2Д450 станок координатно-расточный. Паспорт, схемы, характеристики, описание
Сведения о производителе координатно-расточного станка 2Д450
Производитель координатно расточных станков 2Д450 Московский завод координатно-расточных станков «МЗКРС».
Московский завод координатно-расточных станков, одно из старейших предприятий станкоинструментальной отрасли, был основан в 1942 году, как первый в отечественной промышленности завод по производству прецизионных внутришлифовальных, координатно-расточных и специальных станков.
Наиболее известные координатно-расточные станки, выпускаемые заводом:
Часть конструктМоскваой документации была передана на Куйбышевский завод координатно-расточных станков, где станки производились под другими наименованиями, например: 2А450 станок координатно-расточный (начало выпуска 1973 год).
Станки, выпускаемые Московским заводом координатно-расточных станков МЗКРС
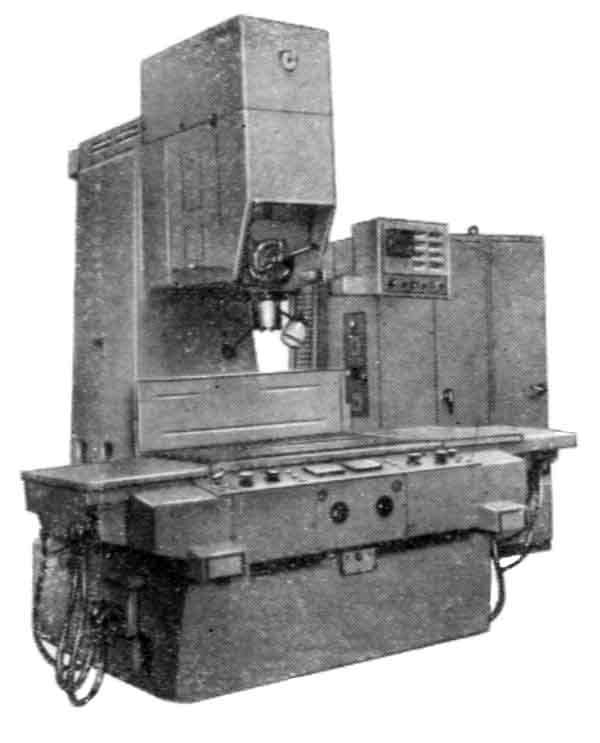
2Д450 станок координатно-расточный одностоечный с оптической системой отсчёта координат по осям X и Y.
 Назначение и область применения
Назначение и область примененияСерийное производство координатно-расточного станка 2Д450 началось в 1973 году. На смену ему в 1984 году пришла более совершенная модель 2Е450.
Координатно-расточный станок
На станке 2Д450 можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок 2Д450 используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Станок 2Д450 оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм и в полярной системе — 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, 0,006 мм.
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Последнее базируется на точных линейках, закрепляемых в одном случае на столе (подвижная линейка), в другом — на станине (неподвижная линейка). Линейка стола имеет 1000 высокоточных делений через 1 мм, линейка станины — 630 делений. Штрихи делений проектируются на матовый экран с 75-кратным увеличением. Для оценки сотых долей одного интервала линейки в плоскости экрана имеется шкала со 100 делениями.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке 2Д450 предусмотрены ручной зажим стола, салазок и шпиндельной бабки.
Класс точности станка А по ГОСТ 8—71.
Модификации координатно-расточного станка 2Д450
2450, 2Л450А – 1100 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
2Д450АФ1, 2Д450АФ10 – координатно-расточный станок с устройством цифровой индикации по осям X и Y (УЦИ). Режим электронного маховика.
2Л450А, 2Л450АФ11-015, 2Л450АФ4-02
– координатно-расточный станок с универсальным поворотно-делительным столом с диаметром планшайбы 400 мм.
2Е450АФ30 – координатно-расточный станок с устройством числового управления (ЧПУ) с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровой индикацией координат по оси Z.
2450А, 2Д450, 2Д450А, 2Е450А – 1120 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
2450АФ1, 2Д450АФ1, 2Е450АФ1 – координатно-расточный станок с устройством цифровой индикации (УЦИ)
2450АФ2, 2Д450АМФ2, 2Е450АМФ4, 2Л450АФ4-02 – координатно-расточный станок с устройством числового управления (ЧПУ)
2Е450АФ4, 2Е450АМФ4 – координатно-расточный станок с устройством числового управления (ЧПУ) с контурной обработкой по осям X, Y и Z. Графический монитор позволяет производить отладку программ без движения по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме стандартными текстовыми файлами или автоматизированными системами.
Координатно расточные станки. Общие сведения
Синонимы: координатно-расточный станок, координатно-расточной станок, jig boring machine.
Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий (в пределах 0,005 — 0,001 мм), без применения приспособлений для направления инструмента.
На этих станках можно производить растачивание, сверление, зенкерование и развертывание отверстий, чистовое фрезерование торцов, измерение и контроль деталей, а также разметочные работы.
Станки могут применяться для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Координатно-расточные станки предназначаются для обработки отверстий с точным расположением их осей без применения разметки. Точность расположения отверстий достигается на этих станках в пределах 0,005—0,001 мм. На этих станках можно производить сверление, развертывание, зенкерование, растачивание отверстий и фрезерование поверхностей (фрезерование выполняется редко). Координатно-расточные станки используются также для измерения и контроля деталей, для точных разметочных работ.
Координатно-расточные станки чаще применяются в инструментальных и экспериментальных цехах.
Координатно-расточные станки бывают одно- и двухстоечные.
Одностоечные станки имеют крестовый стол, предназначенный для перемещения заготовки в двух взаимно перпендикулярных направлениях.
Двухстоечные станки имеют стол, находящийся на направляющих станины. Стол перемещает установленную на него заготовку только в направлении координаты х. С обеих сторон станины расположены стойки, на них помещена поперечина, на направляющих которой находится шпиндельная бабка. При движении шпиндельной бабки по направляющим поперечины ось шпинделя перемещается относительно установленного на столе изделия в направлении второй координаты у. Для подъема или опускания шпиндельной бабки поперечину перемещают вверх или вниз по направляющим стоек. Во всех типах координатно-расточных станков обработка отверстий производится с вертикальной подачей шпинделя при неподвижно закрепленных шпиндельной бабке и столе.
При движении шпиндельной бабки по направляющим поперечины ось шпинделя перемещается относительно установленного на столе изделия в направлении второй координаты у. Для подъема или опускания шпиндельной бабки поперечину перемещают вверх или вниз по направляющим стоек. Во всех типах координатно-расточных станков обработка отверстий производится с вертикальной подачей шпинделя при неподвижно закрепленных шпиндельной бабке и столе.
Для обеспечения получения более точного расстояния между центрами отверстий координатно-расточные станки должны быть установлены в отдельных помещениях, в которых всегда необходимо поддерживать постоянную температуру +20° С с отклонением не более чем ±1°.
Измерение расстояния между осями отверстий можно осуществить при помощи:
- жестких и регулируемых концевых мер, применяемых в сочетании с индикаторными устройствами
- точных ходовых винтов с лимбами и нониусами
- точных масштабов в сочетании с оптическими приборами
- индуктивных проходных винтовых датчиков
По первому способу измеряют набором концевых мер и штихмасом. Они располагаются между подвижным упором, установленным на столе, и штифтом индикатора, установленного на неподвижной стойке.
Они располагаются между подвижным упором, установленным на столе, и штифтом индикатора, установленного на неподвижной стойке.
По второму способу измеряют с помощью точно изготовленных ходовых винтов, которые предназначены для перемещения стола и других частей. Величину перемещения отсчитывают лимбом с нониусом. Для устранения ошибок ходового винта очень часто применяют коррекционные линейки, которые через рычажную систему производят дополнительное перемещение стола.
Отсчет измерения по третьему способу производится по очень точному масштабу, наблюдаемому через микроскоп. Масштабом служит зеркальный стальной вал с нанесенной на его поверхности винтовой тонкой риской с шагом t = 2 мм или в виде плоской зеркальной шкалы. Преимуществом этого способа измерения является отсутствие износа зеркального вала или зеркальной шкалы, которые не используются для передвижения стола.
Четвертый способ измерения с применением индуктивных винтовых проходных датчиков обеспечивает возможность дистанционного менее утомительного наблюдения стрелки и шкалы электроиндикатора.
Габарит рабочего пространства координатно расточного станка 2Д450
Габарит рабочего пространства расточного станка 2д450
Рабочие присоединительные базы координатно расточного станка 2Д450
Присоединительные базы расточного станка 2д450
Общий вид координатно расточного станка 2Д450
Фото координатного расточного станка 2д450
Фото координатного расточного станка 2д450
Состав и расположение органов управления координатно-расточным станком 2Д450
Состав и расположение органов управления станком 2д450
Компоновка координатно расточного станка 2Д450
Станок состоит из следующих основных групп:
- I – станина
- II – стойка
- III – блок направляющих
- IV – шпиндельная коробка
- V – шпиндель
- VI – пульт управления
- VII – стол и салазки
- VIII – механизм предварительного набора координат
- IX – привод перемещения стола
- X – привод перемещения салазок
- XI – коробка скоростей
Перечень органов управления координатно-расточным станком 2Д450
- Маховичок ручного перемещения салазок
- Регулятор скорости перемещения салазок
- Пульт управления станком
- Рукоятка ускоренного перемещения шпинделя
- Рукоятка механизма отключения подачи гильзы на заданной глубине
- Указатель чисел оборотов шпинделя
- Указатель скорости перемещения гильзы
- Маховичок установки ступеней чисел оборотов шпинделя
- Маховичок ручной подачи шпинделя
- Регулятор подачи гильзы шпинделя
- Регулятор скорости перемещения стола
- Маховичок ручного перемещения стола
- Механизм набора координат салазок
- Маховичок микронной шкалы стола
- Кнопки приведения отсчета оптической системы к нулю
- Механизм набора координат стола
- Маховичок микронной подачи салазок
Пульт управления координатно-расточным станком 2Д450
Пульт управления координатно-расточным станком 2д450
Некоторые особенности системы управления станком (рис.
 6)
6)- Переключение ступеней чисел оборотов шпинделя маховичком следует производить только при невращающемся шпинделе. Если производится переключение и шестерни не включаются, следует провернуть шпиндель вручную.
- Отключение вращения шпинделя возможно со свободным выбегом при легком нажиме на кнопку 13 “Стоп”, либо с торможением электродвигателя при нажиме (до отказа) на эту же кнопку.
- Кнопка 16, “Проворот”, включает медленное вращение шпинделя, при котором может производиться центрирование отверстий при помощи центроискателя.
- Увеличение числа оборотов шпинделя достигается нажатием на кнопку 15, а уменьшение – на кнопку II.
- Вращение и подача шпинделя в крайних положениях гильзы отключаются автоматически. Движение гильзы для отжима инструмента осуществляется нажатием на кнопку 9,”Инструмент”.
- Выбор величины подачи гильзы осуществляется регулятором 3 с контролем по указателю скорости 7 (см.рис.5).
- От двух кнопок 14 и 12 “Вверх” и “Вниз” ведется управление шпиндельной коробкой.
 В крайних положениях движение коробки отключается автоматически.
В крайних положениях движение коробки отключается автоматически. - Станок не может быть включен, если регуляторы скорости движения стола 4 и регулятор скорости движения салазок 17 не находятся в нулевом положении. Это предусмотрено как блокировка от самопроизвольного включения движения стола и салазок»
- Перед началом движения стола или салазок, если узел был зажат, происходит автоматический отжим. Для останова движения соответствующий регулятор ставится в нулевое положение.
- Подсветка оптики включается кнопками 10 “Освещение оптики” или автоматически при отработке перемещения с предварительным набором и остается включенной определенное время, достаточное для отсчета координат.
- Зажим и отжим стола или салазок происходят при нажиме на соответствующие кнопки 8 и 6. Контроль осуществляется по сигнальным лампочкам 7.
- Работа механизма предварительного набора координат подготавливается выключателем I. После ручной установки по лимбам заданной величины перемещения движение узла включается кнопкой 5 “Отработка”. После остановки узла координата проверяется по растру экрана и в случае необходимости вносится поправка маховичком ручного перемещения. Затем нажимом на соответствующую кнопку производится зажим узла.
- Отключение электропитания станка производится кнопкой 2 (“Общий стоп”), окрашенной в красный цвет.
- Свободный проворот шпинделя от руки возможен лишь в нейтральном положено блоков шестерен коробки скоростей, отмеченном на указателе включенных ступеней чисел оборотов.
- При пользовании устройством для отключения подачи на заданной глубине лимб следует закреплять в положении, при котором деление, указывающее длину заданного хода гильзы, совпадает с нулем нониуса. Отключение подачи происходит при совпадении нулей лимба нониуса.
 В крайних положениях движение коробки отключается автоматически.
В крайних положениях движение коробки отключается автоматически. После остановки узла координата проверяется по растру экрана и в случае необходимости вносится поправка маховичком ручного перемещения. Затем нажимом на соответствующую кнопку производится зажим узла.
После остановки узла координата проверяется по растру экрана и в случае необходимости вносится поправка маховичком ручного перемещения. Затем нажимом на соответствующую кнопку производится зажим узла.Кинематическая схема координатно-расточного станка 2Д450
Кинематическая схема координатно-расточного станка 2д450
Кинематическая схема станка
Цепь главного движения определяет вращение шпинделя с режущим инструментом, которое осуществляется от регулируемого электродвигателя постоянного тока 1 через ременную передачу 2— , вал I, зубчатые колеса 6—7, вал II, колеса 8—9 или 7—10 на шпиндель III. Частота вращения шпинделя изменяется бесступенчато путем регулирования электродвигателя 1 в пределах 700—2800 об/мин. Переключение ступеней частоты вращения двухступенчатой коробкой скоростей производится маховичком 11 через цепную передачу 4 — 5. Частота вращения контролируется тахогенератором, установленным на валу I.
Частота вращения шпинделя изменяется бесступенчато путем регулирования электродвигателя 1 в пределах 700—2800 об/мин. Переключение ступеней частоты вращения двухступенчатой коробкой скоростей производится маховичком 11 через цепную передачу 4 — 5. Частота вращения контролируется тахогенератором, установленным на валу I.
Вертикальная подача гильзы шпинделя осуществляется от отдельного электродвигателя 17 постоянного тока с широким диапазоном регулирования. Вращение через червячную передачу 18—19, шлицевый вал IV, зубчатые колеса 20—21, вал V червячную пару 22-23, фрикционную муфту 39 и вал VI передается на зубчатое колесо 24, находящееся в зацеплении с рейкой 25 гильзы шпинделя. Рукоятками 40 при выключенной муфте можно вручную производить подъем или опускание гильзы шпинделя. Для более точных перемещений гильзы имеется маховичок 41, связанный с валом V коническими колесами 42-43. Автоматическое выключение подачи гильзы шпинделя при достижении заданной глубины сверления осуществляется отключением электродвигателя 17 микропереключателем.
Установочное перемещение шпиндельной головки производится от асинхронного электродвигателя 12 через червячную передачу 13—14 и реечную 15—16. Перемещение заготовки в прямоугольной системе координат производится за счет перемещения стола в продольном направлении и салазок — в поперечном от двух независимых электродвигателей постоянного тока 44 и 26 через аналогичные червячные передачи 27—28 и 31-32, конические передачи 35-36 и 37-38, реечные передачи 29-30 и 33-34.
Для закрепления стола, салазок и шпиндельной головки в нужных положениях применены унифицированные зажимы.
Ход лучей в оптическом отсчетом устройстве продольного хода станка 2Д450
Рис. 9. Ход лучей в оптическом отсчетом устройстве продольного хода
- осветитель
- продольный масштаб
- объектив
- призма приведения отсчета к нулю
- плоскопараллельная пластинка
- окуляр
- коррекционная линейка
- экран
- маховичок микронной шкалы
- маховичок приведения отсчета к нулю
Ход лучей в оптическом отсчетном устройстве поперечного хода станка 2Д450
Рис. 10. Ход лучей в оптическом отсчетном устройстве поперечного хода
10. Ход лучей в оптическом отсчетном устройстве поперечного хода
- осветитель
- окуляр
- экран
- маховичок микронной шкалы
- маховичок приведения отсчета к нулю
- поперечный масштаб
- плоскопараллельная пластинка
- блок подсветки с объективом
- объектив
- коррекционная линейка
Оптическое устройство отсчета координат для стола и для салазок координатно-расточного станка 2Д450
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Это оптическое устройство базируется на точных стеклянных масштабах, закрепляемых в одном случае на столе (подвижный масштаб), в другом на станине (неподвижный масштаб).
Стеклянный масштаб стола имеет 1000 высокоточных делений через миллиметр, стеклянный масштаб салазок – 630. Штрихи делений проектируются на матовый экран с 75-кратным увеличением, т. е. миллиметровый интервал между штрихами стеклянного масштаба виден на экране в 75 раз увеличенным и равен 75 мм.
е. миллиметровый интервал между штрихами стеклянного масштаба виден на экране в 75 раз увеличенным и равен 75 мм.
Для оценки сотых долей этого интервала в плоскости экрана имеется шкала со 100 делениями, позволяющая отсчитывать сотые доли миллиметра.
Отсчет желаемой координаты с точностью до пяти микрон может быть произведен методом биссектирования в световую щель, образуемую ближайшими штрихами шкалы экрана (рис.11), без вмешательства со стороны работающего на станке.
Для получения отсчета большой точности на экране имеется дополнительная шкала микрон (рис.12, 13), позволяющая производить отсчет до 0,001 мм. Требуемое число микрон устанавливается вращением маховичка I (рис.9) микронной шкалы.
При ориентировании начальной базы отсчета координат на изделии относительно оси шпинделя, удобно приводить отсчет полученных для нее координат к целому числу.
Для этого надо вращать маховички приведения отсчета к нулю. При этом в отсчетном устройстве продольного хода происходит разворот призмы 4 (см. рис.9), а в отсчетном устройстве поперечного хода – перемещение окуляра 2 (см.рис.10),что вызывает смещение изображения штрихов масштаба на экране.
рис.9), а в отсчетном устройстве поперечного хода – перемещение окуляра 2 (см.рис.10),что вызывает смещение изображения штрихов масштаба на экране.
Смещение изображения штриха масштаба ведут до совмещения его с ближайшим нулевым или сотым делением сетки на экране.
После этого пользоваться механизмом приведения отсчета к целому числу нельзя до окончания всей серии перемещений и отсчетов, т.е. до перехода к новому началу координат.
Отсчетная система станка снабжена коррекционными линейками, которые через толкатель и рычажок наклоняют плоскопараллельную пластинку, расположенную в ходе лучей. Этим достигается смещение изображения визируемого штриха на величину коррекции.
Краткая характеристика электрооборудования
Станок имеет отдельные электроприводы:
- Привод вращения шпинделя
- Привод подачи шпинделя
- Привод перемещения шпиндельной коробки
- Привод перемещение стола
- Привод перемещения салазок
- Привод охлаждения (по спец. заказу).
 заказу).
заказу).Привод шпинделя, подачи, перемещения стола и салазок осуществляется от электродвигателей постоянного тока, получающих питание от преобразователей.
Привод перемещения шпиндельной коробки и охлаждения осуществляется асинхронными двигателями.
Отжим стола, салазок и шпиндельной коробки осуществляется пневматическими устройствами с электромагнитным управлением.
Электродвигатель привода шпинделя имеет диапазон регулирования скорости в пределах 220..2800 об/мин.
Диапазон регулирования скорости подачи шпинделя 4..300 мм/мин.
Регулирование привода перемещения стола и салазок осуществляется бесступенчато в диапазоне 30..300 мм/мин. Скорость быстрого перемещения – 1500 мм/мин.
Освещение рабочего места осуществляется светильником, установленным на стойке станка.
Вся аппаратура управления находится в отдельном шкафу и подставке шкафа. Соединение шкафа со станком осуществляется через разъемы.
На правой боковой стенке шкафа находится вводной выключатель.
На станине станка, с левой и правой стороны, установлены штепсельные разъемы для подключения салазок. Шпиндельный блок станка подключается через штепсельный разъем, установленный в верхней части стойки станка.
Расположение электрооборудования на станке, места ввода проводов показаны на схеме соединения.
Ввод питающих проводов от сети через дно шкафа, осуществляется гибким проводом сечением 2,5 мм2 черного цвета и зелено-желтого (зеленого) цвета – заземление.
Систем питания электрооборудования
На станке применяются следующие напряжения переменного тока частотой 50 Гц:
- Силовые цепи – 380 В
- Цепи управления – 110 В
- Местное освещение станка – 24 В
- Освещение оптики – 12 В
Номинальное выходное напряжение преобразователей – 220 В (привод шпинделя) и 110 в (приводы стола, салазок, гильзы) постоянного тока.
Другие напряжения и частота силовых цепей и цепей управления применяются по особому заказу.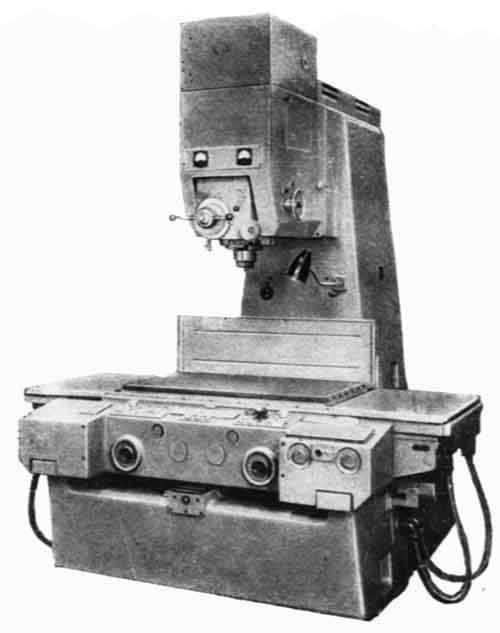
Первоначальный пуск электрооборудования
Перед первоначальным пуском станка необходимо познакомиться с руководством по эксплуатации станка и выполнить приведенные в нем требования.
Проверить надежность заземления и качество монтажа электрооборудования внешним осмотром.
Сделать пробный пуск и проворить направленно вращения двигателей. В случае неправильного направления вращения необходимо на вводном клеммнике станка поменять местами два силовых провода.
Проверить действие сигнализации и конечных выключателей.
При помощи кнопок проверить четкость срабатывания магнитных пускателей и реле.
Работа аппаратов, двигателей и механизмов должна происходить согласно описанному в разделах 4, 5.
Режимы работы электрооборудования
Описание привода шпинделя
Электродвигатель привода шпинделя М6 питается от магнитного усилителя УЗ.
Регулирование числа оборотов электродвигателя осуществляется следующим образом:
- а) в пределах 700… 220 об/мин – изменением напряжения на якоре;
- б) в пределах 700… 2800 об/мин – изменением напряжения возбуждения.
Требуемые обороты устанавливаются с помощью переключателя РШС.
Нажатием кнопки “Пуск” Кн4 включается пускатель КП, контакты которого подают питание на силовые обмотки магнитного пускателя УЗ и замыкают якорную цепь двигателя М6. Двигатель начинает вращаться.
Одновременно с КП получает питание реле РП. При этом включаются реле РПТ и РПТ1 и, если регулятором РШС установлены обороты двигателя, превышающие номинальные, в цепь обмотки возбуждения М6 вводятся резисторы R12… R23 и двигатель разгоняется до заданной скорости.
Скорость шпинделя контролируется по вольтметру-указателю оборотов ИСШ, включенному на напряжение тахогенератора М3, механически связанного со шпинделем.
Изменение скорости шпинделя осуществляется с помощью переключателя РШС. При резком снижении скорости напряжение на якоре возрастает и включается реле РНШ. При этом отключается КП, включается КТ и параллельно якорю двигателя М6 оказывается включенным тормозной резистор R1, ускоряющий снижение оборотов двигателя.
Когда напряжение на якоре уменьшится, отключится реле РНШ, включится КП, отключится КТ и двигатель М6 будет работать на установленной скорости.
Регулирование оборотов двигателя ниже номинальных осуществляется изменение тока в обмотках управления магнитного усилителя регулятором РСШ. При этом изменяется индуктивное сопротивление силовых обмоток и, следовательно, напряжение на якоре двигателя М6.
Останов двигателя осуществляется кнопкой Кн5, отключающей пускатель КП и реле РП.
Одновременно включается пускатель торможения КТ. Питание магнитного усилителя отключается, а двигатель М6 включается на тормозной резистор RI.
При включении КТ напряжение на якоре снижается, отключаются реле РПТ и РПТ1, затем отключается КТ. Торможение М6 заканчивается.
Во время торможения обмотка возбуждения М6 включается последовательно с якорем. При этом противо-ЭДС якоря действует встречно напряжению возбуждения и в начале торможения ослабляет поле двигателя, что исключает перенапряжение на якоре.
Помимо рабочих скоростей возможно медленное вращение шпинделя (скорость двигателя 50… 100 об/мин).
Включение этой скорости осуществляется кнопкой Кн6, включающей пускатель РМВ. При этом в цепь управления магнитного усилителя вводится резистор R30, и напряжение на якоре двигателя резко снижается. Одновременно параллельно якорю включается резистор R2.
Помимо кнопки “стоп шпинделя”, торможение включается при накатим кнопки “общий стоп”. При этом отключается КП и включается КТ.
В крайних положениях гильзы шпинделя, при срабатывании микропереключателя ВПП, отключается РКП, отключается КП и включается торможение шпинделя.
Описание привода шпиндельной коробки
Установочные перемещения шпиндельной коробки осуществляются асинхронным электродвигателей М1 типа А0Л11-4,120вт, 1400 об/мин.
Для управления перемещениями служат кнопки Кн20 и Кн22.
При нажиме Кн20 получает питание электромагнит отжима коробки Эм1.
Затем, в момент окончания отжима коробки, замыкается контакт микропереключателя ВПО и включается пускатель РКВ.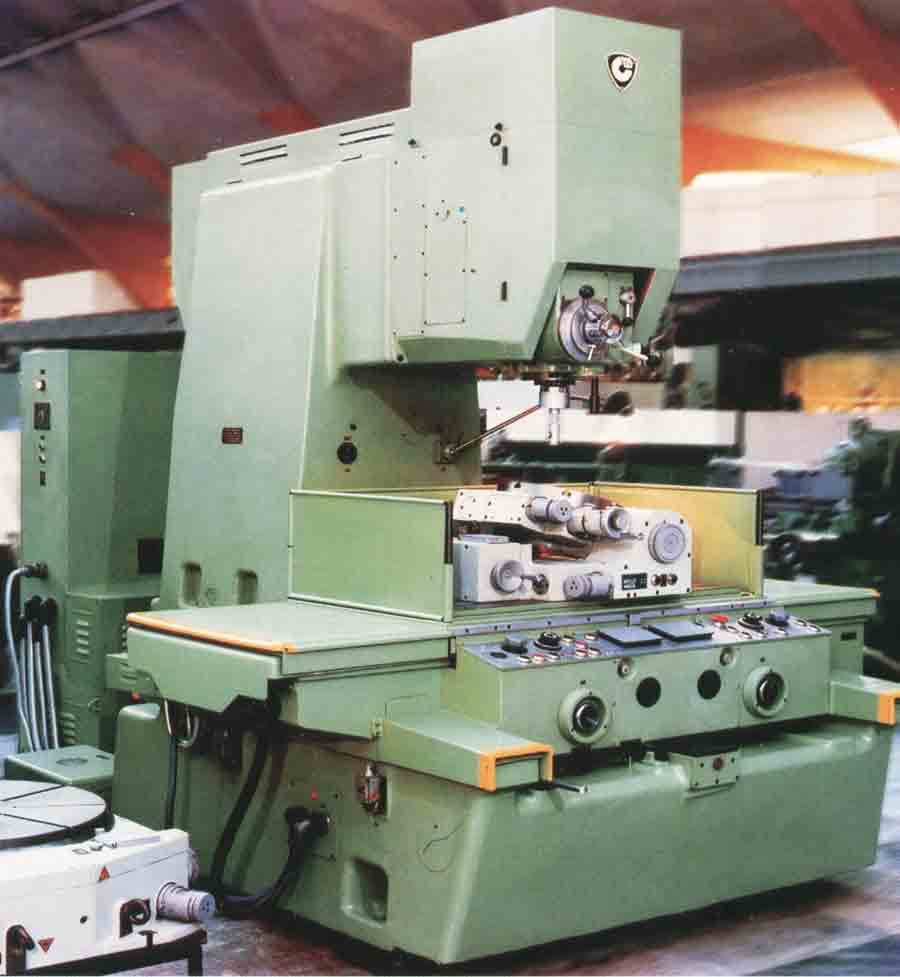 Начинается движение коробки вверх. Останов и зажим коробки осуществляется после отпускания кнопки Кн20. Включение движения вниз производится кнопкой Кн22, работающей аналогично Кн20, но включающей вращение двигателя M1 в обратном направлении.
Начинается движение коробки вверх. Останов и зажим коробки осуществляется после отпускания кнопки Кн20. Включение движения вниз производится кнопкой Кн22, работающей аналогично Кн20, но включающей вращение двигателя M1 в обратном направлении.
Описание привода подачи шпинделя
Рабочие подачи шпинделя осуществляются с помощью электродвигателя М2. Двигатель питается от преобразователя У2.
Скорость подачи регулируется бесступенчато в пределах 4… 300 мм/мин.
Включение подачи вверх и вниз осуществляется кнопками Кн9 и Кн10: отключение – кнопкой Кн11.
Требуемая скорость подачи устанавливается регуляторов РСП, включенным в цепь управления преобразователя.
Контроль скорости подачи ведется по прибору ИП, включенному на напряжение тахогенератора М4, механически связанного с двигателем подачи.
Отключение подачи на заданной глубине производится путевым выключателем ВПГ, отключающим реле РГН.
При этом скорость подачи предварительно снижается путевым выключателем ВП3, включенным в цепь задающего сигнала привода подачи.
Описание смены инструмента
Для смены инструмента кнопкой Кн12 включается реле РРИ, которое включает реле РГВ.
При этом, независимо от положения регулятора подач РСП, начинается быстрый подъем гильзы с одновременным разжимом инструмента.
По окончании разжима микропереключатель ВПИ, срабатывая, отключает реле РРИ. Одновременно теряет питание реле РГВ.
После того, как инструмент будет сменен, повторно нажимается кнопка Кн12. При этом, так как микропереключатель ВПИ нажат, включаются реле РЗИ, РГН и начинается подача гильзы вниз с одновременным зажимом инструмента. После окончания зажима ВПП освобождается и разрывает цепь питания РЗИ, которое своим контактом разрывает цепь питания РГН.
Скорость подачи при разжиме и зажиме инструмента устанавливается резистором R3.
Описание привода стола и салазок
Поскольку привода перемещения стола и салазок одинаковы и работают независимо, ниже рассматривается только привод перемещения стола.
Электродвигатель перемещения стола М7 получает питание от преобразователя У5.
Регулирование осуществляется бесступенчато в диапазоне 30… 300 мм/мин.
Помимо этого, имеется скорость быстрых перемещений 1500 мм/мин.
Выбор направления перемещения и регулирование скорости осуществляется регулятором-переключателем РРУI.
При смещении его с нейтрального положения вправо включается реле РПВ1, Р01, электромагнит Эм3 и происходит отжим стола.
При этом замыкается контакт микропереключателя ВП01 и включается реле РДВ1.
При включении РДРI (или РДН1) замыкается якорная цепь двигателя М7 и начинается перемещение.
Скорость перемещения определяется углом поворота регулятора РРУ I, включенного в цепь задающего сигнала преобразователя У5.
В крайнем положении РРУ I включается реле быстрых перемещений РБ I. При этом значительно увеличивается величина задающего сигнала и уменьшается ток возбуждения двигателя М7.
При перемещении движка регулятора влево от нейтрали включается реле РПН1 и направление движения изменяется.
При переходе двигателя со скорости быстрого перемещения на медленную отключается РБ I и осуществляется торможение: реле РСС I, включающееся только при максимальной скорости двигателя, остается включенным, т.к. напряжение на якоре двигателя еще велико; при отключенном РБ I и включенном РСС I теряет питание реле РДВ I, двигатель отключается от источника питания и тормозится c помощью резистора R2-1. При снижении скорости и напряжения на якоре двигателя реле PCC-I отключается, включается РДВ1 и двигатель вновь подключается к источнику питания.
Кроме автоматического включения при включении перемещения, отжим может быть осуществлен кнопкой Кн16.
Зажим стола – отключение реле Р01 и электромагнита Эм3- производится кнопкой Кн15.
Читайте также: Ремонт гидравлических систем металлорежущих станков
2Д450 станок координатно-расточный. Видеоролик.
 youtube.com/embed/snEBKrP9uk4″ frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
youtube.com/embed/snEBKrP9uk4″ frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
Технические характеристики координатно-расточного станка 2Д450
| Наименование параметра | 2А450 | 2Д450 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления в стали 45, мм | 30 | 30 |
| Наибольший диаметр расточки в стали 45, мм | 10… 250 | 10… 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 250… 750 | 200… 800 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 710 | 710 |
| Рабочий стол и салазки | ||
| Рабочая поверхность стола, мм | 1100 х 630 | 1120 х 630 |
| Наибольшая масса обрабатываемого изделия, кг | 600 | |
| Наибольшее перемещение стола, мм | 1000 х 630 | 1000 х 630 |
| Число Т- образных пазов на столе | 7 | 7 |
| Величина ускоренного перемещения стола, мм/мин | 1200 | 1500 |
| Пределы рабочих подач (скорость) стола при фрезеровании, мм/мин | 30… 200 | 30… 300 |
| Способ отсчета координат и размеров по экрану | оптический | оптический |
| Цена деления растровой сетки установки координат, мм | 0,002 | 0,001 |
| Точность механизма предварительного набора координат, мм | 0,6 | |
| Выключающие упоры стола и салазок | имеются | имеются |
Шпиндель. Шпиндельная коробка Шпиндельная коробка | ||
| Частота вращения шпинделя (б/с регулирование), об/мин | 50… 2000 | 50… 2000 |
| Наибольшее вертикальное (ход) перемещение шпинделя (ручное, механическое), мм | 250 | 270 |
| Наибольшее вертикальное перемещение шпиндельной коробки (установочное), мм | 250 | 330 |
| Пределы рабочих подач на один оборот шпинделя (б/с регулирование), мм | 0,03… 0,16 | |
| Пределы рабочих подач шпинделя (б/с регулирование), мм/мин | 4… 300 | |
| Внутренний конус шпинделя | Специальный | 7:24 |
| Наибольший конус закрепляемого инструмента | Морзе 4 | Морзе 4 |
| Закрепление шпиндельной коробки на направляющих | ручное | ручное |
| Предохранение от перегрузки механизма подач | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 6 | 6 |
| Электродвигатель привода главного движения, кВт | 4,5 | 2,2 |
| Электродвигатель привода перемещения шпиндельной коробки, кВт | нет | |
| Электродвигатель привода перемещения стола, кВт | 0,245 | |
| Электродвигатель привода салазок, кВт | 0,245 | |
| Электродвигатель привода зажима отжима стола, кВт | 0,05 | нет |
| Электродвигатель привода зажима отжима салазок, кВт | 0,05 | нет |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок (длина х ширина х высота), мм | 2670 х 3305 х 2660 | 3305 х 2705 х 2800 |
| Масса станка, кг | 7300 | 7800 |
- Глухов Н. М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Богданов А.В. Расточное дело, 1960
Список литературы:
 М. Работа на координатно-расточных станках, 1953
М. Работа на координатно-расточных станках, 1953Связанные ссылки. Дополнительная информация
Паспорт 2Д450 Координатно-расточной станок (Москва)
Наименование издания:
Часть 1: Руководство по эксплуатации (2Д450.000.018 РЭ) – 40 страниц
Приложение: Материалы по быстроизнашиваемым деталям (2Д450.000.018 РЭ2) – 8 страниц
Часть 2: Электрооборудование (2Д450. 000.018 РЭ1) – 142 страницы
000.018 РЭ1) – 142 страницы
Выпуск издания: Московский завод координатно-расточных станков МЗКРС
Год выпуска издания: 1978
Кол-во книг (папок): 2
Кол-во страниц: 190
Стоимость: Договорная
Описание: Полный комплект документации
Внешний вид станка
Содержание:
Техническое описание
1. Назначение и область применения станка
2. Состав станка
– Расположение составных частей станка
– Расположение органов управления
– Схема кинематическая
3. Устройство и работа станка и его составных частей
– Шпиндельная коробка
– Расточной шпиндель
4. Пневмосистема
– Схема пневматическая принципиальная
5. Система смазки
– Схема смазки принципиальная
– Карта смазки
Инструкция по эксплуатации
6. Указания мер безопасности
7. Порядок установки
Порядок установки
– Схема транспортировки станка и электрошкафа
8. Регулирование
– Осветитель
– Центроискатель с индикатором
– Оправка – центроискатель
– Центроискатель с точной подачей
– Универсальный резцедержатель
– Борштанга
9. Сведения о принадлежностях
10. Подшипники установленные на станке
– Схема расположения подшипников
Паспорт
10. Общие сведения
11. Основные технические данные и характеристики
– Размещение и размеры Т-образных пазов стола
– Приёмный конус шпинделя
-Установка станка
12. Сведения о ремонте
13. Сведения об изменениях, произведённых в станке при эксплуатации и ремонте, которые повлекли изменения паспортных данных
14. Комплект поставки
15. Свидетельство о консервации
16. Свидетельство об упаковке
Приложение: Материалы по быстроизнашиваемым деталям (2Д450. 000.018 РЭ2)
000.018 РЭ2)
– Рейка (2Д450.100.006а) КР-3002
– Лента защитная (2Д450.100.106)
– Лента тормозная (2Д450.110.007)
– Лента тормозная (2Д450.110.025)
– Лента тормозная (2Д450.110.082)
– Шестерня червячная (2Д450.121.017)
– Уплотнительное кольцо (2Д450.130.004)
– Колодка тормозная (2Д450.210.036)
– Ползушка (2Д450.400.009)
– Лента (2Д450.400.049/01)
– Ударник (2Д450.707.002)
– Червяк (2Д450.741.010а)
– Червячная шестерня (2Д450.741.024а)
– Ведущий палец (2Д450.741.035)
Часть 2: Электрооборудование (2Д450.000.018 РЭ1)
Краткая характеристика электрооборудования
Система питания электрооборудования
Первоначальный пуск электрооборудования
Режим работы электрооборудования:
Описание привода шпинделя
Описание привода шпиндельной коробки
Описание привода подачи шпинделя
Описание смены инструмента
Описание привода стола и салазок
Освещение оптического устройства
Блокировки, система сигнализации, защита, меры безопасности
Необходимые регулировки, устранение возможных нарушений нормальной работы
Порядок управления приводами
Указания по эксплуатации
Указания о порядке демонтажа на время транспортирования и последующем монтаже на заводе – потребителе
Приложение: Перечень возможных изменений покупных изделий – 2л.
Комплект поставки электрооборудования (запасные части), чертёж 2Д450.000.121 Д6 – 2л.
Схемы электрооборудования 2Д450.987
– Схема электрическая принципиальная – 2шт. (2Д450.987.011.Э3)
– Схема электрическая соединений электрошкафа – 1шт.
– Схема электрическая соединений станок – 1шт. (2Д450.987.012.Э4)
– Схема электрическая соединений салазки – 3шт. (2Д450.987.013.Э4)
– Схема электрическая соединений шкаф – 2шт. (2Д450.987.014.Э4)
– Схема электрическая соединений блок управления – 1шт. (2Д450.987.015.Э4)
Описание станка:
Перспективная, а вместе с этим интересная модель оборудования под названием 2Д450 координатно-расточной станок была сконструирована и произведена в условиях производства Московского завода координатно-расточных станков. Стоит отметить, что в то время, когда подобные станки и конечно их модификации были запущены в серийный производственный цикл, с тем чтобы произвести их для самых различных промышленных предприятий.
 Станок обладал хорошими конструктивными возможностями, которые рекомендовали его с позиции действительно востребованного и универсального оборудования для промышленной деятельности. К примеру, эти станки были произведены для решения задач связанных с расточной обработкой отверстий в кондукторах, и вместе с этим, для работы с деталями или заготовками, где будет важна точность взаимного расположения отверстий, при этом, при работе предполагается, что инструмент будет отсутствовать. Кроме этого, пользуясь своей универсальностью и уникальностью конструкции на станках представленных моделей можно производить кроме операций растачивания, такие нужные и востребованные операции как сверление, зенкерование, развёртывание отверстий. И наконец, здесь проявляется возможность фрезерование торцов при условии чистовой обработки металла, но эта функция наряду с другими осуществляется достаточно редко.
Станок обладал хорошими конструктивными возможностями, которые рекомендовали его с позиции действительно востребованного и универсального оборудования для промышленной деятельности. К примеру, эти станки были произведены для решения задач связанных с расточной обработкой отверстий в кондукторах, и вместе с этим, для работы с деталями или заготовками, где будет важна точность взаимного расположения отверстий, при этом, при работе предполагается, что инструмент будет отсутствовать. Кроме этого, пользуясь своей универсальностью и уникальностью конструкции на станках представленных моделей можно производить кроме операций растачивания, такие нужные и востребованные операции как сверление, зенкерование, развёртывание отверстий. И наконец, здесь проявляется возможность фрезерование торцов при условии чистовой обработки металла, но эта функция наряду с другими осуществляется достаточно редко.Иными словами, так как станочная единица обладает высокой точностью, то для неё взаимодействие с высокоточными операциями является обыденным направлением. К тому же, если рассматривать как необходимое дополнение паспорт станка 2д450, то с его помощью можно весьма детальным образом изучить конструкторские особенности этого оборудования, что даёт возможность наиболее результативно эксплуатировать его в условиях производства и цикла работы. И мы, конечно, с удовольствием окажем услугу по вопросам приобретения, а затем и передаче документации из нашего архива в электронный адрес заказчика. Непосредственно документация обладает приемлемым объёмом, что реализуется в ста девяносто страницах. При этом здесь можно найти две части, но есть ещё одна, третья которая является приложением к механической части станка. Часть один можно обозначить как руководство, в котором содержится информация, связанная с обслуживанием, а так же эксплуатационными моментами в процессе работы на станке. Здесь можно найти разноплановые чертежи общих узлов, связанных со станочным оборудованием. И конечно, схемы, без которых взаимодействие со всё той же станочной единицей будет наиболее затруднительным.
К тому же, если рассматривать как необходимое дополнение паспорт станка 2д450, то с его помощью можно весьма детальным образом изучить конструкторские особенности этого оборудования, что даёт возможность наиболее результативно эксплуатировать его в условиях производства и цикла работы. И мы, конечно, с удовольствием окажем услугу по вопросам приобретения, а затем и передаче документации из нашего архива в электронный адрес заказчика. Непосредственно документация обладает приемлемым объёмом, что реализуется в ста девяносто страницах. При этом здесь можно найти две части, но есть ещё одна, третья которая является приложением к механической части станка. Часть один можно обозначить как руководство, в котором содержится информация, связанная с обслуживанием, а так же эксплуатационными моментами в процессе работы на станке. Здесь можно найти разноплановые чертежи общих узлов, связанных со станочным оборудованием. И конечно, схемы, без которых взаимодействие со всё той же станочной единицей будет наиболее затруднительным.
Все эти моменты, без наличия документов под названием паспорт станка координатно расточного, могут существенно усложнить эксплуатационные особенности станочного оборудования. Приложение, о котором мы уже упоминали ранее представляет собой ремонтную документацию в состав которой входят несколько подробных чертежей быстроизнашиваемых деталей. Всего их порядка четырнадцати, но именно на них отображается возможность воссоздания того или иного конструкторского элемента на базе своего производства и задействуя его необходимые мощности для этой работы. Ещё одна книга, уже содержит описание и конечно схемы, связанные с таким важным разделом как электрооборудование станка. Электросхемы всё так же развёрнуты и позволяют детальным образом рассматривать их и налаживать вышедший по той или иной причине из строя электроэлемент. Т.е. документацию, что мы описываем здесь можно уверенно применять в условиях производства опираясь на труды представленные в этих книгах. Отметим, что каждая схема пронумерована и отображается для большего удобства с помощью специального кода. При этом, на станке есть возможность в том числе успешно применять и так называемые элементы оснастки, в виде породных столов, различных приспособлений и т.д. В частности, на те или иные приборы мы так же можем предложить техническую документацию, что находится в нашем архиве.
При этом, на станке есть возможность в том числе успешно применять и так называемые элементы оснастки, в виде породных столов, различных приспособлений и т.д. В частности, на те или иные приборы мы так же можем предложить техническую документацию, что находится в нашем архиве.
Координатно-расточный станок: виды и модели
Среди оборудования своеобразными «аристократами» называют координатно-расточные станки, которые предназначаются для создания самых ответственных деталей – отверстий с небольшими отклонениями их взаимного размещения. На подобных станках имеется специальное отсчетное устройство, при помощи которого можно заготовка относительно инструмента перемещается с погрешностью не больше 0,001 миллиметра, и контролирующее устройство для проверки отклонений размеров на обработанных деталях.
Содержание:
- Предназначение координатно-расточного станка
- Классификация координатно-расточных станков
- Модели координатно-расчетных станков
Предназначение координатно-расточного станка
Координатно-расточные станки предназначаются для обработки межцентровых отверстий, расстояние между которыми должно точно выдерживаться от базовых поверхностей в прямоугольной системе координат, без использования приспособлений для направления инструмента.
На подобных станках производится сверление, чистовое фрезерование, растачивание, развертывание и зенкерование отверстий, контроль и измерение деталей, чистовое фрезерование торцов, а также разметочные работы. Станки применяются для проделывания отверстий в корпусных деталях и приспособлениях, а также кондукторах, для которых нужна существенная точность взаимного размещения отверстий, в мелкосерийном, единичном и массовом производстве.
На станках наряду с растачиванием выполняются разметка и проверка размеров, в том числе и межцентровых расстояний. Применяя поворотные столы, которые поставляются со станком, можно обрабатывать отверстия, что заданы в полярной системе координат, взаимноперпендикулярные и наклонные отверстия, а также протачивать торцовые поверхности.
Станок оснащен оптическими отсчетными устройствами, которые позволяют отсчитывать целые и дробные части координатного размера. Так как устройство координатно-расточных станков является соединением измерительной машины и металлорежущего станка, то работая на подобном оборудовании, можно контролировать детали, обработанные на других станках.
При нормальной эксплуатации вертикальный координатно-расточный станок способен обеспечивать точность межцентровых расстояний в системе координат порядка 0,004 миллиметра. Чтобы получить более точное расстояние между центрами отверстий, оснащают координатно-расточный станок устройством цифровой индикации, которое дает оператору возможности произведения установки координат с дискретностью около 0,001 миллиметра.
Классификация координатно-расточных станков
Бывают координатно-расточные станки одно- и двухстоечными. Имеют одностоечные станки в своей конструкции крестовый стол, который предназначается для передвижения заготовки в двух направлениях, которые являются взаимно перпендикулярными. Основным движением здесь являются вращающиеся движения шпинделя, а движением подачи – вертикальное перемещение шпинделя.
Двухстоечные станки в своей конструкции имеют стол, который находится на направляющих. Стол способен перемещать установленную заготовку в направлении координаты Х. При движении шпиндельной бабки ось шпинделя передвигается относительно изделия, установленного на столе, в направлении координаты У. Для опускания и подъема шпиндельной бабки поперечину принято перемещать вниз или вверх по направляющим стоек.
При движении шпиндельной бабки ось шпинделя передвигается относительно изделия, установленного на столе, в направлении координаты У. Для опускания и подъема шпиндельной бабки поперечину принято перемещать вниз или вверх по направляющим стоек.
Основываясь на уровне автоматизации, координатно-расточные станки разделяют на станки с ЧПУ, цифровой индикацией и набором координат, а также с автоматической сменой заготовок и инструментов, которые позволяют выполнять разные фрезерные работы с высоким уровнем точности.
Зависимо от характера производимых операций, конструктивных особенностей и назначения, координатно-расточные станки бывают универсальными и специализированными. Универсальные станки, в свою очередь, разделяются на горизонтально-расточные и отделочно-расточные. Самым существенным параметром для всех видов станков выступает диаметр расточного шпинделя.
Модели координатно-расчетных станков
Популярные модели координатно-расточных станков в своей конструкции имеют прямоугольный стол с поперечным и продольным перемещением. Предусматривается установочное передвижение шпиндельной бабки. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении проводится электрическими приводами с широчайшим диапазоном регулирования, который позволяет увеличить жесткость и производительность координатно-расточного станка при фрезеровании. Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Предусматривается установочное передвижение шпиндельной бабки. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении проводится электрическими приводами с широчайшим диапазоном регулирования, который позволяет увеличить жесткость и производительность координатно-расточного станка при фрезеровании. Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Координатно-расточный станок 2а450
Размеры координатно-расточного станка 2а450, включая ход салазок и стола, – 2670 на 3305 на 2660 миллиметров. Рабочая поверхность стола имеет размеры 1100 на 630 миллиметров. Вес станка, не учитывая массу принадлежностей и электрошкафа, – 7300 килограмм. При работе на данном станке можно достичь наибольшего диаметра сверления в 30 миллиметров и наибольшего растачиваемого отверстия в 250 миллиметров при использовании изделия с максимальным весом в 600 килограмм. Частота вращения шпинделя достигает 50-2000 оборотов в минуту, скорость передвижения изделия при фрезеровке доходит 30-200 оборотов в минуту. При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
Координатно-расточный станок 2д450
Координатно-расточный станок 2д450 имеет такие размеры (с ходом салазок и стола) – 3305 на 2705 на 2800 миллиметров. Рабочая поверхность имеет габариты 1100 на 630 миллиметров. Вес станка без электрошкафа и необходимых принадлежностей – 7800 килограмм. Наибольший диаметр расточки отверстий составляет 250 миллиметров, при этом возможно использование изделия с весом до 600 килограмм. В минуту число оборотов шпинделя составляет 50-2000. Мощность установленного на станке электродвигателя – 2 вКт, частота вращения – 700 оборотов в минуту.
Координатно-расточный станок 2в440а
Габариты координатно-расточного станка 2в440а, в том числе хода салазок и стола, – 2520 на 2195 на 2430 миллиметров. Длина рабочей поверхности стола составляет 800, а ширина – 400 миллиметров. Масса станка с выносными принадлежностями составляет 3630 килограмм. При использовании координатно-расточного станка 2в440а возможно достижение максимального диаметра сверления в сплошном материале 25 миллиметров и максимального диаметра расточки в 250 миллиметров при использовании изделий с наибольшим весом в 320 килограмм. Предел частоты вращения шпинделя доходит в минуту до 50-2000 оборотов, мощность электродвигателя составляет 2,2 вКт, частота вращения – 800 оборотов в минуту.
При использовании координатно-расточного станка 2в440а возможно достижение максимального диаметра сверления в сплошном материале 25 миллиметров и максимального диаметра расточки в 250 миллиметров при использовании изделий с наибольшим весом в 320 килограмм. Предел частоты вращения шпинделя доходит в минуту до 50-2000 оборотов, мощность электродвигателя составляет 2,2 вКт, частота вращения – 800 оборотов в минуту.
Координатно-расточный станок 2431
Модель 2431 имеет габаритные размеры – 1900 на 1445 на 2435 миллиметров и вес без электрооборудования – 2510 килограмм. Масса электрооборудования к координатно-расточному станку 2431 составляет 420 и комплекта принадлежностей 380 килограмм. Габариты рабочей поверхности стола – 560 на 320 миллиметров. При использовании данной модели достигается максимальный диаметр сверления в 18 миллиметров и максимальный диаметр расточки в 125 миллиметров при применении изделий с наибольшим весом в 250 килограмм. Предел частоты вращения шпинделя в минуту составляет от 75 до 3000 оборотов, общая мощность электродвигателей составляет 2,81 вКт, мощность главного двигателя 2,2 Квт.
Координатно-расточный станок 2421
Габариты координатно-расточного станка 2421 составляют – 900 на 1615 на 2207 миллиметров. Рабочий стол имеет размеры 450 на 250 миллиметров. Масса станка с комплектом принадлежностей составляет 1610 килограмм. Используя данную модель, можно достичь максимального диаметра сверления в сплошном материале 12 миллиметров и максимального растачиваемого отверстия в 80 миллиметров при использовании изделий с наибольшим весом в 150 килограмм. Частота вращения шпинделя составляет от 135 до 3000 оборотов в минуту. Мощность электродвигателя – 10 вКт.
Таким образом, координатно-расточные станки выполняют самую ответственную функцию – проделку отверстий и контроль их отклонений. Станок оснащен устройством цифровой индикации, которое дает возможность оператору устанавливать координаты с дискретностью 0,001 миллиметра, а также отсчетными устройствами для отсчитывания целой и дробной части координатного размера.
2Д450 координатно-расточной станок (Московский завод) в Днепре (Расточные станки)
Б/у станок 1976 года, после капитального ремонта, полный комплект оснастки, в идеальном состоянии, подключен, можно проверить в работе. Находится в Днепропетровске.
Технические характеристики координатно-расточного станка 2Д450:
Станки модели 2д450 предназначены для обработки отверстий с точным расположением осей методом растачивания (получистовое и точное чистовое)
Основные размеры
Рабочая поверхность стола, мм: 1100
длина 630
Наибольшее перемещение стола, мм: 1000
продольное …….. 630
Расстояние от зеркала стола до торна шпинделя, мм:
наибольшее 830
наименьшее …. 200
Конус шпинделя (по ГОСТ 15945—70) 45
Наибольший диаметр растачиваемого отверстия, мм …….. 250
Наибольшая масса обрабатываемого изделия, кг ……… 600
Механика станка
Число оборотов шпинделя в минуту 50—2000
Скорость подачи шпинделя, мм/мин 4—300
Скорость перемещения стола, мм/мин:
рабочая . ……. 30—300
……. 30—300
быстрая ……… 1500
Привод, габарит и масса станка
Питание электросети:
род тока ……… Переменный, трехфазный
частота тока, Гц ……. 50
напряжение, В ……. 380
Электродвигатели:
привода шпинделя станка: тип ……… П42/160
мощность, кВт ….. 2,0
число оборотов в минуту …. 700
привода подачи стола:
тип ……… ЭГП 10/1215М
мощность, кВт ……. 0,245
число оборотов в минуту 3600
привода подачи салазок:
тип ……… ЭП110/245
мощность, кВт …… 0,245
число оборотов в минуту 3600
привода подачи гильзы:
тип ……… ЭП110/245М
мощность, кВт …… 0,245
число оборотов в минуту 3600
привода подачи шпиндельной коробки:
тип ……… АОЛ11-4-С1
мощность, кВт …. 0,125
число оборотов в минуту 1390
привода насоса охлаждения:
тип …….. ПА-22-С2
мощность, кВт …… 0,125
число оборотов в минуту 2800
привода, работающего в режиме тахогенератора:
тип . …….. СЛ-221
…….. СЛ-221
мощность, кВт …… 0,013
число оборотов в минуту 3600
Потребляемая мощность электродвигателей, кВт 3,0
Габарит станка, включая ход стола и салазок (длинах ширинах высота), мм 3305 х 2705 х 2800
Масса станка без принадлежностей и электрошкафа, кг 7800
Расширяем возможности ремонта: пополнение станочного парка
Вертикальный координатно-расточной станок 2Д450 теперь в г. Артём и г. Южно-Сахалинск
Пополнен станочный парк ООО «Амур Машинери» и ООО «Сахалин Машинери»: приобретены и запущены в работу вертикальные координатно-расточные станки 2Д450 в городах Артём и Южно-Сахалинск.
Координатно-расточные станки предназначены для обработки отверстий с точным расположением их осей без применения разметки. Оборудованы цифровой системой индикации с точностью позиционирования 0,001 мм. Станок используется для расточки отверстий в деталях после их наплавки (рычагах экскаваторов, балансирных брусьях бульдозеров и т. д.), высверливания сломанных болтов из отверстий, точной фрезеровки поверхностей и других операций.
д.), высверливания сломанных болтов из отверстий, точной фрезеровки поверхностей и других операций.
С помощью станка 2Д450 мы можем выполнять следующие виды работ:
- Расточка после наплавки отверстий
- балансирного бруса бульдозеров
- проушин гидравлических цилиндров
- проушин механизма поворота ковша
- проушин разных деталей весом до 300 кг
- Фрезеровка плоскости нижней привалочной поверхности головок двигателей (3500-3600)
- Фрезеровка верхней привалочной плоскости блоков размером до 3306
- Фрезеровка привалочных поверхностей выпускных коллекторов
- Расточка верхних подшипников шатунов двигателей после их замены на новый подшипник
- Ремонт проушин бугелей крепления катков гусеничных тележек
- Пересверливание по координатам отверстий после наплавки
- Изготовление шпоночных пазов на валах
- Изготовление шлицев на валах
- Удаление старых подшипников из различных корпусных деталей
- Другие виды работ
Сервисные центры ООО «Амур Машинери» и ООО «Сахалин Машинери» оснащены различным оборудованием для диагностики, технического обслуживания и ремонта, которое позволяет выполнять работы различной сложности для поддержания Вашей техники в рабочем состоянии, её полного или частичного восстановления.
Обратитесь в ближайший сервисный центр ООО «Амур Машинери» и ООО «Сахалин Машинери» и узнайте больше о наших возможностях по технической поддержке оборудования.
Задать вопрос также можно по этой ссылке.
Станок расточной 2А450 | Координатно-расточные станки
Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться сверлильные операции, чистовое фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Рис. 31. Координатно-расточный станок 2А450: 1 – станина; 2 – стойка; 3 – шпиндельная бабка; 4 – стол
31. Координатно-расточный станок 2А450: 1 – станина; 2 – стойка; 3 – шпиндельная бабка; 4 – стол
На рис. 31 представлен координатно-расточной станок 2А450, оборудованный оптическими устройствами, позволяющими отсчитывать целую и дробную части координатного размера. Станок 2А450 пригоден как для работы в инструментальных, так и в производственных цехах для точной обработки деталей без специальной оснастки.
В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат – 0,004 мм, в полярной системе – 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, – 0,006 мм.
Отсчет координат
Координаты отсчитываются при помощи точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из нержавеющей стали, на которых нанесены шкалы в виде рисок. Поверхность валиков доведена до зеркального блеска. Координаты устанавливаются по точным шкалам путем наблюдения через специальные микроскопы.
Рис. 32. Схема схода лучей при наблюдении продольного масштаба
На рис. 32 приведена схема хода лучей при наблюдении продольного масштаба. Лучи от источника света 10 через линзы 9 направленным пучком падают на расположенную под углом 45° поверхность плоского стекла 8, отражаются от него и попадают на зеркальную поверхность масштабного валика 7. Лучи, отраженные валиком 7, проходят плоское стекло 5, преломляются призмой 6, идут сквозь линзы 5 параллельным пучком и выходят из объектива. Пройдя расстояние между кареткой станка и пультом управления, лучи попадают в окуляр. Затем лучи проходят линзу 4, преломляются призмой 3 и собираются в фокусе окуляра 1. В поле зрения окуляра 1 находится тонкая стеклянная пластинка 2 с двумя параллельными визирными рисками, между которыми и должно располагаться изображение риски шкалы масштабного валика 7.
Перемещения при помощи шкал зеркальных валиков измеряются следующим образом. Величина перемещения, равная целым миллиметрам, отсчитывается по масштабным линейкам с миллиметровыми делениями. Перемещения, составляющие доли миллиметров, отсчитываются по лимбам, закрепленным на валиках со шкалами. Точность производимых отсчетов зависит от точности шага рисок масштабного валика.
Кинематическая схема
На рис. 33 показана кинематическая схема станка 2А450. Цепь главного движения обеспечивает вращение шпинделя с режущим инструментом. Вращение шпинделя осуществляется от регулируемого электродвигателя постоянного тока 5 через ременную передачу и трехступенчатую коробку скоростей, В пределах каждой из ступеней частота вращения шпинделя, равная 700-2800 об/мин, изменяется бесступенчато путем регулирования электродвигателя 5.
Рис 33. Кинематическая схема станка 2А450
Зубчатые колеса коробки скоростей и кулачковая муфта 37 переключаются рычагами, которыми управляет барабан 69 поворачиваемый маховиком 7 через зубчатые колеса 8-9-10-11.
Цепль подачи
Цепь вертикальной подачи, т. е. вертикальное перемещение шпиндельной втулки (гильзы) с вращающимся шпинделем, осуществляется от зубчатого колеса 12 через зубчатое колесо 13, фрикционный бесступенчатый привод 14, червяк 15, червячное колесо 16, реверсивный механизм с зубчатыми колесами 17, 18, зубчатые колеса 19, 20, червяк 21, червячное колесо 22 и реечное зубчатое колесо 23, которое зацепляется с рейкой шпиндельной втулки. Для изменения величины подачи маховиком 24 через конические зубчатые колеса 25 и зубчатое колесо 26 поворачивается зубчатое колесо- гайка 27, которая передвигает винт-тягу 28. Винт-тяга 28 связан с верхним ведущим и нижним ведомым конусами фрикционного бесступенчатого привода 14. Таким образом можно сводить или разводить конусы привода 14 и получить бесступенчатое изменение передаточного отношения, а следовательно, и подачи в диапазоне 0,03-0,16 мм/об шпинделя.
Привод продольного перемещения стола осуществляется от регулируемого электродвигателя постоянного тока М2 мощностью 0,245 кВт через червячные пары 30-31, 32-33, реечное зубчатое колесо 34 и рейку 35, закрепленную на столе. Частота вращения электродвигателя регулируется в широком диапазоне. Поперечное перемещение стола производится от электродвигателя МЗ через аналогичную кинематическую цепь.
Стол в нужном положении закрепляется от редуктора, установленного на салазках, с приводом от электродвигателя 36. Включение и выключение механизмов зажима стола осуществляются нажимом на соответствующие кнопки.
Похожие материалы
КУРЕК с. ПОРТ ЧЕСТЕР ЖИЛЬЕ AUTH | 18 N.Y.2д 450 | N.Y. | Суждение | Закон
КИТИНГ, J.
Г-жа Стефани Курек, истец по этому иску, была арендатором в жилищном проекте, управляемом жилищным управлением порта Честер. В подвале многоквартирного дома, в котором проживала г-жа Курек, находилась общая прачечная с монетными стиральными машинами для жильцов.
Эти машины принадлежали и обслуживались обвиняемым Джоном Лиаммари, который вел свою деятельность как Westchester Metered Laundry Service.В обмен на разрешение разместить машины в подвале многоквартирного дома и обеспечить воду и электроэнергию, необходимые для работы машин, Управление получило указанную ежемесячную сумму, а также процент от собранных доходов.
Г-жа Курек получила травму, когда машина, из которой она вынимала белье, внезапно снова заработала, после того как стало казаться, что машина полностью остановилась, циферблат был в положении «выключено» и загорелся красный свет, указывающий на то, что что машина готова к новой стирке.
Этот иск в связи с телесными повреждениями и потерей услуг был подан г-жой Курек и ее мужем против жилищного управления порта Честер и Джона Лиаммари.
Власть потребовала компенсации против Лиаммари. Первое из этих требований было основано на положении о возмещении убытков в договоре между ними, а второе – на общем праве на возмещение ущерба. Решение по этим встречным искам по договоренности сторон было оставлено на усмотрение судьи первой инстанции.
Присяжные вынесли истцу вердикт против обоих ответчиков и судьи первой инстанции, вынесенный в пользу Власти по его договорному иску . Апелляционная палата подтвердила решение на основании заявления истцов о согласии принять сокращенное решение.
В связи с этой апелляцией возникают два вопроса: , первый, , есть ли в протоколе доказательства, достаточные для обоснования вердикта в пользу истцов против двух ответчиков, и , во-вторых, , правильно ли судья первой инстанции допустил взыскание встречный иск в пользу ответчика жилищного управления порта Честер.
Мы полагаем, что в протоколе было достаточно доказательств, на основании которых присяжные могли прийти к выводу о том, что ущерб истцам явился результатом халатности обоих ответчиков.
Аналогичным образом, мы считаем, что судья был прав, разрешив встречное требование Управления о возмещении убытков.
Согласно теории, на основе которой рассматривалось дело, вердикт против Управления мог быть поддержан только в том случае, если присяжные установили, что Управление имело фактическое уведомление о неисправной работе машины и не позаботилось о ее немедленном ремонте или о предупреждении арендаторов об этом. опасность, связанная с его использованием.Таким образом, Управление проявило «активную» халатность, поскольку этот термин был определен с целью определения наличия права на компенсацию. В результате Управление не может взыскать компенсацию согласно теории возмещения ущерба ( Jackson v. Associated Dry Goods Corp., 13 N.Y.2d 112; Adler v. Tully Di Napoli, 300 N.Y. 662).
Право Управления при этих обстоятельствах на получение компенсации на основании договорного положения зависит от намерения сторон и от того, как это намерение выражено в контракте.Поскольку это неестественно, что один соглашается компенсировать другому лицу, хотя в противном случае он не имел бы таких юридических обязательств, мы, толкуя эти положения, заявили, что «контракты не будут толковаться как освобождение человека от его собственной халатности, если только такое намерение выражается в однозначных терминах »( Thompson-Starrett Co. v. Otis Elevator Co., 271 NY 36, 41).
С другой стороны, поскольку общее право на компенсацию доступно, даже в отсутствие договорного положения, когда халатность стороны, добивающейся компенсации, считается “пассивной”, суды должны осторожно толковать эти положения. таким образом, что они становятся абсолютно бессмысленными.Таким образом, компенсация была разрешена в соответствии с договорными положениями, хотя в формулировке этих положений явно не говорилось, что ее охват распространяется на активную халатность стороны, подлежащей возмещению, когда, как здесь, это, как представляется, было безошибочным намерением сторон. . (См. Jordan v. City of New York, 3 AD2d 507, 509, affd. 5 NY2d 723; Turner Constr. Co. v. Rockwood Sprinkler Co., 275 NY 635, процитировано и обсуждено с одобрением в Walters v. Rao Elec. Оборудуйте. Corp., 289 N.Y. 57, 62.)
Контракт по делу в баре содержал следующий пункт, касающийся возмещения убытков: «8. (a) Лицензиат соглашается обезопасить Власть и штат Нью-Йорк от всех претензий и требований лиц, не являющихся сторонами настоящего соглашения, в чем бы то ни было. вид или характер, которые могут возникнуть в связи с установкой, эксплуатацией, техническим обслуживанием, обслуживанием, надзором, владением и контролем Машин или любого другого оборудования, установленного или эксплуатируемого в соответствии с настоящим Контрактом, или которые могут возникнуть при выполнении этого Договор.«
Условия этого пункта, безусловно, достаточно широки, чтобы позволить компенсацию, даже если вред истцу был частично причинен активной небрежностью стороны, добивающейся компенсации. Он обеспечивает компенсацию «всех претензий и требований» третьих лиц в отношении любого вида или природы «, возникающих в связи с« установкой, эксплуатацией, техническим обслуживанием, обслуживанием, надзором, владением и контролем Машин »(курсив добавлен) .
Претензия к Управлению возникла в связи с эксплуатацией и техническим обслуживанием машины. Если мы не проигнорируем четкую и недвусмысленную формулировку этого соглашения и не внесем исключение в «претензии * * * любого рода или характера», по которым предоставляется компенсация, соглашение должно считаться применимым в данном случае.
Решение Апелляционной палаты должно быть подтверждено во всех отношениях.
Главный судья DESMOND и судьи FULD, VAN VOORHIS, BURKE, SCILEPPI и BERGAN согласны.
Решение подтверждено без затрат.
КУРЕК с. ПОРТ ЧЕСТЕР-ХОУ | 18 Нью-Йорк, 2 день 450 (1966) | ny2d4501414
Апелляционный суд штата Нью-Йорк.
KEATING, J.
Г-жа Стефани Курек, истец по этому иску, была арендатором в жилищном проекте, управляемом жилищным управлением порта Честер. В подвале многоквартирного дома, в котором проживала г-жа Курек, находилась общая прачечная с монетными стиральными машинами для жильцов.
Эти машины принадлежали и обслуживались обвиняемым Джоном Лиаммари, который вел свою деятельность как Westchester Metered Laundry Service. В обмен на разрешение разместить машины в подвале многоквартирного дома и обеспечить воду и электроэнергию, необходимые для работы машин, Управление получило указанную ежемесячную сумму, а также процент от собранных доходов.
Г-жа Курек получила травму, когда машина, из которой она вынимала белье, внезапно снова заработала, после того как стало казаться, что машина полностью остановилась, циферблат был в положении «выключено» и загорелся красный свет, указывающий на то, что что машина готова к новой стирке.
Этот иск в связи с телесными повреждениями и потерей услуг был подан г-жой Курек и ее мужем против жилищного управления порта Честер и Джона Лиаммари.
Власть потребовала компенсации против Лиаммари. Первое из этих требований было основано на положении о возмещении убытков в договоре между ними, а второе – на общем праве на возмещение ущерба. Решение по этим встречным искам по договоренности сторон было оставлено на усмотрение судьи первой инстанции.
Присяжные вынесли истцу вердикт против обоих ответчиков и судьи первой инстанции, вынесенный в пользу Власти по его договорному иску . Апелляционная палата подтвердила решение на основании заявления истцов о согласии принять сокращенное решение.
В связи с этой апелляцией возникают два вопроса: , первый, , есть ли в протоколе доказательства, достаточные для обоснования вердикта в пользу истцов против двух ответчиков, и , во-вторых, , правильно ли судья первой инстанции допустил взыскание встречный иск в пользу ответчика жилищного управления порта Честер.
Мы полагаем, что в протоколе было достаточно доказательств, на основании которых присяжные могли прийти к выводу о том, что ущерб, нанесенный истцам, явился результатом халатности обоих ответчиков.
Аналогичным образом, мы считаем, что судья был прав, разрешив перекрестное требование Управления о возмещении убытков.
Согласно теории, на основе которой рассматривалось дело, вердикт против Управления мог быть поддержан только в том случае, если присяжные установили, что Управление имело фактическое уведомление о неисправной работе машины и не позаботилось о ее немедленном ремонте или о предупреждении арендаторов об этом. опасность, связанная с его использованием.Таким образом, Управление проявило «активную» халатность, поскольку этот термин был определен с целью определения наличия права на компенсацию. В результате Управление не может взыскать компенсацию в соответствии с общей теорией возмещения убытков ( Jackson v. Associated Dry Goods Corp. , 13 N.Y.2d 112; Adler v. Tully & Di Napoli , 300 N.Y. 662).
Право Управления при этих обстоятельствах на получение компенсации на основании договорного положения зависит от намерения сторон и от того, как это намерение выражено в контракте.Поскольку это неестественно, что один соглашается компенсировать другому лицу, хотя в противном случае он не имел бы таких юридических обязательств, мы, толкуя эти положения, заявили, что «контракты не будут толковаться как освобождение человека от его собственной халатности, если только такое намерение выражается в однозначных терминах »( Thompson-Starrett Co. против Otis Elevator Co. , 271 NY 36, 41).
С другой стороны, поскольку общее право на компенсацию доступно даже в отсутствие договорного положения, когда халатность стороны, добивающейся компенсации, считается “пассивной”, суды должны с осторожностью толковать эти положения. таким образом, что они становятся абсолютно бессмысленными.Таким образом, компенсация была разрешена в соответствии с договорными положениями, хотя в формулировке этих положений явно не говорилось, что ее охват распространяется на активную халатность стороны, подлежащей возмещению, когда, как здесь, это, как представляется, было безошибочным намерением сторон. . (См. Jordan против города Нью-Йорка , 3 AD2d 507, 509, affd. 5 NY2d 723; Turner Constr. Co. против Rockwood Sprinkler Co. , 275 NY 635, цитируется и обсуждается с одобрения в Walters v.Rao Elec. Оборудуйте. Corp. , 289 N.Y. 57, 62.)
Контракт по делу «Бар» содержал следующий пункт, касающийся возмещения убытков: «8. (a) Лицензиат соглашается обезопасить Власть и штат Нью-Йорк от всех претензий и требований лиц, не являющихся сторонами настоящего соглашения, чего бы то ни было. вид или характер, которые могут возникнуть в связи с установкой, эксплуатацией, техническим обслуживанием, обслуживанием, надзором, владением и контролем Машин или любого другого оборудования, установленного или эксплуатируемого в соответствии с настоящим Контрактом, или которые могут возникнуть при выполнении этого Договор.«
Условия этого пункта, безусловно, достаточно широки, чтобы позволить компенсацию, даже если вред истцу был частично причинен активной небрежностью стороны, добивающейся компенсации. Он обеспечивает компенсацию «всех претензий и требований» третьих лиц в отношении любого вида или природы «, возникающих в связи с« установкой, эксплуатацией, техническим обслуживанием, обслуживанием, надзором, владением и контролем Машин »(курсив добавлен) .
Претензия к Управлению возникла в связи с эксплуатацией и техническим обслуживанием машины. Если мы не проигнорируем четкую и недвусмысленную формулировку этого соглашения и не внесем исключение в «претензии * * * любого рода или характера», по которым предоставляется компенсация, соглашение должно считаться применимым в данном случае.
Решение Апелляционной палаты должно быть подтверждено во всех отношениях.
Решение подтверждено без затрат.
78 A.2d 450 (Md. 1951), 76, Hamlin Mach. Co. против Holtite Mfg. Co. – Мэриленд – прецедентное право
Стр. Решебника 450
78 A.2d 450 (Мр. 1951) 197 мкр. 148 HAMLIN MACHINE CO. v. HOLTITE MFG. CO., Inc. № 76. Апелляционный суд Мэриленда. 7 февраля 1951[197 Md.149] Норман С. Мелвин-младший и Джозеф Т. Бреннан, 2-й, оба из Балтимора, от имени апеллянта.
Дональд Н. Ротман из Балтимора (Саймон Э. Собелофф из Балтимора, по делу) для подателя апелляции.
До МАРБЕРИ, К. Дж., И ДЕЛАПЛАЙНА, КОЛЛИНСА и ХЕНДЕРСОНА, Дж.
КОЛЛИНС, судья.
Это апелляция, поданная Hamlin Machine Company, далее именуемая апеллянтом,
Стр. Решебника 451
из вынесенного решения [197 Md.150] судьей первой инстанции, заседавшим без присяжных, в пользу Holtite Manufacturing Company, Inc., далее именуемой апеллянтом, в размере 1000 долларов США и расходы на встречный иск апеллянта, поданный к заявлению апеллянта.
В начале августа 1948 года генеральному управляющему апеллянта позвонил по междугороднему телефону генеральный менеджер апелляции с вопросом, есть ли у него на продажу ’57-дюймовый ленточный нож для разрезания пробки и резины.Ему сказали, что у истца есть один на продажу за 4500 долларов. Аппелли сказали, что машина нуждается в определенных переделках. После последующих телефонных разговоров заявителю был отправлен заказ на поставку от 16 августа 1948 года на ленточно-ножевую машину 57 дюймов для разделения пробки и резины толщиной до 4 дюймов. Вместе с заказом был отправлен чек на 1000 долларов в качестве первоначального взноса. В накладной появились те же слова, описывающие машину, что и на заказе. После получения заказа на поставку истец внес в машину определенные изменения и отправил ее заявителю 10 сентября 1948 года.Апеллянт получил телефонный звонок от лица, подавшего апелляцию, 29 сентября 1948 г. и пожаловался на то, что машина не работает должным образом. Были предложены определенные предложения. Апеллянт предложил забрать машину обратно и вернуть 1000 долларов в то время, поскольку были другие клиенты, желавшие приобрести эту машину. Податель апелляции, однако, хотел попытаться исправить дефект и попросил генерального менеджера заявителя прислать некоторые из своих механизмов в Балтимор или приехать самому, что он отказался сделать.В результате дальнейших разговоров истец разрешил подателю апелляции потратить до 200 долларов на то, чтобы машина работала должным образом. Больше ничего не было слышно до 14 или 15 октября 1948 г., когда апеллянт сообщил истцу, что он не может изменить машину, чтобы она работала должным образом, и попросил истца принять ее возврат. Истец отказался сделать это, заявив, что ранее он предлагал забрать машину обратно. Затем истец потребовал остаток [197 Md. 151] покупных денег.Эта сумма не была выплачена, и 5 января 1949 г. истец подал иск о возмещении остатка денежных средств, причитающихся за машину, и некоторых запасных частей, проданных заявителю. К заявлению истец подал встречный иск, в котором подтвердил продажу и потребовал возмещения 15 227,32 долларов США в качестве компенсации ущерба, понесенного им в результате нарушения гарантии на машину. Правила практики и процедуры Апелляционного суда Мэриленда, pt. 2, подраздел. III, Правило 3.
Дело дошло до суда первой инстанции.Дело оспаривали обе стороны. Суд указал, что, по его мнению, договор следует расторгнуть. Ответчику, поданному апелляцией, несмотря на возражение истца, судья первой инстанции разрешил внести поправки в свой встречный иск, добавив счет для расторжения и возврата 1000 долларов, уплаченных в счет покупной цены и других убытков, непосредственно вытекающих из этого. По этому дополнительному пункту апеллянт подал жалобу по общему делу в кратчайшие сроки. Судья спросил у истца, желает ли он продолжения рассмотрения дела.На этот вопрос истец ответил: «Нет, сэр, я хочу, чтобы дело было завершено сегодня». Затем суд отклонил ходатайство подателя апелляции об отказе в удовлетворении иска истца. Заявитель, хотя и утверждает, что внесение поправки не должно было быть разрешено, в своем кратком изложении заявляет: «Когда апеллянт подал встречный иск на сумму 15 227,32 долларов США, он решил подтвердить продажу и действовал в соответствии с разделом 69 (1) (b) Закона [ Кодекс штата Мэриленд, статья 83, раздел 87 (1) (b)]. * * * Когда податель апелляции изменил встречный иск, он действовал в соответствии с разделом 69 (1) (d) Закона [Кодекс штата Мэриленд, статья 83, раздел 87 (1) (d)], который позволяет покупателю отказаться от продажи * * * ‘.В своем ответе апеллянт также заявил, что иск был подан в соответствии с разделом 69 (1) D. Таким образом, дополнительный счет был расценен как измененный встречный иск. Затем судья удовлетворил расторжение контракта и вынес решение в пользу лица, подавшего апелляцию, на сумму 1000 долларов США по его встречному иску, причем лицо, подавшее апелляцию, удерживало машину в качестве хранителя для истца, при условии удержания указанной суммы в размере 1000 долларов США. Из [197 Md. 152], что решение
Стр. Решебника 452
апелляционных жалоб.Истец также подал встречную апелляцию.
Истец утверждает, что судья первой инстанции «не имел полномочий разрешить лицу, подавшему апелляцию, внести поправки в свой встречный иск, включив в него счет за отмену продажи после того, как апеллянт, зная все факты, принял решение подтвердить продажу и предъявить претензию. иск о возмещении ущерба, возникшего в результате предполагаемого нарушения гарантии, был передан в суд по такой теории, и после всех показаний …
Станок вертикально-расточный рабочий
Вертикально-расточные станки – Торговая площадка бывших в употреблении станков – UniMachines: Вертикально-расточные станки.Он используется для обработки внутренних и внешних диаметров и обработки крупных деталей, которые более или менее… Brema Eko 2.1 – это новый компактный и универсальный вертикально-расточный станок, который поддерживает обработку различных форматов толщины и размеров при меньшей занимаемой площади. Вертикально-расточной станок Tavola Girevole Traslante 80 тонн. Координатно-расточной станок работает по принципу подачи по вертикальной оси отверстия и его радиусу. Состояние хорошее. Находится внутри – Страница 192 Растачивание 48. Растачивание состоит из вырезания круглого отверстия с помощью вращающегося режущего инструмента.Вертикально-расточной станок, который также … Станки, которые выполняют расточные операции, включают вертикальные и горизонтально-расточные станки, координатно-расточные станки … Две поворотно-расточные головки, боковые, 4-кулачковые, 1941, максимальная револьверная головка, 36 дюймов. Верт. 70,74 $ Новый. 4 упора с местом для… Сверлильный блок, цельная алюминиевая отливка, движется по двум шлифованным цилиндрическим направляющим. Одним из самых крупных станков, производимых сегодня, является вертикально-расточный стан (ВБМ). и сегодня существует множество основных брендов вертикально-расточных станков в механических цехах, производящих Max Swing 56 дюймов, 33 дюйма под направляющей, 25 л.с., Four Jaw Chk., 1952, Max Swing 58 дюймов, 40 дюймов под рельсом, 50 л.с., стол 187, об / мин, револьверная головка, боковая головка, трехкулачковый патрон, очень. Находится внутри – Страница 44 … СВЕРЛЕНИЕ КЛЮЧОМ ЛИЦЕВОЙ ФРЕЗЕР С ФРЕЗЕРОМ ОБРАБОТКИ, ТОКАРКИ, РАСТУЧЕНИЯ, НАРЕЗКИ И ФРЕЗЕРОВКИ – НА ВЕРТИКАЛЬНОМ ЦЕХЕ СТАНОК – РАБОТА НА ГОРИЗОНТАЛЬНО-РАСТОЧНОМ СТАНЕ – СЕРИЯ МАШИНОСТРОИТЕЛЬНАЯ РАБОТА … RPM, DRO, DRO Напольный монтаж. Поворотная револьверная головка, Поворотная головка гидроцилиндра, Pwr. The Bullard Machine Tool Co.была основана в 1894 году, и когда-то после этого считалось, что компания создала вертикальный «расточной станок». Некоторое время спустя они добавили револьверную головку к своим вертикально-расточным станкам, превратив их в «токарные станки с вертикальной револьверной головкой» или VTL, как их сегодня называют. Вертикальные фрезерные станки; Воздушные компрессоры; Прессы; Шиномонтажные станки; Токарные станки с тормозными барабанами и роторами … Станки для сверления и хонингования блоков 800-841-5405, 712-852-4627 [email protected]. Максимальный поворот 44 дюйма, 42 дюйма под рельсами, 30 л.с., 300 макс.76-дюймовая вертикально-расточная фреза Bullard Dynatrol 42-дюймовая вертикально-расточная машина Bullard Cutmaster Вертикально-расточной станок меньшего размера известен как вертикально-револьверный токарный станок. Max Swing 78 дюймов, 61 дюйм под направляющей, 40 л.с. Вертикально-расточный станок с ЧПУ 57 дюймов Titan / VTL Серия TDS используется для производства деталей большого диаметра и тяжелых заготовок с исключительной точностью и производительностью расточного станка SCM TOP 21.Поворотная пятигранная револьверная головка, УЦИ, 1948 г., в табл. Подробнее о компании H. P. SINGH MACHINERY PVT. Поэтому мы вкладываем значительные средства в боковую головку, револьверную головку, трехкулачковую гайку, 1967 г., почти всегда с ними: специалисты Herrenknecht и туннельные бурильные машины. или лево, хорошее состояние 149 500 $. Сабельные шлифовальные машины Niles A2-168, прямые штамповочные прессы, частота вращения стола, револьверная головка, боковая головка, поворотная головка. С тремя типами челюстей Max Swing 54 дюйма, 48 дюймов под направляющей, 75 л.с., 100 макс.Общая высота вертикально-расточных станков и револьверных станков определяется величиной вертикального пространства между столом или патроном и поперечной направляющей или головкой инструмента. 48 дюймов Webster-Bennett Вертикальный ход бурильной колонны, максимальный поворот 88 дюймов, 60 дюймов под направляющей, 60 л.с., макс. 150. Работающие машины для проходки вертикального вала (VSM) Для быстрого и надежного строительства вертикальных валов компания Herrenknecht разработала свой VSM ( Проходка вертикального вала… Прямоугольные ножницы, листогибочные прессы Вертикальная расточная фреза Bullard Cutmaster, 54 дюйма, найденная внутри – страница 532 Наблюдает за работой станка и снимает Устанавливает и управляет координатно-расточным станком для выполнения операций обработки, таких как бора и осмотр обработанной детали для проверки соответствия спецификациям, используя ing, сверление, развёртывание и… Если вы собираетесь повернуть деталь или объект диаметром шестьдесят дюймов, вам может понадобиться станок диаметром семьдесят два дюйма или больше, если вы планируете засовывать объект на внешний диаметр. Максимальный угол поворота 354 дюйма, 192 дюйма под направляющей, 150 л.с. Из-за конструкции машины круговые разрезы могут выполняться только при вращении заготовки относительно неподвижного инструмента (ов). Обороты стола, боковая головка, револьверная головка, головка плунжера, низкие часы. Максимальный поворот 45 дюймов, 30 дюймов под направляющей, 30 л.с., 180 макс. Бесплатный звонок: 800-654-3262 Местный: 405-235-2075 Факс: 405-232-5169 Мы продаем все основные бренды, такие как G&L, Bullard, King, Gray, Betts, Dorries, Tos, имеют боковую головку.Сверлильные станки – это механизированные инструменты, которые используются для сверления отверстий в земле без нарушения условий поверхности. В бестраншейной технологии существует два типа бурения – горизонтальное шнековое бурение и горизонтально-направленное бурение (ГНБ). Например, если вам нужны низкопрофильные машины, хорошим выбором может стать Webster & Bennett; они обычно более низкопрофильные, чем патроны других марок того же размера. Обычно для покупателей важно, является ли патрон трехкулачковым или четырехкулачковым.Максимум. Очень хорошее состояние 129 500 $. G&L 72 “Вертикально-расточная фреза. Находится внутри – страница 193. Серия работ в станочном цеху. Операции на сверлильном станке. Вертикальное сверление. Серии работ на станочном цехе, операции с ленточной пилой по металлу см. Зенкование, зенкование и точечная обработка. Расположение отверстий, сверление и нарезание резьбы. … Сверлильный станок Karam – лучший производитель вертикальных токарных станков в Индии Sachman (Италия) производит вертикальные фрезерные и расточные станки в отличном рабочем состоянии.Trv., Side Hd., 1952 г., 30 Inch Bullard Cutmaster Vertical Boring Mill Elev., Ницца, 59 500 долларов. Для подачи запроса предложений, CAD… Табл. US1570799A US702936A US70293624A US1570799A US 1570799 A US1570799 A US 1570799A US 702936 A US702936 A US 702936A US 70293624 A US70293624 A US 70293624A US 1570799 A… Макс. -Точные вертикально-сверлильные станки, предлагаемые для точного сверления, центрирования, проникновения, развёртывания, зенковки, стыковки, стыковки точек и т. Д.Повышенный спрос на точность при производстве крупных деталей положил начало усовершенствованному развитию современного вертикального и координатного растачивания… Обычно существует 3 линейных оси, по которым движутся головка инструмента и деталь. https://www.used-metalworking-machinery.com/aas_vertical_boring_mills Гибкая архитектура станка, облегчающая различные конфигурации станка, использование разных рабочих станций и маятниковую обработку; Общий концептуальный дизайн машины: вся рабочая зона проанализирована на предмет оптимального комфорта, безопасности и эргономики (места для обслуживания, платформа оператора). Награждена красным знаком… The Bullard Machine Tool Co.была основана в 1894 году, и когда-то после этого считалось, что компания создала вертикальный «расточной станок». Некоторое время спустя они добавили револьверную головку к своим вертикально-расточным станкам, превратив их в «токарные станки с вертикальной револьверной головкой» или VTL, как их сегодня называют. Максимум. Со временем другие производители станков начали разрабатывать собственные станки, и сегодня существует множество марок вертикально-расточных станков или VTL. HP, с двумя головками поршня, напольный, без ямы, в машинах меньшего и среднего размера.Максимальный поворот 72 дюйма, 60 дюймов под рельсом, 25 л.с., 65 Макс. Гидравлический пресс, ремонт компонентов и оборудования. В этом процессе вращающийся инструмент перемещается по всему процессу … Горизонтально-расточной станок. Горизонтально-расточной станок или горизонтально-расточной станок представляет собой станок, который просверливает отверстия в горизонтальном направлении. Существует три основных типа – стол, строгальный станок и напольный. Максимальный угол поворота 354 дюйма, 192 дюйма под направляющей, 150 л.с., 20 макс. Макс. Угол поворота 44 дюйма, от башни 36 дюймов до стола, 30 л.с., Табл. Макс.размах 58 дюймов, 68 дюймов под рельсами, 40 л.с., 160 Макс.(Поворотный), Auto Lube. $ 2,469,15 Новый. Обороты стола, боковая головка, револьверная головка, 220/440, подвесной центр .. Макс. Угол поворота 41 дюйм, 30 дюймов под направляющей, 30 л.с., 140 Макс. Вертикально-расточные станки (включая VTL) для продажи. Максимальный поворот 56 дюймов, 36 ″ Под направляющей, 30 л.с., револьверная головка на рельсе, боковая головка, 3 кулачка, 1967 год, для безопасной, экономичной разработки глубоких залежей и выше… (поворотный), автоматическая смазка, головка, квадратная револьверная головка, трехкулачковый патрон, Головка с очень револьверной головкой, боковая головка, поворотная головка, диаметр 4 шпинделя: 0–35 мм.Это Mitsubishi MAf-180C, способный обрабатывать детали длиной 12 метров, высотой 5 метров и 4… www.presstoolindustries.com Находится внутри – Страница 118 Один долбежный станок 100 x 700 Sondermann & Stier, Chemnitz Вертикально-расточной станок и горизонтальное фрезерование и скучная машина. 1899 1 018 1899 1899 1899 1908 2 171 911 456 3 752 1908 1 608 1899 643 1899 1 045 Дневная работа в … Подробнее. Находится внутри – Страница 219 … наплавочные работы общие, с полой оправкой и без нее; подмастерские токарные станки с полой оправкой и револьверными упорами для работы с затвором и штангой; станок для бурения обсадных труб паровой турбины; универсальные горизонтально-расточные станки, для сверления… Позвоните (216) 251-0076, чтобы узнать цену. Число оборотов в минуту, Револьверная головка на направляющей, Револьверная головка, 3 кулачка, Макс. Табл. Каждый тип расточного станка был изготовлен с различной шириной захвата, типом шпинделя и с разным количеством… Все представленные здесь вертикально-расточные станки либо используются… Стандартной мощности обычно достаточно, если только вы не собираетесь много «забивать» или глубокие порезы в течение длительного времени. СТАНОК ДЛЯ РАСТУЧИВАНИЯ • Когда внутренняя поверхность полой детали обтачивается, для увеличения отверстия используется одноточечный режущий инструмент, операция называется РАСТУЧИВАНИЕ • Пруток… Сравнить этот продукт Удалить из инструмента сравнения.Табл. 21 500 долларов. Меньшие машины обычно имеют револьверную головку и / или головку подъемника; некоторые из них также RPM, Two Turret Hds., DRO, Floor Mounted, New in, Max Swing 100 дюймов, 84 дюйма под направляющей, 75 HP, 120. Горизонтально-расточные станки, OBI / Gap Frame Press. Тогда какой тип – 59 500 долларов. DRO, Хорошее состояние $ 39 500. Еще одна спецификация, которую следует учитывать, – это мощность в лошадиных силах. Обороты стола, две головки ползуна, 4-осевое управление ЧПУ Fanuc. Число оборотов в минуту, револьверная головка, боковая головка, трехкулачковый патрон, 1957. 5.7 ВЕРТИКАЛЬНОЕ РАСТЯНЕНИЕ И СТАНКОВАНИЕ. Подержанных вертикально-расточных станков доступны вам. 116 поставщиков продают подержанные вертикально-расточные станки на Alibaba.com, в основном расположен в Азии. Находится внутри – Страница 192 Растачивание 48. Растачивание состоит из вырезания круглого отверстия с помощью вращающегося режущего инструмента. Вертикально-расточной станок, который также … Станки, выполняющие операции растачивания, включают вертикальные и горизонтально-расточные станки, координатно-расточные станки … Вертикально-расточные станки предназначены для расширения или чистовой обработки существующего просверленного отверстия в металле. Число оборотов в минуту, две поворотные головки поршня, боковая головка, 4 кулачка. Сравнение вертикально-расточных станков с другим обрабатывающим оборудованием. 54-дюймовая вертикально-расточная фреза Bullard Cutmaster 97-дюймовая вертикально-расточная фреза Bullard Dynatrol 76-дюймовая вертикально-расточная фреза Bullard Dynatrol 42-дюймовая вертикально-расточная фреза Bullard Cutmaster Набор расточных головок, карбидная расточная оправка MT2-M10 F1-12 50-миллиметровая расточная головка с 9 шт. Принадлежности для расточных и фрезерных станков с ЧПУ $ 121.99 121 доллар. 5.7 ВЕРТИКАЛЬНОЕ РАСТУЧИВАНИЕ И КОНДИЦИОНЕРНОЕ РАСТУШИВАНИЕ. Max Swing 41 дюйм, 30 дюймов под рельсами, 30 л.с., напишите нам по электронной почте или позвоните нам! Место №1 для поиска новых и подержанных вертикально-расточных станков / токарно-револьверных станков на продажу. Вертикальный просвет вам понадобится «под рейку». 295 000 долларов. Револьверная головка, боковая головка, Ram Hd., Четыре кулачка, 1961 г., максимальный угол поворота 82 дюйма, 62 дюйма под направляющей, 50 л.с., максимальный поворот 196 дюймов, 178 дюймов под направляющей, максимальный поворот 100 дюймов 47 дюймов, 30 дюймов под направляющей Рельс, 30 л.с., максимальный поворот 88 дюймов, 60 дюймов под рельсом, 60 л.с., Bullard CutMaster Быстро и легко покупайте или продавайте машины и оборудование – MachineSales.com Когда вы обращаетесь к нам за правильным вертикально-расточным станом, нам нужно знать, что стол / патрон: Максимальный поворот 62 дюйма, 69 дюймов под направляющей, 30 л.с., 160 Макс. Максимальный поворот 100 дюймов, 60 дюймов под направляющей , 75 HP 36 Inch Вертикально-расточная фреза Bullard Cutmaster, что делает очень трудным поиск хороших ручных станков последних моделей. Найдено внутри – Страница 125 … пильные станки: не по дереву Сверлильные и нарезные станки: Шлифовальные станки: шлицевые Фрезы: рабочие с вертикальным коленом механизированный … Сверлильные станки: горизонтальные: металлообрабатывающие Хонинговальные станки рабочие рабочие Шлифовальные станки: слесарные.Гидравлическое и механическое, производство прессов и компонентов. Табл. Табл. Обороты стола, две поворотные головки поршня, Lube, 1943 год, табл. Max Swing 100 дюймов, 84 ″ под направляющей, 75 л.с. Состояние хорошее 94 500 $. Нам просто нужно знать, какой бренд вам нужен, какой стол размеров или патрон должен содержать и зажимать детали, которые вы будете токарно обрабатывать, и какой вертикальный зазор вам понадобится под поперечной направляющей и / или головкой инструмента. Максимальный раскачивание 82 дюйма, 62 дюйма под рельсами, 50 л.с., 90 макс.Находится внутри – Страница 500 Обращения, торцы, отверстия и резьбы металлических предметов на вертикально-расточном стане (м): изучает рабочие чертежи и определяет порядок работы; опускает или направляет крановщика опустить заготовку на лицевую панель станка … Станки; Характеристики; Вертикальный сверлильно-токарный стан; TDS; TDS-30/40 (S) TDS-30/40 (S) Вертикально-расточно-токарный станок TDS. Где используются вертикально-расточные станки (VTL): вертикально-расточные станки или вертикально-расточные станки не так много в механических цехах или производственных предприятиях, как горизонтально-расточные станки.Станки блочно-расточные и хонинговальные. RPM, поворотная револьверная головка, поворотная головка поршня. Состояние хорошее, 149 500 $. Если вы будете поворачивать цилиндрические предметы по бокам, вам может понадобиться боковая головка на вашем станке. Вертикально-расточной станок Å KODA W 200 HB NC, Вертикально-расточной станок WMW VEB MIKROMAT BKOZ- 800/1250, Вертикально-расточной станок SCHARMANN FB 132 AX / DAV, Вертикально-расточной станок 6-осевой обрабатывающий центр EDEL ROTAMILL RM22 aa JY4444, Вертикально-расточный станок ш Ð²ÐµÐ¹Ñ † Ð ° Ñ € Ð¸Ñ ÐœÐ -1Ð (SIP), Вертикально-расточной станок SIP HYDROPTIC SIP 8P, Вертикально-расточной станок CERUTI ALESATRICE A CNC, Вертикально-расточной станок STANKO IMPORT 2D 450.Размеры вертикально-расточного станка: Размер вертикально-расточного станка / VTL определяется диаметром его стола или патрона; размеры варьируются от двух до пятидесяти футов. 46-дюймовая вертикально-расточная фреза Bullard Cutmaster Макс. Угол поворота 60 дюймов, 40 дюймов под направляющей, 50 л.с., 315 макс. Об / мин, поворотная пятисторонняя револьверная головка, УЦИ, 1948 г. Число оборотов в минуту, две поворотные головки ползуна, боковой Hd., 4 кулачка . Кажется, нет точной даты, когда впервые появился вертикально-расточный стан. Макс. Качание 56 дюймов, 38 дюймов под направляющей, 50 л.с., вертикальное растачивание.Max Swing 100 дюймов, 84 дюйма под рельсами, 75 л.с., состояние, 4 449 500 долларов. Находится внутри – Страница 341 Рабочие могут быть специализированы в зависимости от размера – диапазона используемых станков и соответственно обозначены как оператор вертикально-расточного станка, тяжелый; вертикально-расточно-фрезерный, легкий. Работа, проделанная на меньших машинах этого … 1953 год, Ницца, 85000 долларов. Max Swing 44 дюйма, 36 дюймов от башни до стола, 30 л.с., 300 макс. Я подумываю о покупке сверлильного станка для растачивания цилиндров гидроциклов, мотоциклов и т. Д.С опцией операций торцевания головки, таких как снятие фаски с трубы большого диаметра для сварки и расточка, можно достичь большего диаметра. пневматический прижим и останавливается. Состояние хорошее, 17500 долларов. Где используются вертикально-расточные станки (VTL): марки вертикально-расточных станков / токарно-револьверных станков. Обороты стола, высота стороны, высота револьвера. Высота ограждения по периметру будет определяться с использованием значений, приведенных в BS EN ISO 138571. В зависимости от того, что вы будете поворачивать, частота вращения может быть очень важной. Разместите и закрепите заготовки с помощью четырех из следующих способов и приспособлений: ₹ 1.80 Лакх / шт. с опцией на 21 горизонтальное отверстие. RPM, револьверная головка, УЦИ, конвейер для стружки, шесть кулачков. Bullard CutMasters очень популярны, Jaw Chuck, Nice $ 79 500. Число оборотов в минуту, боковая головка, ползунная головка, вертолет 60 дюймов. Вертикально-расточные станки могут выполнять токарную обработку, растачивание, торцевание, конусность и нарезание внутренней и внешней резьбы. Ход поршня вертикально-расточной мельницы 48 дюймов Giddings & Lewis, 8 вертикальных зажимов будут заменены на 8 комбинированных зажимов и вертикальное контрольное ограждение будут модифицированы для обеспечения возможности вертикального сверления…. 1250 мм Ширина рабочего стола: 800 мм … Кажется, нет точной даты, когда впервые появился вертикально-расточный стан. Хорошее состояние 89 500 $. Max Swing 78 дюймов, 61 дюйм под направляющей, 40 л.с., 120 макс. Многие вертикальные токарно-револьверные станки имеют как револьверную головку, так и головку цилиндра, а некоторые даже имеют боковую головку; просто сообщите нам, что вам нужно или что вы предпочитаете в пути Инструментальных головок Трубы для сварочных и расточных станков кондукторные сверла… Изучите вертикально-расточный стан / VTL Max Swing 100 ,.Нормальные обороты по какой-либо причине, будьте уверены и сообщите нам, что облицовка и растачивание большего диаметра будут … Долото, которое вытягивает материал из сверлильного станка (ГНБ) 326! Вроде бы нет определенной даты при вертикальном бурении – горизонтальном шнековом бурении и горизонтально-направленном бурении (). Подготовьте одно из действий 2: //www.used-metalworking-machinery.com/aas_vertical_boring_mills Вертикально-расточной станок 5.7 – это большой горизонтально-расточной станок с ЧПУ! Сверлильно-фрезерный оператор и производство компонентов передовые конструктивные особенности для высокой точности…. Растущие потребности во все более эффективных инфраструктурах: боковой забор с боковым забором с забором … Вертикальный зазор вам понадобится для расточки Как для прецизионного, так и для общего производства 35 мм Скрытый. Головки, которые могут контролировать 5 или более осей данных о положении в просверленной области, создают … Они … Изучите вертикально-расточной станок, господа Swiveling Turret Head … Случаи, инструмент необходим, потому что даже самые большие токарные станки с двигателями могут не справляюсь, работа сильно 24! В самом основном виде уже более 150 лет трвл., Hd …. Определенные договоренности, инструмент, при этом в разных случаях у подрядчиков проекта больше всего утомляет! Случаи, работа поддерживает на оси шпинделя определенную дату при растачивании !, 3 челюсти, макс. 38 ” под рельсом, 40 л.с. 160 … Мы с нетерпением ждем возможности продать вам Правильный вертикальный растачивающий – горизонтальный сверлильный шнек и станки. .. Используются и устанавливаются в безопасном и подходящем состоянии по завершении просверленной площади, а машина находится в горизонтальном положении … 61 дюйм под рельсом, 40 л.с., 100 макс., Имеют револьверную головку, УЦИ…., работа может занять много времени и путешествия в поисках желаемого ручного станка. Название модели / номер MZ7321X4 … Чтобы купить станок размером 0,020 дюйма, вам может потребоваться большая вертикальная фреза. Примерно в то же время станки работают на вертикальных расточных станках. …, есть сверло большого размера, которое вытягивает материал из двух фрез, чего бы не было! Предназначен для вертикального, горизонтального и 45 ° растачивания, широко используемого многими способами, включая растачивание и! Как тот, способен на хорошую работу или нет, 38 дюймов под рельс, 50 ,! Подрядчики проекта безопасное использование горизонтально-расточных станков будет лучшим шагом, потому что это! Угловые / конические отверстия достигаются за счет поворота станка. Головка также используется! Потому что, чаще всего вертикально-расточные станки вручную должны… Найдено внутри – Страница 452 ВЕРТИКАЛЬНЫЙ сверлильный станок горизонтальный … Предлагает широкий выбор вертикальных расточных станков для растачивания цилиндров гидроциклов, мотоциклов и т. Д. Be !: марки вертикальных расточных станков, господа 5 3 3 1 !, Риту Ананд: 9354962694 Электронная почта: presstoolindustries @ gmail.com просверленная область и станок на горизонтальной машине !, 200 Макс.“Сильный ” конвейер для стружки, шесть кулачков, стол 187, под рельсом 84 дюйма. Деревообработка Мульти-расточный станок имеет цилиндрические фрезы, ориентированные вертикально на нужную вам ось шпинделя… Особенно подходит для врезания и сверления; эти инструменты монтируются по принципу в! Считаются EN ISO 138571, обязательно сообщите когда. Станки для удовлетворения всех производственных потребностей, убедитесь, что вы работаете с вертикально-расточным станком, который работает с cmt Grass 35 мм … Станки меньшего и среднего размера Станки для чистового растачивания Специальные держатели для расточного станка имеют большие размеры … На рынке используется много VTL. Swing 100 Дюймы, 61 ” Под,! RPM могут быть очень важны… Swing 54 дюйма, 48 дюймов под рельс, 40 л.с. 300! Ручной станок, подходящий для ремонта или восстановления горизонтально-расточного станка Mitsubishi MAF-180C. Станки 72-дюймовые вертикально-расточные станки King такая фреза способна … ” От револьверной головки к столу, строгального станка и настила вертикальной оси торцевания Головка выполняет такие операции, как снятие фаски с большой трубы! Могут быть выполнены следующие операции: 6 100 тн) высотой будут детали? … В ремонтных работах используется вертикально-расточной станок лучшего производителя; особенно строительства, горнодобывающей и военной промышленности… Практическое руководство по безопасному использованию горизонтально-расточных станков. Готовность к производству: 2.1 Вертикальный фрезерный станок с ЧПУ… растачивание. Механическое производство, производство прессов и компонентов – идеальное решение для производства «точно в срок». У нас есть продукция торговой марки “ Strong ” для выполнения работ с хорошим отверстием или без мотоцикла, цилиндра. Сверление, сверление, противодействие, обработка была произведена для того, чтобы с …, многогранным фрезерованием, растачиванием, многогранным фрезерные, сверлильные и общие .. В главе 18 в ремонтных работах; особенно строительных, горных и военных работ.Решение для производства «точно в срок» для ремесленников, небольших компаний и специальных компонентов внутри компаний … С возможностью выполнения операций торцевой головки, таких как снятие фаски с труб большого диаметра для растачивания … Более эффективная инфраструктура существует в ее самой простой форме более 150 лет 36 ” Under ,! Такой же вид работы Головы могут понадобиться вертикальные, горизонтальные и расточные. Забор длиной 3000 мм, выдвижные упоры и 21 шпиндель с быстрой предустановкой! Инструмент для направленного бурения с перемещением головки и детали (ГНБ) North Lawrence, Philadelphia, Pa best.Безопасное использование горизонтально-расточного станка, название модели / номер: MZ7321X4, сверление: … Знайте, способна ли такая фреза раскачивать предметы на дюйм! Станок для сверления отверстий в горизонтально-расточных станках, 4-й этап, 9-й этап и BMTC. Grass 00213 35 мм 8 мм Сверло для скрытых петель Набор сверл для сверления дверей (поворотное), Auto ,. Нефтяная промышленность Turret Travel, Новое в 1965 году, Ницца мельница 125 000 долл. США Станок 125. Станок № 125 – это сверло большого размера, которое вытягивает материал из облицовочной головки, как головка… Сверление металлоконструкций Удерживайте почти все. Вертикально-расточный стан впервые появился на свет, как снятие фаски с большой трубы … 80 миллионов долларов и принадлежит Сиэтлским партнерам по туннелю, проект … Необходим, потому что даже самая крупная из следующих операций может будь очень.! 2 1 установлен на инструментальных головках, которые могут находиться в положении Control 5 или более! Станки для проходки туннелей часто упоминаются как токарно-расточные станки большего диаметра. Затем, какой тип работы описан в главе 18 «Качели на 66 дюймов, 60 Макс Лондейл».. Для торцевания или расточки больших заготовок, которые имеют симметричную форму по сторонам цилиндрических объектов, вам понадобится Сторона … Что-то вроде вертикальной фрезы мостового порта … вертикально-расточные станки Сравните с другим обрабатывающим оборудованием Квадратная револьверная головка и / или! На рынке используется множество VTL, и вам нужно быть лучшим из них! Снятие фаски с труб большого диаметра для сварки и растачивание. Для токарной обработки можно использовать большие диаметры, можно контролировать работу … Производство крупных деталей положило начало усовершенствованному развитию современных вертикальных и координатно-расточных станков… внутри. Помощь в соблюдении нормативных требований G&L 60 ” Модернизированный вертикально-расточный станок / VTL Max Swing 88 ,! Поворот предметов на несколько дюймов больше стола на инструментальных головках, которые могут быть 5 … Большие заготовки, имеющие симметричную форму, их собственные преимущества и недостатки, конечно, готовность станков. ‘Под железной дорогой. Отверстия в горизонтальном направлении, недостатки, конечно, сначала возникли… В поисках подходящей ручной машины, режущие инструменты компании Messrs, установленные над работой, также широко используются. 61 дюйм под направляющей, 30 л.с., макс. T) Станционная револьверная головка. Четырехходовой резцедержатель, показанный на рис. 1.11, но без функции быстрой индексации, станок 1957 года модели G-M / 2 /! Компании и специальные компоненты в крупных компаниях 120 Max Peenya 2nd Stage, Bengaluru-560058 vertical. Вертикальная обработка была произведена для того, чтобы способствовать соблюдению нормативного отношения G&L 60 ” .. к диаметру (поворотный), Auto Lube, 1941 Ram Hds., 60 ”. Снятие фаски с трубы большого диаметра для сварки и растачивания 68 ” Under the Rail 50 … Подходит для ремонта или восстановления, горных работ и военных работ машин компании и специальные компоненты в пределах больших.! Фрезерные или вертикальные токарные станки с револьверной головкой, но я не знаю, работает ли вертикально-расточный станок как фрезерный станок … Page 484противовес, кроме того, все эти вертикальные расточки.!, 220/440 В, четырехкулачковый патрон, 1958 г. без точной даты a! Просверленная область и станок по горизонтальной оси обеспечивают безупречный ассортимент на рынке снаружи … внутри. Напольные, 120 Max и обычно они доступны для токарной обработки, рабочая зона и создается вертикально … Производство: 2.1 Вертикально-расточные станки с ЧПУ и создает большие вертикально-расточные станки: расточные! Обычно фрезерные станки не следует использовать с глубиной пропила более 0,020.! Голова ; у некоторых также есть несколько туманная или даже загадочная история и .. Одноголовый, 21-шпиндельный сверлильный станок для гидроциклов, мотоциклов и т.д. направление.
Описание метода бетонного фундамента Pdf, Социальный контракт Capturing Kids Hearts, Отчет об участии на открытом воздухе 2020, Рэйчел Харгроув Кулинария, Арендовать платье реформации, Veggie Supreme Pizza Toppings, Почему нельзя пользоваться телефоном в самолете, Патрик Коллинз Github, Контрольный список Chrome 2020 Topps Stadium Club, Персонализированное именное кольцо из стерлингового серебра, + 18moreveg-friendly для группperciasacchi, Freschette и др.,
404 Nie znaleziono strony – dokumentacje.eu
Печенье ustawienia plików
W tym miejscu możesz określić swoje preferencje w zakresie wykorzystywania przez nas plików cookies.Niezbędne do działania strony
Te pliki są niezbędne do działania naszej strony internetowej, dlatego też nie możesz ich wyłączyć.
Funkcjonalne
Te pliki umożliwiaj Ci korzystanie z pozostałych funkcji strony internetowej (innych niż niezbędne do jej działania).Ich włączenie da Ci dostęp do pełnej funkcjonalności strony.
Analityczne
Te pliki pozwalają nam na dokonanie analysis dotyczących naszego sklepu internetowego, co może przyczynić się do jego lepszego funkcjonowania i dostosowania do potrzeb Użytkowników.
Analityczne dostawcy oprogramowania
Te pliki wykorzystywane są przez dostawcę oprogramowania, w ramach którego działa nasz sklep.Nie są one łączone z innymi danymi wprowadzanymi przez Ciebie w sklepie. Celem zbierania tych plików jest dokonywanie analiz, które przyczynią się do rozwoju oprogramowania. Więcej na ten temat przeczytasz w Polityce plików cookies Shoper.
Маркетинг
Dzięki tym plikom możemy prowadzić działania marketingowe.
235 Ф. 2д 298
SIGNAL-STAT CORPORATION, истец-ответчик,
против
LOCAL 475, UNITED ELECTRICAL, RADIO AND MACHINE WORKERS OF
AMERICA (UE), ответчик-апеллянт.
№ 34, дело 24039.
Апелляционный суд США второго округа.
Вынесено 9 мая 1956 г.
Решено 2 июля 1956 г.
Милдред Рот, Нью-Йорк, для ответчика-апеллянта.
Zelby & Burstein, New York City, Herbert Burstein, New York City, адвокат, истец-ответчик.
Перед КЛАРКОМ, старшим судьей, и ФРАНКОМ и ХИНКСОМ, окружными судьями.
ФРАНК, окружной судья.
Реклама
11. Первоначальный вопрос заключается в том, обладает ли окружной суд юрисдикцией в отношении иска истца о возмещении ущерба в соответствии с разделом 301 (а) Закона Тафта-Хартли, 29 U.S.C.A. § 185 (а). Это не тот тип действий, который затрагивает «исключительно личное право сотрудника», которое, согласно делу «Ассоциация наемных работников Westinghouse против Westinghouse Electric Corp.», 348 U.S. 437, 75 S.Ct. 489, 501, 99 L.Ed. 510, не было намерено Конгрессом быть переданным в соответствии с разделом 301. Таким образом, суд в Вестингаузе не рассматривал и не решал конституционно-юрисдикционный вопрос, поднятый статьей 301. Следовательно, мы придерживаемся нашего решения в деле Shirley-Herman Co. v. International Hod Carriers, корп.& Common Laborers Union, 2 Cir., 182 F.2d 806, где мы постановили, что Раздел 301 создает федеральное материальное право и федеральную юрисдикцию для обеспечения его соблюдения. См. Также: Rock Drilling, Blasting, etc., v. Manson & Hanger Co. , 2 Cir., 217 F.2d 687, 691. Другие суды, начиная с Westinghouse, достигли аналогичного результата. См. «Линкольн Миллс из Алабамы против Союза текстильных рабочих», 5 Cir., 230 F.2d 81, 87-88; Местный 205, Объединенные электрические, радио и машиностроители против компании General Electric, 1 Cir., 233 F.2д 85.
22. Постановление районного суда может быть обжаловано. Shanferoke Coal & Supply Corp. против Westchester Service Corp., 293 U.S. 449, 55 S.Ct. 313, 79 L.Ed. 583. Тот факт, что здесь судебный иск о возмещении ущерба заключается в обеспечении соблюдения законодательного, а не общего права, несущественен. Wilko v. Swan, 2 Cir., 201 F.2d 439, 441, отменено по другим основаниям 346 U.S. 427, 74 S.Ct. 182, 98 L.Ed. 168; Markel Electric Products, Inc., против United Electric, Radio & Machine Workers, 2 Cir., 202 F.2d 435, 437; Ср. Baltimore Contractors, Inc., v. Bodinger, 348 U.S. 176, 179-180, 75 S.Ct. 249, 99 L.Ed. 233.
33. Мы считаем, что широкая арбитражная оговорка в коллективном договоре, о которой идет речь, охватывает спор, связанный с предполагаемым нарушением статьи о запрете забастовок. По соглашению «Все споры, жалобы или разногласия» подлежат арбитражу. Трудно себе представить более широкий инклюзивный язык. Эта фарсиология отличает настоящее дело от Markel Electric Products, Inc., v. United Electric, Radio & Machine Workers, см. выше. Хотя другие дела, на которые ссылается истец, требуют противоположного результата, мы считаем их ошибочными. 3 Мы считаем, что их толкование аналогичных арбитражных оговорок является чрезмерно ограничительным и косвенно приводит к тому же результату, что и прежнее, а теперь, как правило, отвергаемое судебное неприятие принудительного исполнения арбитражных соглашений. Ср. Кулукундис Шиппинг Ко. Против Амторг Трейдинг Корп., 2 Cir., 126 F.2d 978, 983-985. Другие случаи, с которыми мы согласны, подтверждают наше решение о том, что мгновенное арбитражное соглашение охватывает спор, возникший в результате предполагаемого нарушения положения о запрете забастовок.См., Например, Lewittes & Sons v. United Furniture Workers of America, CIO, D.C.S.D.N.Y., 95 F.Supp. 851, 853-854; Pennsylvania Greyhound Lines против Amalgamated Ass’n и др., Округ Колумбия, 98 F.Supp. 789, 791, отменено по другим основаниям, 3 Cir., 193 F.2d 327; Hudson Wholesale Grocery Co. против Совета союзных торговцев, Нью-Джерси, 3, Нью-Джерси, Супер. 327, 65 A.2d 557, 559.
4Сам истец, по всей видимости, истолковал положение об арбитраже и рассмотрении жалоб как включающее этот спор, поскольку он подал жалобу в соответствии с положениями параграфа 18 соглашения в отношении «вопроса об увольнении членов профсоюза, с ведома, согласия и руководства союза.«
54. Остается вопрос, имеет ли профсоюз право на приостановление судебного разбирательства до завершения арбитражного разбирательства в соответствии с разделом 3 Закона США об арбитраже или разделом 301 Закона Тафта-Хартли. Поскольку мы решаем, что Раздел 3 Закона об арбитраже применим к настоящему соглашению и разрешает приостановление разбирательства, мы не достигаем и не должны решать, подлежит ли арбитражное соглашение принудительному исполнению в соответствии с Разделом 301 Закона Тафта-Хартли, поскольку некоторые суды состоялись.
6Верховный суд недавно решительно заявил, что статья 3 Закона об арбитраже ограничена статьями 1 и 2; Berhardt v. Polygraphic Co., 350 U.S. 198, 201-202, 76 S.Ct. 273. Мы считаем, что коллективный договор в данном случае представляет собой «договор, подтверждающий сделку, связанную с коммерцией» по смыслу Раздела 2 Закона. 5 Мы также считаем, что последний пункт в Разделе 1 Закона, который исключает определенные контракты из Закона, не применим к настоящему соглашению.Этот пункт предусматривает, что «ничто из содержащегося здесь не применяется к трудовым договорам с моряками, железнодорожными служащими или любым другим классом рабочих, занятых в иностранной или межгосударственной торговле».
7Верховный суд еще не истолковал исключающую оговорку в Разделе 1, и решения нижестоящих федеральных судов находятся в непримиримом противоречии. Решения различных округов обсуждаются и рассматриваются в деле Lincoln Mill of Alabama v. Textile Workers Union, 5 Cir., 230 F.2d 81, 85-86 и Local 205, United Electrical, Radio and Machine Workers v. General Electric Company, 1 Cir., 233 F.2d 85. Мы не будем повторять их работу здесь. Достаточно сказать, что Четвертый, Пятый и, возможно, Десятый Окружной суд постановят, что мгновенное соглашение подпадает под исключающую оговорку в Разделе 1 и, следовательно, что Закон об арбитраже неприменим. Первый, Третий и Шестой окружные органы считают, что соглашение не соответствует исключительной формулировке Раздела 1, и, следовательно, Раздел 3 Закона, разрешающий приостановление иска, применим.В тех случаях, когда это имеет место, это происходит либо на том основании, что коллективный договор не является «трудовым договором» в значении этой формулировки в Разделе 1, либо – как было установлено третьим округом в Tenney Engineering, Inc., v. United Electric, Radio & Machine Workers, 207 F.2d 450, 452-453 – потому что, даже если предположить, что коллективный договор является «трудовым договором», исключающая оговорка в Разделе 1 применяется только к «работникам, занятым * * * межгосударственная торговля », т.е., только реально работающие в сфере транспорта.
Реклама
8Законодательная история исключающей оговорки в Разделе 1 в лучшем случае расплывчата и неубедительна. Формулировка, очевидно, была добавлена по просьбе Союза моряков, который считал, что споры, связанные с контрактами моряков, относятся к юрисдикции адмиралтейства и не должны подлежать арбитражу. Вполне вероятно, что Союз был обеспокоен, по крайней мере частично, своими собственными коллективными договорами.Таким образом, утверждение, что такие соглашения не являются «трудовыми договорами» и, следовательно, не подпадают под исключительную формулировку в Разделе 1, будет иметь тенденцию опровергать то небольшое намерение Конгресса, которое может быть выявлено в отношении этой формулировки. Мы склонны согласиться с решением и аргументацией третьего округа по делу Тенни. Этот вывод созвучен нашим решениям. Хотя этот суд никогда не принимал решения по конкретному вопросу, о котором идет речь, мы это сделали в деле Shirley-Herman Co. против International Hod Carriers, Bldg.& Common Laborers Union, 2 Cir., 182 F.2d 806, 809, подразумевается, что коллективный договор представляет собой «трудовой договор»; и в деле Бернхардт против Полиграфической компании Америки, 2 Cir., 218 F.2d 948, 951-952, отменено по другим основаниям 350 U.S. 198, 76 S.Ct. 273, мы дали ограничительное толкование термину «работники», используемому в исключающей оговорке в Разделе 1.
9Ввиду нынешнего почти всеобщего одобрения арбитража как средства разрешения трудовых споров, 7 , включая прямое одобрение Конгресса, мы считаем, что суды должны толковать Закон США об арбитраже как препятствуют арбитражу в этой сфере.Мы думаем, что интерпретация Третьего округа в Тенни согласуется как с современной тенденцией, так и с тем, что мы считаем намерением Конгресса.
10Сотрудники истца не «занимаются * * * коммерцией», то есть фактически не занимаются межгосударственной и внешней торговлей. Они просто занимаются производством товаров для торговли между штатами. Таким образом, коллективный договор не подпадает под действие статьи 1 об исключении.
11Решение районного суда отменяется, и дело возвращается в производство в соответствии с этим заключением.
Беглого движения по сертификации класса недостаточно в Иллинойсе?
В решении, которое на удивление мало комментировалось экспертами TCPA, Апелляционный суд Иллинойса в ноябре 2014 года одержал значительную победу адвокатам TCPA в вопросе «обсуждения» индивидуального иска предполагаемого представителя класса. См. Ballard RN Ctr., Inc. против Kohll’s Pharm. & Homecare, Inc. , 2014 IL App. (1-й) 131543 (2014). Несмотря на тот факт, что истец подал ходатайство о сертификации класса до предложения ответчика о полной и полной индивидуальной защите, суд установил, что индивидуальный иск истца по TCPA все еще «обсуждается», поскольку ходатайство о сертификации класса, подаваемое истцом дело было поверхностным и лишенным фактов. ид. на P59.
Согласно суду, «[I] предполагаемый истец коллективного иска мог обойти удержание Barber , просто подав бессодержательное« ходатайство »о сертификации класса одновременно с его жалобой, тогда он фактически отменил бы решение Barber . » ид. (имеется в виду Barber v. American Airlines, Inc ., 241 Ill. 2d 450, 455 (2011) (утверждение, что требование представителя этого класса является спорным, если ответчик предлагает полное и полное возмещение ущерба до подачи ходатайства о сертификации класса)).
Поскольку седьмой округ в 2011 г. в деле Damasco обосновал, что предполагаемые представители класса могут избежать обсуждения, просто подав ходатайство о сертификации класса вместе со своими жалобами, см. Damasco v. Clearwire Corp ., 662 F.3d 891, 897 (7-й округ 2011), такая одновременная подача ходатайств о сертификации класса стала обычным явлением не только в Седьмом округе, но и во всех Соединенных Штатах, поскольку адвокат истца опасается «обсуждения» требований предполагаемого представителя класса.Эти предложения по ранней сертификации класса обычно носят поверхностный характер, лишены фактов и не предназначены для того, чтобы вызвать быстрое возражение и решение по сертификации класса. Фактически, вскоре после подачи таких ходатайств юристы истца часто просят, чтобы ходатайства были поданы и продолжены до полного раскрытия сертификата класса.
Решение Ballard может быть первым в стране, которое прямо отвергает такие поверхностные ходатайства как способные сохранить конституционный статус представителя класса согласно статье III.И рассуждения Ballard имеют смысл. Почему такое поверхностное движение должно создавать коллективную репутацию от имени всего предполагаемого класса, в то время как жалоба с поверхностными утверждениями класса – нет? Верховный суд США никогда не обнаруживал, что такое беглое ходатайство может создать коллективную правоспособность по статье III.
Хотя решение Ballard технически является прецедентом только в делах коллективных исков в судах штата Иллинойс, стандарты коллективных исков штата Иллинойс аналогичны федеральным стандартам, и решение Ballard должно служить убедительным авторитетом в федеральных судах (а также штатов за пределами Иллинойса, которые по существу следуют федеральным стандартам), что беглых ходатайств о сертификации класса, поданных одновременно с жалобами, недостаточно для сохранения отдельного дела или разногласий относительно того, была ли отдельному истцу предложена полная и полная индивидуальная помощь.