Как научиться варить электросваркой самостоятельно
Сварные работы используются повсеместно. Сборка строительных конструкций, изготовление прочных каркасов или иных сооружений из металла, быстрее, проще и надежнее всего получается при помощи электросварки. Отсутствие профессионально-технического обучения не является помехой желающим научиться варить электросваркой и получить необходимые навыки. Понадобится соответствующее оборудование, правильно подготовленное рабочее место, некоторые теоретические знания и возможность для практических занятий.
Разновидности технологий электросварки
Процесс сварки происходит при воздействии на соединяемые металлы электродугового разряда, при котором температура достигает высоких значений. Участок металла, подвергающийся воздействию сварочной дуги, расплавляется, соединяемые металлы на участке воздействия становятся жидкими, перемешиваются и образуют сварной шов. Существуют разные методики выполнения сварочных работ:
- Ручная дуговая сварка (MMA).

- Электросварка под инертным газом (TIG).
- Полуавтоматическая электросварка под инертным газом (MIG-MAG).
- Точечная сварка (SPOT).

Из всех способов чаще всего используется ручной, позволяющий обойтись минимальным набором оборудования, но требующий умения и специфического чувства стержня электрода, позволяющего практически на ощупь удерживать равномерную дугу.
Особенности ручной технологии дуговой сварки
Наиболее доступный вариант, но требующий наличия опыта. Пока человек научится правильно варить сваркой, ему придется извести не одну пачку электродов, практикуясь на каких-нибудь ненужных металлических деталях. Сложность состоит в том, что сварщику приходится удерживать электрод в руках, руководствуясь только собственными ощущениями и навыками.
Схема ручной дуговой сварки металлическим электродом
Технология электросварки под инертным газом
Дуга создается вольфрамовым неплавким электродом, а расплав создается специальным присадочным прутком.
Технология TIG сварки
Полуавтоматическая электросварка под инертным газом
Обеспечивает высокое качество шва, но требует использования сложного оборудования, недоступного для самостоятельного освоения. Технология подобна вышеописанной, но производится механическим способом, позволяющим получать качественное и стабильное соединение.
Технология точечной сварки
Используется для соединения плоских листовых массивов, отдельных деталей небольшой толщины. Обеспечивает качество соединения, исключает возможность сквозного прожигания или перелома шва от перегрева материала. Использование этой технологии сварки позволяет ускорить процесс сборки кожухов или корпусов из листового металла, получить высокое качество шва.
Технология точечной сварки
Как научится варить сваркой
Обучаться варить электросваркой следует на толстом куске металла в соответствующих условиях и на качественном оборудовании. Прежде всего, надо приобрести сварочный аппарат. Обычно используются:
Прежде всего, надо приобрести сварочный аппарат. Обычно используются:
- Трансформаторы. Доступные устройства, но отличаются низким качеством дуги и сильно «просаживают» напряжение в сети.
- Выпрямители. Обеспечивают постоянный ток, который требуют многие современные технологии сварки. Качество дуги выше, чем у трансформаторов, но нагрузка на электросети остается высокой.
- Инверторы. Производят многоступенчатое преобразование входящего напряжения в необходимый для работы постоянный ток.
Из всех видов сварочных аппаратов наиболее удачным и не разрушающим электропроводку являются инверторы. Они обеспечивают высокое качество шва, в сравнении с трансформаторами или выпрямителями не создают нагрузку на сеть. Обучение варить электросваркой лучше всего проходить на инверторах.
Важный момент — выбор сварочного электрода, представляющего собой стальной пруток, покрытый слоем обмазки. Она необходима для создания газо-шлакового защитного слоя, стабилизирующего процесс. Для новичка наиболее удобен 3-мм электрод, дающий возможность обеспечить ровное соединение. Более толстые электроды требуют соответствующего оборудования. Для обучения необходимо припасти как минимум пачку электродов, одним-двумя тут не обойтись.
Для новичка наиболее удобен 3-мм электрод, дающий возможность обеспечить ровное соединение. Более толстые электроды требуют соответствующего оборудования. Для обучения необходимо припасти как минимум пачку электродов, одним-двумя тут не обойтись.
Устройство инверторного сварочного аппарата
Подготовка рабочего места
Рабочее место сварщика должно быть оборудовано в соответствии с правилами безопасности. Работы производятся в сухом, хорошо проветриваемом месте, не имеющем поблизости легковоспламеняющихся или взрывоопасных веществ. Оптимальный вариант — создание кабины с открытым верхом для возможности отвода сварочных газов. Стенки кабины должны состоять из негорючих материалов. Площадь кабины должна быть не менее 4,5 м
Рабочее место сварщика
Обучение проводят на открытых площадках, в более простых условиях, так как задача состоит в овладении навыками, а не в обеспечении высокой производительности работ. При этом все требования безопасности должны быть соблюдены неукоснительно:
При этом все требования безопасности должны быть соблюдены неукоснительно:
Средства защиты сварщика
- одежда сварщика должны быть изготовлена из толстой плотной ткани. Существуют готовые костюмы из брезента, оптимальным образом подходящие для таких работ;
- запрещены накладные карманы;
- обувь должна быть прочной и закрытой, защищающей от попадания брызг, сопутствующих плавлению металла;
- обязательно иметь маску сварщика и специальные краги — защитные перчатки с высокими манжетами.
Для удобства работы необходимо разложить в зоне свободного доступа электроды, провода не должны мешаться под ногами при передвижении.
Технология выполнения сварочных работ
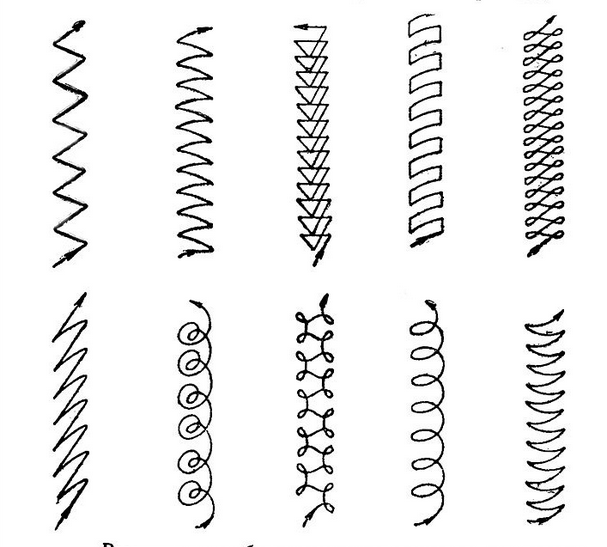
Способы выполнения швов различной длины
Для того чтобы качественно варить электросваркой, надо иметь представление о технологии, общих принципах работ.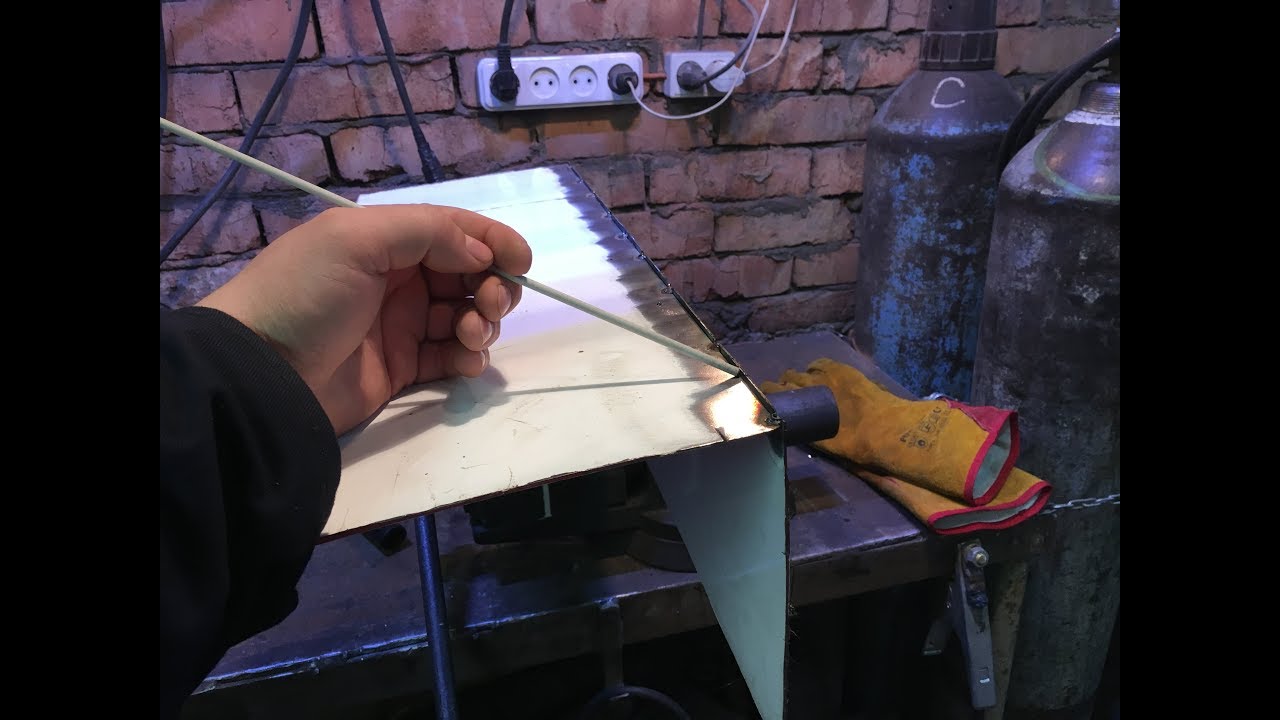 Соединяемые детали укладываются на стол или опорную площадку, к ним подключается «масса» — отрицательный контакт от сварочного аппарата при прямой полярности и положительный — при обратной полярности подключения.
Соединяемые детали укладываются на стол или опорную площадку, к ним подключается «масса» — отрицательный контакт от сварочного аппарата при прямой полярности и положительный — при обратной полярности подключения.
Электрод зажимается в держаке, после чего легким постукиванием или чирканьем поджигается дуга. Под действием высокой температуры пруток электрода расплавляется, заполняя стык или зазор между соединяемыми деталями.
Основная задача — правильное удержание дуги, обеспечение одинакового зазора по всей длине соединения. Это позволяет образовать стабильный, ровный шов, состоящий из металла без прерываний или выключений шлака. Описание технологии сварки — малоэффективное занятие, поскольку большинство навыков приобретаются именно при личном производстве работ. Нужна практика, дающая опыт и полное понимание смысла действий.
Инструкция выполнения сварочных работ
Чтобы правильно варить сваркой, нужно придерживаться следующей технологии:
Правила техники безопасности при сварочных работах
- Поверхность, подлежащая соединению, тщательно зачищается. Удаляется ржавчина, масляные или иные потеки.
- Присоединяется контакт «массы».
- В держак вставляется электрод, необходимо обеспечить контакт со свободным участком прутка.
- Электрод приближается к началу будущего шва, затем маска сварщика опускается на лицо, чтобы исключить ожог сетчатки глаз ультрафиолетовыми лучами.
- Поджигается дуга. Для этого концом электрода постукивают или чиркают по месту соединения, отчего образуются искры. Место шва освещается и становится видным в стекло маски.
- Шов выполняется равномерным движением электрода. Существует множество вариантов движения, от прямого до вращательного или зигзагообразного. Каждый сварщик имеет собственный «почерк».
 Удаляется ржавчина, масляные или иные потеки.
Удаляется ржавчина, масляные или иные потеки.После окончания процесса молотком аккуратно оббивают шов, снимая возникшие напряжения, и удаляя налипший шлак. Не следует сразу браться за деталь голыми руками, необходимо дать ей время остыть.
Видео по теме: Как научиться варить электросваркой
Бесплатный курс Михаила Щербакова | ||||
http://svarka-elektrodom.ru/free/confirm.html | ||||
После просмотра серии видеоуроков вы узнаете, как варить электросваркой:с нуля без специальных знаний совершенно безвозмедно | ||||
Содержание видеоуроков:
| ||||
| ||||
| Понравилось? Расскажите друзьям! | ||||
Обратная связь: http://elektrosvarka. Все права защищены. М.Щербаков 2012-2017 г. Соглашение об обработке персональных данных. Регистируясь на получение видеоуроков по электросварке, вы соглашаетесь передать нам ваши имя и адрес e-mail. Ваше имя будет использоваться для персонифицированного обращения к вам в письмах, а ваш адрес электронной почты требуется для отправки вам обещанных уроков. Указанные данные будут храниться исключительно для отправки вам писем с уроками и ни при каких обстоятельствах не будут переданы третьим лицам. Вы в любой момент можете отказаться от получения писем и потребовать удаления ваших персональных данных. Ваши данные будут храниться до поступления вашего требования их удаления. | ||||


 Данный видеокурс сочетает в себе необходимые теоретические основы и большой набор практических рекомендаций, как варить электросваркой. Данные видео –
это полноценный самоучитель, который поможет научиться варить сваркой самостоятельно, и после изучения
этого курса вы сможете изготавливать сварные конструкции для дома и ваших бытовых нужд.
Данный видеокурс сочетает в себе необходимые теоретические основы и большой набор практических рекомендаций, как варить электросваркой. Данные видео –
это полноценный самоучитель, который поможет научиться варить сваркой самостоятельно, и после изучения
этого курса вы сможете изготавливать сварные конструкции для дома и ваших бытовых нужд.
 Расходные материалы – это электроды. Ещё вам понадобятся приспособления для закрепления деталей перед сваркой. Всё это я подробно обхясняю в своих видео.
Далее нужно разобраться с параметрами и процессом сварки.
Расходные материалы – это электроды. Ещё вам понадобятся приспособления для закрепления деталей перед сваркой. Всё это я подробно обхясняю в своих видео.
Далее нужно разобраться с параметрами и процессом сварки.
 support-desk.ru/
support-desk.ru/как научиться в домашних условиях сваривать металл
Ручная дуговая сварка с применением инверторного сварочного оборудования — самый популярный метод соединения металлов среди начинающих сварщиков. Производители предлагают сотни бюджетных инверторов и электродов для выполнения самых разнообразных задач, а сам процесс сварки несложен и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но при этом электросварка имеет определенные нюансы, которые следует учесть.
Производители предлагают сотни бюджетных инверторов и электродов для выполнения самых разнообразных задач, а сам процесс сварки несложен и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но при этом электросварка имеет определенные нюансы, которые следует учесть.
Изучать азы сварки для начинающих нужно с теории, плавно переходя к практике. Наша статья — это краткая инструкция по электродуговой сварке для начинающих. Здесь собраны секреты по выбору инвертора, его правильной настройке, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы с нуля выполнить сварку качественно и быстро, но наша статья поможет вам разобраться в основах.
Сварочный аппарат и экипировка
Прежде чем мы узнаем, как научиться сваривать металл самостоятельно, нужно определиться со сварочным оборудованием. Сварочный аппарат для сварки выбирается не только по цене и внешнему виду, но и по характеристикам. Мы посвятили этой теме несколько статей: здесь мы рассказываем о том, как выбрать сварочный инвертор, а здесь мы составили рейтинг с лучшими сварочными аппаратами на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Также для освоения сварочного дела вам понадобится экипировка. Экипировка — это защита сварщика. Она защищает от брызг металла, от вспышек и потоков ультрафиолета. Стандартный комплект состоит из маски (мы рекомендуем маску «хамелеон» с автоматическим затемнением), подшлемника, рабочего костюма (называемого «роба») и специальных плотных перчаток. В качестве рабочего костюма можно использовать одежду, сшитую из грубой плотной ткани, этого будет достаточно для сварки в домашних условиях.
Чтобы научиться работать сварочным инвертором нужно знать и выполнять требования техники безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. О технике безопасности мы подробно писали тут, тут и тут. Сварочные работы категорически запрещено проводить без огнетушителя рядом. Особенно, если вы работаете на даче или дома.
Также надевайте всю экипировку перед началом работ.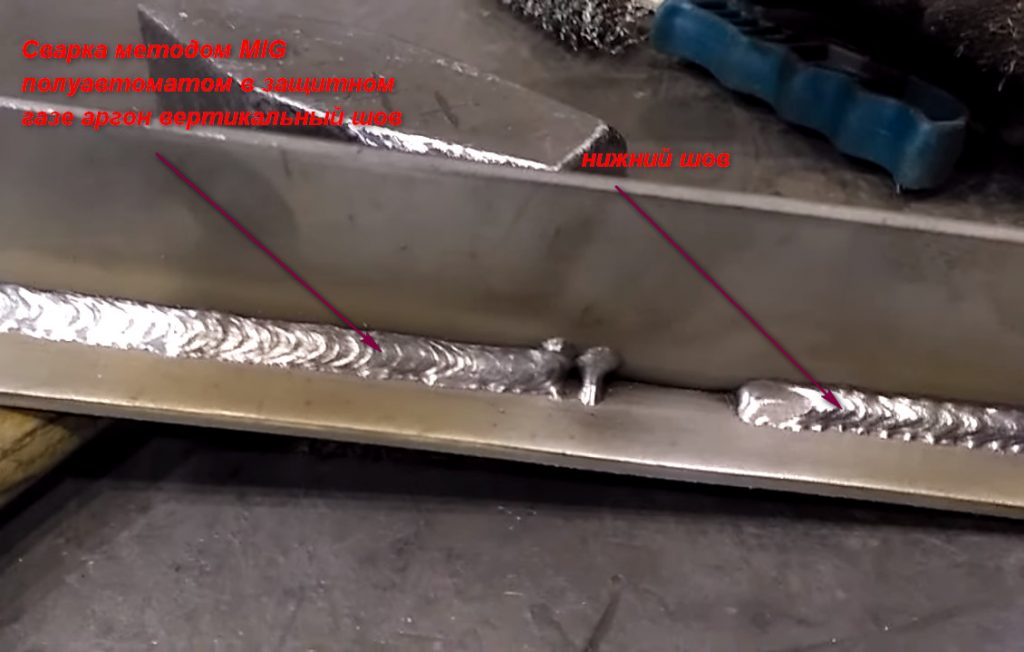 Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Ручная сварка для начинающих таит и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не прикасайтесь к ним до полного остывания, иначе также гарантировано получите ожоги.
Далее поговорим о технологии сварки. Пока можете посмотреть небольшой вводный урок, в нем рассказывается про оборудование и особенности. Обучение сварке и, в целом, обучение сварочному делу требует от вас максимальной концентрации и соблюдения правил. В противном случае сварочный процесс может закончиться плачевно.
В противном случае сварочный процесс может закончиться плачевно.
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.
Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
При сгорании, обмазка создаёт газовую защиту шва, предохраняя его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.
После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.
Что необходимо узнать и где
Для того, чтобы научиться сварке самостоятельно, необходимо узнать, как работать сваркой, как работать со сварочными аппаратами для начинающих, как научиться сваривать металл и другие секреты сварки.
Полезно посмотреть видео, где проводится мастер класс по сварке металла. Там можно наглядно посмотреть, как работать со сваркой для начинающих. Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке.
Пособие по сварке для начинающих поможет разобраться в том, как правильно научиться варить сваркой, а именно, как научиться варить сваркой с нуля.
Еще один способ, как научиться сварке — поработать вместе с опытным сварщиком, который укажет на возможные ошибки и даст советы по их исправлению.
 youtube.com/embed/8rva-UEbfLM?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/8rva-UEbfLM?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья — Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео.
Оптимальный выбор начинающего сварщика – маска со светофильтром типа «хамелеон».
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.
При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Подготовка кромок
Сварка металла своими руками начинается с грамотной подготовки кромок соединяемых изделий. Невозможно надежно соединить две детали, просто приложив одну из них к другой и подвергнув свариванию. О надежности соединения в этом случае речь идти не может. Форму кромкам придают после их предварительного очищения.
По своей конфигурации разделанные кромки станут похожими на различные буквы, поэтому начинающий сварщик без труда их запомнит. После разделки кромок приступают к надежной фиксации подлежащих сварке компонентов друг относительно друга. Наилучшим способом фиксации является выполнение прихваток. Если детали имеют небольшой размер, то их можно вставить в струбцину и зафиксировать прижимными планками.
Какие бывают виды и типы электродов по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?
Что купить?
Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.
Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Разновидности подходящих электродов
При сварке оцинковки полуавтоматом стандартные стержни для железа и стали не используют. Нужны специализированные электроды и расходные материалы с рутиловой обработкой.
Для оцинкованной низкоуглеродистой стали предназначены стержни следующих марок:
- АНО-4, используемые для сварки оцинкованной стали под переменным или постоянным током;
- МР-3, требующие напряжения холостого хода более 50 В;
- ОЗС-4, применяемые в сочетании с присадочной проволокой СВ08 или СВ08А;
- УОНИ-13/45,55, ДСК-50, обработанные большим количеством флюса.
Последний тип электродов используется при соединении деталей из любых типов оцинкованной стали, в том числе сварка высокоуглеродистых сталей.
Он помогает получить долговечный прочный шов. В состав стержней входят фтористые соединения и карбонаты. Ими варят листы любой толщины. Толстый металл обрабатывают в несколько проходов.
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Практика это опровергает.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Зажег дуги
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.
Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ — чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой.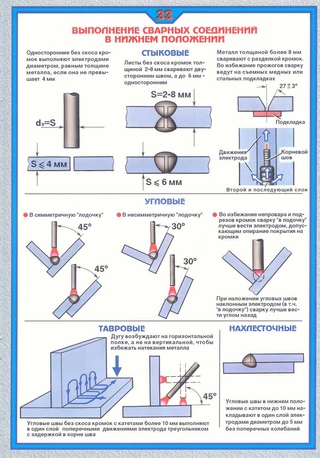 В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.
Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.
Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.
Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.
Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.
Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка — оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.
Как подобрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами. Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».
Для каждого диаметра электроды выставляется свой ток.
Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т.е. для электрода «тройки» выставляйте ток около 90-100 А.
На практике, каждый сварщик подбирает диаметр электрода и силу тока на инверторе индивидуально.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как вести электрод и правильный угол наклона электрода
После розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Сварочная ванна – это яркое белое пятно из раскалённого металла.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.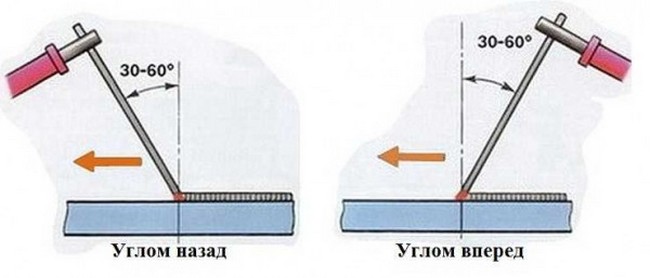 к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.
После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео — Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Безопасность сварщика
Основы сварочных работ для начинающих включают обеспечение безопасности человека, собирающегося приступить к этому виду искусства. Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.
Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.
Для своей защиты сварщик должен одевать специальный рабочий костюм, называемый робой. Он выполнен из огнеупорного материала, поэтому даже при попадании огненных брызг не произойдет его прожигания. При отсутствии такого костюма или нежелании тратить на него деньги для работы в домашних условиях можно обойтись просто плотной одеждой, закрывающей все участки кожного покрова.
На руки сварщик должен одевать брезентовые рукавицы. Не следует бояться того, что в них будет неудобно работать — важнее защита рук, которые при сварке находятся в самой опасной зоне.
Неотъемлемым атрибутом экипировки является защитная маска. Изготовить ее самостоятельно не получиться, поэтому придется выбрать из широкого ассортимента масок, имеющихся в продаже. Советы, все о сварке для начинающих, говорят о том, что наибольшее удобство в работе принесут маски Хамелеон, обладающие функцией автоматического затемнения.
Искры и брызги могут попадать и на ноги, поэтому при сварке необходимо находиться в прочной обуви на толстой подошве. К мерам безопасности относится и уборка с места проводимых работ всех материалов, которые могут загореться при попадании на них раскаленных брызг металла. Рядом с местом проведения работ должно быть установлено ведро с водой, которой можно быстро потушить возможное возгорание. Обязательным является нахождение невдалеке огнетушителя. Освещение места работы должно быть достаточным.
Идеальным вариантом для неопытного сварщика будет нахождение рядом еще одного человека, который быстро среагирует на опасную ситуацию. Искры от сварки могут попасть в щели на полу и долго там тлеть, поэтому после окончания сварочного процесса необходим тщательный осмотр помещения.
Если производится сварка с применением газа, то необходимо особо тщательно соблюдать меры безопасности. Баллон с газом следует проверить на отсутствие утечки из него. Перемещать баллон необходимо осторожно, чтобы не произошло его несанкционированного падения.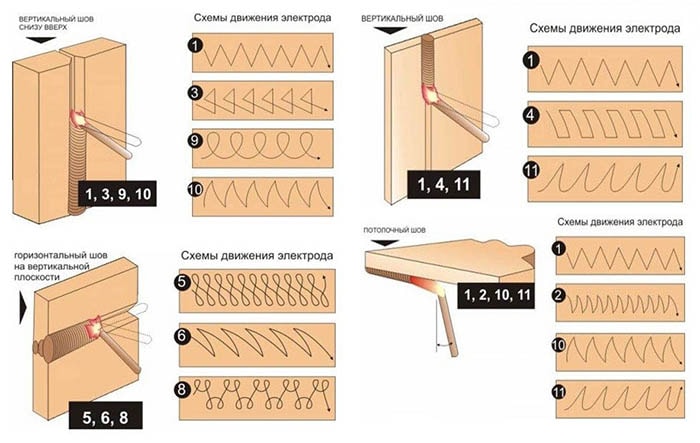
Причиной пожара может стать и неисправный аппарат для сварки. Следует внимательно использовать оборудование, у которого подходит к концу срок его эксплуатации. Рядом с местом проведения сварки категорически запрещается курить. Необходимо также позаботиться о том, чтобы поблизости не находились домашние животные.
Секреты и техника сварки инвертором для начинающих
В этой части мы ответим на самые распространённые вопросы начинающих сварщиков.
benyaПользователь FORUMHOUSE
Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.

HukToПользователь FORUMHOUSE
Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков — горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.
JamesDouglasПользователь FORUMHOUSE
А как точно определить оптимальный сварочный ток?
Сергейб3Модератор FORUMHOUSE
Возьмите металлическую заготовку. Выставите ток побольше и варите. Если прожигаете металл, уменьшайте ток. Найдите ту силу тока, при которой вам будет комфортно варить без прожига металла. Опыт нарабатывается практикой. Потренируйтесь на ржавых кусках металла, набейте руку. После нескольких электродов, сожжённых на прихватках по ржавчине, потом, на хорошем металле, дело пойдет быстрее.
efhПользователь FORUMHOUSE
Мой совет: тщательно зачищайте свариваемые детали и стыки от ржавчины и краски до чистого металла.
Сергейб3Модератор FORUMHOUSE
Хороший совет. Ещё можно научится варить красивые швы на вертикале.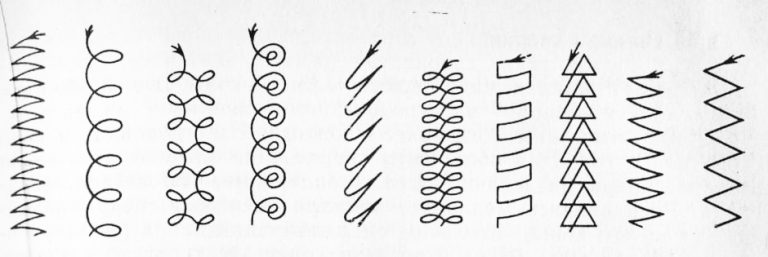 После выполнения такой тренировки, горизонтальный шов становится идеальным.
После выполнения такой тренировки, горизонтальный шов становится идеальным.
Как научиться работать электросваркой: на что обратить внимание в первую очередь
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья.
Как научиться работать электросваркой
Но вот проблема – сварные работы требуют определенной подготовленности. Можно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать.
Однако, не стоит думать, что процесс обучения приемам сварки – простой и быстрый. По большому счету, чтобы научиться качественно варить металл, лучше пройти соответствующие курсы теоретической и практической подготовки, которые могут быть организованы при учебно-производственных центрах или заведениях среднего профессионального образования. Можно попросить поделиться опытом товарища, который владеет этим ремеслом. Если нет – то наверняка придётся испортить немало металлических заготовок и сжечь не одну пачку электродов, пока не «набьется» рука и можно будет сказать себе: «Да, я научился!»
Мнение эксперта: Афанасьев Е.В.
Главный редактор проекта Stroyday.ru.Инженер.
Мы подготовили рейтинг лучших электродов для сварки инвертором. Рекомендую ознакомиться.
Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести необходимое оборудование и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы.
Какие виды электросварки существуют
Сама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализуется в нескольких сварочных технологиях:
- Самой распространенной является ручная дуговая сварка, которая по существующей терминологии имеет аббревиатуру ММA (от английского названия «Mаnuаl Metаl Arс»). Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения, газобаллонного оборудования. Недостаток – возможность сварных работ только с черными металлами или нержавейкой.
 Преимущества – не требуется особо сложного технического обеспечения, газобаллонного оборудования. Недостаток – возможность сварных работ только с черными металлами или нержавейкой.
Преимущества – не требуется особо сложного технического обеспечения, газобаллонного оборудования. Недостаток – возможность сварных работ только с черными металлами или нержавейкой.
Ручная дуговая сварка ММА
В подавляющем числе случаев, если рассматривается сварка на бытовом уровне, то имеется в виду именно эта технология.
- Сварка по технологии ТIG позволяет работать с легированными сталями и некоторыми цветными металлами. Термин «Tungstеn Inеrt Gаs» говорит сам за себя: вольфрам и инертный газ. Дуга в этом случае создается между свариваемой поверхностью и неплавким вольфрамовым электродом, а в качестве заполнения вводится присадочный пруток того или иного типа. Одновременно через сварочную горелку с жаростойким керамическим соплом постоянно подается защитный инертный газ, который обеспечивает чистоту шва.
Сварка по технологии TIG
Сварка по подобной технологии имеет массу достоинств, но требует и специального оборудования, и высокой квалификации работника.
- Полуавтоматическая сварка MIG-MAG (Мetаl Inert Gаs – Metаl Aсtive Gаs ) – одна из самых передовых современных технологий, которая все чаще используется и домашними мастерами. Процесс сварки проходит также в среде инертных или активных газов с автоматической подачей присадочного материала (сварочной проволоки) которая играет роль электрода.
Полуавтоматическая сварка MIG-MAG
Эта технология позволяет выполнять швы высокого качества в любой плоскости и с очень большой производительностью. В какой-то мере она даже проще, чем ММА, но требует сложного и достаточно громоздкого оборудования – самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки с со специальным рукавом, через который полается проволока и защитный газ.
Контактные клещи для точечной сварки по технологии SPOT
- Существует еще и точечная электросварка – SPOT, которая находит широчайшее применение в частности, на кузовных участках предприятий автосервиса. Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.
 Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.
Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.Ручная дуговая сварка ММА – что потребуется для работы?
Любой новичок всегда начинает с освоения приемов именно ручной дуговой сварки (MMА), поэтому все рассматриваемые ниже вопросы будут посвящены именно ей.
Чтобы начать самостоятельно практиковаться, необходимо подготовить определённое оборудование, оснащение и расходные материалы.
Сварочный аппарат для дуговой сварки
Для проведения сварочных работ по технологии ММА используется один из трех типов аппаратов:
- Сварочный трансформатор – один из простейших видов оборудования. Принцип работы элементарен – сетевое напряжение 220 В (или 380, для трехфазной сети) преобразуется в более низкое, порядка 25 – 50 В, но за счет этого резко возрастает значение силы тока. Достоинства такой схемы – ее простота, высокая надежность и простота в обслуживании, высокие показатели мощности. Подобные аппараты недороги, что, наверное, во многом и предопределяет их распространённость.

Сварочный трансформатор
Недостатков же у трансформатора гораздо больше – сварочная дуга от переменного тока не отличается стабильностью, нередки случаи залипания электродов, большое разбрызгивание металла, швы не отличаются аккуратностью. Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно «просаживать» сеть. Не отличаются они компактностью и легкостью. Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
- Сварочные ММА-выпрямители отличаются от трансформаторов тем, что дают на выходе постоянный ток. Работать с ними намного легче, так как «постоянная» дуга намного стабильнее, и швы получаются более аккуратными.
Сварочный выпрямитель
Однако, недостатки остаются – та же массивность и габаритность, даже побольше, нежели у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка на сеть. По цене они дороже, чем трансформаторные аппараты.
По цене они дороже, чем трансформаторные аппараты.
- Без преувеличения можно сказать, что буквально революцию в сварочных технологиях произвели аппараты, работающие по инверторной схеме. Сетевое переменное напряжение 220 В с частотой 50 Гц проходит целый каскад частотных и амплитудных трансформаций, и на входе получается требуемый постоянной ток с высочайшей степенью стабилизации. Всеми процессами управляет микропроцессорная сборка, что позволяет проводить требуемые регулировки с высокой степенью точности.
Самое современное решение — сварочный инвертор
Все это дает целый «букет» достоинств такого аппарата:
— Оборудование спокойно переносит достаточно серьезные колебания м=сетевого напряжения, что особо бывает важно в загородных поселках, где подобные проблемы — весьма частое явление.
— Вместе с этим, у инверторов, по сравнению с другими аппаратами, минимальное потребление энергии — они практически не перегружают сеть.
— Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Разбрызгивание практически отсутствует.
Разбрызгивание практически отсутствует.
— Аппарат отличается компактностью и малыми весом.
Выпускается широкий ассортимент подобных аппаратов – от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков – это самое оптимальное решение. Цены на качественные инверторы достаточно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, подобная разовая покупка полностью себя оправдает. А продаже появилось немало и недорогих аппаратов весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — нужно обязательно обратить внимание на ряд важных нюансов:
- Максимальный сварочный ток. Если аппарат планируется применять в условиях домашнего хозяйства, то, как правило, останавливаются на моделях с величиной 150 – 200 А. этого вполне достаточно для работы с электродами диаметров до 4 мм.
- Устойчивость электронной схемы к перепадам сетевого напряжения. Качественные инверторы должны выдерживать колебания в пределах ± 20 ÷ 25 %.
- Инвертор должен иметь систему принудительного охлаждения, работающую постоянно при включенном питании, или же оснащенную автоматикой, запускающую вентиляцию при определенном значении температуры радиаторов.
- Не следует забывать о потребляемой мощности аппарата – она может быть порядка 2 ÷ 3 кВт у небольших моделей, но может достигать и более значительных величин у аппаратов полупрофессионального или профессионального класса.
- То, о чем многие просто не знают: параметр, определяющий допустимую длительность сварочного процесса – продолжительность включения (ПВ). Никакой аппарат не может работать без перерывов, и в параметрах обязательно указывается ПВ, выраженное в процентах от общей длительности работы оборудования. У моделей бытового класса это обычно составляет порядка 40% — ничего не поделаешь, такова плата за компактность аппарата. На практике это означает, что период «отдыха», в данном случае, в 1,5 раза дольше, нежели время сварки, например, 1 минута непрерывной работы потребует затем не менее, чем полутора минутной паузы.
- Для начинающих сварщиков будут очень удобно, если в схеме аппарата реализованы некоторые полезные функции:

— «НotStаrt» существенно облегчает первоначальный розжиг сварочной дуги. Электроника автоматически импульсно повышает значение тока в момент розжига.
— «АrcFоrce» поможет справиться с извечной проблемой новичков – залипанием электрода к металлической поверхности. При уменьшении требуемого зазора между электродом и металлом повышается ток, предотвращая эту неприятность.
— «AntiStick» — функция, которая предотвратит перегрев автомата, если залипания избежать все же не удалось. В этом случае питание просто автоматически отключится.
Еще один важный совет. «Ахиллесовой пятой» инверторов является определенная сложность проведения ремонтных работ в случае выхода схемы из строя. При выборе аппарата лучше отдать предпочтение моделям с многоплатной компоновкой электронной схемы. Покупать подобные аппараты немного дороже, но диагностика поломок становится проще, ремонтопригодность — намного выше.
Видео: как выбрать сварочный инвертор
Цены на популярные сварочные инверторы
Сварочные инверторы
Сварочные провода, держатель электродов, зажим массы
Сварочные инверторы, как правило, уже укомплектованы проводами, держателем электродов и зажимом массы. Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
- Сварочные провода должны быть в гибкой резиновой изоляции, иметь надежные латунные контактные вилки, подходящие к разъемам конкретного аппарата. Сечение кабеля должно быть не менее 16 мм², если аппарат рассчитан на ток до 150 А, 25 мм² – при 200 А и даже 35 мм², если предполагается работа с токами 250 А и выше. Не следует гнаться за большой длиной проводов или самостоятельно удлинять их – это может привести к перегрузке электроники и выходу инвертора из строя.
- Электрододержатель – важнейший элемент экипировки сварщика, так как именно им мастер манипулирует в процессе работы. Не стоит использовать для работы самодельные «вилки» — это достаточно опасно в плане получения световых ожогов глаз или поражения током. Самыми распространенными и удобными на сегодняшний день являются держатели пассатижного типа – «прищепки». Одни удобны, позволяют легко и быстро произвести замену электрода, хорошо изолированы со всех сторон и обеспечивают должную безопасность.
Одни из самых распространенных — держатели-«прищепки» пассатижного типа
Держатель должен иметь надежный зажим для электродов, позволяющий размещать из не только перпендикулярно, но и под углом 45º. Нужно не полениться и проверить материал контактной части – там должна быть медь или латунь, но никак не омедненная сталь. Это – явный признак дешевой подделки, который легко выявить с помощью маленького магнитика. Необходимо проверить надежность фиксации электродов, особенно малого диаметра (2 мм) – с этим нередко бывают проблемы у некачественных держателей пассатижного типа.
Важным фактором является и удобность держателя, его сбалансированность, «развесовка» – работа с ним не должна вызывать быстрой усталости рук. Он должен иметь достаточно длинную рукоятку, позволяющую принять наиболее удобное положение руки, рифленую поверхность, чтобы исключить проскальзывание в ладони, одетой в рукавицу. Не забываем и о том, что для держателей также определено максимальное значение сварочного тока.
- Зажим для подключения массы должен иметь мощную пружину, надёжное соединение с проводом, латунные контакты для обжима металлической заготовки, соединенные медной шиной.
Зажим для подключения массы
Оснащение сварщика
Необходимое оснащение сварщика
- Прежде всего, для сварочных работ потребуется маска или щиток. Щитки часто идут в комплекте инверторов, но у них есть неудобство – его необходимо удерживать свободной рукой, а это далеко не всегда возможно. Лучше приобрести полноценную маску.
Этот предмет экипировки предохраняет глаза от световых ожогов, прикрывает лицо от попадания брызг металла или искр, а органы дыхания, в определенной степени, от поднимающихся газов. Вместе с тем, светофильтр должен обеспечивать хорошую видимость накладываемого шва при зажигании дуги — подбор производится индивидуально. Светофильтр должен быть прикрыт защитным стеклом.
Сама маска изготавливается из термостойкого пластика. Она не должна быть тяжелой и громоздкой, вызывающей быструю усталость. Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер.
Большой популярность стали пользоваться маски — «хамелеоны», оснащенные специальными жидкокристаллическими светофильтрами, мгновенно меняющими светопроводимость в момент зажигания дуги. Удобство бесспорное – нет необходимости постоянно откидывать маску для визуального контроля исполненного шва, упрощается и процесс розжига дуги. Такие маски имеют определенные степени регулировки быстроты срабатывания и степени затемнения – это еще одно их значимое преимущество. Недостаток у них – достаточно высокая цена.
- Для работы потребуется специальная одежда, сшитая их прочной плотной такни, исключающей моментальное проплавление или прожиг при попадании искр (например, брезент) Категорически запрещены накладные карманы на куртке или штанах.
Костюм должен быть из плотного материала, не иметь накладных карманов
Обувь должна быть кожаная, полностью закрытая, ее верх должен надежно прикрываться штанинами. Руки необходимо защитить кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястья.
Перчатки-краги для сварочных работ
- Для производства сварочных работ, кроме того, понадобится специальный молоток для скалывания шлака – секач, железная щетка для зачистки поверхности металла. Нарезка заготовок и разделка деталей (снятие фаски и т.п.) потребует машинки-«болгарки» с отрезным и шлифовальным кругами.
Какие электроды использовать?
Электрод представляет из себя стальной стержень, покрытый слоем обмазки. Стержень является и проводником для сварочного тока, и присадочным материалом. Обмазка при воздействии высоких температур создает защитный слой шлаков и газа, предохраняющий сварной шов от мгновенного окисления кислородом и азотом воздуха.
Очень важно — правильно подобрать электроды
Случаются ситуации, когда и оборудование хорошее, и все вроде делается по правилам, но сварной шов не получается. Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем, классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно.
Для примера – электрод Э42A-УOHИ-13/45—3,0-УД (ГOСТ 9966—75) или E-432(5) – Б 1 0 (ГOСТ 9967—75). О чем могут рассказать цифры и буквы?
- Э42A– специальное обозначение, говорящее о механических и прочностных качествах создаваемого шва. Характеристика, больше требующаяся для инженерных расчетов.
- УOHИ-13/45 – здесь зашифрована марка изделия. которая присвоена ему производителем.
- 3,0 – диаметр металлического стержня – 3 мм.
- Буква «У» говорит о том, что он предназначен для сварки углеродистых или низколегированных сталей – то, что чаще всего требуется в домашних условиях. Можно встретить обозначения «Л», «Т», «В» — это электроды для легированных и инструментальных сталей различного типа, а «Н» — для создания наплавочного слоя на поверхности металла.
- Буква «Д» в данном примере говорит о толстой обмазке. Тонкий слой будет обозначен «М», средний – «С» и очень толстый – «Г». Предпочтение следует отдать толстой обмазке.
По следующему ГОСТУ расшифровка такова:
- E-432(5) – информация для специалистов о физико-химических свойствах наплавляемой присадки.
«Б» — это классификация обмазочного покрытия. В приведенном примере – основное. Кроме того можно встретить такие обозначения:
— «А» — покрытие кислого типа, подходит и для постоянки, и для переменки, для любых типов швов, но дает сильное разбрызгивание.
— «Б» — основное, применяется для сварки мощных толстых деталей с использованием обратной полярности.
— «Р» — рутиловая обмазка – одна из самых распространённых, отлично подойдет для начинающего сварщика и для работ в домашних условиях.
— «Ц» — обмазка с целлюлозной составляющей. Очень удобна при работах большого масштаба, но требует особой квалификации сварщика, так как не терпит перегрева.
— «РЦ», «РЦЖ» — комбинированный тип. Буква «Ж», помимо этого, говорит о включении в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
- Следующая цифра говорит о пространственном расположении швов, которые можно исполнять данным электродом.
— «1» — универсальные;
— «2» — все, кроме вертикальных сверху-вниз;
— «3» — недопустимы «потолок» и вертикаль, так же, как в п.2;
— «4» — электрод может выполнять исключительно нижние швы.
- Последняя цифра маркировки – индекс, говорящий о параметрах требуемого сварочного тока. Данные сведены в специальную таблицу, учитывающие и тип тока, и величину напряжения холостого хода аппарата, и нужную полярность. Чтобы не углубляться в подробности – только несколько слов о том, что необходимо учитывать. Всего градаций десять, от «0» до «9». Для переменного тока могут применяться любые, кроме «0». При «постоянке» полярность подключения не будет иметь значения для индексов «1», «4», «7». Электроды «2», «5» и «8» — исключительно для прямой полярности, а «0», «3», «6», и «9» — только для обратной.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей. Упрощенно можно ориентироваться на следующие параметры:
— Для заготовок толщиной до 2 мм — Ø 1.5 ÷ 2.5 мм;
— 3 мм – Ø 3.0;
— 4 ÷ 5 мм – Ø 3.0 ÷ 4.0;
— 6 ÷ 12 мм – Ø 4.0 ÷ 5.0;
— свыше 12 мм – Ø 5.0.
Видео: классификация электродов для ручной дуговой сварки
Цены на электроды для сварки
Электроды для сварки
Подготовка рабочего места
Чтобы приступить к практическим занятиям, необходимо подготовить себе рабочее место:
- Работать лучше всего на свежем воздухе и открытом пространстве – исключается вероятность возгорания конструкций здания, меньше воздействие токсичных испарений.
- Около рабочего места не должно быть никаких легковоспламеняющихся материалов или жидкостей.
- На случай возгорания следует приготовить средства пожаротушения – воду, трудновоспламеняемую накидку из плотной ткани, песок. При этом применять для тушения пламени воду можно только при полном обесточивании аппарата.
Оптимальное решение — металлический сварочный верстак
- Работать лучше всего на металлическом верстаке. Следует продумать вопрос фиксации заготовок (тиски, струбцины и т.п.)
- Удлинитель должен иметь сечение кабеля, отвечающее пиковой потребляемой мощности сварочного аппарата.
- Перед началом работы необходимо предусмотреть меры, чтобы исключить появление посторонних людей, а в особенности – детей.
Первые практические шаги
Если все готово, можно переходить к практическим действиям. Для начала лучше всего приготовить лист металла, зачищенный от грязи и ржавчины – первые шаги лучше отрабатывать на нем, не торопясь сразу сваривать какие-либо детали.
Для начала следует экспериментировать на ненужных кусках листового металла
К заготовке присоединяется зажим массы. Очень важен хороший контакт в месте соединения – его следует зачистить металлической щеткой
Начинать обучение лучше всего с электродами Ø 3 мм – с ними легче «набить руку». Величина сварочного тока в этом случае будет порядка 80 – 100 А. электрод вставляется в держатель, проверяется надежность его крепления.
- Первым «упражнением» будет зажигание и удержание сварочной дуги. Для этого, после включения аппарата и опускания маски, нужно либо чиркнуть электродом по поверхности металла, либо несколько раз постучать по одному месту. Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.
Нормальным зазором считается такой, которые примерно равен толщине стержня электрода – это называется короткой дугой. При инверторной сварке с использованием качественных и сухих электродов обычно со стабильностью дуги проблем не возникает. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая уже качественного шва не даст. Чрезмерное приближение электрода к поверхности может окончиться его залипанием. В этом случае следует сразу же качнуть держатель в сторону, пока не начался перегрев стержня.
При поддерживании дуги следует помнить, что электрод постоянно выгорает, и нужно корректировать его положение относительно поверхности металла.
- Теперь нужно четко разобраться со структурой расплавляемого металла в области дуги. В начале нагрева появляется красное жидкое пятно – это еще не металл, а расплавившаяся обмазка электрода, которая создала защитный слой. Через 2—3 секунды в центре этого пятна появится ярко-оранжевая или даже беловатая капля с легким дрожанием или рябью на своей поверхности – это и есть сварочная ванна, область расплавленного металла. Важно научиться четко различать жидкий шлак и саму ванну – от этого будет зависеть и качество накладываемого шва.
- Как только ванна сформировалась, начинаем пробовать осуществить ее перемещение, плавно перемещая электрод, не меняя при этом зазора. Капля металла всегда перемещается в область повышенной температуры, поэтому и ванна будет стремиться за дугой. Со своей стороны, давление дуги несколько отталкивает ванну в противоположном направлении. Поработав практически и поняв этот принцип, можно попробовать сформировать валик наплавленного металла на поверхности листа.
- Для некоторого усложнения задачи лучше всего наметить на поверхности металла линию, которую выдерживать при создании сварного валика. Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.
Возможные траектории движения электрода
После наложения этого «шва» необходимо дать ему остыть, а затем сколоть слой шлака, чтобы визуально оценить качество. Возможно, потребуются корректировки силы тока. Это, например, будет заметно по непроваренным участкам – ток явно недостаточен. Повышенное значение может привести к прожигу листа. Все это определяется только экспериментальным путем, какие-либо четкие рекомендации давать сложно.
Первое упражнение — создание ровных валиков
Не допускается пористости швов, включения в металлическую структуру частиц шлака – это соединение не отличается прочностью.
В ходе практики можно будет определиться какое направление сварки будет наиболее удобным – на себя или от себя, протягивая ванну за электродом или наоборот, толкая ее вперед. Многие мастера советуют все же проводить сварку если ровные и качественные валики начали получаться, можно переходить к следующему этапу – свариванию двух заготовок.
Пространственное положение швов
- Сварные швы по пространственному положению бывают нижними, на вертикальной плоскости (горизонтальные или вертикальные) и потолочными. Начинать, конечно, нужно с нижних – умение выполнять остальные придет далеко не сразу, по мере накопления опыта.
Классификация швов по взаимному расположению свариваемых деталей
- По расположению сопрягаемых деталей швы подразделяют на стыковые, угловые, тавровые и нахлесточные. Каждый из них имеет свои особенности наложения, движения электрода, разделки и выставления заготовок.
- Сварку двух деталей начинают с прихваток, которые обеспечат стабильное положение деталей при наложении основного шва. Обычно для прихватки ток вставляют на 20—30% больше, работая при этом на короткой дуге. При этом прихватки не должны быть ближе 10 мм от края заготовок или вблизи от отверстий. После наложения прихваток есть возможность проконтролировать правильность положения деталей и внести необходимые корректировки.
Способы наложения нижних швов
- Вначале следует научиться накладывать однослойные швы на тонких, 3—4 мм заготовках. Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами будут достигнуты устойчивые навыки.
Не следует пугаться вот таких первых неудач — опыт обязательно придет
Одним словом, все остальное будет зависеть только от старания и регулярных практических тренировок начинающего сварщика. Хорошо, если будет возможность обратиться к специалисту, чтобы он смог оценить получаемые результаты. Если нет – можно сравнить итоги своей работы с демонстрируемыми в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость руки, умение правильно выбирать параметры и уверенность в своих силах обязательно придут.
Видео: мастер-класс по ручной дуговой сварке
доступные способы сваривать, чем лучше, как дома, чем тонкую
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.
Особенности
Нержавейка обладает некоторыми особенностями, которые могут оказать значительное влияние на сварочный процесс:
- Линейное расширение и усадка материала. При нагреве изделия из нержавеющих сталей “расширяются”, при охлаждении – “сужаются”.
- Величина теплопроводимости нержавейки практически в два раза меньше, чем у других материалов. Поэтому при её сваривании следует уменьшать силу тока на 15-20%.
- Коррозинностойкие стали обладают достаточно высоким электрическим сопротивлением. Поэтому для сварки нержавейки рекомендуется использовать только специальные электроды.
- При неправильном выборе сварочного режима или подборе неподходящего аппарата, нержавейка может потерять свои антикоррозийные свойства. Происходит это следующим образом: при нагреве изделия до температуры свыше 500°С, на металле по краю образуется карбид хрома и железа. Это и приводит к окислению. Для предотвращения образования ржавчины следует быстро охлаждать конструкции различными способами.
Способы
Сваривание конструкций из нержавеющих сталей может проводиться несколькими методами. О том, чем сваривать нержавейку мы расскажем далее.
Ручная дуговая сварка покрытыми электродами
Одним из наиболее распространенных методов является ручное дуговое сваривание с помощью покрытых электродов. Востребованность такой сварки обусловлена тем, что в результате исполнитель получит качественный сварной шов. Когда к соединению не предъявляется каких-либо особых требований, то данный метод будет лучшим решением, нет причин искать альтернативу.
Подбор электрода выполняется в соответствии с маркой основного металла. Расходник должен иметь оптимальный состав обмазки. На рынке присутствует большое разнообразие сварочных материалов, применяющихся для работы с коррозионностойкими сталями. Полный перечень представлен здесь. Сваривание, чаще всего производится на постоянном токе обратной полярности.
Видео
В ролике без подробных разъяснений показано крупным планом, как происходит сварочный процесс.
https://youtu.be/Zngv3j_zh5g
Вольфрамовыми электродами
Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Данный метод применяется для работы с тонким металлом, когда к соединению предъявляются повышенные требования по надежности. Также шов должен соответствовать особым условиям.
Вольфрамовые стержни помимо этого отлично подойдут для сваривания нержавеющих труб, применяющихся для транспортировки жидкостей. В таком случае процесс осуществляется в среде аргона, с применением постоянного тока прямой полярности.
Видео
В ролике наглядно показан процесс TIG-сварки трубы.
https://youtu.be/Gq3v2ld5SKU
Более подробная информация о сварке коррозионностойких сталей различными видами прутков представлена в статье “Сварка нержавейки электродами”.
О том, чем сварить нержавейку, за исключением электродов, будет рассказано далее.[ads-pc-3][ads-mob-3]
Полуавтоматическая сварка в аргоне
Полуавтоматическая сварка в аргоне применяется, чтобы получить качественное соединение и добиться высокой производительности. Для этого следует использовать сварочные полуавтоматы. Нержавеющая проволока для данного метода сваривания производится в соответствии с нормами ГОСта.
Выделяют несколько видов проволоки: универсальная, легированная, омедненная, с флюсом, порошковая, стальная или алюминиевая.
Сварочный процесс начинается с предварительной подготовки. Исполнителю нужно настроить режим работы сварочного полуавтомата: сила тока, напряжение и скорость подачи проволоки. Для металла толщиной менее 3 мм., оптимальная сила тока составляет от 120 до 145 А. Скорость движения проволоки – 900 м/ч. При этом используется постоянный ток обратной полярности.
Рабочую поверхность следует очистить, например щеткой для металла.
Затем начинается основный этап работ. Исполнитель включает переключатель, подающий проволоку. После зажигается дуга. Если используется плавящаяся проволока, то для возбуждения дуги нужно прикоснуться к металлу. Осуществлять движения сопла горелки необходимо исключительно в одном направлении, не нужно допускать поперечных движений. Оптимальным вариантом является сваривание изделий на высокой скорости однослойным швом.
Видео
В ролике варит не вполне уверенный сварщик, но представление о процессе получить вполне можно.
Если у исполнителя возникает вопрос: чем варить нержавейку 2мм, то данный метод будет отличным вариантом.
Лазерная
Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Коррозионностойкие стали свариваются лазером только встык, так как соединение внахлест создает термические напряжения, которые отрицательно сказываются на общей прочности изделия.
Преимущества данного метода: отсутствие снижения прочности в зоне отпуска; исключение появления термических трещин; быстрота и точность воздействия лазерного луча не допускает возникновения оксидной пленки. Главной особенностью метода является более быстрое остывание сварного шва.
Плазменная
Выделяют ручную и автоматическую плазменную сварку. Ручное сваривание осуществляется с помощью дуги, формирующейся между электродом и основным металлом. Другое название ручного метода – микро-плазма или мини-плазма. Сварочный процесс выполняется на переменном токе от 0,1 до 15 А. Данный метод предназначен для исполнителей, которым нужно варить тонкую нержавейку. Также существует техника “беспучкового сопла” с напряжением 15-100 А.
Лучевой поток при автоматической сварке производится с помощью плазмотрона. Воздействие переменного тока выше 100 А и потока газа создает мощный пучок плазмы.
Достоинства: стабильность и “жесткость” дуги позволяют контролировать энергозатраты; узкая околошовная зона; достаточно ускоренный темп сваривания; возможность изменять расстояние между соплом и рабочей поверхностью без отрицательного влияния на качество шва. Подробнее о плазменной сварке здесь.
Видео
Посмотрите, как можно варить небольшим плазменным аппаратом.
В домашних условиях
Для того, чтобы ответить на вопрос: чем сварить нержавейку дома – следует ознакомиться со следующей информацией.
Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Кроме аппарата исполнителю будет необходимы электроды: специальные для нержавейки или обычные. Сваривание осуществляется по тщательно зачищенной поверхности. Соединение выполняется постоянным током, величина зависит от толщины металла и варьируется от 40-150 А.
Видео
В ролике популярно объясняется, как это делать.
Все вышеперечисленные методы помогут понять, чем можно варить нержавейку в каждой конкретной ситуации. В зависимости от марки коррозионностойкой стали исполнитель выбирает оптимальный режим сварки. Правильные параметры гарантируют безопасность сварочного процесса для исполнителя и обеспечивают необходимое качество сварного шва.
Чем лучше варить нержавейку, каждый сварщик решит самостоятельно, ознакомившись с перечисленными данными.
10 лучших вещей, которым нужно научить начинающих сварщиков
Научиться сваривать – непростая задача. Требуются терпение, практика и прочный фундамент знаний. Компаниям, которые сталкиваются с проблемой обучения начинающих сварщиков, важно привить хорошие привычки на ранних этапах учебного процесса. Это помогает убедиться, что эти люди хорошо подготовлены не только для создания качественных сварных швов, но и для внесения положительного вклада в общую сварочную операцию.Это также может помочь сварщикам обрести уверенность, необходимую для повышения квалификации. Ниже приведены 10 важных вещей, которым следует научить начинающих сварщиков, чтобы помочь им улучшить свои навыки и оставаться в безопасности в процессе.
1. Сделайте безопасность своим главным приоритетом: Сварщики должны защищать себя от тепла и электричества, генерируемого в процессе сварки. Дуга опасна как для глаз, так и для кожи, и сварщики должны постоянно носить соответствующие средства индивидуальной защиты (СИЗ).Эти предметы включают: огнестойкие перчатки, защитные очки, сварочный шлем и сварочную куртку с длинными рукавами. Также рекомендуется использовать огнестойкую одежду и обувь со стальным носком. И Американское общество сварки (AWS), и OSHA предлагают рекомендации по СИЗ для конкретных условий.
Для сварщиков также важно использовать достаточную вентиляцию, локальную вытяжку на дуге или и то, и другое, чтобы дым и газы оставались ниже допустимого предела воздействия (PEL) / порогового значения (TLV) / пределов профессионального воздействия (OEL) в их зона дыхания и общая площадь.Всегда обучайте новых сварщиков держать голову подальше от дыма. Кроме того, объясните начинающим сварщикам важность чтения и понимания инструкций производителя к оборудованию, правил техники безопасности вашей компании, а также инструкций по технике безопасности на этикетке и в паспорте безопасности материалов для используемых присадочных металлов. Короче говоря, напомните начинающим сварщикам о необходимости принять все необходимые меры для защиты себя и других.
Регулярная проверка правильности заземления и нахождение на сухом резиновом коврике (в помещении) или на сухой доске (на открытом воздухе) во время сварки может дополнительно защитить сварщиков, сводя к минимуму возможность поражения электрическим током.
2. Правильно установите расходные детали: Хорошая проводимость (способность электрического тока течь по сварочной цепи) является важным фактором для достижения хорошего качества сварки. Новые сварщики всегда должны устанавливать свои расходные детали – диффузоры, сопла, контактные наконечники, корпуса цанговых патронов и т. Д. – в соответствии с рекомендациями производителя, следя за тем, чтобы каждый компонент был надежно затянут. Например, при газовой дуговой сварке (GMAW) соединение между шейкой горелки GMAW и диффузором должно быть надежным, чтобы предотвратить утечку защитного газа.Надежные соединения также обеспечивают площадь поверхности, необходимую для прохождения электрического тока через горелку GMAW (или сварку газовой вольфрамовой сваркой – горелка GTAW) для создания стабильной дуги. Хорошие соединения также помогают предотвратить дефекты сварных швов, поддерживают стабильную производительность и снижают риск преждевременного выхода из строя расходных деталей из-за перегрева.
3. Чистота имеет решающее значение: Очистка основного материала перед сваркой и по мере необходимости между сварочными проходами абсолютно необходима. Грязь, масло, смазка и другой мусор могут легко попасть в сварочную ванну, вызывая загрязнение, которое приводит к низкому качеству сварки и дорогостоящим доработкам.Чрезмерное окисление и влажность также могут ухудшить качество сварки. Новых сварщиков необходимо обучить правильной процедуре очистки конкретного основного материала, который они сваривают. В некоторых случаях достаточно протереть основной материал чистой сухой тканью. Однако, например, сварка алюминия требует больших мер предосторожности. Сварщику необходимо будет использовать проволочную щетку из нержавеющей стали, предназначенную для алюминия, чтобы очистить стык перед сваркой. Металлическая щетка удаляет грязь и любые оксиды, которые все еще могут оставаться на поверхности алюминия.
Независимо от материала, важно дать сварщику надлежащие инструкции по очистке перед началом сварки.
4. Всегда соблюдайте процедуры сварки: Процедуры сварки – это «рецепт», необходимый для создания однородных сварных швов. Как начинающим, так и опытным сварщикам необходимо понимать важность этих процедур и всегда им следовать. Процедуры для данного приложения были тщательно определены и квалифицированы экспертами, чтобы гарантировать, что рекомендуемые параметры способны дать желаемые результаты.Процедуры сварки включают такие детали, как требуемая смесь защитного газа, рекомендуемый расход газа, а также диапазоны напряжения и силы тока. Эти процедуры также предоставляют информацию о типе и диаметре используемого присадочного металла, а также о надлежащей скорости подачи проволоки в случае сварки GMAW или дуговой сварки порошковой проволокой (FCAW).
5. Понимание важности присадочных металлов: Присадочные металлы являются важным, но иногда сбивающим с толку компонентом сварочной системы. Начинающим сварщикам будет полезно ознакомиться с характеристиками различных типов проволоки, включая порошковую и металлопорошковую, а также методами сварки каждого типа.Например, они должны узнать, требует ли их конкретный присадочный металл техники «выталкивания» или «вытягивания». Следование старым пословицам вроде «Если есть шлак, тащи», может помочь; он указывает на то, что порошковые проволоки, образующие шлак, должны эксплуатироваться методом вытягивания. Новым сварщикам также следует выработать привычку консультироваться со спецификациями производителя для получения дополнительных рекомендаций по эксплуатации.
Умение правильно обращаться и хранить присадочный металл также имеет решающее значение для обучения начинающих сварщиков.При обращении с присадочным металлом они всегда должны носить чистые перчатки, а если они ответственны за их хранение, то должны делать это в чистом и сухом месте.
6. Оставайтесь комфортно: Сохранение прохлады и комфорта во время сварочного процесса может помочь сварщикам снизить вероятность травм, связанных с повторяющимися движениями, и снизить общую усталость. По возможности сварщики должны научиться сводить к минимуму смещения кумулятивной силы, манипуляции с материалами или постоянные движения. Им также следует использовать пистолет GMAW или резак для GTAW с удобной ручкой и кабелем, поскольку оба этих фактора влияют на вес и маневренность оборудования.Новых сварщиков следует поощрять к тому, чтобы они играли активную роль в улучшении эргономики своего сварочного рабочего места. Как правило, чем активнее сварщик участвует в предоставлении информации о работе, тем больше он будет удовлетворен. Кроме того, такое активное участие может помочь обеспечить более строгое соблюдение правил техники безопасности и снизить затраты работников на компенсацию за травмы.
7. Знайте свойства материала: Каждый материал имеет разные механические и химические свойства. Помощь начинающим сварщикам в понимании разницы между материалами, особенно в том, как они реагируют на нагрев и охлаждение, является ключевым компонентом обучения.Например, аустенитная нержавеющая сталь проводит тепло примерно вдвое меньше, чем низкоуглеродистая сталь, но имеет гораздо более высокую скорость теплового расширения при сварке; он также имеет более локализованную зону термического влияния (HAZ), которая может привести к короблению при остывании сварного шва. Сварщики, осведомленные о таких свойствах, могут принять меры предосторожности, например зажать, чтобы предотвратить деформацию. Точно так же многие материалы требуют термообработки до и после сварки, чтобы контролировать скорость охлаждения и предотвращать растрескивание. Когда сварщики знакомы с такими характеристиками материала, они лучше подготовлены к внесению необходимых корректировок в процессе сварки.
8. Визуальный осмотр сварных швов: Знание того, как провести точный визуальный контроль готового сварного шва, является первым шагом в контроле качества. Это также самый быстрый и наименее затратный метод проверки. Новым сварщикам следует научиться определять дефекты сварного шва с пористостью, например, поскольку наличие этого дефекта сварного шва на поверхности часто указывает на аналогичную проблему во всем сварном шве. Выявление дефекта на ранней стадии помогает избежать затрат времени и средств, связанных с другими методами тестирования, включая рентгеновские или неразрушающие (неразрушающие) проверки.К другим дефектам, которые сварщики должны научиться выявлять, относятся отсутствие проплавления (высокие, канатные сварные швы), чрезмерное проплавление (затонувшие сварные швы) и подрезы (характеризующиеся насечкой в основном материале). Также важно, чтобы сварщики проверяли наличие трещин сварных швов, которые являются одними из наиболее распространенных дефектов сварки, возникающих при сварке.
9. Научитесь устранять неполадки: Быстро выявлять и устранять проблемы при сварке – это ключевой навык для начинающих сварщиков.Хорошие навыки поиска и устранения неисправностей не только помогают сократить время простоя, но также способствуют хорошему качеству сварки и производительности. Такие навыки также могут помочь снизить затраты, связанные с переделкой. Новые сварщики могут извлечь выгоду из того, что научатся правильно регулировать расход газа и / или определять утечки газа, чтобы устранить случаи пористости. Они также должны знать, как регулировать параметры силы тока и напряжения, если они сталкиваются с такими проблемами, как недостаточное проникновение, чрезмерное проникновение или подрезание.Выявление сварочных проблем, связанных с изношенными расходными материалами, также важно, поскольку плохая проводимость может привести к нестабильной дуге и разнообразным дефектам сварного шва.
10. Техническое обслуживание имеет значение: От источника питания до горелки GMAW или горелки GTAW и расходных материалов каждая часть сварочной системы требует технического обслуживания для обеспечения ее эффективной и действенной работы. Новые сварщики должны ознакомиться с надлежащими процедурами технического обслуживания – предпочтительно профилактическими – для того, чтобы играть активную роль в постоянном техническом обслуживании всей сварочной системы.Важна регулярная проверка затяжки соединений по всей длине пистолета или резака, а также визуальный осмотр расходных деталей передней части на предмет признаков износа. В случае пистолета GMAW сварщик должен заменить сопла или контактные наконечники, на которых скопились брызги, чтобы предотвратить такие проблемы, как недостаточное газовое покрытие или нестабильная дуга, которая может привести к дефектам сварки. Сварщики также должны регулярно проверять источник питания, первичную линию электропередачи, газовые баллоны и систему газораспределения, чтобы убедиться, что они работают должным образом.Им также необходимо заменить неисправные газовые регуляторы или кабели и шланги с признаками износа, трещин или повреждений.
Обучение начинающего сварщика – это нечто большее, чем просто показ ему или ей, как установить источник питания или держать пистолет или горелку под правильным углом. Лучший подход к обучению – это привить хорошие привычки, которые обеспечат безопасность и комфорт сварщика, а также предоставят знания для решения любых вопросов, от технического обслуживания до материалов. Время, необходимое для перехода от начинающего сварщика к опытному, конечно, потребует времени.Тем не менее, долгосрочные выгоды того стоят.
Научитесь сваривать сваркой – Modern Homesteading
В своей статье «Сварите сам … и заработайте несколько денег на загрузку» автор статьи Адриан Б. Деби дал читателям удивительно подробное объяснение основных инструментов и материалов, необходимых для изучения как сваривать и выполнять простую дуговую сварку. . . а также предложил несколько способов заработать на сварке и работе с металлом.
Те, кто читал статью, уже знают что такое и почему сварки; Теперь давайте перейдем к сути дела и узнаем, как сваривает дуговой сваркой.Да, хотя это правда, что специалисты по металлообработке тратят годы, оттачивая свои навыки до высокой степени технического мастерства, так же верно и то, что вы, как повседневный мастер, можете освоить все основные техники для дуги. сварка, которая вам может понадобиться всего за пару дней!
Предположим, вы прочитали статью Адриана и последовали его совету практически в точности. Вы купили себе хорошо зарекомендовавший себя 230-вольтный “жужжащий ящик” переменного тока и прочитали, а затем перечитали руководство оператора.. . вы собрали вместе все необходимое: шлем (и очки для ношения под ним, чтобы защитить глаза от искр и сколов даже при поднятой лицевой панели), перчатки-перчатки, тяжелую куртку из натурального волокна или кожи. и чепчик, и сапоги на резиновой подошве. . . и вы подготовили чистую, хорошо проветриваемую, сухую рабочую зону, оборудованную электроснабжением на 50 А, 230 В и огнетушителем класса ABC весом не менее 10 фунтов.
Пока мы это делаем, предположим, что вы также купили запас универсальных электродов из низкоуглеродистой стали E6011 или E6013; вероятно, несколько фунтов каждого стержня диаметром 1/8 дюйма и 5/32 дюйма для использования с металлом толщиной 1/8 дюйма или более будут всем, что вам сейчас понадобится.(Важно предотвратить поглощение влаги стержнями, поэтому держите их сухими в утилизированном холодильнике, оснащенном лампой на 150 ватт.)
Наконец, мы решим, что – чтобы завершить ваш инвентарь материалов – вы отправились в местного поставщика металлов и купил кучу плоского стального лома разной толщины (от 1/8 дюйма до 3/8 дюйма подойдет для практики) примерно по никель за фунт. (Когда вы закончите с материалом, вы сможете продать его обратно дилеру, чтобы возместить часть ваших затрат.)
Поместите кусок стальной пластины на рабочую поверхность и, поскольку вы будете практиковаться с металлом толщиной около 1/4 дюйма, поместите стержень 1/8 дюйма в пазы держателя электрода и установите свой ток машины примерно до 90 или 100. Подсоедините заземляющий кабель к заготовке, но убедитесь, что он расположен достаточно далеко, чтобы не мешать сварке. Или, если сталь находится на токопроводящей поверхности, например на угловом металлическом столе, просто зажать проволоку так, чтобы она была на к изделию.Затем, удерживая электрод подальше от любого металла, включите машину.
Теперь вы готовы зажигать дугу. Опустите защитную маску и предупредите окружающих, чтобы они ни на что не смотрели на яркий свет. ОК. Идите вперед и запустите дугу, удерживая стержень под углом примерно 20 градусов от вертикали и слегка поцарапав кончик электрода примерно на 2,5 см на свариваемой области, потянув стержень к себе и затем быстро подняв его кончик примерно на 1/4 дюймов над металлом.
Что должно случиться с , так это то, что в результате царапания защитного потока на конце электрода ток будет течь через стержень, перепрыгивать через зазор и образовывать чрезвычайно горячую (6500 градусов по Фаренгейту) электрическую дугу, которая плавится. как конец палочки, так и свариваемый металл. Из-за приводимых в движение магнитных сил расплавленный металл от электрода проходит по дуге и осаждается на стали, смешиваясь с этим металлом, образуя сварной шов.
К сожалению, то, что будет , случится в первые несколько раз, когда вы попытаетесь зажег дугу, так это то, что называется замораживанием: вы не поднимете кончик стержня достаточно быстро, и болтающаяся вещь будет прилипать и пытаться привариться металл. Хорошая сильная скрутка должна освободить электрод. . . но если это не сработает, выключите станок , освободите стержень из держателя и – после того, как он немного остынет – вытащите стержень из стали или постучите по нему молотком и начните заново.
Вероятно, вам придется пробовать снова и снова – замораживание может сводить с ума новичка, но рано или поздно у вас разовьется плавное движение запястья, похожее на зажигание спички, и вы внезапно удивляйтесь, почему вы когда-либо находили такой естественный процесс трудным.
Контроль электродов имеет решающее значение для хорошей сварки. Координация глаз и руки очень важна, потому что длина дуги, а также скорость, с которой движется электрод, помогают определить качество валика.Готовый сварной шов должен быть равномерно распределенным, однородным и даже привлекательным. Окончательное шлифование сглаживает металл до. . . идеальный стык.
Упражнение № 1: Укладка бусины
После того, как вы зажгли дугу – и постоянно можете держать стержень достаточно близко к поверхности металла, чтобы поддерживать контур – нагрев и поток расплавленного материала будут продолжаться до тех пор, пока стержень не будет израсходован. Но прежде чем вы сможете рассчитывать, что это действие будет работать, чтобы соединить два куска металла, вы должны научиться управлять процессом слияния потоков.. . до точки, где можно получить симметричный сварной шов с глубоким проникновением и сваркой .
Развитие координации глаз и руки может быть чем-то вроде обучения ходьбе по канату на роликовых коньках на ветру, потому что качество получаемого бусинки будет зависеть от того, насколько хорошо вы уравновешиваете [1] настройку силы тока, [2] длина дуги и [3] скорость, с которой вы перемещаете электрод (известная как скорость перемещения).
Требуемая установка силы тока будет зависеть в основном от толщины и типа свариваемого металла, а также от размера электрода, используемого для выполнения работы.(Руководство оператора, вероятно, будет включать в себя таблицу рекомендуемых размеров стержней для данной толщины металла.) А пока давайте остановимся на наших стальных стержнях 1/4 дюйма и 1/8 дюйма. . . в этом случае будет подходящим значение усилителя от 85 до 115. (Начните с настройки 90 ампер и увеличивайте или уменьшайте ее, наблюдая за результатами каждого бусинки.)
Теперь зажгите дугу (ваша лицевая маска опущена, верно?) И держите электрод так, чтобы он наклонялся к вам под углом 70 или 80 градусов к изделию.Начиная с самого дальнего от вас края, подтяните электрод к себе. Не пытайтесь пока делать какие-либо движения из стороны в сторону. . . просто потяните стержень назад по прямой линии, равномерно и устойчиво: не слишком быстро (скорость приведет к получению неглубокого и слишком узкого шва) и не слишком медленно (материал будет накапливаться и чрезмерно волноваться). Присмотревшись, вы сможете увидеть кратер, образующийся в металле в конце дуги; постарайтесь, чтобы поток материала в заднюю часть полости был плавным и постоянным.
Конечно, пока вы делаете все возможное, чтобы контролировать скорость движения, возникает еще одна сложность: ваш сварочный стержень плавится, и в результате длина вашей дуги становится больше. Поэтому, пока вы тянете электрод на себя, вы также должны постепенно подталкивать кончик вниз, чтобы компенсировать постоянно уменьшающуюся длину стержня. Как правило, старайтесь поддерживать расстояние дуги равным диаметру используемого электрода. Когда зазор правильный, вы услышите потрескивающий звук.. . но если дуга слишком длинная, вы услышите глухой дующий звук. Так что постарайтесь развить ухо, а также глаз и ощущение длины дуги.
По завершении прохода дайте свежему сварному шву остыть от раскаленного до черного, а затем с помощью молотка удалите тонкую внешнюю корку шлака. Внизу будет. . ну, что угодно, от неутешительной массы ямок и пузырей до привлекательного, равномерно распределенного, глубокого и прочного сварного шва. Идеальная полоса примерно в 1-1 / 2–2 раза больше диаметра электрода и равна длине используемого стержня.
Вы не можете рассчитывать на получение идеального экземпляра, пока не немного попрактикуетесь. . . Так что продолжайте, поэкспериментируйте с настройками усилителя, расстоянием дуги и скоростью движения – попробуйте свои силы в перемещении электрода из стороны в сторону, также делая резкие зигзагообразные или круговые движения – и проанализируйте внешний вид каждого шарика. Приложите честные усилия, чтобы быть худшим критиком самого себя, и вы сможете определить, что вы делаете неправильно, и исправить это. Вот несколько вещей, на которые стоит обратить внимание:
Карманы для шлака: черный, неметаллические отложения в сварном шве.Старайтесь, чтобы электрод двигался ровно. . . и держите штангу под углом ближе к перпендикуляру.
Поднутрение: неглубокая канавка вдоль одной или обеих сторон сварного шва. Обычно это происходит из-за слишком быстрого перемещения электрода. Немного сбавьте скорость.
Брызги: капель металла вокруг сварного шва. Это не серьезная проблема, но – если регулировка силы тока не решает ее – возможно, вы держите электрод слишком высоко.
Упражнение № 2: Стыковая сварка
Теперь, когда вы последовательно выполняете красивые сварные швы (ну, почти), вы готовы приступить к фактическому соединению двух металлических частей.Опять же, мы будем использовать сталь 1/4 дюйма (убедитесь, что свариваемые края квадратные) и стержень 1/8 дюйма. Если у вас есть две детали толщиной более 1/4 дюйма, скосите верхние края примерно под 45 градусов, чтобы обеспечить глубокое, проникающее соединение.
В любом случае расположите две стороны так, чтобы они почти, но не совсем соприкасались (для возможности расширения). . . и надежно зажмите их. Из-за огромного количества тепла, прикладываемого во время сварки, и напряжений, создаваемых колебаниями температуры вдоль шва по мере выполнения работы и последующего охлаждения, свежий сварной шов и любой прилегающий металл подвержены деформации, что может привести к скручиванию и растрескиванию стыка. материал электрода.Зажатие деталей – самый простой способ минимизировать воздействие этих сил, хотя «прихваточный» сварной шов – просто хорошая проникающая точка металла толщиной 1/4 дюйма – помещается на обоих концах соединения и используется в , добавлении к зажимы обеспечат надежное соединение.
Теперь установите на машине примерно 115 ампер и зажгите дугу. Начните сварку с верхней части пластин и потяните его к себе. . . но на этот раз держите штангу почти перпендикулярно и перемещайте палку из стороны в сторону по узкой Z-образной схеме.Если вы используете электрод E6011, который проникает немного глубже, чем E6013, вы также можете сохранить длину дуги несколько выше, чем согласно практическому правилу 1/8 дюйма. В конце прогона поднимите трубку примерно на 1/4 дюйма и ненадолго задержите ее, чтобы полость на последних полдюйма или около того заполнилась металлом.
Дать работе остыть минутку, затем стряхнуть шлак. В идеале у вас должен быть сварной шов, который проникает в шов как по горизонтали, так и по вертикали примерно на 1/8 дюйма.Поверхность свежего металла должна быть лишь слегка выпуклой.
Если вы довольны своими результатами, сгладьте работу ручной шлифовальной машинкой, чтобы придать ей вид, который вы хотели бы, например, для дровяной печи. С другой стороны, если сварной шов плохой, вы можете сломать его, скручивая детали в тисках, чтобы лучше рассмотреть свои усилия. Завершена ли сварка по всему шву? Есть ли карманы под шлак? Внимательно следите за недостатками в работе и практикуйте их исправление, даже если это требует использования процесса устранения, чтобы точно определить проблему.
Упражнение № 3: Тройник
Теперь вы готовы попытаться соединить горизонтальную стальную пластину толщиной 1/4 дюйма с вертикальной под перпендикуляром. Вы можете использовать зажимы и отрезок уголка, чтобы детали оставались на месте. . . или, что еще лучше, просто наложите небольшой прихваточный шов с обеих сторон каждого конца вертикальной пластины, чтобы удерживать элементы на месте.
Поскольку мы всего практикуем технику сварки тройником , стержня 1/8 дюйма должно быть достаточно. . . но поскольку здесь требуется больше присадочного материала, чем для простого стыкового соединения, электрод 5/32 дюйма (опять же, E6011 или E6013) будет даже лучше.При использовании палочки меньшего размера вам нужно будет снизить скорость передвижения, чтобы в суставе образовалось достаточно металла. . . но уменьшение скорости вызовет повышенный нагрев и, следовательно, большую вероятность деформации металла. Итак, если у вас есть электрод большего размера, вам подойдет 5/32 дюйма.
Настройте машину примерно на 130 ампер и зажгите дугу. Теперь возьмите стержень так, чтобы он делил пополам прямой угол, образованный двумя стальными деталями (другими словами, чтобы он находился под углом 45 градусов от вертикали), но наклонялся под углом примерно 80 градусов из угла, с которого вы собираетесь начать. сварной шов.Направьте наконечник электрода по направлению движения. . . направьте дугу прямо на стык двух пластин. . . и используйте поступательное, колебательное, круговое движение, чтобы подвести сварочный металл вверх и в шов. Работайте как можно более ровно и убедитесь, что у вас достаточно материала как в вертикальной, так и в горизонтальной плоскостях.
Когда сварной шов остынет, осмотрите шов. Скорее всего, после первых нескольких попыток вы увидите настоящий беспорядок.(Подрезы – это обычная проблема при сварке тройников … чтобы исправить это, попробуйте увеличить или уменьшить длину дуги, или уменьшить скорость хода или силу тока.) Обязательно разорвите сварной шов молотком, чтобы лучше оценить степень проплавления. ; если он недостаточно глубокий, попробуйте, попробуйте еще раз. В конце концов, у тебя все получится.
Это все, что нужно?
Ответ на этот вопрос – да и нет. Вы сможете справиться с большинством простых проектов, когда овладеете изложенными здесь основами и научитесь сварке на практике, но эти несколько страниц не могут рассказать вам все, что нужно изучить.Существуют десятки видов сварных швов, буквально сотни видов электродов и множество специальных процедур. Более того, ваш дуговой аппарат можно приспособить для резки металла, размораживания замерзших труб и даже пайки и пайки металлических труб, листов и т. Д.
Обучение сварке – это как научиться делать что угодно: лучший способ научиться сварке – это просто делать это. Сконцентрируйтесь на основах, пока вы действительно не добьетесь их совершенства. . . и если вы знаете кого-то, кто занимается сваркой, или имеете доступ к образованию для взрослых или какой-либо курс технической школы, вам обязательно пригодятся очные инструкции.
Ключ – практика. . . , и как только вы отточите свои навыки, вам даже могут заплатить, пока вы учитесь на собственном опыте. . . путем выполнения основных ремонтных работ или изготовления простых, но продаваемых предметов. В любом случае, добросовестный сварщик может зарабатывать деньги!
ПРИМЕЧАНИЕ РЕДАКТОРА: Несколько производителей составили несколько отличных публикаций, которые должны быть поучительными как для новичков, так и для опытных сварщиков. Чтобы получить каталог имеющихся книг и руководств с текущими ценами, напишите в John Deere Service Publications, Moline, IL.. . или в Lincoln Electric Company, Book Division, Cleveland, OH
Первоначально опубликовано: июль / август 1986 г.
Как сваривать чугун: полное руководство (с изображениями)
0Последнее обновление: 8 марта 2021 г.
Изображение предоставлено: CC0 Public Domain, Max Pixel
Это кошмар для любого владельца чугунного станка – расколоть или сломать жизненно важный литой компонент. Это может означать тысячи долларов на замену деталей или сотни долларов на наем специалиста по сварке чугуна.Можно выбрать любой вариант, но если вы знаете, как сваривать, и готовы осваивать новый навык, сварка самостоятельно может решить вашу проблему так же легко.
Чугун – один из самых сложных материалов для сварки. Неправильное движение может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, когда он внутренне слаб. Поэтому знание того, что вы делаете, как никогда важно. Следование набору рекомендаций должно гарантировать, что ваши сварные швы не имеют трещин и что внутренняя прочность достаточна, чтобы выдержать назначение компонента.
Определение типа чугуна
Первым шагом в этом виде сварки является определение типа чугуна. Существует множество типов, и большинство из них вам не захочется сваривать. Вот список их свариваемости:
Серый чугун: Сваривается с трудом.
Белый чугун: Почти несвариваемый.
Ковкий чугун: Сваривается, но редко, так как это длительный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка изменяет свойства металла, делая его бесполезным.
Лучший способ узнать, какой тип чугуна нуждается в сварке, – это проконсультироваться с руководством по продукту или связаться с производителем, если это не указано на материале. Свежие трещины в материале выглядят немного иначе, но если у вас нет опыта в их определении, стоит узнать об этом у производителя.
Серый чугун – это наиболее распространенный тип сварного чугуна, и это должен быть единственный чугун, который вы пытаетесь плавить, если у вас нет опыта в литье или сварке.Еще один хороший вариант – попросить кого-нибудь из опытных помощников.
Выберите процесс сварки
После того, как вы определили, что материал представляет собой серый чугун, следующим шагом будет выбор процесса его сварки. Вы можете сваривать чугун в любом процессе сварки при условии использования правильного присадочного материала и правильной процедуры сварки. Это в первую очередь основано на личных предпочтениях, но следует учитывать несколько факторов.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG.Брызги от MIG или электродной сварки могут излишне повредить несвариваемые части обработанной поверхности. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка – еще один вариант, часто используемый для сварки чугуна. Это хороший вариант минимизировать чрезмерный нагрев и охлаждение в процессе электросварки, и с его помощью легче поддерживать температуру компонентов.
Пайка – это не совсем сварка, поскольку она не расплавляет металл, как сварной шов.Однако это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать пайка, хорошо очищены, так как они не прилипают к грязному или ржавому железу.
Ручная сварка и сварка MIG – желательные варианты с подходящими расходными материалами. Использование неподходящего присадочного металла, скорее всего, вызовет растрескивание, поэтому убедитесь, что вы знаете, что это правильный выбор для сварки чугуна.
Изображение предоставлено: Летчик 1-го класса Дэвид Берналь Дель Агуа, база ВВС Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые позволяют правильно сваривать чугун.Большинство имеющихся в наличии, которые не были разработаны специально для чугуна, слишком быстро остывают и вызывают трещины от напряжения или не плавятся должным образом с чугуном.
Расходные материалы для электродов и проволоки
Высокое содержание никеля: это лучший тип электрода или проволоки, поскольку он мягкий и поддается механической обработке. Он не остывает слишком быстро и выглядит как чугун. Однако это самые дорогие расходные материалы и не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена, и при сварке она выглядит так же, как чугун.Он дает сварной шов, который поддается механической обработке, хотя он намного тверже, чем сварка с использованием 99% никеля. У него намного меньшая усадка сварного шва, чем у большинства железных прутков, что сводит к минимуму образование трещин.
Железо: этот тип стоит меньше и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, так как он имеет более высокие усадочные свойства. Он также не поддается механической обработке, поскольку он затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет так сильно свои свойства с расходными материалами из железа.Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать. Однако он используется для сварки чугуна и дает обрабатываемую поверхность.
Пайка бронзы: Вы можете паять ацетилен-кислородную пайку или использовать стержни с аппаратом для сварки TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, нуждающимися в соединении, не вызывая при этом растрескивания и изменения свойств чугуна.
Очистка и упрочнение сварных поверхностей
Как и в большинстве случаев сварки, чем чище поверхность, тем лучше будут сварные швы.Иногда в сварочном материале на протяжении всей отливки остаются пары или масло, и это может вызвать проблемы при сварке.
Использование сварочных материалов, таких как прутки из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточное количество сварного шва.
Упрочнение – это процесс постукивания по мягкому сварному шву по мере его охлаждения с помощью молотка с ударной головкой для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, поскольку в первую очередь трещины возникают из-за неравномерного или быстрого нагрева или охлаждения детали.Предварительный нагрев и медленное охлаждение вашего проекта – вот что самое важное.
Изображение предоставлено 6782865, Pixabay
Предварительный нагрев или холодная сварка?
Существует несколько разных мнений о том, следует ли сваривать горячую или холодную. Все согласны с тем, что предварительный нагрев – это хороший вариант, но некоторые люди считают, что сварки с минимальным нагревом также достаточно.
Необходимо использовать один из этих подходов, потому что в отличие от большинства металлов чугун хрупкий и имеет минимальную способность деформироваться при изгибе, расширении и сжатии.Тепло всегда оказывает деформирующее действие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и растрескивание.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, в результате чего весь компонент изменяется равномерно. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому крайне важно не подвергать компонент чрезмерному нагреву.
Считается, что холодная сварка чугуна без предварительного нагрева и с минимальным использованием тепла поможет в этом за счет снижения общей температуры.Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный сварной шов, чем горячая сварка без предварительного нагрева. Однако внутреннее напряжение все же возникает, что может проявиться позже в течение срока службы компонента, и в целом это дает более слабый сварной шов, чем надлежащий предварительный нагрев перед сваркой.
Опытные сварщики чугуна, которые регулярно ремонтируют или производят изделия из чугуна, всегда и только предварительно нагревают. Это лучший способ обеспечить прочность сварного шва изнутри, а не только отсутствие видимых трещин.
Остывать медленно
Одним из важнейших этапов сварки чугуна является процесс охлаждения. Ни в коем случае нельзя закаливать сварной шов чем-либо холодным, например водой или сжатым воздухом. Вместо этого, чем медленнее остывает весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так важен. Поместите сваренную деталь в песок или в теплую духовку, чтобы она остыла медленно и более равномерно, чем если бы она лежала на скамейке. Иногда добиться этого сложнее, и вы все равно можете произвести качественный сварной шов без чрезмерного увеличения времени охлаждения.Однако чем медленнее он остывает, тем лучше результат.
Заключение
Сварка чугуна – задача не из легких. Он требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Однако это металл, который обычно сваривают, и из него можно получить прочный компонент, который прослужит так же хорошо, как и литое изделие без сварных швов.
Обязательно выполните все необходимые шаги, и вы получите результаты, необходимые для вашего следующего проекта по производству чугуна.Если вы сделаете короткие разрезы, сварной шов, скорее всего, потрескается или станет слабым изнутри и может длиться недолго.
Мы надеемся, что вам понравится успешно сваривать чугун с помощью этого руководства. Не стесняйтесь оставлять нам свои комментарии ниже в нашем разделе комментариев.
Источники
Как обезопасить себя на работе
При работе или ремонте промышленного оборудования очень важно осознавать четыре самых серьезных риска, связанных с безопасностью при сварке.
К наиболее распространенным опасностям при сварке относятся:
- Ожоги
- Удар электрическим током
- Пары и газы
- Пожары и взрывы
- Взрыв сварщика . кожу от очень горячей сварочной дуги, и они могут даже проникнуть сквозь одежду.Эти ожоги, называемые мгновенными ожогами, приводят к немедленному и долгосрочному повреждению кожи, радиации и сильной боли.
- Если человек коснется токоведущего проводника, ток может протечь через тело к земле и вызвать электрический шок.
- Человек может получить опасность поражения электрическим током, если случайно руки или другая часть тела образуют перемычку между источником сварочного тока (например, сварочный электрод под напряжением) и возвратным током (например, заготовкой) сварочной цепи / оборудования.
- Повышенный электрический контакт с землей увеличивает риск поражения электрическим током.
- Небольшие удары могут удивить вас и заставить вас поскользнуться и упасть, возможно, с высоты.
- Полосы угловые
- Штучный электрод Lincoln Electric® Fleetweld® 35 (E6011)
- Пара колес диаметром 7 дюймов с болтами (колеса для газонокосилок)
- Бочка с жидкостью – ВАЖНО! Цилиндр должен представлять собой бочку для жидкости, которая закрыта с обеих сторон, но убедитесь, что она не содержит никаких ВОСПЛАМЕНЯЮЩИХСЯ ВЕЩЕСТВ. Вы можете приобрести его в нескольких местах, и некоторые производители могут предоставить вам его бесплатно.
- Кедровая доска 1 ″ x 4 ″ для стеллажей.
- 3 Петли стыковые 3 дюйма
- Ручка – стальная полоса 1 дюйм и деревянный дюбель 1 дюйм
- Рамка для каждой из длинных сторон должна быть выше рамки для коротких сторон. Ствол будет опираться на верхние части коротких боковых рам.
- Ножки одной из коротких боковых рам будут длиннее другой, хотя, если вы используете колеса газонокосилки, разница не будет слишком значительной. На одной стороне будут колеса, а другая будет опираться на землю.
- Все размеры коротких сторон будут зависеть от размера вашего ствола и высоты ваших колес.
Ожоги, возникающие при контакте металла с дугой, также приводят к выделению токсичных паров.
При вдыхании вы можете столкнуться с различными проблемами. Могут возникнуть краткосрочные проблемы, такие как головокружение и потеря сознания, и долгосрочные медицинские проблемы, такие как рак легких и неврологический распад.
Сварщики имеют высокую вероятность поражения электрическим током или поражения электрическим током из-за напряжения, с которым они часто работают.В некоторых случаях сварочные аппараты требуют 575 вольт, чего достаточно, чтобы вызвать ожоги кожи, паралич мышц и смерть.
Соблюдайте осторожность при обращении с этими сварочными дугами и аппаратами.
И, наконец – это может повлиять на имущество вокруг вас больше, чем на вас самих – искры от сварочных инструментов могут попасть на ближайшую одежду, бумагу и мебель и поджечь их. Будьте в курсе своего окружения!
Практически все травмы, с которыми сталкиваются сварщики, связаны с известными потенциальными опасностями, связанными с работой.Сварщики регулярно имеют дело с металлическими осколками, искрами и токсичными парами, что может привести к напряжению глаз, тепловому истощению, ударам, травмам спины и судорогам.
Если вы будете следовать надлежащим советам по технике безопасности при сварке, беспокоиться не о чем.
Первое правило – защищать глаза соответствующим головным убором. Обычных защитных очков недостаточно, когда вы имеете дело со сварочной дугой, и важно использовать различные типы доступных линз, козырьков и сварочных шлемов с повышенным уровнем безопасности, чтобы обеспечить видимость и защитить себя.
Правило номер два простое: надевайте качественные перчатки. Как сварщик, вы будете использовать всевозможные ручные инструменты и будете работать с высокой температурой. Типичные высококачественные перчатки со шнуровкой из кевлара обеспечивают дополнительную поддержку.
Третье правило – это то, что вы, надеюсь, усвоили на уроках естествознания много лет назад. Следите за своей одеждой! Искры могут легко обжечь кожу, но если ваша повседневная одежда загорится, это может привести к большему ущербу. Легкое решение – защитный кожаный фартук или пальто высшего класса.
Правило четвертое: пары могут быть настолько токсичными, что металл необходимо предварительно очистить и подготовить. Постарайтесь удалить верхние слои металла, чтобы избежать химических покрытий.
Когда вы находитесь под слоем защитного снаряжения и имеете дело с искрами и сварочной дугой, все становится жарко!
Пятое правило – уделять приоритетное внимание вентиляции и вентиляции в рабочих помещениях, чтобы охладить ваше тело, получить свежий воздух для дыхания и повысить безопасность. Паспорта безопасности также должны быть вывешены.
Остерегайтесь своего окружения! В США одобренные федеральным правительством правила по безопасному рабочему месту и окружающей среде можно найти в Интернете.
Правило номер шесть: при сварке старайтесь, чтобы в непосредственной близости ничто не воспламенялось и не перегружалось.
Номер семь – следовать инструкциям. Да, у сварки есть неограниченные возможности, но всегда важно читать руководства при работе с незнакомым оборудованием, а не просто экспериментировать!
И последнее, но не менее важное: восьмерка – это ожидание неожиданного.Подготовьтесь ко всему и постарайтесь пройти надлежащее обучение при ликвидации последствий стихийных бедствий и во время сварки. Примеры включают огнетушители и доступные пожарные лестницы.
Сварка – это сложный процесс. Лучше всего подойти к нему с грамотным, непредвзятым и позитивным подходом. Каждый успешный сварщик знает эти типы безопасности, чтобы избежать обычных травм, потенциальных опасностей и всех опасностей, связанных с этой профессией.
Weeklysafety.com раздает 10 бесплатных тем по безопасности, кредитная карта не требуется! Воспользуйтесь преимуществом и получите бесплатный набор тем встреч по безопасности сегодня, нажав кнопку ниже.
Членство в Weeklysafety.com по очень низкой цене, которая никогда не повышается, независимо от того, сколько у вас сотрудников и сколько интересных тем по безопасности вы используете. В ваше членство включены сотни тем по безопасности, которые вы можете использовать на совещаниях по вопросам безопасности, обсуждениях с инструментами и моментах безопасности.
Посетите наш веб-сайт, чтобы узнать больше обо всем, что связано с членством в Weeklysafety.com. Нажмите ниже, чтобы узнать больше сегодня!
Загрузите этот бесплатный отчет сегодня и получите вдохновение для улучшения своей программы безопасности на рабочем месте!
Электробезопасность: ответы по охране труда
Электрошок
Тело человека проводит электричество.Даже слабые токи могут вызвать серьезные последствия для здоровья. Спазмы, ожоги, паралич мышц или смерть могут произойти в зависимости от силы тока, протекающего по телу, его маршрута и продолжительности воздействия.
Национальный институт безопасности и гигиены труда (NIOSH) сообщает, что стандартные рабочие напряжения создают токи, проходящие через человеческое тело в миллиамперном (мА) диапазоне (1000 мА = 1 А). Расчетные эффекты переменного тока 60 Гц, проходящего через грудную клетку, показаны в таблице 1.
Расчетное влияние переменного тока 60 Гц | |
1 мА | Едва заметный Максимальный |
20 мА | Паралич дыхательной мускулатуры |
100 мА | Порог фибрилляции желудочков 000 |
15/20 А | Общий предохранитель или автоматический выключатель размыкает цепь * |
* Контакт с 2 Ток 0 миллиампер может быть фатальным.В качестве ориентира обычный домашний автоматический выключатель может быть рассчитан на 15, 20 или 30 ампер.
Завершение цепи через тело
Как сварить угольный гриль – Baker’s Gas & Welding Supplies, Inc.
Если вы ищете простой и функциональный сварочный проект, который идеально подходит для начинающих, одним из наиболее распространенных способов начать работу является создание собственной сварочной тележки. После того, как вы закончите со сварочной тележкой, естественным следующим шагом станет сварка собственного угольного гриля.Гриль имеет структуру, аналогичную сварочной тележке, и если у вас остались какие-то материалы, вы можете использовать их для своего гриля. Лучше всего то, что для гриля не требуются дорогие материалы, его можно сварить простым сварочным аппаратом, и он будет чрезвычайно полезен, когда вы закончите с ним.
Следующие ниже планы были адаптированы из первоначального проекта на предприятии Lincoln Electric в Канаде. Помните, что эти планы легко адаптировать к потребностям вашего собственного проекта. Эти планы могут служить общим ориентиром для ваших собственных планов.
Для начала вам нужно подобрать необходимые материалы. На веб-сайте Lincoln перечислены следующие товары:
Решетка должна быть примерно по пояс. Когда вы заберете материалы, может быть полезно проверить высоту решеток в строительном магазине. Если у вас нет резака, вы можете взять комплект резака или позаимствовать его у друга, так как это значительно упростит резку ствола для этого проекта. Простая лобзик или отрезная пила выполнят работу с угловыми металлическими деталями, если вы отмеряете их в соответствии с вашими планами.
Хотя Lincoln не предоставляет точных измерений для этого проекта, вот несколько общих рекомендаций, о которых следует помнить:
После того, как вы измерили, разрезали и сварили раму, вы собираетесь поместить ствол в раму, чтобы убедиться, что он подходит правильно, и начать измерения, чтобы разрезать ствол. Кроме того, если у вас есть носик сбоку от ствола, убедитесь, что он расположен выше. Вы же не хотите, чтобы уголь выпадал! Вы можете прикрепить к этому патрубку простой L-образный дымоход, чтобы дым отводил от вас, пока вы готовите.
Используя резак или мощную пилу, вы собираетесь вырезать L-образный участок ствола так, чтобы он выглядел сбоку как Pac-Man. Убедитесь, что это чистый разрез, так как вы собираетесь прикрепить вырезанную часть скобами, чтобы она могла служить прикрытием. Lincoln рекомендует прикреплять скобы после того, как вы сделаете первый надрез. Не забудьте отпилить металлические края после того, как закончите резку.
Отделка рамыПосле того, как вы обмеряли и установили ствол, завершите раму, добавив колеса и построив кедровую полку.Для колес требуется только пилотное отверстие, через которое может пройти болт каждого колеса. Убедитесь, что решетка выровнена после установки колес.
Когда вы создаете деревянную полку, вы можете использовать угловое железо, чтобы построить каркас, в который может опираться дерево. Когда пришло время прикрепить каркас полки к основному каркасу гриля, вы можете использовать зажимы и кусок металлического уголка, чтобы создать временный выступ, на который может опираться каркас полки.
После того, как полка будет надежно закреплена на месте, просверлите отверстия в уголке на дне и прикрутите древесину к уголку.Хотя эти планы от Lincoln показывают полку, огибающую переднюю часть решетки, вы также можете просто создать простую боковую полку.
Обработка гриляПосле того, как вы прикрепите решетку к раме, вам нужно добавить ручку с деревянной частью, которую вы можете взять, не обжечься. После этого поместите кусок расширенной нержавеющей стали ко дну бочки для улавливания древесного угля. Поверхность для приготовления пищи может быть изготовлена по индивидуальному заказу из нержавеющей стали, или вы можете купить что-нибудь в местном хозяйственном магазине.
Наконец, зашлифуйте все грубые сварные швы и покрасьте решетку. Как только краска высохнет, вы сможете звать друзей на ужин!
Найдите другие сварочные проекты на сайте Baker’s Gas and Welding.
Найдите лучшие сварочные материалы для своего магазина в руководстве Baker’s Buying Guide
.Сопутствующие товары
Lincoln – Электрод-стержень Fleetweld 180 E6011 5/32 50 фунтов.
Артикул: LINED010114
Узнать больше
Miller Multimatic 215 All-in-One Многопроцессорный сварочный аппарат
Артикул: MIL907693
Узнать больше
Smith SC175 Ручной резак для тяжелых условий эксплуатации – 75 град.Головка – 17 ″
Артикул: SMISC175
Узнать больше
Makita 5007F 7-1 / 4 ″ Циркулярная пила
Артикул: MAK2333664
Узнать больше
Сообщение «Сварочный проект для начинающих: как сварить угольный гриль» впервые появилось на сайте Weld My World.
Сварочный стержень DIY | Марка:
В Maker ether есть множество статей и инструкций для самодельных сварщиков, от сверхпростых, глупых и чрезвычайно эффективных (три автомобильные батареи, соединенные последовательно) до высокотехнологичных и модных (аппараты TIG). от микроволновых битов, кислородно-водородных горелок от разветвленной воды и сантехники).Имея всю имеющуюся информацию, можно с уверенностью сказать, что опытные производители будут искусно плавить металл, даже если в сварочной отрасли постигнет странно конкретная, исключительно жестокая катастрофа. Если цивилизация и цепочки поставок рухнут, заборы от зомби все равно будут построены, а Громовой купол будет прочным и сделанным из стали.
Однако все сварщики, которых я видел своими руками, предполагают, что у вас есть доступ к сварочному стержню. Для менее осведомленных о сварке (посмотрите, что я там сделал?) Хороший прочный сварной шов включает в себя нечто большее, чем плавление и сплавление металлов – зона сварки должна быть свободна от кислорода, иначе нормальное окисление металлов приводит к ржавчине, патинам и т. Д. и обесцвечивание происходит с головокружительно быстрой скоростью, ускоряемой, как и многие химические реакции, высокой температурой.Это не только эстетическая проблема – окисление происходит внутри сварного шва, поэтому вместо прочного металлического соединения вы получаете хрупкую пену. Удаление кислорода обычно достигается за счет заполнения зоны сварного шва инертным газом – регулируемым сжатым газом из отдельного резервуара в случае сварки MIG и TIG, газом, создаваемым из испаряющегося флюса при кислородно-топливной, стержневой сварке и сварке с сердечником из флюса. Стандартный пруток для дуговой сварки с покрытием – это обычное дело сварки, используемое для сохранения единства мира. Они повсеместны.Вы можете получить их везде. Пока ты не сможешь.
Даже самый лучший сварочный аппарат своими руками бесполезен без сварочного стержня. Я провел кучу исследований, гуглил и просматривал все более отрывочные форумы, начиная от обычных DIY и заканчивая сверхъестественными выживальщиками. Тонны интересной информации по всем вообразимым темам, но, насколько я могу судить, похоже, что никто никогда не делал свои собственные сварочные стержни и не документировал их в Интернете. Здесь устранен незначительный, но потенциально важный пробел в мире DIY.
Моим первым шагом, как это часто бывает, стал поиск патентов. Патенты закладывают важнейшее ядро технологии, элементы, которые делают это конкретное изобретение уникальным, новым и патентоспособным. Часто процесс, связанный с созданием вещи, также описывается, защищая права изобретателя как на средства, так и на цели. Это сохраняет работу патентных поверенных и дает возможность писателям СДЕЛАТЬ пошаговые инструкции, чтобы их обмануть.
После небольшого поиска я откопал патент «Электрод для дуговой сварки», поданный Рубеном Стэнли Смитом, жителем Милуоки, штат Висконсин, в 1918 году.(Г-н Смит был плодовитым изобретателем, выдавшим 45 патентов на насосы, производственные процессы и сварочное оборудование. Более подробную информацию о нем можно найти здесь.)
Обычно стальной стержень оборачивают целлюлозой (бумагой), пропитанной силикатом натрия. Обертка гофрирована, чтобы поддерживать плотный контакт со стержнем. Затем электроды просушиваются (я использовал тостер – стержневую печь, или некоторое время на солнце тоже подойдет.)
Стержень является электродом и наполнителем, обертка из бумаги / силиката натрия выбрасывает защитный газ при сгорании и обеспечивает путь для плазмы, направляющей дугу.Пруток не оставляет защитного керамического шлака, как современные сварочные прутки, но, как г-н Смит заявляет в патенте: «Я также обнаружил, что покрытие шлака, полученное с помощью известных покрытых электродов, не является существенным для производство в высшей степени удовлетворительной работы ».