2620В горизонтально-расточный станокСхемы, описание, характеристики – Домашний уют
Главный привод вращения шпинделя и планшайбы осуществляется от двухскоростного асинхронного двигателя через зубчатый редуктор. Для быстрой остановки и при управлении установочным поворотом используется динамическое торможение.
Привод подачи и установочных перемещений подвижных органов осуществляется от двигателя постоянного тока, работающего по схеме генератор-двигатель (Г-Д) с ламповым усилителем. В качестве генератора используется ЭМУ. Задание на скорость подаётся от независимого источника тока напряжением Uзад = 0,3 -120 В. Для измерения фактической скорости на валу двигателя установлен тахогенератор ПТ-1. Сравнение фактической скорости с заданной производится вычитанием из величины напряжения независимого источника величины напряжения тахогенератора. Полученная разность, пропорциональная отклонению фактической скорости от заданной, подаётся на вход лампового усилителя, к выходу которого подключены две обмотки ЭМУ. Схема управления обеспечивает диапазон регулирования скоростей двигателя подачи 1 — 800, с учётом ослабления потока 1 — 1800. Управление приводом подачи и выбор подвижных органов осуществляется релейно-контакторной схемой управления. Подключение подвижных органов к двигателю подач производится электромагнитными муфтами.
Схема управления обеспечивает диапазон регулирования скоростей двигателя подачи 1 — 800, с учётом ослабления потока 1 — 1800. Управление приводом подачи и выбор подвижных органов осуществляется релейно-контакторной схемой управления. Подключение подвижных органов к двигателю подач производится электромагнитными муфтами.
Данное руководство по эксплуатации «Паспорт станка 2620А» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации горизонтально-расточного станка 2620А.
Скачать паспорт горизонтально-расточного станка 2620А в хорошем качестве можно по ссылке расположенной ниже.
Главной особенностью координатно-расточных станков (рис. 3) является высокая точность обработки деталей.
Рисунок 3. Координатно-расточной станок.
Достигается повышенная точность обработки благодаря применению различных высокоточных механизмов расчета координат, по которым осуществляется движение резца. Есть несколько основных способов расчета координат, внедряемых на координатно-расточные станки:
- индуктивный;
- механический;
- оптико-механический;
- электронный.
Шпиндель на станках этой подгруппы располагается вертикально. Но иногда встречаются модели с горизонтальным расположением шпинделя. Шпиндельная головка, помимо изменения скорости и направления вращения, также осуществляет рабочую подачу, увеличивая или уменьшая глубину проникновения резца в деталь.
Стол имеет две степени свободы. Закрепленная на столе деталь способна перемещаться в продольном и поперечном направлении. При этом величина этих перемещений с высокой точность контролируется координатной системой.
Также на координатно-расточных станках, помимо выполнения всего спектра операций, характерных для станков расточной группы, выполняются разметочные операции.
Универсальный горизонтально-расточный станок модели 2620В
Станки сверлильно-расточной группы
ТЕМА УРОКА «Типажи расточных станков»
ПЛАН УРОКА:
1 Назначение, область применения расточных станков
2 Универсальный горизонтально-расточный станок модели 2620В
3 Алмазно-расточные станки
4 Координатно-расточные станки
ЗАДАНИЕ НА ДОМ: 1. с.186-192.
ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ.
Назначение, область применения расточных станков
Расточные станки предназначены для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных и горизонтальных плоских и фасонных поверхностей набором фрез или резцом, нарезания резьб и других операции при обработке корпусных деталей в мелкосерийном и серийном производстве. Иногда на расточных станках можно произвести окончательную обработку заготовки корпусной детали без переустановки её на другие станки.![]()
Рисунок 1 – Схемы обработки отверстий на расточных станках
Отличительной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, совершающего движение осевой подачи. В отверстие шпинделя закрепляется режущий инструмент – борштанга с резцом, сверло, зенкер, развёртка, фреза и др.
Перемещения, обеспечивающие установку шпинделя в заданное положение и движение подачи сообщаются различным узлам расточных станков в зависимости от назначения, компоновки, размеров станка, а так же характера операции.
В зависимости от характера операций, назначения и конструктивных особенностей расточные станки подразделяют на универсальные и специальные
.
Универсальные станки делят на горизонтально-расточные
и
алмазно-расточные
(отделочно-расточные) и
координатно-расточные
.
Для расточных станков наиболее существенными параметрами, определяющими основные данные станка, являются диаметр расточного шпинделя и размеры поворотного стола
Выпускают горизонтально-расточные станки с диаметром шпинделя 80 — 32 мм и с рабочим размером поворотных столов от 800 — 900 до 1600 — 1800 мм.
Таблица 1 – Модели расточных станков.
| Горизонтально-расточные 2М6142620В2622В26 36Г 2637Г 2651Ф2 2Б660Ф2 2А680Ф2 Координатно-расточные Вертикальные одностоечные26412В440А2Д450АВертикальные двухстоечные2455АФ22В460А2В470АГоризонтальные2459Горизонтально-расточные2М6142620В2622В2636Г2637Г2651Ф22Б660Ф22А680Ф2 Алмазно-расточные Вертикальные278Л2А78Н2777В(1-4 шп.)2779В (1-8 шп.)Горизонтальные (односторонние)2703В2705В2711В2713Вдвухсторонние2704В2706В2712В2714В | Диаметр выдвижного шпинделя 80 90 110 125 160 200 220 320 Размер рабочей поверхности стола320 х 560400 х 710630 х 1120630 х 3001000 х 16001400 х 2200100 х 1250Диаметр выдвижного шпинделя8090110125160200220320Диаметр растачиваемого отверстия1652002503506525025025065250250250 |
Рисунок 2 – Схема работы горизонтально-расточного станка
Универсальный горизонтально-расточный станок модели 2620В
Универсальный горизонтально-расточный станок с ручным управлением. Станок предназначен для обработки заготовок больших размеров и массы. Станок (рис. 3) имеет неподвижную переднюю стойку 3, установленную на основании 11. На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка 7 с расточным шпинделем 6 и планшайбой 5.
Станок предназначен для обработки заготовок больших размеров и массы. Станок (рис. 3) имеет неподвижную переднюю стойку 3, установленную на основании 11. На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка 7 с расточным шпинделем 6 и планшайбой 5.
Рисунок 3 – Универсальный горизонтально-расточный станок:
1,3 – стойки; 2 – люнет; 4 – суппорт; 5 – планшайба; 6 – шпиндель; 7 – шпиндельная бабка; 8 – пульт; 9 – стол; 10 – салазки; 11 –основание.
На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка 7 с расточным шпинделем 6 и планшайбой 5. На направляющих основания расположены салазки 10, а на них стол 9, который может перемещаться в продольном и поперечном направлениях относительно оси шпинделя и совершать круговое движение. На основании установлена задняя стойка 1 с люнетом 2, предназначенным для дополнительной опоры конца борштанги при растачивании длинных отверстий. На планшайбе в радиальных направляющих смонтирован суппорт 4, обеспечивающий обработку резцом плоских поверхностей и выточек. Управление станком осуществляется с пульта 8. Координаты перемещения шпиндельной бабки, люнета, задней стойки и стола отсчитываются по лимбам или с помощью навесных оптических устройств (с точностью до 0,01 мм).
Управление станком осуществляется с пульта 8. Координаты перемещения шпиндельной бабки, люнета, задней стойки и стола отсчитываются по лимбам или с помощью навесных оптических устройств (с точностью до 0,01 мм).
Кинематическая схема станка
приведена на рис. 4.
Рисунок 4 – Кинематическая схема станка 2620В
Главное движение
— вращение — шпиндель и планшайба получают от двухскоростного электродвигателя M1, соединенного через муфту с валом I. Вал II через зубчатые колеса 26/64 (18/72 или 22/68) и далее вал III через зубчатые колеса 19/60 или 44/35 получают движение от вала I. Зубчатые колеса 19/61 передают вращение от вала III валу IV, от которого через зубчатые колеса 30/86 (или 74/41 в зависимости от положения муфты 1 двухстороннего действия) получает вращение шпиндель (вал VI). Минимальная частота вращения шпинделя
n min = мин -1
Вращение планшайбы происходит при включенной муфте 2, соединяющей зубчатое колесо z = 21 с валом IV. В этом случае минимальная частота вращения планшайбы
В этом случае минимальная частота вращения планшайбы
n min = мин -1
Кинематика привода шпинделя обеспечивает 36 ступеней частот вращения, но поскольку 13 из них совпадают по значениям, то шпиндель имеет 23 различные частоты вращения, а планшайба — 15.
Вал V выполнен в виде трубы, вращаемой на подшипниках, внутри которой проходит шпиндель VI. Последний получает вращение от вала V и имеет осевое перемещение от гайки ходового винта 20×3.
Осевое движение подачи
шпинделя производится ходовым винтом, получающим вращение от регулируемого электродвигателя М2 постоянного тока через зубчатые колеса 16/77, муфту 8, вал VII, конические зубчатые колеса 45/36 реверсивного механизма, вал VIII, червячную передачу 4/29, зубчатые колеса 35/37 (через муфту 4), зубчатые колеса 21/48 и 40/35. Положение муфты 8 контролируется конечным выключателем Вк.
Уравнение баланса кинематической цепи движения подачи вдоль оси шпинделя имеет вид
где п2 = 1500 мин-1.
Радиальное движение подачи
расточного суппорта планшайбы происходит от вала VII через конические колеса 45/36 (при включенной муфте 10), червячную передачу 4/29 (при включенной муфте 5), зубчатые колеса 64/50, планетарную передачу с колесами 16/32, 16/23 и далее через цилиндрические колеса 35/100/23, конические колеса 17/17 и червячно-реечную передачу с шагом 16 мм, перемещающую суппорт планшайбы. Планетарная передача обеспечивает необходимую связь радиального перемещения суппорта с вращением планшайбы. С этой целью на планшайбе свободно установлено зубчатое колесо z = 100, получающее вращение от колеса z = 35, смонтированного на левом ведомом валу планетарной передачи. Ведущими звеньями этой передачи являются корпус (водило) и зубчатое колесо z
= 16.
Продольное
движение подачи стола осуществляется от вала VII через зубчатые колеса 26/65 (при включенной муфте 9), 16/ 40 и ходовой винт 10×2. Ручная подача осуществляется от рукоятки 12.
Поперечное движение подачи стола
производится от вала VII через конические колеса 45/36/45 (для изменения направления движения стола служит муфта 10), зубчатые колеса 22/14/37, конические колеса 22/33, ходовой винт 8×1. Ручное движение подачи происходит от рукоятки 13.
Вертикальное движение подачи шпиндельной бабки
осуществляется от вала VII через реверсивный механизм с зубчатыми колесами (муфту 7) 42/40, конические колеса 15/80, ходовой винт 8×2. Ручное движение подачи выполняется с помощью рукоятки 11. Одновременно в стойке может вертикально перемещаться люнет, получающий движение от вала IX через зубчатые колеса 22/44, конические зубчатые колеса 17/34 и ходовой винт 6×2.
Для ручного перемещения стойки
служит рукоятка 15. Быстрые осевые перемещения шпинделя происходят вручную от маховика 6 при включении муфт 3 и 4. Поворот стола может быть осуществлен от электродвигателя МЗ через клиноременную передачу, червячную передачу 2/35, зубчатые колеса z = 13 и z = 188 (с внутренним зацеплением). Вручную стол поворачивают рукояткой 14.
Вручную стол поворачивают рукояткой 14.
Для того чтобы нарезать резьбу резцом, закрепленным на расточном шпинделе, требуется сообщить ему осевое перемещение за один оборот, равное шагу нарезаемой резьбы, При этом движение от шпинделя передается на вал IV, далее зубчатым колесам 67/94, сменным колесам а, Ь, с, d, коническим колесам 18/36, червячной передаче 4/29 и далее по цепи осевого движения подачи шпинделя. Для ручного регулирования положения люнета задней стойки предусмотрена червячная передача, работающая от рукоятки 16.
Расточной станок 2620 технические характеристики
Сведения о производителе горизонтально-расточного станка 2620В
Производителем горизонтально-расточных станков моделей 2620В Ивановский завод тяжелого станкостроения, основанный в 1953 году.
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
2620В станок горизонтально-расточный универсальный. Назначение и область применения
Начало серийного производства станка 1973 год. В настоящее время станок не производится.
Станок универсальный горизонтально-расточный 2620В предназначен для обработки корпусных деталей из черных и цветных металлов, имеющих точные отверстия, связанные между собой точными межосевыми расстояниями.
Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 3000 кг.
На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом, фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом при продольном движении стола.
Особенности конструкции станка 2620В
Станок модели 2620В предназначен для обработки корпусных деталей, имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом. На станке можно производить сверление, зенкерование, растачивание и развертывание отверстий, связанных между собой точными координатами, обтачивание торцов, протачивание канавок и выступов радиальным суппортом при подаче стола, а также непрерывным фрезерованием с обходом по прямолинейному контуру при помощи переключателя на пульте управления. Станок характеризуется повышенной жесткостью и виброустойчивостыо шпиндельной системы. Выдвижной расточной шпиндель с твердой азотированной поверхностью перемещается в стальных закаленных направляющих втулках большой длины, что повышает его жесткость, виброустойчивость и обеспечивает длительное сохранение точности. Шпиндель смонтирован на прецизионных подшипниках качения. Скорость шпинделя переключается однорукояточным селективным механизмом со специальным устройством, автоматически защищающим торцы зубьев от износа во время переключения.
Горизонтально-расточной станок 2620А
Горизонтально-расточной станок 2620А предназначен для обработки корпусных деталей, имеющих точные отверстия, связанные между собой точными расстояниями.
Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 2000 кг.
На этом станке можно производить: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом, фрезерование торцевыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом при продольном движении стола.
В связи с тем, что станок может применяться в различных отраслях промышленности на всевозможных операциях, для обработки различных материалов, обслуживание станка следует осуществлять с учетом специфики их эксплуатации.
Правила эксплуатации
При работе на горизонтально-фрезерном станке нужно соблюдать паспортные режимы и правила техники безопасности. Операторы станков пренебрегают этими правилами, а это представляет большую опасность для окружающих и работоспособности оборудования.
Операторы станков пренебрегают этими правилами, а это представляет большую опасность для окружающих и работоспособности оборудования.
Чтобы станок служил долго и исправно, нужно изучить его предельные характеристики. Их ни в коем случае нельзя превышать, так как это чревато не только порчей оборудования, но и травмой оператора. Сломанный инструмент из-за нарушения режимов резания может искалечить работающего на нем человека. Запрещено работать на станке без индивидуальных средств защиты и защитных экранов.
Конструкция радиальных сверлильных станков
Каждый станок радиально-сверлильной группы состоит из:
- жесткого основания,
- цилиндрических колонн (внутренней и внешней),
- траверсы (хобота),
- сверлильной головки (шпиндельной бабки),
- электрического и гидравлического оборудования управления.
Основные узлы 1 Основание 2 тумба 3 э/д насоса гидравлики 4 колонна 5 резервуар подъема опускания руки и зажима колонны 6 э/д шпинделя 7 э/д подъема/опускания руки 8 винт подъема/опускания руки 9 Шпиндельная бабка 10 рука
Кинематика
Главные движения при сверлильных операциях — вращение и перемещение пиноли шпинделя станка. Кинематические цепочки, выполняющие эти движения, снабжены элементами управления, позволяющими задавать инструменту необходимую скорость вращения и подачу.
Кинематические цепочки, выполняющие эти движения, снабжены элементами управления, позволяющими задавать инструменту необходимую скорость вращения и подачу.
- поворот подвижной колонны радиально-сверлильного станка,
- вертикальное перемещение консоли (траверсы),
- фиксация траверсы на колонне на операционной высоте,
- фиксация шпиндельной головки на траверсе,
- переключение скоростей шпинделя и подач пиноли.
При обработке деталей на радиальных сверлильных станках координаты центра отверстия и оси инструмента совмещаются передвижением сверлильной головки относительно неподвижной заготовки в полярной системе координат. Эта система характеризуется двумя параметрами: углом поворота траверсы и радиусом положения на ней шпиндельной головки.
Обработка отверстий под углом возможна только при установке под углом самой заготовки с помощью специальной оснастки и приспособлений.
Радиально-сверлильный станок Z30132
Станина с рабочим столом
Станина станка, совмещенная с рабочим основанием (столом), как правило, отлита из серого чугуна. Она предназначена для фиксации всего станка на фундаменте, установки цоколя колонны с траверсой и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов рабочего основания.
Она предназначена для фиксации всего станка на фундаменте, установки цоколя колонны с траверсой и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов рабочего основания.
Заготовку небольших габаритов можно устанавливать на приставном коробчатом столе, либо непосредственно закреплять на специально обработанной поверхности основания (рабочем столе). Крепление заготовки вне рабочей поверхности стола применяется редко, т.к. вносит дополнительную погрешность в точность обработки изделия.
Поворотная колонна
Колонна установлена вертикально на станине станка и поворачивается вокруг своей оси относительно неподвижной внутренней стойки на роликовых подшипниках. Траверса закреплена на колонне.
В верхней части колонны монтируется механизм подъема/опускания траверсы, приводимый в движение от электродвигателя.
Траверса (консоль)
Консоль (рука или хобот) радиально-сверлильного станка смонтирована непосредственно на колонне; она имеет отдельный электропривод, перемещается вверх-вниз, а также вращается вокруг вертикальной оси вместе с опорной колонной. Вращение, в зависимости от модели станка, может происходить как вручную, так и с помощью электрического привода.
Вращение, в зависимости от модели станка, может происходить как вручную, так и с помощью электрического привода.
На направляющие консольной траверсы устанавливается сверлильная бабка с рабочим шпинделем. В соответствии с высотой заготовки траверса может быть опущена или поднята. В нише, расположенной с обратной стороны рукава, монтируется электрооборудование, элементы гидравлики.
Шпиндельная головка
Сверлильная головка (шпиндельная бабка), смонтированная на траверсе, конструктивно представляет собой отдельный силовой агрегат, имеющий коробки подач, скоростей, а также механизмы установки глубины сверления.
В радиально-сверлильных станках шпиндель служит для фиксации обрабатывающего инструмента и передачи ему вращающего момента и линейной подачи.
Инструмент вставляется во внутренний конус пиноли (конус Морзе № 4-6 или метрический конус, в зависимости от модели), а затем координатно ориентируется относительно обрабатываемой детали путем поворота консоли и перемещения вдоль нее шпиндельной бабки.
Для удобства оператора все управление станка расположено на сверлильной головке:
- многофункциональный штурвал перемещения шпиндельной бабки и пиноли шпинделя;
- кнопки управления зажимом/разжимом узлов, включением/выключением вращения шпинделя, аварийного останова, включения освещения рабочей зоны;
- рукоятки выбора скорости вращения, подачи шпинделя, направления вращения шпинделя, переключения ручной и автоматической подачи.
| Радиально-сверлильный станок z3050 |
Коробка подач располагается между шпинделем и электродвигателем шпинделя; вращение от электродвигателя передается через зубчатые зацепления и фрикционные соединительные муфты. Фрикционная муфта позволяет выполнить быстрый реверс при нарезании резьбы, отключение подачи при достижении необходимой глубины сверления и предохранить коробку скоростей от перегрузок.
Головка может перемещаться по направляющим консоли в ручном режиме. Она фиксируется перед выполнением операции сверления в нужном положении при помощи специального зажимного механизма, управляемого отдельной кнопкой.
Поскольку шпиндель смонтирован в выдвижной пиноли, это позволяет сверлить отверстия различной глубины, не перемещая траверсу.
Фиксация поворотной колонны, равно как и зажим/разжим шпиндельной головки на направляющих траверсы, происходит при помощи гидравлических механизмов, управляемых кнопками пульта.
Система подачи СОЖ
Бак СОЖ и насосная установка подачи СОЖ к инструменту также находятся в технологических полостях задней части станка. Выключатель расположен в цоколе колонны. Обратно СОЖ сливается самотеком.
Технологическое оборудование машиностроительных производств
СТАНКИ СВЕРЛ ИЛ ЬНО-РАСТОЧНОЙ ГРУППЫ С ЧПУ
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / Назначение, классификация и конструктивные особенности сверлильных и расточных станков с ЧПУ. Эти станки предназначены …
Повышение эффективности производства
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел. /email +38 050 4571330 / Развитие производства во многом определяется техническим прогрессом машиностроения. Увеличение выпуска продукции машиностроения осуществляется за …
/email +38 050 4571330 / Развитие производства во многом определяется техническим прогрессом машиностроения. Увеличение выпуска продукции машиностроения осуществляется за …
Горизонтально-расточные станки 2620 в России
- Главная
- Продажа
- Расточное оборудование
- Горизонтально-расточной станок 2620
Вы можете очень быстро сравнить цены горизонтально-расточного станка 2620 и подобрать оптимальные варианты из более чем 83040 предложений
горизонтально-расточной станок 2620 (2а620)
Состояние: Б/У Год выпуска: 2007 Производитель: горизонтально-расточной станок 2620 (2а620) (Россия)
горизонтально-расточной станок 2620 (2а620)
15.12.2022 Санкт-Петербург (Россия)
горизонтально-расточной (горизонтальный, расточной) станок 2620
Состояние: Б/У Год выпуска: 1973
Продается (продаю, продам, продажа)б/у горизонтально-расточной (горизонтальный, расточной) станок 2620 (аналог 2А620, 2620Б, 2620В)Производитель: Ленинградский станкостроительный завод им.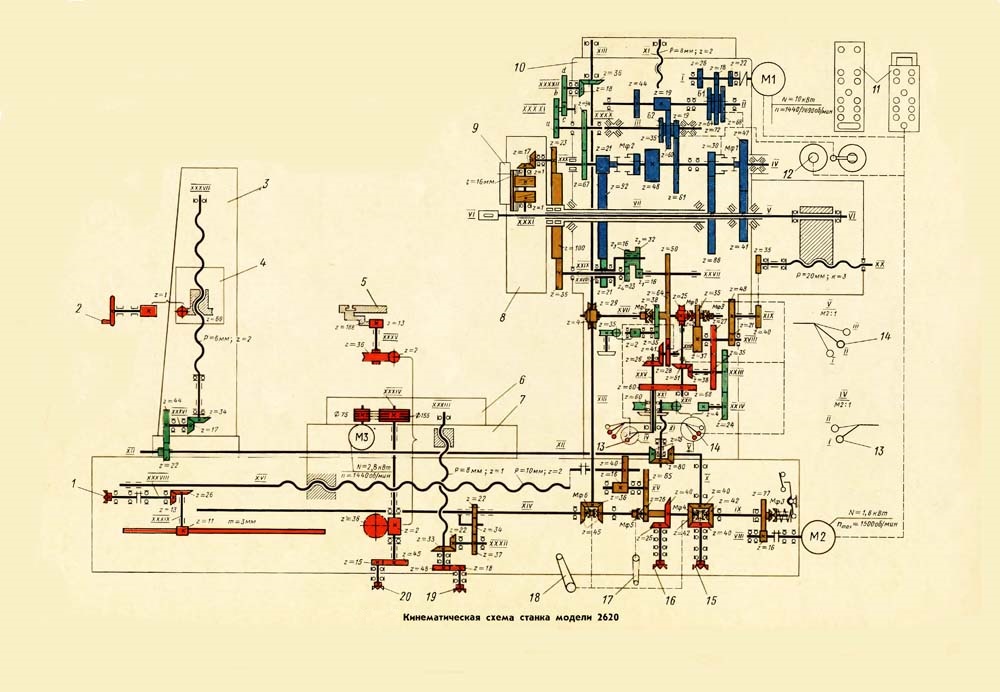
19.01.2023 Таганрог (Россия)
горизонтально-расточной станок 2620
Состояние: Б/У Год выпуска: 1974
Продается (продаю, продам, продажа) б/у горизонтально-расточной станок 2620 (аналог 2А620).Технические характеристики:Диаметр шпинделя мм. 90 Внутренний конус шпинделя Морзе №5 Размеры рабочей…
19.01.2023 Таганрог (Россия)
горизонтально-расточной станок 2620
Состояние: Б/У Год выпуска: 2007 Производитель: горизонтально-расточной станок 2620 (Россия)
горизонтально-расточной станок 2620в(2а620,2620,2620А, 2а620а, 2а620в,2622,2а622)
15.12.2022 Санкт-Петербург (Россия)
горизонтально-расточной станок 2620
Состояние: Б/У Год выпуска: 2007 Производитель: горизонтально-расточной станок 2620 (Россия)
горизонтально-расточной станок 2620в,2а620Технические характеристики:Станки модели 2620в предназначены для обработки отверстий с точным расположением осей, размеры между которыми заданны в. ..
..
15.12.2022 Санкт-Петербург (Россия)
Горизонтально расточной станок 2620
Интересует станок 2620 в хорошем состоянии. Год выпуска, комплектация, состояние электрики, состояние направляющих, с планшайбой, состояние подшипников шпинделя и цену отправляйте на эл.почту…
21.02.2022 Белгород (Россия)
Горизонтально-расточной станок 2620
Состояние: Б/У Год выпуска: 1985
Станок в рабочем состоянии, подключен, комплектен, можно проверить в работе
17.08.2018 Алабино (Россия)
расточной станок 2620 с УЦИ
Состояние: Б/У Год выпуска: 1978 Производитель: Горизонтально-расточной станок 2620 с УЦИ (Россия)
Горизонтально-расточной станок 2620 с УЦИ
15.
Пара шестерен 2620.113.136 и 2620.113.154/1 для расточного станка 2620, 2620В, 2622В, 2622П
Состояние: Новый Производитель: Монтаж-КАМ (Россия)
Специалисты ООО «Монтаж-КАМ» изготовят на заказ Пару Конических Шестерен с круговым зубом для горизонтально-расточного станка 2620, 2620В, 2622:2620.113.136 (Z=48)…
26.01.2023 Курск (Россия)
53 000
Горизонтально-расточной станок с планшайбой в рабочем состоянии не менее 2620
Состояние: Б/У
Купим:
1. Горизонтально-расточной станок с планшайбой в рабочем состоянии не
менее 2620.
2. Шкаф электричесский и все эл.двигатели для горизонтально-расточного 2А635
3. Токарно-карусельный.
12.12.2016 Брянск (Россия)
листогиб ИБ1430 и горизонтально-расточной станок.
Состояние: Б/У
Купим листогиб ИБ1430 с 1980-х годов выпуска Универсальный Горизонтально-расточной станок без ЧПУ 2А620,2А622,2620, 2622 с 1985-х годов выпуска. В рабочем состоянии, по разумной цене. Поближе к…
04.03.2014 Бронницы (Россия)
Запасные части к горизонтально расточному станку 2620В, 2622ВГ.
Состояние: Новый
В наличии
ООО ПКФ «Станкодеталь» предлагает запасные части к горизонтально-расточному станку мод. 2620, 2622В/Г: Колесо зубчатое 2620.14.040 Колесо косозубое 2620.24.041 Колесо зубчатое 2620.24.043…
23.01.2023 Ростов-на-Дону (Россия)
горизонтально расточные станки 2А620Ф1, 2А620Ф2, 2А620Ф4
Состояние: Новый Год выпуска: 2015
В наличии
Станкокомпания ООО СТАНОЧНЫЙ МИР предлагает к продаже по цене производителя горизонтально-расточной станок 2А620Ф1 и его модификации – модель 2А620Ф2 с контроллером и модель 2А620Ф4 с ЧПУ . …
…
26.01.2023 Москва (Россия)
Горизонтально-расточной станок 2622Г
Состояние: Б/У
Продаем горизонтально-расточной станок 2622Г 1970 г.в. Станок комплектный по механической части, без износа направляющих. Отсутствуют привода и частично электрика. Станок стоит на фундаменте, в…
20.06.2013 Москва (Россия)
160 000
Горизонтально-расточной станок 2630
Состояние: Б/У Год выпуска: 1963
Продаем горизонтально-расточной станок 2630 1963 г.в Станок в хорошем состоянии, комплектный, рабочий. Подключен, возможен осмотр с проверкой в работе. В комплект поставки входит план-шайба к…
20.06.2013 Москва (Россия)
350 000
горизонтально-расточный станок 2А622-2 1987 г.
Состояние: Б/У
Продаем горизонтально-расточный станок 2А622-2 1987 г.в. Станок в хорошем состоянии, комплектный, рабочий. Локация – г. Нефтекамск. Стоимость с учетом погрузки на машину – 300 000 с НДС.
20.06.2013 Нефтекамск (Россия)
300 000
горизонтально – расточной станок TOS W – 100
Состояние: Б/У
Куплю б/у горизонтально – расточной станок TOS W – 100. С демонстрацией в работе. Тел. (35361)27-3-29 Сот. 89058410881 – Анатолий
06.12.2012 Оренбург (Россия)
Горизонтально расточной станок 2620в с УЦИ
Состояние: Б/У Год выпуска: 1980
Организация приобретет горизонтально расточной станок 2620в с УЦИ.Б/У в рабочем состояние .
01.04.2013 Красногорский (Россия)
Горизонтально-расточной станок 2622Ф
Состояние: Б/У
Продам горизонтально-расточной станок 2622Ф, подробная информация с фото и ценой по запросу.
21.05.2013 Красноярск (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по горизонтально-расточному станку 2620 почти как на Авито и TIU
Видео горизонтально-расточного станка 2620
00:10 HD 2А656Ф11 горизонтально-расточной станок 1987 г.в. 2Е656, 2Н636ГФ1, 2А620, 2620ГФ1, 2620В, 2А636, 2А637, 2А622Ф4, 2Л614, 20.03.2015 13747 +2
Intel Xeon E5-2620 v3 2,4 ГГц 15 МБ кэш 6 Core Cropersor
Выберите свои варианты
Подробности и спецификации
Intel® Xeon® Processor E5-2620 V3 (15M Cache, 2,40 GHZ). | |
| Основы | |
| Коллекция продуктов | Процессор Intel® Xeon® семейства E5 v3 |
| Кодовое наименование | Продукция с прежним кодовым названием Haswell |
| Вертикальный сегмент | Сервер |
| Номер процессора | Э5-2620В3 |
| Off Roadmap | № |
| Статус | Запущен |
| Дата запуска | Q3’14 |
| Литография | 22 нм |
| Условия использования | Сервер/предприятие |
| Производительность | |
| Количество ядер | 6 |
| Количество потоков | 12 |
| Базовая частота процессора | 2,40 ГГц |
| Максимальная турбочастота | 3,20 ГГц |
| Кэш | 15 МБ Intel® Smart Cache |
| Скорость шины | 8 ГТ/с |
| Количество ссылок QPI | 2 |
| Расчетная мощность | 85 Вт |
| Диапазон напряжения VID | 0,65–1,30 В |
| Характеристики памяти | |
| Максимальный объем памяти (зависит от типа памяти) | 768 ГБ |
| Типы памяти | DDR4 2133 |
| Максимальное количество каналов памяти | 4 |
| Максимальная пропускная способность памяти | 59 ГБ/с |
| Расширения физических адресов | 46-битный |
| Поддерживаемая память ECC ‡ | Да |
| Варианты расширения | |
| Масштабируемость | 2С |
| Версия PCI Express | 3 |
| Конфигурации PCI Express ‡ | х4, х8, х16 |
| Максимальное количество линий PCI Express | 40 |
| Спецификация упаковки | |
| Поддерживаемые разъемы | ФКЛГА2011-3 |
| Максимальная конфигурация ЦП | 2 |
| ТКЕЙС | 72,6°С |
| Размер упаковки | 52,5 мм x 45 мм |
| Передовые технологии | |
| Технология Intel® Turbo Boost ‡ | 2 |
| Соответствие платформе Intel® vPro™ ‡ | Да |
| Технология Intel® Hyper-Threading ‡ | Да |
| Технология виртуализации Intel® (VT-x) ‡ | Да |
| Технология виртуализации Intel® для направленного ввода/вывода (VT-d) ‡ | Да |
| Intel® VT-x с расширенными таблицами страниц (EPT) ‡ | Да |
| Intel® TSX-NI | № |
| Intel® 64 ‡ | Да |
| Набор инструкций | 64-разрядная версия |
| Расширения набора инструкций | Intel® AVX2 |
| Состояние простоя | Да |
| Усовершенствованная технология Intel SpeedStep® | Да |
| Переключение по требованию Intel® | Да |
| Технологии теплового мониторинга | Да |
| Доступ к памяти Intel® Flex | № |
| Технология Intel® Identity Protection ‡ | № |
| Безопасность и надежность | |
| Новые инструкции Intel® AES | Да |
| Ключ безопасности | Да |
| Intel® OS Guard | Да |
| Технология Intel® Trusted Execution ‡ | Да |
| Бит отключения выполнения ‡ | Да |
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: ПОКАЗАНЫ СТАНДАРТНЫЕ ФОТОГРАФИИ, КОТОРЫЕ МОГУТ НЕ БЫТЬ РЕАЛЬНО ПОСТАВЛЯЕМЫМИ УСТРОЙСТВАМИ
- Артикул:
- Э5-2620-В3-СР207
- Состояние:
- Восстановленный
Дополнительная информация
Оригинальный производитель: | Intel |
ФОРМ-ФАКТОР: | LGA2011-3 |
БАЗОВАЯ ЧАСТОТА: | 2,4 ГГц |
ПРИМЕНЕНИЕ: | 6 ядер |
МОДЕЛЬ: | Xeon E5-2620 v3 |
ПОДДЕРЖИВАЕМАЯ ПАМЯТЬ: | DDR4 2133 |
РЕКОМЕНДУЕМЫЙ ПРЕДЕЛ: | 85 Вт |
ТИП ПРОДУКТА: | Семейство Xeon E5-2600 v3 |
Информация о гарантии
На все процессоры, продаваемые отдельно от конфигурации рабочей станции или сервера, распространяется «30-дневная гарантия возврата денег» и «90-дневная ограниченная гарантия замены» с даты первоначальной покупки.
Сопутствующие товары
Клиенты также просматривали
Intel Xeon E5-2620 v4 2,1 ГГц 20 МБ кэш-памяти 8-ядерный процессор
Выберите параметры
Детали и характеристики
| Процессор Intel® Xeon® E5-2620 v4 (20 МБ кэш-памяти, 2,10 ГГц) | |
| Основы | |
| Коллекция продуктов | Процессор Intel® Xeon® семейства E5 v4 |
| Кодовое наименование | Продукция с прежним кодовым названием Broadwell |
| Вертикальный сегмент | Сервер |
| Номер процессора | E5-2620 v4 |
| Off Roadmap | № |
| Статус | Запущен |
| Дата запуска | Q1’16 |
| Литография | 14 нм |
| Условия использования | Сервер/Предприятие |
| Производительность | |
| Количество ядер | 8 |
| Количество потоков | 16 |
| Базовая частота процессора | 2,10 ГГц |
| Максимальная турбочастота | 3,00 ГГц |
| Кэш | 20 МБ Intel® Smart Cache |
| Скорость шины | 8 ГТ/с |
| Количество ссылок QPI | 2 |
| Расчетная мощность | 85 Вт |
| Диапазон напряжения VID | 0 |
| Характеристики памяти | |
| Максимальный объем памяти (зависит от типа памяти) | 1,5 ТБ |
| Типы памяти | DDR4 2133/2400 |
| Максимальное количество каналов памяти | 4 |
| Максимальная пропускная способность памяти | 68,3 ГБ/с |
| Расширения физических адресов | 46-битный |
| Поддерживаемая память ECC ‡ | Да |
| Варианты расширения | |
| Масштабируемость | 2С |
| Версия PCI Express | 3 |
| Конфигурации PCI Express ‡ | х4, х8, х16 |
| Максимальное количество линий PCI Express | 40 |
| Спецификация упаковки | |
| Поддерживаемые разъемы | ФКЛГА2011-3 |
| Максимальная конфигурация ЦП | 2 |
| ТКЕЙС | 74°С |
| Размер упаковки | 45 мм х 52,5 мм |
| Передовые технологии | |
| Технология Intel® Turbo Boost ‡ | 2 |
| Соответствие платформе Intel® vPro™ ‡ | Да |
| Технология Intel® Hyper-Threading ‡ | Да |
| Технология виртуализации Intel® (VT-x) ‡ | Да |
| Технология виртуализации Intel® для направленного ввода/вывода (VT-d) ‡ | Да |
| Intel® VT-x с расширенными таблицами страниц (EPT) ‡ | Да |
| Intel® TSX-NI | Да |
| Intel® 64 ‡ | Да |
| Набор инструкций | 64-битный |
| Расширения набора инструкций | Intel® AVX2 |
| Состояние простоя | Да |
| Усовершенствованная технология Intel SpeedStep® | Да |
| Переключение по требованию Intel® | Да |
| Технологии теплового мониторинга | Да |
| Доступ к памяти Intel® Flex | Нет |
| Технология Intel® Identity Protection ‡ | № |
| Безопасность и надежность | |
| Новые инструкции Intel® AES | Да |
| Ключ безопасности | Да |
| Intel® OS Guard | Да |
| Технология Intel® Trusted Execution ‡ | Да |
| Бит отключения выполнения ‡ | Да |
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ.