Как сделать трубогиб профильной трубы – схема и чертежи своими руками
Трубогиб для профильной трубы
Иногда случается, особенно в частных домах или на дачах, что необходимо согнуть профильную трубу своими руками. На первый взгляд кажется, что это невозможно без специального профессионального оборудования. Однако на деле все несколько иначе. И сделать это можно, даже не испортив изделие, как это часто можно увидеть на видео в Сети.
Но для начала разберемся немного в существующих методах гибки, а также в устройстве трубогиба. Это позволит нам лучше понимать то, что собираемся реализовать.
Методы гибки
Существует несколько методов гибки профильных труб своими руками. Один из способов – использование станка, предназначенного для этих целей. Его именуют профилегибом. Но использование такого оборудования сложно назвать работой своими руками, поэтому есть и «ручная» альтернатива — ручной трубогиб. Такие станки могут быть универсальными: использоваться как для изделий с круглым сечением, так и с профильным. А стоят они недорого. Но нужно быть готовым потрудиться, поскольку такой способ требует хорошей физической подготовки.
А стоят они недорого. Но нужно быть готовым потрудиться, поскольку такой способ требует хорошей физической подготовки.
Трубогибы и их применение
Трубогиб своими руками
Такие станки позволяют сделать изгиб до 90 градусов. При этом они способны согнуть не только профильную, но и «круглую» трубу. Если вам необходимо в небольшом количестве согнуть изделия малого диаметра, станок можно сделать самостоятельно. При этом качество изгиба будет высоким.
Профессиональные трубогибы используются не только на стройках, но и в водопроводных или отопительных системах, в газовых станциях. Станки могут эффективно использоваться и для рихтовки.
Трубогибы обладают целым рядом достоинств: их легко использовать, они имеют малые размеры и малый вес. Более того, существуют и переносные компактные модели. Они успешно используются в сферах, где нужна мобильность для выполнения подобных задач.
Такие приборы оснащаются гидронасосом с автопоршнем мощностью до 20 т.
Устройство трубогиба
Схема трубогиба
Стандартный агрегат оборудован гидроцилиндром, планками и двумя трубными упорами. Силовая функция, конечно же, возложена на гидроцилиндр.
Силовая функция, конечно же, возложена на гидроцилиндр.
Еще схема устройства оснащена нагнетательным устройством, находящимся сзади.
В гидроцилиндр заливается масло, для этого в его верхней части есть пробка. Нижняя планка наворачивается спереди корпуса. Ее прижимает гайка. Верхняя планка закреплена замком и двумя винтами.
Выдвижной шток в устройстве обеспечивает гибочное усилие. Он возвращается в исходную позицию за счет действия пружины, которая имеется в гидроцилиндре.
Планки — сварные изделия, в отверстия которых устанавливаются упоры. Для регулировки устройства по высоте снизу предусмотрены установочные болты.
Цапфа представляет собой упор, помещенный в отверстия планок. При изгибе трубы опираются на ручей, находящийся в середине цапфы.
Делаем трубогиб
Самодельный трубогиб
Для домашних условий трубогиб можно сделать без чертежей и схем. Если же гибка выполняется на промышленном уровне, без специального профессионального оборудования не обойтись. Оно имеет значительно больше возможностей, да и стоить будет намного дороже.
Оно имеет значительно больше возможностей, да и стоить будет намного дороже.
Но мы рассмотрим вариант, если трубогиба своими руками будет достаточно. Его вид зависит от диаметра изделий, которые будут изгибаться. Профильные трубы размером до 20 мм могут быть согнуты, используя бетонную плиту. Однако в ней должны быть отверстия, куда вставляются стальные штыри. Между ними пропускается изделие, а затем гнется на необходимый угол в нужном направлении. Видео такой гибки сейчас часто можно встретить в Интернете.
Если же размер трубы больше 20 мм, тогда следует усложнить устройство. На основание присоединяется 2 ролика с круглым сечением боковой грани. И тут нужно учесть, что диаметр изделия и радиус боковой грани должны совпадать. Дальше помещаем изделие между роликами. Один конец нужно закрепить неподвижно. Другой закрепляется к лебедке. Затем просто включаем лебедку и ждем, пока труба согнется до нужного состояния.
Рекомендация: если требуется плавный изгиб, тогда стоит применить горячий способ.
Берем кварцевый песок, засыпаем его внутрь профильной трубы и закрываем концы плашками. Далее просверливаем несколько отверстий у основания изделия, через которые будут выходить газы. Затем помечаем участок для гибки и нагреваем его. После нагрева труба загибается аналогично, как и в случае применения бетонной плиты.
 Берем кварцевый песок, засыпаем его внутрь профильной трубы и закрываем концы плашками. Далее просверливаем несколько отверстий у основания изделия, через которые будут выходить газы. Затем помечаем участок для гибки и нагреваем его. После нагрева труба загибается аналогично, как и в случае применения бетонной плиты.
Берем кварцевый песок, засыпаем его внутрь профильной трубы и закрываем концы плашками. Далее просверливаем несколько отверстий у основания изделия, через которые будут выходить газы. Затем помечаем участок для гибки и нагреваем его. После нагрева труба загибается аналогично, как и в случае применения бетонной плиты.Словом, без дополнительной видео инструкции, чертежей и схем такими простыми способами можно быстро и довольно качественно согнуть изделия своими руками. При этом можно довольно существенно сэкономить, не покупая трубогиб.
Трубогиб для профильной трубы по схеме своими руками
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.

Содержание
- 1 Как сделать самостоятельно станок для гибки труб
- 1.1 1-й способ
- 1.2 2-й способ
- 2 Чертежи трубогиба профильного
- 3 Самодельный трубогибочный станок прокатного типа
- 4 Простейший трубогиб из домкрата арбалетного типа
- 5 Сборка простого трубогиба
- 6 Заключение
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.

Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.

Чертежи трубогиба профильного
Самодельный трубогибочный станок прокатного типа
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
Здесь:
- Болты;
- Домкрат;
- Оправка.
Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним.

В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
Похожие статьи:
схемы самодельных трубогибов
В хозяйстве профильный трубогиб используется не так часто, чтобы покупать дорогое оборудование заводского изготовления.
Когда возникает такая необходимость, простой трубогиб можно сделать в частном порядке, предварительно решив, какая именно эта конструкция подходит для поставленной задачи.
В данной статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы построения.
Содержание статьи:
- Типы машин для гибки профильной трубы
- Классификация гибочных машин по типу привода
- Типы гибочных машин по способу установки
- Классификация машин по способу гибки
- Мы сделать гидравлический трубогиб
- Трубогиб своими руками
- Опция поворотной платформы
- Трехвалковый прокатный станок
- Как согнуть профильную трубу простым способом?
- Выводы и полезное видео по теме
Виды станков для гибки профильной трубы
Существует множество модификаций оборудования для изменения конфигурации профильных труб. Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
При выборе конструкции учитывать материал заготовки, диаметр, толщину стенки.
Классификация гибочных машин по типу привода
В зависимости от типа привода машины, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Приручить. Это предельно простые механизмы, которые доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Станок для гибки профильной трубы своими руками – незаменимый помощник в изготовлении каркасов, декоративных элементов, самостоятельном монтаже вентиляционной системы
Электромеханический. Такая машина имеет привод в виде электродвигателя – шагового или обычного, подключаемого через понижающую передачу. Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Устройство непростое в изготовлении, требует специальных знаний и хотя бы немного профессионализма.
Электрическая гибочная машина в большинстве случаев имеет трехвальную конструкцию. Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлический. Привод в этой модели ручной. В отличие от простой ручной конструкции, в схему включен гидроцилиндр, что значительно снижает мышечное усилие, прилагаемое при сгибании.
Ролики дают возможность изгибать профильную трубу в любом необходимом направлении. Ручной профилегиб с гидравликой при своем небольшом весе может гнуть сортимент труб шириной до 10 см.
Гидравлический цилиндр гибочного станка оказывает давление на поверхность трубы за счет механического воздействия. Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами – вручную и с помощью электронасоса
Виды отводов по способу установки
Существует деление отводов профиля и в зависимости от способа установки. Различают стационарное, портативное и носимое оборудование. Стационарные машины могут иметь форму простой бетонной плиты со стержнями или сплошного оборудования.
Различают стационарное, портативное и носимое оборудование. Стационарные машины могут иметь форму простой бетонной плиты со стержнями или сплошного оборудования.
Компактные переносные трубогибы имеют опорную стойку, а у носимой модели опоры нет, она выбирается каждый раз при использовании оборудования.
Классификация машин по способу гибки
Конструкция профилегибочного станка и его производительность зависят от метода гибки. Существует 3 основных метода гибки. Первый – экструзия, когда геометрия профильной трубы изменяется с помощью деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции необходимы 2 прочные опоры с противоположных сторон изгиба, которые также служат матрицей. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, метод позволяет получить хороший конечный результат. Применяем метод только для работы в небольшом объеме.
Применяем метод только для работы в небольшом объеме.
Второй нажимается. Для получения изгиба используется принцип слесарных тисков – между плашкой и пуансоном помещается отрезок трубы.
Профили последних для получения качественной гибки должны точно повторять геометрию детали. А также в расчете необходимо учитывать остаточную деформацию металла. В домашних условиях этот метод применим, когда не требуется большой точности.
Станок для изменения формы профильной трубы прокаткой состоит из трех цилиндрических роликов, цепи, привода и основания. Диаметр роликов должен соответствовать параметрам деформируемой профильной трубы
Третий – прокатка – универсальный способ гибки как тонкостенных, так и толстостенных труб. Гибка получается протягиванием заготовки между роликами — одним вращающимся и двумя поддерживающими.
Кроме вышеперечисленных, гибка труб также может осуществляться следующими способами:
Галерея изображений
Фото
Гибка трубы осуществляется с помощью трех вращающихся роликов. Причем радиус изгиба определяет их расположение по отношению друг к другу
Причем радиус изгиба определяет их расположение по отношению друг к другу
При гибке трубы арбалетным трубогибом она упирается в два ролика, а шаблон, который находится на штоке приспособления, изгибает ее между опорами
Принцип работы данного трубогиба заключается в гибке трубы в холодном состоянии путем обкатывания валиком вокруг гибочного блока
С помощью хомута труба плотно фиксируется на валике устройства. Проходя между роликом и шаблоном, труба принимает необходимую форму
Вальцовочный метод гибки труб
Арбалетный метод гибки труб
Трубогибка
Гибка труб навивкой
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб необходимо учитывать рекомендации специалистов. При выборе материала для станины необходимо исходить из того, что толщина металла должна быть не менее 1/6 ширины профилированной трубы.
Итак, если предстоит гнуть трубу, имеющую сечение прямоугольником с параметрами 50 х 25 мм, то во избежание деформации станины при гибке нужно брать швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Оптимальный диаметр роликов – не менее трех размеров сечения. Полка швеллера и уголка, взятые для изготовления каркаса, должны быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, понадобится швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим гидравлический станок, в котором изгиб происходит за счет проталкивания центральной трубы через центр пробойником, закрепленным на поднимающемся стержне. В результате тесного контакта заготовки, опирающейся на два неподвижных ролика, с подвижным пуансоном последний принимает свою форму.
Такой автомат называется арбалетом из-за схожести формы пробойника с формой арбалета. Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Для разметки рабочей поверхности откладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси отмечают расположение нижних отверстий. Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут на пересечении отметок, сделанных с наклонной осью. Отверстия на рабочей поверхности нужны для контроля радиуса изгиба заготовки профиля. Так как рабочая поверхность состоит из двух зеркальных частей, вторая размечается таким же образом.
Высота машины определяется параметрами домкрата и расстоянием, указанным на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм, этот зазор в нерабочем состоянии домкрата должен быть примерно равен 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сосредоточено в его верхней части. В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
Трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В домашней мастерской проще сделать 3-х катковую конструкцию с ручным приводом. Рассмотрим два варианта таких машин.
Вариант поворотной платформы
Принцип конструкции такого станка для гибки труб с поперечным сечением, отличным от круглого, следующий:
- Основная станина соединена через сочленение с поворотной платформой, которая задает угол изгиба.
- Платформа приводится в движение домкратом, опирающимся на нее рабочей штангой.
- Протяжка профиля осуществляется вращением рукоятки, расположенной на промежуточном валу.
Для изготовления основания станка и стоек необходим швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
Поворотный стол – не единственный вариант регулировки параметров изгиба профильной трубы, это можно сделать с помощью крайних роликов. Для этого в опорных плитах и швеллере делаются отверстия, чтобы элементы были подвижными. Поднять крайнюю площадку можно любым домкратом, найденным в хозяйстве
Из швеллера делается основание и две площадки. Отступив с одной стороны около 0,5 м, из того же швеллера сваривают вертикальную стойку. Для этого два сегмента соединяют в пары, чтобы сделать подставку прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее берут отрезок профильной трубы и наращивают ограничители высотой не менее толщины профильной трубы, деформацию которой предполагается выполнять на изготавливаемом станке.
Направляющая платформа соединяется с основной рамой дверными петлями. На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
Валы вставляются в подшипники, а к середине крепится ручка.
Домкрат устанавливается под край направляющей площадки и крепится к основанию с помощью болтового соединения.
Сборка трубогиба с поворотной платформой осуществляется в следующей последовательности:
Фотогалерея
Фото
Для изготовления трубогиба потребуются такие материалы: труба, швеллер – 2,5м, подшипники , домкрат, петли, ролики
Необходимо разрезать швеллер на две части – одна из них будет основной площадкой, а вторая – направляющей. Они соединяются с помощью металлических петель.
Следующим шагом отрежьте 6 отрезков трубы шириной 2 см и согните их для крепления подшипников
Отрезав ролики необходимой длины, их нужно соединить с подшипниками и приварить к рабочей площадке
центральный ролик необходимо приварить на высоте 8-9 см над площадкой. Это нужно для того, чтобы под ним прошла профильная труба
Далее сваркой делаем основу для нашего трубогиба. Она должна быть немного больше рабочей поверхности станка
Она должна быть немного больше рабочей поверхности станка
С помощью сварки соединяем рабочую площадку с основанием и проверяем надежность всех соединений
На последнем этапе окрашиваем изделие, ждем пока краска высохнет и проверяем нашу самоделку
Шаг 1 – подготовка инструментов и материалов
Этап 2 – построить рабочую платформу
Этап 3 – отрезать трубу для подшипников
Этап 4 – соединить ролики и подшипники
Этап 5 – приварить центральный ролик
Этап 6 – построить основу для катка
Этап 7 – соединение всех частей изделия
Этап 8 – проверка исправности станка
Трехвалковый прокатный станок
На данном станке труба укладывается на ролики, расположенные по бокам. Верхний подвижный валик опускают на изделие сверху и таким образом фиксируют его. Далее вращаем ручку и через цепь передаем движение на валы. Труба растягивается и меняет свою геометрию.
Постепенно увеличивая давление, затягивая прижимной болт, и вытягивая заготовку, добиваются изгиба трубы под необходимым углом.
Трехвалковая машина оснащена тремя роликами. Подключив к такому станку электродвигатель мощностью 1,5 кВт, можно за один раз сгибать трубы сечением до 8 см
Чтобы станок работал по этой схеме, необходимо подготовьте полку и фасонные металлические изделия для каркаса, валов, 4 крепких пружин, цепи, подшипников, крепежа и других деталей. Для монтажа подшипников требуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) – для подвешивания на рессорах. Эти предметы, скорее всего, придется заказывать в мастерской, а остальные можно сделать своими руками.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезана резьба под стяжные болты и сделаны канавки. В полках швеллера выполняют посадочные места под прижимной вал. На завершающем этапе производится сборка конструкции начиная с установки каркаса.
После подвешивается прижимной вал на пружинах, прикрепленных к полке с помощью шпоночного соединения. Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
На одном из них, закрепляя ручку с вращающейся трубкой, затем выполняют установку домкрата. Прикрепите его к платформе с помощью болтов и сварки.
При установке вала подвески соблюдается определенная последовательность: сначала устанавливается на полку, к ней привариваются гайки под рессоры, площадка переворачивается и соединяется с рессорами. Следует отметить, что с увеличением расстояния между роликами усилия на изгиб уменьшаются.
Для сборки прокатного трубогиба вам потребуется:
Фотогалерея
Фото
Для начала необходимо приобрести или заказать валы необходимого размера в токарной мастерской. Для обеспечения подвижности этих элементов на них закреплены шестерни и подшипники.
Вооружившись болгаркой и сварочным аппаратом, каркас будущего трубогиба изготавливается из профильного металлопроката
На этом этапе необходимо прикрутить прижимной вал к каркасу изделия и приварить гайки крепления пружин
В самом верху конструкции приваривается с помощью сварочного аппарата кусок профиля для крепления пружин
Далее к раме будущего трубогиба необходимо прикрутить два нижних опорных вала
устройство приводится в движение цепью. Протягивается между валами и закрепляется, чтобы не провисал
Для облегчения использования станка к нему приделана ручка для вращения вала – это защитит руки пользователя от образования мозолей
На последнем этапе трубогибочный станок рекомендуется покрасить, а после высыхания можно приступать к испытаниям устройства
1 этап – Изготовление вала
2 этап – строительство рамы будущего станка
Этап 3 – установка зажимного вала
Этап 4 – установка пружин
Этап 5 – крепление валов
Этап 6 – установка цепи
Этап 7 – установка ручки гибочного станка
Этап 8 – покраска изделия
На нашем сайте есть еще несколько статей, в которых подробно описаны варианты самодельных приспособлений для гибки профильных труб, рекомендуем прочитать:
Как согнуть профильную трубу в простой способ?
Самым примитивным приспособлением для изменения формы профильной трубы является использование деревянного шаблона.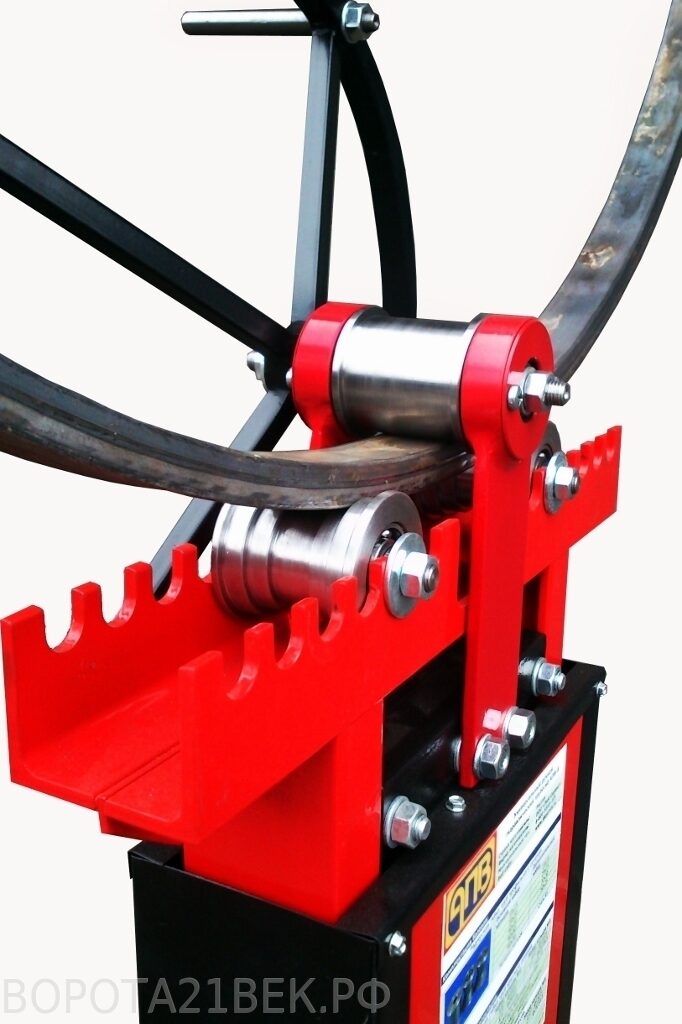 Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Шаблон лучше сделать съемным, тогда можно сделать их несколько с разным радиусом. Его не обязательно делать из дерева, его также можно заменить металлическими крючками, разместив их по начерченному контуру
В месте контакта с трубой толщина шаблона должна быть больше высоты поперечного сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с уклоном, иначе труба может соскользнуть.
Конструкция снабжена упором и крепится к какой-либо устойчивой основе. Трубу помещают между плоскостью шаблона и упором и начинают изгибать материал, начиная с края трубки. Если начать процесс гибки от центра, то тонкостенная труба может расплющиться.
В трубу можно вставить металлический стержень диаметром, равным проходному отверстию трубы, а можно просто взять кусок трубы и надеть на конь заготовки. В любом случае так будет удобнее.
В любом случае так будет удобнее.
Галерея изображений
Фото
Гибка труб песком
Горячая гибка профильных труб
Гибка труб пружиной
Гибка труб болгаркой
Подробнее о том, как согнуть профильную трубу без специального оборудования , читать .
По такому же принципу делают более мощные машины. В этом случае усилие создается с помощью лебедки, а труба закрепляется крепче, чтобы она не порвалась.
Выводы и полезное видео по теме
Основные правила изготовления станка для обработки профильных труб:
Трубогибочный станок, близкий к заводскому проекту:
Из всех вариантов профилегибочных станков , следует выбрать конструкцию, наиболее подходящую для целей его использования. Иногда достаточно простейшего механизма, чтобы без особых финансовых затрат обеспечить себя необходимым количеством гнутого профиля.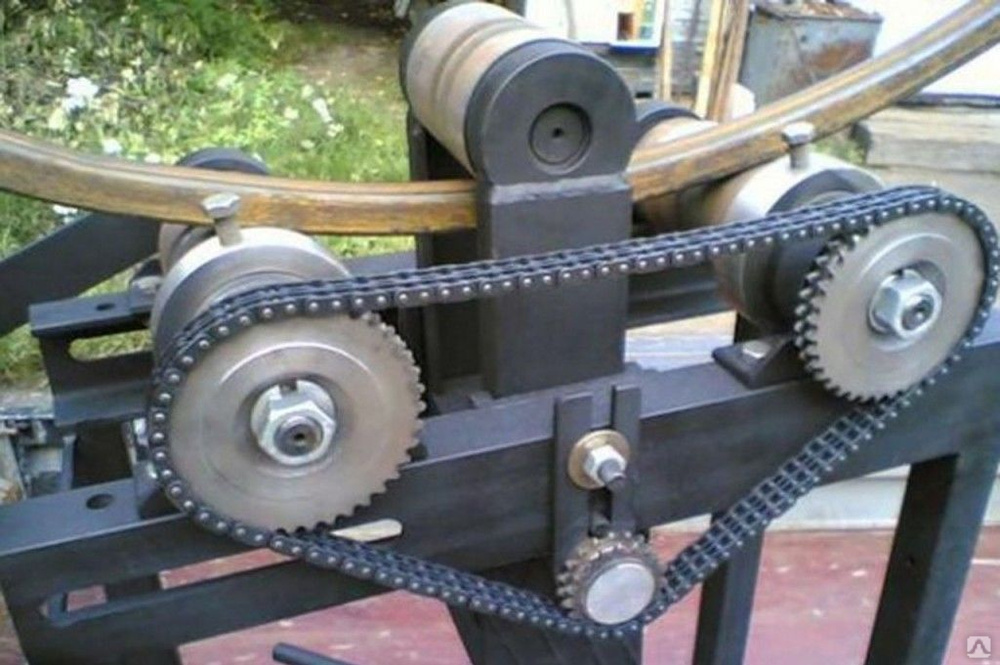
У вас есть личный опыт сборки трубогибочного станка? Возможно, вы сможете предоставить полезную информацию по теме статьи и выложить фото сделанного устройства? Пожалуйста, оставляйте комментарии, делитесь опытом, задавайте вопросы в блоке ниже.
Freeform Manager – Программное обеспечение для моделирования гибки труб
Введение
Freeform Manager обеспечивает автоматическую генерацию и коррекцию данных ЧПУ, а также технико-экономический анализ труб произвольной формы на гибочных станках с ЧПУ. Он основан на многолетнем опыте создания и усовершенствования нашего моделирования гибки Kolli и расширяет основные принципы для работы с трубами, которые изгибаются с постоянно изменяющимся радиусом изгиба и круткой. Это первое в мире программное обеспечение для расчета и моделирования изгибов произвольной формы. Смотрите наши тематическое исследование ниже для примера того, как это приносит пользу проектам, связанным со сложными работами по гибке.
Хотя наш продукт Kolli способен моделировать процессы гибки на трубогибочных станках и простых вальцегибочных станках, он учитывает только один фиксированный радиус на плоский изгиб. Freeform Manager, с другой стороны, был специально разработан для работы с радиусами изгиба и поворотами, которые меняются на протяжении всего процесса гибки, что позволяет вам использовать весь потенциал вашего станка для гибки произвольной формы.
Несмотря на то, что задача может звучать не очень по-другому, для достижения успеха в расчете и моделировании истинного изгиба произвольной формы требовался радикально новый подход. Это, а также дополнительные новые требования, которые необходимо было выполнить, означали, что Freeform Manager был разработан как совершенно новое автономное программное обеспечение, а не как интегрированное в Kolli.
Особенности
Моделирование гибки
Как и его родственная программа Kolli, FreeformManager моделирует процесс гибки на одном или нескольких виртуальных гибочных станках.
Он обнаруживает любое потенциальное столкновение между трубой и машиной или самой собой и автоматически изменяет процесс таким образом, чтобы была найдена оптимальная последовательность гибки, чтобы труба сгибалась без каких-либо столкновений, при условии, конечно, что трубка действительно может быть согнута.
Кривые сплайнов: импорт и создание вручную
Данные конструкции и данные профиля трубы можно импортировать из системы САПР для дальнейшей обработки с помощью интерфейса в формате файла IGES.
Помимо импорта последовательностей кривых из CAD-систем, встроенный редактор позволяет создавать и редактировать трубы, используя параметризованный ввод сегментов труб. Последовательности кривых могут использоваться как для гибки труб, так и для гибки профилей.
Поддержка комбинированных инструментов
Приложение также может генерировать данные ЧПУ для изгибов фиксированного радиуса, которые создаются с использованием одного или нескольких гибочных штампов. Станок с комбинированным инструментом может изготавливать трубы произвольной формы и фиксированного радиуса за один процесс. Необходимые данные для замены инструмента произвольной формы на гибочную матрицу автоматически генерируются Freeform Manager. Необходимый инструмент для фиксированного и произвольного радиуса распознается автоматически.
Станок с комбинированным инструментом может изготавливать трубы произвольной формы и фиксированного радиуса за один процесс. Необходимые данные для замены инструмента произвольной формы на гибочную матрицу автоматически генерируются Freeform Manager. Необходимый инструмент для фиксированного и произвольного радиуса распознается автоматически.
Сравнение заданных и фактических данных и коррекция данных ЧПУ
Freeform Manager учитывает все важные параметры станка, материала и инструмента при создании данных ЧПУ. Программное обеспечение предлагает интерфейсы для измерительных систем, чтобы их данные можно было сравнивать с набором трубок. Результат отображается в виде отчета об отклонении и используется для автоматической коррекции данных ЧПУ. Как правило, после первой коррекции труба находится в допустимом диапазоне, но скорректированный продукт изгиба можно непрерывно корректировать столько раз, сколько необходимо. Результат будет приближаться к set-tube все больше и больше с каждой итерацией.
Анализ осуществимости и 3D-моделирование
Процесс изготовления трубы произвольной формы можно отобразить в виде автономной симуляции движения осей станка. Во время симуляции Freeform Manager проверяет геометрию на наличие коллизий с машиной. В случае столкновения программное обеспечение будет искать альтернативные движения осей для изготовления трубы без столкновений.
Простая настройка модели машины и среды
Freeform Manager включает в себя простой в использовании 3D-редактор, который позволяет создавать или изменять объемную модель машины и оси движения.
Кроме того, вы можете моделировать окружающие объекты, препятствия и стены, которые потенциально могут вызвать столкновения с машиной или гибочной трубой в процессе гибки. Вы можете выполнить измерения и моделирование машины самостоятельно или поручить это 3R.
Практический пример
Центр мировой культуры короля Абдель Азиза в Дахране, Саудовская Аравия, безусловно, является одним из уникальных зданий в мире с необычным фасадом.