную работу всех его узлов и механизмов. Детали должны быть пригнаны и установлены так, чтобы их поверхности остались без повреждений. Плоскости прилегания всех неподвижных соединений деталей подгоняют так, чтобы щуп толщиной 0,04 мм не проходил между сопряженными поверхностями.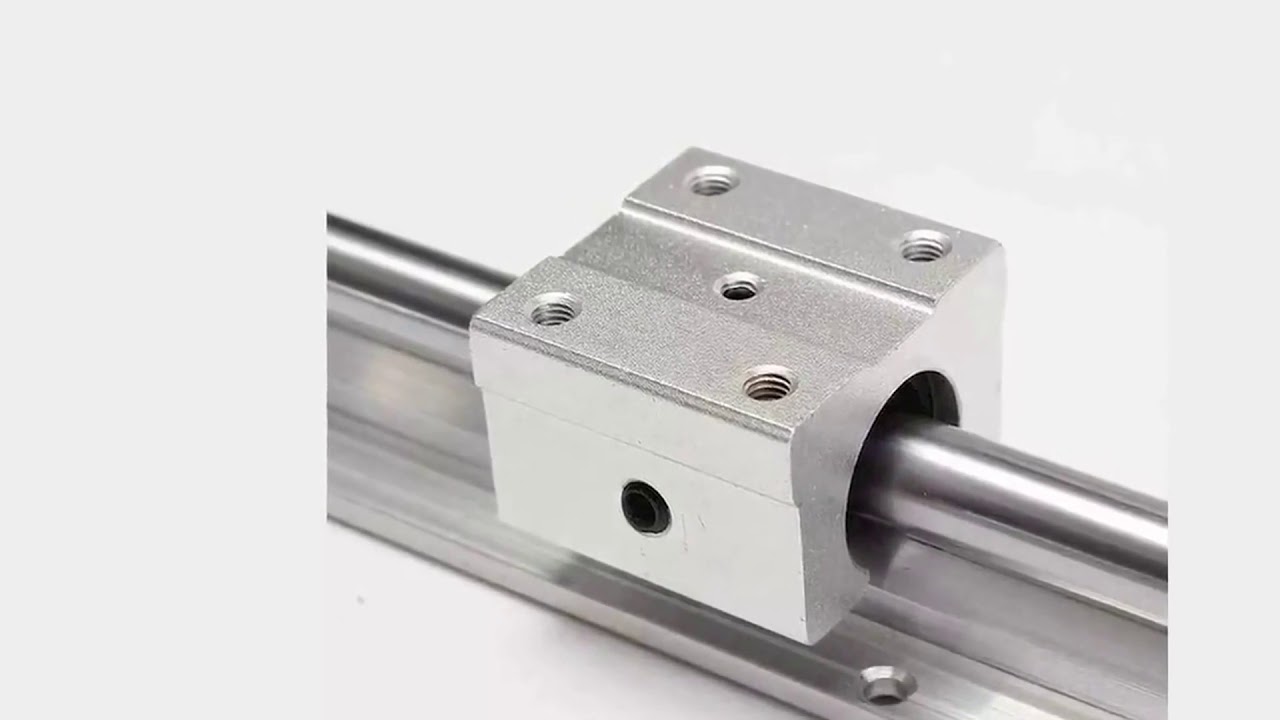 Нельзя ставить в стыках прокладки, не предусмотренные конструкцией соединения. Плотность прилегания сопряженных поверхностей направляющих скольжения проверяют на краску и щупом толщиной 0,04 мм, при этом допускается лишь закусывание щупа с торцов направляющих на длине до 10 мм. Клинья, а также планки суппортов, столов, кареток должны прилегать к плоскости скольжения плотно.
[c.28]
Нельзя ставить в стыках прокладки, не предусмотренные конструкцией соединения. Плотность прилегания сопряженных поверхностей направляющих скольжения проверяют на краску и щупом толщиной 0,04 мм, при этом допускается лишь закусывание щупа с торцов направляющих на длине до 10 мм. Клинья, а также планки суппортов, столов, кареток должны прилегать к плоскости скольжения плотно.
[c.28]
Конструктивные формы направляющих качения используют те же исходные профили, которые применяют для направляющих скольжения (см. рис. 118). Различные варианты конструкции возможны не только в результате разных сочетаний основных 162 [c.162]
Из направляющих скольжения наибольшее применение находят круглые, призматические, прямоугольные, треугольные, У-образные, типа ласточкин хвост (рис. 3.2.15, а—и). Выбор конструкции направляющих зависит от их назначения и от конструкции станины. Одиночные направляющие (см. рис. 3.2.15, а, б) применяют при [c.587]
Для регулирования зазора в направляющих качения могут служить такие же клинья и планки, какие применяются в направляющих скольжения, или ролики, положение которых регулируется изменением эксцентриситета. Такие устройства служат обычно для периодического регулирования зазора вручную. Конструкции эксцентричных роликов показаны на фиг. 158 и 161 (направляющий ролик сала-аок ленточной пилы по металлу). На пальце 1 (фиг. 161) сидит внутреннее кольцо [c.181]
Точность перемещения суппорта во многом зависит от конструкции выбранных направляющих. В современных автоматах и полуавтоматах применяют различного типа направляющие скольжения призматические или треугольного профиля с профилем в форме ласточкина хвоста плоские или прямоугольного профиля, цилиндрические. [c.165]
Как известно, большие массы деталей перемещающихся узлов в тяжелых станках в сочетании с высокими нагрузками, возникающими в процессе резания, препятствуют применению в них направляющих качения. Есть достаточные основания полагать, что в будущем в указанных станках будут доминировать направляющие скольжения. Соответственно в свете перечисленных выше требований к конструкции тяжелых продольно-обрабатывающих станков и факторов, определяющих их точность, работоспособность, надежность и долговечность, а также показателей динамического качества (ПДК) станка особое значение приобретают исследования, направленные иа совершенствование системы смазки направляющих трения.
[c.461]
Есть достаточные основания полагать, что в будущем в указанных станках будут доминировать направляющие скольжения. Соответственно в свете перечисленных выше требований к конструкции тяжелых продольно-обрабатывающих станков и факторов, определяющих их точность, работоспособность, надежность и долговечность, а также показателей динамического качества (ПДК) станка особое значение приобретают исследования, направленные иа совершенствование системы смазки направляющих трения.
[c.461]
Наиболее ответственной частью станины являются направляющие, которые обеспечивают прямолинейное перемещение частей станка и связанного с ними режущего инструмента. Точность станка определяется точностью изготовления направляющих (по профилю), отсутствием зазоров и жесткостью конструкции. В современных станках с ЧПУ в зависимости от их конструкции и назначения применяют направляющие скольжения, качения и комбинированные (скольжения и качения). [c.207]
При подаче алмаза 0,01… 0,02 мм на оборот круга диаметром 600 мм скорость продольного перемещения устройства правки должна быть 11. .. 22 мм/мин. Однако при малых скоростях в связи с колебаниями сил трения (в большинстве принятых конструкций устройство правки перемещается вдоль круга по направляющим скольжения) возможно скачкообразное движение с периодически чередующимися “прилипаниями” и “проскальзываниями”, что приводит к колебаниям сил резания при правке. В результате возникают переменные деформации системы абразивный круг-устройство правки, снижающие качество правки. [c.285]
Несколько большее значение критической подачи, пол) енное по формуле (8.34), по сравнению с опытными данными вполне допустимо, так как при выводе формулы принято допущение о мгновенности скачка силы трения при переходе от покоя к движению, что приводит к повышенному значению критической подачи. Следовательно, теоретическая и экспериментальная проверки показали, что устройство правки рассматриваемой конструкции с направляющими скольжения обеспечивает равномерность продольных перемещений в диапазоне применяемых подач с учетом “тонкой” правки. [c.287]
[c.287]
Сочетаются грани качения и скольжения. На гранях качения снижено трение по сравнению с направляющими скольжения и устранены зазоры (в конструкциях с предварительным натягом). [c.131]
Преимущества совмещение положительных свойств направляющих скольжения (простота и компактность конструкции, хорошее демпфирование колебаний, более низкая стоимость) и направляющих качения (работа без зазоров в направлении, наиболее влияющем на точность, отсутствие переориентации при реверсе, малые потери на трение, высокая износостойкость) [c.131]
На рис. 114, а показана типичная конструкция направляющих с трением скольжения, в которой предусмотрено устройство, предохраняющее щуп от вращения относительно своей оси, выполненное в виде шпонки или предохранительного винта. [c.159]
На рис. 229 показаны различные конструкции направляющих с трением скольжения. Широкое распространение получили цилиндрические направляющие, как наиболее простые, и направляющие, типа ласточкин хвост , которые дают возможность легкой регулировки зазоров, а следовательно, точности перемещения. [c.275]
В настоящее время, в связи с повышением точности монтажа и качества поверхности головки направляющих, наметилась тенденция применения упрощенной конструкции башмаков скольжения с пластмассовыми вкладышами без поперечной поворотной оси. [c.206]
Важным является то обстоятельство, что использование гидростатического смазывания не вызывает необходимости существенного изменения конструкции станков с направляющими скольжения или гидродинамическими, так как в них заложено большинство конструктивных элементов, необходимых для осуществления гидростатического смазывания. [c.5]
| Рис. 4.1. Конструкции направляющих скольжения а — прямоугольные, б — треугольные, в — трапециевидные, г — цилнпдри- |
 Наиболее рациональная конструкция направляющей колонки представлена в табл. 34. Обозначение допусков и посадок на чертеже дано по ОСТ 7539. Допуск на размер принимать для материала толщиной от 0,4 до 0.6 мм — по ОСТ 1011, для материала толщиной более 0,6 мм —по ОСТ 1012 Для материала толщиной менее 0,4 мм допуск не нормируется, а выбирается в пределах зазора между режущими кромками пуансона и матрицы (посадка скольжения).
[c.517]
Наиболее рациональная конструкция направляющей колонки представлена в табл. 34. Обозначение допусков и посадок на чертеже дано по ОСТ 7539. Допуск на размер принимать для материала толщиной от 0,4 до 0.6 мм — по ОСТ 1011, для материала толщиной более 0,6 мм —по ОСТ 1012 Для материала толщиной менее 0,4 мм допуск не нормируется, а выбирается в пределах зазора между режущими кромками пуансона и матрицы (посадка скольжения).
[c.517]
Уравнения (25) имеют силу для тех условий, в которых сохраняются законы абразивного изнашивания [формула (14)]. Эти условия нарушаются при высоких скоростях относительного скольжения, когда основным видом изнашивания является контактное схватывание. Сохранение нормальных условий контакта при высоких скоростях можно обеспечить и за счет конструкции. Интересна в этом отношении конструкция направляющих карусельного станка. модели 1553С2 завода имени Седина (фиг. 17). Здесь между кольцами 5, (направляющими), прикрепленными к планшайбе / и к основанию 4, [c.48]
Нередко направляющая качения комбинируется с направляющей скольжения. На фиг. 168 показана конструкция направления модернизованного стола универсально-заточного станка модели 3641. Первоначальная конструкция изображена на фиг. 169, не требующей пояснений. В измененной заводом конструкции между кронштейном 9 (фиг. 168) и столом 1 введена плита 4, прикрепленная к кронштейну 9 винтами 5. В боковые грани плиты 4 вставлены шесть пальцев 2 с эксцентричными цапфами (эксцентриситет 1 мм), на которые посажены шарикоподшипники 3 так,что наружные кольца их выступают на 2 мм выше верхней плоскости плиты 4. В столе 1 простроганы два паза, в которых закреплены винтами 7 стальные закаленные продольные планки 6 головки винтов 7 прошлифованы заподлицо с поверхностью этих планок. В головках пальцев 2 сделаны прорези для поворота их при регулисовании и нарезана резьба для облегчения разборки. В вертикальной плоскости стол направляется так же, как до модернизации (фиг. 169) боковой зазор регулируется клином 8. Аналогичная конструкция применяется в некоторых станках для заточки протяжек.
[c.185]
В вертикальной плоскости стол направляется так же, как до модернизации (фиг. 169) боковой зазор регулируется клином 8. Аналогичная конструкция применяется в некоторых станках для заточки протяжек.
[c.185]
Из опыта эксплуатаций станков давно известно, что если жесткость механизма подачи недостаточно велика, что особенно возможно при слишком малом диаметре ходового валика или ходового винта, то подача будет часто неравномерной — супорт или стол будет двигаться скачками (о других причинах этого явления см. указание на стр. 377). Такая скачкообразная подача наблюдается при указанном недостатке конструкции тем чаще, чем меньше скорость подачи и чем больше трение перемещаемого узла станка на направляющих. Так как неравномерная подача вредно отражается на чистоте обработанной поверхности, а иногда и на точности формы и размеров обработанного изделия, то для предупреждения такого движения супорта, происходящего, повидимому, по законам релаксационных колебаний, следует брать диаметр ходового винта или вала достаточно большим. Сильно способствует равномерности подачи также уменьшение трения на направляюших, например, путем улучшения смазки или замены направляющих скольжения 1иариковыми или роликовыми, что приводит к уменьшению периода релаксации. [c.506]
Подвод шлифовального круга к заготовке осуществляется перемещением бабки шлифовального или ведущего кругов (при компоновке станка с неподвижной бабкой шлифовального круга, например, станок мод. 3180). Поступательное перемещение по направляющим скольжения (качения) или методом качания (поворота) бабки позволяет обеспечивать малые величины (импульсы) подачи круга на изделие – 0,0005. .. 0,002 мм (конструкции станков Московского завода автоматических линий и специальных станков, РУП станкостроительный завод “Вистан” им. С. Кирова, фирмы 8сЬита (Германия) и др.). [c.138]
Гидро- и аэродинамические процессы протекают в подвижных соединениях (подшипни-гси, направляющие скольжения, и т. п.) деталей станка, а также в гидравлических и пневматических приводах станков [1, 8]. Они определяют несущую способность слоев жидкостной и газовой смазки, жесткость соответствующих элементов конструкции, точность траекторий перемещения, энергетические потери и нагрев в зонах протекания процессов. Течение жидкости и газа в станочных устройствах, как правило, носит, ламинарный характер. Случаи проявления турбулентности встречаются редко.
[c.26]
п.) деталей станка, а также в гидравлических и пневматических приводах станков [1, 8]. Они определяют несущую способность слоев жидкостной и газовой смазки, жесткость соответствующих элементов конструкции, точность траекторий перемещения, энергетические потери и нагрев в зонах протекания процессов. Течение жидкости и газа в станочных устройствах, как правило, носит, ламинарный характер. Случаи проявления турбулентности встречаются редко.
[c.26]
Направляющие скольжения. В зависимости от конструкции и условий эксплуатации направляющие работают в режимах трения храничного (при особо низких скоростях скольжения) жидкостного смешанного (частично граничного и частично жидкостного). К направляющим скольжения смешанного трения, в дальнейшем – направляющим скольжения, относится большинство направляющих подачи, установочных перемещений и перестановки. [c.132]
Роликовые опоры воспри-нимакп частично вес узла. Х >ак-теристика трения и износостойкость по сравнению с направляющими скольжения улучшены зазоры в боковых фанях не устранены повышенное демпфирование в сравнении с предьщущей конструкцией [c.144]
Для подачи заготовок с небольшими длинами хода (до 1000 мм) применяют столы, совершающие возвратно-поступательное движение по направляющим скольжения. Направляющие качения с потоком или возвратом тел качения [24] применяются сравнительно редко, поскольку они усложняют конструкцию и для них предъявляются повьпненные требования к точности изготовления, а также уплотнению смазываемых узлов трения. [c.767]
Особое место в расчетах механизмов подачи с жесткой связью занимают расчеты направляющих. Плавность и сила на перемещение ползуна, каретки, суппорта в направляющих зависит от сил трения, которые в свою очередь определяются коэффициентом трения и уровнем нормального давления на рабочих поверхностях. Последнее рассчитывается в зависимости от величины, направления и места приложения движущей силы, сил полезньк и вредных сопротивлений, а также зависит от конструкции и размеров направляющих и ползуна. Наибольшее трение имеет место в направляющих “ласточкин хвост”. В направляющих качения силы трения в 10 – 15 раз меньше, чем в направляющих скольжения. Для уменьщения сил трения и предотвращения заклинивания (самоторможения) ползуна при проектировании необходимо соблюдать определенную зависимость между силами, приложенными к ползуну, коэффициентом трения и размерами ползуна и направляющих [4, 7, 15, 18].
[c.767]
Наибольшее трение имеет место в направляющих “ласточкин хвост”. В направляющих качения силы трения в 10 – 15 раз меньше, чем в направляющих скольжения. Для уменьщения сил трения и предотвращения заклинивания (самоторможения) ползуна при проектировании необходимо соблюдать определенную зависимость между силами, приложенными к ползуну, коэффициентом трения и размерами ползуна и направляющих [4, 7, 15, 18].
[c.767]
Из последних моделей выделим Телси СС-21М (модернизированный вариант станка СС-21) — универсальный сверлильно-присадочный станок, позволяющий производить операции сверления в горизонтальной и вертикальной плоскостях, а также под углом 45°. В данной модели направляющие скольжения заменены направляющими качения, изготовленными из легированной стали центральное расположение двигателя сократило длину кинематической цепи привода крайнего шпинделя и придало большую симметричность нагрузке ведущей шестерни увеличена рабочая зона сверлильной головки за счет изменения конструкции кронштейна балки прижимов более удобной стала настройка прижимов — при ослаблении зажима они удерживаются от самопроизвольного перемещения вниз — фиксация производится не за счет трения, что не всегда надежно, а за счет зацепления зажимного винта за специальные вырезы увеличена жесткость боковых и задних упоров, их настройка стала более надежна и проста изменена конструкция упора регулировки глубины сверления и может быть установлена 6-позиционная револьверная головка регулировки глубины сверления изменена на более жесткую конструкция профиля крепления поворотных упоров установлен универсальный, независимый от направления вращения шпинделя, быстросъемный патрон кулачкового типа. [c.207]
В соответствии с ОСТ-2 Н20—73 установлены следующие типы натравляющих скольжения треугольные симметричные (рис. 1.8, а), треугольные несимметричные (рис. 1.8,6), прямоугольные (рнс. 1.8, в) и остроугольные (рис. 1.8, г). Регулировка зазоров в направляющих скольжения может производиться регулировочными клиньями А.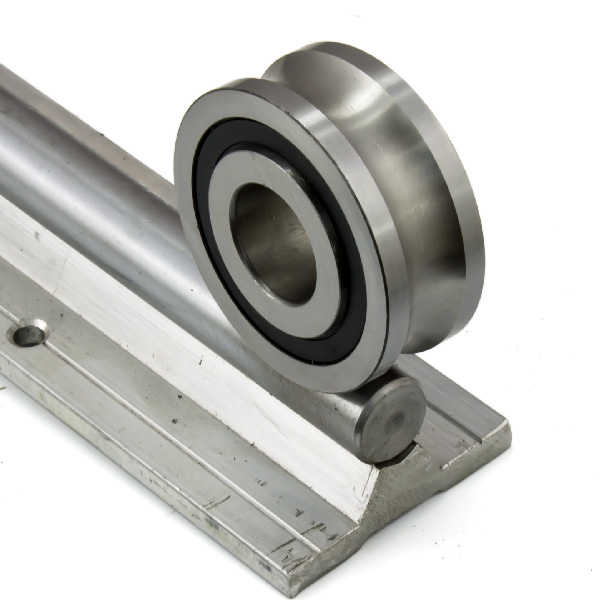 прокладками Б, передвижными планками В (рис. 1.9). Равномерность смазки направляющих достигается за счет выполнения на их рабочей поверхности специальных смазочных канавок. Направляющие скольжении, несмотря на простоту обычных конструкций (традиционное испо.миение), имеют ряд существенных недостатков невысокую износостойкость, низкую точность установочных перемещений, большие силы трения. Поэтому в станках с ЧПУ все чаще применяют направляющие с пластмассовыми накладками на подвижных уз 1ах, которые характеризуются минимальными коэффициентами трения, высокой износостойко-
[c.16]
прокладками Б, передвижными планками В (рис. 1.9). Равномерность смазки направляющих достигается за счет выполнения на их рабочей поверхности специальных смазочных канавок. Направляющие скольжении, несмотря на простоту обычных конструкций (традиционное испо.миение), имеют ряд существенных недостатков невысокую износостойкость, низкую точность установочных перемещений, большие силы трения. Поэтому в станках с ЧПУ все чаще применяют направляющие с пластмассовыми накладками на подвижных уз 1ах, которые характеризуются минимальными коэффициентами трения, высокой износостойко-
[c.16]
Направляющие с роликовыми опорами, так же как и направляющие скольжения, могут быть замкнутыми и незамкнутыми. При исполнении замкнутой конструкции (рис. 1.12) для уменьще-ния деформаций и обеспечения равномерности распределения действующих нагрузок, каждая роликовая опора 1—6 должна взаимодействовать с противостоящей опорой. Для повышения статической и динамической жесткости и точности перемещений в опорах [c.18]
Виды линейных направляющих для фрезерно-гравировальных станков с ЧПУ
Практически все мебельные и деревообрабатывающие предприятия используют фрезерно-гравировальные станки с ЧПУ, и большая часть технологических процессов сосредоточена на этом оборудовании. Раскрой, фрезерование, сверление отверстий, нанесение гравировки и другие технологические операции выполняются в одном обрабатывающем цикле по алгоритму, заданному в управляющей программе. Поэтому малейший сбой в работе станка влечет за собой снижение качества готового изделия.
Владельцы предприятий понимают, что выбрать оборудование с нужными технологическими возможностями достаточно непросто. Нужно учесть массу конструктивных особенностей, поскольку изменить большинство из них будет дорого или вообще невозможно. Опорно-направляющая группа относится к особенно важным узлам. От нее зависит точность перемещений инструмента по координатным осям, а, соответственно, и качество готовой продукции.
Назначение линейных направляющих
Направляющие линейного перемещения на фрезерно-гравировальных станках выполняют три задачи:
- Являются опорами для поперечной балки, отвечают за ее движение в заданном направлении. Низкая сила трения — одно из ключевых требований к узлу.
- Отвечают за точность перемещения и не должны иметь люфтов в паре направляющая-подшипник. Повышенные требования предъявляются к позиционированию направляющих относительно рабочего поля.
- Воспринимают вторичные нагрузки. Опоры должны иметь высокие показатели жесткости на изгиб и кручение.
Существует несколько разновидностей линейных направляющих для станков с ЧПУ фрезерно-гравировальной группы. Они различаются формой сечения профиля, имеют разные показатели грузоподъемности и жесткости. Тип линейных направляющих закладывается в проект станка и уже не может быть изменен в процессе эксплуатации, поскольку связан с геометрией станины и высотой портала относительно рабочего поля.
Для изготовления деталей этих узлов используются шарикоподшипниковые стали типа ШХ-15, коррозионностойкие 95Х18, а также их зарубежные аналоги. Для повышения прочности и износостойкости их подвергают термической обработке.
Распространенные конструкции
Мы предлагаем рассматривать конструкции линейных направляющих и линейных подшипников в парах, чтобы получить более полное представление об их работе.
Полированные цилиндрические валы
Этот вид направляющих используется в маломощных станках бюджетного класса. Полированные валы имеют гладкую поверхность, крайне низкие предельные отклонения по диаметру и прямолинейности. Такие направляющие очень просты в монтаже — крепятся к станине посредством двух кронштейнов, установленных по краям. Благодаря низкому коэффициенту трения такие валы практически не дают потерь мощности при перемещении. Однако у них есть ряд недостатков, ограничивающих применение в портальных фрезерно-гравировальных станках.
Установка направляющих на станок независимо от рабочего стола плохо сказывается на точности обработки. Когда каретка или балка находятся в среднем положении, даже незначительные нагрузки вызывают прогиб валов и снижение точности обработки. То же самое происходит при высоких горизонтальных подачах. Деформации из упругих переходят в пластические, то есть геометрия вала не восстанавливается.
Если соотношение диаметра и длины вала составляет менее 0,05, он будет провисать под собственным весом. Чтобы добиться приемлемой точности обработки, необходимо провести расчет жесткости конструкции с учетом максимальных рабочих нагрузок.
В паре с цилиндрическими направляющими используются втулки двух типов:
- Подшипники качения.
- Втулки с шариками внутри имеют повышенные люфты в сравнении с другими типами подвижных опор. Они чувствительны к попаданию пыли и стружки. Из-за точечного касания шариков они имеют малую грузоподъемность и склонны к бринеллированию (оставляют отпечатки на валах) при повышенных нагрузках.
- Подшипники скольжения.
- Втулки с бронзовыми или полимерными вкладышами нечувствительны к пыли, но имеют более высокий коэффициент трения по сравнению с шариковыми подшипниками. Их можно изготавливать самостоятельно. Но, помимо станочной обработки, вкладыши требуют ручной подгонки.
Такие пары не имеют сопротивления крутящему моменту, поскольку втулка свободно проворачивается относительно вала. Для компенсации этого недостатка для каждой опоры используется две направляющих.
Шлицевые валы
Продольные шлицы вдоль цилиндрических поверхностей валов, по которым движутся тела качения, предотвращают проворачивание втулки относительно направляющей. Еще одно преимущество такой конструкции — более высокое сопротивление изгибающим и крутящим нагрузкам. В остальном шлицевый профиль не отличается от цилиндрического и дублирует практически все его недостатки.
Еще один минус — высокая стоимость производства работ. Поэтому на фрезерно-гравировальных ЧПУ станках направляющие «шлицевой вал-шариковая втулка» применяются крайне редко.
Цилиндрические рельсовые направляющие
Рельсовая направляющая представляет собой шлифованный цилиндрический вал на опоре призматического типа. Такая конструкция отличается повышенной жесткостью, что исключает провисание под весом балки или шпинделя. Цилиндрические рельсы крепятся на несущие конструкции станка при помощи болтов. Для этого в основании опоры сверлятся отверстия.
В случае прогиба станины под нагрузкой направляющие копируют (и компенсируют) ее деформации.
Втулки для таких опор имеют незамкнутую цилиндрическую поверхность, поэтому реакция на нагрузки в разных направлениях также будет различаться. Из-за повышенного люфта в вертикальном направлении может оказаться, что точность такого станка с тяжелым шпинделем окажется ниже, чем у аналогичной по конструкции модели с направляющими в виде полированных валов.
Цилиндрические рельсы сравнительно недороги в производстве, поэтому есть в ассортименте большинства брендов с именем и без него. Поэтому разброс по качеству тоже значителен. Бывает, что втулки безымянного производителя «не лезут» на его же рельсы, и такие случаи — не редкость.
Призматические направляющие и ласточкин хвост
Такие направляющие применяются на промышленных металлообрабатывающих станках, к которым предъявляются высокие требования относительно жесткости и устойчивости к знакопеременным и статическим нагрузкам.
Призматические направляющие и ласточкин хвост выполняются как часть станины. Движущиеся по ним каретки представляют собой линейные подшипники полусухого или полужидкостного трения. После высокоточной станочной обработки пара подгоняется вручную на прилегание. Это трудоемкая и дорогостоящая операция.
Если в направляющих появляется износ (а он, как правило, неравномерен по длине), перешлифовать их в ремонтный размер чаще всего может только производитель. Заменить наделки в подшипнике можно самостоятельно, если не пугает ручная подгонка.
Заменить наделки в подшипнике можно самостоятельно, если не пугает ручная подгонка.
Из-за описанных выше сложностей случаи применения призматических направляющих на ЧПУ фрезерно-гравировальной группы единичны.
Профильные рельсовые направляющие
Профильные системы считаются наиболее надежными в работе, но вместе с тем требуют от производителя станка точности в установке. Рельсы закрепляются на станине при помощи винтов, по ним движутся каретки с шариками или роликами. Тела качения располагаются в дорожках. Такая конструкция имеет ряд преимуществ перед другими системами:
- Профиль дорожек обеспечивает равномерное распределение нагрузок на весь участок, находящийся под кареткой. Контактная поверхность между направляющей и телом качения представляет собой линию или дугу.
- Момент инерции сечения профиля рассчитан с высокой точностью. Рельс одинаково хорошо справляется с крутящими и изгибающими нагрузками независимо от направления их приложения.
- Профильные линейные направляющие с каретками работают практически без люфтов. Минимальные зазоры между телами качения и дорожками, высокий класс точности обработки позволяют собирать такие пары с преднатягом (отрицательным зазором).
- Профильные системы комплектуют пыльниками, сальниками, маслосъемными элементами. Их подключают к системе централизованной смазки, управляемой станком, поэтому подшипники такого типа имеют повышенный ресурс.
Чтобы преимущества профильных направляющих были полностью реализованы, производитель станка должен выполнить высокоточную обработку посадочных мест под рельсы: поверхность должна быть гладкой, нужно добиться хорошей соосности отверстий для крепления, применять качественные метизы.
Направляющие на станках MULTICUT
Во всех сериях станков компании MULTICUT используются профильные направляющие и линейные подшипники HIWIN — одного из наиболее известных производителей комплектующих с бескомпромиссным качеством. Все узлы доставляются со склада официального представителя компании в России, что является гарантией оригинальности продукции. HIWIN специализируется на технологиях линейного перемещения. Компания создает высокоточные компоненты, которые используются в станкостроении, производстве авиационной и космической техники, медицинского оборудования.
Все узлы доставляются со склада официального представителя компании в России, что является гарантией оригинальности продукции. HIWIN специализируется на технологиях линейного перемещения. Компания создает высокоточные компоненты, которые используются в станкостроении, производстве авиационной и космической техники, медицинского оборудования.
Производитель разработал четыре серии профильных линейных направляющих для ЧПУ, которые выпускаются в типоразмерах от 15 до 45. Шариковые и роликовые линейные направляющие имеют 4 ряда тел качения, что обеспечивает высокую несущую способность, устойчивость портала и каретки со шпинделем.
Одно из преимуществ компонентов HIWIN — плавность хода. Благодаря этому даже черновые проходы на станках MULTICUT дают высокую чистоту поверхности изделия. В линейных подшипниках применяются пластиковые сепараторы, благодаря которым снижен уровень вибрации и шума.
Получить консультации, касающиеся направляющих линейного перемещения, а также других узлов, предусмотренных в станках MULTICUT, можно у наших сотрудников по телефону.
Наборы фрез, граверы
Наборы фрез: описание, назначение, режимы реза
ХОББИ, $65
Включает 13 фрез, которые являются самым важным элементом любого станка (см. рис.1).
Назначение: Набор предназначен для тех, кто приобрел или самостоятельно собрал станок, и не предполагает, с чего начать.
Рисунок 1
«Хобби» подобран профессионалами, уже прошедшими этап начинающего фрезеровщика и знающими, что именно необходимо каждому начинающему мастеру, чтобы достичь успехов в этой интересной творческой работе. Набор, кроме перечня фрез, включает подробное описание фрез, их назначение, скорость подачи, указываются обороты шпинделя и перечень данных, которые следует ввести в программу. Также в описании приводится ряд других важных моментов для продуктивной работы и рекомендации по предотвращению поломок фрез и увеличению срока их эксплуатации. Данный комплект включает китайские качественные недорогие фрезы, которых даже в случае поломки в процессе обучения не будет жаль, ведь они имеют очень низкую стоимость. Обращаем ваше внимание на то, что набор включает качественные фрезы по китайским стандартам (не подделка!). Все фрезы удовлетворяют стандартам качества. Если вы считаете, что уже перешли с этапа «начинающий», вам стоит обратить внимание на набор, представленный далее: в него включены аналогичные фрезы, но имеющие в 2 раза более высокое качество, отвечающие мировым стандартам качества заточки и твердых сплавов. Руководство по эксплуатации полностью русифицировано, отсутствуют технически заумные фразы и термины, все расписано подробно на уровне обычного пользователя.
Данный комплект включает китайские качественные недорогие фрезы, которых даже в случае поломки в процессе обучения не будет жаль, ведь они имеют очень низкую стоимость. Обращаем ваше внимание на то, что набор включает качественные фрезы по китайским стандартам (не подделка!). Все фрезы удовлетворяют стандартам качества. Если вы считаете, что уже перешли с этапа «начинающий», вам стоит обратить внимание на набор, представленный далее: в него включены аналогичные фрезы, но имеющие в 2 раза более высокое качество, отвечающие мировым стандартам качества заточки и твердых сплавов. Руководство по эксплуатации полностью русифицировано, отсутствуют технически заумные фразы и термины, все расписано подробно на уровне обычного пользователя.
Перечень фрез, входящих в набор, приведен в следующей таблице.
Посредством данных фрез выполняются следующие работы:
— гравировка тонких надписей, узоров, клише
— обработка 3D рельефов, барельефов, форм
— вырезание по контуру, выравнивание поверхности
— работа с пластмассами, деревянными поверхностями, фанерой, ДВП, МДФ, шпоном и мягкими цветными металлами
ПРОФИ, $135
Набор из 13 фрез для продвинутых мастеров, понимающих толк в работе с помощью фирменного инструмента (см. рис. 2).
Рисунок 2
Назначение: Набор включает позиции, аналогичные набору «ХОББИ», при этом фрезы в комплекте — от лучших производителей. Набор предназначен не только для мастеров начального уровня, только что купивших или собравших первый станок, но и для людей, которые знают толк в работе с инструментом самого высокого качества. Набор укомплектован с помощью профессиональных мастеров, уже прошедших путь начинающего фрезеровщика, которые точно знают, что необходимо начинающему мастеру для постижения творческой работы. Комплект, кроме перечня фрез, включает описание каждой из фрез, ее назначение, скорость подачи, шпиндельные обороты, данные для ввода в программу и прочие важные моменты, которые следует учесть для продуктивной работы и предотвращения быстрого износа и поломки фрез. Комплект включает только фрезы с наилучшим качеством твердого сплава и заточки с помощью сверхточных ЧПУ-станков европейских производителей. Руководство по эксплуатации написано на русском языке, нет технически неясных фраз и терминов.
Комплект включает только фрезы с наилучшим качеством твердого сплава и заточки с помощью сверхточных ЧПУ-станков европейских производителей. Руководство по эксплуатации написано на русском языке, нет технически неясных фраз и терминов.
Посредством данных фрез можно выполнять следующие работы:
— граверные работы по созданию тонких надписей, узоров, клише
— создание 3D-рельефов, барельефов и форм
— вырезание по контуру, выравнивание поверхностей
— работы с пластмассой, деревом, фанерой, ДВП, МДФ, шпоном, цветными металлами, сталью.
Перечень фрез, входящих в набор, приведен в следующей таблице.
МОДЕЛИСТ, $45
Набор включает 9 фрез, предназначенных для работы увлеченных творчеством людей.
Комплект фрез для любителей заниматься творчеством, к примеру, моделированием самолетов, кораблей, созданием сувениров, различных подарков и пр. То есть «Моделист» — это набор для людей, получающих душевное удовольствие от подобной работы. Комплект разработан профессионалами, занимающимися моделированием и точно знающими, что вам потребуется для подобных кропотливых работ. В наборе содержится не только перечень фрез, но и подробное описание фрез, назначение каждой из них, скорости подачи, данные для программы, обороты шпинделя и прочие важные моменты, необходимые для продуктивной работы и предотвращения скорых поломок фрез. Данный комплект включает комбинацию недорогих качественных фрез китайского производства и специальных фрез высочайшего качества, поскольку не все необходимые фрезы для подобных работ производятся в Китае; зачастую уровень их качества невысок, что не дает возможности применять фрезы столь низкого класса при создании мелких точных элементов моделей. В наборе содержатся все необходимые важные фрезы от ведущих европейских производителей. При этом фрезы, для которых допустимо более низкое качество металла для создания модельной продукции (в целях снижения стоимости набора) в набор включены китайского производства. В данном наборе отсутствуют китайские фрезы низкого качества – только выпущенные в заводских условиях. Инструкция разработана на русском языке, отсутствует технически сложная информация.
В данном наборе отсутствуют китайские фрезы низкого качества – только выпущенные в заводских условиях. Инструкция разработана на русском языке, отсутствует технически сложная информация.
Перечень фрез, включенных в набор «Моделист», представлен в следующей таблице.
Посредством данных фрез выполняются следующие работы:
— гравировка тонких надписей, клише и узоров
— производство сверловки, окантовки, фаски, подрезки
— вырезание по контуру, выравнивание поверхностей
— работа с пластмассами, деревом, фанерой, ДВП, шпоном, акрилом, МДФ, оргстеклом, пенопластом
МЕТАЛИСТ, $190
В набор входят 13 основных твердосплавных фрез, предназначенных для профессиональной обработки металлов.
Набор создан для любителей работать с металлическими материалами. Комплект подобран специалистами, которые знакомы с данной работой и любят металл. Набор вам потребуется, если вы приняли решение связать свой следующий проект с обработкой металла. При этом важно сразу, начиная с первого дня, использовать только специальный качественный инструмент для работ по металлу, в противном случае вас может постигнуть разочарование. Набор включает не только перечень фрез, но и подробное их описание, а также назначение каждой фрезы, скорость подачи для каждого металла, обороты шпинделя, данные для ввода в программу, а также прочие важные моменты, которые следует учесть для получения отличных результатов при работе с металлом определенных марок и предотвращения поломки фрез. Данный набор включает только высококачественные фрезы из твердого сплава, имеющие высокое качество заточки на сверхточных станках с ЧПУ от европейских производителей. Рекомендации приведены на русском языке, нет технически неясных терминов.
Перечень фрез, включенных в данных набор, приведен в следующей таблице.
Посредством данных фрез можно:
— гравировать узоры и тонкие надписи, клише
— обрабатывать 3D-рельефы, формы, барельефы
— выполнять вырезание по контуру и выравнивание поверхности
— обрабатывать цветные металлы, стали, алюминий, дюраль, чугун, обычную сталь, нержавейку, каленую сталь до 65HRC, а также другие металлы мягче алюминия.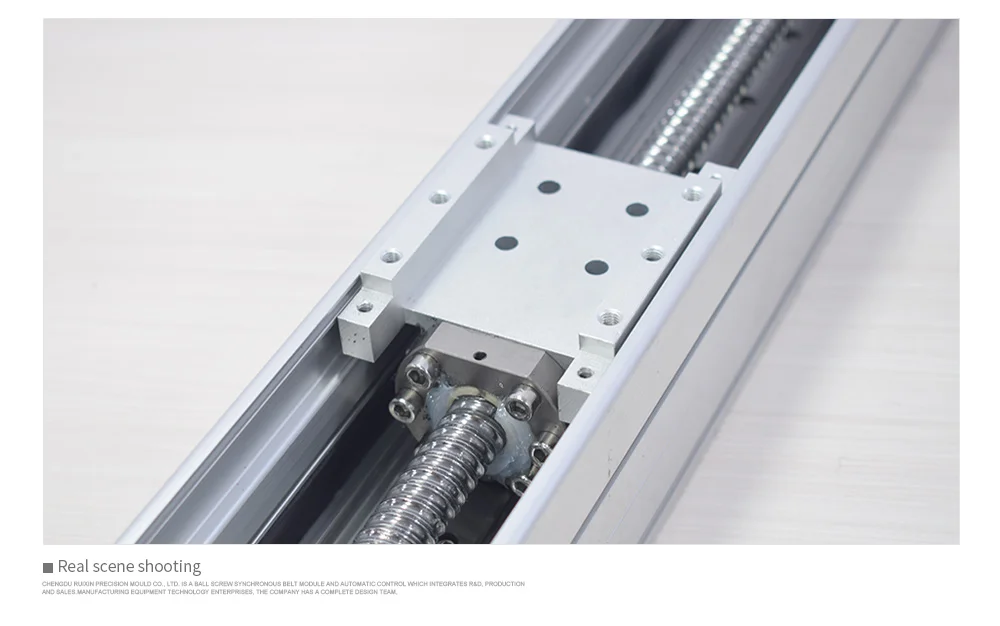
Твердосплавные конусные фрезы, граверы по металлу, пластику и дереву (кроме стекла и камня)
Спиральная фреза-гравер «TM TOPINCITY», $27
Изображение спиральной фрезы-гравера приведено на рисунке 3.Рисунок 3
Характеристики:
Производитель — Швейцария, твердый сплав SANDVIK Экстра-класса, оснащен ЧПУ-центровкой (см. рис. 4).
Рисунок 4
Оснащен ультратонким углом как гравер, нормировано-заточенным кончиком, диаметрами и углами, максимальной твердостью для твердосплавного инструмента, титановым покрытием, идеальной центровкой/балансировкой для работ без детонаций при повышенных оборотах шпинделя. Среди достоинств — максимально возможный срок эксплуатации для карбид-вольфрамовых фрез. Используется при создании объектов вращения и при глубоких фрезеровках вертикальных склонов заготовок; просто незаменима в ювелирном деле при работе с глубокими изделиями и формами из любого твердого вида воска (синего, зеленого, бордового и пр).
Для работ по металлам необходимо изучить следующую таблицу от производителя.
Микро инструмент, $30
Характеристики:
Производитель — США, твердый сплав карбид вольфрама, ЧПУ-центровка, HRC65 (см. рис. 5).
Рисунок 5
Назначение: Микроинструмент, предназначенный для тончайших работ с восковыми моделями. Максимально тонкий кончик дает возможность проработки мельчайших надписей и узоров. Однако использование подобного инструмента требует предельной внимательности оператора и большого опыта работы с подобными фрезами и воском, поскольку неправильные обороты фрезы могут привести к оплавлению воска, в результате чего фреза залипает в воске. Также для установки данного инструмента важно наличие высококлассного шпинделя от надежного производителя. Стоит обратить внимание на шпиндельные подшипники, поскольку любой микролюфт, возникающий в результате изношенных подшипников шпинделя, приведет к повреждению кончика фрезы. В ходе обработки рельефов во избежание рисков необходимо сохранять остаток чернового слоя толщиной не более кончика микрофрезы.
В ходе обработки рельефов во избежание рисков необходимо сохранять остаток чернового слоя толщиной не более кончика микрофрезы.
Торцевые и радиусные, модель «TM TOPINCITY», $15
Характеристики:
Назначение: Фреза-гравер (см. рис. 6) для воска; используется при тонких гравировках по воску, пластику и мягким металлам.
Рисунок 6
Сплав фрезы высокого качества, однако для гравировки по металлу следует применять шире угол, чтобы избежать обламывания кончика гравера.
Модель «TM TOPINCITY», $11
Характеристики:
Является одной из наиболее популярных фрез (см. рис. 7), когда необходимо наличие маленького угла и фрезерующего торца. Фреза является основной для создания надписей.
Рисунок 7
Примечание: граверы по цене 6$; китайский сплав K15; второй жизнью южно-корейского инструмента является отрезание отработанной части 10 мм, потом остаток 30 мм затачивают в Тайване полуавтоматическим способом. На данный вариант ручной заточки нет гарантии высокого качества заточки, а также гарантии идеальной центровки. Твердость реза используемого сплава в 6$ не хуже HRC55.
Модель «TM TOPINCITY», $13
Характеристики: Предназначена для фрезерования ребром, когда 20-градусная фреза не способна выдержать нагрузок, а 30-градусная слишком велика.
Примечание: граверы по цене 6$; китайский сплав K15; второй жизнью южно-корейского инструмента является отрезание отработанной части 10 мм, потом остаток 30 мм затачивают в Тайване полуавтоматическим способом. На данный вариант ручной заточки нет гарантии высокого качества заточки, а также гарантии идеальной центровки. Твердость реза используемого сплава в 6$ не хуже HRC55.
Модель «TM TOPINCITY», $11
Характеристики:
Данная фреза (см. рис. 8) применяется в том случае, когда следует выделить контуры рельефа при минимальной фрезеровке торцом.
рис. 8) применяется в том случае, когда следует выделить контуры рельефа при минимальной фрезеровке торцом.
Рисунок 8
Используется для подрезки углов, при ювелирной гравировке тонких надписей, создании узоров на любых материалах.
$6
Характеристики:
Назначение: Фреза (см. рис. 9) применяется в случае, когда не выдерживают 20-ти и 30-ти градусные нагрузки – тогда используется 40 градусов.
Рисунок 9
45 — стандартное значение угла, которое традиционно применяется в различных проектах. Также можно добавлять углы к узорам и буквам вместо некрасивых острых ребер. Используется для подрезки углов, гравировки в ювелирном деле тонких узоров и надписей по различным материалам.
$6
Характеристики:
Назначение: Фреза 60 градусов (см. рис. 10) — вариант, который применяется, когда невозможно использовать 90 градусов фрезу ввиду близко находящихся узорных линий.
Рисунок 10
О 90-градусной фрезе можно сказать, что это общепринятый стандарт, предназначенный для конусных гравировок, в случае, если ведется работа по центральной линии с применением подрезки углов. Следует быть внимательным — отечественные фрезы по дереву не имеют острие 0,2 мм и правильно фрезерующий торец, что соответственно не даст высокого качества и правильной подрезки углов.
$6 (для стали)
Характеристики:
Гравер для гравировальных работ по стали. В отличие от стандартных твердосплавных граверов, имеет другие углы заточки торца и режущей грани. Подобные граверы можно применять в случаях слишком твердого материала, например, при работе со сплавами алюминия (разные марки дюралей), магнием, бронзой, твердыми латунными сплавами, различными сталями (кроме каленых и нержавеющих). Граверы для нержавеющих сталей (никеля), GFK, кевлара, каленой стали и граверы по обычной стали различаются: первые имеют наиболее дорогой сплав K55SF, дающий возможность выполнять работы даже по каленой стали, имеющей твердость до 68HRC.
Примечание: в подобных гравировках нужно выполнять обильное смачивание с помощью масел или CОЖ, применять наиболее широкий угол, вылет фрезы из цанги должен быть минимально возможным; станки использовать только жесткие для обработки металлов.
Не следует пытаться выполнять работу с применением хлипких любительских станков. В случае, если необходимы еще более мощные граверы по металлу, следует использовать двухсторонние конусные фрезы, оснащенные четырьмя ножами (см. раздел, посвященный фрезам специального назначения) или граверы KCT, «Пирамидка SANDVIK».
$7
Характеристики:
Производство: США, состав — карбид вольфрама, сабмикрогранула, центровка ЧПУ (см. рис. 11).
Рисунок 11
Назначение: Ведущий гравер-фреза, имеющий спиральную заточку. Оснащен идеальной балансировкой и центровкой для работ при повышенных оборотах с отсутствием биения (до 300 тыс. об/мин). Наличие двух спиральных ножей дает возможность подрезания стружки с выбросом вверх, при этом очищается от мусора гравируемый паз. Такая функция благоприятно влияет на продление срока эксплуатации гравера. Пазы полированные.
Рекомендован при работе с воском, пластиком, акрилом, древесиной, со всеми цветными металлами и сталью согласно формулам расчета по оборотам и шпинделя по таблице твердости металлов, приведенной выше, как для фрез диаметром 0,2 мм.
Примечание. В настоящее время модель KCT приобретает особую популярность в развитых странах, вытесняя граверы, оснащенные одним ножом. Данная модель является главным идеально сбалансированным инструментом для гравировальных работ по сувенирам, подаркам и прочих миниатюрным надписям.
«Пирамидка/сплав K15», Тайвань, $6
Модель TM TOPINCITY, «Пирамидка SANDVIK+титан», Швейцария, $15
Характеристики:
Назначение: Гравер (см.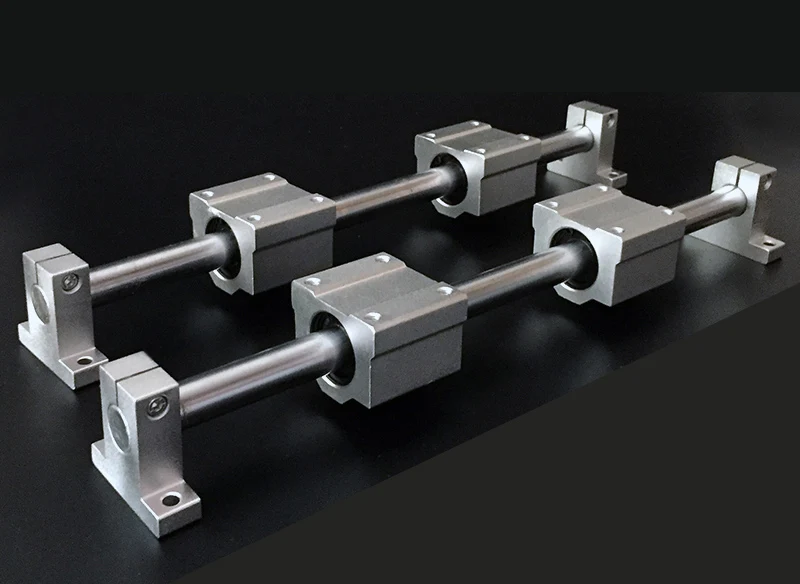 рис. 12) применяют в случае, когда требуется выполнять работы по гравировке тонких линий на твердых материалах – на сплавах нержавеющих сталей, чугуне, стали, бронзе, дюрали, прочих твердых и хрупких металлах, а также пластике, компаундах и композитах.
рис. 12) применяют в случае, когда требуется выполнять работы по гравировке тонких линий на твердых материалах – на сплавах нержавеющих сталей, чугуне, стали, бронзе, дюрали, прочих твердых и хрупких металлах, а также пластике, компаундах и композитах.
Рисунок 12
Не применяют данный гравер при гравировке тягучих металлов, тягучих пластмасс ввиду того, что гранями гравера будет «размазываться» мягкий материал по краю гравирующей линии, однако твердые либо хрупкие материалы будут иметь ровные края, без излишних наплывов. Чем более твердый обрабатываемый материал, тем шире нужно выбирать угол. При работе с наиболее твердыми материалами и для длительного срока службы следует использовать пирамидку из сплава SANDVIK экстра-класса, имеющую титановое покрытие и ЧПУ-центровку. Включает 4 ножа, 60 градусов. Sandvik служит при работе в критических нагрузках.
Примечание. Для более долгой службы пирамидки врезание в материал необходимо выполнять максимально под углом 20 градусов, а по возможности необходимо выставлять как можно меньшие углы врезания для входа пирамидки в материал боком. Если пирамидку опускать вертикально в материал, то износ кончика пирамидки возрастет.
Для того, чтобы избежать отламывания кончика, необходимо выполнять определенные рекомендации, приведенные в следующей таблице.
$6 (закругленные)
Характеристики:
Назначение: Данные граверы (см. рис 13) содержат не плоскость, а скругление на торце.
Рисунок 13
Подобные граверы служат для обработки микрорельефов с одновременной подрезкой края. Основным применением таких граверов является подготовка миниатюрных трехмерных литейных форм, работа с воском, модельным пластиком и мягкими металлами.
Граверы с хвостовиком, 6 мм, $8
Характеристики:
Назначение: Данные граверы (рис. 14) применяются при необходимости проработки широких расстояний между векторами или высоких боковых рельефных подрезок, при получении необходимых наклонов и пр.
Рисунок 14
Также подобные граверу будут удобны в случае применения боковой грани длинной заточки. Используются при работе с деревом, пластиками и мягкими металлами.
Примечание: в параметрах указывается величина полного угла. Если в программу вводится только одна сторона, следует делить полный угол напополам.
$25
Характеристики:
Назначение: Фреза-гравер (см. рис.15) оснащена одним конусным ножом, имеющим на конце сферическую заточку.
Рисунок 15
Подобная фреза применяется при обработке трехмерных рельефов с одновременной подрезкой рельефных краев. Также данной фрезой обрабатывают мягкие и твердые породы древесины, пластик, оргстекло, алюминий, акрил, медь.
Примечание: указанный в параметрах полный угол следует делить на 2 в случае внесения в программу только одной стороны.
$13 (алмаз без вращения)
Характеристики:
Гравер алмазный (см. рис.16) «одиночная точка». Служит для гравировальных работ – выполнения тончайших линий на любых материалах, как на мягких металлах и пластиках, так и на очень твердых сталях, каленых сталях, металлокерамике, каленом стекле и пр.
Рисунок 16
Для данного гравера не требуется вращения, таким образом при гравировке следует остановить вращение шпинделя. С помощью данного гравера можно писать наитончайшие буквы, выполнять микронадписи на любом материале, проводить различные линии по вектору. Можно проводить такие линии по стеклу, и затем надламывать стекло, как и при использовании обычного ручного стеклореза. Модели DR дают возможность гравировать более толстые линии большей глубины с усиленными нагрузками. Может использоваться при обработке материала на небольшой глубине с имитацией фрезеровки в нужных местах.
Рекомендации: Необходимо обеспечить четко горизонтальное положение заготовки для заглубления алмаза на одну глубину. При необходимости гравировки более твердых материалов выбирают шире угол во избежание излома кончика алмаза при усиленных боковых нагрузках. При необходимости фрезеровки на глубину необходимо использовать модели DR, поскольку они оснащены укороченным хвостовиком из нержавейки, имеют более твердый алмаз и способны выдержать максимальные боковые нагрузки. Наиболее тонкие линии гравировки получают посредством алмаза с углом 60 градусов, однако необходимо аккуратно осуществлять подачу боковой нагрузки, дабы не был обломлен кончик алмаза. Ширина гравируемой линии зависит от глубины, на которую гравер погружается в материал. Таким образом, для получения ширины линии 0,02 мм с помощью алмаза D-Point 60 следует опустить алмаз на 0,02 мм ниже поверхности, подлежащей гравировке, и аналогично для других алмазов. Можно также использовать резину и другие пружинящие подкладочные материалы для стабилизации давления на кончике алмаза. Алмазы более крупных размеров 0,5 и 1 карат (синтетические) имеют широкую гравировочную линию, однако служат гораздо дольше.
$65 (алмаз с вращением)
Характеристики:
Назначение: Гравер алмазный «четыре грани» (см. рис.17) служит для гравировки любых материалов: как мягких металлов, так и самых твердых сталей, каленых сталей, металлокерамических материалов, каленого стекла и пр.
Рисунок 17
Вращение данного гравера должен происходить со скоростью 3-6 тысяч об/мин. Его работа осуществляется аналогично фрезе «пирамидка», однако фрезеруется более толстая линия, нежели при использовании пирамидки или алмаза «одиночная точка». Можно делать надписи на любых материалах, а также рисовать различные линии по вектору либо проводить еще более широкие линии в ходе нескольких параллельных проходов.
В настоящее время алмаз является наиболее твердым материалом, но в работе с алмазным инструментом необходимо придерживаться определенных правил: нельзя ронять алмаз, так как он может расколоться; нельзя ударять его о заготовку, вбивать в заготовку; необходимо обеспечить ровное горизонтальное положение заготовки, подвергаемой гравировке, чтобы алмаз заглублялся в заготовку на одинаковую глубину.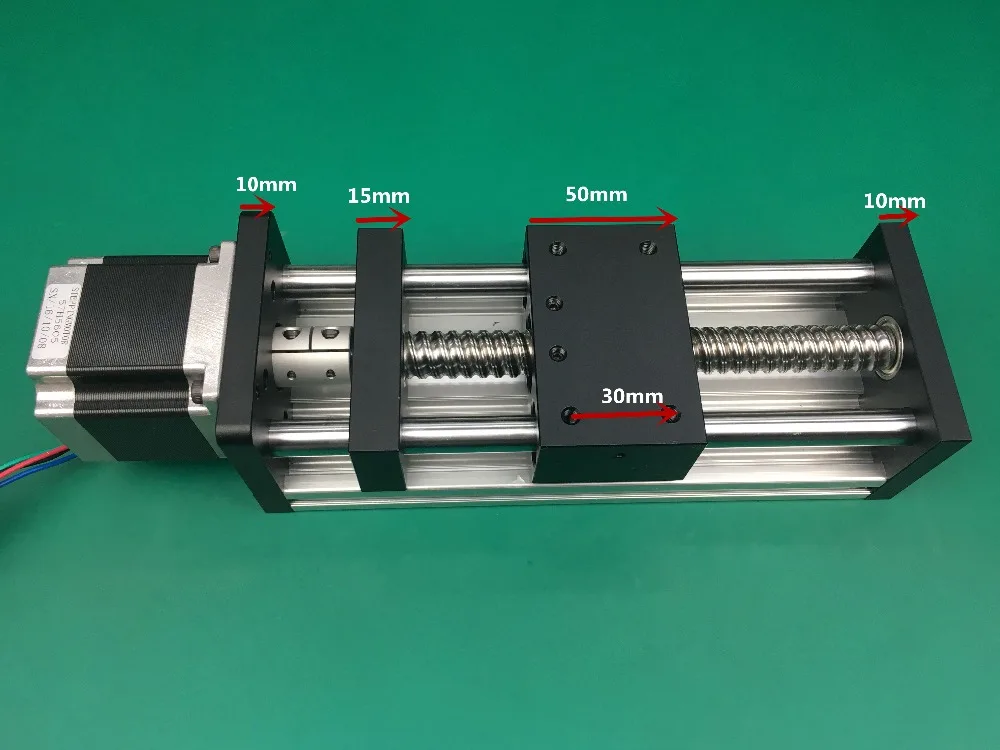
$6 компрессионная резка
Характеристики:
Назначение: Фреза специальная компрессионная (см. рис. 18). Предназначена для резки тонколистовых материалов.
Рисунок 18
Направление верхних ножей — вниз, а нижних – вверх, что дает возможность выполнять резание тонкого пластика, цветных металлов, стали, избегая подрыва листа вверх и заусенец нижней и верхней части листа. Металл фрезы имеет определенный состав, позволяющий работать с любыми синтетическими пластиками и полимерами, с любыми цветными металлами, сплавами и сталью. При необходимости резки липкого алюминия, стали, меди и твердых сплавов рекомендуют подавать СОЖ.
ROLAND: граверы для станков с ЧПУ, длина 114 мм представлены на рисунке 19.
Рисунок 19
Форма направляющих скольжения: со схемой | Станки
Наиболее часто используемые формы направляющих элементов направляющих:
(i) V-образный
(ii) Плоский тип
(iii) Тип ласточкин хвост
(iv) Круглого или цилиндрического типа.
Выбор правильной формы основан на величине и направлении несущей нагрузки, положении трансмиссии, характеристиках износа и возможностях регулировки износа, простоте сборки и экономии при изготовлении, эффективной смазке и легком удалении стружки.
Все четыре типа форм имеют свои достоинства и недостатки, поэтому иногда становится желательным использовать комбинацию этих направляющих на станках.
Направляющие V-образного типа имеют преимущество благодаря автоматической регулировке под действием силы тяжести, которая всегда удерживает поверхности в контакте, что исключает возможность люфта. Кроме того, предотвращается заклинивание из-за поперечной намотки, и исключается возможность попадания стружки на V-образную поверхность и ее захвата.Не имеет тенденции к накоплению пыли.
Недостаток направляющих V-типа является то, что она быстро изнашивается из-за отсутствие опорной поверхности, и трудно изготовить.
Направляющие скольжения плоского типа имеют простую конструкцию и имеют довольно большую площадь опоры для движущихся частей. Следовательно, чтобы преодолеть недостаток направляющих V-типа за счет преимуществ направляющих плоского типа, обычно эти два вместе используются для направляющих, как в токарных станках.
Для движения седла и задней бабки предусмотрены отдельные направляющие, так что любой износ, вызванный движением седла, не влияет на высоту центра задней бабки.Плоская станина направляет седло по боковым направляющим, и, чтобы предотвратить подъем, удерживающие элементы установлены под плоской станиной.
Роликовые направляющие(см. Рис. 11.15 (b)) используются для точного и точного перемещения тяжелых грузов. В этой системе ролики, удерживаемые в латунной обойме, размещаются между скользящими элементами. Такое расположение снижает трение между двумя элементами ползуна, поскольку трение качения заменяет трение скольжения.
Преимущества плоских направляющих в том, что для них требуются устройства для регулировки зазоров, они имеют тенденцию к накоплению пыли и плохо удерживают смазочное масло для станины токарного станка, как плоские, так и перевернутые направляющие, которые просты в изготовлении и легко ускользают при износе. имел место, используются (см. рис.11.16).
Направляющиетипа «ласточкин хвост» предпочтительнее, когда расположение движущихся частей считается важным. Они обычно используются для столов, опор и колен фрезерных станков. В направляющих типа «ласточкин хвост» регулировку износа можно производить с помощью параллельных блоков, нажимаемых установочными винтами.
Направляющие «ласточкин хвост» занимают мало места. На рис. 11.15 (a) предусмотрена планка утолщения, чтобы ее можно было отрегулировать для обеспечения хорошей скользящей посадки двух элементов ползуна.
Цилиндрические суппорты полностью удовлетворяют условиям кинематических принципов. Эти направляющие используются в колонковых или радиально-сверлильных станках.
Зазоры между сопрягаемыми поверхностями направляющих неизбежны из-за износа и производственных дефектов. Зазор между плоскими дорожками можно периодически контролировать с помощью трех упоров или полос.
Скользящее движение направляющих скольжения, вызванное сопротивлением трения между поверхностями скольжения, можно контролировать с помощью антифрикционных средств.Таким образом, трение скольжения заменяется трением качения. На рис. 11.19 показано использование шариковых подшипников, а на рис. 11.20 показано, как можно использовать ролики между закаленными направляющими полосами для минимизации трения.
Длина хода направляющих шариковых или роликовых подшипников без циркуляции ограничена примерно вдвое большей длиной, чем покрывают шарики. Однако с помощью направляющих циркуляционного типа это ограничение преодолевается.
Выбор подходящей смазки для направляющих станков
Трение – это сила, которая противодействует относительному движению двух соприкасающихся поверхностей.Твердые поверхности, которые кажутся гладкими человеческому глазу, на самом деле не при детальном рассмотрении. Это довольно шероховатые и противоположные поверхности, которые царапают друг друга, вызывая износ поверхности из-за возникающего трения. Следовательно, важно иметь решения, которые защищают машину, повышают производительность, эффективность и надежность, а также обеспечивают защиту окружающей среды.
Трение может быть «статическим или отрывным», то есть когда машина, которая находилась в состоянии покоя, включена.Здесь сила, прикладываемая для поворота вала, должна сначала преодолеть взаимодействия между двумя поверхностями. Когда вал начинает вращаться, в игру вступает «динамическое» или «кинетическое» трение.
В результате вращения вала смазка «втягивается» в зону контакта, что уменьшает взаимодействие поверхности с поверхностью и, таким образом, вызывает падение сил трения. С увеличением скорости смазочная пленка в зоне контакта также увеличивается, и трение падает. Когда поверхности полностью разделены смазкой, трение сводится к минимуму.Если скорость продолжает увеличиваться после этого момента, трение снова возрастает по мере роста смазочной пленки и создания вязкого сопротивления.
Когда поверхности полностью разделены смазкой, трение сводится к минимуму.Если скорость продолжает увеличиваться после этого момента, трение снова возрастает по мере роста смазочной пленки и создания вязкого сопротивления.
Способы смазки
Среди множества типов режимов смазки можно выделить три основные категории, о которых необходимо знать:
• Граничная смазка: Там, где трение определяется свойствами поверхностей
• Смешанная смазка: Когда как свойства смазки, так и свойства поверхностей влияют на трение в соотношении, зависящем от скорости
• Гидродинамическая смазка: Там, где трение определяется вязкостью смазочной пленки
Минимизация трения – не единственная главная цель смазочного материала для многих областей применения.Этого просто недостаточно для направляющих для станков. Плавная и точная работа направляющих требует особого внимания к фрикционным свойствам смазки. Потеря контроля трения может вызвать неточности, которые в процессе удаления металла в конечном итоге приводят к снижению производительности станка.
Направляющие скольжения, также иногда называемые линейными подшипниками, требуют тех же принципов смазки, которые описаны выше. Отличия заключаются в том, что две соприкасающиеся поверхности теперь плоские, и движение является линейным, а не вращательным.Хотя подшипник скольжения предназначен для работы в гидродинамических условиях и теоретически может работать вечно, скольжения должны останавливаться, когда достигается конец пути, и снова начинать движение в противоположном направлении. Поэтому и поскольку направляющие обычно работают ступенчато, смешанная смазка играет более важную роль. Наиболее важно то, что направляющие скольжения гораздо более восприимчивы к явлению, известному как «прерывистое скольжение», из-за большого количества времени, в течение которого они работают в режиме смешанной смазки.
Эффект прерывистого скольжения смазки направляющих
Прилипание-проскальзывание – это явление, вызванное постоянным чередованием статического и динамического трения. Это может произойти, когда статическое трение превышает динамическое трение, и когда система обладает некоторой эластичностью. При приложении движущей силы высокое статическое трение предотвращает немедленное перемещение ползуна. Вместо этого сила нагружает пружину, за счет чего движущая сила, действующая на ползун, постепенно увеличивается.Когда сила пружины превышает силу статического трения, ползун начинает движение. Из-за перехода от статического трения к динамическому, сила пружины ускоряет скольжение, в то время как пружина быстро разгружается. В конце концов, пружина полностью разгружается и начинает противодействовать движению ползуна. Ползун замедляется, в то время как трение для смешанной смазки быстро растет, пока, наконец, ползун не останавливается и цикл начинается заново. Это резкое движение часто называют «прерывистым скольжением».
Это может произойти, когда статическое трение превышает динамическое трение, и когда система обладает некоторой эластичностью. При приложении движущей силы высокое статическое трение предотвращает немедленное перемещение ползуна. Вместо этого сила нагружает пружину, за счет чего движущая сила, действующая на ползун, постепенно увеличивается.Когда сила пружины превышает силу статического трения, ползун начинает движение. Из-за перехода от статического трения к динамическому, сила пружины ускоряет скольжение, в то время как пружина быстро разгружается. В конце концов, пружина полностью разгружается и начинает противодействовать движению ползуна. Ползун замедляется, в то время как трение для смешанной смазки быстро растет, пока, наконец, ползун не останавливается и цикл начинается заново. Это резкое движение часто называют «прерывистым скольжением».
Хотя это может быть не видно человеческому глазу, прерывистое скольжение происходит повсюду вокруг нас, вызывая ряд очень слышимых ощущений. Плавное скольжение дает возможность получить удовольствие от концерта для скрипки, но также вызывает менее приятный шум учителя мела на доске или тормоза поезда, который останавливается на платформе. Прерывистое скольжение отвечает за рывки дворников, а также за скрипы ослабленного приводного ремня. Водители легковых автомобилей, заставляющие свои шины визжать, резко меняя скорость или направление, неосознанно используют эффект прерывистого скольжения.Приведенный выше список дает представление о том, насколько нежелательным является прерывистое скольжение в большинстве ситуаций. Это особенно верно для направляющих скольжения, где прерывистое скольжение может вызвать резкие движения направляющей и прикрепленной заготовки или инструмента. Такое неконтролируемое движение может привести к неточным операциям обработки, неприемлемому качеству готовой детали и потере производства.
Лучший контроль трения
Для обеспечения более плавной работы в смазку могут быть добавлены специальные добавки, называемые модификаторами трения, что позволяет лучше контролировать трение.Современные смазочные материалы для направляющих скольжения обычно содержат синергетическую смесь присадок, модифицирующих трение, которые обеспечивают точную и плавную работу в широком диапазоне рабочих условий.
Современные станки и конструкции направляющих требуют большего количества применяемых смазочных материалов. Повышение скорости и нагрузки, а также большие ожидания в отношении точности станка требуют очень сложных смазочных материалов для направляющих. Кроме того, появляется все больше пар фрикционных материалов (например, металл-пластик), которые имеют разные потребности в смазке.
Современные смазочные материалы для направляющих скольжения должны отвечать этим требованиям за счет тщательно сбалансированного сочетания базовых масел и присадок, чтобы достичь:
• Низкое статическое трение для легкого запуска
• Непрерывный переход от покоя к движению
• Плавное движение даже при больших нагрузках
Снижение трения и обеспечение производительности
Крайне важно выбрать подходящую смазку для направляющих для станков, которая поможет повысить производительность оборудования, защитить детали, а также предотвратить прерывистое скольжение при трении.Существует несколько признанных тестов на трение для демонстрации фрикционных свойств смазочных материалов для направляющих, например:
• Испытание на трение Цинциннати Лэмба
• Трибометр SKC
• Испытание на буровой установке в Дармштадте
Эти испытания позволяют оценить статические и динамические характеристики трения смазки и влияние различных материалов направляющих скольжения.
Промышленные смазочные материалыMobil ™ разработаны в тесном сотрудничестве с ведущими производителями оборудования. Инженеры Mobil глубоко разбираются в тенденциях в области оборудования и требованиях к смазочным материалам, чтобы помочь исследователям и разработчикам смазочных материалов при разработке высокоэффективных смазочных материалов, специально разработанных для:
• Защитите свое оборудование
• Обеспечивает бесперебойную работу при высоких или низких температурах, влажной среде и при высоких нагрузках
• Обеспечивают более длительные интервалы смазки
Промышленные смазочные материалы Mobil, доступные в широком диапазоне вязкости, чтобы предложить клиентам правильный выбор для их областей применения, могут помочь повысить производительность, снизить затраты и отходы, а также повысить производительность труда.
Направляющая для станков – LODGE & SHIPLEY MACHINE TOOL C
Мое изобретение относится к направляющим скольжения для направления и поддержки подвижного элемента, такого как направляющая, каретка или стол машины, в скользящей связи на относительно неподвижном элементе, таком как станина машины.
До сих пор предлагалось обеспечить неподвижный элемент или станину таких машин с прикрепленными закаленными направляющими для скользящей поддержки салазок, стола или каретки машины.Такие направляющие обычно были очень длинными, и их длина равнялась ширине поддерживаемых салазок, стола или каретки плюс длина их хода. До сих пор предпринимались попытки упрочнить такие направляющие до предельной твердости, но из-за их длины такое упрочнение обычно приводило к такому короблению и деформации направляющих, что делало их непрактичным, неудовлетворительным и чрезвычайно дорогостоящим. . Такое упрочнение также сделало направляющие хрупкими и склонными к растрескиванию и растрескиванию, и, поскольку они находились в открытых положениях, они подвергались травмам от падающих инструментов и деталей, которые быстро раскалывались, трескались или иным образом повреждали скользящие поверхности направляющих.и быстрое y ухудшило их точность и эффективность, а также направляющих скольжения, с которыми они взаимодействовали.
Целью моего изобретения является устранение этих трудностей путем создания новой и улучшенной направляющей между направляющей, кареткой или столом, или поддерживаемым элементом машины и ее станиной, основанием или опорным элементом, что очень устойчивы к износу и экономичны в производстве.
Мое изобретение состоит в том, чтобы снабдить подвижный опорный элемент новой направляющей скольжения, которая является чрезвычайно твердой; кроме того, в создании поддерживающей направляющей, которая имеет открытую часть, обычно защищенную упомянутым поддерживающим элементом, и сконструирована так, чтобы ее деформация корректировалась упомянутым поддерживающим элементом; кроме того, сконструировать такую поддерживающую направляющую с твердостью, которая меньше твердости поддерживаемой направляющей, и она устойчива к растрескиванию, растрескиванию, истиранию и травмам падающими инструментами, рабочими деталями и другими предметами, и при поддержании упомянутой поддерживающей направляющей посредством материал, который еще более мягкий и который поглощает удары, чтобы помочь предотвратить повреждение указанной поддерживающей направляющей, и, кроме того, в обеспечении поддерживаемой направляющей с режущими концами для вырезания и удаления стружки и т.п. с поддерживающей направляющей и для срезания выпуклостей, которые могут быть выполнены в поддерживающей направляющей и тем самым предотвратить заедание путей и продлить срок их службы и точность.
Мое изобретение состоит, кроме того, в предоставлении новых средств крепления для моей улучшенной направляющей; кроме того, в обеспечении средств крепления, которые становятся частью скользящей поверхности направляющей; кроме того, в обеспечении упрочненной направляющей и упрочненных средств крепления для нее, сконструированных и соединенных таким образом, чтобы образовывать непрерывную упрочненную поверхность скольжения; кроме того, при формировании направляющих и средств крепления для них такой твердости в их направляющих плоскостях, чтобы было слишком трудно наносить на них поверхности скольжения с помощью инструмента, имеющего режущую кромку, и при нанесении таких поверхностей скольжения шлифованием, например, посредством наждачный круг.Мое изобретение, кроме того, состоит в создании направляющих скольжения с улучшенными смазывающими свойствами и приспособленных для самоочищения от стружки, неровностей и посторонних веществ новым способом. Мое изобретение будет в дальнейшем легко понято из следующего описания и формулы изобретения, а также из чертежей, на которых последние: Фиг. 1 – вид сверху токарного станка, воплощающего мое изобретение, с частичным вырывом. Фиг.2 представляет собой вид с торца того же самого, с частичным вырывом.
. Рис. 3 – это героически увеличенный фрагмент плана, иллюстрирующий мое изобретение.
Фиг. 4 представляет собой поперечное сечение того же самого по линии -4 на фиг. 3.
Фиг. 5 – вид в вертикальном разрезе по линии 5-5 на фиг. 1.
Фиг. 6 представляет собой продольный вертикальный разрез того же самого по линии 6-6 фиг. 5. Фиг. 7 представляет собой увеличенный подробный вид в поперечном разрезе по линии 5-5 на фиг. 1, показывающий детали в перевернутом положении и показывающий форму винта, используемого для крепления закаленной изнашиваемой полосы к каретке. , с поворотной головкой на месте.Фиг. 8 представляет собой аналогичный вид, но с удаленной поворотной головкой.
Фиг. 9 представляет собой аналогичный вид, показывающий способ отделки открытого конца винта, чтобы сделать его непрерывной частью скользящей поверхности направляющей.
Фиг. 10 – это героически увеличенный фрагментарный разрез модификации моего усовершенствованного устройства, частично оторванный, а фиг. 11 – его разрез по линии I1-I на фиг. 10. и частично откололась.
Хотя настоящее изобретение показано воплощенным в токарном станке, между его станиной и кареткой, очевидно, что оно в равной степени применимо к другим металлообрабатывающим или аналогичным станкам, в которых элемент приспособлен для скольжения относительно другого элемента и для поддержки. и руководствуясь этим.В токарном станке, для которого особенно адаптировано мое изобретение, обычные поперечные суппорты, задняя бабка и составной упор также могут быть снабжены направляющими, выполненными в соответствии с моим изобретением.
Показан токарный станок по металлу, содержащий опору или станину 10, переднюю бабку I I и высокую бабку 12, размещенную обычным образом. Высокий бабок можно регулировать вдоль направляющих 13, 14 на станине и зажимать соответствующим образом. Изделие поддерживается центрами 15, 16.
и вращается между ними.Ползун, показанный как каретка 21, который несет инструмент или инструменты для резки работы, поддерживаемый между центрами токарного станка, установлен с возможностью скольжения на станине и поддерживается и направляется в своих движениях вдоль нее посредством передних и задних направляющих 22 и 23, показанных как имеющий горизонтально расположенные плоские опорные поверхности 24, 25 скольжения.Направляющие 22, 23 показаны выполненными за одно целое со станиной и из того же материала, который предпочтительно представляет собой чугун или подобный материал. На каретке предусмотрены выступы 27, 28, регулируемые любым известным способом, для взаимодействия с направляющими 22 и 23, соответственно, для обеспечения надлежащего направляющего соединения между кареткой и указанными направляющими.
Обычный поперечный суппорт представлен 29, а обычный составной упор 80 – 31.
Чтобы обеспечить более долговечную опорную направляющую, я предпочитаю охлаждать отливку станины в деталях, находящихся на них и примыкающих к направляющим, для улучшения кристаллической структуры металла, предпочтительно серого чугуна, и придания ему степени твердости. избыток того, что присутствует в остальной части отливки кровати.Поскольку оставшиеся части слоя остаются более мягкими и более устойчивыми к растрескиванию, они обеспечивают эффективную амортизирующую опору для более твердых направляющих и противодействуют любой их тенденции к деформации или растрескиванию.
Направляющие 22, 23 предпочтительно должны быть достаточно твердыми на своих участках поверхности и рядом с ними, чтобы быть чрезвычайно износостойкими, но не настолько твердыми, чтобы быть хрупкими, и они будут выдерживать удары тяжелых предметов, падающих на них, без трещин или сколов и будут устойчивыми. ко всем формам шока, встречающимся в процессе эксплуатации.
Отливка охлаждается с поверхностей скольжения внутрь, что делает рабочие поверхности указанных направляющих очень твердыми и износостойкими, твердость проникает в отливку на значительное расстояние, например, в диапазоне от одного дюйма до трех дюймов, твердость уменьшается по мере увеличения. расстояние проникновения увеличивается, и затвердевший участок постепенно сливается с неотвержденным телом отливки, причем более твердые участки смягчаются менее твердыми участками, находящимися ниже.
Поверхности 24, 25 направляющих могут быть нанесены на направляющие 22 и 23 с помощью инструмента, имеющего режущую кромку, или шлифованием наждачным инструментом, или обоими такими инструментами.
Направляющая, формируемая непосредственно на отливке станины или опоры, снабжена небольшими порами 32 или пустотами в отливке, которые образуют карманы для смазки, подаваемой подходящим образом к направляющей. Горловины этих пор или промежутков обращены вверх, чтобы удерживать смазочный материал для помощи в непрерывном смазывании поверхностей скольжения.
Ползун, являющийся кареткой 21, снабжен закаленными направляющими, взаимодействующими с направляющими 22, 23.В предпочтительной форме моего изобретения эти направляющие показаны в виде изнашиваемых пластин или полос 36, 37, но они могут быть сформированы непосредственно в материале направляющих, который может быть отливкой, снабженной упрочненной частью поперечного сечения, составляющей единое целое с отливкой для каждая из направляющих, проиллюстрированная модификацией, показанной на фиг. 10 и 11.
В предпочтительной форме моего изобретения, проиллюстрированной на фиг. 3-9 включительно, изнашиваемые пластины или полосы 36, 37 снабжены плоскими опорными скользящими поверхностями 38, 39 для взаимодействия с поддерживающими скользящими поверхностями 24, 25 направляющих 21, 22 на станине.Эти изнашиваемые полосы предпочтительно изготовлены из стали и закалены до очень высокой степени термической обработкой или иным способом, или они могут быть изготовлены из очень твердого износостойкого сплава черных металлов. Они прикреплены к каретке винтами 43, проходящими через отверстия 44 в изнашиваемых накладках и ввинченными в каретку.
В качестве примера можно указать, что изнашиваемые полосы могут состоять из или быть снабжены соприкасающимся со скольжением слоем стали, подходящей для поверхностного упрочнения, и снабжены закаленной оболочкой или оболочкой с помощью любого подходящего метода упрочнения, такого как карбонизация, науглероживание, азотированием или другим методом и подходящим образом нагревают в присутствии отвердителя в течение подходящего периода времени и соответствующим образом закаливают, чтобы получить поверхность скольжения с чрезвычайной твердостью, или полосы износа могут состоять из подходящих чрезвычайно твердых износостойких черных металлов. сплав, как сталь, содержащая желаемое процентное содержание углерода, термически обработанная и закаленная, или другой упрочняющий агент, такой как никель, хром, вардиум или другое упрочняющее вещество, для получения сплава черных металлов, который является чрезвычайно твердым по всей своей структуре. .Винты снабжены головками 46 с буртиками, имеющими на них выступы 47, показанные в форме усеченного конуса, которые взаимодействуют с аналогичным образом сформированными стенками 48 с буртиками отверстий 44. Винты предпочтительно снабжены чрезвычайно твердой износостойкой скользящей поверхностью 49 на их внешних концах, имеющей износостойкость. свойства, аналогичные свойствам скользящей поверхности изнашиваемой полосы, которую они прикрепляют к своему основанию, как каретка 21. Для этого используются 4 винта, предпочтительно изготовленные из чрезвычайно твердого износостойкого сплава черных металлов, твердость которого распространяется на всю длину. толщина винта, особенно в плоскости опорной поверхности износа полосы, которые они обеспечивают.В качестве примера можно указать, что винты состоят из подходящего чрезвычайно твердого износостойкого сплава черных металлов, например стали, содержащей желаемый процент углерода, подходящей термической обработки и закалки, или другого упрочняющего агента, такого как никель, хром, ванадий. или другое упрочняющее вещество, чтобы получить железный сплав, который является чрезвычайно твердым по всей своей структуре, причем винты предпочтительно должны иметь твердость по всей своей структуре или в плоскости, в которой закаленная поверхность скольжения затем наносится на ее конец, аналогично твердость поверхности скольжения, которой снабжена полоса скольжения.
Для обеспечения зажимного действия винта, достаточного для крепления изнашиваемой полосы к ее основанию, и для обеспечения винта с непрерывной скользящей поверхностью на его внешнем конце, продолжающейся с скользящей поверхностью изнашиваемой полосы, которую он фиксирует на месте винт снабжен поворотной головкой 50, которая отделяется от хвостовика винта, например, с помощью винта с уменьшенной частью или съемной частью 51, составляющей одно целое с ним между головкой 46 с буртиком и поворотной головкой 50.Эта разделительная часть предпочтительно расположена на расстоянии от внешнего края заплечика и достаточно устойчива к деформациям кручения, чтобы изнашиваемая полоса могла быть зажата на ее основании с большой силой, чтобы жестко закрепить изнашиваемую полосу на ее основании, например, подходящим ключом применяется к поворотной головке.
После того, как изнашиваемая полоса закреплена таким образом, вращающуюся головку снимают, например, из-за крутильного разрыва уменьшенной части или хвостовика 51 в точке, удаленной наружу от плоскости скользящей поверхности изнашиваемой ленты, например, в результате продолжающегося поворачивающего напряжения, приложенного к голову гаечным ключом.Для обеспечения того, чтобы разрыв произошел в нужной точке, часть наименьшего диаметра уменьшенного стержня соединяется с головкой с заплечиками посредством галтеля 52, окружающего упомянутый стержень, и с поворотной головкой 50 посредством галтеля 53, окружающего упомянутый хвостовик. хвостовик так, чтобы при снятии поворотной головки найти точку излома винта между упомянутыми галстуками. Когда винт находится на месте, внешний конец головки 46 с буртиком предпочтительно находится за пределами уровня готовой поверхности скольжения изнашиваемой пластины или полосы, которую он фиксирует на месте (фиг.7, 8 и 9), причем эта выступающая часть головки с буртиком удаляется, когда винт снабжен своей скользящей поверхностью 49 (фиг. 9).
При желании полоса скольжения и внешние концы винтов, крепящих ее к основанию, могут быть подвергнуты чистовой операции путем непрерывного прохода или проходов через них шлифовальным инструментом для получения непрерывной поверхности скольжения (рис. 9).
После снятия поворотной головки внешний конец винта снабжен скользящей поверхностью 49 (Рис.9) в плоскости скользящей поверхности ползуна. Винт не имеет паза и углубления в указанной плоскости, его торцевая поверхность не прерывается по всей его толщине, а внешний край его конца сливается с поверхностью скольжения полоски скольжения, образуя непрерывную непрерывную поверхность скольжения на всем протяжении полоса скольжения.
Винт предпочтительно выполнен из металла, слишком твердого для того, чтобы на него была нанесена скользящая поверхность с помощью инструмента, имеющего режущую кромку, и указанная скользящая поверхность предпочтительно наносится посредством шлифования, например, посредством вращающегося шлифовального круга 59, который восстанавливает сломанный стержень хвостовика 51 60 винта, оставшийся после снятия поворотной головки, уменьшает внешний конец винта, чтобы обеспечить его упрочненным скользящим концом в плоскости скользящей поверхности скользящей полосы.Эта последняя поверхность скольжения может быть обеспечена как непрерывная операция со шлифованием внешнего конца шнека или может быть предусмотрена полностью или частично перед такой шлифовкой внешнего конца шнека.
Изнашиваемые полосы предпочтительно изготовлены из картона или имеют упрочненный корпус на их изнашиваемой поверхности, слишком твердый для нанесения на них изнашиваемой поверхности с помощью инструмента с режущей кромкой.
Изнашиваемая поверхность или поверхность скольжения предпочтительно наносится на полоску скольжения посредством шлифования, например, посредством вращающегося шлифовального круга, как шлифовальный круг 59, чтобы обеспечить полосу скольжения гладкую поверхность скольжения с высокой степенью чистоты, которая является чрезвычайно твердой и прочной. устойчивы к износу и представлены снизу для защиты от падающих предметов.Оно надежно и равномерно поддерживается на его спину, поскольку при наличии его задней поверхности земли, чтобы сформировать опорную поверхность 60, которая тесно поддерживаются на протяжении всей своей степени подобной формы опорной поверхности 61 на опорной, фундаменте или часть машины, в которой ползун полоса закреплена. Корпус опоры, фундамента или детали машины может быть из материала обычной твердости, такого как чугун, из которого она состоит. Края 62, 63 полоски скольжения могут быть аналогичным образом отшлифованы для взаимодействия с краевыми стенками канавки 64, в которой полоса скольжения расположена в примере.
Опорная поверхность 6 совмещена с направляющими 22, 23, а опорная поверхность 60 и скользящая поверхность 38 или 39 на скользящей полосе совмещены друг с другом и с осями центров, которые поддерживают работу, так что для обеспечения точного взаимодействия между инструментом или инструментами на каретке или суппорте и работой между указанными центрами. Как показано на фиг.4, скользящие поверхности изнашиваемых полос соответственно встречаются с предпочтительно вертикальными торцевыми поверхностями 65 на их соответствующих концах, образуя острые режущие кромки, обозначенные цифрой 66.Эти режущие кромки действуют как очистители, чтобы эффективно очищать направляющие от стружки и частиц металла или абразивной пыли и делать ненужным использование других средств очистки, хотя такие другие средства очистки могут использоваться в дополнение к снятию срезанных кромок. 66 дежурства. Поскольку изнашиваемые пластины изготовлены из чрезвычайно твердой стали и имеют торцевые поверхности, перпендикулярные или расположенные под острым углом по отношению к движущимся поверхностям направляющих скольжения, они оказывают режущее действие на любые мелкие металлические частицы 67, которые могут частично проникать в направляющие станины. или захвачены в порах металла и действуют, чтобы срезать выступающие части таких частиц или вытеснять их с путей, таким образом очищая поверхности направляющих от таких частиц и предотвращая их попадание между путями движения и путями на кровать, где они могут порезать или повредить одну или обе поверхности.
В модификации, представленной на рис. 10 и 11, в которых детали обозначены аналогичными ссылочными номерами, увеличенными до серии 100, чрезвычайно упрочненная поддерживаемая поверхность 138 скольжения поддерживаемой направляющей скольжения на салазках или каретке, вместо того, чтобы находиться на отдельной изнашиваемой пластине или полосе, как в Рис. С 3 по 9 включительно, формируется непосредственно на отливке ползуна или каретки. Такое упрочнение может быть достигнуто подходящим способом, например охлаждением, как объясняется в связи с упрочнением поддерживающей направляющей на станине, дополненной дополнительной закалочной обработкой для получения чрезвычайно твердой поверхности скольжения на салазках.Такая чрезвычайно упрочненная поверхность скольжения скольжения может быть получена либо в качестве дополнения к закалке путем охлаждения, либо как независимая закалка. Такое упрочнение может быть достигнуто путем цементирования, карбонизации, науглероживания, азотирования или простого эфира, в зависимости от материала, из которого состоит ползун или его скользящая часть, или материал рюкзака может быть сплавом черных металлов, как поясняется в связи. с упрочнением изнашиваемых полос 36, 37. Такое упрочнение также может быть достигнуто путем так называемой закалки пламенем или закалкой в горелке, и, когда используется такой последний характер упрочнения, отливкой ползуна или части, на которую опирается Направляющая предпочтительно выполнена из стали или чугуна с высоким содержанием стали.
При такой закалке пламенем или закалке горелкой происходит подающее движение между пламенем и изделием, одна или обе из которых могут перемещаться относительно друг друга, чтобы обеспечить прогрессивное действие развальцовки на поддерживаемую направляющую. Во время такого воздействия пламени на изделие материал изделия, то есть скользящая часть ползуна или каретки, нагревается до критического диапазона температур, необходимого для получения надлежащей степени твердения, перед нанесением охлаждающей среды. причем последний обычно наносят сразу после нагрева в зависимости от желаемой твердости.
Закалочной средой обычно является воздух или вода, вода используется для закаленных водой сталей или чугуна с высоким содержанием стали, а сжатый воздух используется для таких сталей или стального чугуна с высоким содержанием стали, которые обычно требуют закалки в масле, , его объем, продолжительность его нанесения и его давление в зависимости от природы материала, который затвердевает, и желаемой степени твердости.
В этой модификации опорная поверхность скольжения, как 138, сформирована непосредственно на той части ползуна, на которой сформирована опорная направляющая, как 136, как, например, являющаяся частью отливки или ее тела, или отдельная от него часть, прикрепленная к ней надлежащим образом.Упрочнение направляющей может быть достигнуто другими средствами или методами, чем те, которые указаны в данном документе, чтобы получить упрочнение поддерживаемой направляющей, существенно более твердое, чем твердость поддерживающей направляющей, пример одного из которых обозначен позицией 122, а последний – во всех отношениях аналогична твердости поддерживающих направляющих 22, 23 в предпочтительной форме моего изобретения. Если поддерживаемая направляющая является частью отливки или корпуса салазок или каретки, отверждение предпочтительно распространяется на материал, из которого состоит направляющая или каретка, твердость проникает в отливку или корпус на значительное расстояние, например: в диапазоне от одного до.три дюйма, как и в случае опорного направляющей, твердость снижается по мере удаления от увеличения проникновения и укрепленный участок постепенно переходящий в inhardened часть отливки, тем труднее части быть смягчен менее жесткими частями более отдаленных от поддерживаемая поверхность скольжения.
Твердость, придаваемая поддерживаемой направляющей скольжения, предпочтительно является такой, чтобы было слишком трудно нанести на нее поверхность износа с помощью инструмента, имеющего режущую кромку. Изнашиваемая поверхность или поверхность скольжения предпочтительно подводится к поддерживаемой направляющей скольжения посредством шлифования, например, посредством вращающегося шлифовального круга, такого как шлифовальный круг 59.В этой модификации каждый конец поверхности 138 скольжения поддерживаемой направляющей встречает предпочтительно вертикальную торцевую поверхность 165 части скольжения, на которой сформирована поддерживаемая канавка, чтобы образовать острую закаленную режущую кромку 166. Эти режущие кромки действуют не только как дворники для держать опорные направляющие свободно стружки и частиц металла или абразивной пыли, но они также срезанные препятствия и выпуклостей, чтобы поддерживать опорную поверхность скольжения на протяжении в его надлежащем sup00 портирования плоскости, как указано объяснено со ссылкой на режущие кромки 66 на соответствующих концах изнашиваемых полосок, 36, 37.Функции, операции и формы упрочненных поддерживаемых поверхностей 138 скольжения такие же, как объяснено 5 со ссылкой на очень жесткие полоски скольжения 38, 39.
Связь чрезвычайно упрочненных поддерживаемых поверхностей скольжения 38 и 138 с опорными поверхностями скольжения 24, 25 и 124, соответственно, и рабочие эффекты между ними таковы, что с течением времени трение между взаимодействующими поверхностями скольжения приводит к полировке литье из металла, чтобы получить на нем твердое остекление для улучшения свойств скольжения между направляющими скольжения, сохраняя при этом наличие пор для скольжения при их смазке.
В качестве примера относительной твердости скользящих поверхностей 38, 39, 18 на салазках или каретке и скользящих поверхностей 24, 25, 124 на опоре или станине можно указать, что скользящие поверхности 38, 39, 138 и режущие кромки 66, 166 на их соответствующих концах, а также внешние скользящие концы зажимных винтов предпочтительно имеют степень твердости, приближающуюся к диапазону значений от 85 до 90 на склероскопе Шора и приближающуюся к диапазону значения от C-62 до 65 по испытанию на твердость по Роквеллу, а поверхности скольжения 24, 25, 124 предпочтительно имеют степень твердости, приближающуюся к диапазону значений от 35 до 38 на склероскопе Шора и приближающуюся к диапазону значений C- 25–28 с помощью испытания на твердость по Роквеллу, хотя последние поверхности скольжения при желании можно оставить нетвердыми.
Этот пример не следует рассматривать как ограничение, поскольку очевидно, что твердость поверхностей скольжения 38, 39, 118 и режущих кромок 66, 166, а также поверхностей скольжения 24, 25, 124 может соответственно варьироваться в широком диапазоне, и разница в твердости между ними может сохраняться или может изменяться в зависимости от измененных условий.
Неоспоримое преимущество реализуется при использовании настоящего изобретения в том, что поверхности направляющих скольжения с чрезвычайно жесткой опорой, как 38, идут 39, 138, взаимодействуют с опорными поверхностями направляющих, как 24, 25, 124, чтобы поддерживать то же самое. без стружки и для удаления любых частиц постороннего материала, которые могут попасть в них, и, кроме того, постоянная смазка направляющих coact-5S Ing обеспечивается благодаря открывающимся вверх порам, удерживающим смазку 32 в поверхностях направляющих направляющих на направляющих кровать.
Благодаря использованию чрезвычайно упрочненных поверхностей скольжения на каретке и их совместной работы с закаленными направляющими меньшей твердости на станине, как описано выше, использование плоских горизонтально закрепленных опорных поверхностей на желобах эффективно возможно. Направляющие, снабженные плоскими поверхностями, расположенными таким образом, желательны, так как их опорные поверхности расположены по существу под прямым углом к направленному вниз усилию инструмента и весу каретки, но до сих пор возникали проблемы, связанные со склонностью стружки оседать на них, что делает их безопасными. мое улучшенное устройство.
Из вышеприведенного описания будет понятно, что прикрепив чрезвычайно жесткие изнашиваемые полосы 36, 31 к нижней стороне каретки и расположив их и чрезвычайно жесткие скользящие поверхности 38, 39, 138 внутри границ каретки и представив их чрезвычайно закаленные скользящие поверхности обращены вниз, они защищены от ударов падающих предметов, которые могут вызвать растрескивание, растрескивание или деформацию такого чрезвычайно твердого металла, и благодаря формированию открытых направляющих из менее твердого, но более прочного закаленного металла они становятся стойкими. к такому растрескиванию, растрескиванию и деформации, оставаясь при этом чрезвычайно износостойким.И, кроме того, металл направляющих на станине или опоре, предпочтительно закаленный чугун, более пористый на поверхности, чем очень твердые скользящие полосы и очень твердые скользящие поверхности 38, 39, 138, и приспособлен для удержания смазка, и поскольку пути станины или опоры являются более длинными из соактивных направляющих скольжения, достигается более сильная и лучшая смазка каретки на всем протяжении ее хода, смазка дополнительно усиливается за счет того, что 15 открытых концов или горловин пор или пустот в нижних направляющих направляются вверх для удержания смазки.Кроме того, более длинные направляющие на станине или опоре обрабатываются с меньшей твердостью, чем направляющие на салазках или каретке, и поэтому подвержены меньшему короблению, чем указанные направляющие, а направляющие на направляющих или каретках, обработанных таким образом, короче, чем направляющие. на станине или опоре, по этой причине их склонность к деформации и ее размер уменьшаются для большей точности перемещения ползуна или каретки.
Мое изобретение применимо и к другим поверхностям скольжения.в данном документе конкретно описано и взаимодействующим с ним приставкам.
Направляющие на станине поддерживаются в их истинных плоскостях и не содержат частиц, которые могут задеть или истирать направляющие на салазках или каретках, более твердые скользящие поверхности салазок защищены от повреждений извне благодаря их защищенному положению , а более открытые поверхности скольжения на опоре или станине более устойчивы к травмам от ударов падающих предметов, чем поверхность скольжения на слайде, если они обнажены, и такие травмы, если они имеют место, корректируются режущим действием острые кромки более жестких направляющих на салазках., Направляющая на опоре отскакивает более легко без травм от удара падающим на нее предметом 80, чем более жесткая направляющая на направляющей, если бы она была подвергнута такому удару, и если такая травма действительно имеет место, она обычно принимает форму углубление или кратер, стенки которых вздулись над поверхностью скольжения в support85 Ингах направляющей, выступающие участки таких стенок быть немедленно подавлены или сбривают с помощью ножа края поддерживаемых направляющей, чтобы немедленно исправить такие травмы и восстановить опорный направляющую в нормальное состояние, чтобы предотвратить повреждение поддерживаемой поверхности скольжения.
Режущие кромки 66, 166 на концах чрезвычайно закаленных направляющих скольжения на салазках или каретке движутся в тесном и режущем отношении к направляющим на опоре или станине и действуют для постоянного удаления стружки и посторонних веществ и выступов, которые могут образовываться направляющей на опоре или станине, и тем самым предотвратить попадание посторонних веществ между взаимодействующими направляющими и тем самым избежать царапин и повреждений скользящих поверхностей, а также предотвратить их истирание, и если упомянутые режущие кромки затупятся, они могут легко затачивается путем переточки торцевых поверхностей 65, 165 на соответствующих концах направляющих скольжения на салазках или каретке, благодаря чему обеспечивается постоянная точность и долгий срок службы моего улучшенного устройства.Торцевые поверхности могут быть под острым углом к скользящим поверхностям 38 и 138 соответственно, как показано пунктирными и штриховыми линиями 65 ‘и 165’ на фиг. 4 и 11 соответственно, чтобы сформировать торцевые режущие кромки.
Своим изобретением я создал чрезвычайно эффективную и экономичную конструкцию, скомпоновав взаимодействующие направляющие и опорные элементы 05 с различными физическими характеристиками.
Я претензия: 1. В машине описанного типа, комбинацию из относительно неподвижного опорного элемента и относительно скользящего элемента, поддерживаемого закаленной слайд части на указанном элемент, поддерживает путепровод на указанном опорный элемент относительно меньшей твердости, чем указанные закаленная скользящая деталь, и упомянутая закаленная скользящая деталь, имеющая торцевую режущую кромку, расположенную по отношению к поверхности упомянутой направляющей так, чтобы иметь срезающее действие при ее движении вдоль упомянутой направляющей на частицах, погруженных в нее.
2. В машине описанного характера комбинация станины, направляющей на указанной станине, каретки, поддерживаемой и скользящей по указанной 5-дюймовой направляющей, отдельная закаленная износостойкая полоса на указанной каретке, имеющая упрочненную поверхность скольжения, взаимодействующую с указанная направляющая, средство для крепления указанной изнашиваемой полосы к указанной каретке, содержащее винт, по существу, той же степени твердости, что и указанная изнашиваемая полоса, и проходящий через нее, причем внешний конец указанного винта снабжен упрочненной скользящей поверхностью, расположенной в плоскости указанной первой названной поверхностью скольжения, чтобы обеспечить по существу непрерывную твердую поверхность упомянутой направляющей.3. Комбинация с кареткой и опорой для нее, путей взаимодействия между кареткой и опорой, включающая направленную вниз направляющую с большей твердостью на каретке и направленную вверх направляющую с меньшей твердостью на опоре, на которой указанная направляющая направляющая, направленная вниз. скользящая поверхность указанной направленной вверх направляющей имеет большую пористость и длину, чем пористость и длина, соответственно, указанная направляющая, направленная вниз.
4.Комбинация с кареткой и опорой для нее, путей взаимодействия между кареткой и опорой, включающих направленную вниз направляющую с большей твердостью на каретке и направленную вверх направляющую с меньшей твердостью на опоре, на которой указанные направляющие направляющие, направленные вниз, поверхность скольжения указанной направленной вверх направляющей имеет большую пористость и длину, чем пористость и длина, соответственно, указанная направляющая, направленная вниз, и указанная направленная вниз направляющая снабжена режущими концами, взаимодействующими с внешними концами стенок пор в указанном направленном вверх направляющая для очистки указанных пор от посторонних частиц.
5. Сочетание поддержки и слайды по этому вопросу, сказал слайд снабжен металлической закаленной поддерживаются скользящей частью и имеющей часть носить на ней слишком трудно иметь поверхность скольжения приложенной к ней с помощью инструмента, имеющего режущую кромку и снабжена закаленным отшлифованная поверхность скольжения, указанная опора снабжена направляющей из коактивного литья, поддерживающей указанное. первая поверхность скольжения и имеющая закаленную законченную поверхность скольжения, открывающую поры отливки для упомянутой первой поверхности скольжения и приспособленную для приема и удержания смазки для упомянутой первой поверхности скольжения.
6. Комбинация опоры и ползуна на ней, сказал. ползун, снабженный закаленной металлической износостойкой частью, слишком твердой для того, чтобы на нее была нанесена поверхность скольжения с помощью инструмента, имеющего режущую кромку и снабженного закаленной шлифованной поверхностью скольжения и режущими концами на соответствующих концах упомянутой поверхности, указанная опора снабжена коактивным литьем направляющая, поддерживающая указанную поверхность скольжения с первым именем и имеющая закаленную готовую поверхность скольжения, в которой поры отливки открыты для приема и удержания смазки для указанной поверхности скольжения с первым именем, а указанные режущие концы расположены так, чтобы взаимодействовать с внешними концами стенки указанных пор для удаления посторонних веществ из указанных пор и для срезания инородных веществ, застрявших в указанных порах, и для срезания выступов в указанной направляющей для совместной отливки, выступающих над плоскостью указанной упрочненной готовой поверхности скольжения.
7. В направляющей для скольжения комбинация основы, металлической закаленной износостойкой полосы, слишком твердой для того, чтобы на нее была нанесена поверхность скольжения с помощью инструмента, имеющего режущую кромку и снабженного шлифованной поверхностью скольжения, и средства крепления с резьбой. по существу равной твердости с указанной закаленной изнашиваемой полосой, имеющей заплечик в указанной полосе и ввинченной в указанное основание для фиксации указанной закаленной изнашиваемой полосы на указанном основании, указанное средство крепления с резьбой имеет непрерывный шлифованный конец скольжения в плоскости указанной скользящей поверхности и с указанной поверхностью скольжения таким образом, чтобы образовывать непрерывную поверхность скольжения направляющей.
8. В направляющей для скольжения, сочетание фундамента, снабженным подготовленной опорной поверхностью, закаленная металлическая полоса скольжения слишком сильно, чтобы иметь закаленную поверхность скольжения применяется к нему с помощью инструмента, имеющего режущую кромку и снабжена первого слайдом поверхности и с подготовленной опорной поверхностью взаимодействующей с указанной первым названием подготовлена опорной поверхностью, и закаленный металл резьбового стержнем, имеющее плечо в указанной полосе и резьба в указанной основу, чтобы обеспечить указанный слайд закаленных металлической полосу к указанной основе с указанным подготовлен опорными поверхностями в коактивное отношение для размещения указанной шлифованной поверхности скольжения относительно указанного основания, указанный упрочненный металлический резьбовой стержень имеет участок по всей его толщине на его внешнем конце, который слишком твердый для того, чтобы на него была нанесена скользящая поверхность с помощью инструмента, имеющего режущую кромку и обеспеченного с непрерывной поверхностью скольжения 80 в плоскости и в непрерывном отношении к указанной первой названной поверхности скольжения.
9. В направляющей для ползуна комбинация основы, упрочненной полоски скольжения и резьбового элемента для крепления упомянутой упрочненной полоски скольжения к упомянутому основанию, содержащему стержень с резьбой, головку с выступом, по существу, равную твердость упомянутой полоске скольжения. расположена в упомянутой полоске скольжения, и поворотная головка соединена с упомянутой головкой с заплечиками посредством ослабленного соединения, достаточно прочного, чтобы выдерживать нагрузку от ввинчивания упомянутого стержня в упомянутый фундамент для закрепления упомянутой полоски скольжения на упомянутом основании и разъемной, чтобы обнажить конец упомянутой поворотной головки для обеспечение указанного конца скользящей поверхностью.
S10. В сочетании, опора, снабженная направляющей, имеющей упрочненную опорную поверхность скольжения с твердостью приблизительно от 35 до 38 Склероскоп и длиной, включающей открытые части, и направляющая, имеющая направляющую co50, действующую с указанной направляющей и имеющую закаленная поддерживают поверхность скольжения твердости приблизительно в диапазоне от 85 до 90 склероскопу взаимодействующего с указанным закаленными опорной поверхностью скольжения и меньшей длинами, чем указанная опорной поверхность скольжения и с возможностью скольжения в продольном направлении на последнем подвергать воздействие указанных их части.
11. В сочетании, опора, снабженная направляющей, имеющей направленную вверх упрочненную опорную поверхность скольжения с твердостью приблизительно в диапазоне от 35 до 38 Склероскоп и длиной, включающей открытые вверх части, и предметное стекло, имеющее поддерживаемую направляющую скольжения, имеющую выступающая вниз представили закаленный поддерживают ползун поверхность твердости приблизительно в диапазоне от 85 до 90 склероскопу взаимодействующая с указанным вверх представлены закаленным опорной поверхностью скольжения и меньше длины, чем указанной вверх представили закаленные опорную поверхность скольжения и с возможностью скольжения в продольном направлении на последнем подвергать указанную воздействию их части.
12. В комбинации, литые металлическая поддержка снабжена направла ющие, имеющие вверх представили закаленную опорную поверхность скольжения hav- г Инга открытых законченные поры литого металл подвергается на упомянутом опорную поверхность закалена слайд для удержания смазки и длиной, чтобы включать воздействию части и слайд, имеющий ползун, который имеет представленную вниз закаленные поддерживает слайд-поверхность значительно большей твердостью, чем твердость указанной опорной поверхности скольжения и меньшей длины, чем указанная закаленные опорную поверхность скольжения и с возможностью скольжения в продольном направлении на последнем подвергать указанные открытые части на фиг.1 и сказал поддерживается поверхность скольжения снабжена режущими концами кодействующих с упомянутой опорной поверхности закалены слайд для поддержания последних в надлежащем опорной плоскости.
13. В сочетании, опора из литого металла, снабженная направляющей, имеющая направленную вверх упрочненную опорную поверхность скольжения на литом металле указанной опоры с твердостью, превышающей нормальную твердость указанного литого металла, и меньшей, чем твердость, отталкивающая его резку посредством инструмент, имеющий режущую кромку, и имеющую открытые законченные поры указанного литого металла подвергается в упомянутом закаленные опорной поверхности скольжения для удержания смазки и длиной, чтобы включать в себя открытые части, и ползун, имеющий ползун, который имеет представленную вниз закаленной поддерживаемый слайд поверхность такая твердость выше, чем твердость указанной опорной поверхности скольжения, как для отражения их резки с помощью инструмента, имеющего режущую кромку и требовать действие шлифовального инструмента до конца указанного закаленной поддерживает поверхность скольжения и меньше длины, чем указанная закаленные поддерживая слайд поверхности и скользит по последнему в продольном направлении, чтобы обнажить его открытые части.
14. В металлообрабатывающем станке комбинация направляющей и ползуна, перемещаемого вдоль нее 0 и имеющего направляющую, взаимодействующую с указанной направляющей, причем указанная направляющая имеет поверхность скольжения, взаимодействующую с указанной направляющей с твердостью приблизительно от 85 до 90. Склероскоп.
15. В машине описанного характера 45 сочетание относительно неподвижного элемента, относительно скользящего элемента, указанного относительно скользящего элемента, снабженного закаленной скользящей поверхностью, и направляющей на указанном относительно неподвижном элементе с относительно меньшей твердостью, чем 50 указанная закаленная поверхность скольжения и указанный подвижный элемент, имеющий торцевую режущую кромку на конце указанной закаленной поверхности скольжения, расположенную по отношению к поверхности указанной направляющей так, чтобы иметь режущее действие при ее движении вдоль указанной направляющей 55, чтобы поддерживать форма поперечного сечения направляющей.
16. Комбинация ползуна и опоры для него, упомянутая ползун и упомянутая опора, имеющая взаимодействующие направляющие, содержащие направленную вниз направляющую d0 с существенно большей твердостью на упомянутом ползуне и направленную вверх направляющую меньшей твердости на упомянутой опоре, на которой упомянутую направленную вниз скользящие направляющие, при этом поверхность скольжения указанной направленной вверх направляющей имеет в 6 большую пористость, чем пористость указанной направленной вниз направляющей для смазки указанных направляющих скольжения.
КУКЛА УИЛЬЯМА ЛОДЖА.
70–
Смазочные материалы для направляющих скольжения – CONDAT
Condat предлагает полный ассортимент смазочных материалов для направляющих станков: масла GLISS существуют с вязкостью 32, 46, 68, 100, 150 и 220 и с различными технологиями.
Описание
Ищете масло для направляющих скольжения?
Condat разработала линейку масел GLISS , специально предназначенных для направляющих для обрабатывающих центров, башен и других станков с цифровым управлением .
Они содержат специальные присадки для устранения явления прерывистого скольжения, которое иногда наблюдается при недостаточной смазывающей способности при низких скоростях или больших нагрузках.
CONDAT также предлагает универсальные железнодорожные масла , специально разработанные для совместимости с растворимыми механическими маслами: линейка масел WAYPURE . Эти масла продлевают срок службы ваших масляных ванн и усиливают антикоррозийные свойства.
Характеристики
- Доступны вязкости 32, 46, 68, 100, 150 и 220
- Присадки идеально подходят для направляющих станков
Преимущества продукта
- Очень низкий коэффициент трения и отличные противоизносные свойства
- Защита от ржавчины и коррозии для защиты готовых деталей
- Упрощает управление продуктами и запасами
- Совместимость со специальными покрытиями на основе смол
Сопутствующие услуги
CONDAT предлагает оборудование, подходящее для облегчения реализации наших смазочных материалов:
Параллельно CONDAT предлагает широкий спектр эффективных смазочных материалов:
Другие продукты в ассортименте
Выбор оптимального масла, также известного как масло скольжения или промежуточная смазка.
Автор: Марк Коупленд, менеджер по работе с ключевыми клиентами, Acculube
Масла так же разнообразны, как и машины, которые они смазывают. Но множество доступных опций может создать путаницу, когда дело доходит до покупки масел, особенно гидравлических масел и путевых смазок.
Почему нельзя использовать любое гидравлическое масло в направляющих скольжения
Way масло, также известное как масло для скольжения, представляет собой тип гидравлического масла с повышающим клейкость добавкой, которая обеспечивает прилипание к поверхностям.Смазка Way идеальна для вертикальных поверхностей и везде, где детали машин перемещаются друг над другом. Обычно используется в качестве смазочного масла для направляющих скольжения в строгальных станках, сверлах, пилах, шлифовальных станках, фрезерных станках и других.
Way смазка удерживает на месте, поэтому скольжения смазываются, уменьшая трение. Без агента для повышения клейкости гидравлическое масло стекает (например, при установке машины вверх и вниз) или прилипает к одной стороне машины (например, когда части машины перемещаются поверх другой), а затем стекает.
Неправильная смазка стоит дороже
Лучшая смазка для любого применения – та, которая лучше всего работает с наименьшим количеством. Цель состоит в том, чтобы определить правильный продукт, но не использовать его слишком много. Такой подход экономит деньги, сохраняет детали машин и снижает затраты на утилизацию отходов.
Слишком много масла, слишком много денег
Когда масло не прилипает, нужно продолжать добавлять. Галлон промежуточной смазки будет смазывать направляющую намного лучше, чем галлон обычного гидравлического масла.Обычное гидравлическое масло стоит примерно на три доллара меньше за галлон, чем обычная смазка. Эта первоначальная экономия теряется, когда вам приходится покупать дополнительные галлоны. Не удивляйтесь, если ваши ежегодные покупки станут дороже, если вы используете неподходящее смазочное масло.
More Tramp Oil
Любое масло, используемое в машине, в конечном итоге попадает в охлаждающую жидкость в качестве трампового масла. Масло, попадающее в скважину, является загрязняющим веществом и может попадать в жидкость для металлообработки из различных источников, включая утечки из направляющих, зубчатых колес, шпинделя и гидравлических масел или масла на деталях, оставшихся после предыдущих операций.
Масло Tramp вызывает множество проблем. Это может сократить срок службы охлаждающей жидкости, вызвать заболевание сотрудников, усилить коррозию, вызвать образование пятен, разрушить оборудование и оставить следы на деталях машин. Это дорогостоящий побочный продукт вашей работы, и чем больше масла используется, тем больше ненужного масла вам придется утилизировать.
Больше износ деталей машины
Когда трение не снижается должным образом, направляющие скольжения и другие детали машины изнашиваются быстрее, что приводит к простою машины и увеличению затрат на техническое обслуживание.
Старый пруток и цепь
Посетите любой онлайн-форум машинистов, и кто-нибудь там неизбежно скажет, что вы можете сэкономить деньги, используя масло для пильного полотна и цепи бензопилы в своей промышленной машине. Даже не думай об этом. Масло для шины и цепи и промежуточная смазка имеют некоторое сходство. Однако масло для шины и цепи в бензопиле за 100 долларов, предназначенной для распиловки деревьев, не предназначено для работы внутри фрезерного станка за четверть миллиона долларов, который выполняет точную работу.
Присадки к маслу шины и цепи могут повредить вашу машину.И если этого недостаточно, партии масла для шин и цепей могут быть разными. Бензопилы не требуют жестких допусков, поэтому нет необходимости быть точными при производстве партий смазочного масла.
Определение наилучшего смазочного материала
Чтобы определить наилучший способ смазки для вашей машины, начните с высококачественного базового масла и правильного количества вещества для повышения клейкости.
То, как вы используете машину, также может повлиять на тип смазочного масла, которое вам нужно.Например, для направляющих, движущихся на четырех ножках, требуется смазочное масло более высокого качества, чем для направляющих, перемещающихся на двух ножках.
К сожалению, хотя в руководстве по эксплуатации машины должна быть указана толщина необходимого масла, обычно в нем не указывается тип или качество требуемого масла.
Итак, варианты: узнайте больше о различных марках масел или спросите специалиста. У большинства крупных поставщиков масла есть специалисты, обученные оценивать потребности вашего оборудования.
Нефть – это больше не просто нефть. Обладая правильными знаниями, вы сможете выбрать лучший тип и марку масла для вашего для конкретных машин и приложений, что позволяет сэкономить деньги и сэкономить на обслуживании.
ОБ АВТОРЕ: Марк Коупленд – менеджер по работе с ключевыми клиентами Acculube, поставщика металлообрабатывающих и промышленных жидкостей из Дейтона, штат Огайо, для американских производителей, механических мастерских и автопарков.
СЛЕДУЮЩЕЕ ЭССЕ
Получите лучшую смазку и отличный совет по обслуживанию промышленных машин и транспортных средств.Напишите в Acculube или позвоните нам по телефону 1.800.404.2570. | |||
Масло для направляющих скольжения | Valvoline Europe
Приложения
Valvoline Slideway Oil рекомендуется для использования в промышленном металлообрабатывающем оборудовании и инструментах, таких как токарные, отрезные, шлифовальные и фрезерные станки. Обеспечивает столь необходимую смазку каретки направляющих скольжения и задней бабки.
Преимущества
Valvoline Slideway Oil разработано для обеспечения безупречной работы и превосходной защиты.Вот некоторые из его наиболее важных функций и преимуществ:
- Впечатляющая смазка направляющих станков;
- Исключительные адгезионные и фрикционные свойства, которые помогают защитить от прерывистого скольжения и обеспечивают плавное перемещение деталей машин;
- Непревзойденная защита от износа, заедания и микросварки;
- Защита от ржавчины и коррозии, даже когда оборудование подвергается воздействию водорастворимых смазочно-охлаждающих жидкостей;
- Сокращенное время простоя, более низкий процент брака и более высокая производительность;
- Впечатляющая способность удалять воду из масла;
- Улучшенная обработка поверхности и отсутствие обесцвечивания направляющих;
- Повышенная прочность и долговечность режущего инструмента.
Информация о продукте и его свойства
Valvoline Slideway Oil вряд ли причинит вред здоровью, безопасности или окружающей среде, если используется в соответствии с рекомендациями по продукту. Смазку следует хранить внутри, вдали от воздействия воды и экстремальных температур. После использования продукт следует сдать в авторизованный пункт сбора.
* Перед использованием проверьте руководство пользователя и / или информационный лист продукта.
Ссылки на информацию о продукте и паспорта безопасности
Масло для направляющих скольжения 32Масло для направляющих скольжения 46
Масло для направляющих скольжения 68
Масло для направляющих скольжения 100
Масло для направляющих скольжения 150
Масло для направляющих скольжения 220
Масло для направляющих скольжения 320
Портал технических данных
SDS
Разработан специально для экстремальных приложения для направляющих станков под давлением (EP).Его уникальный состав делает его многоцелевым, и идеально подходит для промышленных цепей и зубчатых передач. ОПИСАНИЕ ИЗДЕЛИЯ AMSOIL полусинтетическое Серия WL – высококачественная смазка для тяжелых условий эксплуатации. состоит из синтетических базовых масел, крупномолекулярного бензина базовые масла и присадки, специально разработанные для Применения EP в зубчатых передачах, цепях и станках Приложения.Эта комбинация базовых масел и EP присадки обеспечивают отличную смазывающую способность и пленку прочность, необходимая для предотвращения задиров и износа во время операции с оборудованием. Включая синтетическую основу масла, масла AMSOIL WL уменьшают трение для хорошего общего представление. Направляющие скольжения для станков AMSOIL сформулировал Серия WL с добавками, предназначенными для предотвращения прилипания / скольжения или явления болтовни, которые обычно возникают вначале и конец хода станка.Это происходит потому, что смазка и присадки выдавливаются во время граничные условия смазки. Контакт металл-металл затем происходит, что также приводит к износу направляющих скольжения. АМСОИЛ использует противозадирные присадки, которые образуют жесткий пограничный слой защитных и повышающих клейкость агентов, улучшающих адгезионные свойства масла.Эти добавки предотвращают прилипание / скольжение и износ. Кроме того, масла WL усилены антикоррозийными свойствами и обладают отличной стойкостью к вымыванию водой. Это важно, поскольку эмульгированный обычно используются смазочно-охлаждающие жидкости, а компоненты обычно подвергаются воздействию окружающей среды. Смазка цепей и шестерен Тактико-технические характеристики серии WL делают их идеальными для цепей и зубчатых передач. Приложения.Эти масла снижают трение, совместимы с уплотнениями и красками и водостойкие. Используемые вещества, повышающие клейкость, обеспечивают, чтобы компоненты постоянная смазка, позволяющая противозадирным присадкам предотвратить ржавчину. Полусинтетический характер WL Масла обеспечивают отличные эксплуатационные характеристики в широком спектре сред. Характеристики производительности
Рекомендации по применению Масла серии AMSOIL WL рекомендуются для использования на станках, где стыкуются поверхности работают при больших нагрузках и малых скоростях. Некоторые применения включают направляющие скольжения подшипников скольжения. токарных, формовочных, шлифовальных и фрезерных станков плюс направляющие пил и тележек, найденные в лесопилки.Масла AMSOIL WL рекомендуются к использованию. на открытых или закрытых цепных передачах и в редукторах EP Области применения, где рекомендуются трансмиссионные масла с противозадирными свойствами или там, где они не представляют проблемы. Смазка цепей и шестерен: Не используйте масла WL. на желтых металлических или червячных передачах, работающих на или выше 200 F.
продуктов AMSOIL есть в наличии в ведрах по 5 галлонов, бочках по 55 галлонов, бочках по 275 галлонов и оптовые количества.Для контейнеров емкостью 275 галлонов просьба доставка займет от двух до четырех недель. AMSOIL Industrial Смазочные материалы хранятся в Супериор, Висконсин и в избранных региональных распределительных центрах по всей США и Канада. | ||||