Станок С8 для производства профнастила
Профнастил представляет собой готовое к применению изделие из тонколистовой стали с оцинковкой и полимерным защитно-декоративным покрытием. Обладает высокой прочностью, стойкостью к износу, атмосферным осадкам. Отлично противостоит резким перепадам температур, механическим нагрузкам. Не деформируется в процессе эксплуатации, не выгорает от воздействия ультрафиолетовых солнечных лучей. Для производства используют крупногабаритное горизонтальное оборудование, формирующее сталь по заданным параметрам.
Область применения профнастила
Профнастил широко применяется в строительных работах по устройству заборов, ограждений. Часто используется в качестве облицовочного материала для фасадов зданий и сооружений жилого и промышленного назначения. Может применяться для оформления зон отдыха, гаражей, придомовых пристроек.
В некоторых случаях из профнастила устраивают плоские горизонтальные крыши в сараях и других сооружениях, где не требуется устройство качественного и эффективного водостока.
Обзор станков С8
Сегодня для производства профнастила С8 производители предлагают широкий выбор станков. Они отличаются внешним видом, габаритами, функциями, техническими характеристиками. Для выбора техники важно обратить внимание на объемы производства, площадь помещения, где будет происходить изготовление профнастила и бюджет.
Разберем основные станки для изготовления профнастила С8, которые успели заслужить внимание крупных производителей строительных материалов в странах СНГ и Европы.
Станок С8
Горизонтальное оборудование, которое используется именно для производства профлиста С8. Имеет один ярус с одним прокатным станом. Позволяет выпускать качественный профнастил из оцинкованной стали с толщиной от 0,3 до 0,6 мм. Оборудование обладает мощностью до 14 кВт, что позволяет работать в непрерывном режиме и, при этом, выпускать качественный продукт.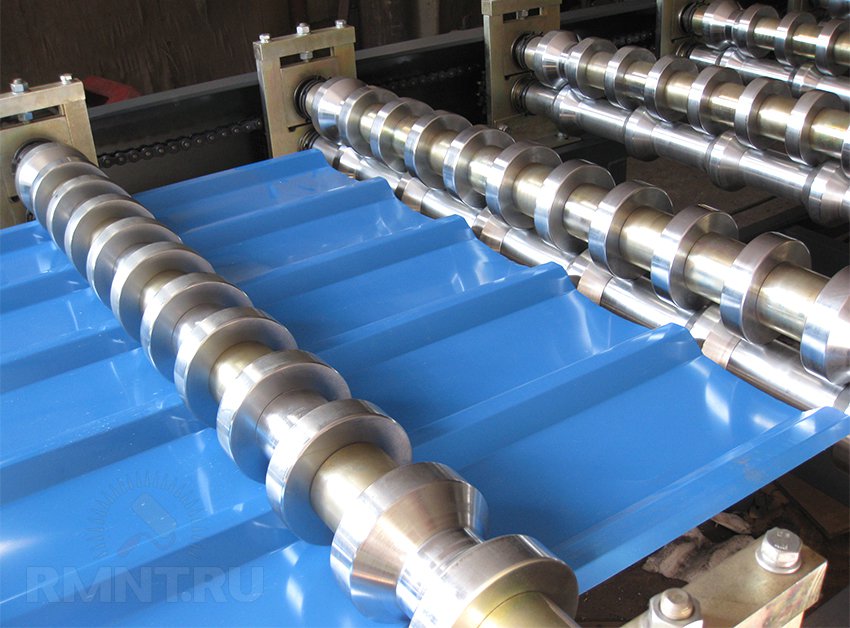
Станок С8 имеет размеры 24000 х 2500 х 1600 мм, 11 клетей и ширину прокатного стана в 1250 мм. В комплектацию оборудования входит механизм разматывания – модель РЗК 007, которая имеет надежные фиксаторы и грузоподъемность до 7500 кг. Гильотина острая, изготовленная из нержавеющей закаленной стали. Позволяет разрезать листы оцинкованной стали на размеры, заданные в параметрах станка.
Прокатная линия установки состоит не только из разматывателя, но и из заходного блока, прокатного стана, гильотинных ножниц и приемного стола. Также имеется выкатываемая платформа, которая позволяет сразу после производства складировать готовые изделия до их последующей транспортировки или упаковки. Обратите внимание, что оборудование может комплектоваться и другими дополнительными устройствами и механизмами по желанию заказчика.
Станок С8/С12
Производственное оборудование для изготовления профнастила марки С8. Имеет два яруса, которые работают одновременно, производя не только профнастил С8, но и С12. Установка относится к полностью автоматизированной, отличается многофункциональностью, высокой эффективностью. Станок работает от электросети, имеет мощность 7 кВт, весит 7 тонн. Относится к непрерывному производственному оборудованию с большим количеством изготовляемого продукта за 1 час.
Имеет два яруса, которые работают одновременно, производя не только профнастил С8, но и С12. Установка относится к полностью автоматизированной, отличается многофункциональностью, высокой эффективностью. Станок работает от электросети, имеет мощность 7 кВт, весит 7 тонн. Относится к непрерывному производственному оборудованию с большим количеством изготовляемого продукта за 1 час.
Разматыватель рулонных материалов обладает мощностью в 5,5 кВт, имеет безопасные фиксаторы для оцинкованной стали. Позволяет с заданной скоростью «поставлять» листы на прокатный стан для их формовки. Гильотинные ножницы выполнены их закаленной стали марки Сr12, предназначены для разрезания готовых листов профнастила всего за 1-2 секунды. Не нуждаются в регулярной заточке.
Укомплектовать оборудование можно большим количеством дополнительных механизмов по желанию клиента. Обратите внимание, что именно от комплектации зависит современность производства и скорость изготовления профнастила, что часто влияет на объемы заказов.
Станок С8/С10
Двухъярусное горизонтальное оборудование для производства профнастила марки С8 и С10 из холоднокатаной тонколистовой стали. Обладает непрерывно-поточной работой, формует листы стали с полимерным защитно-декоративным покрытием. Имеет размер валов 70 мм, при этом их давление – 32 Мпа.
В комплектацию оборудования входит разматыватель с грузоподъемностью до 5000 кг. Установка оснащена автоматической системой управления PLC Delta, которая позволяет выставлять нужные параметры для непрерывного производства. Скорость работы агрегата составляет от 6 до 8 метров в минуту, что обеспечивает большой объем выпускаемой продукции.
Отмечается наличие поперечного ножа, который позволяет разрезать готовые изделия, не деформируя их. Также в комплектацию входит выкатываемая платформа, которая необходима для складирования готового профнастила.
Станок для производства профнастила: виды, изготовление своими руками
- Свойства профнастила
- Типы оборудования для производства профнастила
- Структура производственных линий
- Как изготовить станок для производства профлистов
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа.
 Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка. - В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
 Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
 youtube.com/embed/z8Z676hTxm8″/>
youtube.com/embed/z8Z676hTxm8″/>
Машина для производства кровельных листов с трапециевидным профилем для профилирования/гибки/резки
Особенности и преимущества машины для производства кровельных листов с трапециевидным профилем
Полностью автоматическая машина для производства кровельных листов с трапециевидным профилем, специально разработанная для формирования трапециевидного профиля различных размеров и спецификаций кровельный лист и стеновая панель серийного производства.
Станок для гибки кровельных листов имеет широкий диапазон производственных скоростей: 20/30/40/50/60 м/мин опционально.
Работая с непрерывной летучей резкой и полностью автоматической системой штабелирования, наша машина для гибки трапециевидных профилей может достигать максимальной рабочей скорости 60 м/мин.
Платформа кассетного типа и быстросменная станина для многопрофильных целей доступны на выбор.
Сертифицировано несколькими патентами, включая сертификат CE, ЕВРОПЕЙСКИЙ стандарт качества.
Для большинства горячих и популярных моделей листогибочных станков у нас есть готовые профилегибочные станки для кровельной черепицы на складе для быстрой доставки.

Сырье для листогибочного станка трапециевидного профиля
Тип материала: Сталь с полимерным покрытием, оцинкованная сталь, алюминиевый лист, нержавеющая сталь /350/550-675 (МПа) дополнительно
Ширина: 1200/1220/1250 (мм)
Производственная линия Компоненты и параметры станка для гибки трапециевидного профиля
| Decoiler | 5t/8t/10t/15t Motor/hydraulic motor/passive (optional) |
| Filming covering device | optional |
| Front shear | optional |
| Lubricating device | no необходимо |
| Система профилирования | 20/30/40/50/60 м/мин (опционально) |
| Защитный кожух | опционально |
| Резка столба (гидравлическая/опционально) | 0056 |
| Система вывода | Ручной сторонник/Автоматический укладчик (необязательно) |
| Stackmaster | (направление вывода) Латеральная/продольная (опциональная) |
| 5559900/PEARTINGER | |
55559956 гг. | |
| Электрическая система управления | MITSUBISH/ SIEMENSE/AMS (опционально или по запросу) |
Схема линии профилирования
Рабочий процесс машины для изготовления кровельных листов с трапециевидным профилем
Обычно работа этой серии гибочных машин для кровельных листов проходит через следующие процессы: Автомобиль для загрузки рулонов (дополнительно) – Разматыватель (пассивный/автоматический) – Передние ножницы (дополнительно) – Подающий и направляющий стол – Пленка для покрытия (дополнительно) – Профилегибочная система – Последующая резка по длине (гидравлическая/моторная)
Чертежи профиля машины для гибки профильных листов
Применение машины для гибки трапециевидных профилей
Этот профиль предназначен для коммерческих и промышленных кровель; который подходит для кровли с низким уклоном, а также изогнутой кровли.
Листы с более высокими ребрами и выступающими ребрами, что делает их исключительно привлекательными и высокопроизводительными кровельными и облицовочными материалами для различных конструкций из легких стальных конструкций, гражданского строительства и строительства особняков.
Заготовленные панели по профилям изгибай Качество класса А
Профилегибочная машина для кровельных листов | Машина для изготовления кровельных листов Индия
Профилирование – это непрерывная операция гибки, при которой длинная полоса металлического листа (обычно стальные рулоны, такие как PPGI, PPGL, GI, PPGL, BGL, алюминий и т. Д.) Проходит через наборы валков, установленных на последовательных стендах. каждый набор выполняет только добавочную часть изгиба, пока не будет получен желаемый профиль поперечного сечения. Профилегибочная машина для кровельных листов состоит из автоматической направляющей подачи разматывателя, блока профилирования, гидравлического резака с системой управления на базе ПЛК. Мы вовлечены в предложение широкого спектра машин для производства цветных листов, которые производятся с использованием высококачественного сырья и новейших технологий с установленными универсальными стандартами. Эти продукты доступны в различных технических требованиях и могут быть настроены согласно разнообразным требованиям наших престижных клиентов. Высочайшая выходная скорость составляет 30-40 метров в минуту, что увеличивает производительность как минимум в 10-15 раз. Максимальное использование ваших инвестиций, практически любая форма может быть сформирована с одинаковыми поперечными сечениями. Профили любой сложной формы могут быть сформированы на нашем профилегибочном станке.
Д.) Проходит через наборы валков, установленных на последовательных стендах. каждый набор выполняет только добавочную часть изгиба, пока не будет получен желаемый профиль поперечного сечения. Профилегибочная машина для кровельных листов состоит из автоматической направляющей подачи разматывателя, блока профилирования, гидравлического резака с системой управления на базе ПЛК. Мы вовлечены в предложение широкого спектра машин для производства цветных листов, которые производятся с использованием высококачественного сырья и новейших технологий с установленными универсальными стандартами. Эти продукты доступны в различных технических требованиях и могут быть настроены согласно разнообразным требованиям наших престижных клиентов. Высочайшая выходная скорость составляет 30-40 метров в минуту, что увеличивает производительность как минимум в 10-15 раз. Максимальное использование ваших инвестиций, практически любая форма может быть сформирована с одинаковыми поперечными сечениями. Профили любой сложной формы могут быть сформированы на нашем профилегибочном станке. Точность и постоянство формы и размеров могут быть достигнуты. Сокращенный срок поставки для быстрого удовлетворения ваших производственных потребностей. Мы разрабатываем Профилегибочную линию и Профилегибочную оснастку на нашем самом современном программном обеспечении с использованием нашего богатого опыта и технологий. У нас есть собственные обрабатывающие центры с ЧПУ и VMC для производства роликовых инструментов с собственным контролем качества и проверкой.
Точность и постоянство формы и размеров могут быть достигнуты. Сокращенный срок поставки для быстрого удовлетворения ваших производственных потребностей. Мы разрабатываем Профилегибочную линию и Профилегибочную оснастку на нашем самом современном программном обеспечении с использованием нашего богатого опыта и технологий. У нас есть собственные обрабатывающие центры с ЧПУ и VMC для производства роликовых инструментов с собственным контролем качества и проверкой.
Jupiter Roll Forming Pvt. ООО | ||||||
| Технические характеристики линии профилирования кровельных листов | ||||||
| Спецификация | Профилегибочная машина для производства кровельных листов | Профилегибочное оборудование для производства более широких кровельных листов | ||||
| Полуавтоматический | Обычный | Высокая скорость | Полуавтоматический | Обычный | Высокая скорость | |
| Модель № | JRF-RMSD61218 | JRF-RMSD62522 | JRF-RMSD64522 | JRF-RMSD71218 | JRF-RMSD72524 | JRF-RMSD74524 |
| Ширина ввода | от 900 до 1300 мм (4 фута) | от 900 до 1300 мм (4 фута) | от 900 до 1300 мм (4 фута) | от 900 до 1500 мм (5 футов) | от 900 до 1500 мм (5 футов) | от 900 до 1500 мм (5 футов) |
| Ширина вывода | 3,25 фута (6 ребер) | 3,25 фута (6 ребер) | 3,25 фута (6 ребер) | 3/4 фута (6 и 7 ребер) | 3/4 фута (6 и 7 ребер) | 3/4 фута (6 и 7 ребер) |
| Разматыватель | Руководство | Автоматический | Автоматический | Руководство | Автоматический | Автоматическая |
| Емкость разматывателя | 5 тонн | 5 тонн | 10 тонн | 10 тонн | 10 тонн | 10 тонн |
| Насадка Flim Guard | Неприменимо | √ | √ | Неприменимо | √ | √ |
| Нож для подкладки задней стороны | Неприменимо | √ | √ | Неприменимо | √ | √ |
| Профилегибочная станция | 18 | 22 | 22 | 18 | 24 | 24 |
| Скорость (без резки) | 12MPM | 20 МПМ | 45MPM | 12MPM | 20 МПМ | 45 м/мин |
| Производительность в час | 1 тонна | 2,5 тонны | 8 тонн | 1 тонна | 2,5 тонны | 8 тонн |
Производство за 10 часов. | 8 тонн | 20 тонн | 80 тонн | 8 тонн | 20 тонн | 80 тонн |
| Гидравлический обжиг | √ | √ | Неприменимо | √ | √ | Неприменимо |
| Снятие кожи Обжигание | Неприменимо | Неприменимо | √ | Неприменимо | Неприменимо | √ |
| Таблица выхода | √ | √ | Неприменимо | √ | √ | Неприменимо |
| Конвейерный стол | Неприменимо | Неприменимо | √ | Неприменимо | Неприменимо | √ |
| МЫ ПРЕДЛАГАЕМ НИЖЕ ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ ДЛЯ ВЫШЕУКАЗАННОЙ ПРОФИЛЬНОЙ МАШИНЫ, КАК ПРИМЕНИМО | ||||||
| Хвостовой пресс | Неприменимо | √ | Неприменимо | Неприменимо | √ | Неприменимо |
| Автоматический укладчик | Неприменимо | √ | √ | Неприменимо | √ | √ |
| Тележка для катушек | Неприменимо | √ | √ | Неприменимо | √ | √ |
| Телескопическая полная защита | √ | √ | √ | √ | √ | √ |
| Модуль GSM | √ | √ | √ | √ | √ | √ |
| Длина | 45 футов. | |||||