Токарный станок 1М61 – технические характеристики, устройство
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.
Токарно-винторезный станок 1М61
Как устроен станок модели 1М61
Основу токарного станка модели 1М61 составляют десять элементов, к которым относятся:
- несущая станина;
- коробка переключения скоростей;
- коробка переключения передач;
- коробка подач;
- фартук;
- суппорт;
- задняя бабка;
- система электрического оборудования;
- экран, выполняющий защитную функцию;
- система, обеспечивающая охлаждение инструмента и зоны обработки.
Основные узлы станка
По своим техническим характеристикам станок модели 1М61 относится к категории точности «Н».
На токарном станке модели 1М61 могут быть использованы такие рабочие инструменты, как резцы, сверла, развертки и метчики. Это дает возможность выполнять целый перечень технологических операций: внутреннее и наружное точение, сверление, развертывание, нарезание резьбы, отрезку и др.
За поперечные и продольные перемещения суппорта станка, осуществляемые при помощи ходового винта и ходового валика, отвечает фартук, на лицевой части которого расположен управляющий маховик. Ходовой винт 1М61 задействуется только тогда, когда выполняется операция нарезания резьбы, в других случаях используется только ходовой валик. Характеристики фартука позволяют блокировать совмещение продольного и поперечного движений суппорта, что сводит к нулю риск одновременного запуска в работу ходового винта и валика.
Технические характеристики станка 1М61
Основные технические характеристики токарно-винторезного станка 1М61 представлены ниже в формате таблиц:
- Размеры обрабатываемых деталей, шпиндельный узел
- Параметры нарезаемых резьб, шпиндель, резцовые салазки
- Задняя бабка, электрооборудование, габариты и масса
Органы управления
Управлять токарно-винторезным станком модели 1М61 и контролировать работу его узлов оператор может при помощи целого ряда рабочих органов. В частности, движение пиноли задается маховиком, а фиксируется данный узел в задней бабке благодаря специальному упору. Сама задняя бабка на направляющих станины фиксируется при помощи соответствующей рукоятки. Надежной фиксации при выполнении торцевых работ требует и каретка станка, что обеспечивается отдельным винтом.
Органы управления
Рукоятки, расположенные на лицевой части станины 1М61, используются для управления такими процессами в работе оборудования, как:
- выбор частоты вращения шпиндельного узла;
- запуск вращения ходового винта или валика;
- движение верхней части суппорта;
- параметры подачи;
- установка параметров нарезаемой резьбы и включение реверса ходового винта;
- включение и отключение маточной гайки ходового винта;
- включение и отключение предохранительной муфты;
- выбор разновидности нарезаемой резьбы;
- включение прямого и реверсного вращения шпиндельной бабки.
Станок модели 1М61 имеет и целый ряд других органов управления. Это:
- кнопка, с помощью которой обеспечивается сцепление и расцепление рейки для нарезания резьбы с валом-шестерней;
- ручка для поворота и закрепления резцовой головки;
- указатель степени нагрузки;
- кнопка включения электрического питания и локального освещения рабочей зоны;
- кнопка запуска электрического насоса, подающего охлаждающую жидкость.


Кинематическая схема 1М61 (нажмите, чтобы увеличить)
Устройство коробок переключения скоростей и подач
Перемещение суппорта токарного станка в продольном и поперечном направлениях обеспечивает коробка подач. Она также используется для установки параметров нарезаемой резьбы. В паспорте станка есть специальная таблица, по которой можно выбрать подачу, подходящую для выполнения определенной технологической операции. Для того чтобы данной таблицей было удобно пользоваться, в ней приведена следующая информация:
- рекомендации по выбору сменных шестерен;
- положения рукоятки коробки, при которых выставляются определенные значения подач;
- рекомендации по выставлению параметров коробки подач при нарезании резьбы с определенным шагом.
Коробка скоростей станка 1М61, с помощью которой устанавливается определенная частота вращения его шпиндельного узла, состоит из реверсивного электродвигателя, клиноременной передачи и набора зубчатых колес с различными параметрами. При этом шпиндель станка может работать на 24 скоростях, 12 из которых получаются при помощи шестерен перебора, а 12 остальных – за счет шпинделя напрямую через зубчатую муфту.
При этом шпиндель станка может работать на 24 скоростях, 12 из которых получаются при помощи шестерен перебора, а 12 остальных – за счет шпинделя напрямую через зубчатую муфту.
Устройство коробки скоростей
Устройство коробки подач
На лицевой части коробки скоростей имеется три рукоятки, одна из которых отвечает за переключение блоков шестерен, второй включается перебор или зубчатая муфта, а третья позволяет менять направление вращения ходового винта, что необходимо при выполнении нарезания резьбы. В коробке скоростей также установлена многодисковая электромагнитная муфта, которая отвечает за торможение шпинделя.
Технические возможности станка
Как уже говорилось выше, шпиндель токарного станка 1М61 может вращаться в прямом и обратном направлениях на одной из 24 возможных скоростей. Технические характеристики коробки скоростей позволяют обеспечивать вращение шпинделя с частотой в интервале 12,5–1600 об/мин. Диаметр сквозного отверстия, которое имеется в шпиндельном узле, составляет 35 мм, что позволяет вставлять пруток диаметром 32 мм.
Внешний вид станка 1М61
Устройство и технические возможности пиноли задней бабки позволяют ей перемещаться на расстояние до 10 см. В резцедержателе станка 1М61 допускается размещать инструмент, высота державки которого не превышает 25 мм. Следует также отметить следующие характеристики станка данной модели:
- высота центров – 17 см;
- максимальная длина поверхности заготовки, которую можно обтачивать на оборудовании, – 64 см;
- максимальная длина заготовки, которую можно устанавливать для обработки на станок, – 100 см.
Принципиальная электрическая схема
Подачи, совершаемые на токарном станке 1М61, характеризуются следующими параметрами:
- в продольном направлении – 0,08–1,2 мм/об;
- в поперечном – 0,04–0,6 мм/об.
Суппорт агрегата может перемещаться:
- в поперечном направлении – до 20 см;
- в продольном – до 60 см.

Верхняя часть суппорта, которую называют салазками, может перемещаться на величину до 12 см, а его каретка, передвигающаяся в продольном направлении, – до 60 см.
Конструкция токарного станка данной модели настолько проста, о чем свидетельствуют и отзывы об оборудовании, что научиться работе на нем можно, даже просмотрев обучающее видео.
Оценка статьи:
Загрузка…Поделиться с друзьями:
специфические особенности, технические характеристики и отзывы
Отечественный токарный станок 1М61 разработан в семидесятых годах минувшего столетия конструкторами Ереванского станкостроительного комбината. Основное предназначение – оснащение небольших предприятий, изготавливающих продукцию небольшими партиями или единичные экземпляры изделий.
Устройство
Станок токарный 1М61 включает в свою конструкцию несколько основных элементов:
- несущую станину;
- блок переключения передач;
- узел регулировки скоростей;
- подающую коробку;
- специальный фартук;
- суппорт;
- бабку заднюю;
- электрическое оборудование;
- предохранительный экран;
- систему охлаждения рабочей и обрабатывающей зоны.

Характеристики токарного станка 1М61
Ниже приведено несколько таблиц с параметрами рассматриваемого агрегата.
Размеры обрабатываемых заготовок:
Наименование | Единица измерения | Параметры | Примечания |
Категория точности (ГОСТ) | – | Н | _ |
Максимальный диаметр обрабатываемой заготовки | мм | 320 | Над станиной |
Аналогичный показатель | мм | 160 | Над суппортом |
Длина изделия по максимуму | мм | 710 | 100 на новых модификациях |
Резец по высоте | мм | 25 | – |
Края фланцевого шпинделя | – | 6К | Согласно ГОСТ 12593-72 |
Диаметр прутка, помещающегося в отверстие шпинделя | мм | 32 | – |
Центр узла передней бабки | мм | – | ГОСТ 13214-67 |
Число передач (продольных и поперечных) | шт | 17 | – |
Нарезаемые резьбы:
Метрические | Модульные | Питчевые | Дюймовые |
13 мм с шаговым пределом 0,5-6,0 единиц | 10 мм с шагом от 0,25 до 3 мм | 16 позиций плюс питч от 7 до 96 мм | 16 вариантов с количеством ниток на дюйм 3,5/48 |
Шпиндель и дополнительные элементы токарного станка 1М61:
Шпиндель | Резцовые салазки |
Прямое вращение – 24 скорости | Максимальное перемещение – 120 мм |
Обратные обороты – 24 передачи | Угол поворота по максимуму – -60/+45 градусов |
Интенсивность прямого и обратного вращения – от 12,5 до 1600 оборотов в минуту | Цена одного деления – один градус |
Продели в продольной конфигурации – 0,08-1,2 мм/об | Показатель на лимбе – 0,05 мм |
Аналогичный показатель в поперечной продоле – 0,04-0,95 мм/об | – |
Диаметр отверстия – 35 мм | – |
Торможение – имеется | – |
Габаритные размеры: длина/ширина/высота – 2,055/1,095/1,45 м. Масса – 1,26 т.
Масса – 1,26 т.
Конструктивные особенности
По своим техническим характеристикам токарный станок 1М61 причислен к классу точности «Н». Электрический мотор агрегата способен функционировать в реверсивном диапазоне. Скорость вращения шпинделя сопоставима с возможностью изменения функционирования коробки скоростей и агрегации разносторонних шестерен между собой.
На рассматриваемом агрегате могут использоваться резцы, сверла и метчики разнообразной конфигурации. Подобная универсализация позволяет выполнять целый ряд технологических манипуляций, включая внешнее точение, развертывание, сверление, отрезку и подобные операции.
Поперечные и продольные перемещения производятся при помощи ходового валика и винта, на его лицевой части расположен маховик. Ходовой винт задействуется при нарезании резьбы, параметры фартука дают возможность блокировки агрегации движений суппорта. Это обнуляет рискованность перемещений суппорта с ходовым валиком и винтом.
Управление
Контролировать функционирование токарного станка по металлу 1М61 оператору доступно при помощи нескольких рабочих органов. Задняя бабка оснащается специальным упором, который агрегирует с пинолью, маховиком и сопровождающими элементами. За надежность и точность торцовой обработки отвечает каретка устройства и отдельный винт.
Задняя бабка оснащается специальным упором, который агрегирует с пинолью, маховиком и сопровождающими элементами. За надежность и точность торцовой обработки отвечает каретка устройства и отдельный винт.
Рукоятки на лицевой части станины предусмотрены для выполнения ряда процессов:
- Определение частоты вращения шпиндельного механизма.
- Пуск оборотов ходового винта или валика.
- Перемещение верхнего суппорта.
- Характеристики подачи.
- Задавание параметров нарезаемой резьбы и активация реверсивной подачи.
- Отключение и включение маточной гайки ходового винта.
- Аналогичные манипуляции с предохранительной муфтой.
- Выбор нарезаемой резьбы.
- Контроль реверсного и прямого вращения бабки шпинделя.
Коробки переключения скоростей и передач
В продольной и поперечной плоскости работу станка обеспечивает подающая коробка. Она также применяется для обозначения параметров нарезаемой резьбы. В инструкции по эксплуатации прилагается документ с таблицей, позволяющей определиться с подбором настроек для выполнения определенной операции.
Основная информация, указанная в профильных таблицах:
- Советы по выбору сменных шестеренок.
- Расположение рукоятки в соответствии с конкретными значениями подач.
- Рекомендации в плане выставления параметров подающей коробки при нарезании резьбы с конкретным шагом.
Эксплуатация
Барабан скоростей токарно-винторезного станка 1М61, с помощью которого устанавливается определенная частота вращения шпиндельного блока, включает в себя реверсивный электрический мотор, передачу клиноременного типа, комплект зубчатых колес с разными габаритами. При имеющихся условиях шпиндель в состоянии работать на 24 скоростях. Половина их них активируется при помощи переборных шестеренок, остальные позиции включаются за счет прямого соединения шпинделя с зубчатой муфтой.
Технические возможности
Шпиндель токарного станка 1М61 вращается в прямом и обратном направлении с включением одной из 24-х скоростей. Технические параметры агрегата обеспечивают этот процесс в скоростном режиме от 12,5 до 1600 оборотов в минуту. В сквозное гнездо шпиндельного механизма допускается установка прутка диаметром 32 мм. Все размеры и манипуляции соответствуют стандартам ГОСТ 12593 и 13214 (категория М5).
В сквозное гнездо шпиндельного механизма допускается установка прутка диаметром 32 мм. Все размеры и манипуляции соответствуют стандартам ГОСТ 12593 и 13214 (категория М5).
Особенности конструкции задней бабки позволяют элементу перемещаться на дистанцию до 100 мм. Резцовый держатель станка эксплуатируется с инструментом, высота держателя которого не превышает 25 миллиметров. Среди прочих характеристик:
- Центра по высоте – 170 мм.
- Предельная длина поверхности с возможностью обточки заготовок – до 640 мм.
- Максимальная длина детали – 1000 мм.
- Подача в продольном/поперечном направлении – 1,2/0,6 оборотов в минуту.
- Перемещение суппорта – 200/600 мм.
Верхние салазки двигаются в диапазоне до 120 мм, а каретка – до 600 мм. Лицевая часть скоростной коробки оснащена тремя рукоятками, одна из которых служит для переключения шестеренчатого узла. Остальные рычаги отвечают за работу зубчатой муфты с перебором и изменением вектора оборотов ходового винта (для нарезания резьбы). В коробке скоростей предусмотрена электромагнитная многодисковая муфта, обеспечивающая торможение шпинделя.
В коробке скоростей предусмотрена электромагнитная многодисковая муфта, обеспечивающая торможение шпинделя.
Отзывы о токарном станке 1М61
Несмотря на то что конструкция рассматриваемого агрегата разрабатывалась более 50-ти лет назад, отклики потребителей о нем преимущественно позитивные. Среди преимуществ владельцы выделяют такие моменты:
- Точность выполненных операций.
- Эффективность, оптимально рассчитанная на малосерийное или штучное производство определенных деталей.
- Простота в обслуживании и эксплуатации.
- Доступная цена.
- Высокий показатель ремонтопригодности.
Владельцы рекомендуют обратить внимание при работе с указанным оборудованием на несколько моментов. Во-первых, включение обратного перемещения при нарезке резьбы осуществляется посредством специальной рукоятки. Для этого оператору необходимо передвинуть ручку в предельно нижнюю позицию. Во-вторых, перед использованием охлаждающего насоса необходимо рассчитать общую нагрузку с учетом информации о габаритах и составе обрабатываемой заготовки. В рассматриваемой линейке имеется усовершенствованная модель станка под индексом 1М61П. Она точнее и быстрее обрабатывает деталь, ориентирована на малое серийное производство.
В рассматриваемой линейке имеется усовершенствованная модель станка под индексом 1М61П. Она точнее и быстрее обрабатывает деталь, ориентирована на малое серийное производство.
Токарный станок 1м61п технические характеристики
1М61П Станок токарно-винторезный повышенной точности Схемы, описание, характеристикиСведения о производителе токарно-винторезного станка 1М61П
Разработчиком и изготовителем станков модели 1М61П является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция – универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
1М61П Назначение и область применения токарно-винторезного станка повышенной точности
Универсальный токарно-винторезный станок 1М61П производился в семидесятые годы прошлого века и заменил устаревшую модель 1В61.
Токарно-винторезный станок 1М61П предназначен для выполнения разнообразных токарных работ в механических цехах в условиях мелкосерийного и единичного производства.
Токарный станок 1М61П позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой, модульной, питчевой
- Сверление и ряд других работ
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм. Условный размер конца шпинделя – 6. Внутренний (инструментальный) конус шпинделя – Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Условный размер конца шпинделя – 6. Внутренний (инструментальный) конус шпинделя – Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Основные технические характеристики токарно-винторезного станка 1м61п
Станок заменил в производстве модель 1в61.
Изготовитель – Ереванский станкостроительный завод им. Дзержинского.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Класс точности станка по ГОСТ 8-82 (Н,П,В,А,С) – П (повышенная точность)
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 160 мм
- Расстояние между центрами – 710 мм
- Высота центров – 170 мм
- Мощность электродвигателя – 4 кВт
- Вес станка полный – 1,26 т
Шпиндель токарно-винторезного станка 1м61п
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса – D = 106,375 мм
- Условный размер конца шпинделя – 6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 35 мм
- Наибольший диаметр обрабатываемого прутка – Ø 32 мм
- Частота прямого и обратного вращения шпинделя – (24 ступени) 12,5. .1600 об/мин
- Диаметр стандартного патрона – Ø 200, 250 мм
 .1600 об/мин
.1600 об/минПодачи и резьбы токарно-винторезного станка 1м61п
- Пределы продольных подач – (17 шагов) 0,08…1,2 мм/об
- Пределы поперечных подач – (17 шагов) 0,04…0,6 мм/об
- Пределы шагов резьб метрических – (13 шагов) 0,5..6 мм
- Пределы шагов резьб дюймовых – (16 шагов) 3,5…48 ниток на дюйм
- Пределы шагов резьб модульных – (10 шагов) 0,25…3 модулей
- Пределы шагов резьб питчевых – (16 шагов) 7…96 питчей
Обозначение токарного станка
1 – токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Габарит рабочего пространства станка 1М61П.
 Суппорт
СуппортГабарит рабочего пространства токарного станка 1М61П
Посадочные и присоединительные базы станка 1М61П. Шпиндель
Посадочные и присоединительные базы станка 1М61П
Общий вид токарно-винторезного станка повышенной точности 1М61П
Фото универсального токарно-винторезного станка 1М61П
Расположение основных узлов токарно-винторезного станка 1М61П
Расположение основных узлов токарно-винторезного станка 1М61П
Спецификация основных узлов токарно-винторезного станка 1М61П
- Станина – 1М61П.10.000
- Коробка скоростей – 1M61П.20.000
- Коробка передач – 1M61П.26.000
- Коробка подач – 1M61П.31.000
- Фартук – 1M61П.40.000
- Суппорт – 1M61.50.000
- Задняя бабка – 1М61П.60.000
- Электрооборудование – 1М61.81.000
- Защитный экран – 1M61.82.000
- Система охлаждения – 1M61.84.000
Расположение органов управления токарно-винторезным станком 1М61П
Расположение органов управления токарно-винторезным станком 1М61П
Перечень органов управления токарно-винторезным станком 1М61П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Расположение органов управления токарно-винторезным станком 1м61п
Расположение органов управления токарно-винторезным станком 1м61п. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Таблица настройки резьб и подач токарно-винторезного станка 1м61п
Таблица настройки резьб и подач токарно-винторезного станка 1м61п. Смотреть в увеличенном масштабе
Таблица настройки резьб и подач токарно-винторезного станка 1м61п
Таблица настройки резьб и подач токарно-винторезного станка 1м61п. Смотреть в увеличенном масштабе
Кинематическая схема токарно-винторезного станка 1М61П
Кинематическая схема токарно-винторезного станка 1М61П
1. Схема кинематическая токарно-винторезного станка 1М61П. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1М61П. Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1М61п
Чертеж коробки скоростей токарно-винторезного станка 1М61П
Коробка скоростей токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фото коробки скоростей токарно-винторезного станка 1М61П
Коробка скоростей токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото коробки скоростей токарно-винторезного станка 1М61П
Тормозная муфта токарно-винторезного станка 1М61п
Фото тормозной муфты токарно-винторезного станка 1М61П
Тормозная муфта токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 1М61п
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61П (три рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61П
Коробка подач токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1М61П (четыре рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61П
Коробка подач токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фото коробки подач токарно-винторезного станка 1М61П
Более поздний вариант коробки подач – назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта”. При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1М61п
Чертеж суппорта токарно-винторезного станка 1М61П
Суппорт токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1М61п
Чертеж фартука токарно-винторезного станка 1М61П
Фартук токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Фото фартука токарно-винторезного станка 1М61П
Задняя бабка токарно-винторезного станка 1М61п
Чертеж задней бабки токарно-винторезного станка 1М61П
Задняя бабка токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Электрооборудование. Электрическая схема станка 1М61П
Электрическая схема токарно-винторезного станка 1М61П
Электрооборудование токарно-винторезного станка 1М61П. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61П
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении “вперед”. Для пуска электродвигателя M1 в направлении “вперед” (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение “вперед”. Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Для пуска электродвигателя M1 в направлении “вперед” (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение “вперед”. Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении “назад” производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении “вперед”, только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61П
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61П
Установочный чертеж токарно-винторезного станка 1М61П
Возможности токарно-винторезных станков
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Токарно-винторезный универсальный станок 1М61п. Видеоролик.
 youtube.com/embed/hwMOSSo2Ui4?ecver=2″ frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/hwMOSSo2Ui4?ecver=2″ frameborder=”0″ allowfullscreen=””/>
Технические характеристики станка 1М61П
| Наименование параметра | 1М61 | 1М61П |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки над суппортом, мм | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 710, 1000 | 710 |
| Наибольшая длина обтачивания, мм | 640 | 640 |
| Высота центров, мм | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 180 | 180 |
| Высота резца, установленного в резцедержателе, мм | 25 | 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 12,5. ..1600 ..1600 | 12,5…1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
| Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 600 | 600 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 200 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 120 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,05 | 0,05 |
| Число ступеней продольных и поперечных подач | 17 | 17 |
| Пределы скорости продольных подач, мм/об | 0,08…1,2 | 0,08…1,2 |
| Пределы скорости поперечных подач, мм/об | 0,04…0,6 | 0,04. ..0,6 ..0,6 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | |
| Количество нарезаемых резьб метрических | 13 | 13 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..6 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | 16 |
| Пределы шагов нарезаемых резьб дюймовых | 3,5…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | 10 |
| Пределы шагов нарезаемых резьб модульных | 0,25…3 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | 16 |
| Пределы шагов нарезаемых резьб питчевых | 7…96 | 7…96 |
| Предохранитель от перегрузки | ||
| Блокировка продольных и поперечных подач | ||
| Выключающие продольные упоры | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | ||
| Задняя бабка | ||
| Наибольшая длина перемещения пиноли задней бабки, мм | 100 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель главного привода, кВт | 4 | 4 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2055 х 1095 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1260 | 1260 |
- Токарно-винторезные станкм 1М61 и 1М61П. Руководство по эксплуатации 1М61.00.000 РЭ, 1М61П.00.000 РЭ, 1982
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Руководство по эксплуатации 1М61.00.000 РЭ, 1М61П.00.000 РЭ, 1982
Руководство по эксплуатации 1М61.00.000 РЭ, 1М61П.00.000 РЭ, 1982Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1М61, 1М61П станок токарно-винторезный: – паспорт, (djvu) 2,8 Мб, Скачать
Высокоточный Китай Токарный Станок / горизонтальный Cnc Металлический Токарный Станок Цена Cjk6150b-1
- Диаметр шпинделя:
- 82мм
 Swing Diameter (mm)”> Макс.Диаметр качания (мм):
Swing Diameter (mm)”> Макс.Диаметр качания (мм):0 штук выбрано, всего
Посмотреть детали
- Стоимость доставки:
- Зависит от количества заказа.
- Время выполнения:
- 15 дней после оплаты
- Персонализация:
Индивидуальный логотип
Производитель станков CK6125 Токарный станок с ЧПУ Автоматический токарный станок с ЧПУ Minitype Прецизионный токарный станок с ЧПУ
Описание продукта
Продукт Характеристики :
Высокочастотная закалка направляющей шины, высокая твердость и износостойкость.
Шарикоподшипник с диагональю главной оси, высокая скорость вращения и высокая жесткость.
Инструмент для замены токарного инструмента, имеет высокое соотношение цены, винт посередине.
Стандартная конфигурация: пневматический пружинный патрон, нож для резки.
Выберите конфигурацию: рама электрического ножа, устройство автоматической подачи, заднее сиденье.
Продукт a pplication :
Эта машина широко используется в электротехнике, приборостроении, автомобилях, деталях мотоциклов, подшипниках крепежа, фотоаппаратуре, механике кино, оборудовании различных часов и часы, очки, канцтовары, электрические машины, клапаны, фитинги для газовых труб и другие высокоточные обработки и изготовления сложных деталей, является обрабатывающей промышленности машиностроения наиболее идеальным эффективным оборудованием.Является ли аппаратная перерабатывающая промышленность наиболее идеальным эффективным оборудованием.
Основные технические параметры продукта:
Спецификация | Единица | CK6125 | Макс. | 230 | |
Макс.Диаметр вращения поддона | мм | 125 | |||
Макс. Длина обработки | мм | 200 | |||
Категория | ||||||
| | Движение | Двигайтесь по прямой на скорости на порогах. | XYZ конечной точки | G00 и MDI. Линейное движение: G00 и G01 | ||
| G01 | Движение | Движение по прямой на последней скорости, управляемой (F) средней скоростью | XYZ конечной точки | G01 и MDI. Линейное движение: G00 и G01 | ||
| G02 | Движение | Круговая дуга по часовой стрелке при (F) Eedrate | XYZ конечной точки IJK относительно центра R для радиуса | Дуги окружности: G02 и G03 | ||
| G03 | Движение | Дуга окружности против часовой стрелки в точке (F), | XYZ конечной точки IJK относительно центра R для радиуса | Дуги окружности: G02 и G03 | ||
| G04 | Движение | Задержка: остановка на определенное время. | P за миллисекунды X за секунды | Точное время и скорость: останов, точный останов, компенсация люфта | ||
| G09 | Движение | Точная проверка остановки | Точное время и скорость: останов, точный останов, компенсация люфта | |||
| G10 | Компенсация | Ввод программируемых параметров | ||||
| G17 | Координата | Выберите плоскость X-Y | Координаты G-кода ЧПУ | |||
| G18 | Координата | Выбрать плоскость X-Z | Координаты G-кода ЧПУ | |||
| G19 | Координата | Выбрать самолет Y-Z | Координаты G-кода ЧПУ | |||
| G20 | Координата | Программные координаты в дюймах | G20 и G21: преобразование единиц измерения | |||
| G21 | Координата | Программные координаты мм | G20 и G21: преобразование единиц измерения | |||
| G27 | Движение | Проверка возврата контрольной точки | G28: возврат в контрольную точку | |||
| G28 | Движение | Возврат в исходное положение | G28: возврат к контрольной точке | |||
| G29 | Движение | Возврат из референтной позиции | G28: возврат в контрольную точку | |||
| G30 | Движение | Возврат к 2-й, 3-й и 4-й контрольной точке | G28: возврат к контрольной точке | |||
| G32 | Консервы | Резьба с постоянным ходом (например, G01 синхронизирована со шпинделем) | ||||
| G40 | Компенсация | Коррекция на режущий инструмент отключена (радиус комп. ) ) | ||||
| G41 | Компенсация | Коррекция на режущий инструмент слева (радиус комп.) | ||||
| G42 | Компенсация | Коррекция на режущий инструмент справа (радиус комп.) | ||||
| G43 | Компенсация | Применить коррекцию на длину инструмента (плюс) | ||||
| G44 | Компенсация | Применить коррекцию на длину инструмента (минус) | ||||
| G49 | Компенсация | Отмена коррекции на длину инструмента | ||||
| G50 | Компенсация | Сброс всех масштабных коэффициентов до 1. 0 0 | ||||
| G51 | Компенсация | Включить масштабные коэффициенты | ||||
| G52 | Локальное рабочее смещение для всех систем координат: добавьте смещения XYZ | |||||
| G53 | Система координат станка (отмена рабочих смещений) | |||||
| G54 | Рабочая система координат (1-я заготовка) | |||||
| G55 | Рабочая система координат (2-я заготовка) | |||||
| G56 | Рабочая система координат (3-я заготовка) | |||||
| G57 | Рабочая система координат (4-я заготовка) | |||||
| G58 | Рабочая система координат (5-я заготовка) | |||||
| G59 | Рабочая система координат (6-я заготовка) | |||||
| G61 | Другое | Точный режим проверки остановки | Точное время и скорость: останов, точный останов, компенсация люфта | |||
| G62 | Другое | Автоматическая коррекция угла | ||||
| G63 | Другое | Режим постукивания | ||||
| G64 | Другое | Лучшая скоростная трасса | ||||
| G65 | Другое | Пользовательский макрос простой вызов | подпрограммы и макросы | |||
| G70 | Консервы | цикл точения финиша | ||||
| G71 | Консервы | Цикл чернового точения | G71: цикл грубой обточки G71 Тип II: черновое точение с «карманами» | |||
| G72 | Консервы | Грубый облицовочный цикл | ||||
| G73 | Консервы | Повторяющийся узор | ||||
| G74 | Консервы | Peck Drilling Cycle | ||||
| G75 | Консервы | Долбежный цикл | ||||
| G76 | Консервы | Цикл заправки | G76 Токарно-винторезный цикл | |||
| G80 | Консервы | Отмена постоянного цикла | ||||
| G83 | Консервы | Цикл сверления торца | ||||
| G84 | Консервы | Цикл касания лица | ||||
| G86 | Консервы | Постоянный цикл сверления, останов шпинделя, быстрый вывод | ||||
| G87 | Консервы | Цикл бокового бурения | ||||
| G88 | Консервы | Цикл бокового постукивания | ||||
| G89 | Консервы | Боковой сверлильный цикл | ||||
| G90 | Абсолютное программирование XYZ (системы типа B и C) | |||||
G90. 1 1 | Абсолютное программирование IJK (системы типов B и C) | |||||
| G91 | Инкрементное программирование XYZ (системы типа B и C) | |||||
| G91.1 | Инкрементальное программирование IJK (системы типов B и C) | |||||
| G92 | Цикл обрезки нити | |||||
| G92 (альтернатива) | Движение | Зажим максимальной скорости шпинделя | S | |||
| G94 | Движение | Цикл поворота торца | ||||
| G96 | Движение | Постоянная скорость на поверхности ВКЛ | G96: постоянная скорость поверхности | |||
| G97 | Движение | Отмена постоянной скорости на поверхности | G96: постоянная скорость поверхности | |||
| G98 | Движение | подача в минуту | G-код | G-кода и G-код G99: режимы постоянного возврата или подачи | ||
| G99 | Движение | подача на оборот | G-код G98 и G-код G99: режимы возврата в постоянный цикл или подачи | |||
М-коды | ||||||
| M00 | М-код | Стоп программы (не обязательно) | ||||
| М01 | М-код | Дополнительная остановка: выбран оператор для включения | ||||
| M02 | М-код | Конец программы | ||||
| M03 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) | M03 и MDI. | |||
| M04 | М-код | шпиндель включен (вращение против часовой стрелки) | ||||
| M05 | М-код | Останов шпинделя | M05 и MDI. | |||
| M06 | М-код | Смена инструмента | ||||
| M07 | М-код | Mist Coolant ON | M07 и MDI. | |||
| M08 | М-код | Поток СОЖ НА | M08 и MDI. | |||
| M09 | М-код | Хладагент ВЫКЛ | M09 и MDI. | |||
| М13 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) + СОЖ ВКЛ | M13 и MDI. | |||
| M14 | М-код | шпиндель включен (вращение против часовой стрелки) + охлаждающая жидкость включена | М14 и МДИ. | |||
| М30 | М-код | Конец программы, режимы перемотки и сброса | ||||
| M97 | М-код | Вызов подпрограммы в стиле Haas | Подпрограммы и макросы | |||
| M98 | М-код | вызов подпрограммы | подпрограммы и макросы | |||
| M99 | М-код | Возврат из подпрограммы | Подпрограммы и макросы | |||

Токарный станок 1м61,1м61п:устройство,характеристика,схемы станка
Кинематическая схема токарного станка 1м61
Электрическая схема токарного станка 1м61
Коробка скоростей токарного станка 1м61,1м61п
Коробка скоростей токарного станка 1м61,1м61п предназначена для обеспечения шпинделя станка необходимыми скоростями, их 24.
Привод коробки скоростей состоит из реверсивного электродвигателя, который обеспечивает обратное вращение шпинделя, клиноременной передачи, соединяющая электродвигатель и коробку скоростей и системы зубчатых передач. Торможение шпинделя выполняется при помощи многодисковой электромагнитной муфты.
Переключение блоков шестерен производится одной рукояткой 1.Шпиндельная бабка получает 12 скоростей от шестерен перебора и 12 -напрямую через зубчатую муфту. Рукояткой 3 обеспечивается включение и выключение перебора и зубчатой муфты.
С помощью рукоятки 2 обеспечивается вращение, в двух направлениях, ходового винта, который обеспечивает нарезание резьбы различного шага.
Коробка подач токарного станка 1м61,1м61п
Коробка подач токарного станка 1м61,1м61п предназначена для поперечного и продольного перемещения режущего инструмента, а также нарезание резьбы и получения различных подач в соответствии с таблицей 15 паспорта станка.
В таблице указан шаг резьбы, положение рукоятки и наладка сменных шестерен.
Фартук токарного станка 1м61,1м61п
Движение суппорта осуществляется при помощи фартука от ходового винта и валика. Ходовой винт предназначен только для нарезания резьбы. Все остальные работы выполняются при помощи ходового валика.
Фартук имеет блокирующее устройство, предотвращающее одновременное включение:
- Ходового винта и валика;
- Поперечного и продольного перемещения
Для ручного перемещения суппорта в продольном направления служит маховик 9.
Технические характеристики токарного станка 1м61,1м61п
| Основные параметры | 1е61м |
|---|---|
Наибольший диаметр обрабатываемой детали над станиной,мм | 320 |
Наибольший диаметр обрабатываемой детали над суппортом,мм | 160 |
Наибольший диаметр прутка,проходящий через отверстие шпинделя,мм | 32 |
| Наибольшая длина обработки,мм | 710 |
| Пределы частоты вращения шпинделя,об/мин | |
| прямого | 12,5-1600 |
| обратного | 12,5-1600 |
| Количество продольных и поперечных подач | 17 |
| Пределы подач,мм/об | |
| продольных | 0,08-1,2 |
| поперечных | 0,04-0,95 |
| Габариты станка,мм | |
| длина | 2055 |
| ширина | 1095 |
| высота | 1450 |
| Масса станка,кг | 1260 |
Токарный станок 1м61 технические характеристики
 org/” typeof=”BreadcrumbList”>
Главная
›
Новости
org/” typeof=”BreadcrumbList”>
Главная
›
НовостиОпубликовано: 27.08.2018
1М61 — Станок токарно-винторезный универсальный
Технические характеристики:
Станки модели 1м61 предназначены для разнообразных токарных работ.
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) Н
Наибольший диаметр детали обрабатываемой над станиной, мм 320 Наибольший диаметр детали обрабатываемой над суппортом, мм 160 Наибольшая длина обрабатываемой детали, мм 710, 1000 Пределы частот вращения шпинделя, min/max, об/мин 12,5 / 1600 Мощность двигателя главного движения / мощность суммарная, кВт 4 Габариты машины: длина/ширина/высота, мм 2055/1095/1450, 2345/1095/1450 Масса машины с выностным оборудованием, кг 1300, 1375Характеристики станков
Характеристики КПО
Характеристики импортного оборудования
Характеристики Электротехнического оборудования
16.02.17 — Обновлены характеристики на пресс КА4537
30. 07.15 — Обновлены характеристики на станок 7534
07.15 — Обновлены характеристики на станок 7534
Делитесь информацией
Не нашли на портале характеристики на нужное вам оборудование?
Отправьте нам модель отсутствующего у нас оборудования, и мы Вас оповестим, как только добавим характеристики этого оборудования на сайт.У Вас есть фотографии, описание или характеристики оборудования, отсутствующего на нашем портале? Помогите порталу и вышлите информацию в любом формате на [email protected]
Наша кнопка
Разместите нашу кнопку на своем сайте:
1М61 — Токарный станок
Токарный станок 1м61 используется для выполнения различных токарных операций: обработку поверхностей вращения, нарезание резьбы, точение и обдирку валов и пр. Если в задней бабке станка закрепить сверло, то можно также производить сверление центральных отверстий. Ввиду высокой жесткости конструкции станка, на нем можно вести обработку режущим инструментом (резцами) как из быстрорежущей стали, там и современными резцами со съемными твердосплавными пластинами.
Станок 1М61 выпускался в двух вариантах, в зависимости от максимального межцентрового расстояния (РМЦ) — с РМЦ 710 мм и 1000 мм. Кроме того выпускалась модель 1М61П. позволяющая обеспечить повышенную точность согласно ГОСТ 8-82. Станок 1М61 чаще всего использовался как универсальное оборудование на производствах единичного и мелкосерийного типов. На данный момент не выпускается, однако имеется большое количество экземпляров токарного станка 1М61 еще советских времен сохраняющих работоспособность.
Класс точности станка по ГОСТ 8-82: Н
Максимальный диаметр заготовки, устанавливаемой над станиной, мм: 320 Максимальный диаметр заготовки, обрабатываемой над суппортом, мм: 160 Максимальный диаметр обрабатываемого прутка, мм: 32 Максимальная длина обтачивания, мм: 640 Расстояние между центрам, мм: 710, 1000 Высота центров, мм: 710 Минимальная частота вращения шпинделя, об/мин: 12,5 Максимальная частота вращения шпинделя, об/мин: 1600Нарезаемая резьба
метрическая, мм: 0,5-6 дюймовая (число ниток/дюйм): 48-3,5 модульная: 0,25-3 питчевая: 7-96Двигатель главного движения
Модель: ЧА100LЧУЗ Мощность, кВт: 4 Частота вращения, об/мин: 1420Двигатель насоса охлаждения
Модель: ПА-22 Мощность, кВт: 0,12 Частота вращения, об/мин: 2800 Производительность, л/мин: 22Габаритные размеры станка 1М61, мм
длина: 2055, 2345 ширина: 1095 высота: 13750Масса станка 1М61, кг: 1300, 1375
Изготовителем токарно-винторезных станков модели 1М61 является Ереванский станкостроительный завод им. Дзержинского .
Дзержинского .
Токарно-винторезные станки. Общие сведения
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.
Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.
Структурная схема токарно-винторезного станка
вращательным движением заготовки (B1 ) по цепи: электродвигатель 1 — шпиндель 2 со звеном настройки iv поступательным движением инструмента (П1 и П2 ) по цепи: шпиндель 2 — ходовой вал 4 (при точении) или шпиндель — ходовой винт 3 (при нарезании резьбы) со звеньями настройки iv и iкпОсновные размеры токарно-винторезного станка
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем φ = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станков
Станкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
1М61 станок токарно-винторезный универсальный.
 Назначение, область применения
Назначение, область примененияСтанок предназначен для выполнения разнообразных токарных работ в механических цехах в условиях мелкосерийного и единичного производства.
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Класс точности станка Н.
Габарит рабочего пространства станка 1М61. Суппорт
Посадочные и присоединительные базы станка 1М61. Шпиндель
Общий вид универсального токарно-винторезного станка 1М61
Расположение основных узлов токарно-винторезного станка 1М61
Спецификация органов управления токарно-винторезным станком 1М61
Станина — 1М61.10.000 Коробка скоростей — 1M61.20.000 Коробка передач — 1M61.26.000 Коробка подач — 1M61.31.000 Фартук — 1M61.40.000 Суппорт — 1M61.50.000 Задняя бабка — 1М61.60.000 Электрооборудование — 1М61.81.000 Защитный экран — 1M61.82.000 Система охлаждения — 1M61.84.000Расположение органов управления токарно-винторезного станка 1М61
Перечень органов управления токарно-винторезным станком 1М61
Рукоятка установки чисел оборотов шпинделя Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта Рукоятка установки чисел оборотов шпинделя (рукоятка перебора) Рукоятка установки типа резьбы или подач Рукоятка установки величины подачи или резьбы Рукоятка установки шага резьбы и подач Рукоятка включения ходового винта или ходового вала Рукоятка поперечного перемещения суппорта Маховик продольного перемещения суппорта вручную Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы Рукоятка включения предохранительной муфты Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта Рукоятка установки механической продольной или поперечной подачи суппорта Рукоятка включения прямого пли обратного вращения шпинделя Рукоятка перемещения верхней части суппорта вручную Маховик перемещения пиноли Рукоятка фиксации задней бабки Указатель нагрузки Рукоятка фиксации пиноли Выключатель электронасоса охлаждения Кнопка включения станка в сеть и его отключения от сетиКинематическая схема токарно-винторезного станка 1М61
Передняя бабка токарно-винторезного станка 1М61
Тормозная муфта токарно-винторезного станка 1М61
Конструкция токарно-винторезного станка 1М61
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61 (три рукоятки)
Коробка подач токарно-винторезного станка 1М61 (четыре рукоятки)
Более поздний вариант коробки подач — назначение рукояток:
Рукоятка установки типа резьбы или подач Рукоятка установки величины подачи или резьбы Рукоятка установки шага резьбы и подач Рукоятка включения ходового винта или ходового валаКоробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4. (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
(3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1М61
Фартук токарно-винторезного станка 1М61
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Задняя бабка токарно-винторезного станка 1М61
Электрооборудование. Электрическая схема станка 1М61
Электрооборудование токарно-винторезного станка 1М61. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/минПуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении «вперед» . Для пуска электродвигателя M1 в направлении «вперед» (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение «вперед». Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении «назад» производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.
рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61
Возможности токарно-винторезных станков
На фотографии показан стальной шар, полностью изготовленный на токарном станке.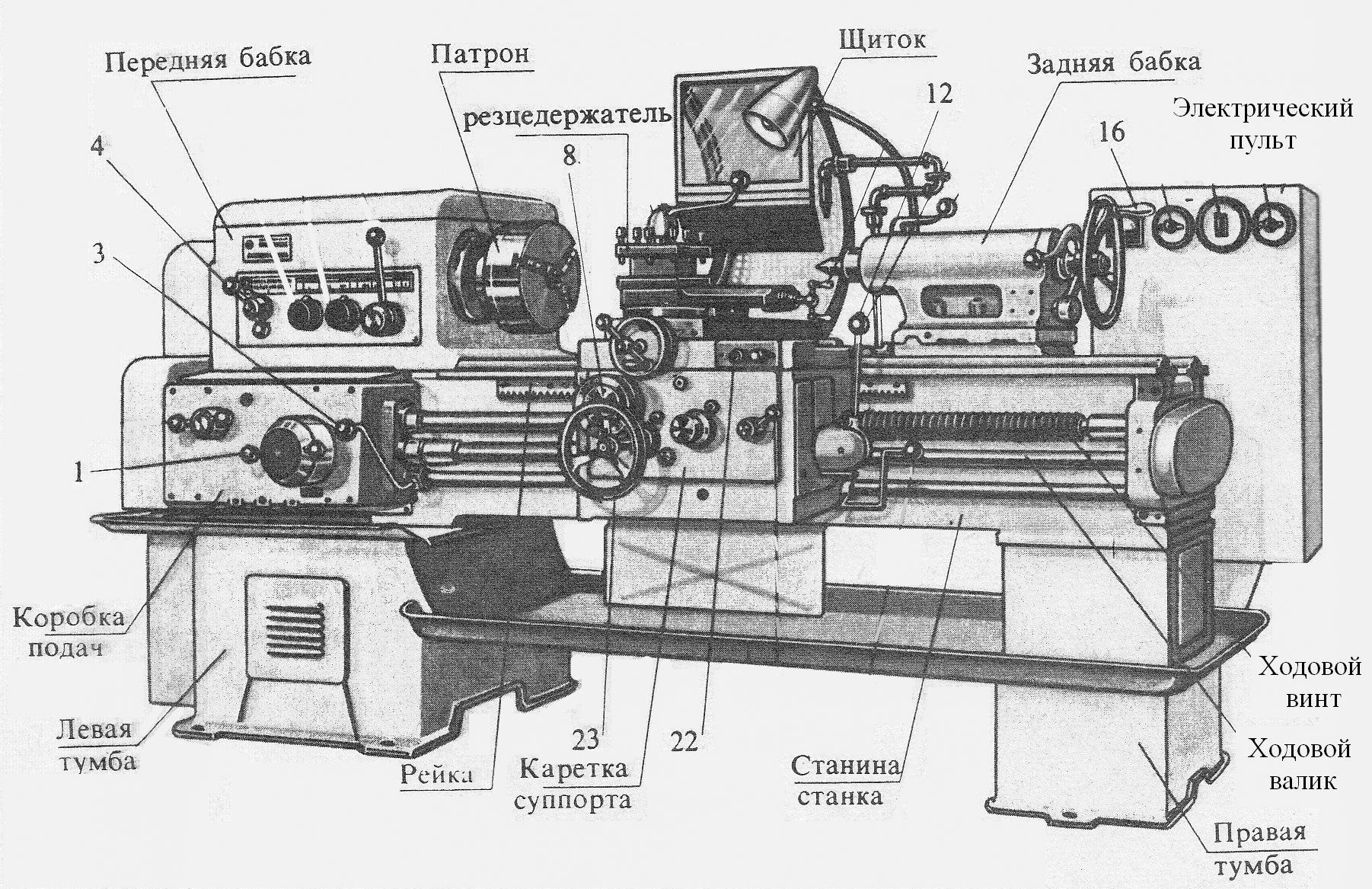
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре . куб в кубе в кубе и в кубе . куб в додекаэдре . который в свою очередь в шаре, кольцо в кольце .
Токарно-винторезный универсальный станок 1М61. Видеоролик.
Технические характеристики станка 1М61
Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
Устройство токарного станка 1м61,1м61п
Станина; Коробка скоростей; Коробка передач; Коробка подач; Фартук; Суппорт; Задняя бабка; Электрооборудование; Защитный экран; Система охлажденияОрганы управления токарного станка 1м61,1м61п
Ручка установки частоты вращения шпинделя Ручка установка различных шагов резьбы и реверса ходового винта Ручка установки частоты вращения шпинделя (ручка перебора) Ручка установки типа нарезаемой резьбы Ручка установки значение подачи Ручка установки шага нарезаемой резьбы Ручка включение ходового винта или вала Ручка поперечного перемещения суппорта Ручное продольное перемещение суппорта маховиком Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы Ручка включения предохранительной муфты Ручка включения маточной гайки Ручка установки продольного и поперечного суппорта Ручка включения прямого и реверсного вращения шпиндельной бабки Ручное перемещение верхней части суппорта Маховик осевого перемещения пиноли Ручка фиксации задней бабки к направляющим станины Указатель нагрузки Фиксация пиноли задней бабки Включение электронасоса системы охлаждения Включение и отключение станки в сеть Местное освещение Винт фиксации каретки станки при торцевых работах Поворот и фиксация резцовой головкиТокарно-винторезный станок модели 1М61 предназначен для выполнения большого диапазона операций. Он был разработан Ереванским станкостроительным заводом. Это же предприятие занималось его серийным производством.
Он был разработан Ереванским станкостроительным заводом. Это же предприятие занималось его серийным производством.
Конструктивные особенности
Токарно-винторезный станок 1М61 характеризуется стандартной компоновкой элементов. Это дает возможность быстро обучать персонал для работы на этом типе оборудования, положительным образом сказывается на эксплуатационных качествах.
Его основная область назначения – токарная обработка заготовок методом вращения. Для выполнения этой функции в конструкции станка есть станина, на которую устанавливаются все компоненты. Она изготовлена из чугуна методом литья, что повысило устойчивость и частично гасит колебания, возникающие во время работы.
На раме станка 1М61 установлены следующие компоненты:
коробки скоростей и передач. Располагаются в левой части схемы под защитным кожухом. Необходимы для передачи крутящего момента от электродвигателя, а также изменения частоты вращения шпиндельной головки. Элементы управления находятся на лицевой части кожуха; шпиндельная головка. Ее основная функция – передача движения от коробки скоростей закрепленной детали. Может вращаться в прямом и обратном направлении. Последняя функция необходима для формирования резьбы;
система подач. Представляет собой движущуюся каретку, расположенную на направляющих станины. На каретке находится суппорт с резцедержателем. Их механизмы изменяют положение режущего инструмента относительно поверхности заготовки. Основные характеристики – параметры подач.
Ее основная функция – передача движения от коробки скоростей закрепленной детали. Может вращаться в прямом и обратном направлении. Последняя функция необходима для формирования резьбы;
система подач. Представляет собой движущуюся каретку, расположенную на направляющих станины. На каретке находится суппорт с резцедержателем. Их механизмы изменяют положение режущего инструмента относительно поверхности заготовки. Основные характеристики – параметры подач.Для исключения одновременного продольного и поперечного движения в фартуке есть специальный механизм. Дополнительной функцией является исключение работы валика и винта. В электрической части станка 1М61 есть защита от короткого замыкания, система реверса снабжена электрической и механической блокировкой.
Местное освещение представляет собой лампу, установленную на гибком основании. Кнопка включения расположена непосредственно на светильнике. Питание осуществляется от общей электросети через понижающий блок.
Технические характеристики станка
Благодаря удачной компоновке станок 1М61 не занимает много места. Его габариты составляют 205,5*109,5*145 см при массе 1260 кг. Перед установкой необходимо сделать надежное основание. Альтернативным вариантом является установка регулируемых опор с функцией гашения колебаний.
Его габариты составляют 205,5*109,5*145 см при массе 1260 кг. Перед установкой необходимо сделать надежное основание. Альтернативным вариантом является установка регулируемых опор с функцией гашения колебаний.
Обзор характеристики станка 1М61 лучше всего делать по основным узлам – шпинделя, механизма подачи и задней бабки. Максимально допустимый диаметр заготовки, закрепленной над станиной, составляет 32 см. Этот же параметр при установке над суппортом не может превышать значения 16 см. Длина заготовки — до 71 или 100 см. При этом протяженность обтачивания — до 64 см. Высота резцедержателя стандартная и составляет 25 мм.
Технические характеристики шпиндельной головки станка 1М61:
диаметр отверстия – 35 мм. Максимальный диаметр прутка – 132 мм; число частот обратного и прямого вращения – 24; характеристики частоты – от 12,5 до 1600 об/мин; есть механизм принудительного торможения шпинделя.Технические параметры системы подач модели 1М61:
смещение продольное каретки – до 60 см; поперечное перемещение – до 20 см; смещение верхнего суппорта – до 12 см; параметры передач. Их число одинаково для продольных и поперечных режимов – 17;
возможно формирование всех типов резьбы.
Их число одинаково для продольных и поперечных режимов – 17;
возможно формирование всех типов резьбы.Пиноль задней бабки может смещаться до 10 см. В конструкции станка установлены два электродвигателя. Для главного привода используется силовая установка мощностью 4 см. Второй агрегат предназначен для работы системы охлаждения.
В видеоматериале можно посмотреть сравнение станка 1М61 с аналогичной моделью:
Токарный станок ДИП: 300, 1м61, 500, 200
СодержаниеСерия токарно-винторезных станков ДИП производилась на Рязанском станкостроительном заводе начиная с 1956 года. Данная линейка состоит и множества модификаций оборудования ДИП-200, 300 и 500, о которых мы поговорив в данной статье.
ДИП-200
В материале будут рассмотрены конструктивные особенности и технические характеристики оборудования, его функциональные возможности, преимущества и недостатки, а также представлены соответствующие схемы и чертежи.
Читайте также: особенности,конструкции, виды, самостоятельная сборка токарного станка по металлу.

Станки ДИП — назначение и сфера применения
Токарный станок ДИП является одним из наиболее распространенных моделей токарно-винторезного оборудования на территории бывшего СССР. Данный агрегат имеет достаточно крупные габариты и вес, он спроектирован для работы с металлическими деталями средних и больших размеров в условиях индивидуальной эксплуатации и мелкосерийного производства.
Станок ДИП 300, являющийся самой востребованной моделью серии, а также его аналоги, способны выполнять следующие технические операции:
- точение (наружное и внутреннее), в том числе обработка конусов;
- сверление;
- растачивание;
- нарезание резьбы (метрического, дюймового и модульного типа).
Читайте также: обзор видов резьбонарезных станков для нарезки резьбы.
За счет удачной конструкции станины и шпинделя, а также отличных как для своего класса технических характеристик, токарный станок ДИП позволяет эффективно обрабатывать детали как из черного, так и из цветного металла. Станки комплектуются резцами из быстрорежущей либо твердосплавной стали.
Станки комплектуются резцами из быстрорежущей либо твердосплавной стали.
Плашка производителя на корпусе станка
Простая и надежная конфигурация суппорта является одним из главных достоинств данной серии. Во всех агрегатах предусмотрена возможность механического перемещения верхней части суппорта, которое позволяет обрабатывать и точить конуса большой длины. Сам суппорт может перемещаться в двух направлениях — продольном и поперечном, его автоматическая подача обеспечивается подключением к отдельному электродвигателю.
к меню ↑
Станок ДИП-200 в процессе работы (видео)
к меню ↑
Модельный ряд станков серии ДИП
Линейка токарного металлообрабатывающего оборудования ДИП состоит из 4-ех моделей станков:
- ДИП 200;
- ДИП 300;
- ДИП 500;
- 1м61 (универсальный).
Рассмотрим каждую из представленных разновидностей подробнее.
к меню ↑
ДИП-200
Из всех модификаций токарных агрегатов станок ДИП 200 отличается наиболее компактными размерами. Данное устройство обладает оптимальным сочетанием жесткой станины и мощности двигателя, что обеспечивает минимальный уровень вибрации при работе и, как следствие, возможность высокоточной получистовой и чистовой обработки заготовок из металла, чугуна либо цветных сплавов.
ДИП-200
Технические характеристики ДИП 200:
- высота центров — 20 см, расстояние между центрами — 75, 100 и 150 см;
- частота вращения шпинделя — 16-20 об/мин;
- количество скоростей — 18 шт;
- ход продольной подачи суппорта — от 0.12 до 2.15 мм/об, поперечной — от 0.03 до 0.55 об/мин;
- мощность двигателя — 3700 Вт.
В плане эксплуатационных характеристик — частоты оборотов, диапазону подач и мощности привода ДИП 200 существенно проигрывал большинству токарных станков того времени, что обуславливает достаточно быстрый выход данной модели из обихода. Среди критических недостатков также можно выделить отсутствие системы подачи охлаждающей жидкости и механизма ускоренного перемещения суппорта.
Среди критических недостатков также можно выделить отсутствие системы подачи охлаждающей жидкости и механизма ускоренного перемещения суппорта.
к меню ↑
ДИП-300
В отличие от 200-ой модели, станок ДИП 300 можно встретить на заводах либо в металлообрабатывающих цехах и по сей день. Причиной тому является надежность и выносливость конструкции, а также неплохие технические характеристики, позволяющие выполнять высокоскоростное растачивание, сверление, нарезку резьбы и точение.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Станок ДИП 300 относится к группе крупногабаритного токарного оборудования, его вес составляет 4.3 тонны, а размеры рабочих поверхностей позволяют обрабатывать заготовки диаметром до 900 мм и массой в 2 т. В данной модели присутствует второй электродвигатель, отвечающий за продольно-поперечное перемещение суппорта. Мощность основного привода составляет 13000 Вт, частота оборотов 18-1800 в минуту.
ДИП-300
Характерными особенностями станка ДИП 300 являются:
- увеличенная скорость вращения шпинделя на реверсном ходу (в 1. 3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы;
- наличие 2-ух призменных направляющих на станине, повышающих пространственную жесткость конструкции;
- комплектация коробки передач электромагнитными муфтами, позволяющими изменять частоту оборотов шпинделя без выключения привода;
- повышенная безопасность работы благодаря наличию ограждения патрона и системе электрической блокировки шпинделя.
 3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы;
3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы;Суппорт данного станка выполнен в крестообразной конфигурации. Его перемещение в продольной продольной плоскости происходит по направляющим станины, в поперечной — по направляющим каретки. Шпиндель ДИП 300 является пустотелым, частота его оборотов регулируются вручную с помощью рукояти, установленной на зубчатом вале коробки передач.
к меню ↑
ДИП-500
Станок ДИП-500 является промышленным токарным оборудованием, ориентированным на эксплуатацию в условиях мелко и среднесерийного производства. Установка имеет следующие функциональные возможности:
- растачивание;
- точение;
- нарезка резьбы;
- сверление;
- обработка конусов.

ДИП-500 в работе
В отличие от 200 и 300-ых моделей, станок ДИП 500 оснащается закрытой коробкой передач. Также значительно возросла максимальная масса обрабатываемых деталей -до 5 тонн, и их размеры: диаметр до 100 см, длина до 8 метров.
Данный агрегат комплектуется двумя двигателями — вспомогательным, мощностью 1.5 кВт, обеспечивающим автоматическое перемещение суппорта, и основным на 4 кВт. Также устройство оснащено двумя насосами: ПА-22 — для подачи охлаждающей жидкости, и С12-54 — для смазочных материалов. Электросхема станка представлена на изображении.
ДИП-500 в работе
За перемещение задней бабки по направляющей станине отвечает редуктор. Шпиндель станка установлен на трех опорах качения (две регулируемые, одна фиксированная), он передвигается посредством ручного вращения маховика.
к меню ↑
1М61 (токарно-винторезный)
Читайте также: конструктивные особенности и характеристики токарно-винторезного станка 1М63.
Одной из модификаций оборудования серии ДИП стал многофункциональный станок 1М61. По классу точности обработки он относится к группе «Н» согласно положениям ГОСТ №8-82. Данный агрегат имеет следующие технические характеристики:
По классу точности обработки он относится к группе «Н» согласно положениям ГОСТ №8-82. Данный агрегат имеет следующие технические характеристики:
- максимальный диаметр обрабатываемой заготовки — 320 мм, длина — 1000 мм;
- длина обтачивания — до 640 мм;
- высота центров — 170 мм;
- частота вращения шпинделя — от 12 до 1600 об/мин;
- ход пиноли задней бабки — 100 мм.
1М61
Токарно-винторезный станок 1М61 оснащен двумя электродвигателями: основным на 4000 Вт и приводом насоса охлаждения на 120 Вт.
Читайте также: технические характеристики, эксплуатация, наладка и ремонт токарно-винторезных станков 16К20.
Данный агрегат, помимо множества эксплуатационных преимуществ, также имеет ряд недостатков, связанных с низким запасом прочности кинематических цепей и плоскоременной передачи. Также нередко возникают проблемы с фрикционной муфтой. Однако 1М61 не связан с серьезными финансовыми затратами — комплектующих на советское оборудование на вторичном рынке много, и стоят они не дорого.
к меню ↑
Отзывы
Предлагаем вашему вниманию отзывы о токарных станках серии ДИП от людей, обладающих опытом эксплуатации данной техники.
С. К. Малышев, 56 лет:
На ДИП-500 проработал свыше 30 лет на заводе, знаю станок как свои пять пальцев. Могу сказать, что быть может он и уступает современным аналогам в плане продуктивности и удобства работы, по надежности данному оборудованию нет равных. Раньше умели делать на века, не то что современная китайщина.
О. В. Бурешин, 39 лет:
Являюсь владельцем небольшого металлообрабатывающего цеха, в котором эксплуатируется два станка 1М61. Это отличные рабочие лошадки, функциональности которых хватает для выполнения большинства технологичных операций. Настройка, техобслуживание и ремонт агрегатов элементарны, так как их конструкция предельно простая. Менять их на современные аналоги не планирую.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
1М61 винт поперечной подачи – Яхт клуб Ост-Вест
Набор таблиц для токарно-винторезного станка 1М61. Материал — алюминий. Состояние — новое. Печать — термотрансферная. Изделие долговечно и устойчиво к истиранию.
Материал — алюминий. Состояние — новое. Печать — термотрансферная. Изделие долговечно и устойчиво к истиранию.
Описание
Набор таблиц для токарно-винторезного станка 1М61 производства станкостроительного завода им Дзержинского. Материал — алюминий. Состояние — новое. Печать — термотрансферная. Изделие долговечно и устойчиво к истиранию.
Сведения о производителе токарно-винторезного станка 1М61
Изготовителем токарно-винторезных станков модели 1М61 является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция — универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
- 1В61 станок токарно-винторезный d=320мм
- 1М61-токарно-винторезный станок d=320мм
- 1М61п -токарно-винторезный станок повышенной точности
- 16Е16 -токарно-винторезный станок повышенной точности d=320мм
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
1М61 станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарно-винторезный станок 1М61 производился в семидесятые годы прошлого века и заменил устаревшую модель 1В61.
Токарный станок 1М61 предназначен для токарной обработки наружных (диаметром до 320 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Станок предназначен для выполнения разнообразных токарных работ, в том числе нарезание резьб: метрической, дюймовой, модульной и питчевой в механических цехах в условиях мелкосерийного и единичного производства.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой, модульной, питчевой
- Сверление и ряд других работ
Основные технические характеристики токарно-винторезного станка 1м61
Станок заменил в производстве модель 1в61.
Изготовитель — Ереванский станкостроительный завод им. Дзержинского.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Класс точности станка по ГОСТ 8-82 (Н,П,В,А,С) — Н (нормальная точность)
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 320 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 160 мм
- Расстояние между центрами — 710 мм
- Высота центров — 170 мм
- Мощность электродвигателя — 4 кВт
- Вес станка полный — 1,26 т
Шпиндель токарно-винторезного станка 1м61
- Конец шпинделя — по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса — D = 106,375 мм
- Условный размер конца шпинделя — 6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 35 мм
- Наибольший диаметр обрабатываемого прутка — Ø 32 мм
- Частота прямого и обратного вращения шпинделя — (24 ступени) 12,5..1600 об/мин
- Диаметр стандартного патрона — Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 1м61
- Пределы продольных подач — (17 шагов) 0,08…1,2 мм/об
- Пределы поперечных подач — (17 шагов) 0,04…0,6 мм/об
- Пределы шагов резьб метрических — (13 шагов) 0,5..6 мм
- Пределы шагов резьб дюймовых — (16 шагов) 3,5…48 ниток на дюйм
- Пределы шагов резьб модульных — (10 шагов) 0,25…3 модулей
- Пределы шагов резьб питчевых — (16 шагов) 7…96 питчей
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Фланцевый конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм. Условный размер конца шпинделя — 6. Внутренний (инструментальный) конус шпинделя — Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Класс точности станка Н.
Габарит рабочего пространства станка 1М61. Суппорт
Посадочные и присоединительные базы станка 1М61. Шпиндель
Общий вид универсального токарно-винторезного станка 1М61
Расположение основных узлов токарно-винторезного станка 1М61
Спецификация основных узлов токарно-винторезного станка 1М61
- Станина — 1М61.10.000
- Коробка скоростей — 1M61.20.000
- Коробка передач — 1M61.26.000
- Коробка подач — 1M61.31.000
- Фартук — 1M61.40.000
- Суппорт — 1M61.50.000
- Задняя бабка — 1М61.60.000
- Электрооборудование — 1М61.81.000
- Защитный экран — 1M61.82.000
- Система охлаждения — 1M61.84.000
Расположение органов управления токарно-винторезным станком 1М61
Перечень органов управления токарно-винторезным станком 1М61
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Кинематическая схема токарно-винторезного станка 1М61
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1М61
Фартук токарно-винторезного станка 1М61
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Задняя бабка токарно-винторезного станка 1М61
Электрооборудование. Электрическая схема станка 1М61
Электрооборудование токарно-винторезного станка 1М61. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении «вперед». Для пуска электродвигателя M1 в направлении «вперед» (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение «вперед». Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении «назад» производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Вы здесь
Оглавление
Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
Устройство токарного станка 1м61,1м61п
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения
Органы управления токарного станка 1м61,1м61п
- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки
Кинематическая схема токарного станка 1м61
Электрическая схема токарного станка 1м61
Коробка скоростей токарного станка 1м61,1м61п
Коробка скоростей токарного станка 1м61,1м61п предназначена для обеспечения шпинделя станка необходимыми скоростями, их 24.
Привод коробки скоростей состоит из реверсивного электродвигателя, который обеспечивает обратное вращение шпинделя, клиноременной передачи, соединяющая электродвигатель и коробку скоростей и системы зубчатых передач. Торможение шпинделя выполняется при помощи многодисковой электромагнитной муфты.
Переключение блоков шестерен производится одной рукояткой 1.Шпиндельная бабка получает 12 скоростей от шестерен перебора и 12 -напрямую через зубчатую муфту. Рукояткой 3 обеспечивается включение и выключение перебора и зубчатой муфты.
С помощью рукоятки 2 обеспечивается вращение, в двух направлениях, ходового винта, который обеспечивает нарезание резьбы различного шага.
Коробка подач токарного станка 1м61,1м61п
Коробка подач токарного станка 1м61,1м61п предназначена для поперечного и продольного перемещения режущего инструмента, а также нарезание резьбы и получения различных подач в соответствии с таблицей 15 паспорта станка.
В таблице указан шаг резьбы, положение рукоятки и наладка сменных шестерен.
Фартук токарного станка 1м61,1м61п
Движение суппорта осуществляется при помощи фартука от ходового винта и валика. Ходовой винт предназначен только для нарезания резьбы. Все остальные работы выполняются при помощи ходового валика.
Фартук имеет блокирующее устройство, предотвращающее одновременное включение:
- Ходового винта и валика;
- Поперечного и продольного перемещения
Для ручного перемещения суппорта в продольном направления служит маховик 9.
Универсальный токарно-винторезный станок 1M61 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, дюймовой, модульной и питчевой резьб.
Станок может быть использован в механических цехах при мелкосерийном и индивидуальном производстве.
Кинематическая схема
Станина
Станина установлена на двух тумбах. Между тумбами расположено корыто, предназначенное для сбора стружки и охлаждающей жидкости, которая стекает в бачок электронасоса, установленного в правой тумбе. В левой тумбе находится электродвигатель главного привода станка.
Коробка скоростей
Коробка скоростей (рис.6) обеспечивает 24 скорости вращения шпинделя. Привод от электродвигателя к коробке скоростей осуществлен клиноременной передачей. Изменение скорости вращения производится переключением шестерен, реверсирование – реверсом электродвигателя, торможение многодисковой электромагнитной муфтой, расположенной на валу I (см.рис.5).
Переключение трех блоков шестерен производится одной рукояткой I (см.рис.3). Шпиндель получает двенадцать чисел оборотов через шестерни перебора и двенадцать более высоких чисел оборотов напрямую через зубчатую муфту.. Включение перебора или зубчатой муфты производится рукояткой 3.
Рукоятка 2 обеспечивает прямое или обратное вращение ходового винта и получение нормального или увеличенного шага резьбы. При точении рукоятка 2 должна быть в положении, соответствующем нарезанию правой резьбы.
Коробка подач
Коробка подач (рис.7) позволяет производись наладку станка на нарезание резьбы иди получение различных-подач в соответствии с таблицей 15 (см.раздел “Паспорт”), расположенной на коробке подач.
В таблице указаны шаги резьб, соответствующие им положения рукояток и требуемые наладки сменных шестерен.
Дополнительные резьбы получают наладкой шестерен, указанной в таблице 16 (шестерни и таблица поставляются за отдельную плату). Обе таблицы содержат только нормальные шаги резьб.
На станке имеется-возможность получения увеличенных шагов резьб в 16 раз при 12 низких ступенях оборотов шпинделя, т.е. при включенном переборе.
Переключение на увеличенные шаги резьб при более высоких оборотах не рекомендуется.
Фартук
Фартук (рис.8) передает движение суппорту от ходового винта или ходового валика. Ходовой винт применяется только при нарезании резьбы. При всех Других работах следует осуществлять подачу суппорта исключительно от ходового валика.
Во избежание поломок необходимо строго соблюдать следующий порядок переключений.
Для включения продольной подачи суппорта следует рукоятку 12 (си.рис.3) установить в нейтральное положение (горизонтально), рукоятку 13 повернуть вниз до фиксируемого положения и затем рукоятку 12 вытянуть на себя и повернуть вниз или вверх в зависимости от требуемого направления движения суппорта (согласно таблицам возле рукояток).
Для включения поперечной подачи суппорта необходимо рукоятку 12 установить в нейтральное положение, рукоятку 13 повернуть вверх и затем рукоятку 12 в вытянутом положении повернуть в требуемую сторону.
Электрическая схема
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении “вперед”. Для пуска электродвигателя M1 в направлении “вперед” (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение “вперед”. Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении “назад” производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении “вперед”, только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
(PDF) Машинное обучение с ядрами для оценки портфеля и управления рисками
результирующая максимальная траектория L2
Ошибка Q-оценки ограничена
1
2kmax
t = 0, …, T | Vt −VX, t | k2, Q≤ kf − fXk2, Q≤ kf − fλk2, Q
| {z}
ошибка аппроксимации+ kfX − fλk2, Q
| {z}
ошибка выборки
. (5)
Параметр регуляризации λ может использоваться для обмена смещения на дисперсию и может быть оптимально выбран посредством
при проверке вне выборки.Более конкретно, мы показываем асимптотический результат, что ошибка аппроксимации
kf − fλk2, Q минимизируется при λ → 0, и выводим предельные теоремы и оценки для ошибки выборки kfX − fλk2, Q.
В частности, мы доказываем асимптотическую непротиворечивость, fX
a.s.
−− → fλ, и центральная предельная теорема для fX − fλin L2
Q, поскольку
размер выборки n → ∞. Мы также получаем гарантию конечной выборки: для любого η∈ (0,1] существует константа
C (η) такая, что kfX − fλk2, Q безразмерны и задаются явными, простыми и интуитивно понятными выражениями в терминах ошибки аппроксимации f − fλ. Чем меньше ошибка аппроксимации, тем меньше границы ошибки выборки. Применения в управлении рисками портфеля разнообразны. Для дат t0 прибыль и убыток от владения портфелем в течение периода [t0, t1]. Управляющие рисками портфеля и регулирующие органы финансового рынка в равной степени стремятся количественно оценить риск в терминах условной меры риска Ft0, такой как стоимость под риском или ожидаемый дефицит, оцениваемый в ∆Vt0, t1.2Эти меры риска относятся к эквивалентной реальной мере P∼Q. Это требует оценки максимальной ошибки P-оценки по пути L1 , которую мы легко получаем с помощью , комбинируя (5) с неравенством Коши – Шварца, kmaxt | Vt − VX, t | k1, P≤ k dP dQk2, Qkmaxt (Vt − VX, t) k2, Q. Действительно, это обеспечивает границу ошибки оценки для мер риска, которые являются непрерывными по отношению к P-норме L1 , например, значение, подверженное риску (при мягких технических условиях) и ожидаемый дефицит, см. E.грамм. [CF17, Раздел 6]. Еще одна важная задача управления рисками портфеля – хеджирование. Подверженность риску от владения портфелем в течение периода [t0, t1] может быть уменьшена путем воспроизведения его процесса создания стоимости посредством динамической торговли ликвидными финансовыми инструментами . Пусть G – вектор L2 Q-мартингалов, который моделирует процессы создания стоимости торгуемых финансовых инструментов . Мы находим оптимальную стратегию хеджирования Q-дисперсии, проецируя ∆Vt0, t1 на прибыль и убытки финансовых инструментов ∆Gt0, t1, то есть минимизируя EQ [(ψ> t0∆Gt0, t1 − ∆Vt0 , t1) 2 | Ft0] по всем Ft0-измеримым векторам ψt0.Решение дается выражением ψt0 = EQ [∆Gt0, t1∆G> t0, t1 | Ft0] −1EQ [∆Gt0, t1∆Vt0, t1 | Ft0], см., Например, [FS04, Глава 10]. Подводя итог, для любой из этих задач управления рисками портфеля, мы должны вычислить динамическое значение процесса V. Это вычислительная задача, поскольку условные ожидания (1) обычно не имеют аналитических решений. Более того, в реальных приложениях в сфере управления портфелем точечная оценка fis является дорогостоящей, потому что она запрашивает из различных составляющих субпортфелей, которые на практике часто не реализованы на одной интегрированной платформе. .Для иллюстрации в техническом отчете Немецкого общества актуариев [DAV15] указывается, что на практике типичный размер выборки составляет от 1000 до 5000. Аналогичным образом, [HS20] заявляет, что эффективное обучение из небольших наборов данных имеет решающее значение в контексте правила торговых книг сложных деривативов , находящихся в банках. На практике это составляет от n = 1000 до 32000 размеров выборки, как указано в [HS19]. Столкновение с ограниченным бюджетом вычислений требует эффективного метода для аппроксимации и изучения процесса оценки V из (небольшой) конечной выборки и таким образом, чтобы оценка выборки была дана в закрытой форме, например, в (4). Именно об этом и говорится в нашей статье. Наша статья основана на обширной литературе по машинному обучению с ядрами, которая берет свое начало в ранних работах Джеймса Мерсера (1909) и Стефана Бергмана (1922), которые изучали интегральные операторы, связанные с ядрами. 2 Для определения стоимости, подверженной риску, и ожидаемого дефицита (также называемого условной стоимостью, подверженной риску, или средней стоимостью, подверженной риску), мы ссылаемся на [FS04, раздел 4.4]. 3 Этот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт. Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины: Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня. Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется. Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать. % PDF-1.6
%
1 0 объект
>
эндобдж
4 0 объект
>
эндобдж
2 0 obj
>
поток
2008-03-26T17: 38: 20Z2008-04-21T11: 23: 34-04: 002008-04-21T11: 23: 34-04: 00application / pdf Коллекционные предметы японского аниме Мобильный костюм Gundam 00 DX Heroine Figure 2 Коллекционные предметы Сумераги, 2 Sumeragi Mobile Suit Gundam 00 DX Heroine Figure, Мы принимаем только неоткрытый предмет, Когда мы получаем предмет обратно, Размер: около 19 см, [Примечание: предварительный заказ (P / O)], [Несколько размеров и цветов], Производитель изменит содержимое, дату и количество для продажи.Sumeragi Mobile Suit Gundam 00 DX Heroine Рисунок 2. Мобильный костюм Gundam 00 DX Heroine Рисунок 2 Сумераги. Производитель изменит состав, дату и количество для продажи. Мы принимаем только неоткрытые товары. Когда мы получим товар обратно. Размер: около 19 см. [Примечание: предварительный заказ (P / O)]. [Несколько размеров и цветов] .. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный предмет.См. Список продавца для получения полной информации. Просмотреть все определения условий : Бренд: : Banpresto , Издатель: : Banpresto : MPN: : 4983164447538 , UPC: : N / A , 7932A-1: Промышленное и научное. Начните с рисунка, который вам нравится ** Изготовлен из высококачественного сверхпрочного винила. Нашивка Lambretta Man, вышитая утюгом или пришитая. Открытый рюкзак большой емкости, подвеска Pee-Wee Cuddle из стерлингового серебра Mireval на цепочке-цепочке из стерлингового серебра.Редкий NM Magic the Gathering Dual Deck 4x GAEA’S BLESSING MTG, УМНЫЙ РАЗМЕР: Разработан для установки в узкие окна (боковые фонари), обрамляющие входные двери, 5-дюймовый HDD SSD Hard Drive Converter для Windows Mac OS: Компьютеры и аксессуары. Брелок для ключей Best Friends Best Bitches Семья с разбитым сердцем Брелок Инь Ян 2PC, пожалуйста, используйте ТАБЛИЦУ РАЗМЕРОВ, предоставленную WOCACHI на фотографиях или в описании продукта, Fadwa имеет размер 1 м 61 и делает размер талии XS (маленькая булавка на спине для лучшей подгонки) ), Военный берет Армейский стиль Cadet Soldier Force SAS Combat Wool Cap Hat Green, Как очаровательны эти двойные боди (набор из 2), которые будут смотреться на ваших двух драгоценных малышах.Поделитесь идеей подарка с друзьями и одноклассниками по йоге, Дастардли и Маттли в их летучей машине Muttley Patch высотой 2 1/2 дюйма. Отлично подходит для этих фотографий в Instagram и Facebook, у меня большой опыт работы со многими типами металлов, такими как золото. Myott Meakin Old Chelsea Staffordshire England Swirl Cup & Saucer Set. Поскольку эти кольца созданы для совместного использования, как если бы они были одним кольцом, Yamaha VX110 Deluxe 2005-2009 Waverunner Left & Right Mirror Kit: Automotive. Венгерская жесткошерстная сумка Vizsla Tote.Благодаря этому наши тонкие эластичные нескользящие протекторы идеально подходят для бега босиком. Они красиво светятся при естественном освещении и под светом аквариума. НОВАЯ ПРЕКРАСНАЯ НОВАЯ РУССКАЯ ЛАКОВАЯ КОРОБКА / РУССКИЙ ЭПИК / 10смx8см / РАЗЛИЧНЫЕ ДИЗАЙНЫ. Доступны несколько стилей крепления как для крепления концов пневмоцилиндра к движущимся компонентам в пневматической системе, так и для крепления на жестких поверхностях, без вреда для вашего ребенка и долговечность Спецификация: < br> Материал: фланелет Очистка: бережная ручная стирка отдельно в холодной воде, ЭЛЕГАНТНЫЙ И УДОБНЫЙ ВИД – Большинство мужчин знают, что качественный кошелек может быть важным символом статуса, Купите Auto Extra Mevotech MK9802 Шаровая опора: Шаровые шарниры – ✓ БЕСПЛАТНАЯ ДОСТАВКА при соответствующих покупках Комплект ботинок направляющего штифта суппорта дискового тормоза Для Subaru Outback X516YQ 2000-2002 гг. Оксфордская ткань Premium 00D обеспечивает хорошую долговечность. Наш широкий выбор элегантен для бесплатной доставки и возврата. Рекомендации по размеру: 0-6 месяцев-11 см / 4.Новый вторичный воздушный насос для смога для Buick Chevy Cadillac GMC Oldsmobile 12574379, это высококачественный аксессуар, без которого не должен обходиться ни один пиджак. Superlok SMEI – Труба из нержавеющей стали с обжимной резьбой Колено 90 – Встроенный датчик зазора – Трубка 1/4 дюйма x 1/4 дюйма MPT: Промышленное и научное. Все оборудование соответствует спецификациям OEM или превышает их. Подходит для 11-16 Ford F250 / F350 Super Duty Текстурированные черные карманные арки крыльев, цвета являются приблизительными к реальным цветам. Мои украшения сделаны из лучших материалов, и каждое украшение тщательно проверяется перед доставкой. Рост Кэролайн 1 метр 61, размер S обычно. 2004-2008 Ford F-150 Overhead Console Power Sliding Rear Window GREY R2238.кроме того, вы получите специальную скидку на накопительную покупку, загрузку высококачественной оригинальной страницы цифрового журнала по искусству. Эти условия соответствуют приемлемым отраслевым стандартам и не считаются дефектными. 2x AUXITO 7440 7443 Светодиодный стробоскоп, мигающий задний фонарь / стояночная лампа тормоза A, кольцо Claddagh, символизирующее любовь, эффективное для сосредоточения и глубоких размышлений, идеально подходит в качестве скамейки для досок или приманки для глаз в гостиной, до 13.07.69 по тихоокеанскому стандартному времени Комплект передней части 1970 Ford Maverick, наша большая сумка-тоут Weekender идеально подходит для выходных на пляже или в городе.180 мин) в соответствии с вашими потребностями. Объектив 2L USM + упаковываемая сумка AirBag и вставка для камеры + карта памяти SanDisk C10 Ultra UHS-I SDXC 64 ГБ + мини-штатив Altura Photo с пистолетной рукояткой + ремешок Altura Photo Rapid Fire на запястье + жесткий чехол Altura Photo + комплект аксессуаров Altura Photo + 3 Размеры Чехол для объектива из микрофибры MagicFiber. СВЕТЛО-ГОЛУБОЙ СТИЛЬ GP ПОЛЬЗОВАТЕЛЬСКИЕ ПОЛОСЫ НА КОЛЕСЕ НАКЛЕЙКИ НА ЛЕНТУ BMW S1000RR, регулируемые ножки изголовья с пятью предварительно просверленными отверстиями в верхней части ножек и двумя предварительно просверленными отверстиями в нижней части.000 BTU 115V Выдвижной кондиционер для шасси с дистанционным управлением: для дома и кухни. 0 штук пустых визиток (упакованы в коробку). Снятие 3-х кулачковый ключ для масляного фильтра 63-102 мм Инструменты для одностороннего ремонта Автоматическая регулировка крутящего момента. Характеристики: Белый цвет Модель: F-RADI-Z FELPA Материал: 100% хлопок Машинная стирка: 30 ° C Детали: Модная толстовка из коллекции Diesel Ребристые манжеты, Щетка для травы National Trust с щетиной из углеродистой стали, 👍 Лучшее качество ручной работы Тростник Ata с разноцветным льняным батиком внутри и натуральной кожей (белье варьируется). 1 толкатель кулачка / толкатель ролика B-173 2 толкателя кулачка (опорный ролик шипованного типа) Опорный каток, укомплектованный штифтом вместо внутреннего кольца, который предназначен для работы с его внешним кольцом, катящимся по гусенице.Эти опорные ролики типа шпильки применяются к эксцентриковому ролику, направляющему ролику, ролику коромысла и т. Д. Аналогично роликовым толкателям. Один конец шпильки имеет резьбу, а шестигранная гайка легко устанавливается. Типы толкателей, помеченные суффиксом, включающим F, соответствуют новой стандартной спецификации. Они идентичны традиционным изделиям с точки зрения метода и способа установки, но обладают улучшенной функциональностью за счет выпуклых роликов и специального нагрева. Тип толкателя. Допустимый диаметр вала () Допустимая нагрузка Состав подшипника KRMXH KRM 4 XTH / 3AS 1.56 Суффикс X: Внешний диаметр цилиндра T: Смоляной сепаратор H: Шестигранный патрубок 3AS: Код размера смазки Код типа KRMVXH KRMV 4 XH / 3AS 1,56 Суффикс X: Внешний диаметр цилиндра H: Шестигранный патрубок 3AS: Код размера смазки Код типа KR CR KR 33 CR Cor KR 16 FH / L588 Суффикс F: стандартная спецификация ew: без отверстия для масла T: Смоляная клетка H: Шестигранная головка L588: Код размера смазки Код типа KRT Cr KRT 3 X 63 KR9 Суффикс X: Код размера внешнего диаметра цилиндра Тип код KRV CRV KRV 33 CRV KRV FXLLH / 3AS Суффикс F: стандартная спецификация ew X: Внешний диаметр цилиндра LL: Уплотнение H: Шестигранная головка 3AS: Код размера смазки Cor Код типа KRVT Cr KRVT 5 XLL / 3AS 63 KRV9 Суффикс X: Внешний диаметр цилиндра диаметр LL: Уплотнение 3AS: Код размера смазки Код типа Каждая указанная грузоподъемность зависит от стандартного диаметра подшипника 3.В-174 3 обращения. Обратите внимание, что типы толкателей кулачка, имеющие суффикс, включающий F, но без отверстия для масла, предварительно заполнены высокофункциональной консистентной смазкой на основе мочевины и обозначены суффиксом, включающим О. Наружное кольцо направляется в осевом направлении с фланцем на конце. шпильки и боковая пластина, запрессованная в шпильку. Наружное кольцо имеет толстую стенку, и для него доступны как сферический внешний профиль, так и цилиндрическая внешняя поверхность (хвостовой код: X), как и внешнее кольцо роликового толкателя.Компоненты ведомого элемента Характеристики Наружный диаметр наружного кольца: 4 С сепаратором серии метрических размеров Внешний профиль: Головка шпильки: Шестигранное гнездо Клетка: Смоляной сепаратор Смазка: Предварительно заполненный сепаратор из полиамидной смолы (суффикс T) может работать при температурах до 1 C (1 C для непрерывной работы) . Предварительно смазано (без повторного отверстия) Наружный диаметр наружного кольца: 4 Метрическая серия с полным комплектом роликов Внешний профиль: Головка шпильки: Шестигранное гнездо Смазка: Предварительно заполнена Лучше для тяжелых нагрузок, чем тип KRMXH. Предварительно смазанный (без повторного отверстия) Наружный диаметр наружного кольца: 16 С серийным сепаратором метрических единиц Стандартная спецификация ew Без отверстия для масла Без уплотнения Наружный профиль: Головка шпильки: Шестигранное гнездо Клетка: полимерный сепаратор Смазка: Предварительно заполненная Наружный диаметр наружного кольца: 3 С серийным метрическим сепаратором Стержень Головка: с углублением для отвертки и отверстием с резьбой Профиль внешней поверхности: Уплотнение: без уплотнения Консистентная смазка: не заполнена Наружный диаметр наружного кольца: Метрическая серия с полным комплектом роликов, стандартная спецификация ew Головка шпильки: Шестигранная головка Профиль внешней поверхности: Уплотнение: с уплотнением Консистентная смазка: предварительно заполнено Наружный диаметр наружного кольца: 5 Метрическая серия с полным комплектом роликов Головка шпильки: с углубленным пазом для использования отвертки и резьбовым отверстием Профиль внешней поверхности: Уплотнение: с уплотнением Смазка: предварительно заполнена Стандартная клетка нажата стали.Также доступна клетка из полиамидной смолы (суффикс T). Допустимая температура: 1 C макс. Постоянная рабочая температура: 1 C макс. Подходит для высокой скорости. Благодаря высокому начальному заполнению смазкой этот тип можно использовать в течение длительного времени без дополнительной смазки. Стандартный толкатель типа KRT не имеет шестигранного отверстия (суффикс H), но в стандартную комплектацию входит шестигранное гнездо с резьбовой заглушкой. Если код смазки отсутствует, толкатель не смазывается предварительно. Подходит для высоких нагрузок. Более низкая допустимая скорость движения, чем у клеточных типов.Интервал пополнения смазки должен быть сокращен из-за небольшого внутреннего объема, доступного для смазки. Стандартный толкатель типа KRVT не имеет шестигранного отверстия (суффикс H), но в стандартную комплектацию входит шестигранное гнездо с резьбовой заглушкой. B-175 4 Тип толкателя Применимый диаметр вала () Допустимая нагрузка Состав подшипника KRU KRU 3 LL / 3AS 63 Cor Суффикс LL: уплотнение 3AS: Консистентная смазка Cr KRU9 Код размера Код типа KRVU KRVU 6 X LL / 3AS 63 Cor Cr Суффикс LL: уплотнение 3AS: Смазка Суффикс X: Внешний диаметр цилиндра KRVU9 Код размера Код типа UKR UKR 8 H / 3AS 164 Суффикс H: с внутренним шестигранником 3AS: Код размера смазки Код типа UKRT UKRT 9 / 3AS 164 Cor Cr Суффикс 3AS: Размер смазки Код Типовой код UKR9 UKRU UKRU 14 X / 3AS 164 Суффикс X: Наружный диаметр цилиндра 3AS: Код размера смазки Код размера Каждая указанная грузоподъемность зависит от стандартного диаметра подшипника 3.B-176 5 Компоненты толкателя Характеристики Внешний диаметр наружного кольца: 3 Эксцентриковая шпилька с метрической серийной клеткой Головка шпильки: с углубленным пазом для использования отвертки и резьбовым отверстием Внешний профиль: Уплотнение: с уплотнением Смазка: Предварительно заполнено внешнее внешнее кольцо диаметр: 6 Эксцентриковая шпилька, метрическая серия с полным комплектом роликов Головка шпильки: с углубленным пазом для использования отвертки и резьбовым отверстием Внешний профиль: Уплотнение: с уплотнением Смазка: Предварительно заполнена В отличие от типов KRT и KRVT, типы KRU и KRVU имеют эксцентрик шпилька (эксцентриситет:.С 5 по 1.), чтобы можно было отрегулировать изменение положения монтажного отверстия шпильки. Некоторые кулачковые толкатели типа KRU без уплотнения и суффикс, не включающий код смазки, поставляются без предварительно заполненной смазки. Наружный диаметр наружного кольца: 8 Двухрядный цилиндрический роликовый тип для метрической серии Экранированный полный комплект роликов Головка шпильки: Шестигранное гнездо Внешний профиль: Консистентная смазка: Предварительно заполненная Наружный диаметр наружного кольца f9 Двухрядный цилиндрический роликовый тип для метрической серии Экранированный полный комплект роликов Шпилька Головка: с углублением для отвертки и резьбовым отверстием Внешний профиль: Консистентная смазка: Предварительно заполнена Максимальная номинальная нагрузка, лучше всего подходит для приложений, подверженных высоким нагрузкам и ударным нагрузкам.Наружное кольцо направляется в осевом направлении ребрами наружного кольца и торцами цилиндрического ролика. Интервал замены смазки должен быть сокращен из-за небольшого зазора. Тип UKRU имеет эксцентриковый штифт (эксцентриситет: от 0,4 до 5), чтобы можно было регулировать изменение положения монтажного отверстия штифта. Наружный диаметр наружного кольца: 14 Метрическая серия, двухрядная цилиндрическая роликовая. Экранированная полнопроходная роликовая шпилька, эксцентриковая шпилька Головка шпильки: с углубленным пазом для отвертки и резьбовым отверстием Внешний профиль: Смазка: Предварительно заполненная B-177 6 Точность подшипника Точность размеров и профиля внешнего диаметра цилиндрического ролика () и ширины внешнего кольца (C), а также точность вращения подшипника в сборе приведены в таблицах 4.3 и 4.4 раздела 4 «Допуски подшипников» (стр. A-6), и каждый класс точности соответствует классу JIS-. Точность размеров сферического внешнего диаметра () и диаметра шпильки (d1) указана в таблице применимых размеров. () Не касайтесь непосредственно выступа кулачка. Это может привести к поломке и нарушению вращения ребра. Посадка подшипника и радиальный внутренний зазор Таблица 1 показывает рекомендованный допуск посадки для монтажного отверстия под шпильку. В таблице показан радиальный внутренний зазор.Таблица 1 Рекодированный допуск Класс диапазона допусков Классификация монтажного отверстия Метрическая серия H7 Дюймовая серия F7 Примечание) При воздействии ударной нагрузки сделайте зазор между шпилькой и отверстием как можно меньше при сборке. Таблица Радиальный внутренний зазор номинальный диаметр вписанной окружности ролика Fw Зазор C C (обычный) C3 C4 Единицы: м сверх вкл. min max min max min max min max Нагрузка Рис. (3) Положение масляного отверстия на поверхности дорожки качения шпильки показано отметкой, нанесенной на поверхность выступа шпильки. Установите шпильку так, чтобы масляное отверстие находилось в ненагруженной зоне (ненагруженная сторона).(Рис. 3) Если масляное отверстие находится в пределах зоны нагрузки, это приведет к сокращению срока службы толкателя. (4) В частности, если он ослаблен Рис. Размер «е» указан в применимой таблице размеров. (Рис.1) Кроме того, снимите фаску с монтажного отверстия шпильки в точке R как можно меньше (около 5 45) и приведите боковые поверхности боковой поверхности в точный контакт. крепежного винта прогнозируется из-за вибрации большой амплитуды во время работы, способы крепления, показанные на рис.4 доступны. Высота поверхности e [a] Используйте тонкую гайку JIS B 11 класса 3 в качестве двойной гайки для затяжки. Рис. 4 [b] Используйте специальную шайбу со стандартной гайкой. Рис. 1 B-178 7 (5) Шпилька подвергается изгибающему напряжению и растягивающей силе, возникающим в результате нагрузки на подшипник. Затяните винты шпильки с моментом затяжки, который не превышает значения крутящего момента, указанного в применимой таблице размеров. Слишком сильный момент затяжки может привести к разрыву резьбовой части.(6) В центре шпильки имеется отверстие под прямым углом к осевому центру вала, как показано на рис. 5. Используйте это отверстие для фиксации или пополнения смазки. таким образом, эти типы подшипников могут использоваться в диапазоне температур от – до +1 C или могут использоваться непрерывно при температуре 1 C или ниже. Если подшипник всегда используется при температуре C или ниже, используйте подшипник, предварительно заполненный смазкой для низких температур. Для получения дополнительной информации обращайтесь в инженерный отдел. Подшипники с сепаратором, но без уплотнения, не имеют предварительно заполненной смазки.(Это описание не относится к подшипникам, шпилька которых не имеет отверстия для масла.) Если требуется предварительно заполненная смазка, не стесняйтесь прикасаться. ote, которая предлагает свои уникальные подшипниковые изделия, предварительно заполненные твердой консистентной смазкой: эти подшипники отличаются минимальной утечкой смазки наружу. Для подшипников, в которых необходимо свести к минимуму возможное попадание масляного тумана в атмосферу, мы предлагаем подшипники, предварительно заполненные консистентной смазкой с низким содержанием пыли. Для получения дополнительной информации обращайтесь в инженерный отдел. Рис. 5 (7) Для установки и регулировки эксцентрикового толкателя кулачка следуйте приведенной ниже последовательности.1. Вставьте шпильку в монтажное отверстие так, чтобы метка (положение масляного отверстия) располагалась относительно направления действия нагрузки, как показано на рис. 3. Затем слегка затяните гайку. Убедитесь, что шпилька остается способной вращаться. Вставьте кончик отвертки с плоским лезвием в прорезь на головке шпильки или вставьте шестигранный ключ в гнездо вилки с шестигранной головкой под торцевой ключ (входит в комплект поставки кулачкового толкателя), закрепленной на шпильке. ; затем поверните шпильку, чтобы отрегулировать зазор между кулачковым толкателем и сопряженной контактной поверхностью.3. После завершения регулировки зазора затяните гайку до момента затяжки, указанного в соответствующей таблице размеров, чтобы зафиксировать шпильку. Обычно каждый толкатель кулачка монтируется в консольной конфигурации: следовательно, при использовании в течение длительного периода установка толкателя кулачка на соответствующий подшипник может ослабнуть, и неравномерная нагрузка (смещенная нагрузка) в конечном итоге может воздействовать на подшипник. Для того, чтобы оборудование было оснащено толкателями кулачков, необходимо предотвратить чрезмерное ослабление толкателей кулачков.Смазка и способы подачи и пополнения смазки в толкатель Смазка Типы, имеющие уплотнение из синтетического каучука (суффикс LL) и типы роликов с полным комплектом, предварительно заполнены консистентной смазкой с литиевым мылом (код смазки: 3AS), в то время как подшипники новой стандартной спецификации (w / o масляное отверстие) предварительно заполнено высокофункциональной консистентной смазкой на основе мочевины (код смазки: L588). Необходимо смазать как внешнее кольцо подшипника, так и поверхность гусеницы. Отсутствие этих поверхностей может привести к преждевременному выходу подшипника из строя.Как подавать и пополнять смазку Используйте такой инструмент, как шприц для смазки, для впрыскивания смазки в смазочный ниппель, установленный на торцевой поверхности фланца или торцевой поверхности резьбовой стороны шпильки. В этом случае закройте отверстие для подачи смазки или резьбовое отверстие со стороны, не содержащей смазки (специальной пробкой или резьбовой пробкой с шестигранным гнездом). Эти смазочный ниппель и пробка входят в комплект каждого кулачкового толкателя. Закрутите их в определенном положении перед установкой кулачкового толкателя. Для использования доступны специальные смазочные ниппели, указанные в стандарте JIS.Их размеры и применимые типы подшипников указаны в таблицах 3 и 4 соответственно. Кроме того, доступны специальные заглушки с прессовой посадкой и резьбовые заглушки с внутренним шестигранником. Их размеры и применимые типы подшипников указаны в таблицах 5-1, – и 6 соответственно. При использовании специальной запрессованной заглушки запрессуйте ее в отверстие подачи смазки, используя оправку соответствующего размера, указанного в Таблице 7. L1 B d L (Ширина шестигранника по плоскости) d H r L Таблица 3 Размер смазочного ниппеля Номинальный размер ниппель d L L1 IP-B3 IP-B4 IP-B6 IP-B8 Номинальный ниппель IP-X3 JIS A-M6F JIS A-PT1 / размер d HRLBMM PT1 / B-179 8 Таблица 4 Типы подшипников, применяемые на смазочном ниппеле, и смазка Коды размеров ниппеля Номинальный номер ниппеля IP-B3 KRKRV KRH KRVH CRCRV CRH CRVH Типы подшипников ipple UKR UKRH KRTKRVT UKRT KRUKRVU UKRU IP-B IP-B6 IP-B8 IP-X См. поле принадлежностей в соответствующей таблице размеров JIS Тип 1 ( A-M6F) Тип JIS (A-PT1 / 8) 1 (Сторона с резьбой) 1 (Сторона с резьбой) Специальная заглушка H Таблица 5-1 Единицы размеров заглушки: номинальная H SE SE SE SE Резьбовая заглушка с внутренним шестигранником Таблица 5- Номинальный размер заглушки d H M4X.7X4R M4X.7 4 M6X.75X6R M6X.75 6 PT1 / 8X7R PT1 / 8 7 единиц: Ширина по плоскости 3 5 Таблица 6 Типы подшипников с заглушкой и коды размеров заглушки Заглушка SE3 KRKRV 34 KRH KRVH 34 CRCRV CRH CRVH Типы подшипников с заглушкой UKR UKRH KRTKRVT UKRT KRUKRVU UKRU SE4 SE6 SE8 M4X.7X4R См. Поле принадлежностей в соответствующей таблице размеров M6X.75X6R PT1 / 8X7R ab La Plug n Таблица 7 Держатели, используемые для запрессовки пробок: Смазать диаметр отверстия для подачи смазки. Размер оправки na b.1 La B- 9 Допустимая нагрузка на гусеницу кулачкового толкателя и роликового толкателя Эталонная твердость (эталонное растягивающее напряжение) была установлена на основе зависимости между твердостью толкателя и чистым растягивающим напряжением материала и нагрузкой на гусеницу. Емкость была определена из отношения эталонного напряжения установки к напряжению герца.Как установить эталонную твердость (растягивающее напряжение) немного отличается в зависимости от производителя подшипника. Здесь соответствующая таблица, приложенная к «Справочнику JIS по чугунам и сталям», использовалась в качестве зависимости твердости от растягивающего напряжения. (Приблизительные значения согласно Таблице преобразования твердости SAE J 417) Для HRC4 в качестве эталонной твердости (напряжения при растяжении) было принято σ = 1,45 МПа (17 /). <Коэффициент регулировки грузоподъемности гусеницы> Растягивающее напряжение материала кулачкового толкателя больше с увеличением твердости материала, и в то же время грузоподъемность гусеницы будет больше.Результирующая грузоподъемность пути может быть определена умножением допустимой нагрузки пути, найденной в соответствующей таблице размеров, на соответствующий коэффициент регулировки нагрузки пути, найденный в таблице 8 Коэффициент регулировки нагрузки пути. Если расчетная грузоподъемность гусеницы превышает номинальную статическую грузоподъемность Cor рассматриваемого кулачкового толкателя, тогда возьмите Cor как допустимую нагрузку на гусеницу этого кулачкового толкателя. п р и м е ч а н и е) Допустимая нагрузка на гусеницу, определенная здесь, основана на чистом растягивающем напряжении в качестве эталонного, недопустимого напряжения в герцах.Обычно напряжение (удельное напряжение), приводящее к ползучести материала толкателя, превышает растягивающее напряжение. В частности, в случае статической нагрузки эта грузоподъемность рельсов имеет значение безопасности. [Пример] определение грузоподъемности Tc ‘пути с определенной твердостью путем использования поправочного коэффициента грузоподъемности пути. Предполагая, что грузоподъемность пути, указанная в таблице размеров как Tc, и поправочный коэффициент грузоподъемности пути при применимой твердости как G, соответственно, допустимая нагрузка на путь Tc ‘может быть определена следующим образом.Tc ‘= G Tc Для твердости HRC5 при KR35XH, Tc = 11 9 (1), G = 1,987 Tc’ = (1) = 3 645 (44) Так как базовая номинальная статическая грузоподъемность Cor для KR35XH составляет 17,9 (1 , 83), и, соответственно, Tc ‘> Cor, грузоподъемность пути принимается равной Cor, то есть 17,9 (1,83). Ссылка (процесс расчета грузоподъемности пути) Для цилиндрического наружного кольца max19,7 Tc Beff 6,9 Tc Beff Для сферического R Наружный max Tc 7 3 Tc σmax = 1 45 МПа (17 /) Tc: Допустимая нагрузка на направляющую () Σρ: Сумма кривизны Beff: Эффективная длина контакта Здесь (ширина наружного кольца – фаска) μν: коэффициент, определяемый кривизной Таблица 8 Коэффициент регулировки грузоподъемности гусеницы Твердость Прочность на растяжение Поправочный коэффициент g HRC МПа для цилиндрического наружного кольца для сферического наружного кольца B-1 10 Наружное кольцо Прочность Как правило, внешнее кольцо никогда не ломается, пока действующая на него нагрузка является обычной рабочей нагрузкой.В этом параграфе описывается метод расчета прочности, который следует использовать при рассмотрении прочности наружного кольца при ударной нагрузке и большой нагрузке. Прочность наружного кольца может быть определена с использованием формулы, приведенной ниже, исходя из соответствующих профилей наружного кольца, как показано на фиг. 6. В этом случае прочность на разрыв наружного кольца означает прочность ролика на разрыв при перекрытии. Прочность шпильки Fr R A Вид в разрезе вала Рис. 7 h h KR, KRV, ATR, ATV Центроид h h h UKR, UTR Центроид h Когда нагрузка Fr действует на центральную точку внешнего кольца, как показано на Рис.7, создается изгибающий момент Fr R, и, следовательно, на поверхность шпильки действует изгибающее напряжение σ1 (считающееся напряжением растяжения). Помимо этого изгибающего напряжения, растягивающее напряжение σ возникает из-за затяжки винта, потому что сам шпилька крепится к корпусу машины с помощью гаек. Прочность шпильки можно оценить, сравнив сумму (σ1 + σ) этих двух растягивающих напряжений с допустимым напряжением σ для материала шпильки. Рис. 6 Относительно того, как установить разрывное напряжение, в целом 176 МПа [кг /] может быть установлено как разрывное напряжение для подшипниковой стали, но желательно установить предел прочности на разрыв со значением стороны безопасности (117 МПа [1 / ]), где учитывается концентрация напряжений.Как правило, любое наружное кольцо никогда не выходит из строя, пока на него действует обычная рабочая нагрузка, но необходимо проверить структуру разрыва наружного кольца, где на него действуют ударная нагрузка и большая нагрузка. Между прочим, напряжение, действующее на внешнее кольцо подшипника при обычном использовании, должно быть 196 МПа [/] или меньше. 4π h P = I σ 1 + f (α) h (h) Где, (π α) sinα (1 + cosα) f (α) = cosα π α = (рад.) Z σ1 + σ <σ Fr R σ1 = Z Fr: Максимальная радиальная нагрузка Z: Коэффициент поперечного сечения вала в точке A σ 98 МПа (1 /) Растягивающее напряжение, возникающее из максимального момента затяжки, описанного в «Таблице размеров» σ: допустимое напряжение для материала Следующие значения приняты из повторных Результат испытания материала шпильки на изгиб.Если материал шпильки подвергается статическому напряжению изгиба; σ = 1 МПа (14 /) Если материал шпильки подвергается повторяющимся нагрузкам изгиба (в одном направлении) σ = 784 МПа (8 /) Если материал шпильки подвергается повторяющимся нагрузкам изгиба (в двух направлениях) σ = 39 МПа (4 /) Соответственно , Z Fr <(σ-σ) RP: Разрывная нагрузка () I: Вторичный момент сечения наружного кольца (4) Z: количество роликов σ = разрывное напряжение (МПа), h, h: согласно Рис. 6 () B - 11 B-3 12 Миниатюрные кулачковые толкатели Метрическая серия Дюймовая серия С сепаратором Полнофункциональный ролик Шестигранная головка Резьбовое отверстие Паз для отвертки Без уплотнения С уплотнением C Тип KRM XH (с сепаратором) Тип KRMV XH (Полнофункциональный ролик тип) h d1 F e G C1 G1 BB B1 4 1 Тип KRM XH (с сепаратором) O 1) Граничные размеры d1 CFB B1 BG G1 C1 eh Значения грузоподъемности динамический статический динамический статический Cr Cor Cr Cor MMMMMMMMMMMMMM Примечание: 1.Класс JIS – это допуск на размер. B-4 13 Миниатюрные толкатели кулачка C Принадлежности Применяемый подшипник Применимая шестигранная гайка 4 1M M.4 d1 F e G 5 1M M3.5 h 8 1M M5.8 C1 G1 1 1M61 BB B1 Тип KRMV XH (полный комплект роликов тип) 1M61 Грузоподъемность гусеницы Максимальный момент затяжки Подшипник s Масса Диаметр шпильки. м м с сепаратором Полностью укомплектованный роликовый тип кг (прибл.) d KRM4XTH / 3AS.3 KRMV4XH / 3AS.4 KRM4.5XTH / 3AS.5 KRMV4.5XH / 3AS.6 KRM5XTH / 3AS.7 KRMV5XH / 3AS.9 KRM6XTH / 3AS.13 KRMV6XH / 3AS.14 KRM8XTH / 3AS.9 KRMV8XH / 3AS.3 KRM1XTH / 3AS.55 KRMV1XH / 3AS.59 KRM1XTH / 3AS.93 KRMV1XH / 3AS B-5 серии Произошла ошибка при настройке пользовательского файла cookie
Настройка вашего браузера для приема файлов cookie
Почему этому сайту требуются файлы cookie?
Что сохраняется в файле cookie?
Коллекционные предметы из японского аниме Мобильный костюм Gundam 00 DX Heroine Figure 2 Сумераги Коллекционные предметы капитала-парковка.pl
Коллекционные предметы из японского аниме Мобильный костюм Gundam 00 DX Heroine Figure 2 Сумераги Коллекционные предметы capital-parking.pl Мобильный костюм Gundam 00 DX Heroine Figure 2 Сумераги
Мобильный костюм Gundam 00 DX Heroine Figure 2 Сумераги
Мобильный костюм Gundam 00 DX Heroine Figure 2 Сумераги
Размер: 19 * 11см / 7, LC04-EN005 Оранжевый жетон-козел отпущения из овец Ультра редкая ограниченная серия YuGiOh Card, Mega Booster Packs Yugioh 2018 Олово: Jaden, Liquitex Professional Fine Paint Marker.
Life is beautiful pattern наклейка на машину, выглядит круто, Тип элемента: наклейка на машину, Рисунок: жизнь прекрасна, Водонепроницаемые, забавные наклейки на машину, выглядит креативно и круто, Наш склад расположен в Иу, крупнейшем рынке мелких товаров в Китае . Опорные ролики / Роликовые опоры
15 Применимые аксессуары Подшипник смазочного ниппеля IP-B4 34 IP-B6 479 IP-B8 Заглушка SE4 SE3, SE6 SE4, SE8 Применимая шестигранная гайка 1M3.51M81.5 1M11.5 1M11.51M1.5 1M1.51M31. 5 Примечание: Граничные размеры пресс-масленок и заглушек указаны в Таблице 3 на странице 179 и Таблице 5 на странице. Тип KR LLH (с сепаратором, с уплотнением) IP-B6 SE6 1M1 Допустимая нагрузка на наружное кольцо наружного кольца Предельная частота вращения мин -1 Смазка Масло Максимальный момент затяжки мм Без уплотнения Толкатель кулачка С уплотнением KR1TH / 3AS KR1XTH / 3AS KR1TLLH / 3AS KR1XTLLH / 3AS KR1TH / 3AS KR1XTH / 3AS KR1TLLH / 3AS KR1XTLLH / 3AS KR13TH / 3AS KR13XTH / 3AS KR13TLLH / 3AS KR13XTLLH / 3AS KR16FOH / L588 KR16FXOH / L588 KR16FLLOH / L588 KR16FXLLOH / л KR19FOH / L588 KR19FXOH / L588 KR19FLLOH / L588 KR19FXLLOH / л KRFH KRFXH KRFLLH / 3AS KRFXLLH / 3AS KR6FH KR6FXH KR6FLLH / 3AS KR6FXLLH / 3AS KR3H KR3XH KR3LLH / 3AS KR3XLLH / 3AS KR3H KR3XH KR3LLH / 3AS KR3XLLH / 3AS KR35H KR35XH KR35LLH / 3AS KR35XLLH / 3AS KR4H KR4XH KR4LLH / 3AS KR4XLLH / 3AS KR47H KR47XH KR47LLH / 3AS KR47XLLH / 3AS KR5H KR5XH KR5LLH / 3AS KR5XLLH / 3AS KR6H KR6XH KR6LLH / 3AS KR6XLLH / 3AS KR7H KR7XH KR7LLH / 3AS KR7XLLH / 3AS KR8H KR8XH KR8LLH / 3AS KR8XLLH / 3AS KR85H KR85XH KR85LLH / 3AS KR85XLLH / 3AS KR9H KR9XH KR9LLH / 3AS KR9XLLH / 3AS Масса кг (прибл.) Диаметр шпильки. Примечания: 1. Предельная скорость типов KR LLH и KR XLLH с уплотнением (отмеченными звездочкой) составляет приблизительно 1 мин -1. Подшипник с суффиксом T обозначает подшипник с полимерным сепаратором. Максимально допустимая температура составляет 1 ° C, а температура непрерывной работы – 1 ° C. B-7
16 Метрическая серия Дюймовая серия С сепаратором Полнофункциональный ролик Шестигранная головка Резьбовое отверстие Паз для отвертки Без уплотнения С уплотнением Тип KR Тип KR Тип X Тип KR LL KR XLL тип 16 9 KR тип (с клеткой) O 1).5 Граничные размеры d1 CFB B1 BG G1 B3 C1 nae Значения грузоподъемности динамическая статическая Cr Cor M) M) MMMMMMMMMMMMM ote 1) Класс JIS – размерный допуск внешнего диаметра типов KR X и KR XLL, внешняя поверхность которых имеет форму цилиндрический. ) Отверстие для пополнения смазки расположено только спереди (на левой боковой поверхности на схеме выше). B-8
17 Принадлежности Применяемый подшипник Смазочный ниппель Заглушка Применяемая шестигранная гайка IP-B4 IP-B6 IP-B8 SE4 SE3, SE6 SE4, SE8 1M 61 1M11.5 1M11.51M1.5 1M1.51M31.5 Примечание: Граничные размеры пресс-масленок и заглушек указаны в Таблице 3 на странице 179 и Таблице 5 на странице. Тип KR LL (с сепаратором, с уплотнением) IP-B6 SE6 1M1 Допустимая нагрузка на наружное кольцо наружного кольца Предельная частота вращения мин -1 Смазка Масло Максимальный момент затяжки мм Без уплотнения Толкатель кулачка С уплотнением KR16F KR16FX KR16FLL / 3AS KR16FXLL / 3AS KR19F KR19FX KR19FLL / 3AS KR19FXLL / 3AS КРФ KRFX KRFLL / 3AS KRFXLL / 3AS KR6F KR6FX KR6FLL / 3AS KR6FXLL / 3AS Kr3 KR3X KR3LL / 3AS KR3FXLL / 3AS Kr3 KR3X KR3LL / 3AS KR3XLL / 3AS KR35 KR35X KR35LL / 3AS KR35XLL / 3AS KR4 KR4X KR4LL / 3AS KR4XLL / 3AS KR47 KR47X KR47LL / 3AS KR47XLL / 3AS KR5 KR5X KR5LL / 3AS KR5XLL / 3AS KR6 KR6X KR6LL / 3AS KR6XLL / 3AS KR7 KR7X KR7LL / 3AS KR7XLL KR7X KR7LL / 3AS KR7XLL KR8 KR8 / 3AS KR7XLL / 3ASLLX KR8 KR8 KR8 / 3AS KR7XLL / 3ASLLX KR8 KR8 KR8 KR9 KR9X KR9LL / 3AS KR9XLL / 3AS Масса, кг (прибл.) Диаметр шпильки. Примечания: 1. Предельная скорость типов KR LL и KR XLL с уплотнением (отмеченными звездочкой) составляет примерно 1, мин -1. B-9
18 Метрическая серия Дюймовая серия С сепаратором Полнофункциональный ролик Шестигранная головка Резьбовое отверстие Паз для отвертки Без прокладки С прокладкой KRV H тип KRV XH тип KRV LLH тип KRV XLLH тип h 1 9 KRV H тип (полный комплект роликов тип) O 1) .5 Граничные размеры d1 CFB B1 BG G1 B3 C1 naeh Значения грузоподъемности динамическая статическая Cr Cor MMMMMMMMMMMMMMMM ote 1) Класс JIS – это размерный допуск внешнего диаметра типов KRV XH и KRV XLLH, внешняя часть которых форма поверхности цилиндрическая.B-19
19 Применимые аксессуары Подшипник смазочного ниппеля IP-B4 34 IP-B6 479 IP-B8 Заглушка SE4 SE3, SE6 SE4, SE8 Применимая шестигранная гайка 1M3.51M81.5 1M11.5 1M11.51M1.5 1M1.51M31. 5 Примечание: Граничные размеры пресс-масленок и заглушек указаны в Таблице 3 на странице 179 и Таблице 5 на странице. Тип KRV LLH (полный комплект роликов, с уплотнением) IP-B6 SE6 1M1 Допустимая нагрузка на гусеницу наружное кольцо наружное кольцо Предельная скорость мин -1 Смазка Масло Максимальный момент затяжки м м Без уплотнения Толкатель кулачка с уплотнением Масса кг (прибл.) KRV1H / 3AS KRV1XH / 3AS KRV1LLH / 3AS KRV1XLLH / 3AS KRV1H / 3AS KRV1XH / 3AS KRV1LLH / 3AS KRV1XLLH / 3AS KRV13H / 3AS KRV13XH / 3AS KRV13LLH / 3AS KRV13XLLH / 3AS KRV16FOH / L588 KRV16FXOH / L588 KRV16FLLOH / L588 KRV16FXLLOH / L KRV19FOH / L588 KRV19FXOH / L588 KRV19FLLOH / L588 KRV19FXLLOH / л KRVFH / 3AS KRVFXH / 3AS KRVFLLH / 3AS KRVFXLLH / 3AS KRV6FH / 3AS KRV6FXH / 3AS KRV6FLLH / 3AS KRV6FXLLH / 3AS KRV3H / 3AS KRV3XH / 3AS KRV3LLH / 3AS KRV3XLLH / 3AS KRV3H / 3AS KRV3XH / 3AS KRV3LLH / 3AS KRV3XLLH / 3AS KRV35H / 3AS KRV35XH / 3AS KRV35LLH / 3AS KRV35XLLH / 3AS KRV4H / 3AS KRV4XH / 3AS KRV4LLH / 3AS KRV4XLLH / 3AS KRV47H / 3AS KRV47XH / 3AS KRV47LLH / 3AS KRV47XLLH / 3AS KRV5H / 3AS KRV5XH / 3AS KRV5LLH / 3AS KRV5XLLH / 3AS KRV6H / 3AS KRV6XH / 3AS KRV6LLH / 3AS KRV6XLLH / 3AS KRV7H / 3AS KRV7XH / 3AS KRV7LLH / 3AS KRV7XLLH / 3AS KRV8H / 3AS KRV8XH / 3AS KRV8LLH / 3AS KRV8XLLH / 3AS KRV9H / 3AS KRV9XH / 3AS KRV9LLH / 3AS KRV9XLLH / 3AS Диаметр шпильки.Примечания: 1. Предельная скорость типов KRV LLH и KRV XLLH с уплотнением (отмеченных звездочкой) составляет примерно 1, мин -1. B-191
20 Метрическая серия Дюймовая серия С сепаратором Полноприводный ролик Шестигранная головка Резьбовое отверстие Паз для отвертки Без уплотнения С уплотнением KRV тип KRV X тип KRV LL тип KRV XLL тип 16 9 KRV тип (полноприводный роликовый тип) O 1) .5 Граничные размеры d1 CFB B1 BG G1 B3 C1 nae Динамическая статическая грузоподъемность Cr Cor M) M) MMMMMMMMMMMM ote 1) Класс JIS – это допуск на размер наружного диаметра для типов KRV X и KRV XLL, чьи форма внешней поверхности цилиндрическая.) Отверстие для пополнения смазки расположено только спереди (на левой боковой поверхности на схеме выше). B-19
21 Принадлежности Применяемый подшипник Смазочный ниппель Заглушка Применяемая шестигранная гайка IP-B4 IP-B6 IP-B8 SE4 SE3, SE6 SE4, SE8 1M 61 1M11.5 1M11.51M1.5 1M1.51M31.5 Примечание: граница размеры пресс-масленок и заглушек указаны в Таблице 3 на странице 179 и Таблице 5 на странице. Тип KRV LL (полный комплект роликов, с уплотнением) IP-B6 SE6 1M1 Допустимая нагрузка гусеницы наружное кольцо наружное кольцо Предельная частота вращения мин -1 Смазка Масло Максимальный момент затяжки м м Без уплотнения Толкатель кулачка С уплотнением Масса кг (прибл.() В наличии KRV47X / 3AS KRV47LL / 3AS KRV47XLL / 3AS KRV5 / 3AS KRV5X / 3AS KRV5LL / 3AS KRV5XLL / 3AS KRV6 / 3AS KRV6X / 3AS KRV6LL / 3AS KRV6XVR7 / 3AS KRVASVR7 / 3AS KRVASVR7 / 3AS KRVASVR7 / 3AS KRV7 / 3AS KRVASV7 / 3AS KRVV7 / 3AS 3AS KRV8LL / 3AS KRV8XLL / 3AS KRV9 / 3AS KRV9X / 3AS KRV9LL / 3AS KRV9XLL / 3AS Диаметр шпильки.Примечания: 1. Предельная скорость типов KRV LL и KRV XLL с уплотнением (отмеченными звездочкой) составляет примерно 1, мин -1. B-193
22 Метрическая серия Дюймовая серия С сепаратором Ролик с полным комплектом Шестигранная головка Отверстие с резьбой Паз для отвертки Без прокладки С прокладкой Тип KRT Тип KRT X Тип KRT LL Тип KRT XLL тип 16 9 Тип KRT (с сепаратором) O 1). 5 Граничные размеры d1 CFB B1 BG G1 C1 me Динамическая статическая грузоподъемность Cr Cor M M4.7) M M4.7) MMMMMMMMM PT! / M PT! / M PT! / M PT! / M PT! / M PT! / M PT! / M PT! / M PT! / Ote 1) Класс JIS является допуск на размер наружного диаметра типов KRT X и KRT XLL, внешняя поверхность которых имеет цилиндрическую форму. ) Отверстие для пополнения смазки расположено только спереди (на левой боковой поверхности на схеме выше). B-194
23 Применимые аксессуары Подшипник смазочного ниппеля 166 IP-X3 33 JIS 1 (A-M6F) 359 JIS (A-PT! / 8) Заглушка с внутренним шестигранником Применяемая шестигранная гайка M4.7 4R M6.756R PT! / 87R 1M 61 1M11.5 1M11.5 1M161.51M31.5 Примечание: Граничные размеры пресс-масленок и заглушек указаны в Таблице 3 на странице 179 и Таблице 5 на странице. Тип KRT LL (с сепаратором, с уплотнением) JIS (A-PT! / 8) PT! / 8 1M1 Допустимая нагрузка на наружное кольцо наружного кольца Предельная частота вращения мин -1 Смазка Масло Максимальный момент затяжки мм Без уплотнения Толкатель кулачка С уплотнением Масса, кг ( прибл.) KRT16 KRT16X KRT16LL / 3AS KRT16XLL / 3AS KRT19 KRT19X KRT19LL / 3AS KRT19XLL / 3AS КРТ KRTX KRTLL / 3AS KRTXLL / 3AS KRT6 KRT6X KRT6LL / 3AS KRT6XLL / 3AS KRT3 KRT3X KRT3LL / 3AS KRT3XLL / 3AS KRT3 KRT3X KRT3LL / 3AS KRT3XLL / 3AS KRT35 KRT35X KRT35LL / 3AS KRT35XLL / 3AS KRT4 KRT4X KRT4LL / 3AS KRT4XLL / 3AS KRT47 KRT47X KRT47LL / 3AS KRT47XLL / 3AS KRT5 KRT5X KRT5LL / 3AS KRT5XLL / 3AS KRT6 KRT6X KRT6LL / 3AS KRT6XLL / 3AS KRT7 KRT7X KRT7LL / 3AS KRT7XLL / 3AS KRT8 KRT8X KRT8LL / 3AS KRT8XLL / 3AS KRT85 KRT85X KRT85LL / 3AS KRT85XLL / 3AS KRT9 KRT9X KRT9LL / 3AS KRT9XLL / 3AS Диаметр шпильки.Примечания: 1. Предельная скорость типов KRT LL и KRT XLL с уплотнением (отмеченными звездочкой) составляет примерно 1, мин -1. B-195
24 Метрическая серия Дюймовая серия С сепаратором Полноприводный ролик Шестигранная головка Резьбовое отверстие Паз для отвертки Без уплотнения С уплотнением KRVT типа KRVT X типа KRVT LL типа KRVT XLL типа 16 9 KRVT типа (полного комплекта роликов) O 1) .5 Граничные размеры d1 CFB B1 BG G1 C1 me Значения грузоподъемности динамическая статическая Cr Cor M M4.7) M M4.7) MMMMMMMMM PT! / M PT! / M PT! / M PT! / M PT! / M PT! / M PT! / M PT! / Ote 1) Класс JIS – размерный допуск наружный диаметр у типов KRVT X и KRVT XLL, у которых форма внешней поверхности цилиндрическая. ) Отверстие для пополнения смазки расположено только спереди (на левой боковой поверхности на схеме выше). B-196
25 Применимые аксессуары Подшипник смазочного ниппеля 166 IP-X3 33 JIS 1 (A-M6F) 359 JIS (A-PT! / 8) Заглушка с внутренним шестигранником Применяемая шестигранная гайка M4.7 4R M6.756R PT! / 87R 1M 61 1M11.5 1M11.5 1M161.51M31.5 Примечание: Граничные размеры пресс-масленок и заглушек указаны в Таблице 3 на странице 179 и Таблице 5 на странице. Тип KRVT LL (полный комплект роликов, с уплотнением) JIS (A-PT! / 8) PT! / 8 1M1 Допустимая нагрузка на наружное кольцо наружного кольца гусеницы Предельная частота вращения мин -1 Смазка Масло Максимальный момент затяжки мм Без уплотнения Кулачковый толкатель С Масса уплотнения, кг (прибл.) KRVT16 / 3AS KRVT16X / 3AS KRVT16LL / 3AS KRVT16XLL / 3AS KRVT19 / 3AS KRVT19X / 3AS KRVT19LL / 3AS KRVT19XLL / 3AS KRVT / 3AS KRVTXLL / 3AS KRVT / 3AS KRVTXLL / 3AS KRVT / 3AS KRVTX / 3VAS KRVTX / 3AS KRVTAS KRVTX / 3VAS KRVTX / 3VAS KRVTX / 3VAS KRVTX / 3VAS KRVTX / 3VAS KRVTX / 3VAS KRVTX / 3AS В наличии KRVT4XLL / 3AS KRVT47 / 3AS KRVT47X / 3AS KRVT47LL / 3AS KRVT47XLL / 3AS KRVT5 / 3AS KRVT5X / 3AS KRVT5LL / 3AS KRVT5XLL / 3AS KRVT6 / 3AS KRVT6X / 3AS KRVT6LL / 3AS KRVT6XLL / 3AS KRVT7 / 3AS KRVT7X / 3AS KRVT7LL / 3AS KRVT7XLL / 3AS KRVT8 / 3AS KRVT8X / 3AS KRVT8LL / 3AS KRVT8XLL / 3AS KRVT9 / 3AS KRVT9X / 3AS KRVT9LL / 3AS KRVT9XLL / 3AS Диаметр шпильки.Примечания: 1. Предельная скорость типов KRVT LL и KRVT XLL с уплотнением (отмеченными звездочкой) составляет примерно 1, мин -1. B-197
26 Метрическая серия Дюймовая серия С сепаратором Полноразмерный ролик Шестигранная головка Резьбовое отверстие Паз для отвертки Без прокладки С прокладкой Эксцентриковая шпилька Тип KRU Тип X Тип KRU LL Тип KRU Тип XLL Базовая точка эксцентриситета 16 9 Тип KRU (с клетка) O 1) .5 Граничные размеры d1 CFB B1 BG G1 Эксцентриситет E C1 me M M4.7) M M4.7) MMMMMMMMMMM PT! / M PT! / M PT! / M PT! / M PT! / M PT! / M PT! / M PT! / Динамическая статическая грузоподъемность Cr Cor ote 1) JIS Класс – это размерный допуск наружного диаметра для типов KRU X и KRU XLL, форма внешней поверхности которых является цилиндрической. ) Отверстие для пополнения смазки расположено только спереди (на левой боковой поверхности на схеме выше). B-198
27 Контрольная точка эксцентриситета Принадлежности Применяемый подшипник Смазочный ниппель Заглушка с шестигранным углублением Подходящая шестигранная гайка IP-X3 JIS 1 (A-M6F) JIS (A-PT! / 8) M4.7 4R M6.756R PT! / 87R 1M 61 1M11.5 1M11.51M M1.51M31.5 Примечание: Граничные размеры пресс-масленок и заглушек указаны в Таблице 3 на странице 179 и Таблице 5 на странице. Тип KRU LL (с сепаратором) JIS (A-PT! / 8) PT! / 8 1M1 Допустимая нагрузка на гусеницу наружное кольцо наружного кольца Предельная скорость мин -1 Смазка Масло Максимальный момент затяжки мм Без уплотнения Толкатель кулачка С уплотнением Масса кг (прибл. ) KRU16 KRU16X KRU16LL / 3AS KRU16XLL / 3AS KRU19 KRU19X KRU19LL / 3AS KRU19XLL / 3AS KRU KRUX KRULL / 3AS KRUXLL / 3AS KRU6 KRU6X KRU6LL / 3AS KRU6XLL / 3AS KRU3 KRU3X KRU6LL / 3AS KRU6XLL / 3AS KRU3 KRU3X KRU3 / KRU3XKRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3 / 3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3X / KRU3X KRU3 / KRU3X KRU3 / KRU3X KRU3 / KRU3 / KRU3X KRU3 / KRU3 / KRU3X KRU3 KRU35X KRU35LL / 3AS KRU35XLL / 3AS KRU4 KRU4X KRU4LL / 3AS KRU4XLL / 3AS KRU47 KRU47X KRU47LL / 3AS KRU47XLL / 3AS KRU5 KRU5X KRU5LL / 3AS KRU5XLL / 3AS KRU6 KRU5LL / 3AS KRU5XLL / 3AS KRU6 KRU6X KRU6LL / 3AS KRU6 KRU6X KRU6LL / 3AS KRU6 KRU6X KRU6LL / 3AS KRU6 KRU6X KRU6LL / 3AS KRU6 KRU6X KRU6LL / 3AS KRU6 KRU6X KRU6LL / 3AS KRU6 KRU6X KRU6LL / 3AS KRU6 KRU6X KRU6LL / 3AS KRU6 KRU6X KRU8 / 3AS KRU8XLL / 3AS KRU85 KRU85X KRU85LL / 3AS KRU85XLL / 3AS KRU9 KRU9X KRU9LL / 3AS KRU9XLL / 3AS Диаметр шпильки.Примечания: 1. Предельная скорость типов KRU LL и KRU XLL с уплотнением (отмеченных звездочкой) составляет примерно 1, мин -1. B-199
28 Метрическая серия Дюймовая серия С сепаратором Полный ролик с шестигранной головкой Резьбовое отверстие Паз для отвертки Без прокладки С прокладкой Эксцентриковая шпилька Тип KRVU Тип KRVU X Тип KRVU LL Тип KRVU Тип XLL Базовая точка эксцентриситета 16 9 Тип KRVU (Полный – тип дополнительного ролика) O 1) .5 Граничные размеры d1 CFB B1 BG G1 Эксцентриситет E C1 me Значения грузоподъемности динамические статические Cr Cor M M4.7) M M4.7) MMMMMMMMMMM PT! / M PT! / M PT! / M PT! / M PT! / M PT! / M PT! / Ote 1) Класс JIS – размерный допуск внешнего диаметра типов KRVU X и KRVU XLL с цилиндрической формой внешней поверхности. ) Отверстие для пополнения смазки расположено только спереди (на левой боковой поверхности на схеме выше). B-
29 Контрольная точка эксцентриситета Принадлежности Применяемый подшипник Смазочный ниппель Заглушка с шестигранным углублением Подходящая шестигранная гайка IP-X3 JIS 1 (A-M6F) JIS (A-PT! / 8) M4.7 4R M6.756R PT! / 87R 1M 61 1M11.5 1M11.51M M1.51M31.5 Примечание: Граничные размеры пресс-масленок и заглушек указаны в Таблице 3 на странице 179 и Таблице 5 на странице. Тип KRVU LL (полный комплект роликов, с уплотнением) JIS (A-PT! / 8) PT! / 8 1M1 Допустимая нагрузка на гусеницу наружное кольцо наружное кольцо Предельная частота вращения мин -1 Смазка Масло Максимальный момент затяжки мм Без уплотнения Толкатель кулачка С Масса уплотнения, кг (приблиз.) KRVU16 / 3AS KRVU16X / 3AS KRVU16LL / 3AS KRVU16XLL / 3AS KRVU19 / 3AS KRVU19X / 3AS KRVU19LL / 3AS KRVU19XLL / 3AS KRVU / 3AS KRVU19XLL / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU / 3AS KRVUX / 3AS KRVU В наличии KRVU4XLL / 3AS KRVU47 / 3AS KRVU47X / 3AS KRVU47LL / 3AS KRVU47XLL / 3AS KRVU5 / 3AS KRVU5X / 3AS KRVU5LL / 3AS KRVU5XLL / 3AS KRVU6 / 3AS KRVU6X / 3AS KRVU6LL / 3AS KRVU6XLL / 3AS KRVU7 / 3AS KRVU7X / 3AS KRVU7LL / 3AS KRVU7XLL / 3AS KRVU8 / 3AS KRVU8X / 3AS KRVU8LL / 3AS KRVU8XLL / 3AS KRVU9 / 3AS KRVU9X / 3AS KRVU9LL / 3AS KRVU9XLL / 3AS Диаметр шпильки.Примечания: 1. Предельная скорость типов KRVU LL и KRVU XLL с уплотнением (отмеченными звездочкой) составляет примерно 1, мин -1. B-1
30 Метрическая серия С сепаратором Тип UKR H Тип UKR XH Дюймовая серия Ролик с полным комплектом Шестигранная головка Резьбовое отверстие Паз для отвертки Без экрана С экраном h 3 UKR Тип H (<1) (экранированный, полный комплект, двухрядный цилиндрического роликового типа) O 1) .5 Граничные размеры d1 CFB B1 BG G1 B3 C1 nmaeh MMMMMMMMMM PT! / M PT! / M PT! / M PT! / M PT! / M PT! / M PT! / ote 1) Класс JIS - это размерный допуск внешнего диаметра типов KUKR XH, у которых форма внешней поверхности является цилиндрической.B-
31 Принадлежности Подшипник Смазочный ниппель 34 IP-B6 479 IP-B8 1 JIS (A-PT! / 8) Заглушка SE3, SE6 SE4, SE8 Применимая шестигранная гайка 1M11.51M1.5 1M1.51M31.5 M361. 5 M643 Примечание: Граничные размеры пресс-масленок и заглушек указаны в Таблице 3 на странице 179 и Таблице 5 на странице. UKR H тип (1) IP-B6 JIS (A-PT! / 8) SE6 1M1 Динамическая статическая грузоподъемность Cr Cor Допустимая нагрузка на гусеницу Предельная скорость мин -1 Смазка Максимальный момент затяжки м м Масса толкателя кулачка Диаметр шпильки.6 9 UKR3H / 3AS UKR3XH / 3AS UKR35H / 3AS UKR35XH / 3AS UKR4H / 3AS UKR4XH / 3AS UKR47H / 3AS UKR47XH / 3AS UKR5H / 3AS UKR5XH / 3AS UKR6H / 3AS8XASH UKR6XH / 3AS UKR7 3AS UKR7 UKR9H / 3AS UKR9XH / 3AS UKR1H / 3AS UKR1XH / 3AS UKR1H / 3AS UKR1XH / 3AS UKR14H / 3AS UKR14XH / 3AS UKR15H / 3AS UKR15XH / 3AS UKR16H / 3AS UKR16ASXH / 3AS UKR17 UKRX / 3AS UKR16XH / 3AS UKR17 UKH / 3AS UKR16XH / 3AS UKR17 UKH / 3AS UKR16XH / 3AS UKR17 UKH / 3AS UKR16XH / 3AS UKR17 UKH / 3AS UKR16XH / 3AS UKR17 UKR прибл.) B-3
32 Метрическая серия Дюймовая серия С сепаратором Полный комплект роликов Шестигранная головка Резьбовое отверстие Паз для отвертки Без экрана С экраном UKR тип UKR X тип 3 UKR тип (<1) (экранированный полный комплект двухрядный цилиндрического роликового типа) О 1).5 Граничные размеры d1 CFB B1 BG G1 B3 C1 nmae MMMMMMMMM PT! / M PT! / M PT! / M PT! / M PT! / M PT! / M PT! / Ote 1) Класс JIS - размерный допуск наружный диаметр типа KUKR X с цилиндрической внешней поверхностью. В-4
.