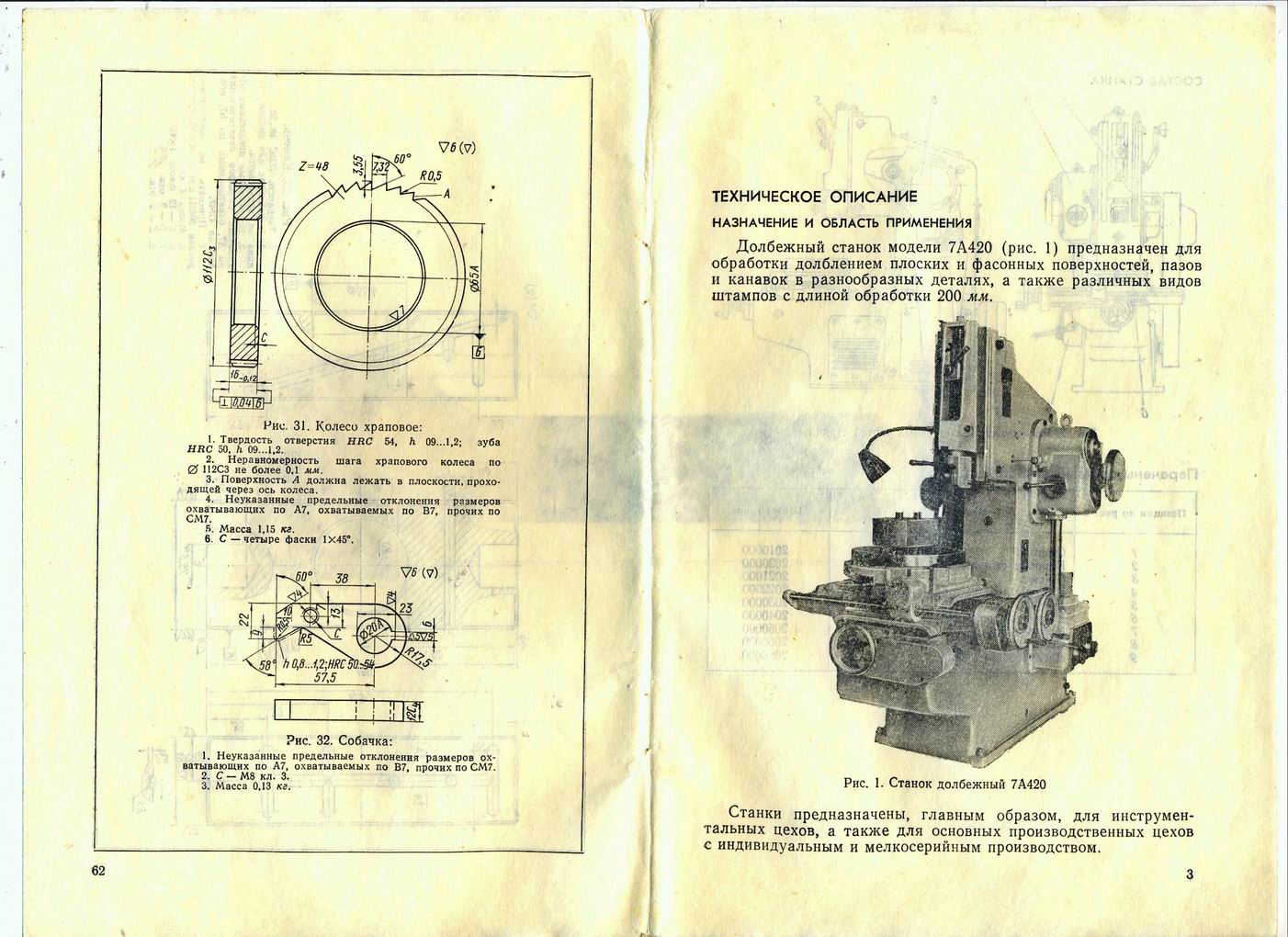
7А420 Станок долбежный
Перечень составных частей станка долбежного 7А420
- Станина
- Коробка скоростей
- Смазка
- Коробка подач
- Электрооборудование
- Привод
- Долбяк
- Механизм кулисный
- Стол
- Электрошкаф
- Комплект инструмента (Предоставляется по требованию заказчика)
Основные базовые и присоединительные размеры долбежного станка 7А420
Вид станка в планее
Габариты рабочего пространства
Размеры резцедержателя
Размеры стола
Схема настройки механизма подач долбёжного станка 7А420
Схема настройки механизма подач
Механизм подач
Номер ступеней | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
Положение органов настройки Подачи стола на двойной ход, мм | 0,1 | 0,2 | 0,3 | ,04 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 |
0,067 | 0,13 | 0,2 | 0,26 | 0,33 | 0,4 | 0,46 | 0,52 | 0,59 | 0,67 | 0,73 | 0,79 | |
продольная | 0,1 | 0,2 | 0,3 | ,04 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 |
поперечная | 0,1 | 0,2 | 0,3 | ,04 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 |
круговая | 0,067 | 0,13 | 0,2 | 0,26 | 0,33 | 0,4 | 0,46 | 0,52 | 0,59 | 0,67 | 0,73 | 0,79 |
Механика главного движения
Номер ступени | Положение рукоятки коробки скоростей | Число двойных ходов долбяка в мин. | Расчетный КПД пи резании |
I | 32 | 0,656 | |
II | 49 | 0,656 | |
III | 66 | 0,656 | |
IV | 101 | 0,656 |

Таблица средних скоростей рабочего хода V р.х. и номинальных тяговых усилий на долбяке в зависимости от длины строгания
Длина хода долбяка, мм | Угол рабочего хода | Число двойных ходов в минуту | |||||||
n=32 | n=49 | n=66 | n=101 | ||||||
V р.х. м/мин | Р кН | V р.х. м/мин | Р кН | V р. м/мин | Р кН | V р.х. м/мин | Р кН | ||
25 | 185030′ | 1,44 | 58,25 | 2,3 | 36,42 | 3,78 | 22,3 | 5,82 | 14,46 |
50 | 191002′ | 2,8 | 30,46 | 4,46 | 19,15 | 7,33 | 11,66 | 11,31 | 7,56 |
75 | 196035′ | 4,09 | 21,2 | 6,51 | 13,34 | 10,69 | 8,12 | 16,49 | 5,26 |
100 | 202010′ | 5,3 | 16,57 | 8,44 | 10,42 | 13,86 | 6,34 | 21,38 | 4,11 |
125 | 207049′ | 6,45 | 13,79 | 10,26 | 8,67 | 16,85 | 5,28 | 26,0 | 3,42 |
150 | 213031′ | 7,53 | 11,94 | 11,98 | 7,51 | 19,68 | 4,57 | 30,37 | 2,96 |
175 | 219019′ | 8,55 | 10,61 | 13,61 | 6,68 | 22,35 | 4,06 | 34,49 | 2,63 |
200 | 225014′ | 9,52 | 9,62 | 15,14 | 6,05 | 24,88 | 3,68 | 38,38 | 2,39 |
 х.
х.Органы управления долбёжным станком 7А420 и их значение
- Гайка зажима долбяка при перестановке
- Квадрат для измерения установки долбяка
- Рукоятка установки числа двойных ходов долбяка
- Гайка регулировки угла наклона рамы долбяка
- Рукоятка вводного автомата
- Кнопка пуск долбяка
- Кнопка ускоренного перемещения стола
- Маховик ручной круговой подачи стола
- Маховик ручной поперечной подачи стола
- Рукоятка включения круговой подачи стола
- Лимб коробки подачи стола
- Кнопка «Общий стоп»
- Кнопка «Стоп долбяка»
- Кнопка «Пуск главного двигателя»
- Кнопка ускоренной подачи масла к направляющим рамы долбяка
- Кнопка ускоренной подачи масла к направляющим рамы долбяка
- Квадрат для установки длины хода долбяка
- Выключатель освещения
- Рукоятка фиксации стола
- Маховик ручной продольной подачи стола
- Рукоятка фиксирования подачи стола
- Квадрат ручного перемещения долбяка
Описание конструкции и работы долбежного станка 7А420
Кулисный механизм станка 7А420 предназначен для преобразования вращательного движения кулисной шестерни в возвратно-поступательное движение долбяка.
Длина хода долбяка устанавливается вращением вала с помощью кривошипной рукоятки, надетой на квадрат.
Резцовая головка поворачивается на 900 в обе стороны.
Возможно обработать поверхность по наклонной плоскости под углом 50 установкой рамы долбяка.
Стол станка 7А420 имеет три вида перемещений: продольное, поперечное и круговое. Все три движения стола имеют до 12 подач, ручные и механические перемещения которых включаются маховиками.
Кнопочная станция, смонтированная на станке, обеспечивает управление станком, сигнализацию наличия напряжения, пуск и останов электродвигателя быстрых перемещений, а также пуск и останов долбяка.
Схема кинематическая станка долбежного 7А420
Ввиду простоты кинематических цепей главного движения и подачи стола, а также передачи движения от оси электродвигателей до исполнительных органов станка, описание кинематической схемы не приводится.
В таблице дается перечень элементов кинематической схемы.
Куда входит | Поз. на рис. | Число зубьев зубчатых колес или заходов червяков, ход. винтов | Модуль или шаг, мм | Ширина обода зубч. колеса |
|---|---|---|---|---|
Станина | 2 | Шкив | 110 | 68 |
3 | Шкив | 380 | 68 | |
Коробка скоростей | 4 | 36 | 4 | 22 |
5 | 30 |
| 22 | |
6 | 27 | 4 | 22 | |
7 | 21 | 4 | 22 | |
8 | 19 | 4 | 41 | |
Кулисный механизм | 9 | 78 | 4 | 40 |
10 | 16 | 2,5 | 17 | |
11 | 18 | 2,5 | 14 | |
12 | 18 | 2,5 | 9 | |
13 | 17 | 2,5 | 7 | |
14 | 1 | 6 | 170 | |
15 | 1 | 6 | 82 | |
16 | 1 | 5 | 415 | |
Долбяк | 17 | 1 | 5 | 50 |
17 | 15 | 2,5 | 13 | |
18 | 20 | 2,5 | 13 | |
Коробка скоростей | 20 | 39 | 4 | 38 |
21 | 19 | 2,5 | 17 | |
22 | 19 | 2,5 | 17 | |
Коробка подач | 23 | 18 | 2,5 | 16 |
24 | 36 | 2,5 | 16 | |
25 | 68 | 2 | 12 | |
26 | 34 | 2 | 12 | |
27 | 48 | храповик | 16 | |
28 | 32 | 2,5 | 15 | |
29 | 32 | 2,5 | 15 | |
30 | 32 | 2,5 | 16 | |
31 | 32 | 2 | 16 | |
32 | 40 | 2 | 15 | |
Стол | 33 | 20 | 2,5 | 25 |
34 | 20 | 2,5 | 25 | |
35 | 27 | 2,5 | 22 | |
36 | 35 | 2,5 | 22 | |
37 | 27 | 2,5 | 22 | |
38 | 1 | 6 | – | |
39 | 1 | 6 | 60 | |
40 | 39 | 2,5 | 22 | |
41 | 27 | 2,5 | 22 | |
42 | 20 | 2,5 | 25 | |
43 | 20 | 2,5 | 26 | |
44 | 20 | 2,5 | 25 | |
45 | 20 | 2,5 | 25 | |
46 | 1 | 3 | 60 | |
47 | 90 | 3 | 30 | |
48 | 30 | 2,5 | 22 | |
49 | 44 | 2,5 | 22 | |
50 | 48 | 2,5 | 22 | |
51 | 30 | 2,5 | 22 | |
52 | 1 | 6 | – | |
53 | 1 | 6 | 60 | |
Коробка скоростей | 54 | 38 | 1,5 | 18 |
Смазка | 55 | 54 | 1,5 | 10 |
56 | 18 | 1,5 | 12 | |
57 | 26 | 1,5 | 9 | |
Станина | 59 | 76 | – | 30 |
60 | 186 | – | 30 | |
Коробка скоростей | 61 | 40 | 4 | 22 |
62 | 17 | 4 | 22 | |
63 | 23 | 4 | 22 | |
64 | 34 | 4 | 22 |
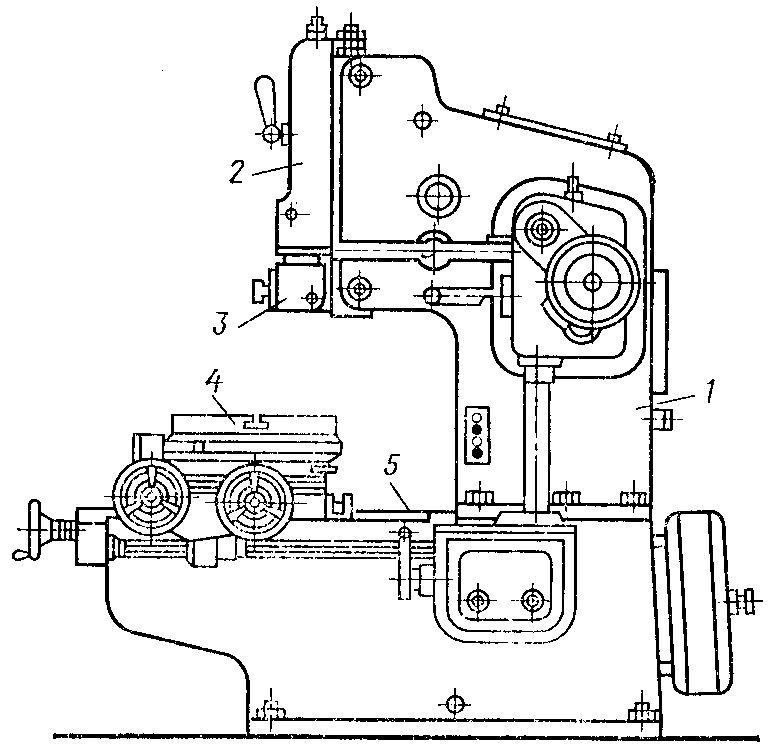
Станина станка 7А420:
Станина станка 7А420 состоит из вертикальной 1 и горизонтальной 2 станин коробчатой формы, соединенных между собой.
Верхняя и нижняя части станины служат связывающими звеньями для всех узлов станка.
Внутренняя часть верхней станины служит одновременно резервуаром для централизованной смазки.
В нижней части станины размещены подмоторные плиты для установки электродвигателей главного привода и ускоренных перемещений стола.
Коробка скоростей станка долбежного 7А420
Коробка скоростей смонтирована в отдельном корпусе 1, который закреплен на платике верхней станины. Коробка скоростей служит для получения 4-х различных скоростей перемещения долбяка.
Ведущий шлицевой вал 15 коробки скоростей установлен на шариковых радиальных подшипниках и связан с узлом привода посредством муфты 17. На ведущем валу находится блок шестерен 16 и два зубчатых колеса 13 и 14.
Второй вал 10 коробки скоростей установлен на конических роликоподшипниках. На этом валу находится блок шестерен 12 и два зубчатых колеса 7 и 9, а также зубчатое колесо 6, зацепляющееся с кулисной шестерней.
Крутящий момент передается от узла привода через муфту 17 на вал 16, а с него на вал 10 либо через блок шестерен 16 и зубчатые колеса 7 и 9, либо через зубчатые колеса 13 и 14 и блок шестерен 12.
Изменение скорости перемещения долбяка производится рукояткой переключения скоростей 2, перемещением блоков шестерен 12 и 16 и при помощи переводок 3 и 21.
На конце вала 10 имеется квадрат для кривошипной рукоятки при перемещении долбяка вручную. Подпружиненная втулка 11 выталкивает рукоятку после окончания ручного поворота вала.
Конические зубчатые колеса 20 и 19 служат для передачи крутящего момента от кулисной шестерни через зубчатое колесо 22 на вал коробки подач. Подшипник 18, эксцентрично расположенный на муфте 17, является приводом плунжерного насоса.
Смазка зубчатых колес и подшипников коробки скоростей осуществляется от плунжерного насоса через трубку 8, слив масла – через сливные отверстия у дна корпуса в резервуар станины.
Отверстие с фильтром 4, закрытое пробкой 5, предназначено для залива масла.
Коробка подач долбежного станка 7А420
Коробка подач осуществляет продольную, поперечную и круговую подачи стола и его ускоренное перемещение.
Вал 6 через шарнирные муфты соединен с коробкой скоростей и через шестерни 7 и 18 сообщает вращательное движение валу 19 с набором эксцентричных кулачков, позволяющих осуществлять 12 различных подач. Ролик рычага 17 в контакте с кулачками совершает колебательное движение. Через вал 20 это движение передается зубчатому сектору 21 и через него зубчатому колесу 22, на котором жестко насажен рычаг 5, несущий собачку 4.
Совершая колебательное движение, зубчатое колесо 22 посредством рычага и собачки осуществляет поворот храпового колеса 23 на число зубьев, зависящих от эксцентриситета кулачка, с которым находится в контакте ролик рычага 17. От храпового колеса 23 движение передается через реверсивный механизм зубчатому колесу 2 и через предохранительную муфту на вал подачи. Величина подачи устанавливается по нониусу лимба 26. Выключают подачу эксцентриком 8.
Величина подачи устанавливается по нониусу лимба 26. Выключают подачу эксцентриком 8.
Ускоренное перемещение осуществляется от отдельного электродвигателя через шкив 15 и обгонную муфту 14. Реверсирование перемещения стола производится включением кулачковой муфты 16 на валу 12 с шестернями 9 и 13.
Привод станка долбежного 7А420
От электродвигателя через клиновые ремни вращение передается шкиву 1, который размещен на втулке 4, вращающейся на подшипниках.
Включение привода осуществляется включением электромагнитной муфты 2.
Тормозная электромуфта 3 позволяет быстро останавливать привод.
Долбяк
станка 7А420
Долбяк 14 представляет собой деталь коробчатой формы, которая скользит по направляющим рамы 5.
На нижней части долбяка установлена резцовая головка 5, которая поворачивается на угол 900 в обе стороны. Отсчет величины поворота в градусах ведется по нониусу на резцовой головке. Резцовая головка закреплена конусом 2, который затянут болтом 3.
Резцовая головка закреплена конусом 2, который затянут болтом 3.
Для установки места долбления необходимо, ослабив затяжку гайки 4, вращать винт 6 рукояткой, надетой на квадрат 13, через зубчатые колеса 9 и 12. После установки долбяка на требуемую высоту относительно стола гайку 4 вновь затянуть. На винте 6 имеется гайка 7, которая соединена через серьгу 8 с кулисным механизмом.
При необходимости раму долбяка можно поворачивать на угол до 50, для чего ослабляют упор 10 и, вращая гайку телескопического винта, устанавливают долбяк на нужный угол.
Отсчет угла наклона в градусах ведется по шкале на раме. Установив требуемый угол наклона долбяка, упор вновь затягивают.
Механизм кулисный долбежного станка 7А420
Кулисный механизм предназначен для преобразования вращательного движения кулисной шестерни в прямолинейное возвратно-поступательное движение долбяка.
Корпус 6 смонтирован в коробке скоростей на двух конических роликовых подшипниках.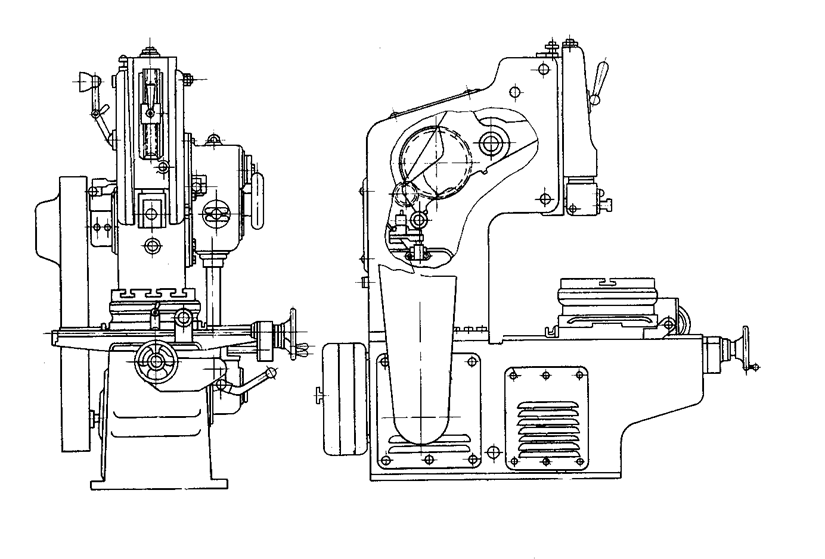 По наружному периметру корпуса 6 закреплена шестерня 13. В направляющих корпуса 6 перемещается палец кулисы и камень 3.
По наружному периметру корпуса 6 закреплена шестерня 13. В направляющих корпуса 6 перемещается палец кулисы и камень 3.
Кулиса 2 смонтирована в верхней части станины на оси 1 и одним концом соединена с серьгой долбяка.
При вращении кулисной шестерни палец 4 кулисы совершает вращательное движение вокруг оси корпуса 6. Камень 3, вращаясь вместе с пальцем 4 скользит по направляющим паза кулисы и заставляет ее совершать качание на оси. Кулиса, совершающая колебательное движение, сообщает долбяку прямолинейное возвратно-поступательное движение.
Длину хода долбяка устанавливают вращением вала 8 кривошипной рукояткой, надетой на квадрат. Через шестерни 9, 10, 11, 12 вращение вала передается винту 5. Палец кулисы передвигается с винтом 5. При изменении расстояния между осями пальца и корпуса 6 соответственно меняется длина хода долбяка. Отсчет величины хода ведется по нониусу 7.
Стол долбежного станка 7А420
Стол станка расположен на горизонтальных направляющих на нижней станине и состоит из нижних салазок 2, верхних салазок 3 и поворотного круглого стола 4.
Стол станка имеет продольные, поперечные и круговые движения подач как ручных, так и механических, включение которых осуществляется соответственно маховичками 1, 5 и 6.
При включении механической подачи маховички передвигают от себя до сцепления кулачковых муфт, при ручной подаче маховички двигают на себя. Все движения от коробки подач до стола передаются через вал 18.
Круговые и поперечные подачи стола осуществляются через фартук с шестернями 13,12,24,23,22,21,20; продольные – через фартук с шестернями 14,15,16 и 17. Т вала 19 через шестерни 7,8,11,9 и откидной червяк 10, который входит в зацепление с шестерней 25, столу сообщается круговое движение. Все три движения имеют 12 подач и ускоренное перемещение. На круглом столе 4 имеется фиксирующее устройство на двенадцать точек через 300.
Ускоренное перемещение включают кнопкой 7 (см. перечень органов управления), реверсирование направления перемещения осуществляется рукояткой реверса подач.
При работе на тяжелых черновых режимах необходимо выбирать зазор в подвижных соединениях, не участвующих в перемещении салазок или круглого стола, поджимая винты в зависимости от перемещения.
Смазка долбежного станка 7А420
Эксцентриковая муфта 4 служит приводом плунжерного насоса. Механизм смазки смонтирован на корпусе коробки скоростей и помещается внутри верхней станины.
Плунжерный насос 1 через фильтр 5 подает масло в маслораспределитель 3, делящий поток масла в коробку скоростей, кулисный механизм и электромагнитные муфты.
Через насос 2 осуществляется дозированная смазка гайки, серьги кулисного механизма, направляющих долбяка.
Регулируют систему смазки через окно в верхней станине.
Электрооборудование долбежного станка 7А420
На станке 7А420 установлены два электродвигателя.
На станке применяется электрооборудование на напряжение питающей сети 380В, частота тока 50Гц, цепь управления – 110В, 50Гц, цепь постоянного тока – 24В, цепь освещения – 24В и 110В
На станке имеются электромагнитные муфты для пуска и торможения долбяка.
Освещение рабочего места производится светильником, установленном на верхней станине.
Шкаф управления установлен на задней стенке станины.
Ввод осуществляется проводом марки ПВ-3 с сечением 2,5 мм2 белого цвета для линейных проводов и желто-зеленого цвета для заземления.
На боковой стенке электрошкафа находится вводный автоматический выключатель (QF1).
На боковой стенке станины, в нише, находятся следующие органы управления:
- кнопка пуск главного привода
- кнопка пуск долбяка
- кнопка стоп долбяка
- кнопка перемещения стола (толчковый режим)
- кнопка общий стоп
- сигнальная лампа с линзой красного цвета, показывающая включенное состояние главного двигателя.
Смену смазки для подшипников электродвигателей при нормальных условиях работы производить через 4000 часов работы.
При работе в пыльной и влажной среде смену смазки следует производить по мере необходимости.
Перед заполнением свежей смазкой подшипники должны быть тщательно промыты бензином.
Полость заполнить смазкой на 2/3 объема.
Рекомендуемые смазки для подшипников качения электродвигателей
Страна, фирма | Марка смазочного материала | Примечание |
РОССИЯ
Великобритания США РОССИЯ | Смазка 1-13-жировая ГОСТ 1631-61 РВ, -А, -С, -Н АА, -В, KF, -I Смазка ЦИАТИМ-203 ГОСТ8773-73 | Температура подшипников от 00 до 800С
Для тропических условий. Температура подшипников от 500 до 1200С |
Схема электрическая принципиальная:
Схема электрическая соединений:
Схема расположения электрического оборудования на станке 7А420
Обозначение | Наименование | Кол-во |
EL1 | Светильник местного освещения 24V | 1 |
FR1 | Реле электротепловое –РТИ-1321 | 1 |
FU | ВА 4729-6А | 3 |
HL1…HL2 | цвет. | 2 |
HL3…HL4 | цвет. лампочки- зеленый | 2 |
KM1 | КМИ 22510 110v с приставкой ПКИ-22 | 1 |
KM2 | КМИ 10910 110Vc приставкой ПКИ-22 | 1 |
KM3 | КМИ 10910 110V | 1 |
М1 | А112МА6УЗ | 1 |
М2 | А112МА8 УЗ | 1 |
R1,2 | Резистор ПЭВ-101 к Ω ожо476,576 ТУ | 2 |
QF1 | АЕ 2046 М100 25А | 1 |
QF2 | ВА 472380V | 1 |
SB1 | КЕ 021УЗ красная грибковая | 1 |
SB2 | КЕ 021УЗ красная грибковая | 1 |
SB3,4,6 | КЕ 011 УЗ черная | 3 |
SB5 | КЕ 011 УЗ красная | 1 |
ТС1 | ТР 0,16 kv. | 1 |
VD1…VD4 | Диод D242A PO336.25 ТУ | 4 |
YA1 | Муфта ЭТМ – 092 – 1Н | 1 |
YA2 | Муфта ЭТМ – 096 – 1Н | 1 |
 лампочки- красный
лампочки- красный A ОСМ1-0,16УЗ
A ОСМ1-0,16УЗ
Возможные нарушения в работе электрооборудования станка:
Возможные нарушения | Вероятные причины | Метод устранения |
Не горит сигнальная лампочка | Отсутствие напряжения в сети | Проверить наличие напряжения прибором |
Перегорела лампочка | Сменить лампочку | |
Неисправна обмотка трансформатора TCI | Заменить трансформатор | |
Не включается электродвигатель М1 | Сработало реле FRI | Вернуть реле в исходное положение |
Не включается пускатель КМ1 | Заменить пускатель | |
Неисправна цепь самоподхвата | Устранить неисправность | |
Не включается электродвигатель М2 | Выбило автомат QF2 | То же |
Не включаются муфты YА1 и YА2 | Не сработал магнитный пускатель КМ2 или КМ3 | То же |
Первоначальный пуск долбежного станка 7А420
- При первоначальном пуске станка 7А420 необходимо, прежде всего, проверить надежность заземления и качество монтажа электрооборудования внешним осмотром.

- При помощи вводного автомата станок подключается к цеховой сети.
- Проверить действие блокирующих и сигнализирующих устройств шкафа.
- При помощи кнопок проверить четкость срабатывания магнитных пускателей.

ВНИМАНИЕ! При подключении электродвигателя главного движения направление вращения ротора должно соответствовать направлению стрелки, нанесенной на кожухе.
Описание работы долбежного станка 7А420
- Пуск главного привода М1 осуществляется нажатием кнопки SB3 (14-16), которая замыкает цепь магнитного пускателя КМ1 (10-17), переводя его на самопитание (14-16).
- Остановка электродвигателя главного привода М1 осуществляется нажатием кнопки SB2 (13-14).
- Управление электродвигателем перемещения стола М2 осуществляется нажатием толчковой кнопки SB4 (14-15).
- Пуск ползуна осуществляется кнопкой SB6 (18-19), включается магнитный пускатель КМ2 (10-19) и становится на самопитание (18-19), а н. о. контакт КМ2 (7-8) включает электромагнитную муфту УА1; н.з. контакт КМ2 (7-9) отключает электромагнитную муфту УА2.
- Останов ползуна осуществляется кнопкой SB5 (16-18), отключается катушка магнитного пускателя КМ2 (10-19), замыкается н.э. контакт (7-9), включается электромагнитная муфта УА2.
- Защита электродвигателя М1 от коротких замыканий осуществляется автоматическим выключателем QF1.
- Защита электродвигателя М2 от коротких замыканий осуществляется автоматическим выключателем QF2.
- Защита электродвигателя М1 от перегрузок осуществляется тепловым реле FR1.
- Защита цепей управления, освещения и цепи постоянного тока осуществляется предохранителями FU.
 о. контакт КМ2 (7-8) включает электромагнитную муфту УА1; н.з. контакт КМ2 (7-9) отключает электромагнитную муфту УА2.
о. контакт КМ2 (7-8) включает электромагнитную муфту УА1; н.з. контакт КМ2 (7-9) отключает электромагнитную муфту УА2.Система смазки станка 7А420
Принципиальная схема системы смазки станка 7А420
Смазка станка обеспечивается циркуляционной системой смазки узлов коробки скоростей, долбяка, привода, кулисного механизма, коробки подач. Эта система состоит из резервуара 1, маслоуказателя 2, фильтра 3, плунжерного насоса 5, маслораспределителя 7, насоса 8.
Плунжерный насос закреплен на кронштейне внутри верхней станины и приводится в действие от вала эксцентриковой муфты, получающей вращение от клиноременной передачи главного привода. Масло из резервуара, расположенного в верхней части станины, всасывается насосом через фильтр и под давлением подается к маслораспределителю 7. От него масло поступает к оси кулисы, электромагнитной муфте, кулисной шестерне, на кулисный камень и к насосу 8.
Насос механическим приводом подает масло к направляющим долбяка и на ось серьги. Для кратковременной увеличенной подачи масла к направляющим долбяка перед началом работы в системе смазки предусмотрен механизм ускоренной подачи смазки при нажатии на кнопку 9, с помощью которого открывается дополнительный поток масла от плунжерного насоса к направляющим долбяка, минуя насос (лубрикатор).
Сбор утечек масла с направляющих долбяка и рамы осуществляется двумя маслосборниками, установленными на раме, из которых масло сливается по трубам в резервуар.
Указания по монтажу и эксплуатации системы смазки:
Перед пуском необходимо:
- заполнить резервуар 1 маслом, в количестве 18л. При этом маслоуказатель должен быть заполнен наполовину.
- заполнить резервуар 16 маслом в количестве 0,3л.
- смазать шприцом все точки, указанные в схеме
- смазать направляющие станины и салазок стола, поливая из масленки, а также сверху скосы рамы, клина, долбяка
- смазать механизм круглого стола – для этого необходимо установить стол на деление 2700, отвернуть пробку заливного отверстия 17 и залить масло 0,15л. В этом случае смазывается только часть механизма. Для смазки остальной части необходимо стол установить на деление 2500 и залить 0,1л. масла.
Карта смазки станка долбежного 7А420
Перечень элементов смазочной системы долбежного станка 7А420
№ | Обозначение | Наименование | Кол. | Прим. |
1 | 7А42010.102 | Станина верхняя – резервуар | 1 | 18л |
2 | 1-13 МН76-63 | Маслоуказатель | 1 |
|
3 | 10-8-2 ОСТ2 СЧ1-2-80 | Фильтр приемный сетчатый | 1 |
|
5 | 31.У.4.1 ГОСТ22918-78 | Насос плунжерный | 1 | 2,5см2/ ход |
7 | 7А420.20.312 | Корпус маслораспределителя | 1 |
|
8 | 106.ПУ41 ГОСТ22953-78 | Насос смазочный поршневой многопоточный | 1 |
|
9 | 7А420.60. | Кнопка ускоренной подачи масла | 1 |
|
10 | 7А420.30.021 7А420.30.022 | Маслосборник Маслосборник | 1 1 |
|
11 | 7А420.30.012 | Маслосборник рамы | 1 |
|
12 | 7А420.30.016 | Маслованна | 1 | 0,03л |
13 | 7402.20.361 | Труба-распылитель смазки | 1 |
|
14 | 7402.20.301 | Корпус-резервуар для сбора масла | 1 |
|
15 | 7402.50.087 | Отверстие для заливки масла | 1 |
|
16 | 7А420. | Крышка-резервуар | 1 | 0,3л |
17 | 7А420.60.013 | Стол круглый | 1 | 0,25л |
18 | 3.2.2Ц6 ГОСТ19853-74 | Пресс-масленки | 19 |
|
19 | 7А420.10.065 | Пробка слива масла | 1 |
|
20-31 |
| Точки смазки |
|
|
32 | 8-2-1 ГОСТ21993-76 | Клапан | 1 |
|

 010
010 50.012
50.012
Перечень точек смазки:
Поз. на рис.22 | Периодичность смазки | Смазываемая точка | Куда входит |
20(1)-20(2) | Непрерывная | Электромагнитные муфты | Привод |
21(1)-21(2) | то же | Ось кулисы, кулисная шестерня, камень | Механизм кулисный |
22 | то же | Зубчатые колеса, подшипники | Коробка скоростей |
23(1)-23(2) | то же | Направляющие | Долбяк |
25 | то же | Ось серьги долбяка, гайка | Долбяк |
26(1)-26(7) | Периодическая залив масла 1 раз в смену | Зубчатые колеса, валик, подшипники, эксцентрик | Коробка подач |
27-28 | то же | Зубчатые колеса, червячная передача | Стол |
33,40,41 | то же | Направляющие резцедержки, опора винта | Долбяк |
34-39,42-49 | то же | Шестерни, валы, опоры, маховики, винты, гайки | Стол |
50 | то же | Опора вала | Коробка подач |
Перечень возможных неисправностей системы смазки:
Возможные неисправности | Вероятная причина | Способ устранения |
Не поступает масло к точкам смазки коробки скоростей, кулисы | Неисправен плунжерный насос
| Заменить насос
|
Засорился фильтр | Промыть фильтр | |
Нарушена герметичность трубопровода | Заменить трубки, концевые соединения | |
Низкий уровень масла | Долить масло до уровня | |
Отсутствует подача масла к направляющим | Неисправен насос | Заменить насос |
Нарушена герметичность трубопровода | Заменить трубки |
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ ПРИНУДИТЕЛЬНОЙ ПОДАЧИ МАСЛА РАБОТАТЬ НА ДОЛБЁЖНОМ СТАНКЕ 7А420 СТРОГО ЗАПРЕЩАЕТСЯ!
Заменять масло в резервуаре 1 необходимо не реже 1 раза в месяц, в резервуаре 16 – один раз в месяц. Направляющие станины, верхние и нижние салазки смазывать через пресс-масленки 1 раз в смену.
Направляющие станины, верхние и нижние салазки смазывать через пресс-масленки 1 раз в смену.
Порядок установки долбёжного станка 7А420
Распаковка
При распаковке станка 7А420 сначала снимается верхний щит упаковочного ящика, а затем боковые щиты. Необходимо следить за тем, чтобы не повредить станок упаковочным инструментом.
Транспортирование
Для транспортировки распакованного станка используют 2 стальные штанги. Для предохранения выступающих частей и окраски станка от повреждения канатом необходимо установить под канат деревянные или войлочные прокладки.
Порядок установки долбежного станка 7А420
- Перед установкой долбежный станок 7А420 необходимо тщательно очистить от антикоррозийных покрытий, нанесенных на открытые, а также закрытые кожухами обработанные поверхности станка и покрыть тонким слоем масла И-20А.
- Смазку очищать сначала деревянной лопаточкой, а затем оставшуюся смазку с наружных поверхностей удалить салфетками, смоченными в органическом растворителе.
- Станок устанавливается на бетонном фундаменте, глубина которого берется в зависимости от грунта, но не менее 500мм.
- Запрещается установка долбежного станка на междуэтажных перекрытиях зданий.
- Точность работы станка 7А420 зависит от правильности установки его на фундаменте. Станок устанавливается на фундаменте и выверяется в продольном и поперечном направлениях при помощи уровня.
- При выверки станка под основание необходимо подложить 4 клина с углом наклона 50, перемещением которых достигается требуемая точность установки станка на фундаменте.
- Отклонение плоскости стола от горизонтального положения не должно превышать 0,04мм на 1000мм длины в обоих направлениях. Окончательно выверенный станок подливают цементным раствором и после затвердевания раствора затягивают фундаментные болты.

Подготовка долбёжного станка 7А420 к первоначальному пуску и первоначальный пуск
- Заземлить долюёжный станок 7А420 подключением к общей цеховой системе заземления.
- Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
- Ознакомившись с назначением рукояток управления, следует проверить от руки работу всех механизмов станка. Выполнить указания, изложенные в разделах «Электрооборудование» и «Система смазки», относящиеся к пуску станка.
- Опробовать электродвигатель без включения рабочих органов станка после его подключения к электросети, обратив особое внимание на работу системы смазки.
- Убедившись в нормальной работе всех механизмов, можно приступать к настройке станка для работы.

ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗАТЕЛЯХ РАБОТА НА СТАНКЕ СТРОГО ЗАПРЕЩАЕТСЯ!
Порядок работы на станке долбёжном 7А420
- Для выбора режимов обработки изделий из различных материалов рекомендуется пользоваться справочниками по режимам резания.
- Длина хода долбяка устанавливается путем изменения эксцентриситета кулисного пальца относительно оси кулисной шестерни вращением квадрата вала.
- Отсчет ведется по лимбу.
- Число двойных ходов долбяка устанавливается рукояткой коробки скоростей в соответствии с таблицей скоростей.
- Вылет долбяка на требуемом расстоянии от оси стола устанавливается вращением вала квадрата перестановки долбяка кривошипной рукояткой, при этом гайка зажима долбяка должна быть отпущена.
- После установки долбяка гайку затянуть.
- Величина подачи устанавливается по лимбу коробки подач.
- Резец устанавливается и закрепляется в резцедержке.
- Обрабатываемая деталь крепится непосредственно на поворотном столе станка или в специальном приспособлении, закрепленном на поворотном столе. Технологические приспособления для установки и зажима детали должны быть прочными.
- Для установки детали относительно центра поворотного стола имеется центрирующее отверстие

Указание мер безопасности промработе на долбёжном станке
1. Соблюдать все общие правила техники безопасности при работе на металлорежущих станках.
2. Не приступать к работе без предварительного тщательного изучения Руководства по эксплуатации.
3. Производить транспортировку и установку долбёжного станка 7А420 на место его эксплуатации согласно разделу «Порядок установки».
4. Измерить, до подключения станка 7А420 к сети, сопротивление в системе заземления, которое должно быть не более 0,1 Ом между заземляющим винтом и любой металлической частью станка. Электродвигатели, электрошкаф и станина должны быть надежно заземлены. При подаче напряжения к электрошкафу управления (включением вводного автоматического выключателя) загорается сигнальная лампочка белого цвета на электрошкафе, а при подаче напряжения на электродвигатель загорается лампочка зеленого цвета на пульте управления.
5. Перед пуском станка в работу заполнить маслом масляную ванну в станине и произвести смазку всех трущихся частей станка.
6. Перед началом работы:
- проверить прочность крепления кожуха ограждения ременной передачи и лотка для отвода масла, стекающего с направляющих ползуна;
- проверить исправность токоведущих частей аппаратуры;
- проверить наличие стружкосборника для защиты от стружки.

7. Проверить на холостом ходу исправность действия:
- электрических кнопочных устройств управления;
- системы смазки и убедиться в нормальной и бесперебойной подаче масла во все точки станка.
8. Убедиться на холостом ходу в отсутствии заеданий в подвижных частях станка, а также в своевременном срабатывании предохранительной муфты во время упора поперечины и стола в их крайних положениях.
ВНИМАНИЕ!
- Отвести стол от долбяка при установке обрабатываемой детали.
- Руководствоваться при работе на станке таблицами ограничения частоты двойных ходов долбяка в минуту при различной длине хода и средней скорости перемещения долбяка.
- Усилие на долбяке не должно превышать 15кН.
НЕ ДОПУСКАЕТСЯ!
- работать на долбёжном станке при отсутствии давления в системе смазки и отсутствии масла в контрольных отверстиях, включать вводный выключатель при открытом электрошкафе;
- пользоваться рукояткой переключения на ходу станка;
- производить на ходу станка перестановку долбяка и изменять длину его хода;
- работать на станке без кожуха ременной передачи;
- производить поворот корпуса тисков относительно стола при работе долбяка;
- отставлять инструмент и посторонние предметы на поверхности станка;
- производить измерение обрабатываемых заготовок, настройку и наладку станка с рабочим ходом.

Станок долбежный 7а420 технические характеристики
7А420 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 7а420 предназначены для наружного и внутреннего долбления плоских и фасонных поверхностей, вырезов и канавок, а также для долбления с поднутрием до 10 град, Для инструментальных и ремонтных служб
Длина хода долбяка, мм: Наименьшая 0 Наибольшая 200 Расстояние от плоскости стола до нижнего конца направляющих долбяка, мм 320 Расстояние от наружной плоскости резцедержателя до стойки (вылет), мм 480 Размер рабочей поверхности стола(диаметр),мм 500 Наибольшее перемещение: Продольное, мм. 500 Поперечное, мм 400 Круговое, мм 360 Перемещение на один оборот маховичка рукоятки: Продольное, мм 6 Поперечное, мм 6 Круговое, град., 4 Цена деления лимба: Продольное, мм 0,05 Поперечное, мм 0,05 Круговое, мин. 2 Скорость быстрого перемещения: Продольное, м/мин 1,8 Поперечное, м/мин 1,8 Круговое, град. 3,4 Габаритные размеры станка, мм: Длина 2300 Ширина 1270 Высота 2175 Вес станка, кг 2000
3,4 Габаритные размеры станка, мм: Длина 2300 Ширина 1270 Высота 2175 Вес станка, кг 2000Купить этот станок без посредников:
mashinform.ru
Станок долбежный по металлу 7А420
Долбежный станок по металлу 7А420 предназначен для наружного и внутреннего долбления плоских и фасонных поверхностей, вырезов и канавок, а также для долбления с поднутрием до 10 градусов. Благодаря высокой точности и надежности в работе это оборудование применяется в ремонтных и инструментальных цехах многих предприятий современной промышленности, как в единичном, так и серийном производстве. Основными узлами долбежного станка 7А420 являются: станина, стол, долбяк, кулисный механизм, коробка скоростей, коробка подач, привод, система смазки и электрооборудование 7А420 характеризуется высокой производительностью, что обусловливается большим числом двойных ходов долбяка в минуту – 40, 64, 102, 163 и значительным тяговым усилием долбяка – 1840кг. Высокая жесткость станины позволяет полностью использовать режущие свойства инструмента. Основные узлы станка 7А420 смонтированы в отдельных корпусах, а их расположение делает станок компактным и безопасным для работы.
Основные узлы станка 7А420 смонтированы в отдельных корпусах, а их расположение делает станок компактным и безопасным для работы.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДОЛБЕЖНОГО СТАНКА 7А420
| Рабочий ход долбяка, мм | 20…200 |
| Расстояние от плоскости стола до нижней поверхности направляющих долбяка, мм | 320 |
| Расстояние от наружной поверхности резцовой головки до внутренней поверхности станины, мм | 450 |
| Высота обрабатываемого изделия при обработке наружной поверхности, мм | 300 |
| Высота обрабатываемого изделия при обработке внутренней поверхности, мм | 100 |
| Усилие резания, кН | 15 |
| Скорость долбяка под нагрузкой, двойных ходов в минуту | 32,49,66,101 |
| Диаметр стола, мм | 500 |
| Продольный ход стола, мм | 500 |
| Поперечный ход стола, мм | 400 |
Круговой ход стола, град. | 360 |
| Диапазон продольных подач стола на один двойной ход долбяка, мм | 0,1…1,2 |
| Диапазон поперечных подач стола на один двойной ход долбяка, мм | 0,1…1,2 |
| Диапазон круговых подач стола на один двойной ход долбяка, град. | 0,07…0,8 |
| Количество фиксированных положений стола | 12 |
| Мощность привода главного движения, кВт | 3,6 |
| Габаритные размеры, мм | 1900х1270х2175 |
| Масса 7А420 , кг | 2000 |
rustan.ru
Станок долбежный по металлу 7А420
Производитель: Россия
Долбежный станок 7а420 представляет собой высокопроизводительную машину, предназначенную для применения в цехах мелкосерийного, а также единичного производства. Высокая эффективность обработки деталей достигается за счет большого числа двойных ходов в минуту долбяка, а в частности:
Тяговое усилие долбяка в данной модели станка достигает значения в 1840 кг.
Отличительные характеристики модели
Долбежный станок 7а420 отличается высокой степенью жесткости станины, что позволяет в полной мере использовать режущие свойства инструмента. Компактные размеры станка, а также его безопасность обусловлены конструктивными особенностями оборудования: основные узлы смонтированы в разных корпусах.
Эксплуатационные свойства
Запуск и выключение станка осуществляется путем нажатия кнопок, а рукоятки и органы управления технического устройства имеют удобное расположение. Все это делает долбежный станок 7а420 одним из наиболее востребованных на современном рынке оборудования для долбления.
Приобрести станок 7а420 по оптимальной цене можно в компании «Русстанко».
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДОЛБЕЖНОГО СТАНКА 7А420
| Рабочий ход долбяка, мм | 20…200 |
| Расстояние от плоскости стола до нижней поверхности направляющих долбяка, мм | 320 |
| Расстояние от наружной поверхности резцовой головки до внутренней поверхности станины, мм | 450 |
| Высота обрабатываемого изделия при обработке наружной поверхности, мм | 300 |
| Высота обрабатываемого изделия при обработке внутренней поверхности, мм | 100 |
| Усилие резания, кН | 15 |
| Скорость долбяка под нагрузкой, двойных ходов в минуту | 32,49,66,101 |
| Диаметр стола, мм | 500 |
| Продольный ход стола, мм | 500 |
| Поперечный ход стола, мм | 400 |
Круговой ход стола, град. | 360 |
| Диапазон продольных подач стола на один двойной ход долбяка, мм | 0,1…1,2 |
| Диапазон поперечных подач стола на один двойной ход долбяка, мм | 0,1…1,2 |
| Диапазон круговых подач стола на один двойной ход долбяка, град. | 0,07…0,8 |
| Количество фиксированных положений стола | 12 |
| Мощность привода главного движения, кВт | 3,6 |
| Габаритные размеры, мм | 1900х1270х2175 |
| Масса, кг | 2000 |
www.russtanko.ru
7а420 Долбежный станок
- Описание
- Технические характеристики 7а420
- Паспорт 7а420
Цена на долбежный станок 7а420 указана с учетом погрузки на ваш транспорт. Станок полностью комплектен, подключен и готов к проверке. Купить 7а420 можно просто добавив его в корзину. Осмотр производится по предварительной записи по телефону на сайте.
| Основные параметры станка | |
| Класс точности станка | Н |
| Наибольший ход долбяка, мм | 20…200 |
| Пределы двойных ходов в минуту | 40…163 |
| Диаметр стола, мм | 500 |
| Расстояние от плоскости стола до направляющих долбяка, мм | 320 |
| Расстояние от долбяка до станины (вылет), мм | 480 |
| Установочное регулирование хода долбяка, мм | 264 |
| Наибольшее усилие резания, кг | 1500 |
| Наибольшие перемещения стола продольные, мм | 500 |
| Наибольшие перемещения стола поперечные, мм | 400 |
| Наибольшие перемещения стола круговые, град | 360 |
| Пределы подач за один двойной ход продольные, мм | 0,1…1,2 |
| Пределы подач за один двойной ход поперечные, мм | 0,1…1,2 |
| Пределы подач за один двойной ход круговые, град | 0,064…0,81 |
| Скорость быстрого перемещения стола продольная, мм/мин | 1,8 |
| Скорость быстрого перемещения стола поперечная, мм/мин | 1,8 |
| Скорость быстрого перемещения стола круговая, град/сек | 3,4 |
Электрооборудование. Привод Привод | |
| Количество электродвигателей на станке | 2 |
| Электродвигатель привода главного движения, кВт | 2,8 |
| Электродвигатель ускоренного перемещения стола, кВт | 1,1 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 230 012 702 175 |
| Масса станка, кг | 2240 |
Паспорт на долбежный станок 7а420 можно скачать по ссылке: 7a420
st-ok.ru
749 Станок долбежный технические характеристики
Сведения о производителе долбежного станка станка 7417
Изготовителем долбежного станка является Чкаловский станкостроительный завод, г. Оренбу́рг (с 1938 года до 1957 года город Чка́лов).
В 1945 году завод выпустил первые восемь долбежных станков модели 7417.
Станки, выпускаемые Оренбургским станкостроительным заводом
7417 долбежный станок с механическим приводом.
 Назначение и область применения
Назначение и область примененияДолбежный станок 7417 с механическим приводом предназначен для изготовления шпоночных пазов, шлицев и канавок на фасонных и плоских поверхностях в мелкосерийном и единичном производстве, а также в ремонтных мастерских.
Станок предназначен для обработки долблением плоских и фасонных поверхностей, пазов и канавок в разнообразных деталях, а также различных видов штампов, устанавливаемых непосредственно на столе или в приспособлениях. Возможность поворота рамы с долбяком позволяет обрабатывать наклонные плоскости, не меняя позиции детали.
Стол перемещается как вручную, так и механически. Круговая подача стола дает возможность обрабатывать на станке круглые детали и зубчатые колеса.
Основные технические данные долбежного станка 7417:
Изготовитель – Чкаловский (Оренбургский) станкостроительный завод. Начало серийного производства – 1945 год.
Ближайший аналог: долбежный станок 7а420
- Длина хода долбяка – 25. .160 мм
- Диаметр рабочей поверхности стола – Ø 500 мм
- Число двойных ходов долбяка в минуту – 30, 48, 78, 120
- Мощность привода – 3,4 кВт
- Вес станка полный – 2,0 т
 .160 мм
.160 ммОсобенности долбежного станка 7417
- поворотной резцевой головкой для долбления под углом 90° в обе стороны,
- устройством наклона салазок долбяка на угол до 4°30` к вертикальной плоскости для изготовления шпоночных пазов в конических отверстиях
Станок является 1-й моделью гаммы долбежных станков. В автоматическую линию станок не встраивается.
Класс точности станка Н
Общий вид долбежного станка 7417
Фото долбежного станка 7417
Фото долбежного станка 7417
Расположение составных частей долбежного станка 7417
Расположение составных частей долбежного станка 7417
Все группы станка выполнены в отдельных корпусах и установлены на станке, что облегчает их сборку при изготовлении и ремонте, Насоснолубрикаторная группа находится внутри верхней станины и установлена на коробке скоростей.
Кинематическая схема долбежного станка 7417
Кинематическая схема долбежного станка 7417
Электрическая схема долбежного станка 7417
Электрическая схема долбежного станка 7417
Установочный чертеж долбежного станка 7417
Установочный чертеж долбежного станка 7417
7417 Долбежный станок с механическим приводом. Видеоролик.
Для обработки пуансонов в поперечном направлении
Технические характеристики станка 749
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Длина рабочей поверхности стола, мм | 250 |
| Ширина стола, мм | |
| Наибольший ход ползуна, мм | 100 |
| ЧПУ | – |
Пределы частот вращения шпинделя Min/Max, об/мин. | – |
| Мощность, кВт | 0.5 |
| Габариты, мм | 1350_870_1325 |
| Масса, кг | 830 |
| Начало серийного выпуска, год | 1984 |
| Завод-производитель | Оренбургский станкозавод, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок поперечно-строгальный 749 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 749 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок поперечно-строгальный 749 составляет:
- новые станки – 12 мес. ,
- после капитального ремонта – 6-12 мес..
 ,
,Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок поперечно-строгальный 749 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок поперечно-строгальный 749 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
7а420 Долбежный станок – STAN7
Описание
Технические характеристики
Станки, представленные в категории «Склад №1 Север Москвы» находятся на одном складе, подключены, готовы к проверке и имеют полную комплектность.
Цена станка указана за наличный расчет, с учетом демонтажа и погрузки на Ваш транспорт. Так же возможна оплата по безналичному расчету. Осмотр Долбежного станка 7А420 производится по предварительной договоренности по телефону:
8 (917) 331-33-01
8 (982) 335-00-07
Осмотр проводится в Будние дни, с 9-00 до 17-00, договориться об осмотре можно в любое время.
| Основные параметры станка | |
| Класс точности станка | Н |
| Наибольший ход долбяка, мм | 20…200 |
| Пределы двойных ходов в минуту | 40…163 |
| Диаметр стола, мм | 500 |
| Расстояние от плоскости стола до направляющих долбяка, мм | 320 |
| Расстояние от долбяка до станины (вылет), мм | 480 |
| Установочное регулирование хода долбяка, мм | 264 |
| Наибольшее усилие резания, кг | 1500 |
| Наибольшие перемещения стола продольные, мм | 500 |
| Наибольшие перемещения стола поперечные, мм | 400 |
| Наибольшие перемещения стола круговые, град | 360 |
| Пределы подач за один двойной ход продольные, мм | 0,1…1,2 |
| Пределы подач за один двойной ход поперечные, мм | 0,1…1,2 |
| Пределы подач за один двойной ход круговые, град | 0,064…0,81 |
| Скорость быстрого перемещения стола продольная, мм/мин | 1,8 |
| Скорость быстрого перемещения стола поперечная, мм/мин | 1,8 |
| Скорость быстрого перемещения стола круговая, град/сек | 3,4 |
Электрооборудование. Привод Привод | |
| Количество электродвигателей на станке | 2 |
| Электродвигатель привода главного движения, кВт | 2,8 |
| Электродвигатель ускоренного перемещения стола, кВт | 1,1 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 230 012 702 175 |
| Масса станка, кг | 2240 |
Станок 2е440а технические характеристики
2Е440А станок координатно-расточный. Паспорт, схемы, характеристики, описаниеСведения о производителе координатно расточного станка 2Е440А
Производитель координатно расточного станка 2Е440А Куйбышевский завод координатно-расточных станков, основанный в 1963 году.
Свою историю Куйбышевский завод координатно-расточных станков ведет с 1963 года, когда была введена первая очередь этого предприятия. Молодой коллектив завода в короткие сроки освоил производство станков высокой точности и уже в 1966 году выпустил их несколько сотен.
Завод прекратил свое существование в 1991 году, и на его производственных площадях открылось несколько станкостроительных предприятий, которые продолжают выпускать координатно-расточные станки, занимаются их ремонтом и модернизацией. Завод координатно-расточных станков «Стан-Самара» ЗАО, Самарское НПП координатно-расточных станков, ЗАО, «Станкосервис» ООО и др.
Станки, выпускаемые Куйбышевским заводом координатно-расточных станков
2Е440А станок координатно-расточной. Назначение и область применения
Координатно-расточной станок 2Е440А особо высокой точности (А по ГОСТ 8—71) предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат.
Наряду с расточкой на станке могут выполняться сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок 2Е440А используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Принцип работы и особенности конструкции станка
Станок 2Е440А – одноколонного типа, имеет прямоугольный стол с продольным и поперечным перемещением. Предусмотрено установочное перемещение шпиндельной бабки.
Рабочее и ускоренное перемещение стола осуществляются независимо в продольном и поперечном направлениях асинхронными электроприводами с широким диапазоном регулирования.
Подачи шпинделя регулируются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
Точная установка стола на заданную координату производится вручную, маховичком.
Применяя поставляемые со станком поворотные столы и другие принадлежности, можно производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Класс точности станка А по ГОСТ 8—71.
2Е440А Оптическая система отсчета координат станка
Оптическая система отсчета координат станка 2е440
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм.
Оптические устройства для отсчета продольных и поперечных перемещений состоят из следующих основных узлов:
- осветителей
- стеклянных шкал
- проекторов
- экранов
Отсчет величины перемещений стола и салазок производится по точным стеклянным шкалам с миллиметровыми делениями и нанесенными на шкалы цифрами. Шкала 2 продольных перемещений (рис. 1) связана со столом и вместе с ним перемещается относительно объектива проектора 3 оптического устройства, которое проецирует изображение шкалы на экран 4. Одновременно на экран проецируется изображение сетки спирального микрометра (вид А), по которой производится отсчет десятых долей миллиметра. Сотые доли миллиметра и микроны отсчитываются на том же экране по круговой шкале. Отсчет величины поперечных перемещений осуществляется по шкале 2 (рис. 2), которая закреплена на станине. Объектив проектора 3 вместе с салазками перемещается вдоль шкалы 2. Изображение шкалы 2 проецируется на экран 4.
Одновременно на экран проецируется изображение сетки спирального микрометра (вид А), по которой производится отсчет десятых долей миллиметра. Сотые доли миллиметра и микроны отсчитываются на том же экране по круговой шкале. Отсчет величины поперечных перемещений осуществляется по шкале 2 (рис. 2), которая закреплена на станине. Объектив проектора 3 вместе с салазками перемещается вдоль шкалы 2. Изображение шкалы 2 проецируется на экран 4.
Коррекция достигается тем, что изображение штриха шкалы смещается на нужную величину благодаря покачиванию плоскопараллельных пластинок 5 (рис. 1 и 2), помещенных на выходе лучей из проекторов.
В каждой из систем отсчета плоскопараллельная пластина в оправе соединена общей осью с рычажком, находящимся в постоянном контакте с коррекционной линейкой. В зависимости от припиловки последней рычажок, а вместе с ним и оправка с плоскопараллельной пластинкой поворачиваются вокруг своей оси в ту или иную сторону. Поворот плоскопараллельной пластинки вызывает в поле зрения экрана смещение изображения штрихов масштабной линейки на требуемую величину. Смещению изображения штриха на экране на 0,001 мм соответствует подъем или опускание коррекционного рычажка на 0,2 мм. Для компенсации накопленной ошибки один из краев коррекционных линеек может подниматься или опускаться винтовыми упорами.
Смещению изображения штриха на экране на 0,001 мм соответствует подъем или опускание коррекционного рычажка на 0,2 мм. Для компенсации накопленной ошибки один из краев коррекционных линеек может подниматься или опускаться винтовыми упорами.
Вывертыванием винтов компенсируют плюсовую ошибку, ввертыванием — минусовую.
Внимание! при снятии и установке стола на станок следует коррекционный рычажок оттянуть поворотом маховичка.
Экраны 4 утоплены в пульте и закрываются крышкой. Здесь же располагается кнопка включения освещения экранов.
Установку обрабатываемого изделия на заданные координаты можно (в зависимости от способа нанесения размеров на чертеже) производить двумя способами: «цепочкой» и «лесенкой».
- После закрепления изделия на столе станка ось шпинделя совмещается с базой, от которой в дальнейшем будут откладываться координаты будущих отверстий
- включается освещение экранов
- маховичком микронного отсчета нулевое деление круговой шкалы устанавливается против визирной стрелки
- маховичком миллиметрового расхода устанавливается проекция ближайшего штриха в середину спирали, обозначенной 0, и записывается (запоминается) исходное положение
2Е440А Габарит рабочего пространства координатно-расточного станка
Габарит рабочего пространства станка 2е440
2Е440А Посадочные и присоединительные базы координатного расточного станка
Посадочные и присоединительные базы станка 2е440
2Е440А Общий вид координатно-расточного станка
Фото координатно-расточного станка 2е440
2Е440А Шпиндельная бабка координатно-расточного станка
Шпиндельная бабка координатно-расточного станка 2е440
2Е440А Расположение составных частей координатно-расточного станка
Расположение основных узлов станка 2е440
Расположение основных узлов станка 2е440. Вид сбоку
Вид сбоку
Расположение основных узлов станка 2е440. Вид сверху
Спецификация составных частей координатно расточного станка 2Е440А
- Станина – 2В440А.105
- Стол-салазки – 2Е440А.106
- Масштаб продольный – 2В440.133
- Масштаб поперечный – 2В440.143
- Привод перемещения стола – 2В440A.232
- Привод перемещения салазок – 2В440А.242
- Коробка скоростей – 2В440А.301
- Стойка – 2B440A.315
- Шпиндельная бабка – 2В440А.400
- Блок направляющих – 2В440А.411
- Шпиндель – 2Е440А.441
- Устройство установки на глубину – 2B440A.451
- Охлаждение – 2В440А.761
- Станция охлаждения – 2455.59
2Е440А Расположение органов управления координатно-расточным станком
Расположение органов управления расточным станком 2е440
Перечень органов управления станком 2Е440А
- Рукоятка включения питания электрошкафа
- Лампа контроля включения питания электрошкафа
- Кнопка включения питания станка
- Кнопка отключения питания станка
- Тумблер включения местного освещения
- Розетка включения переносной лампы
- Кнопка аварийного отключения питания станка
- Амперметр контроля нагрузки
- Кнопка включения освещения экранов оптики
- Маховик перемещения шпиндельной бабки
- Рукоятки ручного (быстрого) перемещения гильзы шпинделя
- Гайка зажима инструмента в шпинделе
- Указатель величины подач шпинделя
- Рукоятка выбора направления подач шпинделя
- Маховик установки величины подач шпинделя
- Рукоятка зажима шпиндельной бабки
- Винт зажима гильзы шпинделя
- Маховичок тонкой подачи гильзы шпинделя
- Маховик установки диапазона частот вращения шпинделя
- Рукоятка включения механизма отключения подач на заданной глубине
- Указатель диапазона частот вращения шпинделя
- Кнопка включения медленного проворота шпинделя
- Кнопка включения вращения шпинделя
- Кнопка отключения вращения шпинделя
- Рукоятка выбора частоты вращения шпинделя
- Рукоятка фиксации лимба
- Индекс отсчета расточного шпинделя
- Лимб отсчета расточного шпинделя
- Регулятор скорости перемещения стола (салазок)
- Маховичок микронного отсчета перемещения стола
- Переключатель перемещения стола (салазок)
- Рукоятка зажима стола
- Маховичок ручного перемещения стола
- Маховичок миллиметрового расхода стола
- Сигнальная лампа зажима стола
- Экран оптического отсчета перемещения стола
- Маховичок отвода рычага коррекции
- Линейка грубого отсчета перемещений стола
- Индекс грубого отсчета перемещений стола
- Сигнальная лампа включения электропитания станка
- Кнопка отключения перемещений стола (салазок)
- Кнопка включения перемещения стола (салазок) назад
- Кнопка включения перемещения стола (салазок) вперед
- Рукоятка зажима салазок
- Маховичок миллиметрового расхода салазок
- Маховичок ручного перемещения салазок
- Маховичок микронного отсчета перемещения салазок
- Экран оптического отсчета перемещения салазок
- Сигнальная лампа зажима салазок
- Индекс грубого отсчета салазок
- Линейка грубого отсчета салазок
- Лампочка освещения индекса
2Е440А Установочный чертеж станка
Установочный чертеж станка 2е440
2Е440А станок координатно-расточный.
 Видеоролик.
Видеоролик.Технические характеристики координатно-расточного станка 2Е440А
| Наименование параметра | 2Е440А | 2В440А |
|---|---|---|
| Основные параметры станка | ||
| Класс точности (Н,П,В,А,С) | А | А |
| Рабочая поверхность стола, мм | 710 х 400 | 800 х 400 |
| Наибольший диаметр сверления в стали 45, мм | 25 | 25 |
| Наибольший диаметр расточки в стали 45, мм | 250 | 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 158..630 | 125..585 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 500 | 500 |
| Шпиндельная бабка | ||
| Частота вращения шпинделя (б/с регулирование), об/мин | 50. ..2000 ..2000 | 50…2000 |
| Пределы рабочих подач гильзы шпинделя на один оборот шпинделя, мм/об | 0,03…0,16 9 ступеней | 0,03…0,16 9 ступеней |
| Наибольшее вертикальное перемещение шпинделя (ход) (ручное, механическое), мм | 210 | |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное от руки), мм | 250 | |
| Внутренний конус шпинделя (внутренний конус) специальный | № 40 7:24 | 5 |
| Наибольший конус закрепляемого инструмента | Морзе 4 | Морзе 4 |
| Закрепление шпиндельной коробки на направляющих | ручное | ручное |
| Рабочий стол | ||
| Наибольшее перемещение стола (продольное/ поперечное), мм | 630 х 400 | 710 х 400 |
| Число Т- образных пазов на столе | 5 | 5 |
| Величина ускоренного перемещения стола и салазок, мм/мин | 1600 | 800 |
| Пределы рабочих подач стола и салазок при фрезеровании, мм/мин | 20. .315 .315 | 16..800 |
| Наибольшая масса обрабатываемого изделия, кг | 320 | 320 |
| Точность станка | ||
| Цена деления растровой сетки установки координат, мм | 0,001 | 0,001 |
| Точность установки координат, мм | 0,005 | 0,005 |
| Точность расстояний между осями отверстий, растачиваемых на станке, мм | 0,008 | 0,008 |
| Точность растачиваемого диаметра (постоянство диаметра), мм | 0,004 | 0,004 |
| Предохранение от перегрузки механизма подач | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода главного движения, кВт | 4,5 | 2 |
| Электродвигатель привода перемещения стола, кВт | 0,245 | 0,245 |
| Электродвигатель привода перемещения салазок, кВт | 0,245 | 0,245 |
| Электродвигатель насоса системы смазки, кВт | ||
| Электронасос охлаждающей жидкости | ПА-22М, 0,125 кВт | ПА-22М, 0,125 кВт |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок, мм | 2440 х 2195 х 2385 | 2520 х 2195 х 2385 |
| Масса станка, кг | 3400 | 3510 |
- Глухов Н. М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Богданов А.В. Расточное дело, 1960
Список литературы:
 М. Работа на координатно-расточных станках, 1953
М. Работа на координатно-расточных станках, 1953Связанные ссылки
Каталог координатно-расточных станков
Паспорта координатно-расточных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
2780 (Фото 1) (Фото 2) (Фото 3) (Фото 4) | Станок предназначен для обработки отверстий с точным положением оси, размеры которых указаны в прямоугольной системе координат .
Производитель: Россия, Станкостроительный завод “Самарский Солитон” |
Stanko 2E440A NC Горизонтально-расточной станок
Этот сайт использует куки. Продолжая просматривать Exapro, вы соглашаетесь использовать куки на нашем сайте.
Продолжая просматривать Exapro, вы соглашаетесь использовать куки на нашем сайте.
Меню
- Home
- Купить
- Электроника 108
- Машины для приготовления пищи 3448
- Металл – литейное производство / прессы 1497
- Металл – станки 10307
- Металл – листовой металл 4441
- Другое промышленное оборудование 2527
- Упаковка – кондиционирование 3881
- Фармацевтическая – Химическая 2169
- Пластик – резина 2648
- Печатные машины 3779
- Текстильные машины 1583
- Деревообрабатывающие станки 1854
- Продают
- Как это работает
- Exapro Hub
- Контакт
характеристики двигателей постоянного тока
Как вы уже знаете, есть два электрических элемента двигателя постоянного тока, обмоток возбуждения и якоря . Обмотки якоря состоят из токонесущих проводников, которые заканчиваются на коммутаторе.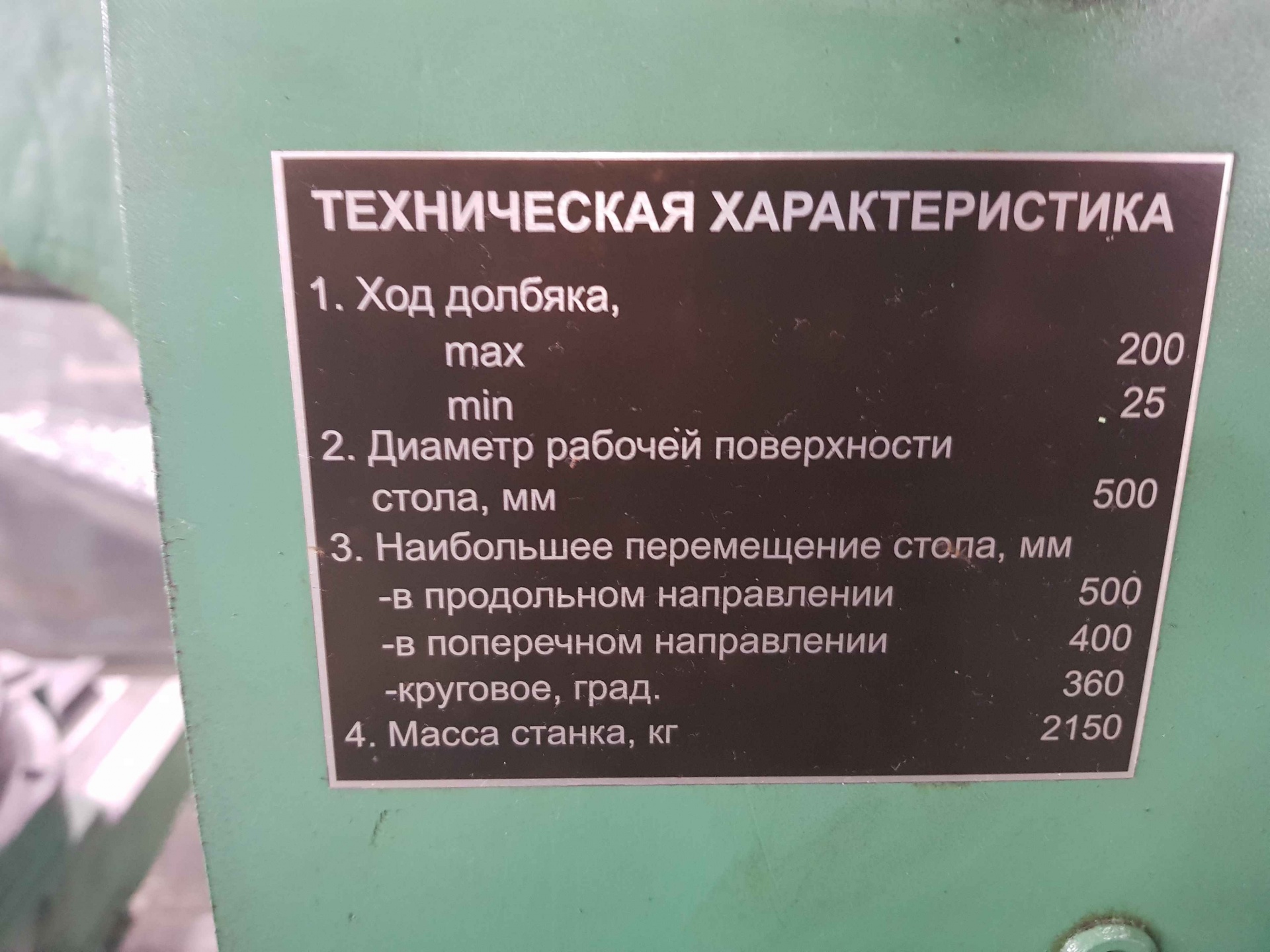
подается на обмотки якоря через угольные щетки, которые движутся на коммутаторе.В небольших двигателях постоянного тока для статора могут использоваться постоянные магниты. Однако в больших двигателях, используемых в промышленности, статор является электромагнитом.
При подаче напряжения на обмотки статора устанавливается электромагнит с северным и южным полюсами. Результирующее магнитное поле является статическим (без вращения).
Для простоты объяснения статор представлен постоянными магнитами на следующем рисунке.
DC Motor ConstructionПоле двигателей постоянного тока может быть:
- Постоянный магнит (Статор с постоянными магнитами),
- электромагниты, соединенные последовательно (намотанный статор),
- шунт (статор раны) или Соединение
- (статор раны).

Давайте рассмотрим основы каждого типа, а также их преимущества и недостатки.
1. Двигатели с постоянными магнитами
Двигатель с постоянными магнитамиДвигатель с постоянными магнитами использует магнит для подачи потока поля . Двигатели постоянного тока с постоянными магнитами имеют превосходную пусковую мощность с хорошим регулированием скорости. Недостатком двигателей постоянного тока с постоянными магнитами является то, что они ограничены величиной нагрузки, которую они могут вести. Эти двигатели можно найти в приложениях с низкой мощностью.
Другим недостатком является то, что крутящий момент обычно ограничен -150% от номинального крутящего момента , чтобы предотвратить размагничивание постоянных магнитов.
Вернуться к оглавлению №
2. Серия Motors
Двигатель постоянного тока серии В двигателе постоянного тока серии поле соединено последовательно с якорем. Поле намотано на несколько витков большого провода, потому что он должен нести полный ток якоря.
Характерной особенностью серийных двигателей является то, что двигатель развивает большое количество пускового крутящего момента.Тем не менее, скорость варьируется в широких пределах от отсутствия нагрузки до полной нагрузки. Серийные двигатели нельзя использовать там, где требуется постоянная скорость при различных нагрузках.
Кроме того, скорость последовательного двигателя без нагрузки увеличивается до такой степени, что двигатель может быть поврежден. Некоторая нагрузка всегда должна быть подключена к последовательно соединенному двигателю.
Двигатели с последовательным соединением, как правило, не подходят для использования в большинстве применений с регулируемой скоростью.
Вернуться к оглавлению №
3.Шунт Моторс
шунтирующий двигатель постоянного тока В шунтирующем двигателе поле соединено параллельно (шунтирующее) с обмотками якоря. Шунтирующий двигатель обеспечивает хорошее регулирование скорости. Обмотка возбуждения может возбуждаться отдельно или подключаться к тому же источнику, что и якорь.
Преимуществом отдельного возбужденного шунтирующего поля является способность привода с регулируемой скоростью обеспечивать независимый контроль якоря и поля.
Шунтирующий двигатель обеспечивает упрощенное управление задним ходом.Это особенно полезно в регенеративных приводах.
Вернуться к оглавлению №
4. Составные двигатели
Составной двигатель постоянного токаСоставные двигатели имеют поле, соединенное последовательно с якорем, и отдельное возбужденное шунтирующее поле. Последовательное поле обеспечивает лучший пусковой крутящий момент , а шунтирующее поле обеспечивает лучшее регулирование скорости .
Однако поле серии может вызвать проблемы управления в приложениях с регулируемой скоростью и обычно не используется в четырех квадрантных приводах.
Вернуться к оглавлению №
Двигатель постоянного тока – объяснение (ВИДЕО)
Не можете увидеть это видео? Нажмите здесь, чтобы посмотреть его на Youtube.
Ссылка: Основы приводов постоянного тока – SIEMENS (Загрузить)
,Характеристики Komatsu WA420-3. Обзор фронтального погрузчика (колесного) Komatsu WA420-3
Разместите заявку на покупку техники или запчастей для спецтехники!
отправить заявкуВаша заявка отправлена.
Источник фото: rbmc.ruФото Komatsu WA420-3
Двигатель Komatsu WA420-3
В качестве силового агрегата специалисты Komatsu выбрали шестицилиндровый дизель с непосредственным впрыском топлива и турбонаддувом. Модель SA6D114, мощность которой при 2 350 об/мин составляет 167 кВт, является собственной разработкой компании.
Модель SA6D114, мощность которой при 2 350 об/мин составляет 167 кВт, является собственной разработкой компании.
Модель двигателя | SA6D114 |
Номинальная мощность | 224 л.с. / 167 кВт |
Количество цилиндров | 6 |
Диаметр поршня | 114 мм |
Ход поршня | 135 мм |
Технические характеристики Komatsu WA420-3
Погрузчик Komatsu способен работать в условиях узкого пространства: угол поворота полурам достигает 40 градусов, радиус поворота – 5 650 мм.
Уже в базовой комплектации Komatsu WA420 имеет дифференциал с пропорциональным распределением крутящего момента, что улучшает проходимость. Данное решение не позволяет колесу буксовать, пока разница в сопротивлении качению между шинами на разных сторонах погрузчика находится в пределах 38%.
Заботясь о безопасности, конструкторы предусмотрели на погрузчике WA420-3 два независимых тормозных контура (оба имеют гидравлический привод). Производитель утверждает, что передняя и задняя полурамы по своей прочности сравнимы с цельной рамой, используемой на более габаритных погрузчиках. Рычажный механизм погрузчика также был усилен.
Радиус поворота | 5 650 мм |
Максимальное тяговое усилие | 17 900 кг |
Максимальное вырывное усилие | 19 940 кг |
Масса, объем ковша, грузоподъемность
Эксплуатационная масса | 18 280 кг |
Номинальная грузоподъемность | 6 000 кг |
Вместимость ковша (с шапкой / геометрическая) | 3,5 / 3 куб. |
 м
мГидравлическая система
Погрузчик Komatsu WA420 оборудован двухскоростной гидросистемой. При выполнении операций по загрузке ковша большая часть мощности передается на колеса, тем самым достигается максимально возможное тяговое усилие (благодаря функции отключения переключаемого насоса). А для подъема стрелы нужных значений гидравлической мощности добиваются за счет комбинирования переключаемого насоса и насоса погрузочного механизма.
Источник фото: eurotehno.ruГрузоподъемность Komatsu WA420-3 составляет 6 тонн
Работу оператора упрощает электромагнитное устройство отключения подъема стрелы на заданной высоте. При установке стрелы в нужное положение, гидрораспределитель переходит в нейтральное положение в автоматическом режиме. Также полезной опцией является позиционер ковша.
Управление, кабина
Операторская кабина не имеет переднего ребра жесткости, благодаря чему обеспечивается хорошая обзорность, а снижение уровня шума и вибрации достигается за счет установки углов кабины на резиновые опоры. Двери расположены с обеих сторон погрузчика. Сиденье оператора имеет подвесную конструкцию. Для более эффективной вентиляции кабины, кондиционер имеет пять режимов работы.
Двери расположены с обеих сторон погрузчика. Сиденье оператора имеет подвесную конструкцию. Для более эффективной вентиляции кабины, кондиционер имеет пять режимов работы.
Рулевая колонка и приборный щиток созданы по типу органов управления легковым автомобилем. Усилие, которое необходимо прилагать для переключения рычагов, снижается благодаря электронному управлению коробкой передач. Еще одна функция – безударный понижающий переключатель передачи: его предназначение – автоматическое переключение со второй на первую передачу, в результате чего операции по загрузке и перемещению материалов выполняются более эффективно.
Источник фото: spec-trade.ruФото Komatsu WA420-3
Техническое обслуживание
Для упрощения обслуживания погрузчика, Komatsu WA420 имеет дисковые тормоза мокрого типа, особенностью которых является то, что они полностью герметизированы. Тормозная система не требует регулировки тормозных колодок.
Боковые дверки отсека двигателя, изготовленные в форме крыла чайки, полностью открываются. Обслуживание двигателя осуществляется с уровня земли.
Обслуживание двигателя осуществляется с уровня земли.
Проектировщики предусмотрели наличие водоотделителя, выполняющего роль дополнительного топливного фильтра. Благодаря данному элементу увеличена площадь фильтрующей зоны. Кроме этого, исключено попадание мелкой пыли в двигатель даже в случае использования топлива низкого качества.
Присутствует централизованная система смазки.
Модификации
Фронтальный погрузчик Komatsu WA420 имеет несколько модификаций для выполнения специальных задач. Он может комплектоваться стрелой с большим подъемом или ковшом с боковой разгрузкой. Также доступен в версии для погрузки бревен.
Аналоги
К аналогам данной машины можно отнести следующие модели: John Deere 644K High-Lift, John Deere 644K Z-Bar, Caterpillar 950H, John Deere 724J Z-Bar, John Deere 724J High-Lift, John Deere 644J High-Lift, Caterpillar 950 GC, Michigan 125C, Caterpillar 963, Komatsu WA400-3.
Видео
 youtube.com/embed/ZNyCl-Ywt6A”/>
youtube.com/embed/ZNyCl-Ywt6A”/>
Видео – с канала Klaravik Polska
вирусов | Бесплатный полнотекстовый | Различная морфология и структурные особенности хантавирусов Старого и Нового Света
1. Введение
Хантавирусы, род Orthohantavirus, семейство Hantaviridae, отряд Bunyavirales, широко распространены в природе у грызунов, летучих мышей, землероек и кротов [1]. Виды хантавирусов были обнаружены на всех континентах, кроме Австралии и Антарктиды, а некоторые виды вирусов, переносимых грызунами, были связаны с тяжелыми заболеваниями человека в Европе, Азии и Америке.Хантавирусы, эндемичные для Евразии, называются хантавирусами Старого Света и включают патогены, вызывающие геморрагическую лихорадку с почечным синдромом (HFRS), тогда как хантавирусы, эндемичные для Америки, называются хантавирусами Нового Света и включают патогены, ответственные за хантавирусный легочный синдром (HPS). Смертность от HFRS и HPS колеблется от 10% до 40%, а вирусы Старого Света имеют меньшую летальность (2). Нет вакцин или противовирусных препаратов, одобренных для лечения или профилактики HRFS или HPS [3].Хантавирусы представляют собой одноцепочечные РНК-вирусы отрицательного смысла с тремя сегментами генов, малым (S), средним (M) и большим (L), которые кодируют нуклеокапсид, гликопротеины Gn и Gc и РНК-зависимую РНК-полимеразу, соответственно. [4]. Исследования с использованием криоэлектронной микроскопии (крио-ЭМ) двух вирусов Старого Света, вируса Хантаан (HTNV) и вируса Тулы (TULV), показали, что частицы вириона имеют преимущественно круглую плеоморфную морфологию [5,6]. Оба исследования отметили частицы трубчатой морфологии, но не описали их далее [5,6].Предыдущие крио-ЭМ и криотомография (крио-ЭТ) структурные исследования этих вирусов показали, что размер частиц варьируется от 120 до 154 нм при среднем диаметре 135 нм [5,6]. Более того, эти исследования показывают, что вирион имеет поверхностную структуру, состоящую из квадратного сетчатого узора, отличного от других семейств Bunyavirales, таких как вирус лихорадки Рифт-Валли [7] или вирус Уукуниеми [8], в которых гликопротеины образуют пятивалентную форму.
Нет вакцин или противовирусных препаратов, одобренных для лечения или профилактики HRFS или HPS [3].Хантавирусы представляют собой одноцепочечные РНК-вирусы отрицательного смысла с тремя сегментами генов, малым (S), средним (M) и большим (L), которые кодируют нуклеокапсид, гликопротеины Gn и Gc и РНК-зависимую РНК-полимеразу, соответственно. [4]. Исследования с использованием криоэлектронной микроскопии (крио-ЭМ) двух вирусов Старого Света, вируса Хантаан (HTNV) и вируса Тулы (TULV), показали, что частицы вириона имеют преимущественно круглую плеоморфную морфологию [5,6]. Оба исследования отметили частицы трубчатой морфологии, но не описали их далее [5,6].Предыдущие крио-ЭМ и криотомография (крио-ЭТ) структурные исследования этих вирусов показали, что размер частиц варьируется от 120 до 154 нм при среднем диаметре 135 нм [5,6]. Более того, эти исследования показывают, что вирион имеет поверхностную структуру, состоящую из квадратного сетчатого узора, отличного от других семейств Bunyavirales, таких как вирус лихорадки Рифт-Валли [7] или вирус Уукуниеми [8], в которых гликопротеины образуют пятивалентную форму. и шестивалентные структуры. Квадратные поверхностные проекции вирусов Старого Света сформированы из тетрамера гликопротеиновых шипов Gn / Gc, который простирается примерно на 10 нм от липидного бислоя [5], происходящего от Гольджи.Внутри вирион содержит три палочковидных структуры рибонуклеопротеидов (RNP), которые предположительно содержат по одному сегменту каждого вирусного РНК-генома, завернутого в N-белки [9]. В настоящее время нет крио-ЭМ исследований, сообщающих об ультраструктуре хантавирусов Нового Света. Это может быть связано с нехваткой крио-ЭМ микроскопов в учреждениях с уровнем биобезопасности 3 (BSL-3) или, наоборот, с отсутствием установленных методов инактивации вирионов для удаления из BSL-3 для визуализации на BSL-1/2. Для проведения таких исследований мы разработали и проверили метод инактивации и сохранения структуры вириона.Этот метод исключает две стадии, которые мы использовали для очистки хантавирусных частиц для крио-ЭМ в нашей предыдущей публикации [5], осаждение полиэтиленгликолем (ПЭГ) в течение ночи при 4 ° C и ультрацентрифугирование, что значительно снижает влияние очистки на морфологию вириона.
и шестивалентные структуры. Квадратные поверхностные проекции вирусов Старого Света сформированы из тетрамера гликопротеиновых шипов Gn / Gc, который простирается примерно на 10 нм от липидного бислоя [5], происходящего от Гольджи.Внутри вирион содержит три палочковидных структуры рибонуклеопротеидов (RNP), которые предположительно содержат по одному сегменту каждого вирусного РНК-генома, завернутого в N-белки [9]. В настоящее время нет крио-ЭМ исследований, сообщающих об ультраструктуре хантавирусов Нового Света. Это может быть связано с нехваткой крио-ЭМ микроскопов в учреждениях с уровнем биобезопасности 3 (BSL-3) или, наоборот, с отсутствием установленных методов инактивации вирионов для удаления из BSL-3 для визуализации на BSL-1/2. Для проведения таких исследований мы разработали и проверили метод инактивации и сохранения структуры вириона.Этот метод исключает две стадии, которые мы использовали для очистки хантавирусных частиц для крио-ЭМ в нашей предыдущей публикации [5], осаждение полиэтиленгликолем (ПЭГ) в течение ночи при 4 ° C и ультрацентрифугирование, что значительно снижает влияние очистки на морфологию вириона. Вместо этого мы использовали две стадии нежного низкоскоростного центрифугирования, которые позволили значительно сконцентрировать и очистить вирионы [10]. Здесь мы использовали ту же стратегию для концентрирования хантавирусов BSL-3 для крио-ЭМ-анализа хантавирусов Старого Света, HTNV и Нового Света, вируса Sin Nombre (SNV), вируса Black Creek Canal (BCCV), вируса Анд (ANDV). .Мы сообщаем, что полученные крио-ЭМ изображения фиксированных глутаральдегидом вирионов HTN напоминают те, которые наблюдались в предыдущих исследованиях HTNV и TULV [5,6,11], и обеспечивают надежный подход для крио-ЭМ хантавирусов Нового Света. Здесь мы сообщаем о всесторонней оценке морфологии и распределения типов частиц для HTNV, SNV, ANDV и BCCV. Все вирусы приняли три различные морфологические группы – круглую, трубчатую и неправильную морфологию. Однако у HTNV Старого Света был больший процент круглых частиц по сравнению с предыдущими исследованиями, а SNV, BCCV и ANDV в Новом Свете существуют с большей склонностью к трубчатой и нерегулярной морфологии вирионов.
Вместо этого мы использовали две стадии нежного низкоскоростного центрифугирования, которые позволили значительно сконцентрировать и очистить вирионы [10]. Здесь мы использовали ту же стратегию для концентрирования хантавирусов BSL-3 для крио-ЭМ-анализа хантавирусов Старого Света, HTNV и Нового Света, вируса Sin Nombre (SNV), вируса Black Creek Canal (BCCV), вируса Анд (ANDV). .Мы сообщаем, что полученные крио-ЭМ изображения фиксированных глутаральдегидом вирионов HTN напоминают те, которые наблюдались в предыдущих исследованиях HTNV и TULV [5,6,11], и обеспечивают надежный подход для крио-ЭМ хантавирусов Нового Света. Здесь мы сообщаем о всесторонней оценке морфологии и распределения типов частиц для HTNV, SNV, ANDV и BCCV. Все вирусы приняли три различные морфологические группы – круглую, трубчатую и неправильную морфологию. Однако у HTNV Старого Света был больший процент круглых частиц по сравнению с предыдущими исследованиями, а SNV, BCCV и ANDV в Новом Свете существуют с большей склонностью к трубчатой и нерегулярной морфологии вирионов. Разнообразие структур интригует и дает новое и дополнительное представление о разнообразной морфологии рода Orthohantavirus.
Разнообразие структур интригует и дает новое и дополнительное представление о разнообразной морфологии рода Orthohantavirus.2. Материалы и методы
2.1. Клетки, распространение вируса и инактивация вируса
В этих исследованиях использовались штаммы вируса HTNV 76-118, изолят ANDV Chile-9717869, изолят BCCV 807040, штамм SNV Muerto Canyon (MCV) и штамм SNV Convict Creek 107 (CC107). Хантавирусы амплифицировали в клетках Vero E6 в минимальной необходимой среде (EMEM) с добавлением 10% фетальной бычьей сыворотки (FBS) и 5 мМ пенициллин / стрептомицин, инкубировали при 37 ° C, 5% CO 2 в течение 7 или 10 дней, концентрировали. и инактивирован в BSL-3 в Региональной лаборатории биосодержания в Университете Луисвилля или Центре медицинских наук Университета Теннесси перед удалением.Вкратце, четыре флакона T175, содержащие клетки Vero E6, инфицировали при MOI 0,1. Вирусы инактивировали и очищали, как описано в [10]. Вкратце, 200 мл супернатанта собирали из четырех колб Т175 и центрифугировали в течение 15 мин при 3000 × g. Супернатант переносили в новый конус объемом 50 мл и снова центрифугировали в течение 15 мин при 3000 × g. Осветленный супернатант наслаивали на 30% -ную подушку из сахарозы и центрифугировали в течение 8 часов при 10000 × g в роторе с фиксированным углом при 4 ° C. Гранулированный материал ресуспендировали в общем объеме 1.54 мл HNE pH 7,2 (0,1 M HEPES, 100 мМ NaCl и 0,5 мМ EDTA) и ресуспендировали на льду в течение от 15 минут до ночи. Супернатант, содержащий вирус, инактивировали путем доведения суспензии до конечного об. / Об. 1% глутарового альдегида и помещали на лед в закрытые пробирки, обернутые алюминиевой фольгой. Материал был доставлен в течение ночи на ледяных глыбах в Университет Пердью. По прибытии образцы гранулировали через вторую подушку из 30% сахарозы. Осадок ресуспендировали в 100 мкл буфера TNE и обрабатывали для крио-ЭМ.
Супернатант переносили в новый конус объемом 50 мл и снова центрифугировали в течение 15 мин при 3000 × g. Осветленный супернатант наслаивали на 30% -ную подушку из сахарозы и центрифугировали в течение 8 часов при 10000 × g в роторе с фиксированным углом при 4 ° C. Гранулированный материал ресуспендировали в общем объеме 1.54 мл HNE pH 7,2 (0,1 M HEPES, 100 мМ NaCl и 0,5 мМ EDTA) и ресуспендировали на льду в течение от 15 минут до ночи. Супернатант, содержащий вирус, инактивировали путем доведения суспензии до конечного об. / Об. 1% глутарового альдегида и помещали на лед в закрытые пробирки, обернутые алюминиевой фольгой. Материал был доставлен в течение ночи на ледяных глыбах в Университет Пердью. По прибытии образцы гранулировали через вторую подушку из 30% сахарозы. Осадок ресуспендировали в 100 мкл буфера TNE и обрабатывали для крио-ЭМ. Для проверки инактивации собирали супернатант от HTNV-инфицированных клеток Vero E6, которые выращивали на 6-луночных планшетах в течение 7 дней. Образцы обрабатывали конечным объемом 1% глутарового альдегида или носителя и инкубировали в течение 30 минут. Культуру инактивированного или активного вируса разводили серийно в 10 раз средой для культивирования клеток DMEM с последующим инокуляцией и культивированием в клетках Vero E6 в 96-луночном планшете. Через неделю инокулированные клетки фиксировали смесью ацетон-метанол (1: 1) и сушили на воздухе.Клетки зондировали на вирус с помощью ELISA с использованием поликлональной иммунной сыворотки к гликопротеину HTNV. По сравнению с инфицированными вирусом клетками Vero E6 вирус не обнаружен. В необработанных образцах наблюдались титры более 10 5 .
Образцы обрабатывали конечным объемом 1% глутарового альдегида или носителя и инкубировали в течение 30 минут. Культуру инактивированного или активного вируса разводили серийно в 10 раз средой для культивирования клеток DMEM с последующим инокуляцией и культивированием в клетках Vero E6 в 96-луночном планшете. Через неделю инокулированные клетки фиксировали смесью ацетон-метанол (1: 1) и сушили на воздухе.Клетки зондировали на вирус с помощью ELISA с использованием поликлональной иммунной сыворотки к гликопротеину HTNV. По сравнению с инфицированными вирусом клетками Vero E6 вирус не обнаружен. В необработанных образцах наблюдались титры более 10 5 .
2.2. Крио-электронная микроскопия
Для крио-ЭМ-анализа 3,5 мкл образцов вируса загружали на угольные решетки с тлеющим разрядом (CF 1.2 / 1.3-2C, EMS). Сетки промокали в течение 6 с перед погружением в жидкий этан с использованием Gatan Cryoplunge ™ 3 (Gatan, Inc., Плезантон, Калифорния, США). Сетки хранили в жидком азоте до дальнейшего использования. Время блоттинга и толщина льда для всех вирусов были оптимизированы для соответствия разным размерам всех наблюдаемых частиц. Сетки загружали в электронный микроскоп CM200 (FEG Phillips) или FEI Titan Krios для проверки наличия вирусных частиц. Толщина льда оценивалась для каждой сетки по методу Яна и др. [12]. Проекционные изображения были получены для различных вирусов при увеличении 38000, 50000 или 14000 при расфокусировке от −3 до −5 мкм с использованием камеры CCD 4K × 4K или камеры K2 Summit.ImageJ использовался для обработки крио-ЭМ изображений, чтобы лучше визуализировать вирусные частицы и измерить размеры частиц. С помощью ImageJ были оценены размеры вирионов каждого вида, чтобы получить оценку морфологического распределения (количество вирионов, включенных в анализ, составило 37 для HTNV, 216 для ANDV, 56 для BCCV, 31 для CC107 и 34 для MCV). .
Время блоттинга и толщина льда для всех вирусов были оптимизированы для соответствия разным размерам всех наблюдаемых частиц. Сетки загружали в электронный микроскоп CM200 (FEG Phillips) или FEI Titan Krios для проверки наличия вирусных частиц. Толщина льда оценивалась для каждой сетки по методу Яна и др. [12]. Проекционные изображения были получены для различных вирусов при увеличении 38000, 50000 или 14000 при расфокусировке от −3 до −5 мкм с использованием камеры CCD 4K × 4K или камеры K2 Summit.ImageJ использовался для обработки крио-ЭМ изображений, чтобы лучше визуализировать вирусные частицы и измерить размеры частиц. С помощью ImageJ были оценены размеры вирионов каждого вида, чтобы получить оценку морфологического распределения (количество вирионов, включенных в анализ, составило 37 для HTNV, 216 для ANDV, 56 для BCCV, 31 для CC107 и 34 для MCV). .2.3. Криоэлектронная томография
Образцы вируса смешивали с раствором золотых шариков 10 нм в соотношении 5: 1. Около 3.5 мкл образца вируса загружали на сетку Holey Carbon 200 меш с тлеющим разрядом, промокали в течение 6 с и помещали в замороженный режим. Для томографии серии наклона собирали на FEI Titan Krios с использованием Leginon при номинальном увеличении 11000 ×, на камере K2 Summit, от -60 ° C до +60 ° C с шагом 2 °, с общей дозой, изменяющейся от 60 ° C до 60 ° C. –100 e – / Å 2 / с. Томограммы были получены в режиме сверхвысокого разрешения с размером пикселя 0,65 Å, при расфокусировке от -3 до -4 мкм, с использованием схемы сбора симметричной дозы.Параллельно запускался скрипт на Python для коррекции движения, который также сортировал изображения от отрицательного к положительному наклону. Перед обработкой серии наклона были объединены в бункеры 4 раза. Реконструкция проводилась в IMOD с использованием как SIRT, так и метода взвешенной обратной проекции. Реконструкция SIRT была дополнительно обработана фильтрацией нелинейной анизотропной диффузии для увеличения контраста.
Около 3.5 мкл образца вируса загружали на сетку Holey Carbon 200 меш с тлеющим разрядом, промокали в течение 6 с и помещали в замороженный режим. Для томографии серии наклона собирали на FEI Titan Krios с использованием Leginon при номинальном увеличении 11000 ×, на камере K2 Summit, от -60 ° C до +60 ° C с шагом 2 °, с общей дозой, изменяющейся от 60 ° C до 60 ° C. –100 e – / Å 2 / с. Томограммы были получены в режиме сверхвысокого разрешения с размером пикселя 0,65 Å, при расфокусировке от -3 до -4 мкм, с использованием схемы сбора симметричной дозы.Параллельно запускался скрипт на Python для коррекции движения, который также сортировал изображения от отрицательного к положительному наклону. Перед обработкой серии наклона были объединены в бункеры 4 раза. Реконструкция проводилась в IMOD с использованием как SIRT, так и метода взвешенной обратной проекции. Реконструкция SIRT была дополнительно обработана фильтрацией нелинейной анизотропной диффузии для увеличения контраста.
4. Обсуждение
Хантавирусы Нового Света в значительной степени структурно не исследованы из-за необходимой защиты и отсутствия микроскопов на объектах BSL-3.В настоящем исследовании мы подготовили инактивированные вирусы BSL-3 для крио-ЭМ-визуализации с использованием микроскопа FEI Titan Krios вне защитной оболочки. В стратегии используются два мягких, низкоскоростных центрифугирования препарата вириона для концентрирования вируса и удаления глутаральдегида [10]. Глутаральдегид сшивает свободные аминогруппы в основной цепи белка, а также может реагировать с некоторыми другими функциональными группами [13,14]. Сшивание происходит почти мгновенно при комнатной температуре и нейтральном pH [15]. Глутаральдегид подвергается самополимеризации и фотоокислению, если его не защищать от воздуха и солнечного света [16], и поэтому большое внимание было уделено защите образцов от света.Первоначально мы исследовали наш подход, используя препараты HTNV в качестве ориентира. Сравнение 2D-изображений HTNV, полученных здесь, по сравнению с вирионами, очищенными нашим предыдущим методом градиента сахарозы с использованием высокоскоростного ультрацентрифугирования, показало, что частицы были подобны ранее опубликованным частицам (рис. 1) [5]. Мы измерили частицы HTNV на крио-ЭМ изображениях и отметили, что они были в диапазоне размеров, описанном ранее (120–155 нм), с пиками, видимыми на всех частицах. Этот сравнительный анализ показал, что инактивация глутаровым альдегидом не нарушает морфологию вириона и не влияет на сшивание частиц методом.Мы успешно использовали этот метод для инактивации и крио-ЭМ-анализа вируса венесуэльского энцефалита лошадей [10]. Использование двух последовательных подушек из 30% сахарозы для очистки вируса позволило нам получить препараты вируса с большим гранулометрическим составом и морфологией и подтвердило, что трубчатые структуры, отмеченные на предшествующей ПЭМ-визуализации, действительно являются вирионами [17,18]. В одном из предыдущих исследований SNV была предпринята попытка окрашивания канальцевых структур на белок N, но не удалось подтвердить [17].
Сравнение 2D-изображений HTNV, полученных здесь, по сравнению с вирионами, очищенными нашим предыдущим методом градиента сахарозы с использованием высокоскоростного ультрацентрифугирования, показало, что частицы были подобны ранее опубликованным частицам (рис. 1) [5]. Мы измерили частицы HTNV на крио-ЭМ изображениях и отметили, что они были в диапазоне размеров, описанном ранее (120–155 нм), с пиками, видимыми на всех частицах. Этот сравнительный анализ показал, что инактивация глутаровым альдегидом не нарушает морфологию вириона и не влияет на сшивание частиц методом.Мы успешно использовали этот метод для инактивации и крио-ЭМ-анализа вируса венесуэльского энцефалита лошадей [10]. Использование двух последовательных подушек из 30% сахарозы для очистки вируса позволило нам получить препараты вируса с большим гранулометрическим составом и морфологией и подтвердило, что трубчатые структуры, отмеченные на предшествующей ПЭМ-визуализации, действительно являются вирионами [17,18]. В одном из предыдущих исследований SNV была предпринята попытка окрашивания канальцевых структур на белок N, но не удалось подтвердить [17]. Это исследование является первым отчетом о крио-ЭМ-анализе хантавирусов Нового Света. Наши крио-ЭМ изображения и анализ показывают, что существуют различия в пропорциях округлых, удлиненных и неправильных форм среди хантавирусов и даже между штаммами внутри одного вида (CC107 по сравнению с MCV). HTNV и ANDV имели в два раза больше круглых частиц, чем хантавирусы Североамериканского Нового Света, штаммы BCCV и SNV. Частицы BCCV имели наибольшее количество канальцевых морфологий среди всех исследованных вирусов и наибольшую длину среди всех хантавирусов (фигура 7A, длина 420 нм).Эти наблюдения контрастируют с изображениями ПЭМ, опубликованными Равковым и др. [19], у которых вирионы BCCV, отрастающие на апикальных поверхностях клеток млекопитающих, имеют преимущественно круглую морфологию. Наши исследования подтверждают выводы Goldsmith et al. где они сообщают о многочисленных удлиненных отростках плазматической мембраны, которые, как они подозревали, были вирионами в процессе отпочкования [17]. Они не подтвердили, что это были вирионы. Одна из возможных причин наблюдений, отмеченная в Rakov et al.Исследование может заключаться в том, что их изображения основаны на тонких срезах клеток, инфицированных BCCV, в то время как наши изображения сфокусированы на вирионах, присутствующих в супернатанте. В клетках, инфицированных BCCV, вирусные частицы могли быть разрезаны по поперечному сечению, давая первоначальный вид круглой морфологии на изображениях ПЭМ. Исследования морфологии респираторно-синцитиального вируса показали, что в то время как большинство очищенных вирионов принимают круглую морфологию, вирусы в период почкования имеют преимущественно трубчатую морфологию [20,21]. Следовательно, в контексте морфологии, о которой мы сообщаем здесь, наша работа поднимает ряд вопросов, касающихся проникновения и сборки хантавирусов.Например, важен ли плеоморфизм вирусов для проникновения? Как эта морфология влияет на путь въезда? Являются ли круглые или удлиненные частицы более эффективными при проникновении, предположительно, за счет микропиноцитоза или клатрин-опосредованного эндоцитоза? Существуют ли определенные мутации, которые приводят к образованию удлиненных частиц по сравнению со сферическими, как показано для вируса гриппа A? И, наконец, связан ли удлиненный фенотип с более вирулентным вирусом? На томограммах ANDV мы сделали два наблюдения: большой размер некоторых частиц и пустые пятна на поверхности вириона.Что касается большого размера некоторых частиц, возникает очевидный вопрос, содержат ли эти частицы дополнительные копии геномов. Второе наблюдение нашего исследования томограмм ANDV показало, что у нескольких частиц наблюдались большие участки мембраны, полностью лишенные шипов. Об этом сообщалось ранее для HTNV [5] и TULV [6]. В некоторых случаях эти области имели длину до 30–40 нм и глубину 10–12 томографических срезов (1 сечение = 1 пиксель = 0,5 нм для 4-кратных томограмм).Это соответствует области мембраны, которая в противном случае могла бы быть покрыта 6–8 шипами на голое пятно. Это наблюдение аналогично оценке 10–30% поверхности TULV, оставшейся без покрытия, сообщенной Huiskönen et al. [6]. В нашем исследовании большинство частиц с бесплодными участками были классифицированы как частицы неправильной формы (рис. 5B). В большинстве случаев бесплодные поверхности наблюдались на пересечении круглой и трубчатой частей морфологии вириона. Неясно, является ли неровность причиной отсутствия поверхностных выступов или отсутствие поверхностных выступов вызвало неровность.
Это исследование является первым отчетом о крио-ЭМ-анализе хантавирусов Нового Света. Наши крио-ЭМ изображения и анализ показывают, что существуют различия в пропорциях округлых, удлиненных и неправильных форм среди хантавирусов и даже между штаммами внутри одного вида (CC107 по сравнению с MCV). HTNV и ANDV имели в два раза больше круглых частиц, чем хантавирусы Североамериканского Нового Света, штаммы BCCV и SNV. Частицы BCCV имели наибольшее количество канальцевых морфологий среди всех исследованных вирусов и наибольшую длину среди всех хантавирусов (фигура 7A, длина 420 нм).Эти наблюдения контрастируют с изображениями ПЭМ, опубликованными Равковым и др. [19], у которых вирионы BCCV, отрастающие на апикальных поверхностях клеток млекопитающих, имеют преимущественно круглую морфологию. Наши исследования подтверждают выводы Goldsmith et al. где они сообщают о многочисленных удлиненных отростках плазматической мембраны, которые, как они подозревали, были вирионами в процессе отпочкования [17]. Они не подтвердили, что это были вирионы. Одна из возможных причин наблюдений, отмеченная в Rakov et al.Исследование может заключаться в том, что их изображения основаны на тонких срезах клеток, инфицированных BCCV, в то время как наши изображения сфокусированы на вирионах, присутствующих в супернатанте. В клетках, инфицированных BCCV, вирусные частицы могли быть разрезаны по поперечному сечению, давая первоначальный вид круглой морфологии на изображениях ПЭМ. Исследования морфологии респираторно-синцитиального вируса показали, что в то время как большинство очищенных вирионов принимают круглую морфологию, вирусы в период почкования имеют преимущественно трубчатую морфологию [20,21]. Следовательно, в контексте морфологии, о которой мы сообщаем здесь, наша работа поднимает ряд вопросов, касающихся проникновения и сборки хантавирусов.Например, важен ли плеоморфизм вирусов для проникновения? Как эта морфология влияет на путь въезда? Являются ли круглые или удлиненные частицы более эффективными при проникновении, предположительно, за счет микропиноцитоза или клатрин-опосредованного эндоцитоза? Существуют ли определенные мутации, которые приводят к образованию удлиненных частиц по сравнению со сферическими, как показано для вируса гриппа A? И, наконец, связан ли удлиненный фенотип с более вирулентным вирусом? На томограммах ANDV мы сделали два наблюдения: большой размер некоторых частиц и пустые пятна на поверхности вириона.Что касается большого размера некоторых частиц, возникает очевидный вопрос, содержат ли эти частицы дополнительные копии геномов. Второе наблюдение нашего исследования томограмм ANDV показало, что у нескольких частиц наблюдались большие участки мембраны, полностью лишенные шипов. Об этом сообщалось ранее для HTNV [5] и TULV [6]. В некоторых случаях эти области имели длину до 30–40 нм и глубину 10–12 томографических срезов (1 сечение = 1 пиксель = 0,5 нм для 4-кратных томограмм).Это соответствует области мембраны, которая в противном случае могла бы быть покрыта 6–8 шипами на голое пятно. Это наблюдение аналогично оценке 10–30% поверхности TULV, оставшейся без покрытия, сообщенной Huiskönen et al. [6]. В нашем исследовании большинство частиц с бесплодными участками были классифицированы как частицы неправильной формы (рис. 5B). В большинстве случаев бесплодные поверхности наблюдались на пересечении круглой и трубчатой частей морфологии вириона. Неясно, является ли неровность причиной отсутствия поверхностных выступов или отсутствие поверхностных выступов вызвало неровность.Первое знакомство с морфологией хантавируса Нового Света вызывает множество вопросов и новых гипотез, которые необходимо проверить в будущих исследованиях. Поскольку очень мало известно о том, как хантавирусы собираются и отращиваются на мембране, будущие исследования, направленные на выяснение того, как включаются сегменты генома и что определяет морфологию этих плеотропных хантавирусов в отсутствие матричного белка, будут иметь решающее значение. На двухмерных изображениях видны красивые массивы неповрежденных шипов на всех вирусах; однако в основном это были асимметричные частицы, не подходящие для усреднения отдельных частиц.Дальнейшие усилия будут сосредоточены на сборе больших наборов томографических данных для субобъемного усреднения пиков гликопротеинов и внутренних RNP. Сегменты RNP ANDV часто выглядели как параллельные прямые стержни в нескольких частицах, а также с некоторыми изогнутыми и изогнутыми RNP, с частями, которые могут контактировать с мембранами или цитоплазматическими доменами вирусных гликопротеинов. Поперечные сечения и параллельные изображения нескольких RNP наблюдались в каждом вирионе и могут отражать более одной копии трех сегментов в геноме.Каким образом RNP структурирован в вирионе, чтобы способствовать сборке, является открытым вопросом, который может быть выявлен путем усреднения субобъема. Наконец, будущие исследования, изучающие процесс почкования вирусов Нового Света из клеток, предоставят важную новую информацию о биологии этих важных патогенов человека.
Слоттер – Вопросы и ответы по производственному инжинирингу
Этот набор вопросов и ответов для производственного инжиниринга с множественным выбором (MCQ) посвящен «слоттеру».
1. Резка материала во время операции прорезания пазов в
a) Ход вперед
b) Ход назад
c) Ход вперед и назад
d) Ни один из упомянутых
Посмотреть ответ
Ответ: a
Объяснение: Резка всегда происходит при прямом ходе. Обратный ход – идеальный ход.
2. Какая из следующих частей долбежного станка поддерживает все остальные части станка?
a) Основание
b) Столб
c) Подъемник
d) Таблица
Просмотр Ответ
Ответ: a
Пояснение: Основание служит опорой для всех других частей и, следовательно, становится прочным.
3. Резка материала во время операции формовки происходит в
a) Ход вперед
b) Ход назад
c) Ход вперед и назад
d) Ни один из упомянутых
Посмотреть ответ
Ответ: a
Объяснение: Резка всегда происходит при прямом ходе. Обратный ход – идеальный ход.
4. Что из перечисленного служит корпусом для рабочего механизма долбежного станка?
a) Основание
b) Колонна
c) Поперечная направляющая
d) Таблица
Просмотр Ответ
Ответ: b
Пояснение: Колонна действует как корпус для рабочего механизма в долбежном станке и, следовательно, изготовлена из твердого материала.
5. Какая из следующих частей долбежного станка имеет механизм подъема стола?
a) Основание
b) Колонна
c) Ram
d) Таблица
Просмотр Ответ
Ответ: b
Пояснение: Колонна несет механизм подъема стола. Корпус колонны для рабочего механизма долбежного станка, поэтому он изготовлен из твердого материала.
6. Какая из следующих частей долбежного станка имеет механизм вертикальных направляющих?
a) Основание
b) Колонна
c) Поперечная направляющая
d) Таблица
Просмотр Ответ
Ответ: b
Пояснение: Колонна несет механизм вертикальных направляющих.корпус для приводного механизма в долбежном станке и, следовательно, он выполнен из твердого материала.
7. Какая из следующих частей долбежного станка удерживает и поддерживает обрабатываемую деталь?
a) Основание
b) Колонна
c) Поперечная рейка
d) Таблица
Просмотр Ответ
Ответ: d
Пояснение: Стол поддерживает заготовку, сделанную из очень твердого материала.
8. Какая из следующих частей долбежного станка имеет головку инструмента?
a) Поперечная рейка
b) Колонна
c) Подъемник
d) Таблица
Посмотреть ответ
Ответ: c
Пояснение: Подъемник имеет головку инструмента.Он присутствует в верхней части машин.
9. Какая из следующих частей долбежного станка обеспечивает прямолинейное движение инструмента?
a) Поперечная направляющая
b) Колонна
c) Подъемник
d) Таблица
Просмотр ответа
Ответ: c
Пояснение: Подъемник несет головку инструмента и обеспечивает прямолинейное движение инструменту. В поршне имеется кинематический прямолинейный механизм.
10. Какая из следующих частей долбежного станка используется для удержания инструмента?
a) Поперечная рейка
b) Инструментальная головка
c) Плунжер
d) Тиски
Посмотреть ответ
Ответ: b
Пояснение: Инструментальная головка используется для удержания инструмента.Различные типы инструментальной головки используются для удержания различных типов заготовок.
11. Что из перечисленного может использоваться в качестве удерживающего устройства в долбежном станке?
a) Поперечная планка
b) Колонна
c) Плунжер
d) Тиски
Посмотреть ответ
Ответ: d
Пояснение: Тиски – это устройство для удержания заданий. Он держит устройство с хорошей эффективностью.
Серия Sanfoundry Global Education & Learning – Производство.
Чтобы практиковать все области машиностроения, представляет собой полный набор из 1000+ вопросов и ответов с несколькими вариантами ответов .
Примите участие в конкурсе сертификации Sanfoundry, чтобы получить бесплатную Почетную грамоту. Присоединяйтесь к нашим социальным сетям ниже и будьте в курсе последних конкурсов, видео, стажировок и вакансий!
pdf, 5853kb
ПРОИЗВОДИТЕЛЬНОСТЬ / ХАРАКТЕРИСТИКИ CC Frekve
ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ Frekvenci
ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ Frekvenci
ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ CC Frekve
DODATNI DELOVI / ПРИНАДЛЕЖНОСТИ CC CCp
DODATNI DELOVI / ПРИНАДЛЕЖНОСТИ OBOD S
Dp (мм / час3O) ДИАГРАММА 9015A SIGUŠ135 67 и 68:
ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ Frekvenci
Радиус / Радиус (м) 2 1 0 1 2 0 PERF
CCB 502 Frekvencija 50 Hz – Tempera
AL Centrifugalni Ventilatori Malih
UGLOVI ISPUŠTANJA / УГОЛ ВЫГРУЗКИ
РАЗМЕРЫ / РАЗМЕРЫ DIC 8015 ALAZNI O 9005 Ventilatori sa una
ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ AL Frekve
РАЗМЕРЫ Frekvencija
F Centrifugalniato izrae
РАЗМЕРЫ / РАЗМЕРЫ F Наконечник / Тип G
6 Центробежные вентиляторы для unaz
ХАРАКТЕРИСТИКИ / ПРОИЗВОДИТЕЛЬНОСТЬ
356 ХАРАКТЕРИСТИКИLEGENDA / LEGEND PS = Statièki priti
UGLOVI ISPUŠTANJA / DISCHARGE ANGL
PERFORMANSE / PERFORMANCE PR-L 9015 и 100:
PERFORMANSE / PERFORMANCE PR-L 45 F
PERFORMANSE / PERFORMANCE PR-L 56 F
PERFORMANSE / PERFORMANCE PR-L 71 F
PERFORMANSE / PERFORMANCE PR-L 90 F
DIMENZIJE / РАЗМЕРЫ ARANŽMAN 4/
DIMENZIJE / РАЗМЕРЫ
LEGENDA / LEGEND PS = Statièki priti
PS-L Центробежные вентиляторы
ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ Frekvenci
PERFORMANCE PS-L 40 (
,PERFORMANSE / PERFORMANCE PS-L 50 (
,PERFORMANSE / PERFORMANCE PS-L 63 F
PERFORM / PERFORMANCE PS-L 80 F
DIMENZIJE / РАЗМЕРЫ Наконечник / Тип PS-
RAN ARMAN / РАСПОЛОЖЕНИЕ 4 DIMENZIJE
LEGEND LEGENCE PS = Statièki priti
PV-L Центробежные вентиляторы
РАЗМЕРЫ / РАЗМЕРЫ Наконечник PV-L / Тип
Линейный редуктор центриф угол вентиляции
ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ LINE-META
РАЗМЕРЫ / РАЗМЕРЫ LINE-METAL E
ERM-EX RADIAX6
SS-BOX Akustièno centrifugalni ven
РАЗМЕРЫ SS-BOX dD 50
DDB DODATNI DELOVI / ПРИНАДЛЕЖНОСТИ
Ящик для вентиляции с прямым управлением
PERFORMANSE / PERFORMANCE BOX-D Fre
20 F DIMENZIJE / РАЗМЕРЫ SLIM-BO
PERFORMANSE / PERFORMANCE TW-D & TW
DELOVI / АКСЕССУАРЫ TW-D и TW-R AC
ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ DA Frekve
B 16 DODATNI DELOVI / ПРИНАДЛЕЖНОСТИ
PERFORMANSE / PERFORMANCE BOX-DR Fr
str.19 sek.8
Центробежные камеры ИВЛ
PERFORMANSE / PERFORMANCE BOX-T Ps
BOX-TLstruki sdvo
BOX-CA Filter jedinica sa aktivnim
КАРАКТЕРИСТИКА / ХАРАКТЕРИСТИКИ BO
LEGENDA / LEGEND PS = Statièki priti
SEK.PR-AC Plastièni radijalni ven
SEK. ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ PR-A
SEK. ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ PR-A
SEK. ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ 4 po
SEK. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ / ХАРАКТЕРИСТИКИ (мм
SEK. A DIMENZIJE / РАЗМЕРЫ DIC-I
LEGENDA / LEGEND PS = Statièki priti
SEK. DIMENZIJE / РАЗМЕРЫ FC 2V-H
SEK. ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ TAV-
шведских крон. ARANŽMAN / ОБОРУДОВАНИЕ CC-HT
SEK. SQ 2V-HT 400 ° C / 2 ч Центробежный
SEK. Наконечник / Тип DIMENZIJE / РАЗМЕР
12 Вентиляционные характеристики
RVN Единичные регуляторы электроники
RVM Jednofazni autotransformatorski
RVM / 3 Jednofazni автотрансформаторы
110 255 RVT Trofazni autotransforma6 9015 149015 / 2 Trofazni autotransfor
13 Akustièno linijski centrifugaln
ХАРАКТЕРИСТИКИ / ХАРАКТЕРИСТИКИ MINI-BOX
ORIJENTACIJA / ORIENTATION REC Stan
% эффективность рекуператора / терма l
ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ REC Frekv
ПРОИЗВОДИТЕЛЬНОСТЬ / ПРОИЗВОДИТЕЛЬНОСТЬ REC Frekv
ZAOBILAZNI ODMRZIVAÈ ILI SLOBODNO
MINI-REC OSNOVNI PODACI: Rekuperat
Тел.(++ 39) 030 9913575 (5 linee r.
Металлообрабатывающие станки. Общие. Общие сведения о металлорежущих станках
ОБЩАЯ ИНФОРМАЦИЯ О РЕЗКЕ МЕТАЛЛА Обработка металла Резка – это процесс удаления режущего инструмента с поверхности заготовок металлического слоя в виде стружки с целью получения заданной геометрической формы, точности размера, совместимости и шероховатости поверхность детали. Для выполнения процесса резания необходимо, чтобы: – материал инструмента был разрабатываемым твердым материалом; – инструмент имел специфическую форму клина; – Заготовка и инструмент совершили относительные перемещения.
Предприятия Приднестровской Молдавской Республики, использующие металлорежущее оборудование НП ЗАО Электромаш ОАО Литмаш ЗАО «БМЗ» ЗАО «Молдавизолит» ОАО «ММЗ» ЗАО «Молдавакабель» НПЦ «Аппарат» ЗАО «МГРЭС»
Основные узлы станка Главный привод (1) станка сообщает о перемещении инструмента или заготовки для процесса резки с соответствующей скоростью. У подавляющего большинства станков главный привод сообщает о вращательном движении шпинделя, в котором закреплен режущий инструмент или заготовка.Несущая система (2) машины состоит из последовательного набора соединенных базовых частей. Соединения могут быть фиксированными (шарниры) или подвижными (направляющие). Несущая система обеспечивает правильное взаимное расположение режущего инструмента и заготовок под воздействием силовых и температурных факторов. Привод подачи (3) необходим для перемещения инструмента относительно заготовки (или наоборот) для образования обработанной поверхности. У подавляющего большинства станков привод подачи сообщает об узле прямолинейного движения станка.Комбинация нескольких прямолинейных, а иногда и вращательных движений может быть реализована по любой пространственной траектории.
Станина – это базовая часть станка, на которой установлены и закреплены все ее детали и узлы и относительно которой сосредоточены движущиеся части и механизмы. Основное требование к станине – долгосрочное обеспечение правильного взаимного положения узлов и деталей, установленных на ней, при всех предусмотренных режимах работы машины в нормальных условиях эксплуатации.Опорными поверхностями станины являются ее направляющие, на которые устанавливаются детали и узлы станка. Эти детали и узлы могут перемещаться по направляющим грядки или жестко соединяться с ней. Лицевые направляющие имеют различные формы.
Направляющие являются наиболее ответственной частью станины и служат для обеспечения прямого или кругового движения инструмента или обрабатываемой и связанной с ними заготовки. Значительное распространение в машинах получили направляющие скольжения и прокатки с промежуточными телами качения (шарики или ролики).Направляющие закрываются, когда подвижный узел машины имеет одну степень свободы, и открываются. Основные формы проводников светок: А – плоские; б – призматический; в – в виде ласточкиного хвоста; Г – цилиндрический (стержень)
Материалы Станис – Серый чугун МОКОК МОК 15 – СК 20 При изготовлении станции в них могут возникать остаточные напряжения, которые приводят к потере исходной точности. Использование серого чугуна также дает возможность исключить коробление станции старением.В основном используют 2 метода старения: 1. 1 Натуральный – длительное содержание готовой грядки в естественных условиях (на открытом воздухе) в течение 2-3 лет; 1. 2 термическая обработка – выдержка слоя в специальных печах при температуре 200 … 300 0 с в течение 8 … 20 часов. 2. Сталь углеродистая обыкновенного качества – арт. 3, арт. 4. Басни из углеродистых сталей изготавливаются сваркой и имеют меньшую массу по сравнению с чугуном такой же жесткости. 3. Бетон – выбирайте из-за его высоких демпфирующих свойств (способность гасить колебания) и более высокой (по сравнению с чугуном) тепловой инерции, что снижает чувствительность слоя к колебаниям температуры.Однако для обеспечения высокой жесткости стены из бетонных стен существенно утолщаются; Кроме того, грядки необходимо защищать от влаги и масел, чтобы избежать изменения объема бетона. 4. В редких случаях станины тяжелых машин делают из железобетона.
Требования к узлам шпинделя для узлов шпинделя. Одним из основных узлов, во многом определяющих параметры точности станка и производительность обработки, является шпиндельный узел (Шу). Это обуславливает высокие требования к Шу: к точности вращения, виброустойчивости, частоте вращения шпинделя, к несущей способности опор шпинделя, их прочности и допустимому нагреву.Точность вращения шпинделей металлорежущих станков определяется стандартами в зависимости от типа, класса точности и назначения станка, а для специальных и специализированных станков – техническими требованиями. Жесткость шпинделя устанавливается стандартами жесткости для соответствующего типа станка. Если их нет, то допустимый прогиб конца шпинделя численно не должен превышать одной трети допуска радиального биения шпинделя.Виброустойчивость должна обеспечивать заданную точность и качество обработки. Собственная частота изгибных колебаний шпинделя не должна быть ниже 200 Гц, а в ответственных случаях – 500 Гц. Частота вращения шпинделя и диапазон регулирования частоты вращения зависят от назначения, конструкции и технологических особенностей станков. Несущая способность опор шпинделя обеспечивается правильным выбором их размеров, смазочного материала и способа его подачи.
Конструктивно шпиндель представляет собой вал, установленный на опоре и закрепленный в соответствующем корпусе.Считается одним из основных узлов такого оборудования. От его работы зависит точность и качество обращения с деталями. Высокоскоростной шпиндель с автоматическим перемещением шпиндельного инструмента для обрабатывающих центров с автоматическим перемещением шпиндельного инструмента с жидкостным охлаждением и повышенным крутящим моментом
Подшипниковый узел шпинделя допускается перегрев подшипникового узла не более чем на 50 с, относительно системы охлаждения узла
Типы подшипников по принципу действия Все подшипники можно разделить на несколько типов: подшипники качения; подшипники скольжения; Подшипники скольжения также относятся к: газостатическим подшипникам; Гидродинамические подшипники; Магнитный подшипник.Гибридные подшипники – использование керамики (нитрида кремния) для изготовления точных шариков. Керамические шары имеют меньший объем, чем стальные. Это важно, потому что, когда подшипники работают, особенно на высоких скоростях, центробежные силы прижимают шарики к внешнему кольцу и начинают деформировать шарики, что приводит к быстрому износу и раскалыванию подшипника. Использование керамических подшипников позволяет увеличить на 30% максимальную скорость вращения для этого размера подшипника без снижения срока службы.Керамические шарики не вступают в реакцию со стальными кольцами. Керамические шары работают при более низких температурах. Керамические подшипники имеют более низкий уровень вибрации.
Патроны металлорежущего оборудования патрон трехъярусный самоцентрирующийся патрон патрон четырехъярусный самоцентрирующийся патрон рубящий патрон мембранный патрон
Схема прокрутки со скользящими конусами Бесступенчатые приводы используются для плавного и непрерывного изменения скорости шпинделя или подачи. Они позволяют получить самые высокие скорости резания и подачи при обработке различных деталей.Кроме того, они дают возможность изменять скорость основного движения или подачи во время работы станка, не останавливая его.
Вариаторы фрикционные: фронтальные; коническая; мяч; многодисковый; торо; волна; дискошарик; Клинорем. Вариаторы двигателя: цепной вариатор. Высокопроизводительный вариатор вариаторной схемы вариаторной схемы применяется в механизмах, машинах (агрегатах), где необходимо бесступенчато изменять передаточное число: автомобили, моторные провода, снегоходы, конвейеры, металлорежущие станки, мешалки.В некоторых вариаторах также используются гидротрансформаторы (турботрансформаторы).
По технологическим характеристикам металлорежущих станков, в зависимости от характера выполняемых работ, станки делятся на группы и типы. Каждая группа разделена на типы в зависимости от компоновки, количества веретен и степени автоматизации. Внутри виды машин разделены по размерам. Станок с конкретными размерами отличается типоразмером, который может иметь различную конструкцию.Конструкция станка такого размера, рассчитанная на заданные условия обработки, называется моделью.
Модели металлорежущего оборудования 16 К 20 6 п 13 К-1 1 г 340 Pz 2 п 135 F 2 16 D 20 F 3 6 п 80 1 б 265 6606 1 Э 310 МШ-245 1112 2202 ВМС 4 1 по 282 Яз-340 2 H 125 1 E 116 2 м 57 3622 D 2456 6 т 83 г 2 г 62 1 H 713 2150 3 K 282 3 м 150 3 д 722 4180 от 5 до 33 7 б 56 7 г 32 1 м 63 РТ 134 1512 IR 320 PMF 4 6 B 75 V 1 A 616 F 3265 PMF 2 из -72 1525 F 3 1 M 692 5112 7 B 35 7 A 420 7 м 430
Классификация станков 1.Универсальные станки, иначе называемые станками общего назначения, предназначены для изготовления широкого спектра деталей, обрабатываемых небольшими партиями в условиях мелкосерийного и серийного производства. Универсальные станки с ручным управлением требуют подготовки и частичной или полной программы для реализации программы, а также выполнения функции манипуляции (смещение заготовки и инструмента), контроля и измерения.
Классификация машин 2. Специализированные машины предназначены для обработки заготовок с относительно узкой номенклатурой.Примером могут служить токарные станки для обработки коленчатых валов или шлифовальные станки для обработки колец шариковых подшипников. Специализированные машины имеют высокую степень автоматизации и используются в крупномасштабном производстве большими партиями, требующими редких справок.
Классификация станков 3. Специальные станки используются для производительной обработки одной или нескольких практически идентичных деталей в условиях крупносерийного и особенно массового производства. Специальные машины, как правило, имеют высокую степень автоматизации.
Классификация станков по техническим характеристикам в зависимости от массы станка, которая связана с размером обрабатываемых деталей и ее типом, принято разделять станки (токарные, расточные, шлифовальные) на легкие (до до 1 тонны), средние (1 10 тонн), тяжелые (более 10 тонн).
Машины наиболее распространенных технологических групп образуют размерные ряды, в которых за каждой машиной закреплен полностью определенный диапазон размеров обрабатываемых деталей.Например, в группе токарных станков возможности станка характеризуются цилиндрическим рабочим пространством, а для фрезерных, расточных (многооперационные станки) – прямоугольным рабочим пространством.
Классификация металлорежущих станков 1 Классификация по устройству управления: – автоматические, все рабочие и вспомогательные движения которых механизированы. – Полиавтоматомия, часть движений в которой не механизирована.
2 Классификация по степени точности: N – Машины нормальной точности.К этому классу относятся самые универсальные машины. П – Станки высокой точности. Станки этого класса изготавливаются на базе станков нормальной точности, но требования к точности обработки ответственных частей станка, качеству сборки и регулировки значительно выше. Б – высокая точность станков, которая достигается за счет использования особой конструкции отдельных узлов, высоких требований к точности изготовления деталей, качеству сборки и регулировки станка в целом.А – Станки особо высокой точности. К этим машинам предъявляются даже более строгие требования, чем к классу V. C – Машины, особенно точные или мастерские. Они производят детали для станков классов точности А и
.Станок токарно-винторезный модели с 1 по 62 Станок универсальный. Предназначен для выполнения разнообразных токарных работ: для нарезки метрической, дюймовой, модульной, шаговой, правой и левой, с нормальным и увеличивающим шагом, одно- и многогранной резьбы, нарезки торцевой резьбы и для копировального аппарата.Станок применяется в условиях индивидуального и мелкосерийного производства.
Станок для обработки голавля на станках для резки головок нарезается гаечным ключом цилиндрическим, с шевронными зубьями колес, червячными шестернями. Наиболее распространенные вертикальные станки для резки прута изготавливаются с подвижным столом и фиксированной стойкой, а также с подвижной стойкой и неподвижным столом.
Вертикально-сверлильный станок – самый распространенный тип сверлильных станков в металлообработке; Используется для получения отверстий в деталях сравнительно небольших размеров в условиях индивидуального и мелкосерийного производства, в ремонтных мастерских и т. Д.
Фрезерный станокСтанки фрезерные предназначены для обработки корпусных деталей, плоских, цилиндрических поверхностей, тел вращения, шестерен с помощью фрезы или диска (пакета). В этом случае фрезерный станок, закрепленный в шпинделе фрезерного станка, совершает вращательное (основное) движение, а закрепленная на столе заготовка – поток подачи прямой или криволинейный (иногда осуществляемый одновременно с вращающимся инструментом. ). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Способы формирования поверхностей Метод копирования заключается в том, что в процессе обработки форма производственной линии получается как копия (оттиск) формы режущей кромки инструмента или его профиля. Другими словами, формы сформированной производственной линии и режущей кромки инструмента совпадают (идентичны). Этот метод используется в тех случаях, когда фигурный режущий инструмент используется для получения производственных линий. Метод касания заключается в том, что форма производственной линии возникает в виде огибающих мест касания множества точек резания вращающегося инструмента в результате относительных перемещений оси вращения инструмента (шпинделя) и заготовки. .
Способы формирования поверхности В процессе обработки метод прокатки заключается в том, что форма сформированной производственной линии имеет форму ряда из ряда последовательных позиций, занимаемых режущей кромкой инструмента при работе с ним без скольжения образованной линии. . В процессе получения производственной линии либо режущая кромка инструмента катится по образуемой им линии, либо они движутся друг к другу. Другими словами, образующая и режущая кромка инструмента должны быть одинаковыми.Метод следа заключается в том, что форма производственной линии получается в виде следа от точки резания (почти это очень короткая линия реза) кромок инструмента при относительном перемещении заготовки и инструмента.
Классификация движений в станках основана на движениях заготовки и инструментов, необходимых для их перемещения в такое относительное положение, в котором становится возможным с помощью формирующих движений получить поверхность желаемого размера.Примером установочного движения является поперечное перемещение установки фрезы для установки его в положение, позволяющее создать круговой цилиндр требуемого диаметра D.
Классификация движений в станках разделена на движения, необходимые для обеспечения равномерного расположения на заготовке одинаковых формованных поверхностей. Управляющие движения включают те, которые обеспечивают управление, регулировку и координацию всех других исполнительных механизмов машины. К таким органам относятся муфты, реверсивные устройства, кулачки, ограничители хода.
Приводы металлорежущих станков 1. Основные понятия о приводах 2. Элементы кинематических цепей 3. Кинематические связи в станках
Классификация приводов от шага переключения шага позволяет устанавливать ограниченное количество скоростей в заданных пределах. Slekstally позволяют плавно устанавливать числа скоростей в заданных пределах.
Непрерывный метод регулировки частоты вращения шпинделя на станках с ЧПУ. Регулировка плавной подачи и скорости шпинделя может осуществляться следующими способами: 1.Электрическое регулирование, при котором изменяется частота вращения электродвигателя, а следовательно, и рабочего инструмента или заготовки из-за изменения частоты трехкратного фазного тока, зафиксированного в шпинделе. Точно так же скорость движения корма изменяется с помощью шаговых электродвигателей. 2. Гидравлическое регулирование в основном используется для изменения скоростей прямолинейных перемещений (в прокатных, строгальных, длинномерных станках). Но для регулировки скорости вращательного основного движения его применяют гораздо реже.Но это не такая уж редкость. Воздушное регулирование скорости вращения в мотор-шпинделях штабелей столов с помощью ЧПУ. 3. Механическое регулирование осуществляется с помощью всевозможных вариаторов. Например, в вариаторе фрикционной фары, перемещая небольшой ведущий ролик относительно диска, можно изменить рабочий радиус в последнем, а значит, и передаточное число между ведомым и ведущим валами. Но в приводе со скользящими конусами заложен несколько иной принцип работы.В качестве ведомого и приводного диска используются подвижные конусы, привод которых осуществляется клиновидным ремнем. Перемещая с помощью воздуха или гидравлики один из конусов, вы можете изменять радиусы шкивов, а значит, и передаточные числа ведущего и ведомого валов.
Классификация приводов по способу передачи движения 1 Электропривод состоит из двигателя и элемента проточно-регулирующего устройства. Эволюция радиально-сверлильных станков на разных этапах развития электропривода: А – групповой привод с трансмиссионными передачами; б, д, г – индивидуальный привод с различной конструктивной схемой; г – многодвигательный привод
Для получения оптимальной скорости резания на токарных станках ее следует изменять в диапазоне от 80: 1 до 100: 1.Желательно, чтобы его изменение было плавным, чтобы во всех случаях обеспечить наиболее благоприятную скорость резания во всех случаях. Особенностью электропривода токарно-карусельных станков является большой момент сил трения в начале пуска (до 0,8 метра) и значительный момент инерции стола прицепа с выходом детали при высоком механическом превышении. частота вращения в 8–9 раз превышает момент инерции ротора электродвигателя. Применение в данном случае электропривода постоянного тока обеспечивает плавный пуск с постоянным ускорением.
2 Электромеханический привод состоит из двигателя и механической связи. Классификация приводов Привод поворотного стола 1 осуществляется от электродвигателя 2 с помощью клиноременной передачи 3, вращающейся через червячную передачу, главный вал 4. На главном валу свободное червячное колесо 5, а шестерня 6 и зубчатая муфта 7. Червячное колесо, зацепляясь с червяком, свободно вращается на валу, приводя его в движение. С помощью рукоятки 8 включают зубчатую муфту, после чего вал начинает вращаться и тем самым шестерня 6 вращает поворотный стол с установленным на нем гибочным роликом.
3 Гидроулит состоит из двигателя и элемента обеспечения движения с помощью рабочего тела. Классификация приводов Система управления копией с гидроприводом и механической обратной связью: 1 – гидроцилиндр; 2 – гидравлическая направляющая; 3 – резак; 4 – заготовка; 5 – фасонная часть детали; 6 – пружина; 7- гидрораспределитель; 8 – копировальный аппарат; 9 – Prope
Классификация приводов 4 Пневматическая приемка состоит из двигателя и элементов обеспечения движения сжатым воздухом.Трехтехнический реечный пневматический картридж предназначен для скрепления деталей гильз. Это не требует особых усилий. Принцип действия картриджа: при подаче воздуха на пневмоприемник направляющей картриджа, соединенной со штоком пневмопривода, перемещается внутри шпинделя станка, кулаки картриджа сжимаются и деталь фиксируется.
Передаточное число (I) показывает, во сколько раз скорость вращения ведомого элемента (N 2) больше или меньше скорости вращения приводного элемента (N 1): I = N 2 / N 1.Передаточное число кинематической цепи равно произведению передаточных отношений всех последовательно соединенных зубчатых колес, составляющих эту цепь: Обледенение = I 1. I 2. I 3. …. in. Для изменения направления выхода звено (шпиндель), используются реверсивные механизмы.
Элементы кинематических схем ременной передачи плоской 1, крестообразной 2, клинья 3, 4-х контурной передачи; Цилиндрическая 5, коническая 6, винтовая 7, червячная 5, натяжная 9; III постоянный выключатель с незаметными гайками 10 и разъема 11; ИВМУФЦ: Резка односторонняя 12, кулачковая дуплексная 13, коническая 14, дисковая односторонняя 15, дисковая двусторонняя 16, обгон односторонний 17, обгон двусторонний 18; ВТОРМОЗА: Конус 19, Блоки 20, Лента 21, Диск 22, 23 Концевой шпиндель картриджа
Механизмы прямолинейного движения Механизм рельсового колеса используется в приводе основного движения и движения подачи, а также в приводе различных вспомогательных перемещений.Выдвижной червячный механизм используется в виде шестерен двух типов: с червячным расположением под углом к рельсу, что позволяет (в целях большей плавности передачи передачи) увеличивать диаметр колеса, ведущего червяка и с параллельным расположением в одном шасси винт – широко используемый механизм для осуществления прямого линейного перемещения. С помощью этого механизма можно выполнять медленные движения в приводе подачи.
Схема шага шарико-винтовой передачи Плоский кулачковый механизм: а – схема работы; Б – Общий вид схемы работы кулачков цилиндрического типа, механизмов прерывистых перемещений: А – Мальтийский механизм; Б – механизм храпа.
Мальтийский (грейферный механизм) – преобразует равномерное вращение ведущего вала в скачкообразное вращение ведомого, на котором закреплен барабан, непосредственно совершающего прерывистое движение ведомого, с количеством канавок от 3 до 12. Трещотка Механизм предназначен для преобразования обратного вращения в прерывистое вращательное движение в одном направлении позволяет оси вращаться в одном направлении и не позволяет вращаться в другом. Используется в турникетах, механизмах поворота, механизмах посадки, домкратах, лебедках, храповик обычно имеет форму шестерни.
Смазочные и охлаждающие системы Система машинной смазки должна обеспечивать непрерывную или периодическую подачу смазочного материала на трущиеся поверхности в количестве, достаточном для того, чтобы между этими поверхностями сохранялась непрерывная смазочная пленка и чтобы температура этих поверхностей была на установленном уровне. пределы. Системы смазки в машинах делятся на индивидуальные, когда смазка отдельных узлов или механизмов производится с разных точек друг от друга, и централизованные, когда точки смазки совмещены.Централизованная смазка применяется в тех случаях, когда узлы машины не меняют взаимного положения и можно использовать один смазочный материал. Смазка может осуществляться самотеком, циркуляционным методом или под давлением. Для централизованной смазки используются шестеренные и пластинчатые насосы постоянных производителей. Очищайте масло от мельчайших твердых частиц и грязи с помощью пластиковых, войлочных, сетчатых или магнитных фильтров. Масло для смазки колец с игольчатым дросселем: 1 – регулировочная гайка; 2 – рычаг включения и выключения подачи масла; 3 – Смазка сетки фильтра центробежным способом с использованием: а – конических роликов; б – шпиндель конический со спиральной проточкой
Speed Изменение скорости вращения Схема вращения Количество вертикальных линий графики соответствует количеству валов коробки скоростей, количество горизонтальных линий – количеству шагов скорости шпинделя.Частота вращения шпинделя варьируется от N 1 = 25 об / мин до N 12 = 1095 об / мин по геометрическому ряду с φ = 1, 41.
Вопрос. Классификация металлорежущих станков по группам и их назначение.
Станок металлообрабатывающий – Станок, предназначенный для обработки заготовок с целью формирования заданных поверхностей путем удаления стружки или пластической деформации. Обработка осуществляется в основном резанием лезвием или абразивным инструментом. Получили распространение станки для обработки заготовок электрофизическими методами.Станки также используются для сглаживания поверхности детали, для приведения поверхности в соответствие с поверхностью. Металлорежущие станки выполняют резку неметаллических материалов, таких как дерево, текстолит, капрон и другие пластмассовые массы. Также специальными станками обрабатываются керамика, стекло и другие материалы.
Классификация металлорежущих станков.
В зависимости от типа обработки режущего инструмента и компоновки все серийные и выпускаемые станки делятся на девять групп, по девять типов в каждой группе.
Станки одного типа могут отличаться компоновкой (например, фрезерные универсальные, горизонтальные, вертикальные) и кинематикой, т.е. набором звеньев, передающих движение, конструкцией, системой управления, габаритами, точностью обработки и т. Д.
Стандартыустанавливают основные размеры, характеризующие машины каждого типа. Для токарных и круглофлюсовых станков это наибольший диаметр обрабатываемой детали, длина фрезерных станков – длина и ширина стола, на котором устанавливаются заготовки или приспособления, для поперечно-строгальных станков – наибольший проход слайдера с резаком.
Группа однотипных станков, имеющих одинаковую компоновку, кинематику и конструкцию, но разные основные габариты – это размерный диапазон.
Конструкция станка каждого типоразмера, рассчитанная на указанные условия обработки, называется моделью. Каждой модели присваивается свой шифр – номер, состоящий из нескольких цифр и букв. Первая цифра означает группу машин, вторая – ее тип, третья цифра или третья и четвертая цифры отражают основной размер машины.Например, модель 16к20 означает: токарно-такелажный станок с наибольшим диаметром обрабатываемой заготовки 400 мм. Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели машины.
По степени точности Станки делятся на 5 классов: H – нормальная точность, P – повышенная точность, in – станки высокой точности и – высокоточные станки, с – особо точные или эталонные станки. В обозначение модели может входить буква, характеризующая точность станка: 16к20п – станок токарно-жесткий повышенной точности.
Буква после первой или второй цифры индекса указывает на модернизацию (конструктивное улучшение) базовой модели станка, станка, чем более модернизирована машина, тем дальше эта буква от начала алфавита. Буква или буквы в конце индекса указывают на модификацию (модификацию) базовой модели машины. Например, чтобы указать класс точности станка после порядковых номеров, вводится соответствующая буква (кроме класса H).В моделях станков с ЧПУ в конце индекса вводится буква f с номером, обозначающим принятую систему управления: F1 – с цифровым дисплеем и заданием координат; F2 – с системой позиционного управления; ФЗ – с системой управления контуром; F4 – с универсальной системой позиционной и контурной обработки. Кроме того, вводятся индексы, связанные с автоматической сменой инструмента: P – смена инструмента на вращение револьверной головки; М – сменный инструмент из магазина.Индексы P и M ставятся перед индексами F2, FZ, F4.
Рассмотрим несколько примеров. Модель 16к20ПФЗ расшифровывается следующим образом: Станок токарный (первые две цифры) с высотой центров над станиной (половина максимального диаметра обработки) 200 мм, следующая модернизация (К) базовой модели 1620, повышенной точности ( P), с программной системой управления контуром (P. FZ). Модель 2Н125 – Станок вертикально-сверлильный (первые две цифры) с максимальным условием для сверления диаметром 25 мм, модернизация базовой модели 2125.Модель 6Т80Ш – станок горизонтально-фрезерный (первые две цифры), со столом размером 200х600 мм – №Un (рисунок третий), модернизированный Т базовой модели 680, широкий без кручения (w).
Для обозначения моделей специализированных и специальных станков каждому закону станкостроения присваивается индекс из двух букв. В обозначении модели такой машины цифры добавляются к буквам, обозначающим порядковый номер модели. Например, Яз-9 – Егорьевский станкостроительный завод «Комсомолец», специализированный станок для нарезания зубчатых колес;
МК-56 – Московский завод луп “Красный пролетарий”, сверлильный станок для обработки лопаток турбин.
По весу Машины делятся на легкие – до 1 т, средние – до 10 т, тяжелые – более 10 т. Тяжелые машины делятся на большие – от 16 тонн до 30 тонн, фактически тяжелые – от 30 до 100 тонн, особенно тяжелые – свыше 100 тонн.
По универсальности различают следующие станки
Металлообрабатывающие станки, применяемые в машиностроении, можно классифицировать по признакам или по набору признаков.
По технологическому назначению станков делятся на станки токарные, фрезерные, сверлильные и другие группы.
По технологическим особенностям машины можно условно разделить на следующие группы.
Машины общего назначения (рис. 11.1). В эту группу входят универсальные станки (токарно-вентилируемые, вертикально-радиально-сверлильные, универсальные и горизонтально-фрезерные, плоско-весельные и др.), Предназначенные для выполнения разнообразных работ по обработке различных заготовок. Машины общего назначения отличаются большими технологическими возможностями, но малой производительностью.
Станки определенного назначения используются для выполнения определенных операций при обработке одноименных заготовок при массовом производстве. К ним относятся токарные одношпиндельные полуавтоматические ступени (рис. 11.2, а), многошпиндельные вертикальные полуавтоматы (рис. 11.2, б), полуавтоматы, беззубый станок для нарезки дождевания конические колеса и др. В автомобилестроении они используются для расчета кулачков распредвалов, шейки коленчатого вала, для обработки шестерен и т. д.
Специализированные станки , предназначенные для выполнения одной определенной операции обработки определенной заготовки. Наиболее характерными специализированными машинами в автомобильной промышленности являются агрегатные машины, комплектующие из стандартных узлов и силовые головки определенных размеров. Машины создаются для группы однотипных деталей в зависимости от конструктивных форм последних.
Специальные станки Выполнение полностью определенного вида работ на одной конкретной заготовке пролетело (рис.11.3, а), имеют высокую стоимость, и при смене производственного объекта требуются конструктивные изменения, вследствие этого такие машины используются ограниченно более крупными и условиями массового производства. Их разрешено использовать только в исключительных случаях.
Множественные станки с числовым программным управлением и автоматической сменой инструмента (рис. 11.3, б, (?) Предназначены для комплексной обработки заготовок. Такие станки характеризуются высокой концентрацией обработки, т. Е. Одновременно имеется несколько инструментов .Производят черновую и чистовую обработку заготовок сложных деталей шкафов, содержащих десятки обработанных поверхностей, выполняют самые разнообразные технологические переходы: фрезерование плоскостей, выступов, пазов, окон; сверление, совмещение, развертывание, заверение гладких и ступенчатых отверстий; обработка внешних и внутренних поверхностей и др. Высокая стоимость мультиплексных станков используется для обработки самых технологически сложных заготовок. В этих случаях один такой станок может заменить 3-5 станков с ЧПУ или 5-10 универсальных станков.Иногда такие станки называют обрабатывающими центрами (ОЦ).
По степени автоматизации машины подразделяются на:
на станках,
полуавтомат (автоматическое выполнение всех элементов цикла, но сам цикл обновляется вручную),
автоматов, без вмешательства человека для обновления цикла.
По количеству основных рабочих органов одно- и многошпиндельные станки, одно- и многопозиционные станки и др.выделяются.
По точности станки делятся на пять классов: N – нормальные, p – повышенные, in – высокие, l – особо точные, с – особо точные.
В России принята единая символьная система, разработанная компанией Erisix. В соответствии с этой системой каждой машине присваивается определенный шифр. Первые две цифры шифра определяют группу станка, а буква во втором или третьем месте характеризует разные технические характеристики станков одного типоразмера.Третья или четвертая цифра показывает условные образцы станка (высота центров над станиной для токарного станка, наибольший диаметр обрабатываемого стержня для токарно-револьверного станка и т. Д.). Последней буквой обозначены различные модификации станков одной базовой модели.
Все металлообрабатывающие станки делятся на 10 групп, в каждой группе по 10 типов. Далее курсивом выделяются номер и название группы, а в скобках указывается тип.
Группа 0 – Резервное копирование.
Группа I – Станки токарные (0 – автоматы специализированные и полуавтоматы; 1 – одношпиндельные станки и полуавтоматы; 2 – многошпиндельные станки и полуавтоматы; 3 – револьверные; 4 – сверлильно-фрезерные; 5 – карусель; 6 – токарно-лобовая; 7 – многопродажная; 8 – специализированная; 9 – разные повороты).
Группа 2 – сверлильно-расточные станки (0 – резерв; 1 – вертикально-сверлильный; 2 – одношпиндельные полуавтоматы, 3 _ многошпиндельные полуавтоматы; 4 – угольно-буровые; 5 – радиально-сверлильные; 6 – горизонтальное растачивание; 7 – алмазное растачивание; 8 – горизонтальное сверление; 9 – разное сверление).
Группа 3 – шлифовально-чистовые станки (0 – резервные; 1 – круглосклонные; 2 – внутристаканы; 3 – шлифовальные передвижные; 4 – специализированные шлифовальные; 5 – резервные; 6 – заточные; 7 – оксилиндры плоские; 8 – триотери. и полировка; 9 – Различный абразив).
Группа 4 – Комбинированные машины.
Группа 5 – Трубно-резьбонарезные станки (0 – резьбонарезные; 1 – беззубчатые для цилиндрических колес; 2 – коричневые для конических колес; 3 – эхубиндеры; 4 – для нарезки червячных пар; 5 – для обработки зубьев зубьев); 6 – резьбофрезерный; 7 – трубно-раздельный и калибровочный; 8 – трубно-резьбонарезной; 9 – разные семенные, резьбонарезные).
Группа 6 ~ Фрезерные станки (0 – резерв, 1 – вертикальная консоль; 2 – непрерывного действия; 3 – резерв; 4 – копировальные аппараты и гравюры; 5 – вертикальные недокомплектующие; 6 – продольные; 7 – КОНСОЛЬНЫЕ ВЕТРОВОЕВЕРЫ; 9 – горизонтальная консоль; 9 – Разное фрезерование).
Группа 7 – строгание, осадки, протяжка (0 – резерв; 1 – продольно-строгальный однокомнатный; 2 – продольно-строгальные две стойки; 3 – поперечно-строгальный; 4 – шлицевой; 5 – съемник горизонтальный; 6 – резервный; 7 – протяжка Вертикальная; 8 – резерв; 9 – разное строгание).
Группа 8 – раскройные станки (0 – резерв », I – пропилы, работающие резцом; 2 – отрезки, работающие абразивным кругом; 3 – отрезки, работающие гладким диском; 4 – релошет-отрывки; 5 – ленточные). пилы; 6 – Пилы дисковые; 7 – Пилы подвесные).
Группа 9 – Станки разные (1 – Пленочные; 2 – Пилонасе, 3 – Правильно-лучевые; 4 – балансировочные; 5 – для проверки сверл и шлифовальных кругов; 6 – станки делительные).
Металлорежущие станки можно классифицировать по индивидуальным признакам или по набору характеристик.По технологическому назначению различают станки токарные, фрезерные, сверлильные и др. Группа. По степени универсальности различают: универсальные станки; Широкое применение; Специализированные и специальные. Универсальные станки предназначены для выполнения самых разных работ с использованием различных заготовок. Станки широкого назначения предназначены для выполнения определенных работ с использованием заготовки определенных предметов. Специализированные станки предназначены для обработки заготовок одного наименования, но разного размера (например, обработка коронки зубчатого колеса на плунжерно-отрезном станке).Специальные станки выполняют полностью определенный вид работы с одной конкретной заготовкой. По степени автоматизации различают машины с ручным, полуавтоматическим, пулеметным и программным управлением.
Станок – это станок, не требующий вмешательства человека для обновления цикла обработки. Если вам нужно всего лишь нажать кнопку «Старт», чтобы возобновить цикл обработки, то это полуавтоматический станок. По количеству основных рабочих органов одно- и многошпиндельные станки, одно- и многопозиционные станки и др.выделяются. По точности различают пять классов точности станков: «Н» – нормальная; «П» – приподнятый; «Б» – высокий; «А» – особо высокая точность; «С» – особо точные машины.
В российском машиностроении принята единая символьная система, разработанная в Erisix. В соответствии с этой системой каждой машине присваивается определенный шифр. Первые две цифры шифра определяют группу и тип машины. Буква во втором или третьем месте позволяет различать станки одного типоразмера, но с разными техническими характеристиками.Третья или четвертая цифра показывают условные размеры машины. Последней буквой обозначены различные модификации станков одной базовой модели.
Все металлорежущие станки разделены на 10 групп, в каждой группе по 10 типов. Ниже: номер и название группы выделены курсивом, а номер (от 0 до 9-го) и название типа указаны в скобках.
Группа 0. – резерв.
Группа 1 – Станки токарные (0 – автоматы специализированные и полуавтоматы; 1 – станки одношпиндельные и полуавтоматы;
2 – многошпиндельные станки и полуавтоматы; 3 – револьверный; 4 – сверлильно-режущий; 5 – карусель; 6-Скальный и ветреный; 7 – мультипродажа; 8 – специализированный; 9 – разные повороты).
Группа 2. – станки сверлильно-расточные (0 – резерв; 1 – вертикально-сверлильный; 2 – одношпиндельные полуавтоматы;
- 3 – многошпиндельный полуавтомат; 4 – координатная расточка;
- 5 – радиально-сверлильный; 6 – горизонтальная расточка; 7 – алмазно-расточной; 8 – горизонтальное бурение; 9 – разное сверление).
Группа 3. – станки шлифовально-чистовые (0 – резерв; 1 – распушение кругло; 2 – внутри сальниковое; 3 – шлифовальное с выгрузкой; 4 – специализированное шлифование; 5 – резерв; 6 – заточка; 7 – рубанок оксилиндры; 8 – триотера и полировка; 9 – разные, рабочий абразив).
Группа 4. – Комбинированные машины.
Группа 5 – Станки трубонарезные и резьбонарезные (0 – резьбонарезные; 1 – толент-угольные для цилиндрических колес; 2 – яичко для конических колес; 3 – зуборезные; 4 – для нарезания червя паром; 5 – для обработки концов зубов; 6 – резьбовые; 7 – труборазделительные и испытательные; 8 – трубчатые и резьбовые; 9 – различные семенные и резьбовые станки).
Группа 6. – станки фрезерные (0 – резерв; 1 – консоль вертикальная; 2 – непрерывного действия; 3 – резервная; 4 – копировальные и гравировальные; 5 – нерасходуемые вертикальные;
)6 – продольный; 7 – консольные охладители; 8 – консоли горизонтальные; 9 – разная фрезеровка).
Группа 7. – станки строгальные, просадочные, протяжные (0 – резерв; 1 – продольно-строгальные однокомнатные; 2 – лонгитонно-ядерные двойные охладители; 3 – поперечно-строгальные; 4 – шлифовальные; 5 – съемник горизонтальный; 6 – резерв; 7 – длинная вертикаль; 8 – резерв; 9 – разное строгание).
Группа 8. – раскройные станки (0 – резерв; 1 – пропилы, работающие резцом; 2 – отрезки рабочего абразивного круга; 3 – отрезки рабочего гладкого диска; 4 – правильные отрезные; 5 – ленточные пилы; 6) – пилы дисковые; 7 – пилы ножовки).
Группа 9. – Станки разные (1 – Пленочные; 2 – Пилонсек-тельные; 3 – Правильно-лопастные; 4 – балансировочные; 5 – для испытания сверл и шлифовальных кругов; 6 – станки делительные).
Условные размеры станка обычно показывают наибольший размер обрабатываемой детали. Например, универсальный токарно-канатный станок мод. 16к20 – «20» – высота центров, т.е. расстояние от оси вращения заготовки до направляющих, 200 мм; Станок вертикально-сверлильный мод.