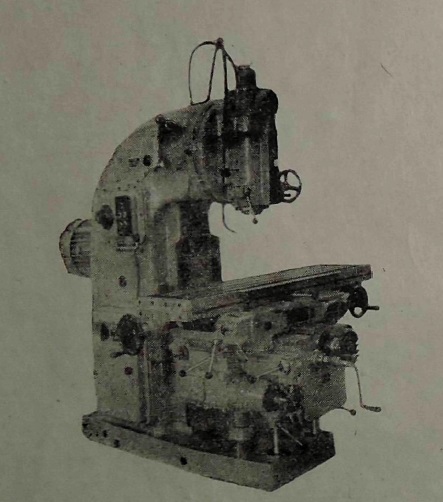
Фрезерный станок 6М12П: технические характеристики, схемы, чертеж
Данный станок представляет группу консольно-фрезерного оборудования. Устройство снабжается специальным кронштейном, упрощающим работу в различных направлениях. К настоящему моменту такие разновидности станков 6М12П получили широкое применение.
Сведения о производителе
Фрезерные станки, которые относятся к серии 6М12П, выпускаются одним главным производителем – Горьковским заводом. Основано предприятие ещё в 1931 году. Он специализируется на производстве широкого модельного ряда станков, имеющих универсальное назначение. Кроме того, выпускаются модели, снабжённый ЧПУ, УЦИ. Это предприятие известно по всей России благодаря своей продукции.
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
6М12П – это усовершенствованная версия серии Н.
Высокая точность и жёсткость – главные преимущества оборудования.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.
Габаритные размеры рабочего пространства, посадочные и присоединительные базы
Поверхность стола в миллиметрах имеет размеры, равные 1250 на 320. Перемещение стола продольного типа максимум составляет 800 мм. Для поперечного направления показатель – 320 мм. По вертикали – 420.
Перемещение стола продольного типа максимум составляет 800 мм. Для поперечного направления показатель – 320 мм. По вертикали – 420.
Относительно присоединительных баз размеры сохраняют стандартный уровень, полностью соответствуют сопроводительным документам.
Расположение органов управления
Всего у устройства имеется около 34 деталей, которые участвуют в процессах регулировки, управления оборудования. Это различные рукоятки, краны, кнопки, переключатели. Не обходится и без использования зажимной гайки. Все детали закрепляются на основном корпусе, при необходимости к ним без проблем предоставляется доступ.
Перечень составных частей
Станки снабжаются специальными механическими деталями, за счёт которых, в том числе, организуется работа:
- Предохранительное оборудование, отвечающее за раздельное включение. К нему добавляют муфту, защищающую часть с двигателем от дополнительных перегрузок.
- Система торможения у шпинделя.

- Автоматический режим прерывистой подачи.
- Упоры подач. Участвуют при включении и выключении агрегатов.
- Блокировка подач. Ручная, либо механическая.

Дополнительные технические характеристики, аналоги
У устройства есть следующие аналоги, соответствующие исходнику по кинематике, техническим характеристикам:
- Модели от китайского предприятия Shandong Weida с номером X5040 и X
- Белорусский комбинат из Гомеля выпускает изделия FSS350VR.
- Дмитровский российский завод предлагает варианты станков 6K12 и 6Д12.
- Болгарские конструкции FV321M.
На базе станка, описанного выше, создавалось оборудование других видов. Комбинации почти ничем не отличаются друг от друга.
- 6Р13РФЗ. Снабжается револьверной головкой, управляется числовым программным комплексом.
- 6Б12, 6М12, 6Р12.
- 6М12П. Агрегат с повышенной точностью, производство начато с 1961 года.
- 6Е12 и 6Е12-1. К отличительным чертам относят скорость хода и подачи с увеличением, обороты в большом количестве.
- 6М12ПБ.
 К отличительным чертам относят скорость хода и подачи с увеличением, обороты в большом количестве.
К отличительным чертам относят скорость хода и подачи с увеличением, обороты в большом количестве.О станине и консоли
Станки любой разновидности снабжаются базовым узлом в виде станины. Остальные рабочие узлы и механизмы монтируются на этой поверхности. Для станины характерно наличие следующих параметров:
- Большое количество рёбер.
- Трапецеидальное сечение, развитое.
- Основание с высокой надёжностью.
Коробки скоростей стандартно внутри станин. Головка для поворотов – внутри передних частей. Монтаж осуществляется с использованием направляющих, имеющих форму круга. Консоль ставится на направляющих по вертикали. Характерно отделение главного узла и основания. Болтовое соединение позволит закрепить две составляющие друг на друге.
При подходе справа легко открывается доступ к коробке скоростей, насосу. Для этого используют окно, обычно закрытое при помощи специальной накладки. Насос используется для подачи смазочного состава к другим внутренним частям. С левой стороны открывается регулятор скоростей. Основание у станков бывает ещё и специальной ёмкостью, куда помещают охлаждающий состав. Сзади у основания есть отверстие, через которое производится слив жидкости в случае необходимости.
С левой стороны открывается регулятор скоростей. Основание у станков бывает ещё и специальной ёмкостью, куда помещают охлаждающий состав. Сзади у основания есть отверстие, через которое производится слив жидкости в случае необходимости.
Среди базовых агрегатов – консольная часть станка. Благодаря этой части в одно целое соединяется цепь передач различного оборудования. Она участвует и при распределении движения на передачи различных типов. Двигатель подач расположен в нижней части системы. Движение через коробку передач идёт на консольные шестерни.
Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
Схема кинематическая
Основной компонент движения приспособления – электродвигатель, имеющий мощность 7,5 кВт. Через упругую соединительную муфту движение от этого приспособления переходит к одному из валов. С первого вала на второй энергия передаётся через зубчатую передачу.
У второго вала ставится блок, дополненный колёсами зубчатой формы.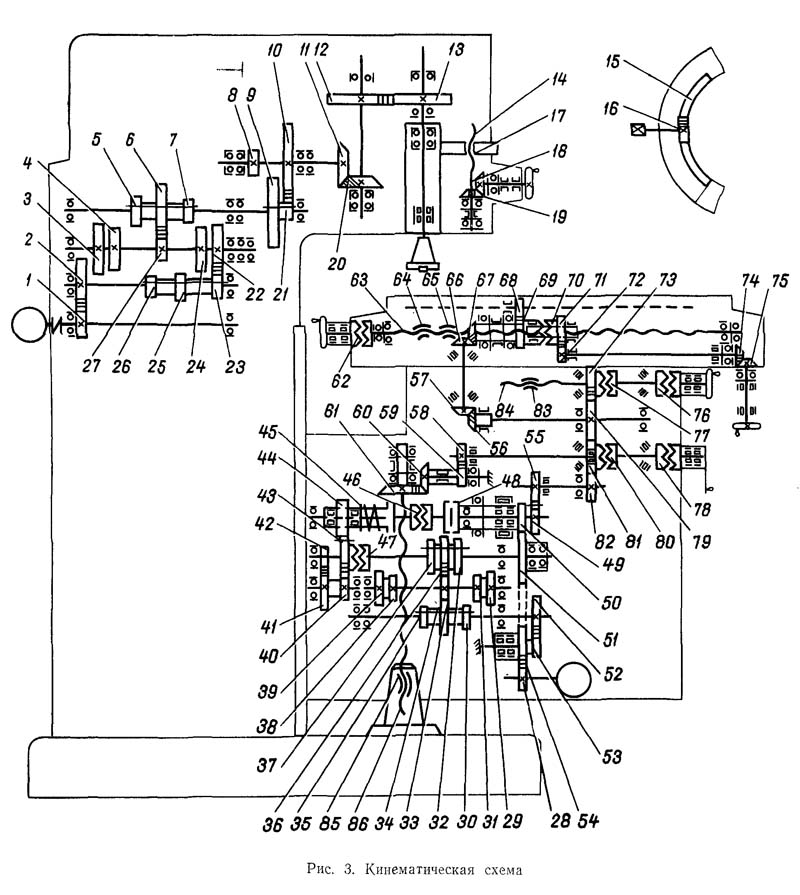 Благодаря этой части движение переходит на третий вал. Устройство поддерживает три различные скорости передачи. Винты передач тоже участвуют в этом процессе.
Благодаря этой части движение переходит на третий вал. Устройство поддерживает три различные скорости передачи. Винты передач тоже участвуют в этом процессе.
Основная коробка подач работает на 18 скоростях. Если включить фрикционную муфту, то инструмент можно будет быстро перемещать по столу вне зависимости от технических характеристик. В этом случае процесс так же организуется с помощью основного электродвигателя вместе с валом, зубчатыми передачами.
Скачать схему в увеличенном масштабе
Коробка скоростей и шпиндель
Коробку скоростей располагают в верхней части корпуса станины. Ей управляют при помощи вставной коробки переключения. Которая, в свою очередь, монтируется на левой стороне. Получение доступа к обслуживающим деталям лёгкое, для этого просто снимается крышка справа.
В поворотной головке монтируется шпиндель. Для крепления применяется четыре болта.
Механизм подач
Обычно механизмы подач состоят из нескольких валов. И у каждого устройства имеются свои особенности работы:
- На трёх шарикоподшипниках устанавливается 6-ой вал.
- Сцепление этой детали регулируется при её перемещении. Для этого надо использовать винты, ввёрнутые во фланец.
- По тому же правилу устанавливают пятый вал. Подтягивания гайки с левого торца достаточно для регулирования этой части.
- На трёх опорах располагается четвёртый вал, благодаря чему увеличивается жёсткость.
- К шлицевому типу устройств относятся валы 2, 3 и 4. Они участвуют в передвижении зубчатых блоков.

Механизм переключения скоростей, фактически, становится отдельным самостоятельным узлом. На поверхности располагается лимб 1, где наносятся все 18 числе оборотов шпинделя.
Схема электрическая
Электродвигатель участвует в образовании главного движения. Его мощность, тип и количество оборотов указываются в официальных технических сопроводительных документах. Кроме того, в работе участвуют такие элементы, как:
- Фрикционные муфты.
- Размер поверхностей трения.
- Число поверхностей трения.
- Материал поверхностей.

Скачать схему в увеличенном масштабе
Описание электрооборудования
Сеть трёхфазного тока напряжением 380 В должна стать основным источником питания, на это настроены все части. Кроме этого, электрическая схема предполагает и другие типы питания:
- От сетей напряжения на 127 В.
- Питания цепи местного освещения от напряжения 36 В.
- Использование нулевой защиты для всех электродвигателей.
- Использование плавких предохранителей для защиты каждой части.
- Тепловые реле, обеспечивающие дополнительную защиту.
Управление кнопочное, производится от двух командоаппаратов. Переключатель на три положения позволяет выполнить первые три режима.
Установочный чертёж
На нём изображается общий вид станка. Стандартные размеры изделия находятся в пределах от 1100 до 1735 миллиметров.
Технические характеристики
320 на 1250 миллиметров – основные характеристики, которыми отличается данный станок.
Фрезерный станок 6М12П: технические характеристики, паспорт
Вертикально фрезерный станок 6М12П благодаря возможности поворачивать шпиндель до 45 градусов и установке приспособлений, выполняет сложные операции по фрезеровке.
На нем можно обрабатывать сложные детали различной сложности и даже нарезать шестерни с наклонным зубом, осилить такое могут далеко не все станки.
Информация о производителе консольно-фрезерного станка
Станки 6М12П производились на ГЗФС. Горьковский завод фрезерных станков вступил в строй в 1931 году. Он был построен по программе индустриализации. Для его возведения и оборудования использовался немецкий проект станкостроительных заводов. На то время это было единственное в стране предприятие, выпускающее фрезерное оборудование.
Первый станок был выпущен в декабре 1931 года. Модели серии 6М12П начали сходить с конвейера в 1960 году. Сейчас Нижегородский завод входит в промышленную группу РосСтанком и выпускает фрезерные станки, включая оборудование с ЧПУ.
Модели серии 6М12П начали сходить с конвейера в 1960 году. Сейчас Нижегородский завод входит в промышленную группу РосСтанком и выпускает фрезерные станки, включая оборудование с ЧПУ.
Справка! В 1936 году на предприятии был выпущен уникальный 35-тонный станок. Его специально разработали и изготовили обрабатывать тюбинги для Московского метро.
Назначение и область применения
Вертикально-фрезерный консольный станок 6М12П имеет станину повышенной прочности. Он предназначен для выполнения работ:
- фрезеровка горизонтальных и вертикальных плоскостей;
- выборка пазов;
- обработка углов;
- нарезка зубчатых колес;
- сверление;
- расточка.
На станке обрабатывают заготовки из чугуна, стали, сплавов цветных металлов. Изготавливают рычаги, планки, подушки, развертки, спирали и другие детали, при изготовлении которых требуется непрерывное вращение.
Вес, габариты и устройство конструкции
Станок 6М12П отличается жесткостью конструкции, что позволяет с высокой точностью – класс Н, изготавливать сложные детали. Основные размеры агрегата:
Основные размеры агрегата:
- стол 1250×320 мм;
- максимальный вес заготовки 250 кг;
- габариты 2395×1745×2000 мм;
- вес 3000 кг.
Наибольшее продольное перемещение стола в механическом режиме 700 мм.
Станок состоит из стандартных узлов:
- основание;
- станина;
- поворотная головка;
- консоль;
- салазки и стол;
- электрооборудование;
- коробка скоростей;
- коробка подач;
- коробка переключения;
- коробка подач.
Двигатель привода крепится на стойке сзади. В полом корпусе коробка скоростей.
Технические характеристики
Модель 6М12П имеет технические характеристики:
- частота вращения шпинделя 31,5–1600 об/мин;
- мощность привода 7,5 кВт;
- количество скоростей 18;
- отверстие фрезерного шпинделя 29 мм;
- стол 1250×320 мм;
- расстояние шпинделя от стола 30–400 мм;
- конус шпинделя №3 по ГОСТ 24644-81.

На станке установлены выключающие упоры на все перемещения стола и салазок.
Станина и консоль
Станина имеет трапецеидальную форму, отличается жесткостью. Внутри находятся коробка скоростей и электрический шкаф. Консоль движется вертикально по направляющим в передней части стойки. В ней расположены коробка подач и все узлы, связанные с продольным и поперечным перемещением стола. В оси Z консоль поднимает стол. Перемещение осуществляется вращением вертикального вала.
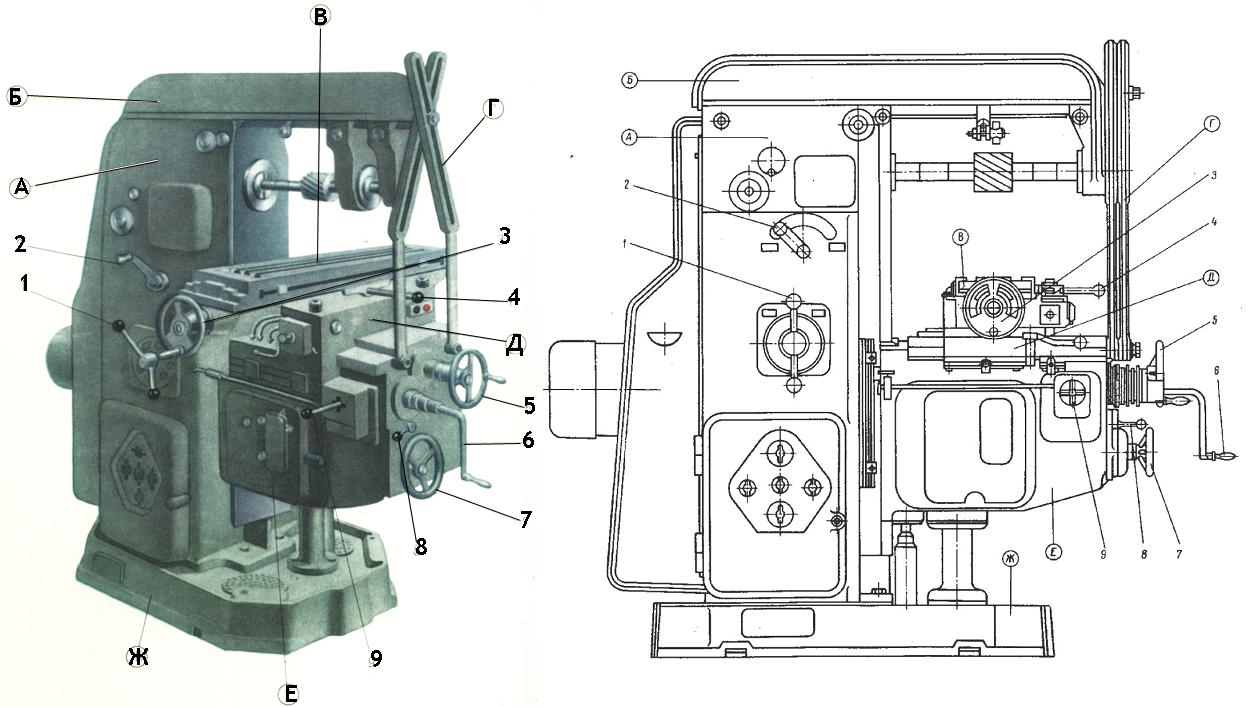
Органы управления
Ручки перемещения салазок и стола расположены на консоли, впереди. Направление включения в сторону движения. Все управление дублируется на панели.
Электрическая схема
Электрооборудование
На станке стоит 3 электродвигателя:
- главного привода 7,5 кВт;
- привода подач 2,2 кВт;
- насоса системы охлаждения 0,125 кВт.
Включение кнопочное. Пусковая аппаратура находится в 2 нишах на станине. Для быстрого включения всех узлов, на станке предусмотрено импульсное включение электродвигателя. Торможение шпинделя динамическое. Установленный: магнитный пускатель, селеновый выпрямитель и промежуточное реле, создают плавный рост тормозного момента.
Для быстрого включения всех узлов, на станке предусмотрено импульсное включение электродвигателя. Торможение шпинделя динамическое. Установленный: магнитный пускатель, селеновый выпрямитель и промежуточное реле, создают плавный рост тормозного момента.
Кинематическая и электрическая схемы
Коробка скоростей и шпиндель
Коробка скоростей находится в верхней части станины. Переключатель расположен сбоку, на корпусе. Шпиндель вмонтирован в угловую головку, которая поворачивается на 45 ⁰. Через коническую пару вращательный момент с вала коробки скоростей передается на шпиндель. Вертикально инструмент не перемещается.
Правила эксплуатации и обслуживания агрегата
Вертикальный фрезерный станок 6М12П устанавливается на прочный бетонный фундамент и крепится специальными шпильками. Смазку следует постоянно менять, согласно графику, указанному в паспорте. После завершения работы очищать и смазывать направляющие. Во время работы включать систему охлаждения. На станке нельзя обрабатывать материалы, не соответствующие его назначению: дерево, пластик, алюминий.
На станке нельзя обрабатывать материалы, не соответствующие его назначению: дерево, пластик, алюминий.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного станка 6М12П.
Основные поломки и ремонтные работы
Со временем происходит износ деталей, и даже самое надежное оборудование начинает барахлить, или полностью выходит из строя. Наиболее часто у 6М12П происходят поломки:
- замедление шпинделя;
- его полная остановка;
- замедленное включение, нет толчка.
Остальные неисправности встречаются реже.
Замедленное и неравномерное вращение шпинделя
Замедленное или неравномерное вращение шпинделя происходит при нарушении электрической цепи. Следует осмотреть кабель, контакты, мультиметром проверить состояние электрической схемы.
Вторая причина в износе шестерен коробки передач и нарушении натяжения подшипников. Следует открыть крышку в корпусе. Осмотреть шестерни, оценить процент износа зубьев и проверить зацепление. Возможно, в коробку попал мелкий мусор и мешает нормальной работе. Одновременно проверить смазку, заменить ее. При износе подшипников шпиндель начинает бить. Следует проверить радиальное и торцевое биение, подтянуть подшипники. При необходимости заменить.
Возможно, в коробку попал мелкий мусор и мешает нормальной работе. Одновременно проверить смазку, заменить ее. При износе подшипников шпиндель начинает бить. Следует проверить радиальное и торцевое биение, подтянуть подшипники. При необходимости заменить.
Важно!
Подшипники следует хорошо промыть керосином, затем наполнить свежей густой смазкой, марка которой указана в паспорте.
Заклинивание шпинделя
Начать осмотр станка следует с подшипников шпинделя, проверить их состояние. Возможно, один из них разрушился. Затем осмотреть зацепление с коробкой скоростей, проверить зацепление шестерен при переключении скоростей.
При отсутствии электрического импульса – толчка, шпиндельный узел не получает достаточного усиления для начала вращения. Следует прозвонить электрическую систему. Шпиндель не будет вращаться, если в узел попал мусор. Это может быть отколовшийся от детали кусок, или попавший снаружи при открытой крышке. Заклинивание при работе станка происходит при больших нагрузках и перегреве шпинделя, «выгорании» смазки.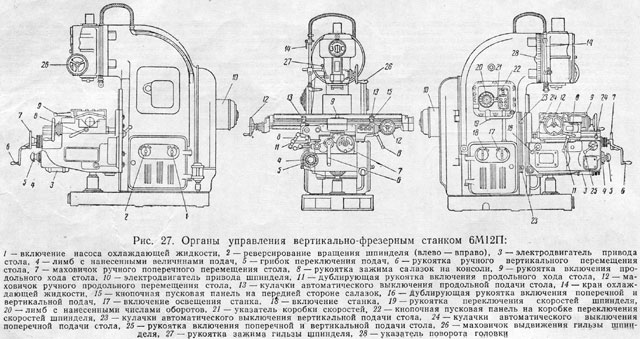
Замедленное включение
Причина в электрике. При возникновении неисправности следует в первую очередь проверить напряжение в сети. Если оно упало, станок будет тормозить. Затем осмотреть кабель и провода, проверить контакты, наличие фаз и ноля. После этого искать нарушения в электрической схеме.
Важно!
Замедленная работа узлов шпинделя и перемещения стола, возможно при отсутствии смазки или несоответствия ее марки. Если залить более вязкую, или зимой летнюю, то это будет тормозить вращение и движение узлов.
Техника безопасности при работе
Рабочий должен одевать спецовку с длинными рукавами и защищать глаза очками. Для удаления стружки использовать крючок. Нельзя включать станок при плохо закрепленном инструменте и заготовке. Все детали и приспособления должны быть зажаты. Во время работы в рабочей зоне не должно быть рук и посторонних предметов.
Зарубежные аналоги
Фрезерные станки, аналогичные 6М12П выпускаются в основном на отечественных предприятиях. Имеются и зарубежные аналоги:
- FV321M, FV401 производятся в Болгарии, фирма Арсенал АД (Arsenal J. S. Co – Kazanlak).
- X5032, X5050 делает фирма Shandong Weida Indusstries, в Китае.
Отечественные станки поступают в продажу с заводов в Гомеле, Воткинске, Димитрове.
Отзывы
Вертикальный консольный фрезерный станок 6М12П отличается надежностью и прочностью. Он сохранил работоспособность, используется на производстве единичных деталей, и в домашних мастерских. Хозяева положительно отзываются об агрегате.
Members. Купил вертикально фрезерный станок 6Ь12П Горьковского завода. Он представляет копию легендарного 6Р12, но имеет повышенную точность. Включил, проверил, все работает четко. Износа на направляющих практически нет, в сумме составляет 0,1 мм. Отшабрил направляющие, убрал яму. Станок после профилактики и использую для выравнивания по плоскости автомобильных головок. Приобретением доволен.
Он представляет копию легендарного 6Р12, но имеет повышенную точность. Включил, проверил, все работает четко. Износа на направляющих практически нет, в сумме составляет 0,1 мм. Отшабрил направляющие, убрал яму. Станок после профилактики и использую для выравнивания по плоскости автомобильных головок. Приобретением доволен.Модель 6М12П хорошо зарекомендовала себя при изготовлении сложных по конфигурации деталей из металла. Она отличается высокой точностью и простотой управления. Многофункциональный станок выполняет сложные технологические операции с высокой точностью. Прочная стойка и основание гасят вибрацию.
Вертикально-фрезерный станок 6Р13: технические характеристики, паспорт
Едва ли найдется отрасль тяжелой промышленности и машиностроения, где не задействуются, так или иначе, фрезерные станки. С их помощью значительно упрощается и ускоряется процесс формовки поверхностей, достигается высокая точность и удобство обработки, обеспечивается большой потенциал автоматизации производства.
Современный рынок предлагает фрезерные станки различных типов и конфигураций, что позволяет подбирать устройства в точном соответствии с потребностями технологического процесса. Однако не теряют популярности и универсальные модели, прошедшие испытание временем и доказавшие на деле свою надежность и практичность. Одним из наиболее известных устройств подобного рода является вертикально-фрезерный станок 6Р13. Несмотря на появление новых представителей того же модельного ряда (серии 6Т и FSS), модель 6Р13 остается на плаву благодаря совокупности описанных эксплуатационных качеств и лояльной цене.
Область применения
Станок 6Р13 предназначен для выполнения фрезерных, сверлильных и расточных работ по чугуну, стали, цветными металлам, некоторым видам пластмасс и др. Он допускает обработку поверхностей, расположенных в вертикальной и горизонтальной плоскостях, под углами до 45 градусов, в пазах и криволинейных элементах профиля при помощи фрез:
- торцевых;
- концевых;
- цилиндрических;
- радиусных;
- других типов.

Станок выпускается Горьковским заводом фрезерных станков (ГЗФС) с 1972 года и получил широкое распространение как на территории бывшего СССР, так и за ее пределами. Известен своей надежностью, неприхотливостью к условиям работы и качеству обслуживания, высоким качеством исполнения.
Фото: 6Р13.
Сведения о производителе консольно-фрезерного станка 6М13П
Производитель фрезерных станков 6М13П Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии М выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1961 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
Модельный ряд
Горьковский завод фрезерных станков начал их производство в 1932 году с модели 682. За ней последовали:
За ней последовали:
- 6Б12 –выпускался с 1937 года;
- 6Н12 — с 1951 года;
- 6Н13ПР — с 1956 года, признан лучшим станком своего времени;
- 6Н13Ф3-2 — с 1957 года, впервые установлено ЧПУ;
- 6М12 — с 1960 года;
- 6М12П — с 1961 года, высокоточный станок;
- 6Р13 — с 1972 года, заменил станок морально устаревший 6М12;
- 6Р12Б — с 1974 года, относится к классу быстроходных станков;
- 6Р13РФ3 — с 1976 года, использовано ЧПУ, установлена револьверная головка;
- 6Р12К-1К-1 — с 1978 года, установлено копировальное устройство;
- 6Т12-1 — с 1985 года, унифицированы основные узлы и агрегаты;
- 6Т12 — с 1991 года, усовершенствованная модель 1985 года.
Технические характеристики
Информация о некоторых характеристиках станка заложена уже в маркировке. Так, цифра «6» означает тип станка — фрезерный, буква «Р» указывает на поколение (пятое, после поколений Б, К, Н, М), а индекс «13» говорит о размерах стола — они составляют 1600*400 мм. Среди других важных данных:
Среди других важных данных:
- Высота шпинделя над поверхностью стола — от 30 до 500 мм;
- Величина максимального перемещения стола: в вертикальной плоскости — 430 мм; в продольной — 1000 мм; в поперечной — 400 мм.
- Величина перемещения стола на одно деление лимба — 0,05 мм в любой плоскости.
- Скорость холостого перемещения стола — до 4000 мм/мин в горизонтальной плоскости и до 1330 мм/мин в вертикальной.
- Величина подачи — до 12,5-1600 мм/мин в горизонтальной плоскости и до 4,1-530 мм/мин в вертикальной.
- Максимальный диаметр фрезы при черновой обработке — 200 мм.
- Всего скоростей шпинделя — 18.
- Скорость вращения шпинделя — от 31,5 до 1600 об/мин.
- Максимальный угол поворота головки шпинделя — 45 градусов.
- Мощность привода главного движения — 11 кВт.
- Мощность привода подач — 3 кВт.
- Максимальная масса обрабатываемой заготовки или детали — 630 кг.
- Габаритные размеры станка: высота — 2430 мм; длина — 2570 мм; ширина — 2250 мм.
- Масса снаряженного станка — 4300 кг.

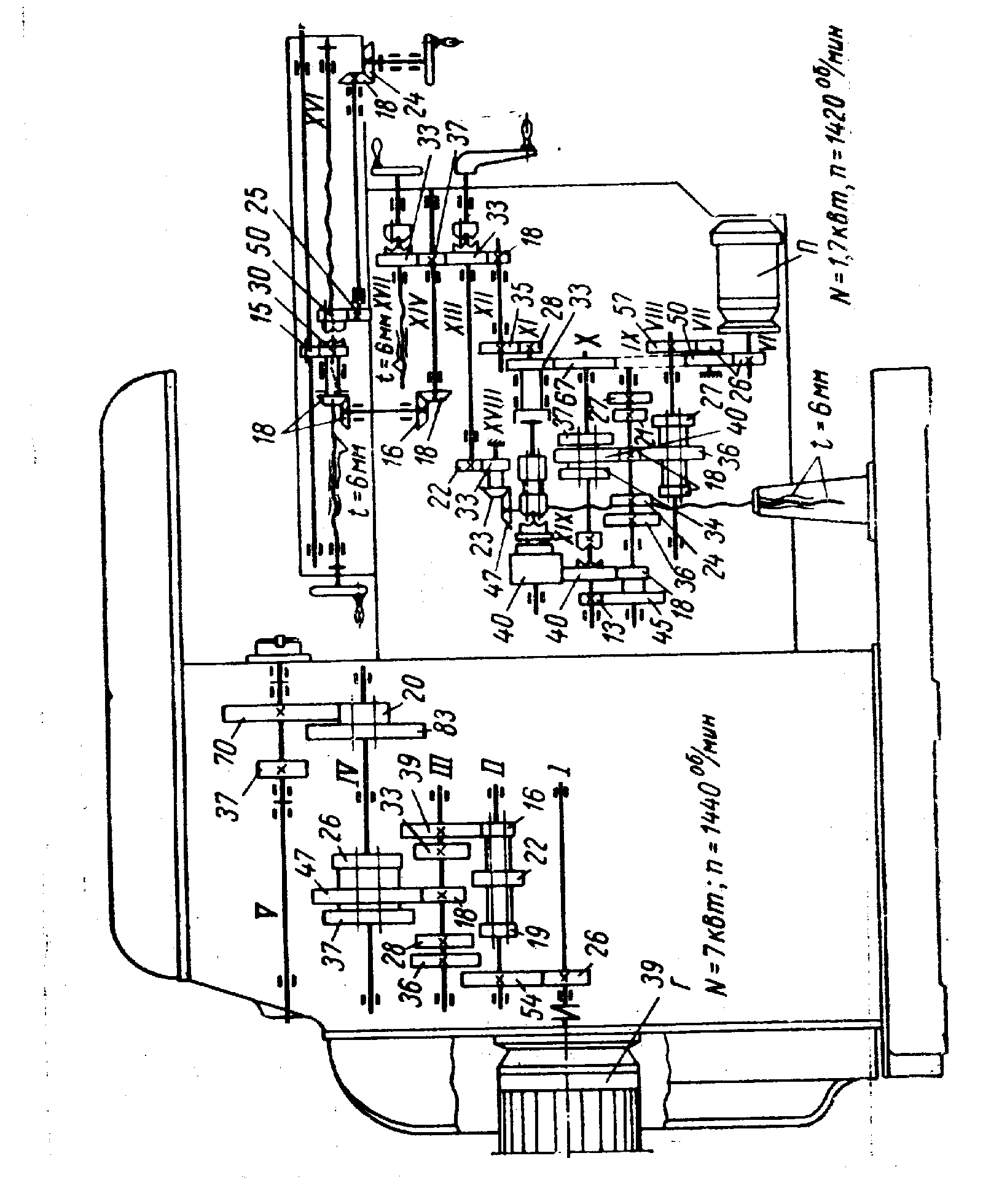
Схема кинематическая консольно-фрезерного станка 6М13П
Кинематическая схема консольно-фрезерного станка 6м13п
Цепь главного движения консольно-фрезерного станка 6М13П
Станок 6М13П имеет две раздельные кинематические цепи — цепь главного движения и цепь подач стола.
Шпиндель получает вращение от фланцевого электродвигателя мощностью 7 кВт, с 1440 об/мин через упругую соединительную муфту и зубчатые колеса механизма пятиваловой коробки скоростей, сообщающие шпинделю 18 различных чисел оборотов в пределах от 31,5 до 1600 об/мин.
Кинематическая схема
Привод шпинделя фрезерного станка 6Р13 осуществляется электромотором при помощи ступенчатого семивального редуктора, расположенного в верхней части станка. Он же исполняет функции регулировки скорости вращения. Привод стола осуществляется через сложный многовальный механизм от маломощного электродвигателя, или вручную посредством механических управляющих устройств. Расположение этих и некоторых других элементов указано на кинематической схеме станка.
Расположение этих и некоторых других элементов указано на кинематической схеме станка.
Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 сегодня
Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
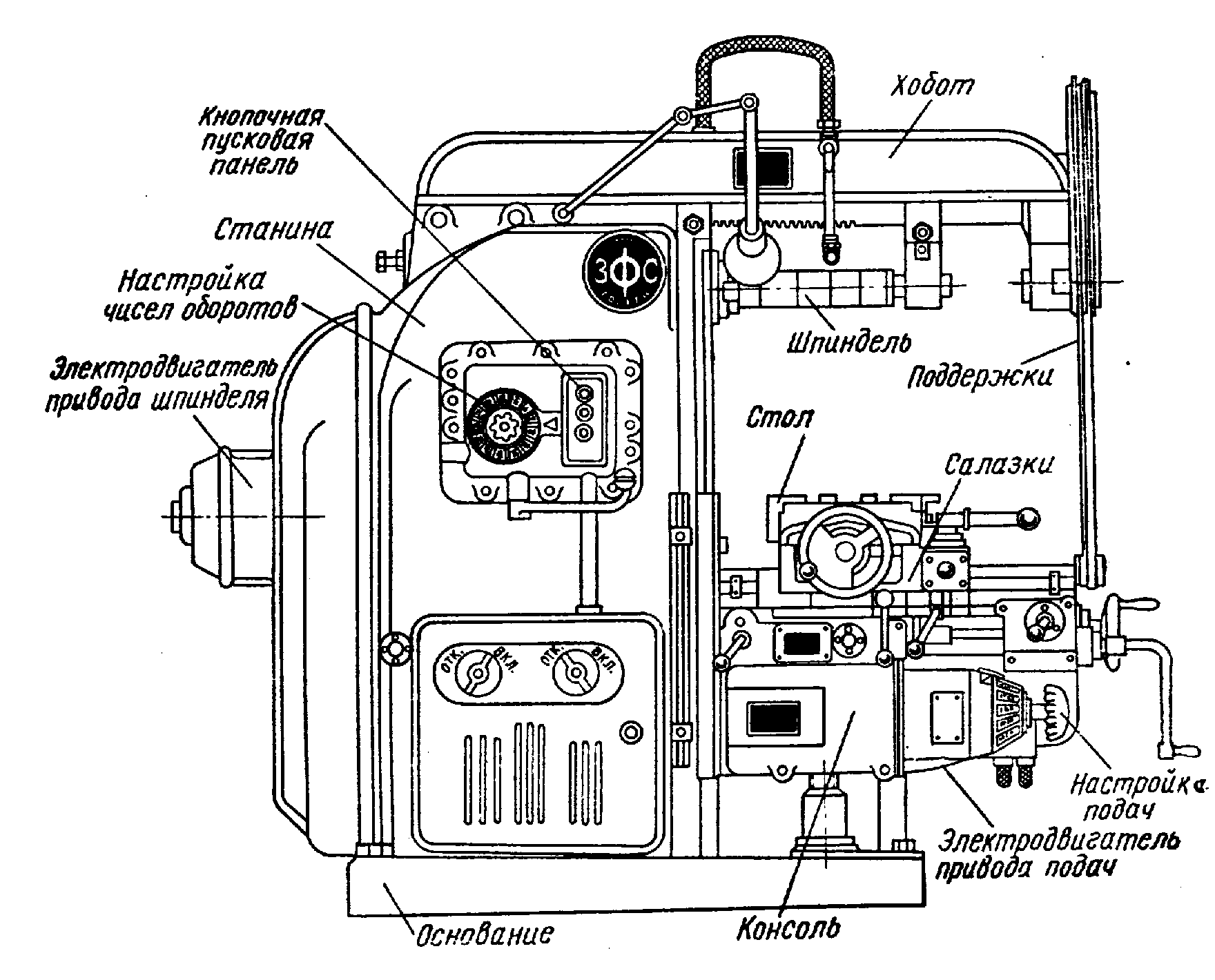
Основные узлы станка
Основной частью фрезерного станка 6Р13 является станина, которая служит для размещения остальных крупных узлов. В образованной ею нише располагается подвижная консоль с закрепленной на ней коробкой подач. Последняя выполняет функцию передачи крутящего момента к вспомогательным рабочим органам станка с его изменением по величине и направлению, т. е. участвует в процессе регулировки режима работы устройства. На консоли располагаются салазки и рабочий стол, которые также участвуют в формировании рабочего движения и служат надежным механизмом крепления обрабатываемой детали.
В образованной ею нише располагается подвижная консоль с закрепленной на ней коробкой подач. Последняя выполняет функцию передачи крутящего момента к вспомогательным рабочим органам станка с его изменением по величине и направлению, т. е. участвует в процессе регулировки режима работы устройства. На консоли располагаются салазки и рабочий стол, которые также участвуют в формировании рабочего движения и служат надежным механизмом крепления обрабатываемой детали.
Внутри станины за соответствующими щитками располагаются блок электрооборудования и коробка скоростей, сгруппированная с коробкой переключения. Электрооборудование отвечает за своевременное и полное снабжение электрическим током двигателей устройства, осуществляет контроль за режимом работы и некоторые регулировочные функции. В некоторых модификациях этот модуль включает ЧПУ. Коробка скоростей и коробка переключения необходимы для передачи крутящего момента к шпинделю с ручным выбором одной из 18 возможных скоростей вращения.
В отдельный узел выделяют также поворотную головку шпинделя. Она необходима для обработки поверхностей, расположенных под углом до 45 градусов относительно рабочей плоскости стола станка.
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Работа станка
Фрезерный станок 6Р13 работает по классической схеме, в которой главным рабочим движением является вращение фрезы, а вспомогательным — подача стола с закрепленной на нем заготовкой или деталью. Режим работы в станках старой конструкции рассчитывается вручную и задается посредством регулировочных рукояток и рычагов. В более современных модификациях регулировку и контроль процесса фрезерования осуществляет ЧПУ, становится возможным работа по шаблону благодаря копировальному устройству.
Ручное управление
Осуществляется при помощи основных и дублирующих маховиков продольного и поперечного перемещения стола, рукояти ручного вертикального перемещения, маховика выдвижения гильзы шпинделя. После переключения соответствующего тумблера, становится возможна работа в автоматизированном режиме, где доступен выбор нескольких предустановленных подач. Ряд управляющих механизмов вносит изменения в направление вращения шпинделя, угол его наклона, скорость вращения, режимы освещения и охлаждения. Отдельно осуществляется общий пуск станка и пуск шпинделя, кнопки аварийной остановки работы дублированы в удобных местах.
После переключения соответствующего тумблера, становится возможна работа в автоматизированном режиме, где доступен выбор нескольких предустановленных подач. Ряд управляющих механизмов вносит изменения в направление вращения шпинделя, угол его наклона, скорость вращения, режимы освещения и охлаждения. Отдельно осуществляется общий пуск станка и пуск шпинделя, кнопки аварийной остановки работы дублированы в удобных местах.
6Р13 характеризуется относительной простотой в работе, не слишком требователен к квалификации фрезеровщика и для опытного рабочего интуитивно понятен. Эти качества, в купе с безотказностью и высоким качеством обработки материалов, обусловили потребность в станке различных отраслей народного хозяйства.
Наиболее эффективно использование станка на небольших машиностроительных фирмах, авторемонтных предприятиях.
Технические характеристики консольного фрезерного станка 6М13П
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30. .520 .520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6. .786 .786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
- Консольно-фрезерные станки 6М13П, 3М13ПБ. Руководство по уходу и обслуживанию, Горький, 1966
- Консольно-фрезерные станки 6М13П, 3М13ПБ. Руководство по уходу и обслуживанию, Воткинск, 1972
- Ремонт консольно-фрезерных станков 6М83, 6М83Г, 6М13П, 6М13ПБ. Альбом чертежей сменных деталей, Тула, 1971
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках, 1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А. Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 Руководство по уходу и обслуживанию, Горький, 1966
Руководство по уходу и обслуживанию, Горький, 1966 Г. Фрезерные станки (Библиотека станочника), 1977
Г. Фрезерные станки (Библиотека станочника), 1977Связанные ссылки
- Фрезерные станки. Общие сведения, классификация, основные характеристики и обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
 Действующие производители фрезерных станков
Действующие производители фрезерных станковЭлектрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Вертикалка 6м12п (6Р12) Горький. Стоит ли брать его?
Вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б — очень распространённая на территории бывшего СССР модель фрезерного станка, позволяющая производить фрезерование деталей небольших и средних размеров. Станок экспортировался во многие страны мира. Вертикально-фрезерные станки 6Р12 зарекомендовали себя как надёжные и неприхотливые, не требующие повышенного внимания.
Станок экспортировался во многие страны мира. Вертикально-фрезерные станки 6Р12 зарекомендовали себя как надёжные и неприхотливые, не требующие повышенного внимания.
Назначение
Вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б предназначен для фрезерования, сверления и выполнения расточных работ заготовок любых форм и из любых материалов — от чугуна до сплавов цветных металлов, пластмасс. Шпиндельная головка вертикально-фрезерного станка оснащена механизмами поворота и ручного осевого перемещения шпинделя. Это позволяет производить обработку отверстий, расположенных под наклоном до ±45° к поверхности стола. Высокая жесткость вертикально-фрезерного станка 6Р12 в сочетании с мощным приводом позволяет использовать фрезы с пластинами из быстрорежущей стали, а также из твердых и сверхтвердых материалов.
Обозначение
Буквенно-цифирный индекс вертикально-фрезерного станка 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б обозначает следующее: цифра 6 — это фрезерный станок; индекс Р, Т, М, С, Н — обозначает завод-производитель станка, цифра 1 – обозначает вертикально-фрезерный станок, цифра 2 – типоразмер станка (размер стола).
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1250 х 320 |
| Наибольшее продольное перемещение стола, мм | 800 |
| Наибольшее поперечное перемещение стола, мм | 320 |
| Наибольшее вертикальное перемещение стола, мм | 420 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 30 — 450 |
| Пределы частот вращения шпинделя, мин -1 | 31,5 — 1600 |
| Ускоренное продольное перемещение стола, мм/мин | 4000 |
| Ускоренное поперечное перемещение стола, мм/мин | 4000 |
| Ускоренное вертикальное перемещение стола, мм/мин | 1330 |
| Максимальная масса обрабатываемой детали с приспособлением, кг | 250 / 550 |
| Мощность электродвигателя привода шпинделя, кВт | 7,5 / 11 |
| Мощность электродвигателя привода стола, кВт | 3 |
| Конус шпинделя по ГОСТ 30064-93 | ISO 50 |
| Габаритные размеры станка (Д х Ш х В), мм | 2280 х 1965 х 2265 |
| Масса станка с электрооборудованием, кг | 3250 |
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
6М12П – это усовершенствованная версия серии Н.
Высокая точность и жёсткость – главные преимущества оборудования.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.
Правила эксплуатации и обслуживания агрегата
Вертикальный фрезерный станок 6М12П устанавливается на прочный бетонный фундамент и крепится специальными шпильками. Смазку следует постоянно менять, согласно графику, указанному в паспорте. После завершения работы очищать и смазывать направляющие. Во время работы включать систему охлаждения. На станке нельзя обрабатывать материалы, не соответствующие его назначению: дерево, пластик, алюминий.
После завершения работы очищать и смазывать направляющие. Во время работы включать систему охлаждения. На станке нельзя обрабатывать материалы, не соответствующие его назначению: дерево, пластик, алюминий.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного станка 6М12П.
Габаритные размеры рабочего пространства, посадочные и присоединительные базы
Поверхность стола в миллиметрах имеет размеры, равные 1250 на 320. Перемещение стола продольного типа максимум составляет 800 мм. Для поперечного направления показатель – 320 мм. По вертикали – 420.
Относительно присоединительных баз размеры сохраняют стандартный уровень, полностью соответствуют сопроводительным документам.
Расположение органов управления
Всего у устройства имеется около 34 деталей, которые участвуют в процессах регулировки, управления оборудования. Это различные рукоятки, краны, кнопки, переключатели. Не обходится и без использования зажимной гайки. Все детали закрепляются на основном корпусе, при необходимости к ним без проблем предоставляется доступ.
Все детали закрепляются на основном корпусе, при необходимости к ним без проблем предоставляется доступ.
Перечень составных частей
Станки снабжаются специальными механическими деталями, за счёт которых, в том числе, организуется работа:
- Предохранительное оборудование, отвечающее за раздельное включение. К нему добавляют муфту, защищающую часть с двигателем от дополнительных перегрузок.
- Система торможения у шпинделя.
- Автоматический режим прерывистой подачи.
- Упоры подач. Участвуют при включении и выключении агрегатов.
- Блокировка подач. Ручная, либо механическая.
Дополнительные технические характеристики, аналоги
У устройства есть следующие аналоги, соответствующие исходнику по кинематике, техническим характеристикам:
- Модели от китайского предприятия Shandong Weida с номером X5040 и X
- Белорусский комбинат из Гомеля выпускает изделия FSS350VR.
- Дмитровский российский завод предлагает варианты станков 6K12 и 6Д12.
- Болгарские конструкции FV321M.
На базе станка, описанного выше, создавалось оборудование других видов. Комбинации почти ничем не отличаются друг от друга.
- 6Р13РФЗ. Снабжается револьверной головкой, управляется числовым программным комплексом.
- 6Б12, 6М12, 6Р12.
- 6М12П. Агрегат с повышенной точностью, производство начато с 1961 года.
- 6Е12 и 6Е12-1. К отличительным чертам относят скорость хода и подачи с увеличением, обороты в большом количестве.
- 6М12ПБ.
Информация о производителе консольно-фрезерного станка
Станки 6М12П производились на ГЗФС. Горьковский завод фрезерных станков вступил в строй в 1931 году. Он был построен по программе индустриализации. Для его возведения и оборудования использовался немецкий проект станкостроительных заводов. На то время это было единственное в стране предприятие, выпускающее фрезерное оборудование.
Первый станок был выпущен в декабре 1931 года. Модели серии 6М12П начали сходить с конвейера в 1960 году. Сейчас Нижегородский завод входит в промышленную группу РосСтанком и выпускает фрезерные станки, включая оборудование с ЧПУ.
Сейчас Нижегородский завод входит в промышленную группу РосСтанком и выпускает фрезерные станки, включая оборудование с ЧПУ.
Справка! В 1936 году на предприятии был выпущен уникальный 35-тонный станок. Его специально разработали и изготовили обрабатывать тюбинги для Московского метро.
О станине и консоли
Станки любой разновидности снабжаются базовым узлом в виде станины. Остальные рабочие узлы и механизмы монтируются на этой поверхности. Для станины характерно наличие следующих параметров:
- Большое количество рёбер.
- Трапецеидальное сечение, развитое.
- Основание с высокой надёжностью.
Коробки скоростей стандартно внутри станин. Головка для поворотов – внутри передних частей. Монтаж осуществляется с использованием направляющих, имеющих форму круга. Консоль ставится на направляющих по вертикали. Характерно отделение главного узла и основания. Болтовое соединение позволит закрепить две составляющие друг на друге.
При подходе справа легко открывается доступ к коробке скоростей, насосу. Для этого используют окно, обычно закрытое при помощи специальной накладки. Насос используется для подачи смазочного состава к другим внутренним частям. С левой стороны открывается регулятор скоростей. Основание у станков бывает ещё и специальной ёмкостью, куда помещают охлаждающий состав. Сзади у основания есть отверстие, через которое производится слив жидкости в случае необходимости.
Для этого используют окно, обычно закрытое при помощи специальной накладки. Насос используется для подачи смазочного состава к другим внутренним частям. С левой стороны открывается регулятор скоростей. Основание у станков бывает ещё и специальной ёмкостью, куда помещают охлаждающий состав. Сзади у основания есть отверстие, через которое производится слив жидкости в случае необходимости.
Среди базовых агрегатов – консольная часть станка. Благодаря этой части в одно целое соединяется цепь передач различного оборудования. Она участвует и при распределении движения на передачи различных типов. Двигатель подач расположен в нижней части системы. Движение через коробку передач идёт на консольные шестерни.
Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
Основные поломки и ремонтные работы
Со временем происходит износ деталей, и даже самое надежное оборудование начинает барахлить, или полностью выходит из строя. Наиболее часто у 6М12П происходят поломки:
- замедление шпинделя;
- его полная остановка;
- замедленное включение, нет толчка.

Остальные неисправности встречаются реже.
Замедленное и неравномерное вращение шпинделя
Замедленное или неравномерное вращение шпинделя происходит при нарушении электрической цепи. Следует осмотреть кабель, контакты, мультиметром проверить состояние электрической схемы.
Вторая причина в износе шестерен коробки передач и нарушении натяжения подшипников. Следует открыть крышку в корпусе. Осмотреть шестерни, оценить процент износа зубьев и проверить зацепление. Возможно, в коробку попал мелкий мусор и мешает нормальной работе. Одновременно проверить смазку, заменить ее. При износе подшипников шпиндель начинает бить. Следует проверить радиальное и торцевое биение, подтянуть подшипники. При необходимости заменить.
Важно!
Подшипники следует хорошо промыть керосином, затем наполнить свежей густой смазкой, марка которой указана в паспорте.
Заклинивание шпинделя
Начать осмотр станка следует с подшипников шпинделя, проверить их состояние. Возможно, один из них разрушился. Затем осмотреть зацепление с коробкой скоростей, проверить зацепление шестерен при переключении скоростей.
Возможно, один из них разрушился. Затем осмотреть зацепление с коробкой скоростей, проверить зацепление шестерен при переключении скоростей.
При отсутствии электрического импульса – толчка, шпиндельный узел не получает достаточного усиления для начала вращения. Следует прозвонить электрическую систему. Шпиндель не будет вращаться, если в узел попал мусор. Это может быть отколовшийся от детали кусок, или попавший снаружи при открытой крышке. Заклинивание при работе станка происходит при больших нагрузках и перегреве шпинделя, «выгорании» смазки.
Замедленное включение
Причина в электрике.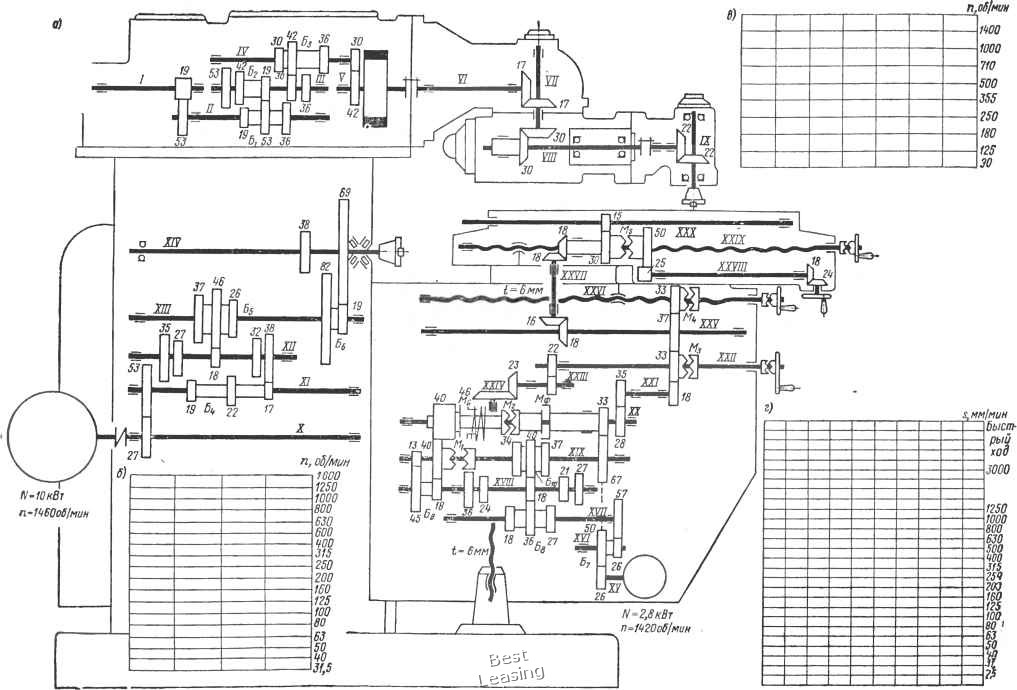 При возникновении неисправности следует в первую очередь проверить напряжение в сети. Если оно упало, станок будет тормозить. Затем осмотреть кабель и провода, проверить контакты, наличие фаз и ноля. После этого искать нарушения в электрической схеме.
При возникновении неисправности следует в первую очередь проверить напряжение в сети. Если оно упало, станок будет тормозить. Затем осмотреть кабель и провода, проверить контакты, наличие фаз и ноля. После этого искать нарушения в электрической схеме.
Важно!
Замедленная работа узлов шпинделя и перемещения стола, возможно при отсутствии смазки или несоответствия ее марки. Если залить более вязкую, или зимой летнюю, то это будет тормозить вращение и движение узлов.
Схема кинематическая
Основной компонент движения приспособления – электродвигатель, имеющий мощность 7,5 кВт. Через упругую соединительную муфту движение от этого приспособления переходит к одному из валов. С первого вала на второй энергия передаётся через зубчатую передачу.
У второго вала ставится блок, дополненный колёсами зубчатой формы. Благодаря этой части движение переходит на третий вал. Устройство поддерживает три различные скорости передачи. Винты передач тоже участвуют в этом процессе.
Основная коробка подач работает на 18 скоростях. Если включить фрикционную муфту, то инструмент можно будет быстро перемещать по столу вне зависимости от технических характеристик. В этом случае процесс так же организуется с помощью основного электродвигателя вместе с валом, зубчатыми передачами.
Вертикалка 6м12п (6Р12) Горький. Стоит ли брать его?
И так….Итоги подведем:
Выплатил всю суму до конца и решился перевозить. Станок весом 3тонны. :shok: На все отговорки на етом форуме НЕ везти его на автомобиле «Валдай» я все-таки решился рискнуть. :p Утром в 9 часов приехал на завод. Отключили, вытащили (вручную), краном подали на кузов. Машина аж перднула от восторга и нагрузки. Поставил посредине между кабиной и мостом. В положении стоя (в рабочем положении). Подушки снял, поставил станок прямо на деревянный пол грузовика. Вокруг станка прибил к полу брусок 100*50. Етим самим станок не будет ездить по кузову. Дальше — больше. Из проволоки ф10-11 связаной вдвое. Сплел ему на сверху на голове венец. К етому венцу прицепил 6 растяжек. 4 по углам грузовика (только цеплял на за борта, а за раму) и 2 по сторонам. Растяжки — ремни и лебедки на 500кг. Тронулся. Автомобилем шатало не сильно.
Сплел ему на сверху на голове венец. К етому венцу прицепил 6 растяжек. 4 по углам грузовика (только цеплял на за борта, а за раму) и 2 по сторонам. Растяжки — ремни и лебедки на 500кг. Тронулся. Автомобилем шатало не сильно.
А теперь о самом интересном:
Длина стола там 1250 кажесь. Так вот, едем-едем, стрелка начинает плавно показывать на столе яму. Ближе к середине стола она показала значение 0,1 занижения относительно края с которого стартовали.
1. Станок хочу использовать для выравнивания плоскости автомобильных головок. Не будет ли ета неточность помехой для такой работы?
 Едем дальше стрелка начинает потихоньку лезть вверх и на противоположном конце стает снова на 0. Направляющие в очень хорошем состоянии. Ну есть местами небольшие царапины, но выработка не наблюдается. По у индикатор показал по нулям. Стол самого фрезера местами задет фрезами, но не сильно. Так вот вопрос:
Едем дальше стрелка начинает потихоньку лезть вверх и на противоположном конце стает снова на 0. Направляющие в очень хорошем состоянии. Ну есть местами небольшие царапины, но выработка не наблюдается. По у индикатор показал по нулям. Стол самого фрезера местами задет фрезами, но не сильно. Так вот вопрос:С етих слов я стартовал ету тему. Так вот, поставил я на стол 2 паралельки, сверху линейку 600мм, еду… яма 15 соток.
снял паралельки, (на самой линейке), еду яма 6-соток…
снял линейку опять яма 10 соток.
Выкручиваю с левой строны клин стола(продольные салазки), вынимаю и крою матом тех колхозников которые ето сделали!!!!
Они клин не той стороной поставили!!! Конец клина (тонкий) вообще болтался там. Поетому стол, переежая из одного края в другой просто переваживал сам себя раз туда, раз сюда…. Поставил клин нормально, подтянул…еду индикатором по столу на всей длине около 3 сотки. По линейке еще не ехал, так как она уеня всего лиш 600мм длиной.
По линейке еще не ехал, так как она уеня всего лиш 600мм длиной.Вот так вот. :p
И вот к вам вопрос. Та у него есть кнопка «Быстро» тоесть когда включаем подачу, и жмем ее, то стол едет быстрее. Так вот. Всюда ета кнопка работает прекрасно: вверх-вниз, и поперек. А вот на продольной подачи (по оси х) когда нажимаю слышно сразу под столом скрежет типа зубья шестерни не достают один одного и стол едет рывками. Сама подача работает нормально, только вот етот ускоритель на продольном худу барахлит…(Поозреваю что ето снова колхозники что-не недоделали, так как верхний стол они снимали.) Как лечить???
Коробка скоростей и шпиндель
Коробку скоростей располагают в верхней части корпуса станины. Ей управляют при помощи вставной коробки переключения. Которая, в свою очередь, монтируется на левой стороне. Получение доступа к обслуживающим деталям лёгкое, для этого просто снимается крышка справа.
В поворотной головке монтируется шпиндель. Для крепления применяется четыре болта.
Вес, габариты и устройство конструкции
Станок 6М12П отличается жесткостью конструкции, что позволяет с высокой точностью – класс Н, изготавливать сложные детали. Основные размеры агрегата:
- стол 1250×320 мм;
- максимальный вес заготовки 250 кг;
- габариты 2395×1745×2000 мм;
- вес 3000 кг.
Наибольшее продольное перемещение стола в механическом режиме 700 мм.
Станок состоит из стандартных узлов:
- основание;
- станина;
- поворотная головка;
- консоль;
- салазки и стол;
- электрооборудование;
- коробка скоростей;
- коробка подач;
- коробка переключения;
- коробка подач.
Двигатель привода крепится на стойке сзади. В полом корпусе коробка скоростей.
Механизм подач
Обычно механизмы подач состоят из нескольких валов. И у каждого устройства имеются свои особенности работы:
- На трёх шарикоподшипниках устанавливается 6-ой вал.
- Сцепление этой детали регулируется при её перемещении. Для этого надо использовать винты, ввёрнутые во фланец.
- По тому же правилу устанавливают пятый вал. Подтягивания гайки с левого торца достаточно для регулирования этой части.
- На трёх опорах располагается четвёртый вал, благодаря чему увеличивается жёсткость.
- К шлицевому типу устройств относятся валы 2, 3 и 4. Они участвуют в передвижении зубчатых блоков.

Механизм переключения скоростей, фактически, становится отдельным самостоятельным узлом. На поверхности располагается лимб 1, где наносятся все 18 числе оборотов шпинделя.
Схема электрическая
Электродвигатель участвует в образовании главного движения. Его мощность, тип и количество оборотов указываются в официальных технических сопроводительных документах. Кроме того, в работе участвуют такие элементы, как:
- Фрикционные муфты.
- Размер поверхностей трения.
- Число поверхностей трения.
- Материал поверхностей.

Описание электрооборудования
Сеть трёхфазного тока напряжением 380 В должна стать основным источником питания, на это настроены все части. Кроме этого, электрическая схема предполагает и другие типы питания:
- От сетей напряжения на 127 В.
- Питания цепи местного освещения от напряжения 36 В.
- Использование нулевой защиты для всех электродвигателей.
- Использование плавких предохранителей для защиты каждой части.
- Тепловые реле, обеспечивающие дополнительную защиту.
Управление кнопочное, производится от двух командоаппаратов. Переключатель на три положения позволяет выполнить первые три режима.
Зарубежные аналоги
Фрезерные станки, аналогичные 6М12П выпускаются в основном на отечественных предприятиях. Имеются и зарубежные аналоги:
- FV321M, FV401 производятся в Болгарии, фирма Арсенал АД (Arsenal J. S. Co – Kazanlak).
- X5032, X5050 делает фирма Shandong Weida Indusstries, в Китае.

Отечественные станки поступают в продажу с заводов в Гомеле, Воткинске, Димитрове.
 youtube.com/embed/nA7D-7hNxeE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/nA7D-7hNxeE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Вертикально-фрезерные станки: устройство, описание, видео
Процесс фрезерования позволяет получать детали различной формы и размеров. Наиболее распространенным вариантом фрезерного станка по металлу можно назвать вариант исполнения, когда шпиндель расположен вертикально. Подобное оборудование стали называть вертикально-фрезерными станками.
Вертикально-фрезерный станокКонсольные вертикально-фрезерные станки изготавливают на базе горизонтально-фрезерных с небольшим изменением коробки скоростей и станины.
Этап развития станков до появления ЧПУ
Все станки можно разделить на две группы:
- Группа, в которой установка режимов работы, подача и другие действия проводятся человеком.
- Группа обрабатывающих станков по металлу, работа которых полностью или частично автоматизирована при помощи блока с числовым программным управлением.
Фрезерный станок с вертикально расположенным шпинделем без ЧПУ используются уже на протяжении нескольких десятилетий. Наиболее популярными стали следующие модели: 6Т12, 6М12П, 6Р12, 6Р12Б. Эти представители группы фрезерных станков были очень распространены в бывшем СССР. Только после того, как было доказано расчетами и на практике превосходство ЧПУ с экономической точки зрения и другим характеристикам, эти станки по металлу стали заменять новыми. Тем не менее, 6Р12 можно встретить практически на всех крупных машиностроительных заводах.
Если провести краткое описание характеристик этого оборудования, то можно выделить следующие их особенности:
- проводят обработку практически всех металлов и сплавов, в том числе и чугуна. по этому показателю ограничением является устойчивость используемого режущего инструмента к стиранию, разрушению при обработке с указанными режимами работы определенного типа материала.
- схожая конструкция: наличие фрезерной бабки, стола, салазок, шпинделя, станины.
- надежность и неприхотливость – качества, которые обусловили популярность указанных выше станков. на момент производства эти станки экспортировались во многие страны мира.
- при помощи них можно проводить фрезерование, сверление, растачивание. Кроме этого отметим появление механизма поворота головки на угол 45° относительно стола. Эта особенность позволила создавать элементы, которые расположены относительно плоскости основания под определенным углом.

Кинематическая схема консольно-фрезерного станка 6Н12
Отличительной особенностью оборудования можно назвать возможность использования определенных показателей характеристик обработки: величину подачи, скорость вращения инструмента и т.д. Кроме этого все модели отличаются размером стола. Этот показатель определяет возможность обработки заготовок определенных размеров и веса.
В расшифровке первая цифра означает группу фрезерных станков, следующая буква обозначает модернизацию основной модели, вторая по счету цифра подгруппу вертикально-фрезерных станков, последняя цифра размер стола. Остальные характеристики можно найти в спецификации.
Остальные характеристики можно найти в спецификации.
Консольные и бесконсольные модели
Основным отличием всех вертикально-фрезерных станков по металлу можно назвать наличие или отсутствие консоли. Практически все современные варианты исполнения с ЧПУ относятся к консольному типу. Однако ранее довольно популярными были бесконсольные станки по следующим причинам:
- Отсутствие консоли обуславливало то, что основанием для стола становился пол завода или бетонная плита.
- Использование в качестве основания для салазок пола или бетонной плиты приводило к значительному повышению жесткости конструкции, к ее удешевлению.
- Повышение жесткости конструкции обуславливало возможность обработки больших и тяжелых деталей.
- Фрезерный станок консольного типа
- Бесконсольный фрезерный станок
Однако по причине того, что основание стола не может учитываться в создаваемых программах обработки, точность обработки была значительно меньше, чем у моделей с консолями. Именно поэтому числовое программное управление крайне редко устанавливают на подобного типа станки.
Именно поэтому числовое программное управление крайне редко устанавливают на подобного типа станки.
Вертикально-фрезерные станки в эпохе информационных технологий
Принцип работы рассматриваемых фрезерных станков по металлу обуславливал малую подвижность шпиндельной бабки (это проводилось только в наладочных целях). Фрезерование плоских поверхностей проводится путем изменения положения стола с жестко закрепленной заготовкой относительно первоначальной координаты. Именно подобная особенность обуславливает малую точность обработки.
Всеми процессами, от установки режимов резания, до управления положения стола руководит фрезеровщик. Человеческий фактор определяет высокий процент брака по современным меркам, а также ухудшение производительности.
Затронув показатель производительности, отметим, что при конструировании станков несколько десятков лет назад не учитывалась возможность использования режущего инструмента, изготовленного из сверхтвердого материала, а также многие модели не имеют системы подачи СОЖ (смазывающе-охлаждающей жидкости). Поэтому при использовании подобных станков также нельзя повысить производительность.
Поэтому при использовании подобных станков также нельзя повысить производительность.
Вертикально-фрезерные станки 6Т12, 6М12П, 6Р12, 6Р12Б изготавливались на заводах СССР. Уже на протяжении многих лет эти заводы прекратили свое существование, и рассматриваемые модели другие представители сферы станкостроения не выпускают из-за экономической невыгодности.
Современные вертикально-фрезерные станки
Несмотря на неоспоримое преимущество внедрения ЧПУ все же производят вертикально-фрезерные станки с механическим управлением, к примеру, JET JVM-836 TS. При их проектировании и производстве используется современное оборудование, что позволило добиться высокой точности позирования всех элементов конструкции, ее жесткости, а это благоприятно повлияло на показатель возможной точности, достигаемой при фрезеровании. Кроме этого практически все элементы конструкции стали работать от электрических приводов. Исключением можно назвать приводы подачи стола и шпинделя, которые ставят механического типа (однако проводится их дублирование электрическим приводом для возможности задания постоянной величины подачи).
Отдельное внимание заслуживают варианты исполнения с ЧПУ, к примеру, станок Haas TM-2. Применение современных технологий позволило сделать практически весь процесс автоматизированным (после ввода программы и закрепления заготовки, до ее снятия не требуется вмешательство оператора). Описание подобных фрезерных комплексов включает следующие характеристики:
- Работа на высоких скоростях вращения шпинделя, использование больших показателей подачи, движение шпинделя в двух плоскостях, высокая скорость позиционирования вместе с автоматизацией процесса позволяют получить высокоточные детали за минимальное время.
- Сложная система подачи СОЖ и удаление стружки из зоны резания.
- Максимальная защита окружающих.
- Возможность фрезерования по сложным траекториям.
Если рассматривать вопрос достоинств и недостатков, характеристики современных фрезерных станков по металлу при вертикальном расположении шпинделя, стоит указывать определенные модели, так как у них много различий и описание имеет различное содержание. Единственными их общими недостатками, которые присущи практически всем вариантам исполнения, можно считать высокую стоимость и малый гарантируемый срок эксплуатации, а при возникновении неполадок найти специалиста крайне сложно (при этом стоимость ремонта также может быть высокой).
Единственными их общими недостатками, которые присущи практически всем вариантам исполнения, можно считать высокую стоимость и малый гарантируемый срок эксплуатации, а при возникновении неполадок найти специалиста крайне сложно (при этом стоимость ремонта также может быть высокой).
В заключение отметим, что приведенный фрезерный станок по металлу в этом пункте, несмотря на свою сложную конструкцию, относится к вертикально-фрезерной группе, так шпиндель расположен в вертикальной плоскости. Стоимость этой модели около 50 000 $, она способно создавать готовые детали с одним перебазированием, то есть заготовка один раз должна быть перестановлена так, чтобы можно было обработать поверхность, которая при предыдущем этапе фрезерования была основанием.
Фрезерный станок 6Р12 / 6Т12 — РМЗ Новотроицк
Мы занимаемся продажей полностью восстановленных до заводского состояние фрезерных станков 6Р12 / 6Т12.
Приобретая станок у нас Вы получаете
- Полностью функционирующую единицу готовую к работе
- Восстановленный до заводского состояние внешний вид станка
- Обкатку станка на холостом ходу на всех скоростях и подачах
- Проверка на шум и нагрев всех узлов
- Мы гарантируем качество проводимого сервисного обслуживания
Общее описание
Вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б — очень распространённая на территории бывшего СССР модель фрезерного станка, позволяющая производить фрезерование деталей небольших и средних размеров. Станок экспортировался во многие страны мира. Вертикально-фрезерные станки 6Р12 зарекомендовали себя как надёжные и неприхотливые, не требующие повышенного внимания.
Назначение
Вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б предназначен для фрезерования, сверления и выполнения расточных работ заготовок любых форм и из любых материалов — от чугуна до сплавов цветных металлов, пластмасс. Шпиндельная головка вертикально-фрезерного станка оснащена механизмами поворота и ручного осевого перемещения шпинделя. Это позволяет производить обработку отверстий, расположенных под наклоном до ±45° к поверхности стола. Высокая жесткость вертикально-фрезерного станка 6Р12 в сочетании с мощным приводом позволяет использовать фрезы с пластинами из быстрорежущей стали, а также из твердых и сверхтвердых материалов.
Шпиндельная головка вертикально-фрезерного станка оснащена механизмами поворота и ручного осевого перемещения шпинделя. Это позволяет производить обработку отверстий, расположенных под наклоном до ±45° к поверхности стола. Высокая жесткость вертикально-фрезерного станка 6Р12 в сочетании с мощным приводом позволяет использовать фрезы с пластинами из быстрорежущей стали, а также из твердых и сверхтвердых материалов.
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1250 х 320 |
| Наибольшее продольное перемещение стола, мм | 800 |
| Наибольшее поперечное перемещение стола, мм | 320 |
| Наибольшее вертикальное перемещение стола, мм | 420 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 30 — 450 |
| Пределы частот вращения шпинделя, мин -1 | 31,5 — 1600 |
| Ускоренное продольное перемещение стола, мм/мин | 4000 |
| Ускоренное поперечное перемещение стола, мм/мин | 4000 |
Узнать стоимость фрезерного станка 6Р12 / 6Т12 Вы можете по номеру телефона расположенного на странице контакты или заполните форму ниже, тогда мы перезвоним в ближайшее время.
Поле отмеченное * является обязательным для заполнения.
Привод главного движения вертикально-фрезерного станка
Омский государственный технический университет
Кафедра металлорежущие станки и инструменты
Курсовой проект по дисциплине “Оборудование машиностроительных производств”
На тему: “Привод главного движения вертикально-фрезерного станка”
Омск 2018
Исходные данные к проекту: количество скоростей 19, ширина стола 400 мм, материал инструмента твёрдый сплав.
В данном курсовом проекте проанализированы несколько станков близких типоразмеров. На основе анализа станков прототипов 6Р13 и 6М12П и исходных данных к курсовому проекту проектируется Вертикально -фрезерный станок с числом скоростей Z=19 и шириной стола В=400. Затем рассчитываются основные технические характеристики проектируемого станка, составляется график чисел оборотов, рассчитываются диаметры валов и основные параметры зубчатых колёс, определяется КПД коробки скоростей, составляется кинематическая схема привода проектируемого станка и строится развёртка коробки скоростей.
Станок, выбранный в качестве прототипа – вертикально-фрезерный станок 6Р13 и 6М12П предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали , чугуна , цветных металлов , их сплавов и других материалов.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
В приложении к курсовому проекту на первом листе изображены станки близких типоразмеров и их графики чисел оборотов. На втором листе изображена развёртка коробки скоростей проектируемого станка.
Содержание
Аннотация 1
1. Назначение станка, чертёж типовой обрабатываемой детали, анализ поверхностей детали и геометрическое образование их на станках заданного типа 5
2. Описание и анализ кинематических и конструктивных особенностей станков близких типоразмеров 6
2.1 Консольный вертикально-фрезерный станок 6Р13 7
2. 2 Консольный вертикально-фрезерный станок 6М12П 12
2 Консольный вертикально-фрезерный станок 6М12П 12
3. Обоснование технических характеристик проектируемого станка 16
4. Выбор электродвигателя 21
5. Обоснование кинематической схемы привода главного движения станка 22
6. Выбор ряда частот вращения шпинделя 23
7. Построение графика чисел оборотов 24
8. Определение передаточных отношений в групповых передачах 25
9. Расчёт чисел зубьев колёс 27
10. Кинематическая схема привода главного движения 27
11. Силовой расчёт привода главного движения 28
12. Определение диаметров валов 30
13. Расчёт зубчатой передачи 30
14. Определение допускаемого контактного напряжения 31
15. Определение модуля 32
16. Определение параметров зубчатых колес 34
17. Расчёт вала на прочность 35
18. Расчет на статическую прочность 36
19. Смазывание и обслуживание станка 39
Заключение 41
Список используемой литературы 42
Состав: Привод главного движения вертикально-фрезерного станка, Развёртка коробки скоростей (СБ) , Спецификация, ПЗ
Софт: КОМПАС-3D 17
Станки для обработки с ЧПУ
Станок, используемый для обработки с ЧПУ, представляет собой фрезерный станок, также называемый «обрабатывающий центр с ЧПУ».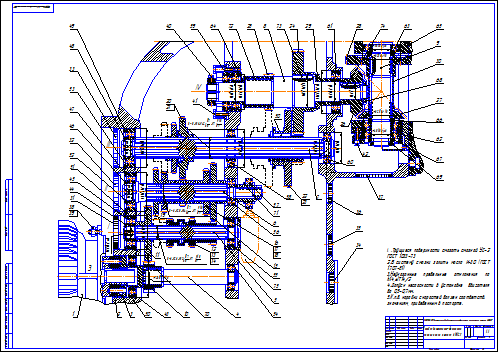 Он использует режущий инструмент, называемый «фрезой», для обработки блоков материала. Эта машина обеспечивает производство пластмассовых или металлических деталей. Он используется для визуальных и механических прототипов. Также возможно изготовление прототипов по частям или сериями. Как правило, фрезерный станок автоматизирован с помощью пакета программного обеспечения, называемого автоматизированным проектированием (САПР).Модель САПР определяет геометрию (размер и форму) обрабатываемых изделий. В большинстве случаев нам нужны эти 3D-файлы для запуска производства.
Он использует режущий инструмент, называемый «фрезой», для обработки блоков материала. Эта машина обеспечивает производство пластмассовых или металлических деталей. Он используется для визуальных и механических прототипов. Также возможно изготовление прототипов по частям или сериями. Как правило, фрезерный станок автоматизирован с помощью пакета программного обеспечения, называемого автоматизированным проектированием (САПР).Модель САПР определяет геометрию (размер и форму) обрабатываемых изделий. В большинстве случаев нам нужны эти 3D-файлы для запуска производства.
Процесс: Во-первых, блок материала закреплен на столе в машине. Затем фреза фрезерует деталь за два движения, одно вперед и другое режущее (за счет эффекта вращения). Вращательное движение фрезы обеспечивается шпинделем. Фрезерный станок может иметь 3 или 5 осей. В случае 3-осевого фрезерного станка фреза движется по 3 координатам: x, y и z.Наконец, фрезерованная деталь снимается со станка.
Основные технические характеристики обрабатывающих центров следующие:
- Фрезы различаются по типу зубьев, направлению резания или форме.
- Ось шпинделя может быть горизонтальной (ось z горизонтальна), вертикальной (ось z вертикальна) или универсальной.
- Фрезерный станок может иметь 3 оси, 4 оси (три линейных оси плюс один поворотный стол) или 5 осей (три линейные оси плюс 2 оси вращения).
- Скорость производства (зависит также от материала и обрабатываемой детали).
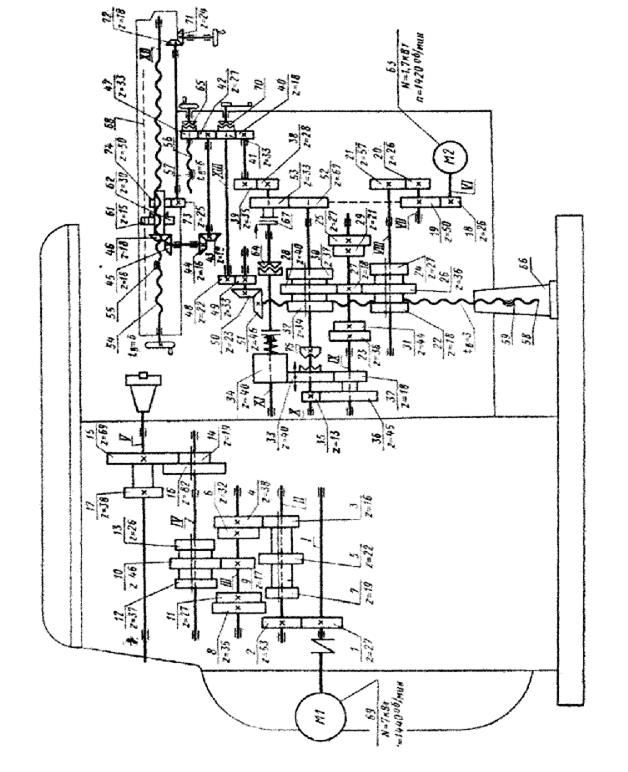
Полученные детали: Станок позволяет производить пластмассы или легкие металлы (например, алюминий), а в некоторых случаях обрабатывать специальные стали, такие как нержавеющая сталь. Обработка с ЧПУ используется в различных отраслях промышленности, таких как аэрокосмическая, механическая, оптическая, медицинская и т. Д.
После изготовления прототипа на машине необходимо выполнить следующие операции:
- Ручная чистовая обработка (удаление заусенцев, полировка и т. Д.)
- Проверка размеров с помощью суппорта.
- Проверка внешнего вида на соответствие спецификациям.
Для получения дополнительной информации о ваших проектах обработки с ЧПУ мы приглашаем вас взглянуть на наши материалы, доступные для этой технологии. Вы также можете отправить нам свой проект через нашу страницу запроса предложения.
Вы также можете отправить нам свой проект через нашу страницу запроса предложения.
Ошибка 404 – Rodin4D
Эта страница не может быть отображена (ошибка 404) Возможные причины:
Проверьте имя страницы и повторите попытку или перейдите на домашнюю страницу. | Página no encontrada (ошибка 404) Возможна очередь:
Puede probar de buscar el contenido accediendo a nuestra página Principal. | Impossible de Trouver la page (ereur 404) Возможные разрушения:
Верните адрес страницы или клик, чтобы получить помощь на странице. |
Non hai accesso a questa pagina (errore 404) E возможно:
Нажмите, чтобы разорвать весь дом в Rodin4D. | Diese Seite kann leider nicht angezeigt werden. (ошибка 404)
Um zurück zu gelangen, klicken Sie bitte hier. |

© 2018 RODIN SAS. Все права защищены.
V56i | Макино
Вертикальный обрабатывающий центр V56i обладает рядом конструктивных особенностей, специально разработанных для повышения точности и поддержания ее в течение длительных периодов времени, типичных для большинства областей применения штампов и пресс-форм.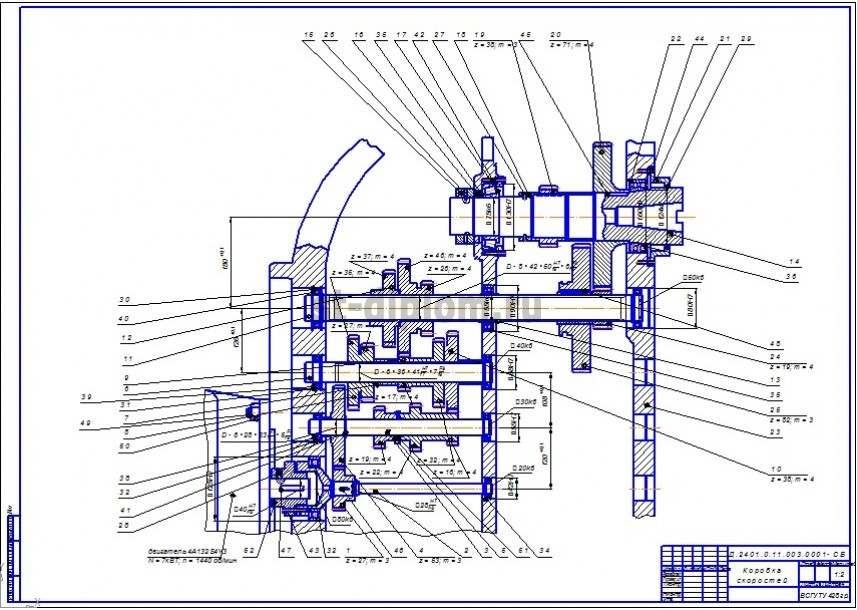 Благодаря осям X и Z на шпинделе и оси Y под столом конструкция станка обеспечивает превосходную производительность в компактном корпусе. Модель V56i, не имеющая выступов или неподдерживаемых участков, обеспечивает выдающуюся точность во всем диапазоне машин. Тщательно отполированные до прецизионной отделки направляющие являются неотъемлемой частью отливки станка, обеспечивая превосходную жесткость, жесткость и точность. Для обеспечения стабильной точности в течение длительного времени цикла станок V56i оснащен следующими функциями:
Благодаря осям X и Z на шпинделе и оси Y под столом конструкция станка обеспечивает превосходную производительность в компактном корпусе. Модель V56i, не имеющая выступов или неподдерживаемых участков, обеспечивает выдающуюся точность во всем диапазоне машин. Тщательно отполированные до прецизионной отделки направляющие являются неотъемлемой частью отливки станка, обеспечивая превосходную жесткость, жесткость и точность. Для обеспечения стабильной точности в течение длительного времени цикла станок V56i оснащен следующими функциями:
- Сердечник-охлаждаемый ШВП по всем осям, включая контроль температуры подшипников зоны поддержку кронштейна и монтажную область двигателя для поддержания температуры компонентов.
- Контроль температуры седла станка и держателя шпинделя с помощью масляных каналов и масла с регулируемой температурой, обеспечивающий жесткий контроль над температурами седла и держателя.
- Добавление отдельного блока oilmatic для точного контроля температуры элементов машины.
- Гидравлический контур направляющей (Nano Slideway) на оси X для уменьшения трения и тепловыделения, а также для обеспечения строгого контроля над геометрией и точностью.

Шпиндель V56i оснащен уникальной системой охлаждения сердечника и смазки под дорожкой Makino, которая сводит к минимуму тепловые деформации при высоких скоростях шпинделя.Интегрированная конструкция шпинделя и ротора приводного двигателя снижает вибрацию при работе на высоких скоростях. Конструкция шпинделя также включает следующее:
- Укороченная, жесткая и жесткая конструкция шпинделя обеспечивает еще большую жесткость, минимизирует вибрацию, повышает жесткость и обеспечивает резку без вибрации.
- Увеличенный массовый поток жидкости через шпиндель для еще большего уменьшения теплового расширения шпинделя, облегчая более жесткий контроль над температурой внутри шпинделя.
- Укороченная конструкция шпинделя и усиленный контроль температуры позволяют ужесточить допуски шпинделя, уменьшить биение и повысить жесткость и жесткость.

Кроме того, V56i оснащен системой управления Makino Professional 6, которая обеспечивает стабильную, безопасную платформу с надежной производительностью на стороне ЧПУ, обеспечивая удобный графический интерфейс пользователя (GUI). Это устройство управления станком последнего поколения предлагает большие цветные сенсорные экранные приложения с меню.Иконки предоставляют «горячие ссылки» и быстрый доступ к важной информации, которая может потребоваться оператору. Кроме того, новая платформа управления обеспечивает все функции, типичные для ПК (вырезание, вставка, копирование, поиск, замена и т. Д.), Которые редко доступны в системе управления станком. Усовершенствованная технология управления данными и запатентованная компанией Makino сервоуправление Super Geometric Intelligence (SGI.5) нового поколения обеспечивают минимальное время цикла, достижимое за счет сокращения времени цикла обработки штампов, сложных полостей и стержней на целых 40 процентов по сравнению с большинством других технологии управления.