Специальные станки для гибки алюминиевого профиля
Станок для гибки алюминиевого профиля от профессионалов
Сегодня широкое применение нашли изделия из гибкого пластика, поликарбоната и гнутого стекла. А так как изготавливаемые арочные конструкции (козырьки, навесы, крыши, стеклопакеты и прочие), как правило, подразумевают наличие надежной арматуры, то довольно востребованной услугой является гибка алюминиевого профиля. Изготовить качественные каркасы из алюминия помогает специальное оборудование, приобрести которое вы можете в нашей компании «Профиль-Дизайн».
Вышеупомянутые станки могут иметь разные конструкции, способы управления, габариты и вес, но в любом случае они подразумевают наличие специальных круглых роликов определенного радиуса, которые не только непосредственно изгибают материал, но и подают его. Подача профиля также может осуществляться с помощью специальных лент.
Чтобы грамотно выбрать и приобрести действительно надежное оборудование, лучше всего обращаться к солидным поставщикам и воспользоваться консультациями опытных специалистов, таких, например, как наша компания.
Как выбрать станки для гибки алюминиевого профиля ?
Предлагаемые нами профилегибочные станки могут иметь три или четыре фигурных ролика, расположенных в горизонтальной или вертикальной плоскости и вращающихся в определенном направлении. Эти нюансы следует учитывать при покупке подобного оборудования. Ведь в зависимости от этого, а также от размеров самих роликов будет зависеть радиус гиба. Поэтому обычно станок для гибки алюминиевого профиля выбирается с учетом желаемого конечного результата. Например, трехроликовые устройства помогут изготовить простые изогнутые изделия с заданным радиусом кривизны, а с помощью четырехроликовых агрегатов возможно получение изделий сложных конфигураций.
Кроме того, все представленные модели отличаются механическим или автоматизированным управлением: радиус гиба задается вручную специальными рукоятками или с помощью компьютера.
Сами ролики могут быть изготовлены из стали или полимерных материалов. Вторые – более предпочтительны для гибки окрашенного профиля, так как они создают меньшее трение при соприкосновении с ним и исключают вероятность повреждения лицевой поверхности. Причем они гораздо легче и дешевле стальных аналогов и лучше противостоят действию коррозии. Но зато у стальных роликов гораздо больший срок службы и их рациональнее приобретать, если подразумевается гибка неокрашенного профиля.
Конструкция полуциркульной арки и свода возникла в древней Месопотамии и потом успешно применялась во всех архитектурных стилях, слегка меняя свою форму. С развитием цивилизации она стала символом небесного свода, прохождение через арку означало новое, духовное рождение человека. Вот почему использование арочных и круглых окон и арочных дверей в архитектуре здания всегда выгодно отличает его среди других строений и придает ему особый вид. С появлением в современном строительстве светопрозрачных гибких пластиков (сотового и монолитного поликарбонатов) использование арочных несущих конструкций, соответствующих главному достоинству пластиков – возможности быть изогнутым по криволинейной поверхности, стало еще более массовым. Это позволяет архитекторам создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.
Оборудование для гибки алюминиевого профиля
Материалы, применяемые в современных оконных и витражных конструкциях, позволяют получить изогнутую деталь с минимальными затратами. В процессе гибки заготовка профиля подвергается холодному деформированию посредством обработки на профилегибочном станке.
Схема трехроликового станка представляет собой трехточечную систему, через которую проходит заготовка профиля: две точки – ролики Р1 и Р2, вращающиеся в одном направлении и одна точка – ролик Р3, вращающийся навстречу (смотрите на рисунке справа). Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения, производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. Изменяя расстояние между роликами Р1 и Р2 изменяется радиус гиба профиля.
Профили с малыми радиусами гиба гнут за несколько проходов. После каждого прохода заготовке придается заданная кривизна дуги, все более приближающаяся к требуемой форме профиля, и только при последнем проходе профиль получается с требуемым радиусом гиба.
Четырехроликовые станки используются для гибки профилей, которые имеют сложную криволинейную форму, а так же форму спиралей или кругов. Конструкция таких станков, отличается тем, что два ведущих ролика подают заготовку, а еще два ролика изгибают заготовку. Необходимый радиус гибки, настраивается компьютером или вручную при помощи вращения рукояток.
Сменные ролики
Непосредственное воздействие на алюминиевый профиль в процессе гибки осуществляют ролики, которые изготавливают из стали или из высокопрочных полимеров (полиамид 6, полиэтилен, полиацеталь, капролон). Ролики из стали имеют больший срок службы, но и применяют их в основном для гибки неокрашенного профиля. Ролики из полимеров, применяемые для гибки алюминиевых профилей и профилей ПВХ, имеют соответственно меньший вес, высокую устойчивость к коррозии и обладают большими антифрикционными свойствами. Самое важное, при их использовании не повреждается лицевая поверхность изделий, то есть можно гнуть окрашенные профили. Ролики из полимеров легче обрабатываются, следовательно, имеют более низкую стоимость, чем ролики из стали.
Ролики из полимеров, применяемые для гибки алюминиевых профилей и профилей ПВХ, имеют соответственно меньший вес, высокую устойчивость к коррозии и обладают большими антифрикционными свойствами. Самое важное, при их использовании не повреждается лицевая поверхность изделий, то есть можно гнуть окрашенные профили. Ролики из полимеров легче обрабатываются, следовательно, имеют более низкую стоимость, чем ролики из стали.
Общий вид алюминиевых профилей оконных серий и применяемые для их гибки ролики изображены на рис. 1-4. На рис. 1 показан однокамерный профиль оконной серии S50 без терморазрыва. На рис. 2 показан комбинированный профиль оконной серии S70 с терморазрывом. В обоих случаях помимо самого профиля рамы или створки необходимо гнуть еще и профиль штапика.
| Рис. 1 | Рис. 2 | Рис. 3 | Рис. 4 |
Для фасадной серии один и тот же профиль может быть изогнут в двух плоскостях, для чего изготавливаются разные ролики.
На рис. 3 показан профиль ригеля фасадной серии F50. На рис. 4 показан профиль стойки фасадной серии F50.
Подготовка профиля
Подготовка профиля к гибке зависит от его длины заготовки и занимает в среднем от 15 до 20 минут, а сам процесс гибки занимает 7-8 минут. В начале производят разметку заготовки профиля с учетом технологических отрезков. Во избежание в процессе гибки сплющивания стенок профиля, появления трещин и помятостей камеры профиля плотно набивают кварцевым песком. Чтобы набивка не была рыхлой и не привела к приплюснутости в области сгиба, по мере наполнения камер, стенки профиля обстукивают сверху вниз, уплотняя, таким образом, песок. Затем профиль обязательно закрывают с обеих торцов заглушками, чтобы песок не высыпался из профиля в процессе гибки. Песок после использования не выбрасывается, т.
Процесс гибки
Для настройки профилегибочного станка вне зависимости от количества обычно требуется 2-3 профиля. Толщина стенки, срок хранения алюминиевого профиля, состояние его поставки и геометрические характеристики профиля – все эти показатели влияют на возможность гибки профиля с тем или иным радиусом и на последующее качество дуги. Минимальный радиус зависит также и от ширины профиля. Для качественного системного профиля шириной от 45 до 50 мм можно достичь минимального радиуса от 150 до 175 мм. Ролики должны свободно скользить по полкам профиля, в противном случае профиль может скручиваться, этот факт учитывается при установке прижима. Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле. Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь. Основной показатель качества согнутого профиля – сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Станок для гибки алюминиевого профиля: виды, конструкция, видео
Алюминиевый профиль широко используется при изготовлении шкафа купе и других конструкций. В процессе производства он поддается обработке. Для него гибки используют различные установки. К сожалению не каждый может позволить себе приобрести такое оборудование. Прежде всего, это связано с его высокой стоимостью. Единственный выход из сложившейся ситуации – изготовление станка для гибки алюминиевого профиля своими руками.
Для него гибки используют различные установки. К сожалению не каждый может позволить себе приобрести такое оборудование. Прежде всего, это связано с его высокой стоимостью. Единственный выход из сложившейся ситуации – изготовление станка для гибки алюминиевого профиля своими руками.
Назначение
Станок для гибки широко используется при изготовлении различных материалов. Так, с его помощью производят обработку труб, алюминиевого профиля и других материалов. При этом заготовки могут иметь различное сечение. С помощью такого устройства даже производится обработка металлических прутов и швеллеров. В зависимости от конструктивных особенностей, установка может одновременно обработать всю деталь или только ее определенную часть.
Станок с ЧПУ для гибки алюминиевого профиля
В домашних условиях для обработки материалов используют оборудование, изготовленное своими руками. Его особенность заключается в том, что ним можно согнуть материал без предварительного нагрева. Принцип работы основан на холодном прокате, что позволяет значительно упростить и ускорить обработку деталей.
Современные агрегаты позволяют выполнить обработку материалов любой сложности. Так, можно легко изготовить из материала спираль или замкнутый контур. Также можно выполнить регулировку угла изгиба. С помощью агрегата выполняют прокат заготовки за один раз. Все работы осуществляются с помощью специальных роликов, которые располагаются на рабочей поверхности по установленной схеме.
Разновидность конструкций
Станок для гибки алюминиевого профиля шкафов купе и карнизов делится на несколько типов. Так, они бывают:
- Электрическими. Зачастую агрегат имеет большие размеры. Поэтому чаще всего его используют в промышленных целях. Не меньшей популярностью пользуются небольшие установки для дома. Это объясняется тем, что с их помощью обрабатывают заготовки с небольшим сечением. Он используется для выполнения изгиба высокой точности.

- Гидравлическими. Используются для проката металлических изделий, в промышленных масштабах. Часто он применяются при обустройстве трубопроводов.
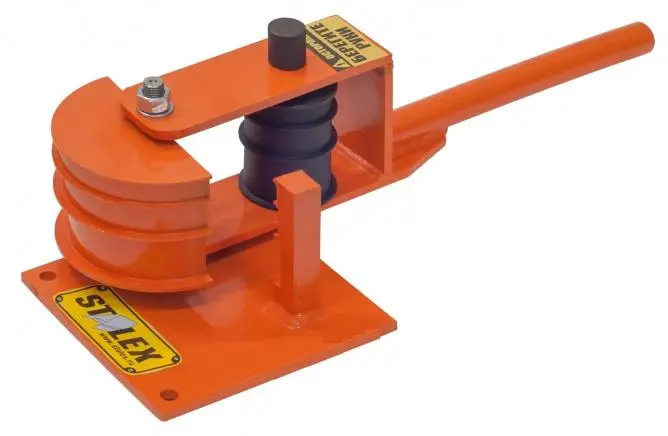
- Ручными. Широко используется в домашних условиях. Часто они изготовляются своими руками. Недостаток заключается в простой конструкции и низкой функциональности. Ручной станок используются для гибки алюминиевого профиля шкафов купе и карнизов небольшого сечения.

Несмотря на некоторые недостатки, ручные установки являются самым приемлемым вариантом для использования в домашних условиях.
Поэтому стоит подробнее рассмотреть, как изготовить такое оборудование в домашних условиях.
Принцип работы
Принцип работы устройства основан на том, что заготовка подвергается прокату, в результате чего и получаются изгибы. Перед тем как приступать к работе, необходимо заземлить оборудование. Особенно это касается конструкций, оснащенных электрическим приводом.
Перед использованием ролики и заготовка протираются сухой тряпкой, а сама установка запускается и работает на холостом ходу на протяжении получаса. Если в процессе прогонки возникают какие-то отклонения, то оборудование останавливают и выполняют соответствующие регулировочные работы. Если это предусмотрено конструктивными особенностями, то выполняется подгонка роликов.
На начальном этапе профиль зажимается между валами, после чего производится его прокат. Радиус кривизны регулируется путем опускания и поднимания рабочего вала.
Изготовление устройства своими руками
Если устройство будет использоваться для гибки заготовок различного размера, то стоит обратить внимание на профессиональные модели, которые обладают высокой функциональностью и продуктивностью. В остальных же случаях рационально использовать станок, изготовленный своими руками. Здесь речь идет о ручном оборудовании.
В остальных же случаях рационально использовать станок, изготовленный своими руками. Здесь речь идет о ручном оборудовании.
Перед тем как делать станок для гибки алюминиевого профиля купе своими руками, необходимо определить сечение деталей. Если диаметр заготовки составляет менее 2 см, то для изготовления понадобится бетонная плита. В ней делаются отверстия для металлических прутьев. Эти пруты и будут выполнять функцию тех самых роликов. Если же диаметр заготовки составляет 2 см и более, то станок для гибки своими руками имеет несколько сложную конструкцию.
В этом случае агрегат состоит из прочного основания, на котором закрепляют ролики. Боковые грани роликов имеют круглое сечение. Радиус грани идентичен диаметру детали, которая поддается изгибу. Она пропускается через ролики. Ее движение производится с помощью лебедки. После того как материал приобретет нужных изгибов, лебедка останавливается.
Сборка конструкции
Агрегат состоит из определенных узлов. Каждый узел изготовляется отдельно, после чего производится сборка конструкции. Прежде всего, выполняется сборка станины. Здесь используют верстак или обычный стол. Чтобы станок стоял прочно и надежно, для изготовления ножек рекомендуется использовать трубы установленного диаметра или швеллера. Скрепление деталей выполняется с помощью сварки или болтов.
На следующем этапе выполняется сборка транспортера. Узел состоит из двух роликов, которые располагаются напротив друг друга. Особое внимание здесь уделяют звездочкам цепной передачи. Они надежно закрепляются на валах. После этого выполняется установка натяжного механизма, в конструкции которого есть звездочка. С ее помощью выполняется регулирование натяжения цепи.
Немаловажным узлом является прижимной механизм. Для его изготовления используют обыкновенную струбцину. После того как все узлы и детали будут изготовлены, выполняется сборка агрегата. Здесь устройство для обработки алюминиевого профиля купе своими руками можно считать готовым. Чтобы в процессе изготовления агрегата своими руками не возникло проблем, необходимо в точности следовать чертежу. На окончательном этапе он проверяется в работе, что позволяет определить качество и точность сборки.
Здесь устройство для обработки алюминиевого профиля купе своими руками можно считать готовым. Чтобы в процессе изготовления агрегата своими руками не возникло проблем, необходимо в точности следовать чертежу. На окончательном этапе он проверяется в работе, что позволяет определить качество и точность сборки.
При выполнении работ на установке не стоит забывать о техники безопасности. Неаккуратные движения могут привести к возникновению опасных для здоровья и жизни человека ситуаций. Также это часто стает причиной повреждение деталей, которые поддаются прокату. В результате они получаются непригодными для дальнейшего использования.
Гибочные станки для профиля, все модели
Сегодня гибочные станки для профиля позволяют выполнять обработку в разных плоскостях. Главным ограничением, на которое следует обратить внимание, при выборе станка является радиус гиба.
В строительстве, часто используются различные виды профилей, и поэтому уже становится невозможным нормально работать без хорошего профилегиба. Это оборудование применяются , когда нужно произвести сгибание стальных профилей путём холодного проката. Благодаря применению различных насадок становится возможным обработка изделий сложной формы. С помощью профилегибочных станков производится гибка профилей: швеллеров, уголков, труб, а так же прутков на абсолютно любой угол.
В некоторых случаях на данное оборудование комплектуется система ЧПУ – это значительно увеличивает такие параметры, как производительность, точность, удобство выполняемой работы. Работая на станках, Вы можете без труда получить, как детали с симметричными, так и несимметричными контурами.
Области применения этого оборудования достаточно разнообразны: строительство, авто-, нефте-, электро- промышленность, энергетическая промышленность. Данное оборудование имеет относительно малые размеры, что придаёт ему необходимую мобильность. Профилегибы отличаются достаточно низким потреблением энергии.
Данное оборудование имеет относительно малые размеры, что придаёт ему необходимую мобильность. Профилегибы отличаются достаточно низким потреблением энергии.
Видео: пример работы ручного станка для гибки профиля
Среди прочих достоинств хочется выделить несколько основных, которые присущи этим станкам:
- Изгибание профиля можно сделать за один прокат;
- Обработка ведётся в любых плоскостях.
- Основные виды профилегибочных станков:
- Ручной. Вращение роликов в этих станках производится вручную.
- Механический. Движение производится с помощью механического привода.
- Электрический. Наличие электродвигателя обеспечивает вращение ролика в профилегибе.
Рассмотрим системы вальцевых профилегибов
Подвижный верхний ролик. Перемещение осуществляется только верхним роликом.Можно делать все виды операций, кроме конечно завивки спиралей. Подвижный левый ролик. Наиболее удобное устройство для завивки спиралей. В основном данные профилегибы оснащены системой ЧПУ. Подвижные только нижние боковые ролики. Применяется для гибки больших профилей. Так же можно применять, как и прошлый станок, то есть производить завивку спиралей.Все ролики осуществляют движение. Это конструкция самая сложная и с её помощью такого станка можно производить все возможные операции, которые делаются на профилегибочных станках. Принципы работы профилегиба прост, поэтому не нужно каких-то специальных умений, чтобы осуществить работу на нём. Все детали предоставляемых на нашем сайте профилегибов выполнены из высококачественного материала
.На каждый станок даётся гарантия, поэтому можете, не беспокоится о качестве. Доступная цена и получение товара в ближайшие сроки, вот почему нас рекомендуют.
НЕОБХОДИМА КОНСУЛЬТАЦИЯ
Наши операторы ответят на любые вопросы: 8(800)555-30-72
Или оставьте свой номер телефона:
как согнуть по радиусу? Обзор гибочных станков и другого оборудования
В производственных и бытовых условиях часто требуется гибка алюминиевого профиля, изготовленного из чистого или легированного металла. В этой статье мы расскажем, как согнуть профиль по углу или радиусу, представим обзор гибочных станков и другого оборудования.
В этой статье мы расскажем, как согнуть профиль по углу или радиусу, представим обзор гибочных станков и другого оборудования.
Особенности гибки
Алюминий – очень пластичный материал, поэтому для работы с ним не требуется больших усилий. Другое дело – качество гиба и соблюдение требуемых размеров. Тут нужно учитывать некоторые особенности.
- Высокой пластичностью отличается только чистый алюминий, то есть без примесей и легирующих добавок. Дело в том, что встречается он редко (особенно если детали не электротехнические). Согнуть легированный металл сложнее, у него гораздо выше твердость. Поэтому место гиба требуется прокалить горелкой или паяльной лампой, а затем медленно охладить. Учтите, что алюминий замечательно проводит тепло, поэтому работайте в толстых перчатках. Не исключено, что после работы гнутую деталь потребуется закалить.
- Легированный алюминий обладает большей упругостью, поэтому ему нужно задавать завышенный угол гиба и заниженный радиус. Тогда под действием силы упругости деталь приобретет правильную форму.
- Если у профильной трубы толщина стенок составляет менее 2 мм, качественного гиба не получится даже при идеальных условиях, а прочность значительно упадет. Поэтому конструкции из гнутого профиля с небольшой толщиной стенки лучше заменить сварными.
Это, пожалуй, и все, что касается особенностей работы. Теперь можно поговорить о применяемом оборудовании.
Обзор оборудования
Существует 2 класса станков – промышленные и самодельные. Начать стоит с первых.
Начать стоит с первых.
По размеру гибочные станки делятся на:
- стационарные;
- переносные.
Они могут производить гиб:
- по заданному радиусу;
- по заданному углу.
По виду управления:
- ручные;
- с ЧПУ;
- станки-автоматы.
Теперь подробнее поговорим о каждой группе. Стационарные отличаются большими размерами, высокой мощностью и производительностью, высокой стоимостью. Устанавливаются на промышленных предприятиях. Станки для гибки профиля по заданному радиусу бывают 3-х и 4-х роликовые.
- 3-роликовые более простые, но имеют ограниченный сортамент. 2 ролика закреплены в одном положении и вращаются в одну сторону, а 3-й может перемещаться. За счет этого осуществляется регулировка радиуса сгиба. Для выполнения гиба с малым радиусом требуется несколько заходов, что снижает производительность. На концах заготовки остаются прямые участки. Их длина немного превышает половину расстояния между 2-мя подвижными роликами, поэтому необходим припуск. Далее эти участки отрезаются.
- 4-роликовые. У них 2 валика неподвижны, а другие 2 задают изделию нужную форму. За счет этого можно изготавливать сложные детали (круги, спирали и прочее). Часто оснащены системой ЧПУ.
По расположению роликов станки бывают:
- с горизонтальной ориентацией;
- с вертикальной.
Станки с горизонтальными валиками больше подходят для габаритных деталей (высотой до 300 мм), а с вертикальными – для небольших заготовок (прокат) и деталей из особо сложных материалов (например, оконные профили). Ролики для таких станков могут быть стальными или из высокопрочного полимера (полиацеталь, полиэтилен, капролон и другие).
- Стальные имеют больший ресурс и применяются для гибки неокрашенных заготовок. Из-за высокой твердости они могут царапать поверхность.
- Полимерные используются для ответственных работ, когда поверхность должна остаться чистой. Они обладают меньшим трением, имеют устойчивость к коррозии, и у них меньшая масса. Стоят такие валики дешевле, поскольку их легче производить.
Ролики можно менять в зависимости от назначения заготовки и конструкции станка. Машины для гибки по заданному углу представляют собой пресс, между матрицей и пунсоном которого располагается заготовка. В матрице есть паз, стенки которого наклонены под заданным углом, этот угол передается на заготовку. Таких ручьев может быть несколько, а сами пунсоны можно менять. Таким образом осуществляется регулирование угла гиба.
Таких ручьев может быть несколько, а сами пунсоны можно менять. Таким образом осуществляется регулирование угла гиба.
Такие станки часто переносные, они не требуют установки на станину. Для гибки мягкого тонкостенного металла достаточно ручного привода. Типичный представитель этой группы – профилегиб модели «АЛС» («АЛС-А 90» и «АЛС-А 60»). Машины могут быть оснащены СЧПУ, благодаря которому точность гиба достигает 0,01 мм и выше.
Станки с ручным приводом обычно оснащены упорами с нанесенной разметкой.
Станки-автоматы выполняют гиб только одного радиуса или угла, зато работают с высокой скоростью и большой производительностью. Как, например, такая модель. Это оборудование целесообразно покупать только для массового производства одной-единственной детали или нескольких однотипных. Простейшие станки для гибки профиля можно сделать своими руками. Результат их работы почти не отличается от гибов на заводских станках (в неответственных конструкциях). Конструкций существует множество. В крайнем случае согнуть заготовку можно в тисках. Но каким бы совершенным ни было оборудование, работа требует определенных навыков.
Гибка аллюминиевого профиля с помощью станка в видео ниже.
Как согнуть?
Опытные мастера знают, что подготовка гиба занимает гораздо больше времени, чем сама работа.
- Перед работой выберите тип роликов. Если не требуется высокое качество поверхности, они могут быть стальными.
- Если деталь из легированного алюминия, ее нагревают и гнут еще горячую.
- Важно. При нагреве на поверхности образуется окалина, которая попадает под рабочие ролики и царапает заготовку. Поэтому перед гибом ее желательно удалить, например, железной щеткой. Но не прикладывайте больших усилий, чтобы не оставалось царапин.
- Форма ручьев на валиках должна соответствовать профилю заготовки, во избежание сплющивания.
- Для профиля с замкнутым (например, квадрат) и незамкнутым (П-образным) контуром технология работ отличается. Для 2-го не нужно особой подготовки, в то время как 1-й требует предварительных работ.
- Если профиль имеет продольный сварной шов, то шов должен располагаться с внутренней стороны гиба или на боковой стороне. На внешнем радиусе его наличие недопустимо.
Если не сделать подготовку, труба может заломиться или на внутренней стороне появятся складки. Перед работой нужно заполнить ее внутренний объем. Это делается несколькими способами.
С использованием стальной пружины
- Берется пружина, длина которой равна или превышает длину профиля. Витки должны плотно прилегать друг к другу.
- Пружина вставляется внутрь трубы, и затем заготовка поступает на станок.
Достоинство такого метода – простота. Недостаток – нужна пружина, которой может не быть. Да и подходит способ только для круглых деталей.
С применением кварцевого песка
Этот метод более сложный, но более универсальный.
- Необходимо сделать 2 пробки, которые закроют торцы детали. Одна из них плотно набивается на 1-й конец профиля. После работы они извлекаются. Подумайте, как вы это сделаете.
- Внутренняя полость заполняется мелкофракционным песком.
- Вставляется другая пробка. Ее нужно забить молотком, чтобы плотность закрепления была высокой.
- Трубу по всей длине требуется обстучать молотком. Это нужно для равномерного распределения песка по всей длине.
- Далее осуществляется прогрев места гиба (при необходимости). Следите, чтобы не повредились пробки.
- Выполняется загиб.
- Вынимаются пробки, высыпается песок.
Следует сказать, что песок не теряет своих свойств и его можно использовать повторно. Более того, при вибрации и прогреве он измельчается, что положительно сказывается на следующих гибах.
Если песка нет, его может заменить вода, а точнее, лед. Технология работы почти не отличается.
- Забиваются пробки, заливается вода.
- Деталь замораживается.
- Выполняется гибка, но без прогрева.
Способ хорошо подходит для холодного времени года. Но учтите, что при низких температурах металл становится хрупким, поэтому нужно уменьшать скорость работы. Есть еще способ, который вообще не требует специального оборудования. Но он очень трудоемкий.
- Для изгиба по радиусу на заготовке делается большое количество пропилов. Для гиба по углу пропил нужен один.
- Лишний материал удаляется.
- Деталь гнется, а места стыков завариваются.
- Выполняется зачистка и обработка сварных швов. В результате они становятся практически незаметными.

Такой способ не подходит для загиба по радиусу, поскольку окружность состоит из множества прямых отрезков. Но его можно применять для тонкостенных заготовок и загиба под 90 градусов и на другой угол.
Гибка алюминиевого профиля от Алюминиевого цеха №1
Гибка оконных систем
Работа на трехвалковом профилегибочном станке позволяет выполнять гибку рам, импостов, створок из алюминиевых профилей по радиусу как холодной так и теплой серии.Гибка алюминиевых профилей оконных и дверных систем для изготовления рамных и витражных конструкций, а также для входных групп и внутренних, наружных дверей.
• Направления гибки
• Гибка по радиусу рамы
• Гибка по радиусу импоста
• Гибка по радиусу створки
• Гибка по радиусу шпатика
Гибка стоечно-ригельных систем
На нашем трехвалковом профилегибочном станке мы производим гибку стоечно-ригельных систем из алюминиевого профиля c радиусом гибки как постоянным, так и переменный. Данный тип систем является самым распространенным среди всех фасадных систем остекления, это cтойки, ригели, декоративные крышки, прижимыГибка стоек, ригелей, декоративных крышек, прижимов осуществляется в любом направлении.
Гибка для противопожарных систем
Гибка стальных профилей для противопожарных систем применяется при изготовлении оконных и дверных конструкций, когда необходимо обеспечить огнестойкость помещения.Наше оборудование и опыт работы позволяет осуществлять гибку для противопожарных систем согласно всем противопожарным требованиям.
• Направления гибки
• Гибка по радиусу рамы
• Гибка по радиусу импоста
• Гибка по радиусу створки
• Гибка по радиусу шпатика
Гибка специальных профилей
Обладая высокотехнологичным гибочным оборудованием и командой опытных специалистов, мы предлагаем своим заказчикам услуги по вальцовке металлопроката по радиусу различной сложности и геометрии.
Обратившись к нам за гибкой нестандартных профилей индивидуального сечения вы получите гарантированно высокий результат.
Гибка каркаса для натяжных потолков
Изготовление каркаса для натяжных потолков — одна из востребованных услуг по гибке алюминиевого профиля. Мы работаем с профилями предназначенными для крепления натяжного потолка, как европейских так и отечественных производителей.
Гибка по чертежам заказчика
Работа с профилями нестандартного сечения требует проектирования и производства индивидуальной технологической цепи. Наш опыт работ дает как правило положительный результат.
МЫ ПРЕДЛАГАЕМ УСЛУГИ ПО ГИБКЕ АЛЮМИНИЕВОГО ПРОФИЛЯ
Гибка алюминиевого профиля и труб в Москве по радиусу
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Гибка профиля из алюминия – металла, обладающего отменными пластическими свойствами, – позволяет изготовить из него неограниченный круг изделий. Для этой операции используется широкий круг приспособлений: как ручных, так и автоматических. Но при незнании специфики деформации неопытный пользователь может нарушить целостность заготовки и испортить ее.Технология гибки алюминиевого профиля
Изгиб алюминиевого профиля способен выдержать любой сплав на основе этого металла. Однако для материала различной толщины существует свой предельный радиус гибки.В процессе изгибания стороны заготовки испытывают разные механические и физические воздействия. При образовании угла на внутренней стороне она начинает сжиматься продольно и растягиваться поперечно. С внешней стороны происходит обратный процесс. Оговоримся, что такую деформацию претерпевают внешние слои изделия, а нейтральный, расположенный между ними, сохраняет свои характеристики.
Гибка алюминиевых профилей и труб
Кроме гибки профиля Москва и ее предприятия предлагают такую услугу, как гибка алюминиевой трубы – круглой и профильной. Конечно, деформирование пустотелых изделий намного сложнее и имеет свои особенности. Перед тем как приступить к работе, специалисты должны учесть:
Конечно, деформирование пустотелых изделий намного сложнее и имеет свои особенности. Перед тем как приступить к работе, специалисты должны учесть: - возможные максимум и минимум гиба;
- пластичность конкретной марки алюминиевого сплава.
Радиусная гибка алюминиевого профиля
При гибке алюминиевого профиля по радиусу в Москве важно учитывать соответствие степени закругления возможностям пластической деформации материала. Если радиус невелик, а заготовка пластична, напряжение и деформация охватят не только место активного гиба, но и ближайшие участки детали. Особенно важно правильно рассчитать при гибке алюминиевого профиля минимальный радиус, так как погрешности в вычислениях могут привести к растрескиванию профиля.Промышленная гибка алюминиевых
и стальных профилей Риски можно минимизировать, если заказывать гибку в промышленных условиях, а не частникам, и тем более не пытаться выполнить ее дома. Только на современном оборудовании можно добиться максимальной точности гиба. К тому же перед началом работы технологи оценят все достоинства и “подводные камни” конкретного сплава. На профессиональных производствах используются многофункциональные прессы, на которых можно выполнить не только гибку алюминиевого профиля чпу, но и гибку стали.
Цены на гибку алюминиевого профиля
Как и для любой другой операции с металлом, для гибки профиля алюминиевого цена определяется рядом факторов:- объемом партии проката,
- технологией обработки и выбранным оборудованием;
- количеством гибов,
- размерами и толщиной заготовки,
- необходимостью дополнительных услуг.
Гибка алюминиевых профилей под заказ
на современном оборудовании В гибке алюминиевого профиля Москва лидирует по количеству предложений. Оказывает эту услугу и наш цех металлообработки. Полностью укомплектованный и постоянно обновляемый парк техники позволяет нам выполнять заказы любых объемов и срочности.
 Если вам требуется обработать большую партию проката быстро и качественно, вы обращаетесь по адресу.
Если вам требуется обработать большую партию проката быстро и качественно, вы обращаетесь по адресу. Возможности гибки профиля
По сути, при гибке профиля из алюминия прокат подвергается холодному деформированию, проходя через валки профилегибочного станка. Оборудование различается количеством роликов (их может быть три или четыре) и их расположением – на горизонтальной или же вертикальной плоскости.На трехроликовых станках гибку алюминиевого профиля минимального радиуса осуществляют не за один, а за несколько проходов. Каждый из них всё больше увеличивает кривизну дуги, приближая заготовку к конечной форме. Четырехроликовые более подходят для получения изделий сложных форм: на них первоначальную заготовку можно довести даже до спирали или круга. При использовании оборудования с чпу радиус гибки задается программным обеспечением.
Гибка профиля в домашних условиях
Нас часто спрашивают, можно ли “одомашнить” гибку профиля в Москве, то есть выполнить ее в гараже или в условиях частной мастерской. Да, такие работы возможны, хотя они требуют от мастера изрядной сноровки. Согнуть алюминиевый профиль простейшим способом можно при помощи тисков и брусков или сделать самодельное устройство, состоящее из роликов. Однако добиться качественного сгиба и в том, и в другом случае крайне сложно. Если вам требуются изделия “как на заводе”, лучше обратиться с заказом на производство.Процесс гибки алюминиевого профиля
Чтобы добиться качественного изгиба алюминиевого профиля, требуется провести подготовительные работы. Подчас на подготовку уходит вдвое больше времени, чем на сам процесс. Главными последствиями неправильных действий при обработке пустотелого профиля могут стать помятые стенки и трещины на поверхности. Во избежание их изделия плотно набивают наполнителем – кварцевым песком. Чтобы минимизировать трение между гибочными роликами и профилем, и обрабатываемые заготовки, и механизм смазывают техническим маслом.
Перед гибкой алюминиевого профиля в Москве оборудование необходимо настроить. Для этого проводят пробные гибы двух-трех образцов. Если испытания проходят благополучно, работают над серией заготовок. В процессе гибки смазанные маслом ролики и заготовки неизбежно “цепляют” на себя пыль, соринки и крошки. Эти инородные частицы нужно периодически удалять, ведь в больших скоплениях они могут поцарапать нежный алюминий.
Гибка алюминиевого профиля нестандартного сечения
Потенциал нашего оборудования позволяет предложить вам не только гибку алюминиевого профиля минимального радиуса, но и выполнение нестандартных видов гибки. В оценке наших возможностей мы исходим из особенностей материала и исключаем риски его повреждения. Ниже – о некоторых простых и специфических изделиях, которые можно получить при помощи гибки.Гибка алюминиевого профиля для перил
Гнутый алюминиевый профиль – востребованный элемент оформления интерьера и экстерьера. Строительные организации часто заказывают нам эту работу для монтажа перил. Многие задачи настолько неординарны, что доступны только при гибке алюминиевого профиля чпу.Гибка алюминиевого профиля для светильников
Помните, как фильме “Служебный роман” Анатолий Ефремович разглядывает в доме Самохвалова висящую под потолком странную металлическую конструкцию – мобиль? Ее собирали из разных деталей, в том числе и из гнутых алюминиевых листов. Эти конструкции используются в дизайне интерьера и сегодня. А еще с их помощью выпускают более практичные вещи – светильники.Гибка алюминиевого профиля для рекламных коробов
Гибку алюминиевого профиля по радиусу в Москве мы используем и для создания рекламных конструкций – например, коробов. Так как эти изделия обычно имеют нестандартную форму, цех работает над их производством по индивидуальным проектам. И по необходимости может разработать для вас чертежи будущих конструкций.Гибка алюминиевого П-образного профиля
Неограниченное поле деятельности предоставляет П-образный алюминиевый – швеллер. Его используют для сборки легких конструкций, в том числе карнизов, для отделки интерьеров – внутренней и внешней. На даче его можно встретить как элемент теплиц и ограждений, а мебельщики используют эту деталь в качестве направляющей механизма шкафов-купе. Наша гибка профиля алюминиевого, цена которой держится в диапазоне ниже среднего, преобразит это изделие под ваши требования.
Его используют для сборки легких конструкций, в том числе карнизов, для отделки интерьеров – внутренней и внешней. На даче его можно встретить как элемент теплиц и ограждений, а мебельщики используют эту деталь в качестве направляющей механизма шкафов-купе. Наша гибка профиля алюминиевого, цена которой держится в диапазоне ниже среднего, преобразит это изделие под ваши требования. Гибка алюминиевого оконного, дверного и фасадного профиля
для остекления Без алюминиевого профиля не смогли бы работать целые направления строительства. В частности, монтаж окон, входных групп и обустройство фасадов. Надежный и красивый сайдинг, дверные панели, металлические стеклопакеты – всё это собирается из гнутого алюминия. И наша компания уже сегодня готова предложить гибку алюминиевого профиля в Москве для всех этих нужд.
Гибка полнотелого алюминиевого профиля квадратного, прямоугольного и круглого сечения
Наш цех металлообработки выполняет и гибку полнотелых профильных изделий любых форм и сечений. Для достижения этими профилями нужных радиусов используются современные профилегибочные и дорновые станки.Гибка алюминиевого профиля: возможно всё!
Годы работы над гибкой профиля из алюминия доказали: мы можем если не всё, то почти всё. У вас есть алюминиевые полосы, уголки, трубы, швеллеры, тавры и двутавры, но вы знаете о сложном “характере” этих изделий и пока не решили, кому поручить работу? Обращайтесь – и вы уже скоро удивитесь, насколько простой, быстрой и незатратной для вас может быть эта услуга.Предлагая гибку алюминиевого профиля по радиусу в Москве, мы гарантируем, что знаем все нюансы работы с этими материалами, и исключаем брак в процессе.
Гибка алюминиевого профиля в Санкт Петербурге
Металлический алюминиевый профиль используется в разных сферах, в том числе для монтажа гипсокартона, металлических оконных и дверных рам, различных направляющих и стоек, используемых как в домашнем хозяйстве, так и в уличных условиях.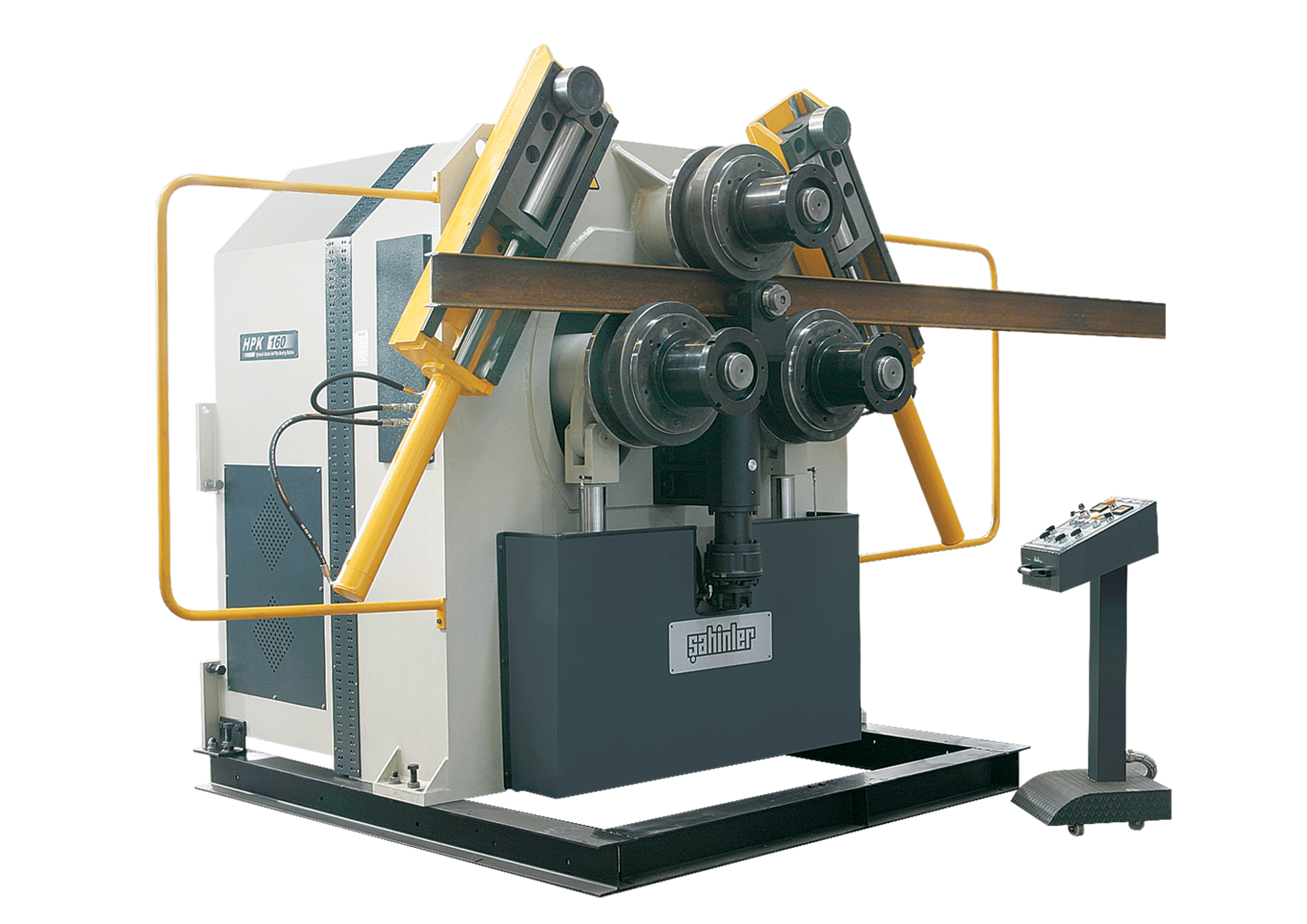
В строительстве его также применяют довольно часто в качестве опорных конструкций или даже коньков на кровле.
В отличии от правки листового металла который осуществляют на специальном станочном оборудовании, гибка алюминиевого профиля осуществляется ручным или автоматическим способами. Позволяет значительно расширить область его применения.
Одним из самых эффективных и точных методов является трехвальцевая или трехроликовая гибка.
Суть метода:
Валы цилиндрической формы, установленные в форме треугольника, совершая круговые движения, протаскивают профиль, придавая ему нужную форму. Сложных форм и конфигураций можно достичь, использую не трех-, а четырех- или пяти-роликовые установки.
Для получения малых радиусов гибку профиля из алюминия производят при помощи роторного станка. Принцип действия роторного гибочного оборудования состоит в наматывании заготовки на, так называемый, ползун, который имеет форму обрабатываемого профиля.
Также применяются и другие виды гибки.
Например, в автомобильной промышленности чаще используется растяжение.
Во время работы концы заготовки фиксируются, а поверхность между ними продавливается до получения нужной формы. Продавливающая матрица, имеет форму конечной детали и передает ее профилю.
Гибка алюминия растяжением аналогична воздействию на прессовальном станке.
В том и другом случае на материал воздействуют давлением, но при прессовании форма изделию придается и за счет опорных матриц, а не только продавливающей, гибочной матрицы.
Гибка алюминиевого профиля прессом, происходит благодаря воздействию давлением сразу на обе поверхности. Гибочные матрицы обычно изготавливают из прессованной резины или прочной пластмассы.
Безусловно, гибка профиля из алюминия осуществляется и без применения сложного оборудования.
Заготовка фиксируется зажимами и изгибается под воздействием инструмента, например молотка. Однако, ручная гибка не может обеспечить нужный результат на 100%. Обычно он сложно предсказуем и может не соответствовать заданным параметрам.
Обычно он сложно предсказуем и может не соответствовать заданным параметрам.
Для получения высококачественного и точного результата, необходимо учитывать множество параметров, в том числе характеристики металла, силу и направление воздействия, возможную упругую отдачу и многое другое, что сделать при ручной гибке алюминиевого профиля практически невозможно.
Экструзионно-гибочная машинаПроизводители, поставщики – Хорошая цена Экструзионно-гибочная машина для алюминия на продажу
1. Гибочная машина с ЧПУ в основном используется для обычного алюминия, алюминиевых окон с термическим разделением, прямоугольной стали. трубка, трубка из нержавеющей стали …
2. Имеет три приводных ролика, работающих с ПЛК, сенсорный экран для управления
3. Может закончить изгиб дуги за один раз или несколько раз по мере необходимости.
4. Может изгибаться полукругом – C-образной, U-образной или эллиптической формой.
5. Максимальное гидравлическое давление может достигать 25 тонн, что позволяет легко гнуть различные алюминиевые дверные и оконные рамы (прямоугольные стальные трубы).
Технические параметры
Модель | LWY02-CNC-100 |
Источник питания | 380В 3P 50 Гц |
5,5 кВт | |
Номинальное усилие толкателя оси Y | 25T |
Точность позиционирования толкателя оси Y | ≤0.02 мм |
Максимальный крутящий момент оси X | 4000 Н / М |
Скорость вращения 3 шпинделей | 1-15 об / мин |
Фиксированное пространство оси | 280-600 мм |
Мин. | 100 мм |
Диаметр шпинделя | 60 мм | Максимальный размер обрабатываемых профилей3 | 120 * 150 мм |
Размер станка | 1300 * 1200 * 1400 мм |
Вес | 1200 кг |
 Радиус бениднга
Радиус бениднга03
03
0
Hot Tags: экструдер для гибки алюминия, производители, поставщики, цена, продажа
Демистификация гибки алюминия методом экструзии
Рынок промышленных изделий требует более низких затрат и меньшего веса, и алюминиевые профили, которые часто необходимо изгибать, удовлетворяют эту потребность.Хорошо спроектированный экструзионный профиль с эффективным изгибом может создать бесшовное звено в структуре и, в конечном итоге, приведет к меньшему количеству проблем для субподрядчика, изготовителя и конечного потребителя, занимающегося гибкой.
С технической точки зрения, экструзии любого размера можно гнуть, но небольшие гибочные цеха часто достигают максимальных размеров профиля 10 дюймов в высоту или 6 дюймов в ширину. Когда производитель ищет субподрядчика по гибке, он должен изучить опыт компании в области гибки аналогичных профилей. Один специалист по гибке может сказать, что определенные характеристики работы приемлемы, а другой – нет.
Это восходит к особому опыту компании в области экструзионной гибки и, что немаловажно, технологии гибочного цеха. Например, если магазин заявляет, что может формировать большие конструкционные профили, ему нужен гибочный станок с широким центром вала.
Думаете ли вы о субподряде или о выполнении работы собственными силами, изготовитель должен начать с двух основных вопросов: Какие конструктивные особенности позволяют легко сгибать экструзию? и если невозможно внести все изменения в дизайн, каковы варианты? Ответ на эти два вопроса заранее – до начала проекта по гибке алюминия методом экструзии – может помочь производителю избежать огромного количества головных болей в будущем.
Во-первых, подумайте о конструкции
Когда дело доходит до формования алюминиевых профилей, инженеру-конструктору нужно о многом подумать. Это выходит за рамки типичных факторов стоимости, включая вес и сплав, используемый при экструзии, которые являются естественными факторами для любого крупномасштабного проекта.
Инженер-проектировщик должен иметь общее представление о том, что делает экструзионно-сгибаемый материал. Толщина различных областей экструзии влияет на изгибаемость секции. То же самое и с симметрией.Зачастую из-за необходимости сэкономить экструзию нельзя изгибать.
Сплав, который выберет проектировщик, будет определять не только прочность экструдированного материала, коррозионную стойкость, вес и долговечность, но и его изгибаемость. Как и в любой ситуации формования, некоторые марки экструдированного алюминия более гибкие, чем другие.
В большинстве случаев экструзионная гибка алюминия связана с сплавами серии 6000, так как эти алюминиевые сплавы обладают хорошей прочностью и формуемостью. Идеальный характер зависит от области применения. Т6 обладает наибольшей прочностью, но его сложнее всего сформировать (см. , рис. 1, ).Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), проектировщику следует учитывать максимальный характер T4. T0 обеспечивает лучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить сформированный профиль на термообработку, искусственно состарив профиль до более высокого состояния, но это, конечно, увеличивает стоимость.
В уравнение также должны входить требования к обработке поверхности и отделке. Например, рассмотрим анодированный экструзионный профиль – обычную обработку для защиты алюминия в суровых условиях окружающей среды.Изгиб секции до малого радиуса приведет к образованию трещин на поверхности, поскольку микротрещины распространяются по анодированному слою, которому не хватает пластичности. Растрескивание происходит в зоне наращивания анодированного покрытия, а не на подложке. Чтобы этого не произошло, после гибки следует проводить операцию анодирования.
Растрескивание происходит в зоне наращивания анодированного покрытия, а не на подложке. Чтобы этого не произошло, после гибки следует проводить операцию анодирования.
Окраска или порошковое покрытие, однако, не всегда необходимо выполнять после гибки ( Рисунок 2 ). Хорошо подготовленный участок, окрашенный или покрытый порошковой краской, может быть сформирован без маркировки, если радиус не настолько мал, чтобы приближаться к пределу профиля, а участок относительно симметричен.
Рисунок 1
Формуемость алюминиевых экструдированных профилей серии 6000 зависит от характера. 9 на 2,5 дюйма Заготовка со стенкой толщиной 1/16 дюйма слева – это материал T6, и даже при малейшем изгибе профиля образовывалась рябь. Справа та же заготовка, хотя и изгибаемая, сформирована чисто до 34 дюймов. радиус. Этот профиль был успешно сформирован на машине с диаметром 44 дюйма. центры.
Сложность экструдированной формы также играет роль.Изготовление более сложной формы может снизить некоторые затраты, например, связанные со сборкой, но в то же время может увеличить другие затраты, включая затраты на гибку. Более того, если гибочный станок и его инструменты не могут надежно контролировать движение экструзии во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или совершенно невозможным.
Дизайнер также должен продумать, как будет использоваться экструзия. Если определенные грани экструдированных секций видны и имеют косметическое значение, проектировщик должен убедиться, что эти грани могут быть сформированы без маркировки.
Конструкция для гибкости
Довольно часто небольшое изменение конструкции секции может сделать ее гибкой или, по крайней мере, гибкой до необходимого радиуса. Создавая профиль, дизайнеры должны стараться сохранить как можно больше симметрии по оси изгиба.
Когда секция асимметрична, скручивающая (скручивающая) сила реагирует на изгибающую силу. Чем меньше симметрия сечения, тем сильнее становится скручивающая сила при изгибе. Это создает проблемы во время изгиба, так как это часто менее предсказуемая сила.Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы.
Чем меньше симметрия сечения, тем сильнее становится скручивающая сила при изгибе. Это создает проблемы во время изгиба, так как это часто менее предсказуемая сила.Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы.
На рис. 3 слева показаны исходные экструдированные секции от дизайнера, а справа те же самые конструкции, модифицированные для изгиба с меньшим радиусом. Обратите внимание, как симметрия и внутренняя опора играют ключевую роль, как и наличие формы (например, достаточно глубокого фланца), которую инструмент для гибки может легко захватить. Конечно, не всегда возможно внести такие изменения в выдавленную форму.В таких случаях всегда полезно найти более опытного специалиста.
Полые профили
Квадратные полые профили могут вызывать проблемы при изгибе по двум основным причинам. Во-первых, дизайнеры часто создают эти секции с квадратными внутренними углами, что может вызвать растрескивание и даже растрескивание твердого материала. При минимальных затратах дизайнер может просто скруглить углы и устранить эту точку напряжения.
Во-вторых, полая секция может стать вогнутой на внутренней стороне, если толщина стенки недостаточна.Это указывает на то, что форма не выдерживает требуемых изгибающих усилий. Это потому, что силы во время изгиба действуют к центру и к нейтральной оси, которая находится в середине симметричного участка.
Чтобы противодействовать этому, у дизайнеров есть несколько вариантов. Они могут увеличить толщину стенки, но часто это невозможно из-за слишком высокой стоимости. В качестве альтернативы они могут добавить ребро жесткости или ребро в плоскости изгиба, добавить радиус к внутренним углам или сделать и то, и другое (см. , рис. 4, ).Добавление ребер жесткости и внутренних радиусов естественным образом увеличивает вес профиля, но это может быть приемлемо для улучшения качества.
Секции канала
Асимметрия – враг легкого изгиба, поэтому секции канала бывает так сложно сформировать (см. Рисунок 5 ). Их сильно асимметричная форма испытывает большую скручивающую силу во время сгибания, и ноги пытаются двигаться к центральной оси. Изменение конструкции – на конструкцию с основанием, равным или немного шире ножек – поможет специалистам по гибке немного лучше контролировать скручивание.
Рисунок 5 ). Их сильно асимметричная форма испытывает большую скручивающую силу во время сгибания, и ноги пытаются двигаться к центральной оси. Изменение конструкции – на конструкцию с основанием, равным или немного шире ножек – поможет специалистам по гибке немного лучше контролировать скручивание.
Секции каналов часто служат целям, например, являются частью пути или транспортной системы. Большинство специалистов по гибке должны уметь правильно формировать их, если допуски указаны в нескольких ключевых областях. Если производитель передает работы субподрядчикам, он должен отправить детали или фитинги специалисту по гибке, чтобы убедиться, что все соответствует требованиям.
Рисунок 2
Этот предварительно окрашенный алюминиевый профиль был изогнут без маркировки
. В любом заказе для специалиста по формовке алюминия должны быть указаны требования, которые позволили бы секции входить или свободно перемещаться в сборке в соответствии с конструкцией.В заказе также должен быть указан допуск зазора (№ 1 в , рис. 6, ) для тележки или салазок, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не ударится о профиль.
Структурные формы
Рассмотрим алюминиевую конструктивную форму на рис. 7 Рис. 7 , изогнутую в направлении, показанном черной стрелкой. Все ножки смещены к центру (как показано красными стрелками на рисунке) – тенденция, особенно заметная на конструктивных секциях балочного типа.
Если бы это была обычная балка из углеродистой стали, полки тянулись бы в противоположном направлении, создавая натяжение на стенке и, следовательно, сохраняя ее плоской. Этот метод, как правило, не подходит для алюминия, поэтому можно использовать и другие методы.
Когда модификация профиля невозможна
В идеале дизайнер изменяет форму профиля или добавляет элементы, чтобы упростить формование. Но в реальном мире, конечно, это не всегда возможно, часто потому, что желаемые функции в разделе просто не допускают каких-либо значительных изменений.
Но в реальном мире, конечно, это не всегда возможно, часто потому, что желаемые функции в разделе просто не допускают каких-либо значительных изменений.
Компания по гибке может иметь станок для гибки на оправке с большим радиусом, который может поддерживать секцию изнутри во время гибки. Но это особый процесс, и не многие компании владеют такими машинами.
Еще одно решение – заполнить анкету; подходящие материалы включают сплавы с низкой температурой плавления; водорастворимый наполнитель типа воска; гибкий нейлон; и плотно утрамбованный песок для поддержки формы. У каждого наполнителя есть свои достоинства и недостатки. Некоторые из этих возможностей обычно предоставляются только более крупными специалистами по гибке на определенном рынке.
Особенности
Алюминиевые экструзии могут иметь особые особенности, которые могут значительно упростить последующее изготовление и сборку. Но при добавлении таких элементов дизайнерам необходимо тщательно их размещать и учитывать, как эти элементы повлияют на изгиб.
Винтовые порты – отличная идея для экономии времени при креплении торцевых заглушек к профилям, являются ярким примером (см. Рисунок 8 ). Если дизайнер разместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри.Расположенные на одной линии с радиусом, порты способствуют изгибу, поскольку они создают эффект ребра жесткости. Очень важно доставить саму заглушку специалисту по гибке, который может использовать ее в качестве инструмента для проверки.
Гайки с гайками – еще один хороший пример. Эти особенности помогают скрепить экструдированные секции вместе. По сути, они представляют собой канал, предназначенный для плотной посадки гайки или головки болта между плоскостями, что предотвращает вращение головки гайки или болта.
Проектировщики должны следить за тем, чтобы след гайки не находился на линии изгиба, как показано слева на Рис. 9 .Во время изгиба вокруг оси силы должны легко передаваться по профилю. Если возможно, всегда лучше добавить отверстие для винта на одной стороне профиля, как показано справа на Рисунке 9.
9 .Во время изгиба вокруг оси силы должны легко передаваться по профилю. Если возможно, всегда лучше добавить отверстие для винта на одной стороне профиля, как показано справа на Рисунке 9.
Рисунок 3
Алюминиевые профили слева представляют собой оригинальные конструкции, а справа – конструкции, модифицированные для гибки с меньшим радиусом.
Гибка профиля по всей длине
Если секция несколько симметрична, ее, вероятно, можно согнуть до самого конца профиля, что избавляет от необходимости обрезать прямой остаток после гибки.Вопрос о том, можно ли это сделать эффективно и многократно, зависит от конструкции экструзии.
Рассмотрим анализ методом конечных элементов (МКЭ) трех различных форм профиля на рисунке 10. Экструзия слева представляет собой сечение Z-типа, а красные (напряженные) области показывают явно неровные участки под действием изгибающих сил. Средний профиль представляет собой угол, который также является асимметричным, но демонстрирует меньшее напряжение с одной стороны и, следовательно, меньшее усилие скручивания. Крайний правый профиль симметричен оси изгиба и, следовательно, изгибается равномерно до самого конца секции.
Меньше напряжения, лучше изгиб
Экструзия может не формироваться так хорошо без хорошего планирования, и эти FEA иллюстрируют критический момент: все дело в управлении стрессом. Это касается не только общей формы профиля, но и любых особенностей и покрытий. В конечном итоге, чем меньшее напряжение выдерживает экструдированный алюминиевый профиль во время изгиба, тем лучше будут результаты.
Крейг Барншоу, управляющий директор британской компании Inductaflex Ltd., 44-333-939-8888, www.indctaflex.com, представленный в США компанией Trilogy Machinery, Belcamp, Md., 410-272-3600, www.trilogymachinery.com.
▷ Б / у Профилегибочный станок | Станки для гибки алюминия и стали
Профилегибочные станки, бывшие в употреблении в Surplex
Index
- Что такое профилегибочный станок?
- Разница между ручным и гидравлическим профилегибочным станком
- Использование и работа профилегибочных станков
- Известные производители
Перед тем, как дать определение профилегибочному станку, важно указать, что такое « профиль »относится к. Профили представляют собой стержневые изделия, используемые для сохранения поперечного сечения по всей своей длине. Существует несколько типов профилей, таких как трубы, оконные рамы, балки, двутавровые балки, тавровые балки и конструкционные профили. В процессе их изготовления особое внимание уделяется обеспечению линейности. Перед применением профили необходимо отрегулировать в соответствии с конкретными требованиями. Это задача профилегибочного станка. Стандартная конструкция профилегибочного станка обычно одинакова, независимо от производителя.Профилегибочные станки обычно состоят из трех валков, которые в промышленных условиях имеют гидравлический привод. Помимо гидравлических профилегибочных машин, существуют также станки с ручным управлением, которые работают с домкратами.
Профили представляют собой стержневые изделия, используемые для сохранения поперечного сечения по всей своей длине. Существует несколько типов профилей, таких как трубы, оконные рамы, балки, двутавровые балки, тавровые балки и конструкционные профили. В процессе их изготовления особое внимание уделяется обеспечению линейности. Перед применением профили необходимо отрегулировать в соответствии с конкретными требованиями. Это задача профилегибочного станка. Стандартная конструкция профилегибочного станка обычно одинакова, независимо от производителя.Профилегибочные станки обычно состоят из трех валков, которые в промышленных условиях имеют гидравлический привод. Помимо гидравлических профилегибочных машин, существуют также станки с ручным управлением, которые работают с домкратами.
- Профили представляют собой стержневые изделия
- Используются для сохранения поперечного сечения по всей их длине
- Их необходимо отрегулировать в соответствии с конкретными требованиями
Профилегибочные станки с ручным управлением в основном используются для умелые ремесла и промыслы.Например, автомобильные мастерские используют их для производства определенных деталей, таких как выхлопные трубы, и придают трубам специфические характеристики их собственных мастерских. Конструкция таких профилегибочных станков обычно одинакова: два ролика лежат в ряд, а третий валок расположен поперек них в шахматном порядке. Затем заготовка помещается между двумя линейными роликами и шахматным роликом. Ролики приводятся в движение с помощью кнопки, после чего они начинают перемещаться друг над другом.
INDUMASCH Профилегибочный станок в работе Для получения точных результатов требуется мощный гидравлический профилегибочный станок.Процесс гибки на этих металлообрабатывающих станках начинается, как только валки встречаются с заготовкой, и может быть остановлен автоматически или вручную. В конце процесса ролики отдаляются друг от друга, и профиль приобретает новую желаемую форму. В качестве альтернативы трехвалковой конструкции существуют также профилегибочные станки, в которых в качестве формующего элемента используется специальный инструмент, изготовленный на заказ. Затем профиль прижимается к месту с помощью этой машины. Этот процесс обычно используется в массовом производстве.
В качестве альтернативы трехвалковой конструкции существуют также профилегибочные станки, в которых в качестве формующего элемента используется специальный инструмент, изготовленный на заказ. Затем профиль прижимается к месту с помощью этой машины. Этот процесс обычно используется в массовом производстве.
Доступен широкий спектр профилегибочных станков, которые в основном используются для холодной гибки профилей, различающихся по форме и размеру. На различных профилегибочных машинах можно обрабатывать профили с поперечным сечением от нескольких миллиметров в диаметре до трубопроводов с поперечным сечением более двух метров. Гибка профилей должна производиться с большим усилием, но также должна допускаться контролируемая правка, которая достигается за счет использования профилегибочного станка.Если профиль просто закрепить на станке и согнуть, он никогда не сможет принять желаемую форму и в конечном итоге просто сломается. Особенно это касается пустотелых профилей, таких как трубы или рамы теплоизоляционных окон. Однако с помощью профилегибочного станка профили сгибаются до нужной формы с особой осторожностью и точностью, не нанося им повреждений.
Работа с профилегибочным станком требует большого опыта, если только он не предназначен для массового производства небольших деталей, которое в значительной степени автоматизировано.Сертифицированная квалификация не требуется, но неквалифицированные рабочие должны пройти интенсивное и контролируемое обучение, чтобы правильно пользоваться профилегибочным станком. Это особенно важно для изделий сложной формы или высококачественных продуктов, таких как трубы для трубопроводов.
В промышленном отношении хорошо известными производителями являются KNUTH, ROUNDO, VOORTMANN и THOMAN. Подходящие подержанные профилегибочные станки для мастерских и строительных площадок можно приобрести в компаниях O + P, GRANGIER CONSTRUCTEUR и NUOVA. Поставщиками машин для особо крупных продуктов являются SUPERIOR и GENERAL DISCILLING.
Качественные бывшие в употреблении машины многих из этих брендов часто можно найти в хорошем состоянии на нашем веб-сайте, а также на наших промышленных аукционах по конкурентоспособной цене.
Китай Станок для гибки алюминиевого оконного профиля Станок для гибки окон арки Производители и поставщики – Прямая цена с завода
Станок для гибки оконного профиля из алюминия
Видео машины:
1.Эта машина для гибки оконных профилей с ЧПУ используется для автоматической гидравлической гибки алюминиевых профилей.
2. LWY-CNC-1500 использует систему управления DELTA, которая обеспечивает высокую точность гибки.
3. Использует импортную систему управления и систему контроля давления масла, что позволяет сохранять точность определения местоположения.
4. Он может гнуть C, U, OVAL, Road и т. Д.
5. При изгибе не происходит повреждения поверхности профиля.
6.Эта модельная машина для производства алюминиевых дверей и окон соответствует передовому международному уровню.
Параметр:
Источник питания | Изготовлен на заказ | ||
Импортная мощность | 4,5 кВт | ||
Рабочее давление воздуха 0,8 МПа | |||
Расход воздуха | 0,04 м³ / мин | ||
Номинальное давление масляного насоса | 16 МПа | ||
150002 | 900 Макс. | Без ограничений | |
Мин. Диаметр | 400 мм | ||
Макс. Толщина | Для алюминия без ограничений | ||
Макс. сечение | 300 * 240 мм | ||
Внешний размер | 1800 * 1600 * 1600 мм | ||
Вес | 800 кг |
 Диаметр
ДиаметрHot Tags: станок для гибки алюминиевых оконных профилей, станок для гибки арочных окон, Китай, производители, поставщики, завод, цена, на продажу
5 Методы гибки и растяжения для экструзии алюминия
Когда алюминий выдавливается через матрицу, он должен выходить прямо.Разработчики штампов приложили много усилий для достижения этого результата, потому что экструзия изогнутой или скрученной формы бесполезна во многих областях. Однако бывают случаи, когда требуется изогнутая или закругленная алюминиевая экструзия. Один пример – это орудия для лодки, другой – компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы гнуть алюминиевый профиль: обычно наш ответ – это какой-то вариант: «Это зависит от обстоятельств».
Гибка экструдированного алюминия сопряжена с множеством проблем. Здесь мы объясним, почему это нелегко, и познакомим с пятью методами, как это сделать.Если вы дизайнер, который хочет знать, каких радиусов мы можем достичь на различных участках, вы найдете здесь кое-что из того, что вам нужно, но мы рекомендуем вам связаться с нами для более подробного обсуждения.
Свойства и состав алюминия Алюминий обычно довольно мягкий и пластичный. Это упрощает работу, но не очень полезно для большинства приложений. Чтобы преодолеть это, он сплавлен с другими элементами.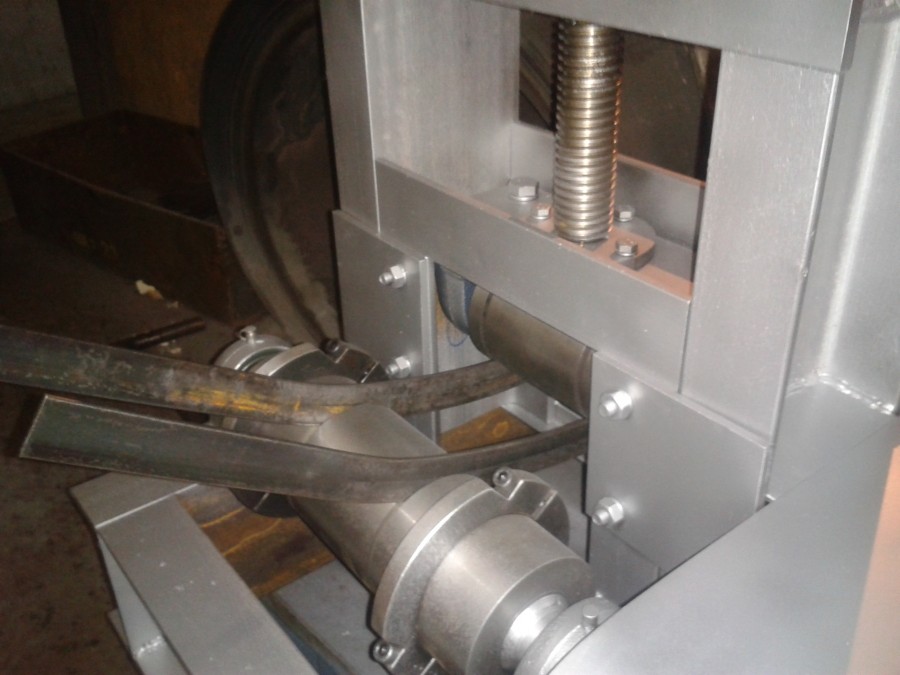 Эти алюминиевые сплавы производятся различных марок, называемых «серийными».Есть 1000 серий, 2000 и так далее, до 7000.
Эти алюминиевые сплавы производятся различных марок, называемых «серийными».Есть 1000 серий, 2000 и так далее, до 7000.
Каждая серия имеет немного разный состав и, следовательно, разные свойства. Кроме того, для термообработки подходят сплавы серий 2000, 6000 и 7000. Это увеличивает их прочность при одновременном снижении пластичности.
Большинство алюминиевых профилей относится к серии 6000. Помимо высокой пластичности, он обладает хорошей прочностью и устойчивостью к коррозии. Термическая обработка затрудняет изгиб сплава, поэтому, как правило, это лучше делать после придания окончательной формы.
Соображения по геометрииИзгиб сжимает внутреннюю сторону и растягивает внешнюю. При изгибе тонкой полосы в направлении ее толщины (а не ее ширины) разница в радиусе изгиба достаточно мала, поэтому растягивающие и сжимающие силы невелики. По мере того, как заготовка становится толще, проблемы возрастают.
В качестве примера трудности рассмотрим изгиб двутавровой балки того типа, который обычно используется в трейлерах и архитектурных приложениях.Для начала согнем его в направлении верхнего и нижнего фланцев. В этом случае центральная перемычка легко изгибается, но по мере изгиба внутренних и внешних кромок фланцев на разные радиусы они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может вызвать коробление.
Теперь, если мы согнем двутавровую балку в направлении полотна, проблемы умножатся. Разные радиусы имеют не только верхний и нижний фланцы, но и верхняя и нижняя части стенки.
Ключ к успешной гибке – это контроль перемещения каждого элемента экструзии.Это намного проще, если экструзия симметрична, при условии, что ось симметрии совмещена с радиусом изгиба. Асимметричные профили чрезвычайно сложно согнуть без значительных искажений.
Экструзия полого профиля создает еще одну проблему: при отсутствии каких-либо опор металл при сжатии имеет тенденцию изгибаться внутрь. В некоторой степени это можно преодолеть, если заполнить внутреннюю полость чем-то, что сопротивляется продольному изгибу, но это значительно усложняет изгиб.В качестве альтернативы можно сделать стены более толстыми, увеличить внутренние радиусы и, если возможно, добавить внутренние элементы жесткости.
В некоторой степени это можно преодолеть, если заполнить внутреннюю полость чем-то, что сопротивляется продольному изгибу, но это значительно усложняет изгиб.В качестве альтернативы можно сделать стены более толстыми, увеличить внутренние радиусы и, если возможно, добавить внутренние элементы жесткости.
В отличие от гибки металлического листа на листогибочном прессе, при гибке прессованием целью является создание кривизны. Для этого экструдированный участок наматывают на матрицу. Обычно требуется некоторый перегиб, потому что экструзия будет демонстрировать некоторую степень упругости. Пять наиболее распространенных методов гибки и экструзии:
- Гибка с опорой / выталкиванием
В этом методе полукруглый плунжер прижимается к экструдированной секции.С обеих сторон пресс-плашки поддерживают секцию, поворачиваясь, когда она оборачивается вокруг плунжера. Плунжер имеет форму зеркального отражения профиля внешнего сечения, как и штампы давления. Несколько изгибов можно расположить близко друг к другу, хотя за один раз выполняется только один. Наименьший достижимый радиус изгиба примерно в четыре раза больше диаметра секции (или описанной окружности).
- Ротационная гибка с вытяжкой
Этот метод позволяет получить очень малый радиус изгиба – примерно такой же, как диаметр сечения.Гибочная матрица имеет круглую форму с зеркалом внешнего профиля сечения примерно на 270 ° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, охватывая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением матрицы.
- Трехвалковая гибка
Это метод, который мы используем в Wiley. Как и при изгибе с помощью плунжера / толкания, секция поддерживается в двух местах, а матрица опускается между ними. Отличие заключается в том, что цилиндр и пресс-плашки заменяют ролики. Имея форму, соответствующую секции, они вращаются, протягивая секцию насквозь и создавая большой радиус. При гибке валков можно даже получить полные круги. Его часто используют для придания формы большим сечениям, используемым в архитектурных или строительных приложениях.
Отличие заключается в том, что цилиндр и пресс-плашки заменяют ролики. Имея форму, соответствующую секции, они вращаются, протягивая секцию насквозь и создавая большой радиус. При гибке валков можно даже получить полные круги. Его часто используют для придания формы большим сечениям, используемым в архитектурных или строительных приложениях.
- Гибка под давлением
Здесь экструзия прижимается к стороне неподвижного плунжера, который имеет зеркальный профиль вокруг дуги 180 °.Затем пресс-форма оборачивает экструзию вокруг плунжера. Минимальный радиус примерно в три раза больше диаметра экструзии или описываемой окружности. Гибка сжатием часто выполняется на станках с двумя головками для изготовления форм с симметричными изгибами на каждом конце.
- Формование растяжением
Этот метод используется для деталей с большим радиусом изгиба. Это влечет за собой зажатие обоих концов экструзии для удержания ее в напряжении (растяжении). Затем закругленная матрица прижимается к средней точке экструзии для создания изгиба.Благодаря натяжению сохраняется контроль над общей длиной, имеется небольшая маркировка на поверхности и хорошая повторяемость угла изгиба.
Если вам нужно согнуть алюминиевый профиль, свяжитесь с нами При правильной настройке экструзионный пресс производит прямые отрезки экструдированного профиля. Это то, в чем нуждаются многие приложения, например, рамы машин. Однако в некоторых ситуациях желательно указать радиус в сечении. Алюминиевые экструзии серии 6000 обладают хорошей формуемостью и, в зависимости от геометрии, могут изгибаться различными способами.Однако это непросто. Если вы проектируете с помощью экструзии и хотите добавить изгибы, мы рекомендуем вам позвонить или написать по электронной почте, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн.
Гибка алюминиевых профилей | Невиллес Прецизион Инжиниринг Лтд
Процесс гибки алюминиевых профилей практически идентичен. Он имеет секции из мягкой стали; разница в том, что алюминиевые экструзии требуют более высокого уровня точности и контроля из-за различных свойств металлов.При гибке алюминия он имеет тенденцию к деформации и растрескиванию, если мы не используем правильные методы. Алюминий бывает нескольких сортов и уровней твердости. Чаще всего используется алюминиевый сплав 6063 Т6. 6063 T6 имеет хорошую формуемость, свариваемость и коррозионную стойкость. Они часто используют 6082 для архитектурных приложений. Этот сорт обладает высокой устойчивостью к коррозии и хорошей формуемостью. В Neville Precision мы можем предложить 3 различных метода гибки профилей.
Оправка для гибки
При прокатке (тонкостенного) профиля на малый радиус существует повышенный риск разрыва и деформации.Чтобы этого не произошло, для гибки профиля используется оправка.
Мне нужен специальный станок для гибки оправок с ЧПУ для этой техники, а также требуется специальное оборудование для продукта, чтобы ограничить деформацию поперечного сечения до абсолютного минимума.
Гибка с растяжкой
Гибка с растяжением возникла в авиационной промышленности, сейчас она также широко используется в архитектуре, машиностроении и автомобилестроении.
Это очень точный метод гибки, при котором поверхность материала остается в идеальном состоянии, а диаметр искажается минимально.Он идеально подходит, например, для алюминиевых фасадных профилей, тентовых профилей и аэродинамических профилей, где визуальный аспект применения очень важен.
Для этого процесса гибки мы используем специальный станок для гибки с растяжкой. Это надежно зажимает профиль с обоих концов, натягивает их, а затем оттягивает их назад вокруг формы.
В отличие от прокатки профиль не контактирует со станком.
НОВИНКА ДЛЯ 2021 ГОДА Neville Покупка алюминиевого профиля 80MRE
Полностью автоматический станок для гибки алюминиевого профиля с ЧПУ
от Shandong Jintai Electrical Equipment Co., ООО | ID
Основные характеристики
1. Это хороший станок для гибки строительной арматуры. машина в основном используется для гибки металлических материалов, таких как железо, медь и алюминий, а также материалов специальной формы. Это хорошая машина для производителей мебели, производителей кованого железа, производителей алюминиевых дверей и окон, предприятий по производству декоративных стальных конструкций.
2. В нем используется датчик бесконтактного переключателя и встроенный микрокомпьютер, который решает проблему большой ошибки гибки традиционного гибочного станка.
3. Машина оснащена контроллером с ЧПУ, что обеспечивает простоту в обращении и высокую точность.
4. Использование программного обеспечения с ЧПУ делает операцию гибки очень простой.
5. Может сгибать многие формы, такие как C-образная, U-образная, S-образная, круг и пружина.
6. Способен обнаруживать данные отскока материала, устраняет отскок.
7. Использует более удобную операционную систему и, таким образом, повышает эффективность работы.
8. Низкое энергопотребление.
Технические параметры
входная мощность 10.5 кВт
входное напряжение 380 В 50 Гц
давление воздуха 0,4-0,8 МПа
мин. Диаметр изгиба 230 мм
макс. Диаметр матрицы ролика 200 мм
скорость вращения вала 1-8 об / мин
диаметр ролика 40 мм
макс. Ширина профиля 200 мм
межосевое расстояние между роликами 330-750 мм
точность позиционирования 0,02 мм
давление масла 20 т (200 МПа)
ход верхнего ролика 280 мм
размер машины 1200x1100x1100 мм
вес 1000 кг
- Сертификация: CE, ISO
- Состояние: NEW
- Послепродажное обслуживание: ДА
- Фирменное наименование: JINTAI
- Место происхождения: КИТАЙ
- Входная мощность — 10.
