Простой трубогиб для профильной трубы своими руками
Самодельный станок трубогиб для гибки профильной трубы, подробные фото по изготовлению станка.
Конструкция данного трубогиба, достаточно проста в изготовлении, правда понадобится выточить некоторые детали, но их можно заказать у токаря. Процесс изготовления самодельного станка, подробно показан на этих фото, а в конце статьи, также имеется видео, где показан трубогиб в работе.
Для изготовления станка, использованы уголки 60 х 40 и 35 х 35, а также прочий металлолом.
Для начала автор изготавливает основание. Для этого, он берет два уголка 60 х 40 мм и сваривает их между собой. Далее от уголка размером 35 х 35 мм, отрезаем, заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.
Теперь нужно изготовить платформу для крутящего валика. На нее пошли два уголка 60 х 60 мм, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.
Следующий этап: изготовление опор под валики и подшипники. Из профильной трубы 20 х 40 мм вырезаются заготовки. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук.
Опоры привариваются к основанию, по 4 штуки с каждой стороны.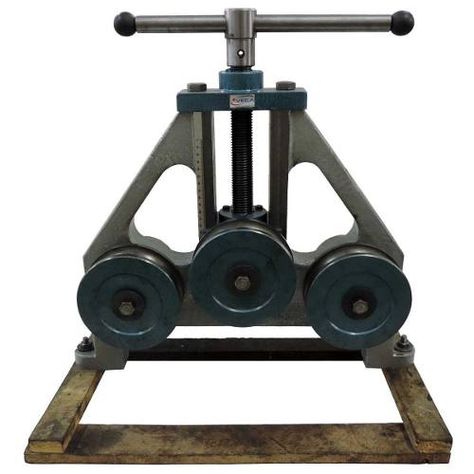 На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля.
На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля.
Следующий шаг изготовление креплений, они необходимы для жесткого крепления станка к поверхности стола, чтобы при работе он был устойчив.
Покраска и сборка.
Самодельный трубогиб, удачно прошёл испытания, согнутая профильная труба получилась равномерной без изгибов.
В этом видео, автор показывает свой самодельный станок:
Автор самоделки: Юрий Сербин.
Самодельный профилегибочный станок своими руками
Для того чтобы согнуть профильную трубу для каких-либо целей, используют специальный агрегат под названием трубогиб, а также домашний инструмент, который называется гнутья. Он может быть произведен собственноручно, но есть возможность купить его в центре стройматериалов либо на строительном рынке. Для того чтобы грамотно и эффективно манипулировать таким устройством, необходим определенный опыт и сноровка.
Также важно учитывать и то, что стоимость заводского трубогиба немаленькая. Лучше всего для начала попробовать осуществить сборку сгибателя труб в домашних условиях, но для его изготовления требуется использовать подручные средства и следовать определенным правилам производственного процесса. Станок для гибки профильной трубы очень часто производят своими руками, не обращаясь к услугам мастеров .
- Составные элементы агрегата и как использовать механизм по максимуму?
- Самостоятельное создание
- Последовательность сборки
- План изготовления трубогиба в домашних условиях
- Операции по производству
- Как согнуть металлический элемент для обработки?
- Cоветы по эффективной сборке простого и сложного агрегата для изгиба трубы
Составные элементы агрегата и как использовать механизм по максимуму?
Для изготовления данного механизма в домашних условиях, а также для сборки профильных труб своими руками, прибегают к специальным чертежам разного рода конструкций. Чтобы грамотно выбрать, нужно использовать тот материал, который есть в наличии.
Чтобы грамотно выбрать, нужно использовать тот материал, который есть в наличии.
Чаще всего выбор делают в пользу фронтальных гибочных станков для профильной трубы и ее составных частей. Основные элементы конструкции агрегата, которые позволяют сделать профилегибочный станок своими руками, следующие:
- Три стальных вала либо из полимерных сплавов и соединений.
- Цепь для привода механизмов.
- Вращательные оси.
- Обтекатель для приведения в движение всех механизмов устройства.
- Становой хребет, на котором крепятся все несущие части.
Как правило, современные механизмы для изгибания трубы либо гидравлический профилегибочный станок производят вместе с роликами. Основной материал для производства роликов: древесина и полиуретан.
Для безошибочного выбора изделия принимают решение в пользу плотности металла, который предполагается подвергнуть агрегатному воздействию. В случае несоблюдения этого правила, высока вероятность порчи металлической конструкции и ее разрушения.
Чтобы не испортить предмет и согнуть конструкцию правильно, важно принять во внимание, какая технология влияет на данный процесс. Чаще всего в трубогибных механизмах используют принцип прокатки и вальцовочной оснастки; это лучше всего дает возможность снизить риск излома корпуса и не допустить повреждения поверхности трубы.
Чтобы изогнуть профильную трубу под запрашиваемым углом, ее инсталлируют между колесами агрегата и последовательно производят вращательные движения несъемной ручной впадиной. Такая технология дает возможность контролировать угол для изгиба профильной трубы на агрегате в соответствии с запланированными параметрами.
Самостоятельное создание
Для изготовления несложного станка для производства изогнутой трубы используют такие составные части, как:
- Домашний домкрат.
- Профильная и полочная часть для производства каркасного элемента.
- Пружины с высоким уровнем прочности и плотности.
- Три стандартных вала.
- Цепь для привода осевого сечения.

- Некоторые другие несложные элементы конструкции.
Для того чтобы сделать работу правильно и не испортить изделие, следует подойти к данному процессу максимально серьезно, и выполнить все от и до по видеоинструкции, в которой можно наблюдать профилегибочные станки. Только тогда работа в полной мере может считаться выполненной на отлично.
Последовательность сборки
Изготовление устройства для изгибания профильной трубы требует приложения значительных усилий в точной последовательности.
- Подготовка надежной несущей части. Эта часть соединяется качественной сваркой и натяжением болтов по всей несущей поверхности.
- Предварительно изготовить схему сборки агрегата и позаботиться об установке осей вращения и самих крутящих элементов. Расстояние является основной причиной, под каким углом будет изгибаться профильная труба.
- Для приведения механизма такого типа в активацию необходимо спустить цепную передачу. Передача включает в свой состав три шестерни разных габаритов, при этом сама цепь может быть сняты с авто либо мопеда.
- Для запуска такого агрегата используют специальную ручку, которая имеет связь с одним из валов. Эта ручка и создает необходимый крутящий момент станка для профилигибочного монтажа.

План изготовления трубогиба в домашних условиях
Для самостоятельного изготовления агрегата требуется приложить некоторые усилия и следовать инструкции:
- Шпонка, установленная в механизм, соединяет элементы подшипников и профилегибы, а также кольца и шестерни. Прежде всего, занимаются разработкой чертежа агрегата, расположением подшипников и роликов, вытачивание деталей лучше всего доверить настоящему профессионалу. Данный механизм включает в себя три вала. Их расположение: на пружинах и по бокам.
- После этого в кольцах делают отверстия: их назначение состоит в производстве пазов и резьбового сечения.
- Далее необходимо сделать специальную полочку – она необходима для монтирования вального прижимного сечения.
- Полку держат в подвешенном состоянии и инсталлируют на ней вал для прижима; для этого применяют пружины, по бортам которых и устанавливают валы для опоры, а также присоединяют ручку.
- На завершающем этапе на трубогиб устанавливают домкратный механизм.

Особенности, на которые следует обращать внимание во время работ по монтажу:
- Вал для прижима как дополнение прикручивают к шпонной поверхности.
- Монтировку вала прижима осуществляют в соответствии с четким планом.
- Магнитным уголком натягивают цепи на агрегате, его чаще всего используют как держатель.
- Цепные звездочки прикручивают с использованием шпонок: их производят из гравера.
- Домкратный агрегат устанавливается на специальную платформу посредством болтов и сварки.
Операции по производству
Процесс производства трубогибного агрегата и профильных труб своими руками достаточно сложный, он требует много времени и усилий. Механизм оснащается гидроцилиндрическим приводом, устройством для нагнетания воздуха, а также трубными упорными механизмами.
В интернете можно найти множество материала, который дает исчерпывающее представление по изготовлению аппарата, но основные моменты следует учитывать, дабы максимально сократить время сборки и комплектации аппарата. Для выполнения требуемого изгиба трубы для теплицы посредством гидравлического механизма, в него инсталлируют башмак и делают фиксацию с обеих сторон.
Для выполнения требуемого изгиба трубы для теплицы посредством гидравлического механизма, в него инсталлируют башмак и делают фиксацию с обеих сторон.
Процесс контроллинга операции легко взять под свое начало, если внимательно следить за тем, чтобы труба шла ровно под заданным углом. Для извлечения изогнутой трубы необходимо просто повернуть ручку не менее двух раз в обратную сторону.
Сложный гидравлический агрегат для загиба трубы сделать лучше всего посредством дорогостоящих механизмов, которые в избытке представлены в открытых источниках. Вот основные моменты изготовления сложного механизма своими руками:
- Каркас оборудования изготавливают строго по техническим чертежам.
- В самом низу агрегата устанавливают металлическую пластину, на которой и крепят домкратный механизм.
- Вальцы для рабочей части можно как приобрести в магазине, так и сделать своими силами.
- Ролики фиксируются посредством стальных болтов строго по чертежам.
Как согнуть металлический элемент для обработки?
Современные машины способны на высоком уровне гнуть трубные производные из любого даже самого прочного металла, который применим для изготовления изделия. Изготовление осуществляется посредством горячего и холодного изгиба, перед непосредственным нагревом участка трубной поверхности. При холодном воздействии лучшего всего изгибать посредством использования пластичных материалов.
Изготовление осуществляется посредством горячего и холодного изгиба, перед непосредственным нагревом участка трубной поверхности. При холодном воздействии лучшего всего изгибать посредством использования пластичных материалов.
Перед обработкой трубу наполняют песком и солью, также нередко смазывают маслом и смачивают холодной водой. Это дает возможность изогнуть трубу с применением незначительных средств смазки и профилактических работ. Но для того чтобы изогнуть трубу из жесткого металла наилучший метод – это использовать горячий изгиб. Так процесс займет намного меньше времени, чем в случае с работой на холодную.
Видео: самодельный трубогиб.
Cоветы по эффективной сборке простого и сложного агрегата для изгиба трубы
Квалифицированные специалисты разъясняют основные моменты о том, какие методы наиболее продуктивно использовать для проведения изгиба по новейшим технологиям.
- В простых ручных механизмах необязательно использовать звездочки, а сделать коллект из сопутствующих материалов на основе ролика для приводного механизма. Вместо устройства для прижима чаще всего используют мощь домкратного агрегата. Это более дешево и продуктивно.
- В случае шаблонной оснастки наилучшим вариантом является использование простых крючков из металла.
- Как правило, используют трубогиб на основе трех роликов для изготовления профильной трубы под значительным радиусным углом.
- При изготовлении более подвижных роликов есть возможность изменять угол изгиба трубы под воздействием движущихся роликовых оснований.
- Сборку такого механизма лучше всего доверять действительно квалифицированному персоналу во избежание значительных дополнительных трат на ремонтные операции.
Совет: для того чтобы в полной мере соблюсти размер изделия и выпустить по-настоящему надежный гидравлический профилегибочный станок, лучше всего для начала произвести необходимую операцию по изгибу на основе деревянного либо пластикового шаблона.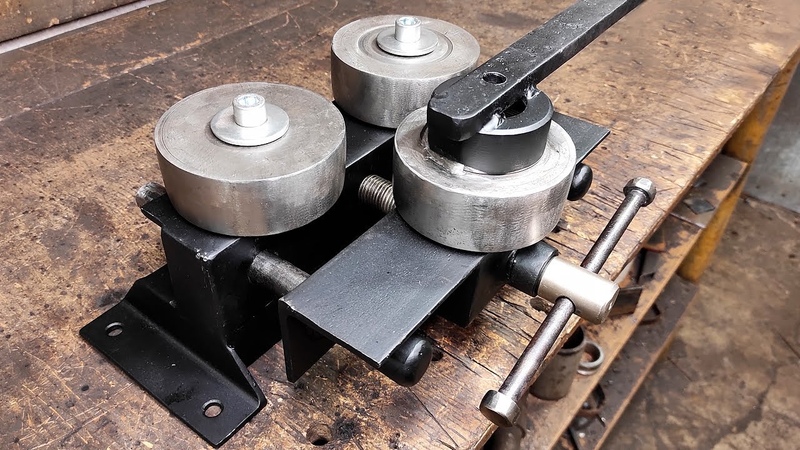
Даже самый простой загиб трубы для профиля возможно сделать на основе точно продуманных параметров шага. Именно так чаще всего и применяют механизмы и станки для гибки в случае простейшей гибки металла, в том числе из самодельного деревянного и пластикового каркаса.
Republished by Blog Post Promoter
схемы самодельных трубогибов
В хозяйстве профильный трубогиб используется не так часто, чтобы покупать дорогое оборудование заводского изготовления.
Когда возникает такая необходимость, простой трубогиб можно сделать в частном порядке, предварительно решив, какая именно эта конструкция подходит для поставленной задачи.
В данной статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы построения.
Содержание статьи:
- Типы машин для гибки профильной трубы
- Классификация гибочных машин по типу привода
- Типы гибочных машин по способу установки
- Классификация машин по способу гибки
- Мы сделать гидравлический трубогиб
- Трубогиб своими руками
- Опция поворотной платформы
- Трехвалковый прокатный станок
- Как согнуть профильную трубу простым способом?
- Выводы и полезное видео по теме
Виды станков для гибки профильной трубы
Существует множество модификаций оборудования для изменения конфигурации профильных труб. Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
При выборе конструкции учитывать материал заготовки, диаметр, толщину стенки.
Классификация гибочных машин по типу привода
В зависимости от типа привода машины, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Приручить. Это предельно простые механизмы, которые доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Станок для гибки профильной трубы своими руками – незаменимый помощник в изготовлении каркасов, декоративных элементов, самостоятельном монтаже вентиляционной системы
Электромеханический. Такая машина имеет привод в виде электродвигателя – шагового или обычного, подключаемого через понижающую передачу. Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Устройство непростое в изготовлении, требует специальных знаний и хотя бы немного профессионализма.
Электрическая гибочная машина в большинстве случаев имеет трехвальную конструкцию. Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлический. Привод в этой модели ручной. В отличие от простой ручной конструкции, в схему включен гидроцилиндр, что значительно снижает мышечное усилие, прилагаемое при сгибании.
Ролики дают возможность изгибать профильную трубу в любом необходимом направлении. Ручной профилегиб с гидравликой при своем небольшом весе может гнуть сортимент труб шириной до 10 см.
Гидравлический цилиндр гибочного станка оказывает давление на поверхность трубы за счет механического воздействия. Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами – вручную и с помощью электронасоса
Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами – вручную и с помощью электронасоса
Виды отводов по способу установки
Существует деление отводов профиля и в зависимости от способа установки. Различают стационарное, портативное и носимое оборудование. Стационарные машины могут иметь форму простой бетонной плиты со стержнями или сплошного оборудования.
Компактные переносные трубогибы имеют опорную стойку, а у носимой модели опоры нет, она выбирается каждый раз при использовании оборудования.
Классификация машин по способу гибки
Конструкция профилегибочного станка и его производительность зависят от метода гибки. Существует 3 основных метода гибки. Первый – экструзия, когда геометрия профильной трубы изменяется с помощью деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции необходимы 2 прочные опоры с противоположных сторон изгиба, которые также служат матрицей. В качестве таких опор используют поворотные башмаки или ролики.
В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, метод позволяет получить хороший конечный результат. Применяем метод только для работы в небольшом объеме.
Второй нажимается. Для получения изгиба используется принцип слесарных тисков – между плашкой и пуансоном помещается отрезок трубы.
Профили последних для получения качественной гибки должны точно повторять геометрию детали. А также в расчете необходимо учитывать остаточную деформацию металла. В домашних условиях этот метод применим, когда не требуется большой точности.
Станок для изменения формы профильной трубы прокаткой состоит из трех цилиндрических роликов, цепи, привода и основания. Диаметр роликов должен соответствовать параметрам деформируемой профильной трубы
Третий – прокатка – универсальный способ гибки как тонкостенных, так и толстостенных труб. Гибка получается протягиванием заготовки между роликами — одним вращающимся и двумя опорными.
Кроме вышеперечисленных, гибка труб также может осуществляться следующими способами:
Галерея изображений
Фото
Гибка трубы осуществляется с помощью трех вращающихся роликов. Причем радиус изгиба определяет их расположение по отношению друг к другу
При гибке трубы арбалетным трубогибом она упирается в два ролика, а шаблон, который находится на штоке приспособления, изгибает ее между опорами
Принцип работы данного трубогиба заключается в гибке трубы в холодном состоянии путем обкатывания валиком вокруг гибочного блока
С помощью хомута труба плотно фиксируется на валике устройства. Проходя между роликом и шаблоном, труба принимает необходимую форму
Вальцовочный метод гибки труб
Арбалетный метод гибки труб
Трубогибка
Гибка труб навивкой
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб необходимо учитывать рекомендации специалистов. При выборе материала для станины необходимо исходить из того, что толщина металла должна быть не менее 1/6 ширины профилированной трубы.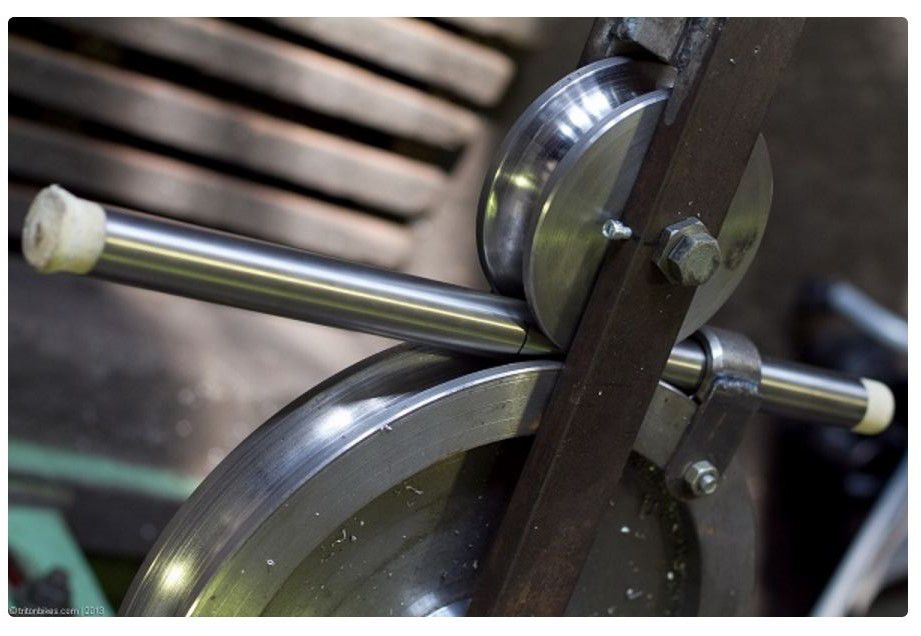
Итак, если предстоит гнуть трубу, имеющую сечение прямоугольником с параметрами 50 х 25 мм, то во избежание деформации станины при гибке нужно брать швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Оптимальный диаметр роликов – не менее трех размеров сечения. Полка швеллера и уголка, взятые для изготовления каркаса, должны быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, понадобится швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим гидравлический станок, в котором изгиб происходит за счет проталкивания центральной трубы через центр пробойником, закрепленным на поднимающемся стержне. В результате тесного контакта заготовки, опирающейся на два неподвижных ролика, с подвижным пуансоном последний принимает свою форму.
Такой автомат называется арбалетом из-за схожести формы пробойника с формой арбалета. Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Для разметки рабочей поверхности откладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси отмечают расположение нижних отверстий. Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут на пересечении отметок, сделанных с наклонной осью. Отверстия на рабочей поверхности нужны для контроля радиуса изгиба заготовки профиля. Так как рабочая поверхность состоит из двух зеркальных частей, вторая размечается таким же образом.
Высота машины определяется параметрами домкрата и расстоянием, указанным на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм, этот зазор в нерабочем состоянии домкрата должен быть примерно равен 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сосредоточено в его верхней части. В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
Трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В домашней мастерской проще сделать 3-х катковую конструкцию с ручным приводом. Рассмотрим два варианта таких машин.
Вариант поворотной платформы
Принцип конструкции такого станка для гибки труб с поперечным сечением, отличным от круглого, следующий:
- Основная станина соединена через сочленение с поворотной платформой, которая задает угол изгиба.
- Платформа приводится в движение домкратом, опирающимся на нее рабочей штангой.
- Протяжка профиля осуществляется вращением рукоятки, расположенной на промежуточном валу.
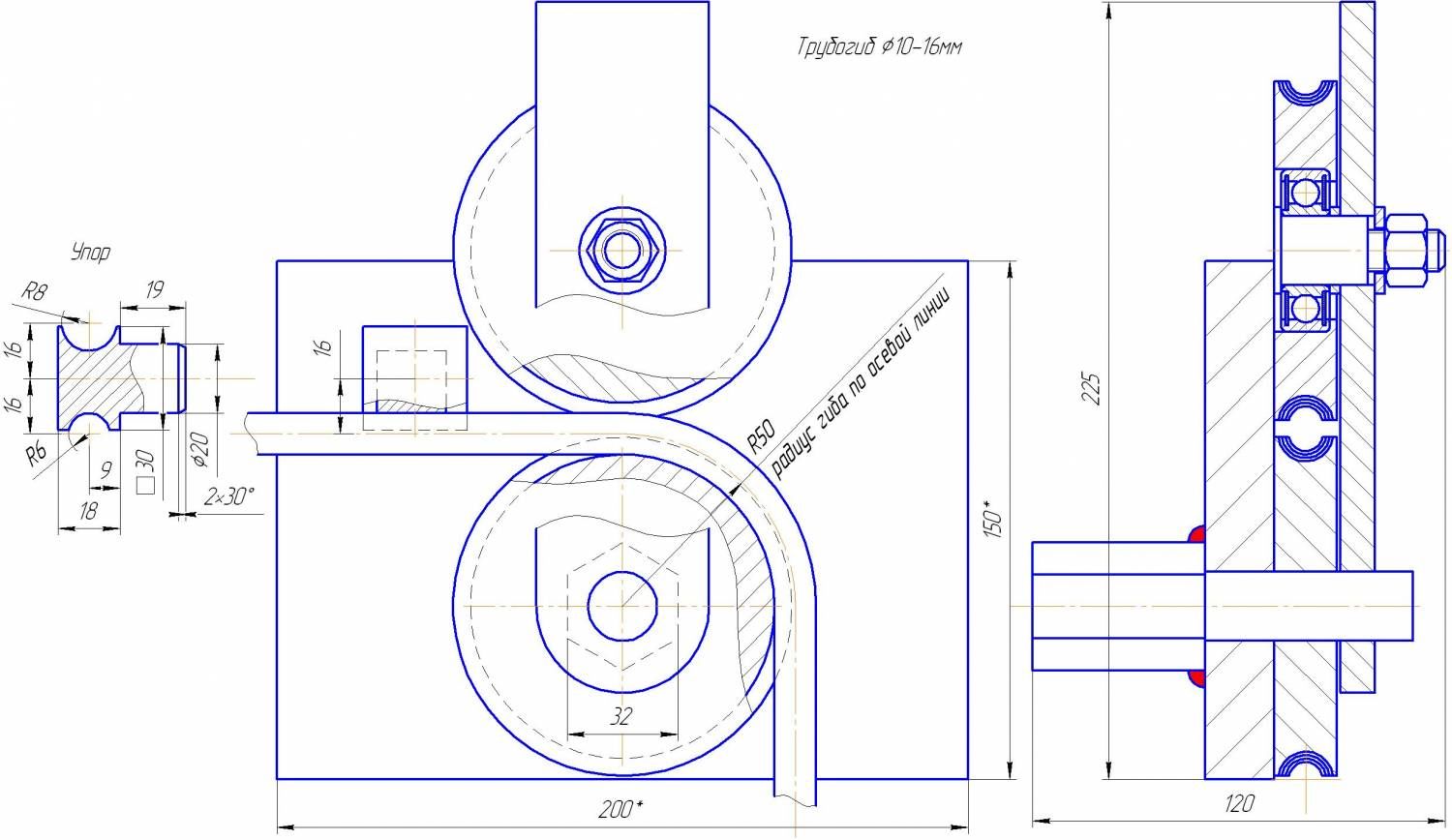
Для изготовления основания станка и стоек необходим швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м.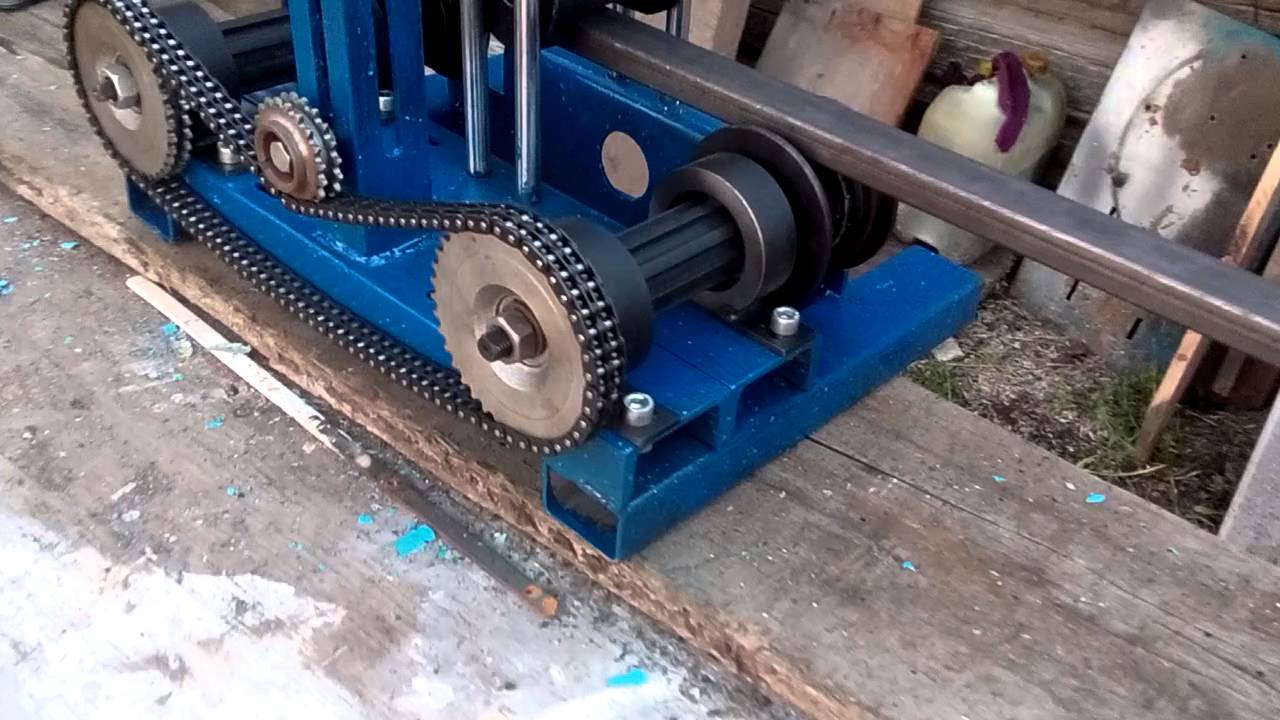 В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
Поворотный стол – не единственный вариант регулировки параметров изгиба профильной трубы, это можно сделать с помощью крайних роликов. Для этого в опорных плитах и швеллере делаются отверстия, чтобы элементы были подвижными. Поднять крайнюю площадку можно любым домкратом, найденным в хозяйстве
Из швеллера делается основание и две площадки. Отступив с одной стороны около 0,5 м, из того же швеллера сваривают вертикальную стойку. Для этого два сегмента соединяют в пары, чтобы сделать подставку прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее берут отрезок профильной трубы и наращивают ограничители высотой не менее толщины профильной трубы, деформацию которой предполагается выполнять на изготавливаемом станке.
Направляющая платформа соединяется с основной рамой дверными петлями. На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
Домкрат устанавливается под край направляющей площадки и крепится к основанию с помощью болтового соединения.
Сборка трубогиба с поворотной платформой осуществляется в следующей последовательности:
Фотогалерея
Фото
Для изготовления трубогиба потребуются такие материалы: труба, швеллер – 2,5м, подшипники , домкрат, петли, ролики
Необходимо разрезать швеллер на две части – одна из них будет основной площадкой, а вторая – направляющей. Они соединяются с помощью металлических петель.
Следующим шагом отрежьте 6 отрезков трубы шириной 2 см и согните их для крепления подшипников
Отрезав ролики необходимой длины, их нужно соединить с подшипниками и приварить к рабочей площадке
центральный ролик необходимо приварить на высоте 8-9 см над площадкой. Это нужно для того, чтобы под ним прошла профильная труба
Это нужно для того, чтобы под ним прошла профильная труба
Далее сваркой делаем основу для нашего трубогиба. Она должна быть немного больше рабочей поверхности станка
С помощью сварки соединяем рабочую площадку с основанием и проверяем надежность всех соединений
На последнем этапе окрашиваем изделие, ждем пока краска высохнет и проверяем нашу самоделку
Шаг 1 – подготовка инструментов и материалов
Этап 2 – построить рабочую платформу
Этап 3 – отрезать трубу для подшипников
Этап 4 – соединить ролики и подшипники
Этап 5 – приварить центральный ролик
Этап 6 – построить основу для катка
Этап 7 – соединение всех частей изделия
Этап 8 – проверка исправности станка
Трехвалковый прокатный станок
На данном станке труба укладывается на ролики, расположенные по бокам. Верхний подвижный валик опускают на изделие сверху и таким образом фиксируют его. Далее вращаем ручку и через цепь передаем движение на валы. Труба растягивается и меняет свою геометрию.
Труба растягивается и меняет свою геометрию.
Постепенно увеличивая давление, затягивая прижимной болт, и вытягивая заготовку, добиваются изгиба трубы под необходимым углом.
Трехвалковая машина оснащена тремя роликами. Подключив к такому станку электродвигатель мощностью 1,5 кВт, можно за один раз сгибать трубы сечением до 8 см
Чтобы станок работал по этой схеме, необходимо подготовьте полку и фасонные металлические изделия для каркаса, валов, 4 крепких пружин, цепи, подшипников, крепежа и других деталей. Для монтажа подшипников требуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) – для подвешивания на рессорах. Эти предметы, скорее всего, придется заказывать в мастерской, а остальные можно сделать своими руками.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезана резьба под стяжные болты и сделаны канавки. В полках швеллера выполняют посадочные места под прижимной вал. На завершающем этапе производится сборка конструкции начиная с установки каркаса.
На завершающем этапе производится сборка конструкции начиная с установки каркаса.
После подвешивается прижимной вал на пружинах, прикрепленных к полке с помощью шпоночного соединения. Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
На одном из них, закрепляя ручку с вращающейся трубкой, затем выполняют установку домкрата. Прикрепите его к платформе с помощью болтов и сварки.
При установке вала подвески соблюдается определенная последовательность: сначала устанавливается на полку, к ней привариваются гайки под рессоры, площадка переворачивается и соединяется с рессорами. Следует отметить, что с увеличением расстояния между роликами усилия на изгиб уменьшаются.
Для сборки прокатного трубогиба вам потребуется:
Фотогалерея
Фото
Для начала необходимо приобрести или заказать валы необходимого размера в токарной мастерской. Для обеспечения подвижности этих элементов на них закреплены шестерни и подшипники.
Вооружившись болгаркой и сварочным аппаратом, каркас будущего трубогиба изготавливается из профильного металлопроката
На этом этапе необходимо прикрутить прижимной вал к каркасу изделия и приварить гайки крепления пружин
В самом верху конструкции приваривается с помощью сварочного аппарата кусок профиля для крепления пружин
Далее к раме будущего трубогиба необходимо прикрутить два нижних опорных вала
устройство приводится в движение цепью. Протягивается между валами и закрепляется, чтобы не провисал
Для облегчения использования станка к нему приделана ручка для вращения вала – это защитит руки пользователя от образования мозолей
На последнем этапе трубогибочный станок рекомендуется покрасить, а после высыхания можно приступать к испытаниям устройства
1 этап – Изготовление вала
2 этап – строительство рамы будущего станка
Этап 3 – установка зажимного вала
Этап 4 – установка пружин
Этап 5 – крепление валов
Этап 6 – установка цепи
Этап 7 – установка ручки гибочного станка
Этап 8 – покраска изделия
На нашем сайте есть еще несколько статей, в которых подробно описаны варианты самодельных приспособлений для гибки профильных труб, рекомендуем прочитать:
Как согнуть профильную трубу в простой способ?
Самым примитивным приспособлением для изменения формы профильной трубы является использование деревянного шаблона. Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Шаблон лучше сделать съемным, тогда можно сделать их несколько с разным радиусом. Его не обязательно делать из дерева, его также можно заменить металлическими крючками, разместив их по начерченному контуру
В месте контакта с трубой толщина шаблона должна быть больше высоты поперечного сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с уклоном, иначе труба может соскользнуть.
Конструкция снабжена упором и крепится к какой-либо устойчивой основе. Трубу помещают между плоскостью шаблона и упором и начинают изгибать материал, начиная с края трубки. Если начать процесс гибки от центра, то тонкостенная труба может расплющиться.
В трубу можно вставить металлический стержень диаметром, равным проходному отверстию трубы, а можно просто взять кусок трубы и надеть на конь заготовки. В любом случае так будет удобнее.
В любом случае так будет удобнее.
Галерея изображений
Фото
Гибка труб песком
Горячая гибка профильных труб
Гибка труб пружиной
Гибка труб болгаркой
Подробнее о том, как согнуть профильную трубу без специального оборудования , читать .
По такому же принципу делают более мощные машины. В этом случае усилие создается с помощью лебедки, а труба закрепляется крепче, чтобы она не порвалась.
Выводы и полезное видео по теме
Основные правила изготовления станка для обработки профильных труб:
Трубогибочный станок, близкий к заводскому проекту:
Из всех вариантов профилегибочных станков , следует выбрать конструкцию, наиболее подходящую для целей его использования. Иногда достаточно простейшего механизма, чтобы без особых финансовых затрат обеспечить себя необходимым количеством гнутого профиля.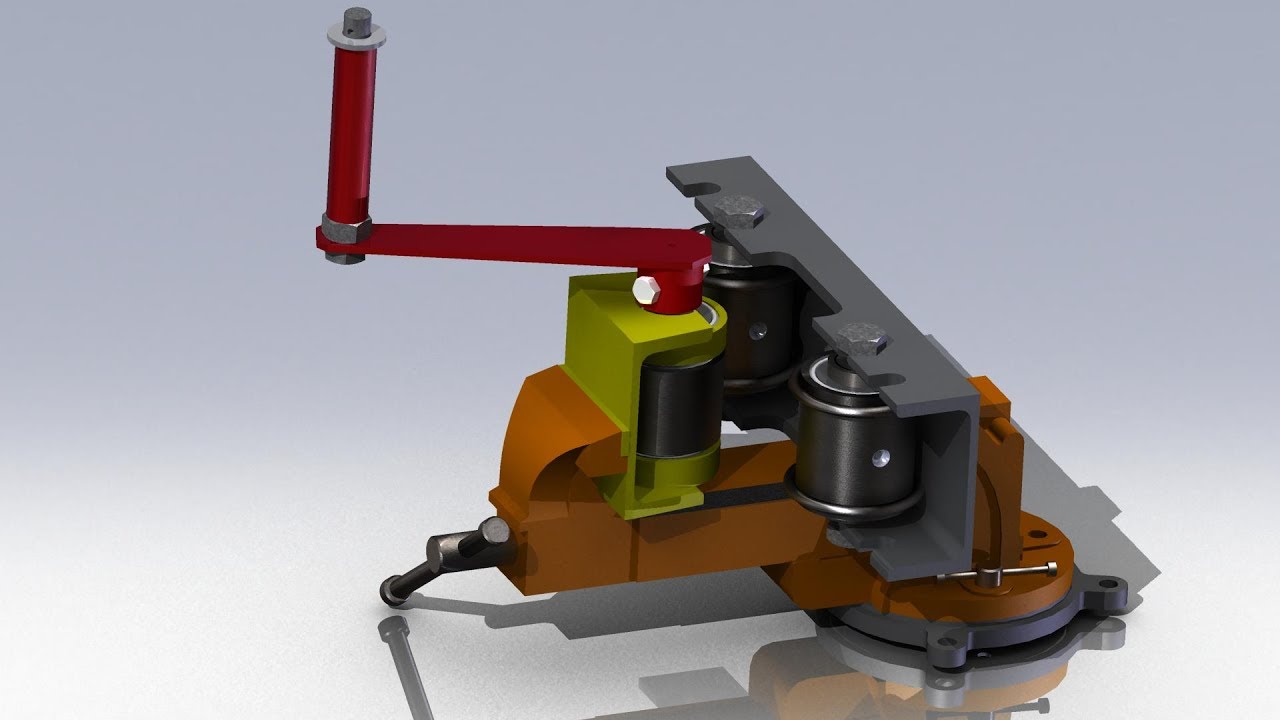
У вас есть личный опыт сборки трубогибочного станка? Возможно, вы сможете предоставить полезную информацию по теме статьи и выложить фото сделанного устройства? Пожалуйста, оставляйте комментарии, делитесь опытом, задавайте вопросы в блоке ниже.
Трубогиб для профильной трубы своими руками: инструкция по сборке
Профильные трубы используются в качестве материала не меньше, чем круглые трубы. Выполняя монтажные работы с ними, вам также приходится резать, гнуть, точить, варить. Без такого оборудования никак не обойтись.
Не всегда есть возможность купить готовые приспособления для слесарных и сантехнических работ, зачастую оборудование приходится делать самому. Например, сделать трубогиб из профильной трубы своими руками под силу каждому. Предлагаем ознакомиться с тремя самыми популярными вариантами и с технологией их возведения.
Содержание статьи:
- Как согнуть профильную трубу без специального инструмента?
- Лучшие варианты самодельных трубогибов для профиля
- Конструкция №1 – трубогиб ручной
- Конструкция №2 – Мощное механизированное устройство
- Конструкция №3 – трубогиб гидравлический
- Трубогиб инструкция
- Полезные советы для «Первопроходцев»
- Полезное видео по выводам и выводам тема
Как согнуть профильную трубу без специального инструмента?
Использование специального инструмента, позволяющего легко и просто сгибать трубы, в том числе профильные, уже можно считать сантехнической традицией. Между тем, за все время слесарной практики был придуман целый ряд простых способов получения загибов без использования специального инструмента.
Между тем, за все время слесарной практики был придуман целый ряд простых способов получения загибов без использования специального инструмента.
Смотри – может трубогиб вообще не надо строить. Правда, следует сказать, что такой подход не всегда готов полностью удовлетворить потребности в изгибе. Особенно, если вы хотите согнуть профильную трубу сразу в нескольких местах и под разными радиусами.
Качественно и красиво согнуть профильную трубу проще всего с помощью специальных приспособлений – трубогибов. Но в некоторых случаях вполне можно согнуть профильные трубы самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, без использования какого-либо оборудования:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующим замораживанием;
- применение самодельной оправки;
- подрезка стенки профиля по внутреннему радиусу.
При необходимости гибки профильной трубы в одной, максимум двух точках, удаленных друг от друга, вполне целесообразно применить простые приемы:
- Заполнить внутреннюю область профильной трубы мелким р. песок.
- Плотно закройте концевые части.
- Согните профиль руками по шаблону в нужных местах.
 песок.
песок.Аналогично проводятся работы с трубой, заполненной водой. Но в этом варианте вода должна быть заморожена. Не всегда условия работы позволяют выполнить эту процедуру.
Чтобы согнуть трубу без деформации и по заданному радиусу, достаточно заполнить ее внутреннюю часть обычным речным песком. Этот метод применим для работы с тонкостенными трубами.
Еще один аналогичный способ – использование оправки – стальной пружины чуть меньше внутреннего диаметра самой трубы. Внутрь помещается пружина, после чего выполняется изгиб.
Таким образом, вы можете вручную сгибать тонкостенные трубы. Для профильных изделий с более мощной комплектацией эти способы не подходят.
Профильная толстостенная труба легко гнется методом «нарезки». В качестве инструмента можно взять ножовку по металлу или циркулярную пилу. На гнутой трубе свариваются стыки секций
Толстостенные мощные профили могут быть согнуты в одной или двух точках простым способом технологических подрезов. Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Затем профиль сгибают до соединения стыков границ сделанных подрезов. Места примыкания границ подрезов завариваются с помощью электросварки.
Фотогалерея
Фото
Наличие в арсенале умелого мастера трубогиба позволит сделать массу полезных дел по обустройству дачи, квартиры и загородного дома
Гнутый профиль успешно применяется при изготовлении всевозможных садовых скамеек и кресел-качалок
Гнутый металлический профиль легко выдерживает вес отдыхающих и служит перилами
Каркас из гнутой профильной трубы в паре с поликарбонатом позволит соорудить отличный навес для входной группы
Отличные фермы для сборки крыши уютной беседки выходят из гнутого профиля
Металлический профиль гнутый аркой лучший вариант для конструкции садовой мебели. Стоит недорого, выглядит отлично, после окрашивания “равнодушна” к осадкам
С помощью ферм из гнутой профильной трубы можно быстро и без проблем построить навес для машины на участке
Домашние мастера, умеющие гнуть профильные трубы и сваривать, смогут сделать настоящий шедевр – качели с навесом и изысканным декором
Дачная скамейка из гнутого профиля
Кресло-качалка с полозьями из гнутой трубы
Перила и ножки из гнутого профиля
Навес при входе
Уютная беседка с закругленной крышей
Садовая мебель для дачи
Обустройство стоянки для автомобиля
Изысканные дачные качели
Лучшие варианты самодельных трубогибов для профиля
Специальные инструменты – трубогибы – дают больше возможностей для операций гибки. Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Похоже на одну из многих моделей ручных трубогибов. Инструмент значительно облегчает гибку и позволяет обрабатывать армированные профильные трубы
Можно гнуть изделия разных размеров, но с учетом всевозможных технических характеристик. Разнообразие модельного ряда трубогибов профильных труб позволяет выполнять работы любой сложности.
Конструкция №1 – трубогиб ручной
В целом конструкция инструмента достаточно проста, а значит доступна для исполнения неподготовленному человеку. Они самостоятельно изготавливают не только малогабаритные мобильные конструкции ручного действия, но и стационарные системы, оснащенные электроприводом.
Для частного использования более актуальны ручные модели. К тому же изготовление ручных устройств несколько дешевле.
Небольшое количество комплектующих, входящих в конструкцию трубогиба для профиля, позволяет собирать такие приспособления самостоятельно. Большинство деталей можно взять от любого старого оборудования
Большинство деталей можно взять от любого старого оборудования
Одна из распространенных схем ручного приспособления, пригодного для изготовления трубогиба, собирается из следующих компонентов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- ручка подачи.
Инструмент работает по принципу перекатного механизма, как и львиная доля других самодельных конструкций. Все детали выполнены из металла, включая опорные и упорные ролики. При этом часть комплектующих (те же ролики) можно сделать и из других материалов. Например, есть самодельные конструкции с роликами из дерева.
Материал рабочих органов является показателем, определяющим, с какими трубами (по толщине стенки и твердости металла) может работать трубогиб.
Конструкция №2 – Мощное механизированное устройство
Ряд самодельных конструкций не ограничивается только ручным инструментом. Ремесленники создают изделия, достойные сравнения с промышленным оборудованием. Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
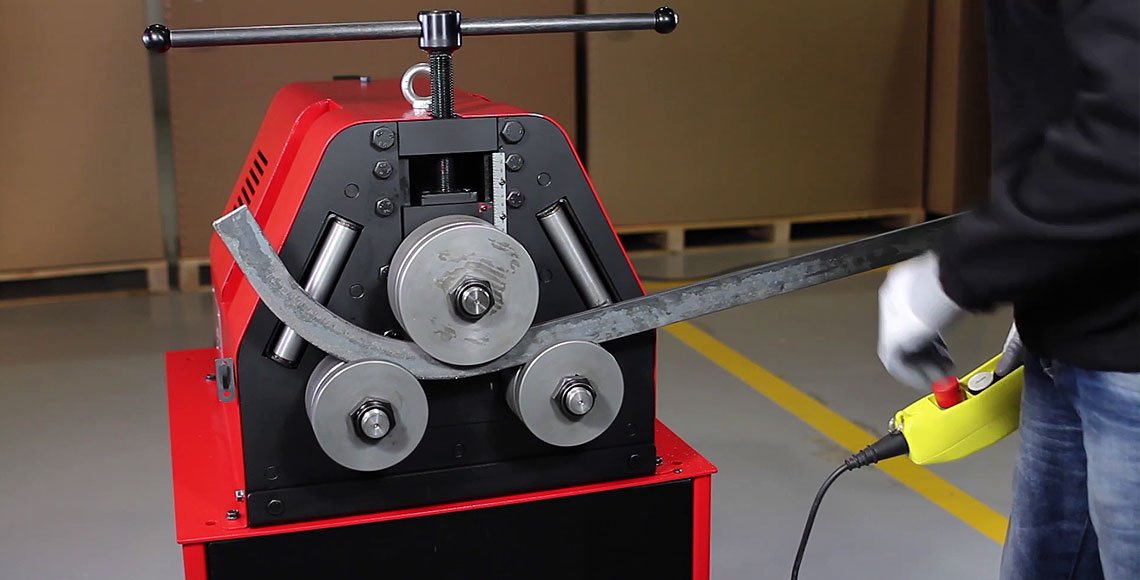
Мощный механизированный трубогиб своими руками. В качестве комплектующих брались детали от технических машин различного назначения. Машина работает от электричества
Трубогибы усиленные профильных труб оснащены электроприводом. На таких «станках» без труда гнутся профили разного сечения, имеющие толщину стенок в несколько миллиметров.
На картинке выше пример схемы мощного трубогиба, в конструкции которого присутствуют:
- рама, сваренная из швеллеров;
- два металлических прокатных ролика;
- шестерня трехступенчатая;
- металлическая цепь; Редуктор
- и электродвигатель с механизмом ременной передачи.
Ролики качения установлены на опорных подшипниковых узлах. Они получают крутящий момент через металлические шестерни, соединенные металлической цепью.
Цепной привод получает основной крутящий момент от редуктора, который, в свою очередь, приводится во вращение валом двигателя. Валы электродвигателя и редуктора через шкивы объединены ремнем.
Валы электродвигателя и редуктора через шкивы объединены ремнем.
Процесс гибки толстостенной профильной трубы на промышленном станке. В качестве привода используется электродвигатель. Радиус изгиба регулируется вручную винтом
Редуктор в схеме машины играет значительную роль – высокий крутящий момент вала двигателя сводится к малому крутящему моменту, передаваемому на шестерни опорных роликов. Поэтому нет необходимости устанавливать на устройство двигатель с малыми оборотами. Здесь подойдет электродвигатель со стандартной конфигурацией 960-1500 об/мин.
Все детали конструкции смонтированы на металлическом каркасе из швеллерных обрезков. Крепление деталей к раме осуществляется простым способом – болтами или сваркой. Для установки такой машины всегда найдется место на дачном участке, во дворе частного дома, в гараже для личного транспорта.
Конструкция №3 – гидравлический трубогиб
Электроприводная установка – это действительно мощная машина. Но еще более мощной является конструкция, оснащенная автомобильным домкратом.
Схема отличается непревзойденной простотой. Но в то же время характеристики устройства впечатляют. С помощью этого станка гнутся профильные трубы, которые не всегда удается согнуть даже электрическому трубогибу.
Удачный пример гидравлического трубогиба для обработки профильной трубы. Здесь в качестве силовой гидравлики используется обычный автомобильный домкрат
Пошаговый инструктаж по сборке гидроконструкции самодельного трубогиба для профильных труб начинается с подбора деталей.
Слесарю потребуется:
- три секции широкого швеллера;
- три секции узкого канала;
- петлевой замок;
- три ролика на подшипниковых узлах;
- рукоятка подачи с закрепительной втулкой;
- автомобильный домкрат.
На швеллерах все детали скреплены болтами. Два верхних канала соединены друг с другом через петлевой замок. При этом один из швеллеров жестко закреплен на основании, а второй оставлен в «свободном» состоянии и поднимается или опускается в горизонтальной плоскости штоком домкрата.
Ось опорного ролика, выходящая с одной стороны подшипникового узла, соединена с рукояткой подачи через металлическую втулку. Соединение фиксируется шпилькой.
Схема приспособления для гибки профильных труб с использованием автомобильного домкрата. 1,2,3 – металлический швеллер; 4 – упорный и опорный катки; 5 – соединительная петля; 6 – автомобильный домкрат
Принцип работы конструкции с домкратом несколько отличается от рассмотренных выше вариантов схемой регулировки радиуса изгиба.
Если в предыдущих установках для регулировки использовался шпиндель, который перемещает опорный ролик по вертикальной оси, то здесь шпиндель приводится в действие «плавающим» каналом, который перемещается домкратной тягой. Такая система требует даже меньше ресурсов для сборки, чем конструкция с электроприводом.
Следующая фотоподборка ознакомит вас с процессом сборки простого листогиба с домкратом:
Фотогалерея
Фото
Перед сборкой листогибочного станка необходимо подготовить участок швеллера, который будет служить как его основа. Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Для установки боковых валков привариваем две пары стоек из профильной трубы. Пара нужна на случай изгиба с разными радиусами. Сами валки изготавливаем из стального круга диаметром 40 мм, оснащаем их подшипниками
Для возможности изменения положения бокового валка по высоте с помощью домкрата вырезаем одну из частей станины болгаркой и привариваем петлю через разрез
Проверяем насколько свободно движется подвижная часть станины. Смотрим, не смещено ли его положение относительно оси. При необходимости исправьте или переделайте
Для установки центрального валка привариваем две высокие стойки. Валок изготовлен из стального круга, подшипники поставляем как и боковые валки
Центральный валок размещаем с учетом того, что с лицевой стороны к нему будет прикреплена рукоятка рычага, необходимая для совершения вращательных движений
С «нерабочей» стороны закрепляем упором центральный валок, чтобы при вращении он не смещался по поперечной оси, т.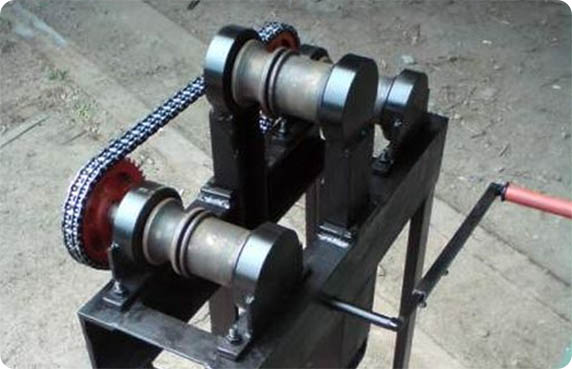 е. чтобы он не вылетал из стойки
е. чтобы он не вылетал из стойки
К центральному ролику с рабочей стороны привариваем металлическую ручку, которая будет приводить установку в движение
Шаг 1: Подготовка основания для сборки трубогиба
Шаг 2: Установка боковых роликов
Шаг 3 : устройство подвижной части станины
Этап 4: Проверка перемещения подвижной части основания
Этап 5: Приварка подставки для основного валка
Этап 6: Установка центрального валка на стойки
Шаг 7: Фиксация центрального ролика
Этап 8: Присоединение ручки для вращения рулона
Самодельный трубогиб используется при выполнении различных работ в дачном хозяйстве. Чаще всего его используют для изготовления арок, из которых собирается теплица.
Владелец самодельного трубогиба легко изготовит все конструктивные части теплицы за один день:
Фотогалерея
Фото
С помощью описанного выше трубогиба можно согнуть профиль от 10 до 40 мм. Выбрав подходящий материал, загибаем арки, количество которых должно быть кратно 80-85 см
Переднюю арку собираем таким образом, чтобы предусмотреть место для установки двери и вентиляционного устройства. Сварка деталей
Сварка деталей
Прикрепляем поликарбонат к передним аркам перед монтажом, разрезая по факту на стройплощадке. Перед креплением прозрачного кожуха сверлим отверстия под шурупы в арках
После сборки каркаса и торцевых арок с обшивкой и обычных арок прикрепляем поликарбонат к гнутому профилю
Этап 1: Гибка труб для изготовления арок
Этап 2: Сборка передней и задней арки
Этап 3: Крепление поликарбоната к торцевым аркам
Этап 4: Крепление поликарбоната к установленным аркам
Инструкция по трубогибу
Технология не требует специальных навыков. Но в зависимости от типа используемого гибочного станка процедура складывания может сопровождаться определенными нюансами.
Для понимания разберем пример работы с ручным трубогибом, оснащенным винтом регулировки радиуса изгиба:
- Профильная труба нарезается до нужного размера.
- Ролик упорный трубогиба устанавливается в исходное положение.
- Профиль размещается в пространстве между роликами (упор на верхней части трубы, поддерживающий нижнюю часть трубы).
- Регулировочным винтом упорный ролик с некоторым усилием прижимается к трубе.
- С помощью рукоятки подачи профильная труба перемещается вперед и назад с коротким ходом.

Короткий ход трубы и зажим с регулировочным винтом выполняют до получения необходимого радиуса изгиба.
Начинающему слесарю перед началом работы с трубогибом желательно пройти специальный инструктаж. Прибор прост в использовании, но все же требует понимания процесса.
Аналогичный инструктаж применим и для трубогибов профильных труб, конструкция которых выполнена на базе электропривода или гидравлики. Но в этом случае требуется некоторый практический опыт управления отмеченными накопителями.
Полезные советы для «первопроходцев»
Тем, кто впервые столкнулся с гибкими профилями, рекомендуется рассмотреть некоторые особенности технологии обработки данного вида труб. Например, опытные мастера никогда не жертвуют качеством гибки ради экономии времени.
Разумнее сделать несколько слабых нажатий регулировочным винтом и несколько проходов по роликам, чем делать все сразу.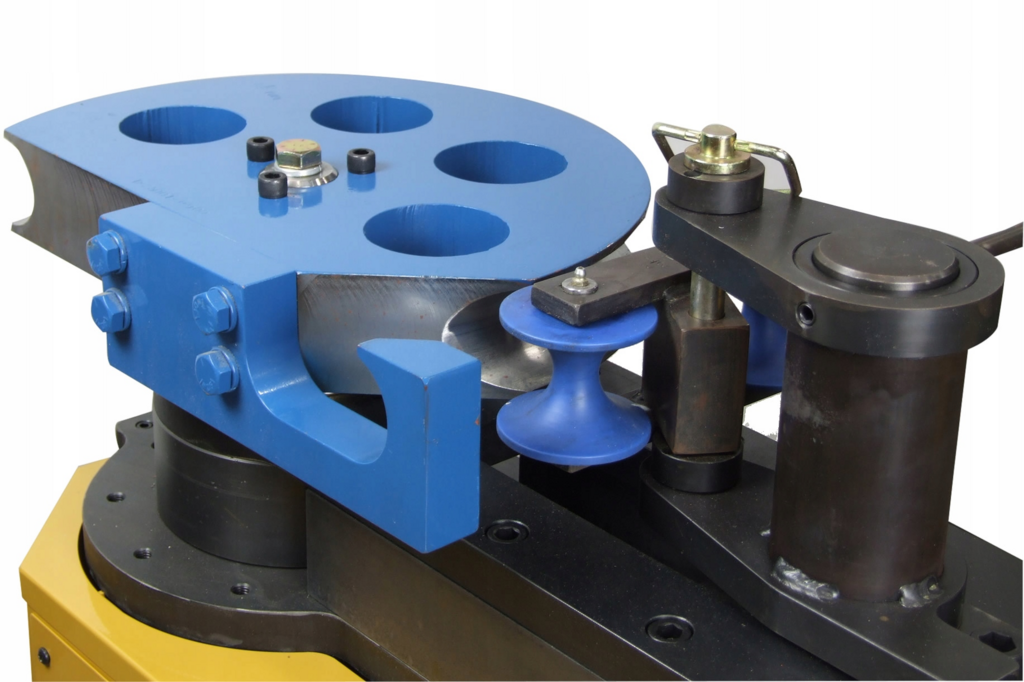 Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Изготовлен шаблон для необходимого радиуса изгиба трубы. Аналогичные выкройки изготавливаются для профильных труб.
Рекомендуется работать с роликами в конфигурации, соответствующей профилю трубы. Так, если есть соответствие между величиной ширины ролика и величиной поперечного сечения профиля, изгиб будет точным и аккуратным. Кроме того, мастеру не придется периодически корректировать движение трубы от центра опорного ролика к его крайней границе.
Перед началом операции гибки профильной трубы желательно изготовить шаблон под заданный радиус изгиба. Если шаблон по каким-либо причинам сделать не удается, можно ограничиться расчетом расстояния, полученного между двумя контрольными точками после сгиба трубы. Зная расчетные показатели, заготовку можно согнуть трубогибом без периодических контрольных замеров, сократив тем самым время работы.