404 – страница не найдена
Cтраница не найдена.
К сожалению, страница, которую вы запросили, не была найдена. Вы можете перейти на главную страницу или воспользоваться каталогом товаров.
Ваш город Новосибирск?
При выборе изменится адрес и контакты представительства в вашем городе, а также актуальный ассортимент товаров.
- Россия
- Казахстан
- Белоруссия
- Кыргызстан
- Узбекистан
- Таджикистан
Выберите ваш город
Россия
Россия Казахстан Белоруссия Кыргызстан Узбекистан Таджикистан
Владивосток Екатеринбург Казань Красноярск Москва Нижний Новгород Новосибирск Пермь Ростов-на-Дону Санкт-Петербург Сургут Челябинск
Актау Актобе Алматы Атырау Ашхабад Душанбе Жезказган Караганда Кокшетау Костанай Кызылорда Нур-Султан (Астана) Павлодар Петропавловск Семей Талдыкорган Тараз Туркестан Уральск Усть-Каменогорск Шымкент
Минск
Ташкент
Ангарск Архангельск Астрахань Балаково Барнаул Белгород Бийск Благовещенск Братск Брянск Великий Новгород Владивосток Владикавказ Владимир Волгоград Волжский Вологда Воронеж Грозный Дзержинск Екатеринбург Иваново Ижевск Иркутск Йошкар-Ола Казань Калининград Калуга Кемерово Киров Кострома Краснодар Красноярск Курган Курск Липецк Магнитогорск Махачкала Москва Мурманск Набережные Челны Нижневартовск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новороссийск Новосибирск Ноябрьск Омск Орёл Оренбург Орск Пенза Пермь Петрозаводск Псков Ростов-на-Дону Рыбинск Рязань Салехард Самара Санкт-Петербург Саранск Саратов Севастополь Северодвинск Симферополь Смоленск Сочи Ставрополь Старый Оскол Стерлитамак Сургут Сыктывкар Таганрог Тамбов Тверь Тольятти Томск Тула Тюмень Улан-Удэ Ульяновск Уфа Хабаровск Ханты-Мансийск Чебоксары Челябинск Череповец Чита Шахты Энгельс Якутск Ярославль
Актау Актобе Алматы Атырау Ашхабад Душанбе Жезказган Караганда Кокшетау Костанай Кызылорда Нур-Султан (Астана) Павлодар Петропавловск Семей Талдыкорган Тараз Туркестан Уральск Усть-Каменогорск Шымкент
Брест Витебск Гомель Гродно Минск Могилёв
Баткен Бишкек Джалал-Абад Каракол Нарын Ош Талас
Андижан Бухара Нукус Самарканд Ташкент Фергана
Бохтар Бустон Вахдат Гиссар Гулистон Душанбе Истаравшан Истиклол Исфара Канибадам Куляб Курган-Тюбе Левакант Нурек Пенджикент Рогун Турсунзаде Хорог Худжанд
Обратный звонок
Введите имя Введите номер телефонаНажимая на кнопку, вы соглашаетесь на обработку персональных данных
Оформление заказа
Введите имя Введите номер телефонаНажимая на кнопку, вы соглашаетесь на обработку персональных данных
Запрос цены
Введите имя Введите номер телефонаНажимая на кнопку, вы соглашаетесь на обработку персональных данных
Товар добавлен!
Обращение к генеральному директору
Введите имя Введите номер телефонаДокументы
Скачать архивом
Сообщить об ошибке
Опишите проблему с которой вы столкнулись на сайтеМы временно отключили форму «Оформить заказ» из-за технического сбоя.
Извините за неудобства!
[email protected]+7 (499) 490-20-31
Откликнуться
Обзор / Своими руками / Септики / Канлизация / Публикации / Санитарно-технические работы
Станок для гибки профильной трубы считается одним из оборудований для обработки металлических изделий. Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Данные станки можно приобрести в готовом заводском варианте, либо смастерить своими руками. Так как оборудование, которое используют в доме редко, значит, не следует тратить деньги на покупку серийного станка. Изучив доступные чертежи устройства, стоит создать станок самостоятельно.
Из чего состоит профилегиб
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
- валы три штуки, три штуки роликов.
- приводное цепное устройство.
- несколько осей.
- профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.

Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.

- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
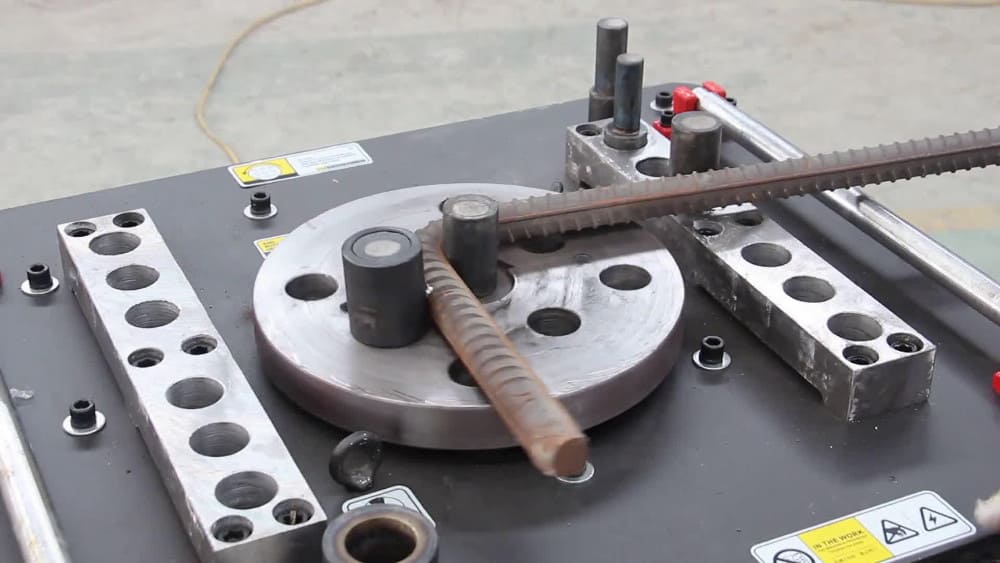
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами.
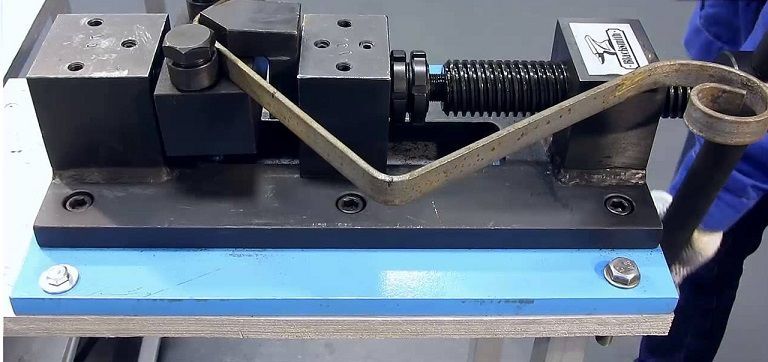
Метод подходит для небольших работ. - С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
 Метод подходит для небольших работ.
Метод подходит для небольших работ.Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы.
 К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Устройство гидравлического типа своими руками
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же отметки.
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
- Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
- Домкрат задает движение платформе, который упирается в корпус платформы штоком.
- Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
- Подготовка материала, набора инструментов.
- Сборка основной платформы.
- Нарезка трубы под подшипники.
- Выполнение соединения вальцев с подшипниками.
- Присоединение катка с помощью сварки.
- Изготовление основы под каток.
- Сборка всех элементов конструкции.
- Проверка на качество работы устройства.
Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.

Что необходимо для изготовления конструкции:
- полка
- профильный прокат из металла для изготовления каркаса.
- валы.
- пружины прочные, 4 шт.
- цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
- установить вал на полку.
- к полке монтируют гайки для крепления пружины.
- площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.
Поэтапный процесс сборки прокатного устройства:
- заказать валы у специалистов.
- сделать каркас под устройство.
- устанавливают прижимной вал.
- прикрепляют пружины.
- закрепляют валы.
- протягивают цепь.
- делают ручку.
- наносят краску на конструкцию.

Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
- станки имеют автоматизированный процесс управления.
- станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
- некоторые станки имеют пульт управления на расстоянии.
- конструкции имеют небольшие размеры, из-за этого станки мобильны.
- серийное оборудование легко устанавливается на твердой гладкой поверхности.
- станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
Китай Высококачественные профилегибочные станки, сталь / нержавеющая сталь / алюминий
Китай Высококачественный Гидравлический профильный гибочный станок Производитель Заводская цена Продажи
С 1989 года эксперты в области удобных в использовании профилегибочных станков с ЧПУ.
Удобный станок для гибки профилей с ЧПУ. Стальные стержни, уголки, двутавровые и двутавровые балки, швеллеры, трубы и трубы для гибки стали, нержавеющей стали и алюминия.
Гидравлический профильно-гибочный станок
Промышленная технология Борисбанга (BIT) является одной из первых китайских разработок в области технологии гибки профилей и работает в этой отрасли более 30 лет. BIT отвечает требованиям к точности, качеству и техническим характеристикам широкого круга клиентов и отраслей по всему миру. Профилегибочные станки с ЧПУ
BIT предназначены для многократного использования по порядку, обеспечивая простоту эксплуатации, точные изгибы и высокую повторяемость. Чрезвычайно удобные в использовании, они также полностью доступны как для учеников, так и для опытных рабочих, для гибки стальных и алюминиевых профилей Made Easy.
BIT предлагает 3 типа профилегибочных станков ( PBH , PBA , MS ), они используются для гибки уголков, плоских стержней, тавровых балок, двутавровых балок, двутавровых балок, U-образных профилей, круглые и квадратные прутки, трубы и трубы квадратного сечения, а также сложные экструдированные профили.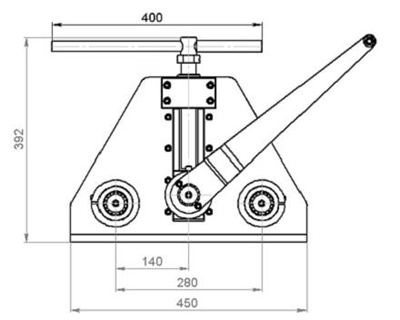
Параметры машины для гибки алюминиевых профилей PBA
| Модель | PBA-300F | PBA-450 | PBA-500 | PBA 500 + | PBA-500F | PBA-600 | PBA 600 + | PBA-800 | PBA-1000 | PBA-1200 | ||||||||||||||||||||||
| Power (kW) | 2.5 | 5.5 | 4 | 6.5 | 5 | 5 | 10 | 10 | 18 | 22. 5 5 | ||||||||||||||||||||||
| Roller Speed (rpm) | 1-30 | 1-20 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | ||||||||||||||||||||||
| Max.DIA Mold (mm) | 160 | 240 | 240 | 240 | 240 | 260 | 260-400 | 260/320 | 300 | |||||||||||||||||||||||
| Ролик DIA (мм) | 30 | 50 | 50 | 50 | 50 | 60 | 80 | 80 | 105 | 125 | ||||||||||||||||||||||
| Axis Distance (mm) | 100 | 180-390 | 100-300 | 270-600 | 310 | 270-600 | 370-1200 | 270-600 | 450 ~ 1200 | 500-1200 | ||||||||||||||||||||||
| 9008 | ) 15 | 15 | 20 | 15 | 25 | 25 | 35 | 50 | 70 | |||||||||||||||||||||||
| Accuracy Y-axis (mm) | ≤0. 01 01 | ≤0.01 | ≤0.01 | ≤0.02 | ≤0.02 | ≤0.02 | ≤0.02 | ≤0.02 | ≤0.02 | |||||||||||||||||||||||
| Max.Torque X-Axis (N.m) | 1200 | 1700 | 2500 | 4000 | 2500 | 4500 | 6000 | 6000 | 10000 | 1300 | ||||||||||||||||||||||
| Max.Section size (W×H)(mm) | 50×70 | 120×150 | 150×200 | 120×150 | 150×200 | 200×250 | 200×250 | 250×300 | 300×450 | |||||||||||||||||||||||
| Dimension | 1. 2×.8×1.3 2×.8×1.3 | 1.8×.7×1.7 | 1,5×1,2×1,4 | 1,6×1,2×1,5 | 1,5×1,2×1,4 | 1,5 × 1,2 × 1,4 | 1,8 × 1,8 × 1,6 | 1,8 × 1,8 × 1,6 | 1,9 × 20 × 1,75 | 2,1 × 2,2 × 1,85 | 4 | 5559.239.239.239.239.239.239.239.239.239.239.239.239.239.239.239.239.239.239.239.239.239.239.1139.Если необходимая вам секция гибки больше размера, указанного в таблице, свяжитесь с нами. Максимальный модуль упругости BIT может достигать 1000 см 3 .
. Особенности профилегибочного станка PBH Профилегибочный станок BIT PBH (Станок для гибки профилей) в стандартной конфигурации поставляется с пакетом функций, которые обычно недоступны на других станках: 8 комплектов (до 9 комплектов) приводов с масляными цилиндрами, гидравлически управляемый направляющий ролик 3D. повышает точность гибки профиля. Калибровочный валок для постоянного изгиба при прокатке уголков и труб. Наш отдел исследований и разработок разработал широкий спектр инструментов и принадлежностей: гибка двутавровых балок для жесткой гибки, формирование и гибка V-образных каналов для горных работ, формование и прокатка полутруб, а также большое разнообразие специальных гибочные приложения для повышения производительности и качества обработки специальных материалов. Видео процесса гибки профилей на станке для гибки стальных и алюминиевых профилей BIT Станки для гибки профилей BIT оснащены прочной стальной конструкцией, серводвигателем или гидравлической системой, а также удобными в использовании прочными гибочными роликами, обеспечивающими быструю и надежную работу и спроектированными для минимизации потерь энергии. Примечания: Первая половина – это гибка стального профиля , а вторая половина алюминиевого профиля г. видео. Шесть шагов гибки профиля
Понятно, что для загрузки профиля на станок должно присутствовать достаточное расстояние между роликами. Ясно также, что для блокировки профиля между валками и приложения давления необходимо уменьшить это расстояние. Подробнее: Роликовая гибка в 12 процессах гибки металла 5 главных вещей, которые следует учитывать перед покупкой профильной гибочной машиныПрофилегибочный станок первого поколения BIT (1998 г.)Выбор профилегибочного станка с ЧПУ может показаться сложным, но на самом деле он разбивается на несколько простых шагов. Во-первых, определите максимальный размер и тип материала, который вы будете катать. Затем определите типы профилей (уголки, плоские поверхности, трубы и т. д.), которые вы будете формировать. Наконец, определите, будете ли вы скручивать материал в один простой радиус или у вас будет или вам понадобится возможность формировать переменные радиусы. 1#:Предел текучести Что касается предела текучести углового железного ролика, машины BIT единообразно рассчитываются на основе предела текучести Q235 и имеют предел текучести от 36 000 до 38 000 фунтов на квадратный дюйм (PSI). 2#:Правильный размер Независимо от того, гнут ли оператор уголки, выбор инструмента имеет решающее значение. Инструменты должны соответствовать профилю, но не быть настолько тугими, чтобы негативно повлиять на усадку и рост заготовки. Слишком туго затянутый инструмент может вызвать локальную деформацию и, в худшем случае, фактически выдолбить поверхность материала. 3#:Различная способность к изгибу Типы металла, которые может обрабатывать профилегибочный станок, в значительной степени зависят от его способности к изгибу, мы используем модуль сопротивления для оценки возможностей углового стального ролика. 4#:Разгибание плоских концовПрофилегибочный станок серии PBH имеет независимое движение двух нижних роликов, что позволяет оператору свести к минимуму жертву отгибаемых плоских участков на заготовке. Кроме того, операторы могут точно отрегулировать положение ролика, чтобы еще больше свести к минимуму несогнутую плоскость. Опять же, как правило, прокатный цех, который изгибает небольшую заготовку на большом профильно-гибочном станке (профилегибочном станке), должен учитывать длинную плоскую секцию, что увеличивает материальные затраты. Благодаря преимуществам своей конструкции и принципу работы, двухзажимный профилегибочный станок хорошо решает эту проблему. 5#:Посмотреть таблицу пределов изгиба Сравните информацию о том, какое усилие может создавать угловой железный ролик и какие металлы (листы, рулоны и т. Подробнее: Основные сведения о профилегибочном станке Важное чтение: КЛЮЧЕВЫЕ МОМЕНТЫ, КОТОРЫЕ СЛЕДУЕТ ЗНАТЬ ПЕРЕД ЭКСПЛУАТАЦИЕЙ ПРОФИЛЬНО-ГИБОЧНОГО СТАНКА Видео о гибке профилейДополнительные методы гибки металлических профилей BendingAngle Iron BendingChannel BendingГибка балкиГибка двутавровой балкиВосемь видов руководства по гибке металлических профилей.Справочник: Лучшее руководство для начинающих по гибке металлических профилей Событие и обновлениеПрофилирование в холодном состоянии Профилирование и гибка: различия, плюсы и минусына Гибка алюминия Процесс гибки валка и машина для гибки валкана Гибка профилей профилей либо с холодной гибкой, хотя это один из самых сложных процессов изготовления, гибка валков необходима, если вы хотите предоставить своим клиентам больше гибки… Гибка алюминия Различия металла Профили 2#: Труба и трубана В некоторых случаях термины могут использоваться взаимозаменяемо, однако между трубкой и трубой есть одно ключевое различие: ТРУБА представляет собой круглую трубу для распределения жидкостей и газы, обозначаемые номинальным … Гибка алюминия Что такое алюминиевый профиль?на Профили из алюминиевых сплавов (алюминиевые штамповки) изготавливаются из сплавов на основе алюминия с добавлением определенного количества других легирующих элементов методом экструзии. Процесс формования алюминиевых профилей представляет собой объемный п… Гибка алюминия Базовые знания о профилегибочном станкена Что такое профилегибочный станок? Профилегибочный станок (он же профильно-гибочные станки и угловой валок) — это оборудование для радиальной формовки металлических профилей. Работает аналогично листопрокатному станку… Листопрокатный станок Несколько важных пунктов на чертежах процесса гибки профилейна Вы работали над строительным проектом, который включал в себя гнутую сталь, а затем должны были ответить на запросы, потому что вы не были точно уверены, что деталировщик или гибщик, необходимый для изготовления этого изогнутого элемента? Вот … KPB 50 – Машины для прокатки труб и профилейKPB 50 – Машины для прокатки труб и профилей – KNUTHКПБ 50 показано КПБ 30 показано
стандартные ролики Артикул: стандартные ролики стандартные ролики Артикул: Ножная педаль с аварийным выключателем Ножная педаль с аварийным выключателем Артикул: панель управления панель управления Артикул: операционные инструменты рабочие инструменты Артикул: Инструкции оператора Инструкции для оператора Артикул: Нужна помощь в поиске машины?Мы будем рады помочь вам принять правильное решение для достижения ваших бизнес-целей Обслуживание KNUTH Все машины время от времени нуждаются в пит-стопе. Посмотреть услуги Посмотреть машины KNUTH в действииПолучите личное впечатление на одном из наших объектов! Многие машины в нашем портфолио всегда есть на складе и доступны для демонстрации. Заказать демонстрацию КПБ 50 Артикул: 131151 Приветствие*Mrs.Mr. Job function*Financial EmployeeTechnical EmployeeTechnical ManagerTraining ManagerPurchasing EmployeePurchasing ManagerGeneral ManagerOther Country*AlbaniaAlgeriaAndorraArmeniaAustraliaAustriaAzerbaijanBahrainBangladeshBelarusBelgiumBeninBosnia & HerzegovinaBruneiBulgariaBurkina FasoCambodiaCameroonChadChinaCroatiaCyprusCzechiaDenmarkDjiboutiEgyptEstoniaFinlandFranceGeorgiaGermanyGibraltarGreeceGreenlandGuernseyGuineaHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJapanJordanKazakhstanKuwaitKyrgyzstanLaosLatviaLebanonLibyaLithuaniaLuxembourgMacao SAR ChinaMalaysiaMaliMaltaMauritaniaMoldovaMonacoMongoliaMontenegroMoroccoMyanmar (Burma)NepalNetherlandsNew ZealandNigerNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPapua New GuineaPhilippinesPolandPortugalQatarRomaniaRussiaSaudi ArabiaSerbiaSingaporeSlovakiaSloveniaSouth KoreaSpainSri LankaSudanSwedenSwitzerlandSyriaTaiwanTajikistanThailandTogoTunisiaTurkeyTurkmenistanUkrai neОбъединенные Арабские ЭмиратыВеликобританияУзбекистанВьетнамЙемен State*AlaskaAlabamaArkansasAmerican SamoaArizonaCaliforniaColoradoConnecticutDistrict of ColumbiaDelawareFloridaFederated MicronesiaGeorgiaGuamHawaiiIowaIdahoIllinoisIndianaKansasKentuckyLouisianaMassachusettsMarylandMaineMarshall IslandsMichiganMinnesotaMissouriNorthern Mariana IslandsMississippiMontanaNorth CarolinaNorth DakotaNebraskaNew HampshireNew JerseyNew MexicoNevadaNew YorkOhioOklahomaOregonPennsylvaniaPuerto RicoPalauRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUtahVirginiaUS Virgin IslandsVermontWashingtonWisconsinWest VirginiaWyoming ПромышленностьГорное делоПрофессиональное образование и высшие учебные заведенияХимияЭлектропромышленность, в т. Размер машинного паркаДо 5 станковБолее 5 станковБолее 10 станков Запрашиваемая дата поставки*В кратчайшие срокиВ течение 3-6 месяцевВ течение 6-12 месяцев Подпишитесь на рассылку новостей Этот сайт защищен с помощью reCAPTCHA, а также применяются Политика конфиденциальности и Условия обслуживания Google. | ||||||||||||||||||||
 Section(mm)
Section(mm)  Section (MM)
Section (MM) 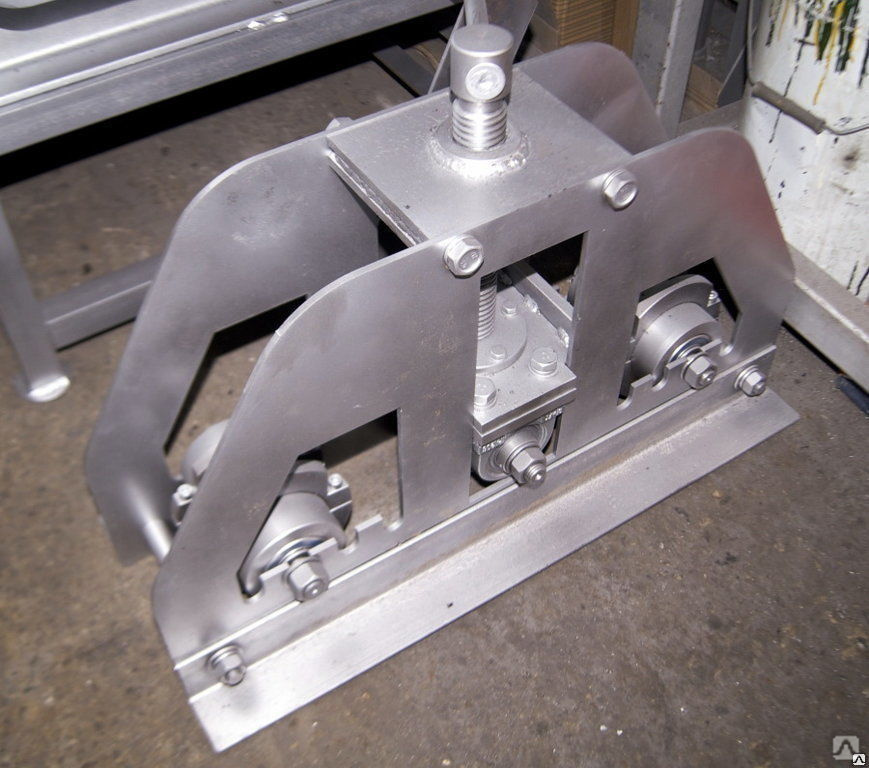 Section (MM)
Section (MM)  Section(mm)
Section(mm)  5
5 Стандартные комбинированные пресс-формы могут обрабатывать множество заготовок (угловые, квадратные трубы/стержни, плоские стержни, швеллеры, двутавровые или двутавровые балки и тройники). Низкое энергопотребление – энергосбережение, меньшая мощность, чем у других машин на рынке с такой же мощностью гибки.
Стандартные комбинированные пресс-формы могут обрабатывать множество заготовок (угловые, квадратные трубы/стержни, плоские стержни, швеллеры, двутавровые или двутавровые балки и тройники). Низкое энергопотребление – энергосбережение, меньшая мощность, чем у других машин на рынке с такой же мощностью гибки.

 . Если у вас есть особые требования, укажите в запросе предел текучести металлического материала. Предел текучести Q235: относится к пределу текучести этого материала, около 235 МПа.
. Если у вас есть особые требования, укажите в запросе предел текучести металлического материала. Предел текучести Q235: относится к пределу текучести этого материала, около 235 МПа.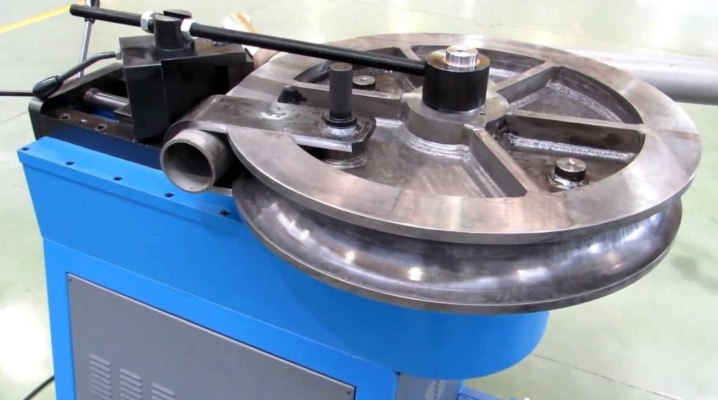 прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха. д.) он предназначен для обработки, и сравните ее с вашими заводские сертификаты или другую соответствующую информацию, чтобы определить, какой профилегибочный станок лучше всего соответствует вашим потребностям.
д.) он предназначен для обработки, и сравните ее с вашими заводские сертификаты или другую соответствующую информацию, чтобы определить, какой профилегибочный станок лучше всего соответствует вашим потребностям. 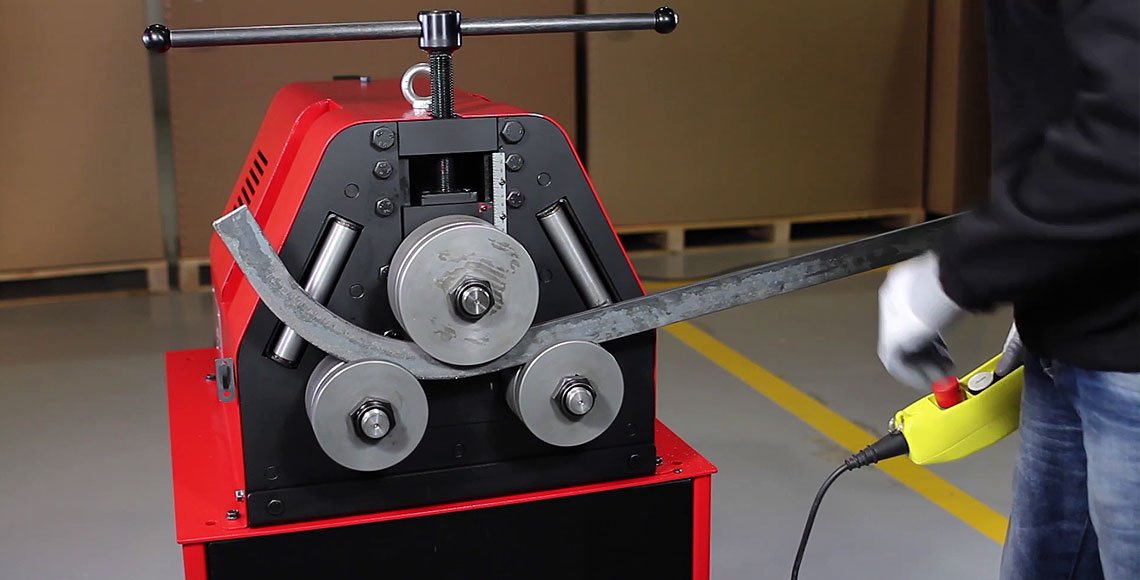 Благодаря нашим комплексным планам обслуживания, обучения и установки вы всегда будете получать максимально возможную производительность от своих машин KNUTH.
Благодаря нашим комплексным планам обслуживания, обучения и установки вы всегда будете получать максимально возможную производительность от своих машин KNUTH. ч. полупроводники и системы накопления энергииЭнергетика и коммунальные услуги, такие как коммунальные услуги, электростанции и т.д. производство грузовиков и мотоцикловПищевая промышленностьАэрокосмическая промышленностьМашиностроениеМеталлостроительство и слесарное производствоМеталлургия – производство и переработка сталиВоенная промышленностьЖелезнодорожное строительствоСудостроениеТехнологии резки и субподрядСтроительство специальных транспортных средств, в т.ч. машины для сельского и лесного хозяйстваГосударственные, общественные и религиозные учрежденияКамнеобработкаИнструментальное производствоОбработка и субподрядДругое
ч. полупроводники и системы накопления энергииЭнергетика и коммунальные услуги, такие как коммунальные услуги, электростанции и т.д. производство грузовиков и мотоцикловПищевая промышленностьАэрокосмическая промышленностьМашиностроениеМеталлостроительство и слесарное производствоМеталлургия – производство и переработка сталиВоенная промышленностьЖелезнодорожное строительствоСудостроениеТехнологии резки и субподрядСтроительство специальных транспортных средств, в т.ч. машины для сельского и лесного хозяйстваГосударственные, общественные и религиозные учрежденияКамнеобработкаИнструментальное производствоОбработка и субподрядДругое