Конструкция станка для производства профнастила
Сегодня мы подготовили статью на тему: “конструкция станка для производства профнастила”, а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
Нет тематического видео для этой статьи.
Видео (кликните для воспроизведения). |
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Нет тематического видео для этой статьи.| Видео (кликните для воспроизведения). |
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
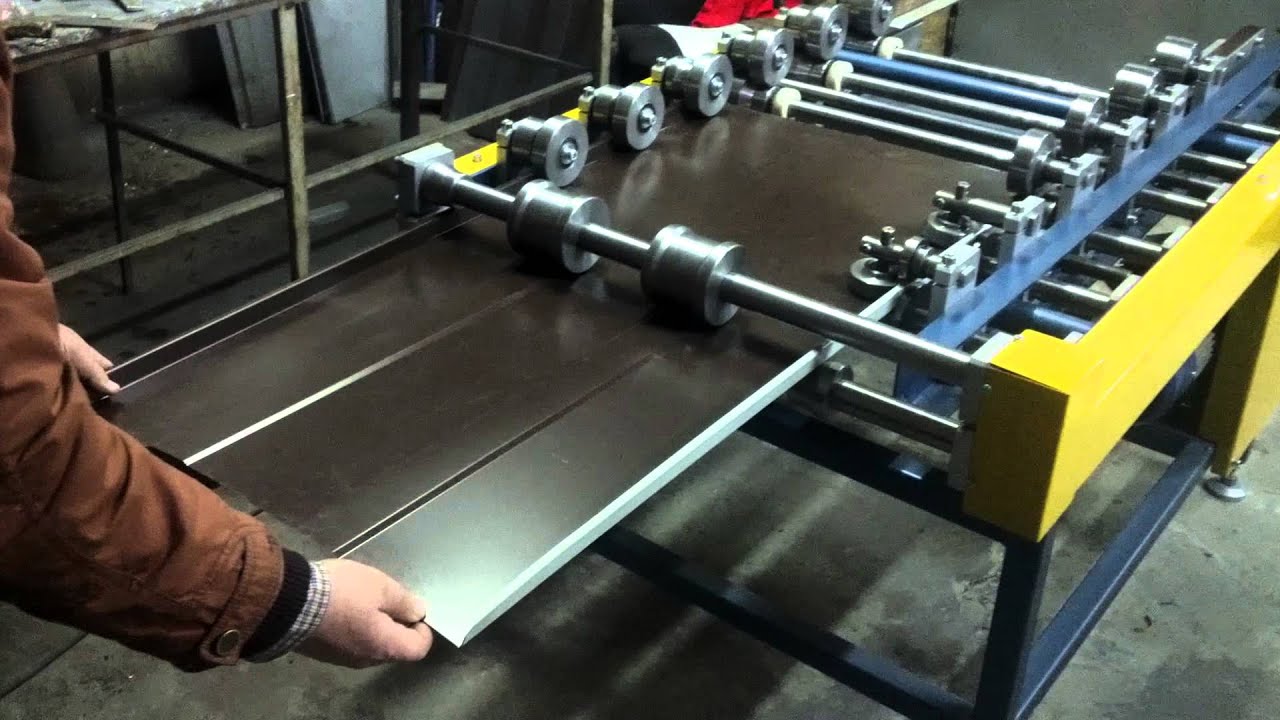
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила._big.jpg) В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Как сделать самодельный станок для изготовления профлиста своими руками
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.


Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
• возведение стен разного вида сооружений;
• кровля для зданий разного назначения;
• изготовление опалубки;
• установка перегородок и ограждений.
Самостоятельная сборка станка для изготовления профлиста своими руками
Автоматическая линия для выпуска профлиста – это очень сложна задача для сборки своими руками. Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.
Чтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.
Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.
Как установить прокатные валы и запустить приспособление
Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Посредством кронштейнов из металлических уголков валы фиксируются на каркасе станка возле ручного рычага.
Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала.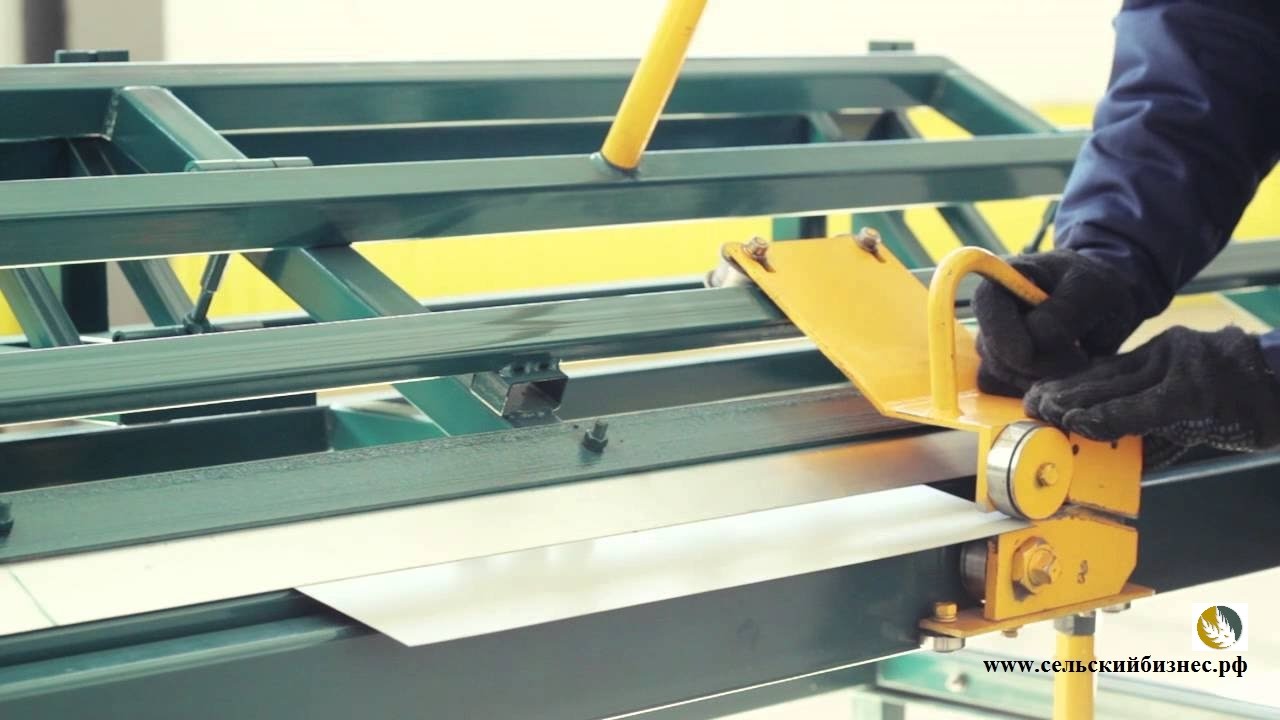 Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Изготовление приспособления для изготовления профнастила в домашних условиях
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Ручной станок для профнастила — в чем достоинства такого решения?В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастилаСтанок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.

Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — технические характеристикиСтанок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.

Все что нужно знать о металле для профнастила: технические характеристики, виды покрытий, цены. Сводная таблица по стоимости тонны сырья для профнастила от различных производителей.
Из каких элементов состоит линия для производства профнастила? Каковы их технические характеристики? Каким требованиям должен удовлетворять цех по производству профнастила? Ответы на эти вопросы Вы найдете в статье.
Какие бывают станки для профнастила? Какова сфера их применения? Сколько окупаются ручные станки для производства профнастила? И когда выгоднее покупать линии? Ответы — в статье. Читайте!
Сайт oprofnastile.ru – актуальная и полезная информация о профнастиле, его монтаже и использовании, советы профессионалов и пошаговые инструкции для Вас.
Все текстовые материалы, размещенные на сайте, ДЕЙСТВИТЕЛЬНО защищены согласно действующему законодательству, на что имеются все необходимые документы, в том числе договора.
Тем не менее, если вы хотите поделиться каким-либо материалом со своими читателями, вы можете перепечатать его. При этом вы обязаны снабдить статью незащищенной от индексирования гиперссылкой на страницу данного сайта, откуда был скопирован материал. На одном ресурсе можно разместить не более 5 статей, скопированных с данного сайта.
При этом вы обязаны снабдить статью незащищенной от индексирования гиперссылкой на страницу данного сайта, откуда был скопирован материал. На одном ресурсе можно разместить не более 5 статей, скопированных с данного сайта.
Автор статьи: Анатолий Беляков
Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 5 проголосовавших: 6ручной станок для изготовления своими руками и оборудование для проката профлиста
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру ООО «НТК»!
Станок для производства профнастила своими руками
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
- материала для стен различных сооружений;
- обшивки зданий;
- листов для изготовления опалубки;
- кровельного материала для жилых зданий;
- материала по созданию перегородок и ограждений;
Этапы производства профильных листов:
- разработка проекта с учетом параметров;
- производство на прокатном оборудовании;
- перевозка и доставка продукции.

Требования и изготовление материала
Металлический профиль для кровли производится из стали с применением холодного метода. Профнастил бывает как с защитным покрытием (полимер, эмаль), так и без него.
Каждый вид профнастила имеет свою толщину. При использовании качественного сырья (например, стали) – материал выпускают с цинковым покрытием в 26 мкм.
Если толщина покрытия снижается наполовину – то увеличивается износ материала. Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Требования к проектированию производства профнастила:
- наличие бетонного пола с ровной поверхностью в производственном помещении;
- использование техники с грузоподъемностью более пяти тонн;
- минимальная температура помещения должна составлять 4 градуса;
- наличие специальных ворот для разгрузки и загрузки готового материала;
- наличие помещений для хранения рулонов стали;
Требования для размещения оборудования:
- удобное расположение станков для их беспрепятственного обслуживания и ремонта;
- установка разматывающих устройств рядом с местами хранения сырья;
- при нехватке места в помещении – расположите склад в соседнем здании.

Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
Для изготовления понадобится станок для производства профнастила. На нем можно создать листы для стен, кровли и пола.
Этапы производства профнастила:
- Установка рулонной стали в разматывающее устройство станка.
- Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
- Регулирование параметров длины и количества листов при помощи пульта управления.
- Автоматическая прокатка стальных листов.
- Их дальнейшая резка в соответствии с ранее установленными параметрами.
- Маркировка и упаковка готовых листов в пленку.
Прокатные станки для производства профнастила
Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов.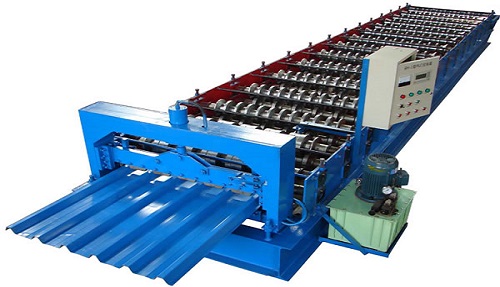 Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Благодаря специальным линиям – материал прокатывается и режется. Изготовление профнастила возможно в виде профилирования, то есть материал приобретает профильную форму.
Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. После производства профнастила определяется вид металлопрофиля и тип.
В соответствии со ступенями механизации станок для металлопрофиля различается:
- автоматизированное оборудование;
- ручной станок для проката профнастила;
- съемное и передвижное оборудование.
Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.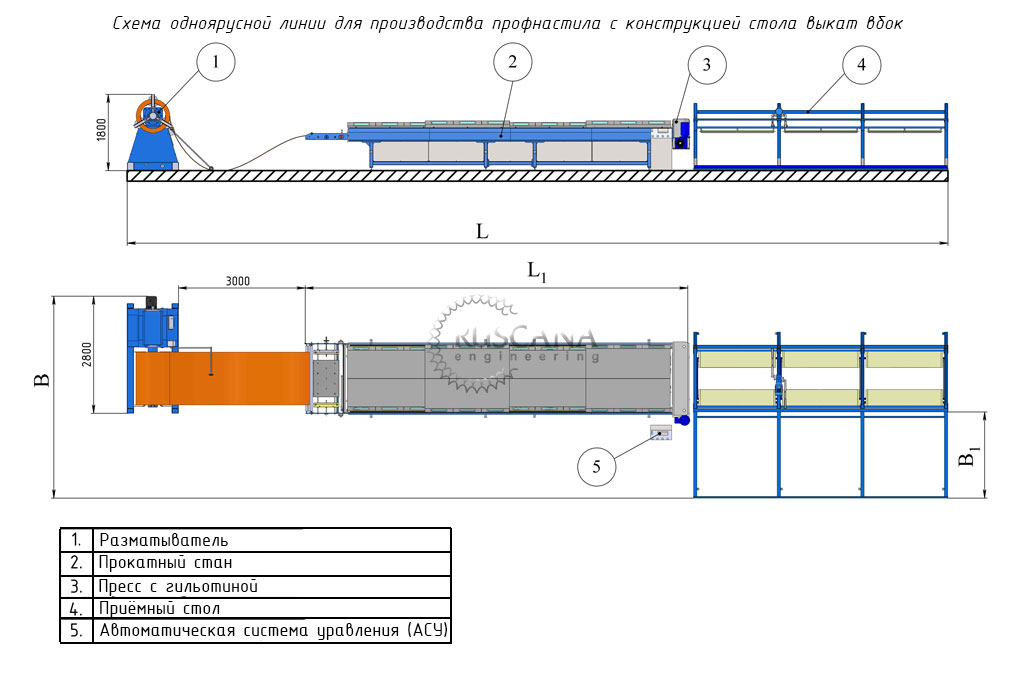
Если необходимо изготовить волнистые листы профиля в небольшом количестве – то лучше всего использовать ручной станок для изготовления профнастила. Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских. Производство доборных элементов также осуществляется на ручном оборудовании.
Автоматические и полуавтоматические производственные линии представлены автоматизированными станками. Это большой комплекс механизмов различного назначения. Изготовление профилированных листов на таком оборудовании происходит за короткое время.
Состав линии производства профиля:
- разматыватель рулонов;
- прокатный стан для формирования профиля;
- ножницы в форме гильотины;
- устройство приема;
- автоматика.
Этапы рабочего процесса оборудования:
- Помещение оцинкованного листа на специальный разматыватель;
- Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей. Это влияет на качество продукции.
- После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
 Это влияет на качество продукции.
Это влияет на качество продукции.Современное производственное оборудование обладает сенсорным пультом. Кроме того, большинство станков оборудовано электромеханическими ножницами, устройствами для зажима, специальными урнами для отходного материала и другими необходимыми устройствами.
Станок для производства профлиста позволяет изготовить профнастил любой формы и назначения. Необходимый материал – гладкая качественная сталь.
Стоит отметить, что сегодня спрос на профнастил с каждым годом все растет и растет. Поэтому многие эксперты считают, что вложенные средства в производство прокатной стали – быстро окупаются. Большой выбор строительных компаний предоставляет широкий спектр подобных услуг.
Если вы решили создать станок для профнастила своими руками, то рекомендуем прочитать специальную литературу по этому вопросу. Также желательно обратиться к фото и видеоматериалам. Из них вы узнаете все о технологиях проектирования производства профнастила, о материалах, необходимых для этого и т.д. В любом случае самодельный станок для профнастила очень полезная в хозяйстве вещь. Особенно если вы планируете осуществлять монтаж кровли в ближайшем будущем. Если же у вас вдруг возникнут какие-либо вопросы, то вы можете обратиться к специалистам.
Также желательно обратиться к фото и видеоматериалам. Из них вы узнаете все о технологиях проектирования производства профнастила, о материалах, необходимых для этого и т.д. В любом случае самодельный станок для профнастила очень полезная в хозяйстве вещь. Особенно если вы планируете осуществлять монтаж кровли в ближайшем будущем. Если же у вас вдруг возникнут какие-либо вопросы, то вы можете обратиться к специалистам.
Производство профлиста – процесс изготовления, описание оборудования + Видео
Изготовление надежного, небольшого по массе и недорогого профлиста, используемого в строительной сфере наших дней, осуществляется на специальном ручном и автоматическом оборудовании.
1 Что нужно знать о производстве профилированных листов?
Профнастил – универсальный современный материал для постройки малоэтажных зданий, облицовки стен, покрытия кровли и выполнения других строительных задач, производится из стального оцинкованного холоднокатаного листа. Чтобы придать такому прокату требуемую форму используется всего два способа – горяче- и холоднокатаный. Обе эти операции предполагают прохождение плоских листов из стали через специальные валы.
Обе эти операции предполагают прохождение плоских листов из стали через специальные валы.
Горячекатаная технология из-за своих особенностей доступна исключительно на крупных металлургических комбинатах.
А вот холодная прокатка стальных заготовок с целью получения из них профилированных листов может выполняться в полупрофессиональных и даже любительских условиях. Здесь главное правильно выбрать требуемое оборудование и научиться грамотно пользоваться им.
Технология производства стенового и кровельного профлиста методом холодного проката состоит из двух процедур, следующих друг за другом. Сначала заготовку пропускают через вальцы, а затем выполняют раскрой полученного профнастила по заданным геометрическим разделам. Форма вальцов определяет, как вы сами понимаете, форму готового изделия.
Простейший ручной станок для изготовления профилированного листа способен “выдать” нам изделия только одной формы. В тех же случаях, когда применяется автоматизированная линия по производству профлиста, она, как правило, позволяет получать продукцию разного сортамента и форм. Достигается подобное разнообразие за счет того, что автоматизированное оборудование дает возможность изменять настройки вальцов.
Достигается подобное разнообразие за счет того, что автоматизированное оборудование дает возможность изменять настройки вальцов.
2 Какие агрегаты используются для производства профилированных листов?
Изготовление возможно на установках трех основных типов:
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.
Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.
Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Полуавтоматическое оборудование по эффективности своей работы и качеству производимой профилированной продукции ничем не уступает полностью автоматизированным линиям. При этом оно является мобильным, что в ряде случаев имеет огромное значение.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:
- непосредственно прокатный стан с вальцами нескольких размеров;
- приспособление для резки профлистов;
- оборудование для нанесения на готовую продукцию полимерного покрытия.
Также в составе автоматизированных линий иногда имеется агрегат для выполнения погрузочных работ. Понятно, что такие комплексы имеют высокую стоимость. Но и производительность их в разы превосходит возможности ручных и полуавтоматических станков. Вкладывать финансовые средства в автоматическое оборудование имеет смысл тогда, когда вы планируете долго и плодотворно работать на поприще изготовления и продажи профилированных листов со всевозможными геометрическими параметрами.
3 Стандартная линия для производства профнастила – что в нее входит?
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:
- Механизм для фиксации рулонов с исходным сырьем (оцинкованные листы стали) и их разматывания. При промышленном производстве профнастила требуется закупать на металлургических заводах стальные листы, которые, как правило, поставляются в достаточно массивных (до десяти тонн) рулонах. Без специального устройства раскрутить их и начать работу нереально.
- Автоматическое приспособление, позволяющее без участия оператора линии корректировать уровень провисания заготовки между прокатным станом и механизмом разматывания. Автоматизированные агрегаты функционируют на больших скоростях, а значит, человек не в состоянии выполнить без помощи указанного приспособления требуемую корректировку.
- Стан для прокатки листов из рулона. Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.
- Гильотинные ножницы либо другой агрегат для резки профилированных изделий. Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.
- Отсек для складирования изготовленных профилированных листов.
 Без специального устройства раскрутить их и начать работу нереально.
Без специального устройства раскрутить их и начать работу нереально. Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.
Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.Линия по производству профнастила управляется специальной системой. Она может быть и относительно простой, и по-настоящему сложной. Простая управляющая система не обеспечивает высокого уровня автоматизации производственного процесса, но зато работать с ней могут люди с низкой квалификацией. А вот сложный комплекс управления оборудованием увеличивает эффективность применения линии. Правда, разобраться с такой системой сможет не каждый, для ее использования необходимо привлекать специалистов с большим багажом технических знаний.
4 Какие факторы оказывают влияние на качество профлиста?
Заготовка при производстве профилированных листовых изделий на автоматических линиях напрямую зависит от числа вальцов для прокатки. Они располагаются парами друг над другом. Между отдельными парами вальцов имеется небольшой зазор. Стальной лист, из которого делают профнастил, по своей толщине чуть меньше величины указанного зазора (а иногда эти показатели одинаковы).
Они располагаются парами друг над другом. Между отдельными парами вальцов имеется небольшой зазор. Стальной лист, из которого делают профнастил, по своей толщине чуть меньше величины указанного зазора (а иногда эти показатели одинаковы).
Исходная заготовка пропускается через прокатные валы, причем подобная процедура осуществляется несколько раз подряд, так как за один проход добиться требуемой формы листа обычно не получается. За один заход заготовка сгибается между валками на определенную величину. При этом на нее оказывается минимальное давление, что обеспечивает идеальный результат конечной деформации.
Важно “не переусердствовать” с количеством пар прокатных валов. Если пропускать заготовку через слишком большое их число, есть вероятность того, что цинковое покрытие стального листа разрушится. Кроме того, на качество профлистов оказывает влияние качество стальных сплавов, из которых производятся прокатные валы и уровень чистоты их обработки.
Специалисты советуют приобретать оборудование зарубежных производителей (например, финских) либо линии отечественного изготовления, и никогда не обращать внимания на агрегаты для производства профилированных листов китайских компаний. И последнее. Если есть возможность, лучше покупать новые, а не бывшие в употреблении линии по выпуску профлиста, так как техические возможности последних обычно находятся на очень низком уровне ввиду их износа.
И последнее. Если есть возможность, лучше покупать новые, а не бывшие в употреблении линии по выпуску профлиста, так как техические возможности последних обычно находятся на очень низком уровне ввиду их износа.
Станок для профнастила своими руками. Обзор станков для изготовления профлиста
Согласно технологии, металл может быть подвержен двум типам обработки: холодной и горячей.
Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье. Для гибки листового металла. Для получения радиального изгиба металлического листа.
Однако все, без исключения станки обрабатывают металл исключительно при комнатной температуре. Этот фактор существенно удешевляет производство и делает станок сравнительно безопасным для операторов.
Станок такого рода представляет собой не отдельное устройство, а линию производства профнастила, соединенную в определенном порядке. Среди участвующих в процессе выработки устройств можно выделить:.
Как сделать самодельный станок для изготовления профлиста своими руками
С помощью такой конструкции можно создать любую геометрию профиля и получить высококачественный материал без перекатов и неровностей. Следствие этого — практически полное отсутствие брака.
Единственный минус автоматизированной линии — это ее высокая цена. Позволить себе устройство такого рода сможет лишь профильная организация. Приобретать линию для личных целей не имеет смысла, так как она попросту не оправдает затраченных средств. Передвижные станы выбирают для себя в основном строительные бригады, постоянно работающие на различных объектах. В своем большинстве передвижные станки устанавливаются прямо на стройплощадке, при работе над крупными объектами.
Общие технические характеристики
Так, например, обшивая профлистом ангар, можно будет существенно сэкономить на транспортировке металла. Оборудование для производства профнастила позволяет из рулона оцинкованного металла с полимерным покрытием получать гофрированный профиль определенной геометрии. Цены на все линии для производства профнастила. Поставщики и производители металла. Устройство для размотки рулонов металла и дальнейшей подачи полосы в прокатный стан.
Оборудование для производства профнастила позволяет из рулона оцинкованного металла с полимерным покрытием получать гофрированный профиль определенной геометрии. Цены на все линии для производства профнастила. Поставщики и производители металла. Устройство для размотки рулонов металла и дальнейшей подачи полосы в прокатный стан.
Оборудован автоматической системой управления. Скачать инструкцию.
Типы станков
Разматыватель может комплектоваться загрузочной передвижной подъемной телегой. Телега необходима для разгрузки кранового оборудования цеха, которое постоянно задействовано на отгрузке профнастила и заправке новых рулонов.
Размотчик может комплектоваться устройством гидравлического розжима катушки для удобства быстрой заправки рулона. Отрезает перед станом последний лист из заказа для того, чтобы быстро заменить рулон на другой цвет.
Недорогие и качественные станки для профнастила
Перед заправкой другого рулона для следующего заказа необходимо, чтобы лист из стана полностью выкатался в предыдущий заказ без отхода. Для этого автоматика линии останавливает прокатный стан там, где требуется обрезать последний лист.
Для этого автоматика линии останавливает прокатный стан там, где требуется обрезать последний лист.
Скачать подробное описание линий для профнастила. Оборудование для производства профнастила позволяет из рулона оцинкованного металла с полимерным покрытием получать гофрированный профиль определенной геометрии.
Отрезка осуществляется при помощи отрезной машинки. Представляет собой устройство для крепления рулона пленки для ламинации гладкого листа перед профилированием. Ламинированный профнастил при транспортировке и монтаже не царапается – после монтажа защитная пленка удаляется и поверхность остается без царапин и бликов на солнце.
Прокатный стан — машина для обработки листового металла давлением между вращающимися валками для получения профиля требуемой геометрии.
Стан представляет собой набор установленных на раме прокатных клетей с электрическим приводом. От качества изготовления инструмента, выбранной схемы прокатки, числа рабочих клетей, конструкционных особенностей прокатного стана, мощности и конструкции привода зависят геометрическая точность, качество производимой продукции и ресурс работы самого стана. Для профилированных настилов, где высота гофры до 44 мм, используются гильотинные ножницы.
Виды профнастила
Для профлиста от Н57 наше предприятие устанавливает в линию просечные ножницы. На рынке строительных материалов предлагается огромный ассортимент профнастила и каждый желающий, обладающий необходимым оборудованием, может заняться его изготовлением.
Какое оборудование для производства существует и как выбрать наиболее подходящий и практичный вариант? Такой станок для профнастила приводится в действие исключительно под воздействием физической силы человека.
Именно поэтому он и называется ручным. Ручной станок для профнастила — это самый недорогой вариант необходимого оборудования.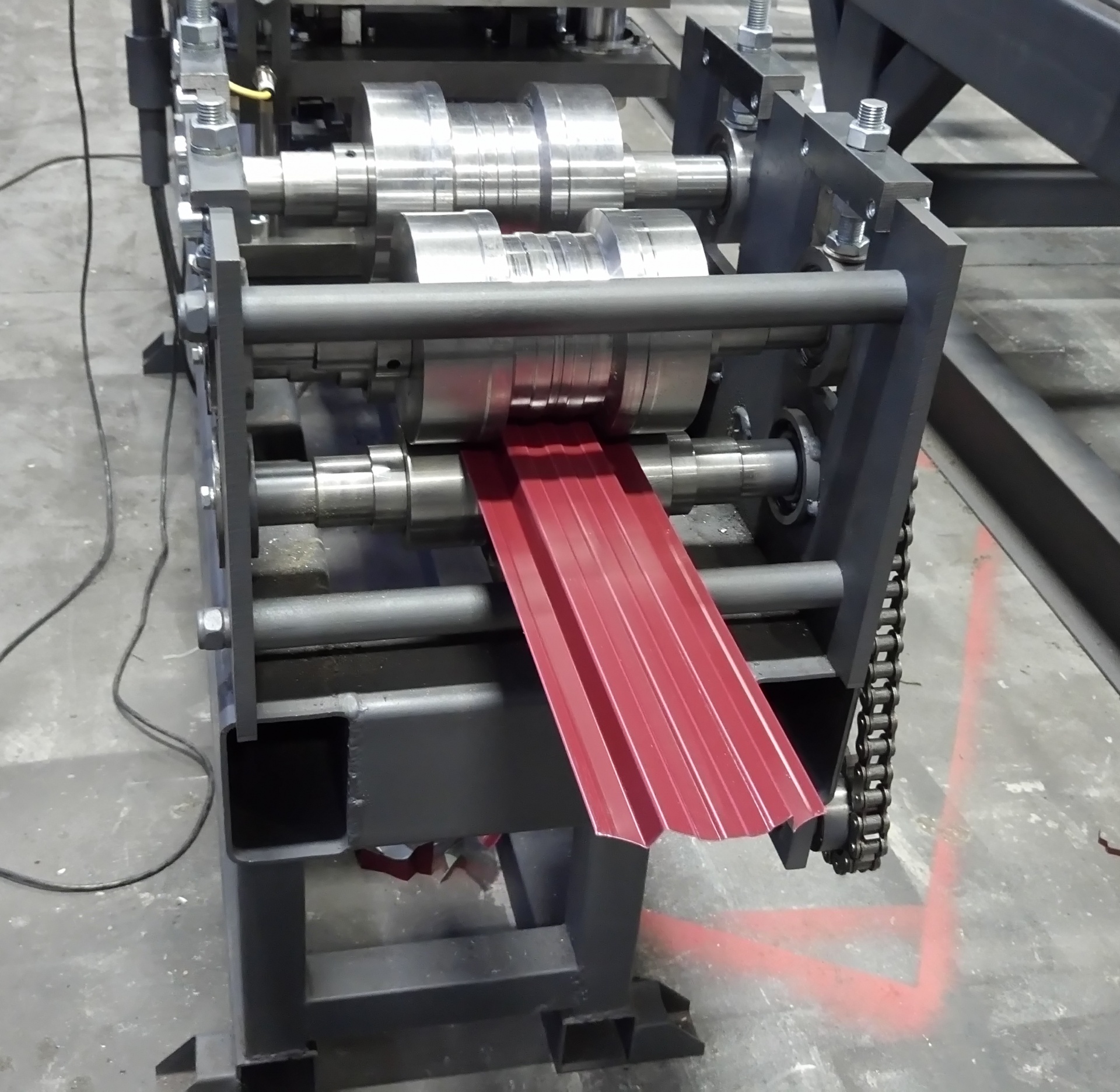 Для этого есть конструктивные объяснения: он работает самостоятельно, не используя никакого дополнительного источника питания; а кроме того, он имеет достаточно низкий уровень производительности.
Для этого есть конструктивные объяснения: он работает самостоятельно, не используя никакого дополнительного источника питания; а кроме того, он имеет достаточно низкий уровень производительности.
Ручной станок для производства профнастила использует в своей работе принцип холодной штамповки. Для этого листогибочного станка потребуется ровная поверхность стол , желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Вот порядок действий:. Вырезаем выемки под петли.
Хорошо провариваем петли. Такие укосины. Привариваем гайку. Центруем, привариваем. Остались мелочи.
Какие бывают станки для профнастила?
К шляпке болта приварить отрезки арматуры. Самодельный листогиб в процессе работы. Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда.
Мини бизнес: производство профнастила
В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки.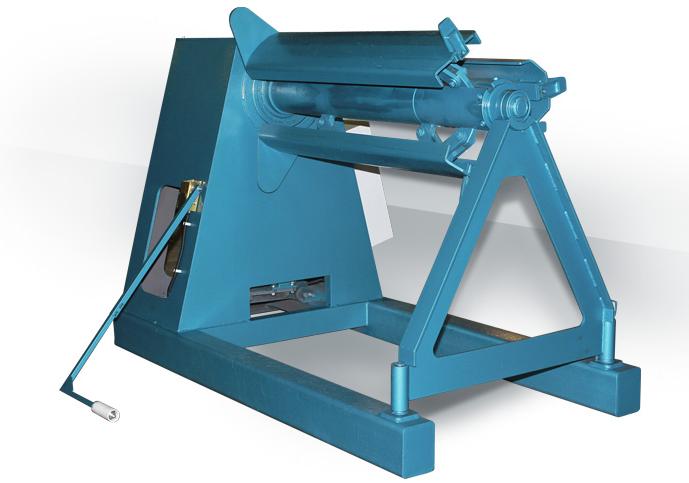 Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Оборудования (станки) для производства профнастила – состав линии и технологический процесс
На сегодняшний день преимущественные позиции по популярности среди изделий, которые изготовлены из тонколистового стального проката, занимает профнастил.
Его применяют для постройки ограждений, крыш, заборов, стеновых конструкций. За счет такой популярности значительно увеличилось производство профнастила.
Приступим к рассмотрению некоторых особенностей, которыми специализируется непосредственное производство профнастила, рассмотрим оборудование, которое используют при производстве профнастила.
Тем, кто связан с промышленностью, он будет знаком, если его назвать профилированным или гофрированным листом.
Основная функция оборудования по производству профнастила — возможность придать металлу определенную форму путем механического воздействия давлением на заготовку.
То есть такой станок имеет способность сделать из гладкого листа – профильный.
Существует горячая и холодная промышленная обработка металлов давления.
Станок проката профнастила в состоянии работать при температуре окружающего воздуха, нет необходимости в нагреве самого материала, то есть для обработки сырья используется холодный метод обработки.
Основными операциями, которыми характеризуются линии и станки, которые используют при производстве профнастила, принято считать резку и прокат.
На производстве прокат имеет второе название – профилирование, его так называют из-за того, что заготовка металла в конечном итоге получает профильную форму.
Профнастил выпускается для разных модификаций. Его тип и вид влияет на возможную область применения.
Каждая тип, в зависимости от высоты профиля, характерной для профнастила, будет требовать от оборудования для производства материала различное усилие давления.
Само оборудование, которое используют при производстве, классифицируется по степени механизации производства. Оно бывает таких типов: ручное, передвижное и автоматизированное.
Оно бывает таких типов: ручное, передвижное и автоматизированное.
Ручной станок обычно применяют для небольшого количества и небольших по размеру гофрированных изделий.
При выполнении технологических операций, электроэнергия не используется, задействуется только физическая сила оператора. Цена на ручной станок такого типа сравнительно невысока, он пользуется спросом при использовании доборных элементов, которые производят из оцинкованного материала, что применяется в металлообрабатывающей мастерской, также применим в строительных организациях.
Его не рекомендуется применять для сырья с разным типом покрытия (полимерное, лакокрасочное).
Если есть технические возможности и умения, то такое оборудование можно сделать самостоятельно, для тех, кто разбирается, это не составит труда, к тому же в интернете предлагаются чертежи для изготовления станка для профнастила с ручным приводом.
Другой подтип, а именно передвижное оборудование используют для производства профлиста на самой строительной площадке.
Такое оборудование очень часто применяют для изготовления арочного профнастила, которые применим для строительства складских помещений, ангаров, хранилищ и других сооружений, которые имеют в проекте арочные элементы.
Использование такого передвижного оборудования и арочного профнастила ускоряют процесс строительства арочных конструкций большой площади, плюс ко всему существенно экономят на опорном каркасе здания.
Цена автоматизированного оборудования состоит из стоимости его отдельных комплектующих.
Само это оборудование выглядит как автоматическая или полуавтоматическая линия, которая в свою очередь состоит из комплекта станков и механизмов, которые смонтированы в специальном порядке.
Построение технологического процесса:
- Сначала на консольном размывателе закрепляют тонколистовую горячеоцинкованную сталь (которая выглядит как рулон)
- После этого на профилирующий прокатный стан направляется начальный материал, который похож на ленту.

Такой стан имеет несколько пар клетей, которые влияют на качество получаемого профнастила. Каждая отдельная клеть предусматривает наличие двух наборов роликов необходимой геометрии, которые, следовательно, закрепляются на верхнем и нижнем валах.
- Путем прохождения профнастилом через клети, получается намеченная геометрия профнастила.
Оборудование, которое применяют при производстве профлиста имеет различную комплектацию (просечные электромеханические ножницы, рольганги или штабелеры, а так же системы автоматического управления, которая оборудована сенсорным пультом).
Иногда изготовители в комплектацию оборудования для профнастила еще добавляют комплект измерительного зажимного устройства, стол и ножницы для резки кромок, а также устройство для сбора и удаления отходов.
Стандартная линия по производству имеет:
- Консольный разматыватель для первоначального материала в рулоне (оцинкованный лист с особым покрытием), грузоподъемность этого оборудования достигает около10 тонн
- Прокатный стан, который выполняет профилировку гладкого листа (лучше остановиться на одновременной схеме прокатки, скорость которой как минимум 22 м/п в минуту)
- Гильотинные ножницы с ножами, которые схожи с формой профиля самого листа
- Устройство приема для готового продукта
- Автоматизированную систему, которая управляет производственными процессами.

Помимо указанного перечня, необходимо отапливаемое помещение, в котором имеется кран-балка и промышленный пол с ровным покрытием.
Разматыватель рулона, грузоподъемность которого до 10 тонн, используется для того, чтобы выполнить размотку металла непосредственно из ленты.
Также он способствует подаче в прокатный стан самой производственной линии.
Этот механизм автоматизирован, что позволяет проводить контроль над провисанием петли материала, которая может возникнуть на отрезке прокатны стан — размотчик.
Прокатный стан – это основной элемент и главный механизм, который относится к комплекту оборудования, необходимого при производстве профнастила.
Благодаря этому необходимый профиль получают из гладкой заготовки. Он содержит определенные рабочие прокатные клети, они необходимы для последовательного сгибания профлиста.
Помимо рабочих клетей, на общей раме расположена заправочная клеть. Также там располагается кабель управления, кабель питания, электроприводы.
Гильотинные ножницы используются для того, чтобы отрезать полученный профилированный лист в том размере, который назначил оператор.
Форма ножей ножниц полностью идентична форме самого изделия, поэтому разрез получается качественным без какого-либо загиба и заусенцев. Для того, чтобы обеспечить конструкции высокую жесткость, проводится монтировка ножниц на единой с прокатным станом раме.
Устройство приема используется для того, чтобы формировать пачки готовой продукции.
Конкретный вид профнастила предполагает определенную длину данного элемента линии.
Автоматизированная управляющая система отвечает за то, чтобы связывать все устройства линии воедино, помимо этого она отвечает за контроль выполнения работы, и возникновение внештатных аварийных ситуаций. Помимо этого она позволяет управлять всем процессом, находясь за центральным операторским пультом.
Многие эксперты придерживаются мнения, что вкладывать деньги в производство профнастила, в принципе логично.
Популярность этого материала с каждым годом повышается, поэтому можно прогнозировать увеличение рынка сбыта. Не стоит забывать от том, что для производства конкурирующего материала, отвечающего всем ГОСТам, необходимо использование профессионального и качественного оборудования.
Конечно, если вы желаете сэкономить, тогда можно приобрести и не совсем новое оборудование.
Если так, тогда необходимо очень внимательно изучить суть предложения и его технические свойства, так как часто встречаются случаи, что на продажу попадают станки, которые находятся в состоянии выработки.
Такой же совеем можно дать, есть желание приобрести продукцию из Китая, так как часто бывает лишь некачественная имитация известной марки, которая абсолютно не похожа с оригинальным оборудованием.
Технология изготовления металлопрофиля – В помощь хозяину
Производство профнастила — технология и основные этапы
Профнастил относится к самым современным универсальным покрытиям.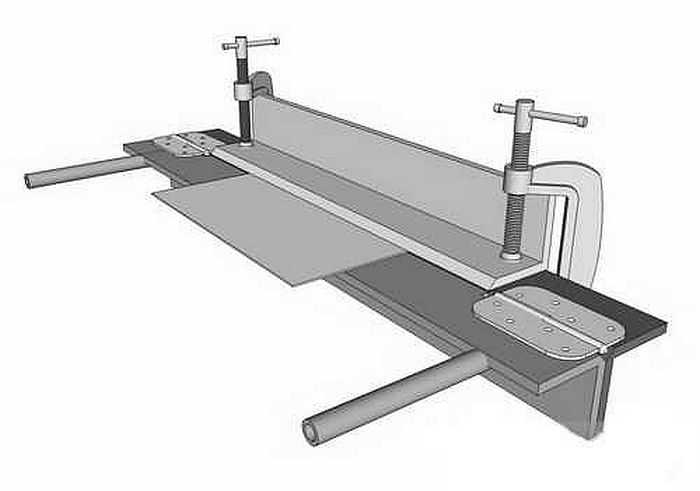 Он успешно может использоваться в частном строительстве, на всевозможных индустриальных объектах, для создания быстровозводимых зданий. Благодаря новому оборудованию и производству профнастила, предоставляется возможность получения фасадного, а также кровельного материала. Давайте рассмотрим не условия монтажа профнастила, а некоторые моменты, которые касаются основной технологии его производства.
Он успешно может использоваться в частном строительстве, на всевозможных индустриальных объектах, для создания быстровозводимых зданий. Благодаря новому оборудованию и производству профнастила, предоставляется возможность получения фасадного, а также кровельного материала. Давайте рассмотрим не условия монтажа профнастила, а некоторые моменты, которые касаются основной технологии его производства.
Основные этапы производства профнастила
Производственные этапы основаны на профилированных методах производства стальных листов пока не получатся гофрированные профилированные листы.
Профильные листы могут свободно применяться в качестве:
- стенового материала во время строительства промышленных и быстровозводимых сооружений;
- материала, который используется для различных вариантов обшивок здания;
- листов, которые служат для изготовления опалубки;
- современного материала для возведения кровли в жилых и в индустриальных зданиях;
- профильных листов для создания перегородок, всевозможных ограждений;
Станок для производства профнастила
Профнастил может изготавливаться и реализовываться вместе с защитным покрытием из полимеров и разнообразной высоты волны.
Этапы производства профнастила:
- разработка производственно проекта с обязательным учетом типа, цветовой гаммы, длины, а также количества профлистов;
- производство профнастила с помощью прокатного оборудования;
- транспортировка и доставка готового продукта к потребителю.
С целью качественного производства профилированных необходимо использование специализированного оборудования для производственного процесса.
Но только благодаря высококачественному оборудованию в техническом плане существует возможность получения строительного материала, который соответствует стандартным требованиям. Если продукция выпускается на оборудовании с некачественным производством, то продукции может быть с определенными отклонениями по геометрическим размерам и даже формам. А потому качество материала может не соответствовать его цене.
Производственные требования и изготовление
Оборудование для производства профнастила традиционно может применяться для создания профильных листов трапециевидного типа. А потому получается, что профнастил представляет собой гнутый профиль листового типа с волной трапециевидной формы.
А потому получается, что профнастил представляет собой гнутый профиль листового типа с волной трапециевидной формы.
Кровельный металлический профиль производится из прочной стали посредство холодного профилирования. Исходя из областей применения и покупательских потребностей, профнастил бывает с полимерным или эмалевым покрытием и без него.
Прокат профнастила через ролики
Производство профнастила с покрытием оказывается необходимым, когда он применяется для наружных работ. Профильный лист без покрытия может использоваться при работе над опалубкой под бетонную заливку.
У каждого вида профнастила существует своя особенная толщина. Когда применяется качественное исходное сырье (первосортная сталь), то выпускается профнастил с цинковым покрытием в 26 мкм.
Из-за снижения толщины покрытия до 13 мкм увеличивается износ. А потому самостоятельное изготовление профнастила может осуществляться только с сырьем первосортного покрытия, а также с помощью оборудования, которое выпущено какой-нибудь известной машиностроительной компанией.
Уже процесс проектирования производства профнастила требует соблюдения следующих требований:
- в помещении, в котором будет стоять оборудование, должен быть бетонный пол и у этого пола должна быть ровная поверхность;
- необходимо наличие специальной техники с уровнем грузоподъемности больше пяти тонн;
- необходимо следить за тем, чтобы температура в помещении не снижалась меньше четырех градусов, а когда осуществляется работа с различными пневматическими механизмами – не снижалась ниже десяти градусов.
- следует оборудовать помещение специальными воротами для того, чтобы была удобной разгрузка сырья и процесс погрузки приготовленного профнастила.
- необходимо приготовить места, в которых будет храниться рулона сталь.
При самостоятельном создании оборудования для производства профнастила существуют определенные требования для его размещения:
- станки необходимо разместить так, чтобы всегда наличествовал доступ к их основным узлам при обслуживании или техническом осмотре;
- необходима установка разматывальных устройств недалеко от мест хранения самого сырья;
- если в помещении существует определенная нехватка места, то склад можно организовать в каком-нибудь соседнем отдельном здании.
При выполнении всех вышеуказанных требований и при наличии высококачественного оборудования существует возможность изготовления хороших профлитов от одного до двенадцати метров длиной. Кроме того, есть специальное оборудование, с помощью которого можно изготовить профнастил с двадцати пяти метровой длиной.
Технология и процесс изготовления профнастила
Производство профнастила обычно начинается с основного эскиза конструкции и обязательных математических расчетов, потом выбирается толщина будущего настила и цветовое решение покрытия.
Затем начинается непосредственный процесс изготовления с помощью профилегибочных станков – таким образом, получаются настенные, кровельные, напольные профлисты.
Этапы производства профнастила:
- Сначала рулонная сталь устанавливается в специальное разматывающее устройство на прокатном станке.
- Ленточный металл постепенно доходит до ножниц по прокатному стану и там отрезается.
- Происходит задание общих параметров длины профилированных листов, а также их количества на пульте управления.
- Станок автоматически совершает прокатку листов стали.
- Автоматически режутся листы в соответствии с заданными параметрами.
- Готовые листы маркируются и упаковываются в полиэтиленовую пленку.
Оборудование для производства профнастила (прокатные станки)
Производственное оборудование может разделяться на холодный метод проката и горячий метод обработки металла листового типа. Холодная обработка распространена намного больше и не требует осуществления нагрева начального сырья.
На этих линиях металл катается и режется. Изготовление происходит в виде профилирования, поскольку металл начинает приобретать форму профиля.
Разное оборудование ответственно за выпуск различных профилированных листов всевозможных модификаций. Собственно, тип и вид профиля влияют на дальнейшую область его использования.
Исходя из высоты волны, оборудование использует различное давление для каждого листа.
Производственно оборудование может различаться в зависимости от ступеней механизации:
- автоматизированное оборудование;
- ручной станок;
- передвижное оборудование.
Резка профнастила станком
Например, то же передвижное оборудование может использоваться с целью производства арочного профнастила, когда изготовление таких листов необходимо прямо на строительной площадке. Затем такие элементы успешно используются при строительстве ангаров, зернохранилищ и даже аэродромов.
Ручное оборудование может применяться с целью производства волнистых листов профиля небольших размеров и в небольшом количестве. Вручную выполняются практически все основные технологические операции. Как правило, такое оборудование может применяться строительными организациями, которые занимаются обработкой металла в специальных мастерских. Иногда доборные элементы производятся именно на таком оборудовании.
На автоматических и полуавтоматических производственных линиях как раз представлены автоматизированные станки. Такое оборудование может включать в себя целый комплект механизмов, смонтированных в очередном порядке. Как правило, изготовление профнастила на таком оборудовании происходит достаточно быстрыми темпами. Но ручные станки не рекомендуются для проката сырья, которое имеет полимерное либо лакокрасочное покрытие.
Состав линии производства профиля
- консольный разматыватель рулонов;
- специальный прокатный стан, на котором формируются профиля;
- ножницы-гильотина;
- приемное устройство;
- автоматика.
Основные этапы рабочего процесса оборудования:
- Оцинкованный лист помещается на специальный консольный разматыватель;
- Ленточное исходное сырье поступает в специальный прокатный стан, содержащий определенное число пар клетей. Как раз число клетей влияет на качество готовой продукции. Каждая пара продукции обладает роликами заданной геометрии, крепящимися на различных валах.
- После прохождения через клети стальным листом приобретается намеченная геометрия.
Возможно комплектация производственного оборудования специальным сенсорным пультом, а также электромеханическими ножницами, специальными зажимными устройствами, сборником отходов и другими необходимыми устройствами.
Прокатный стан является основным элементов оборудования и с помощью этого оборудования изготовляется профнастил любого заданного профиля, изготовленного из гладкой стали.
Надо сказать, что буквально каждый день возрастает спрос на профнастил. И эксперту уже считают, что вложение средств в область, связанную с производством прокатной стали – достаточно оправдано в финансовом плане и выгодно.
С целью производства качественного профнастила существует необходимость использования самого высококлассного оборудования и технической линии.
Производство профлиста – какое оборудование используется?
Изготовление надежного, небольшого по массе и недорогого профлиста, используемого в строительной сфере наших дней, осуществляется на специальном ручном и автоматическом оборудовании.
1 Что нужно знать о производстве профилированных листов?
Профнастил – универсальный современный материал для постройки малоэтажных зданий, облицовки стен, покрытия кровли и выполнения других строительных задач, производится из стального оцинкованного холоднокатаного листа. Чтобы придать такому прокату требуемую форму используется всего два способа – горяче- и холоднокатаный. Обе эти операции предполагают прохождение плоских листов из стали через специальные валы.
Горячекатаная технология из-за своих особенностей доступна исключительно на крупных металлургических комбинатах.
А вот холодная прокатка стальных заготовок с целью получения из них профилированных листов может выполняться в полупрофессиональных и даже любительских условиях. Здесь главное правильно выбрать требуемое оборудование и научиться грамотно пользоваться им.
Технология производства стенового и кровельного профлиста методом холодного проката состоит из двух процедур, следующих друг за другом. Сначала заготовку пропускают через вальцы, а затем выполняют раскрой полученного профнастила по заданным геометрическим разделам. Форма вальцов определяет, как вы сами понимаете, форму готового изделия.
Простейший ручной станок для изготовления профилированного листа способен «выдать» нам изделия только одной формы. В тех же случаях, когда применяется автоматизированная линия по производству профлиста, она, как правило, позволяет получать продукцию разного сортамента и форм. Достигается подобное разнообразие за счет того, что автоматизированное оборудование дает возможность изменять настройки вальцов.
2 Какие агрегаты используются для производства профилированных листов?
Изготовление возможно на установках трех основных типов:
- ручной станок;
- оборудование мобильного (передвижного) вида с частичной автоматизацией выполнения рабочих операций;
- полностью автоматические линии.
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.
Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Полуавтоматическое оборудование по эффективности своей работы и качеству производимой профилированной продукции ничем не уступает полностью автоматизированным линиям. При этом оно является мобильным, что в ряде случаев имеет огромное значение.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:
- непосредственно прокатный стан с вальцами нескольких размеров;
- приспособление для резки профлистов;
- оборудование для нанесения на готовую продукцию полимерного покрытия.
Также в составе автоматизированных линий иногда имеется агрегат для выполнения погрузочных работ. Понятно, что такие комплексы имеют высокую стоимость. Но и производительность их в разы превосходит возможности ручных и полуавтоматических станков. Вкладывать финансовые средства в автоматическое оборудование имеет смысл тогда, когда вы планируете долго и плодотворно работать на поприще изготовления и продажи профилированных листов со всевозможными геометрическими параметрами.
3 Стандартная линия для производства профнастила – что в нее входит?
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:
- Механизм для фиксации рулонов с исходным сырьем (оцинкованные листы стали) и их разматывания. При промышленном производстве профнастила требуется закупать на металлургических заводах стальные листы, которые, как правило, поставляются в достаточно массивных (до десяти тонн) рулонах. Без специального устройства раскрутить их и начать работу нереально.
- Автоматическое приспособление, позволяющее без участия оператора линии корректировать уровень провисания заготовки между прокатным станом и механизмом разматывания. Автоматизированные агрегаты функционируют на больших скоростях, а значит, человек не в состоянии выполнить без помощи указанного приспособления требуемую корректировку.
- Стан для прокатки листов из рулона. Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.
- Гильотинные ножницы либо другой агрегат для резки профилированных изделий. Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.
- Отсек для складирования изготовленных профилированных листов.
Линия по производству профнастила управляется специальной системой. Она может быть и относительно простой, и по-настоящему сложной. Простая управляющая система не обеспечивает высокого уровня автоматизации производственного процесса, но зато работать с ней могут люди с низкой квалификацией. А вот сложный комплекс управления оборудованием увеличивает эффективность применения линии. Правда, разобраться с такой системой сможет не каждый, для ее использования необходимо привлекать специалистов с большим багажом технических знаний.
4 Какие факторы оказывают влияние на качество профлиста?
Заготовка при производстве профилированных листовых изделий на автоматических линиях напрямую зависит от числа вальцов для прокатки. Они располагаются парами друг над другом. Между отдельными парами вальцов имеется небольшой зазор. Стальной лист, из которого делают профнастил, по своей толщине чуть меньше величины указанного зазора (а иногда эти показатели одинаковы).
Исходная заготовка пропускается через прокатные валы, причем подобная процедура осуществляется несколько раз подряд, так как за один проход добиться требуемой формы листа обычно не получается. За один заход заготовка сгибается между валками на определенную величину. При этом на нее оказывается минимальное давление, что обеспечивает идеальный результат конечной деформации.
Важно «не переусердствовать» с количеством пар прокатных валов. Если пропускать заготовку через слишком большое их число, есть вероятность того, что цинковое покрытие стального листа разрушится. Кроме того, на качество профлистов оказывает влияние качество стальных сплавов, из которых производятся прокатные валы и уровень чистоты их обработки.
Специалисты советуют приобретать оборудование зарубежных производителей (например, финских) либо линии отечественного изготовления, и никогда не обращать внимания на агрегаты для производства профилированных листов китайских компаний. И последнее. Если есть возможность, лучше покупать новые, а не бывшие в употреблении линии по выпуску профлиста, так как техические возможности последних обычно находятся на очень низком уровне ввиду их износа.
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Технология изготовления профнастилаПрофилированный металлический лист — это рулонная сталь, поверхность которой в результате обработки на специальном оборудовании приобрела волнистую или гофрированную форму.
Цель этой операции состоит в том, чтобы увеличить продольную жесткость и несущую способность исходного материала. Это позволяет использовать холоднокатаную сталь сравнительно небольшой толщины для изготовления различных строительных конструкций, в том числе и тех, на которые воздействуют значительные статические и динамические нагрузки.
Современный профнастил выпускают из стали толщиной от 0,45 до 1,2 мм. В зависимости от назначения, металлический профилированный лист подразделяется на две основные группы – несущий и стеновой. Отличаются они формой профиля и толщиной металла. Профнастил имеет высокие эксплуатационные характеристики при сравнительно низкой себестоимости, что делает его производство достаточно привлекательным и выгодным вложением средств.
Оглавление статьи (нажмите, чтобы открыть)
Технология производства профнастила — краткое описание основных этапов изготовления профилированного листаТехнология производства профнастила достаточна проста. В ее основе лежит метод холодной прокатки тонколистового металла. С помощью специального оборудования, из рулона оцинкованной стали или стали с полимерным покрытием получают металлический профиль с заданной геометрией поверхности.
Существуют два метода профилирования металла: одновременный и последовательный (или комбинированный).
В первом случае технология изготовления профнастила предусматривает прокатку всех гофр профнастила одновременно, начиная с первой клети прокатного стана. При этом существенно экономятся производственные площади, поскольку станок для одновременной прокатки примерно в 1,5 раза меньше оборудования для последовательного или комбинированного способа получения профилированного листа. Кроме того, первый способ обработки металла более равномерно профилирует лист, исключая возможность брака на краях исходной заготовки.
В состав линии по производству профлиста входят:
- разматыватель;
- стан холодной прокатки;
- гидравлические гильотинные ножницы;
- приемное устройство.
Слаженность и непрерывность работы оборудования обеспечивается автоматизированной системой управления, которая и следит, чтобы технология производства профлиста не была нарушена. Такие линии предназначены для изготовления профнастила из оцинкованной стали по ГОСТ 14918 и из тонколистовой стали с полимерным покрытием по ГОСТ 30246-94, ГОСТ 9045, ГОСТ 1050.
С установленного на разматывателе рулона, тонколистовая сталь подается в формовочную машину, где и происходит профилирование поверхности металла. Затем готовый лист профнастила попадает на гидравлические ножницы, обрезающие изделие в соответствии с заданными размерами. Профиль профлиста завит от формы вальцев, установленных на прокатном стане.
Все этапы производственного процесса контролируются системой управления, что позволяет задавать скорость прокатки, а также длину и количество листов профнастила. После обрезки, готовые листы профнастила попадают в приемное устройство.
Таким образом, изготовление профнастила из листовой стали состоит из следующих этапов:
- Рулон оцинкованной стали или стали с полимерным защитным покрытием устанавливается на разматыватель, обеспечивающий правильную и равномерную подачу листа.
- Конец листа вставляется в формовочную машину прокатного стана.
- Системе автоматического управления задаются основные параметры, такие как скорость прокатки, длина и количество листов профнастила.
- Производится запуск оборудования и непосредственно процесс изготовления профнастила.
Готовую продукцию достают из приемного устройства маркируют и упаковывают для отправки потребителю.
Основное оборудование линии по производству профнастила, его назначение и устройствоНиже я подробно остановлюсь на функциях каждого отдельного узла станка по производству профнастила.
Консольный гидравлический разматывательЭто устройство предназначено для подачи рулонной тонколистовой стали в формовочную машину. Как и всеми механизмами линии по производству профнастила, разматывателем управляет автоматизированная система управления. Кроме того, разматыватель имеет собственную систему автоматики, которая с помощью тормозного устройства синхронизирует скорость подачи металлической ленты со скоростью прокатки металла.
Устройство для резки металлаОно устанавливается после разматывателя и служит для обрезки металла при необходимости заменить, например, рулон оцинкованной стали на сталь с полимерным покрытием для выполнения другого заказа.
Прокатный стан (формовочная машина)Это — главный элемент любой производственной линии для изготовления пофилированного листа. Именно он является ключевым звеном в технологии изготовления профнастила и превращает гладкий металлический лист в гофрированный профиль. Профилирование поверхности осуществляется прокатыванием металла через вальцы специальной формы, выбор которых зависит от требуемой формы гофры профилируемого листа. Формирование гофр профнастила начинается с первой клети, а количество клетей зависит от сложности формы гофры профилированного листа.
По конструкции формовочные машины могут быть пневматическими или гидравлическими. В пневматическом прокатном стане металлический лист с помощью пуансона вдавливается в матрицу под действием сжатого воздуха. Пневматическая формовочная машина может изготавливать профилированный лист длиной до 2,5 м, с углом гиба гофры профиля до 90° из металла, толщиной до 1,5 мм.
Принцип действия гидравлической формовочной машины прокатного стана такой же, как и у пневматической. Но прокатные станы с гидравлическим приводом более мощные и могут изготавливать профилированные листы любой длины, которая ограничена только удобством транспортировки готовой продукции потребителю.
Программа, заданная системе управления как пневматических, так и гидравлических прокатных станов, позволяет автоматически менять пуансоны и матрицы, выбирая их конфигурации при просмотре графической модели профилированного листа, а также устанавливать любую рабочую скорость прокатки.
Гидравлические электромеханические гильотинные ножницыОни служат для обрезки готового профилированного листа согласно размерам, заданным автоматической системе управления. Резка осуществляется ножом, форма лезвия которого точно повторяет форму гофры профилированного листа.
Если обрезать готовый профлист плоскими ножницами, то это будет являться грубым нарушением технологии производства профнастила, поскольку приведет к образованию на краю среза заусенцев и деформаций.
Приемное устройствоВ приемное устройство попадает готовый лист профнастила после гидравлических ножниц. Это устройство выполняет роль накопителя продукции для ее последующей упаковки и отправки на склад. Обычно приемное устройство дополнительно оборудуется автоматическим штабелером для выемки профилированного листа и укладки его транспортную тележку или упаковочный стол. Длина приемного устройства может достигать 14м.
Автоматизированная система управленияКак уже говорилась выше, автоматизированная система управляет всеми механизмами, входящими в состав линии по производству профнастила. Это позволяет полностью исключить применение ручного труда. Встроенное программное обеспечение позволяет свести участие человека исключительно к наблюдению за процессом производства.
Оператор управляет прокатным станом только при работе линии в ручном режиме, который используется обычно при наладке оборудования, а также заправке стали в формовочную машину при замене рулона в разматывателе.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!a Монтаж и установка устройства
Дачный участок – это всегда маленький частный мир, и неважно, будь то пряничный домик с розовыми цветами, большой коттедж с бассейном или типичный загородный дом с тремя рядами овощей кровати. Мы любим свою сельскую местность, стараемся держаться от посторонних глаз и злоумышленников, поэтому разместились вокруг ее ограды охраняемой территории. Существует множество вариантов заборов, но сегодня мы подробно обсудим, как создать забор из металлического профиля своими руками, коснемся всех технологических этапов и разберем возможные ошибки.
Почему стоит обратить внимание на профиль? Все просто: это относительно недорогой материал, прочный, прочный, удобный в установке и обращении.
С установкой забора из металлопрофиля сможет справиться любой человек, владеющий дрелью, болгаркой и сварочным аппаратом.
Есть несколько вариантов материала, поэтому приобретая его, стоит подумать о маркировке.Отметка «С» означает «стена». Для забора подходят следующие разновидности:
- Листы «С8» шириной 1 м 15 см с минимальной высотой трапециевидного профиля; самый дешевый вариант;
- листов «С20» шириной 1 м 10 см, более жесткие, прочные и ветрозащитные; идеален для всех, кто любит грамотный баланс цена-качество;
- листов «С21» шириной 1 м, пригодных для изготовления проектов и схем; имеют максимальную высоту ребер, поэтому максимально прочные.
Помимо размера нужно обращать внимание на тип полимера, на который покрывается профиль и толщину цинкового слоя.
Большой популярностью у владельцев загородных коттеджей пользуется комбинированный забор на фундаменте с столбами из красного, желтого или белого силикатного кирпича.
Современный профиль имеет более широкую цветовую гамму, поэтому его можно использовать для декорирования территорий. Например, для защиты участка дачи из красного кирпича подойдет забор терракотовый, коричневый или красный. Некоторые виды профильных листов имеют уникальный резной верх, что делает забор не таким уж скучным.
Для увеличения продаж многие производители регулярно расширяют ассортимент за счет расширения цветовой базы.При покупке обязательно спрашивайте самые разные оттенки
Металлопротеинов для строительства забора вам понадобятся:
- Листы толщиной не менее полумиллиметра высота ребра 20 мм. Число легко вычислить, разделив общую длину предлагаемого забора на ширину одного листа.
- Опора для крепления поперечной балки – лаг. Это могут быть деревянные или кирпичные столбы, но чаще всего используются профильные трубы. Оптимальные параметры труб: сечение 60мм х 60мм, толщина стенки 2мм и более.Количество пробирок может быть разным, это зависит от расстояния между ними. Не стоит забывать и о дополнительных опорах для устройства калитки и калитки.
- Лаг – поперечина для крепления металлических листов. Традиционно также используются профильные трубы, но меньшего сечения – 40мм х 20мм. Планируемое количество пролетов между столбами, умноженное на два, чтобы получить общее количество лаг или длину забора, также увеличится в два раза.
- Комплект для бетонных столбов – цемент, песок, щебень.
Это основной материал, который обязательно нужно дополнить крепежом, потому что без крепежных элементов установка ограждения из металлического профиля невозможна. В качестве крепежа идеально подходят кровельные саморезы с цветными шляпками и резиновыми шайбами.
Многие детали для строительства металлопротеиназного забора можно заменить на соответствующий размер, например, вместо профиля LGA 40мм х 20мм можно использовать участок 40мм х 40мм.
Шапки кровельные саморезы специально окрашены в разные цвета, чтобы они не выделялись на фоне цвета металлической черепицы.
В набор инструментов входят:
- для разметки – колышки, шнурок, рулетка;
- для столба – дрель, кувалда;
- для фиксации лага и листьев болгаркой, уровнем, сварочным аппаратом, дрелью.
Перед началом работы следует проверить исправность инструментов и всех материалов, чтобы не терять время на поиски.
Разбив весь процесс монтажа забора из металлопрофиля на несколько этапов, можно рассчитать примерное время завершения работ и более эффективно спланировать рабочий день.
Шаг №1 – подготовка чертежа и разметки
Примерную длину забора легко рассчитать исходя из размеров дачного участка, но лучше взять рулетку и тщательно измерить расстояние, методично записывая все числа на листке бумаги.Обычно ограждение возводится вокруг всего участка, но бывают исключения, когда, допустим, запланирована какая-то часть посадки живой изгороди. Глубина котлованов для опор иногда достигает полутора метров, поэтому необходимо учитывать, какие проходят под наземными коммуникациями.
Расположение столбиков отметьте колышками и шпагатом, чтобы выровнять их аккуратными рядами. Расстояние между колышками должно быть равным двум листам металлического профиля, то есть чуть больше двух метров. Это оптимальный размер, чтобы забор был прочным и устойчивым.В идеале после всех замеров на листе должна появиться подробная схема, показывающая место установки предполагаемого забора со всеми столбами и расчетами материала.
В качестве сигнала колышка можно использовать длинные обрезные доски, доски, палки – главное, чтобы по нему было легко ориентироваться.
Для удобства на схеме должны быть указаны размеры всех используемых материалов: ширина металлического профиля, сечение опорной трубы, поперечины.
Шаг 2 – установка опорных стоек
Сигнальные колышки указывают, где нужно выкопать яму под каждую опорную стойку, в нашем случае профиль металлической трубы сечением 60мм х 60 мм.Труба закладывается в грунт тремя способами: шурупом (в данном случае), кувалдой, чтобы забить (тоже весьма сомнительный метод, может использоваться только на завершающем этапе) или выкапывать яму под столб, а затем забетонировать ее. Вариант бетонирования – самый удачный и легко достижимый.
Бур для устройства дыр можно взять в долг у друзей или арендовать в строительной компании за небольшую плату.
Чтобы проделать отверстие необходимой глубины, лучше использовать дрель – вокруг трубы будет меньше свободного места.При копании лопатой яма будет слишком широкой, и бетон будет иметь довольно большую площадь.
В результате сверления просверливаются глубокие и точные отверстия, оптимально подходящие для прокладки узких металлических труб и дальнейшей заливки бетонного раствора.
Глубина отверстия должна составлять примерно 1/3 высоты опоры. Бетонируют основание, готовят опалубку из листа рубероида или листов фанеры, устанавливают на ровную трубу и заливают бетон на всю глубину.Если позволяет время, можно выполнить бетонирование в два приема – сначала половину отверстия, затем оставшуюся часть.
Для приготовления бетонного раствора традиционно используется цемент, песок и щебень в пропорциях, указанных на упаковке цемента.
Многие садоводы вдоль забора или на некоторых его участках устанавливают освещение. В этом случае одновременно с устройством забора из металлопрофиля можно вырыть траншею для кабеля питания.
Шаг №3 – установка поперечин
Когда бетонная фиксация опорной трубы «созрела», можно приступать к монтажу поперечин – лаг, которые являются гарантом будущего забора.Профильные трубы сечением 40 мм x 20 мм являются наиболее универсальными в этой роли – не очень массивные и тяжелые, одновременно прочные и способные выдерживать вес листов металлопрофиля.
Бревна для забора в зажиме представляют собой два параллельных ряда профильных труб. Нижний ряд закрепляют на высоте 30-35 см от земли, второй – 20-25 см от верхнего конца стойки. Для фиксации лага используют болты или сварку. Чтобы крепления и поверхность металлических элементов служили дольше, после монтажа их следует сначала тщательно загрунтовать, а затем покрасить в цвет, соответствующий профилю листа.Два слоя – грунтовка и краска – защищают металл от влаги, соответственно от коррозии.
Все бревна крепятся с одной стороны опорных стоек, обычно лицевой стороной, обращенной к улице. Таким образом, опору видно только со двора.
Балки и опорные столбы необходимо обработать специальной грунтовкой и краской по металлу, например, Ростикс и Мирандола от финской компании Tikkurila.
Этап №4 – крепление листов металлопрофиля
Завершающий этап монтажа забора – установка металлических листов.Многие совершают ошибку, начиная работу с угла, когда доходит до поворота последнего листа, оказывается, что есть еще один небольшой пустой отрезок возле ворот или ворот. Соответственно, это закрытый узкий кусок, похожий на нашивку. Лучше спланировать, как сделать забор из металлопрофиля, чтобы он выглядел цельно и аккуратно. Эта работа начинается от ворот (калиток), двигаясь в противоположных направлениях. Если по площади углов и вам придется использовать обрезки листового металла, этого никто не заметит.
При установке профильных листов необходимо соблюдать технологию соединения: каждый последующий лист закрепляется внахлест на 1-2 волны (края)
Устанавливая листы, необходимо использовать уровень и рулетку, чтобы верхний край был идеально ровным. Саморезы закручиваем сверлом, излишки материала удаляем при помощи болгарки или ножниц по металлу.
Готовый забор из металлопрофиля без декоративных элементов смотрится аккуратно и формально, но его высота скрывает практически весь дачный участок.
После полной сборки листов навешивают створку двери или калитки.Один из удобных вариантов ворот – раздвижной, для чего также можно использовать профлист. Покраска забора не требуется, так как материал продается полностью готовым. Качественный монтаж забора гарантирует долгий срок службы.
Видео № 1:
Видео № 2:
Видео № 3:
Связанные с контентом
| Сушилки | |
| Сушилка для лабораторных листов FORMAX Новая лабораторная сушилка для листов, предназначенная для сушки листов для рук из любых форм.В сушилке для листов используется новая технология нагревательных элементов, обеспечивающая равномерную температуру поверхности для быстрой и стабильной сушки. Сушилка также имеет защиту от перегрева. Каталожный номер S-100 | |
| Лабораторная плита FORMAX Специально разработан для сушки листов для рук из всех широко используемых форм для листов. Каталожный номер A-100 | |
| Барабанная сушилка FORMAX 12 дюймов Специально разработана для сушка листов для рук в больших количествах с точной температурой контроль.Безопасная работа обеспечивается сухими нагревателями, без воды и пар используется. Каталожный номер E-100 | |
| Листовые машины | |
| Полуавтоматическая листовая пресс-форма со шкафом Каталожный номер М-300 | |
| Лабораторный ручной стол Formax II FORMAX II – это полноценная лаборатория, предназначенная для производства высококачественных тестовых листов.Изготовленная на заказ скамья включает все необходимое оборудование и предварительно подключена к электросети для облегчения установки. Каталожный номер P-200 | |
| Автоматическая машина для изготовления лабораторных листов Formax III Разработанная для простоты использования, эта машина быстро и автоматически формирует листы для рук по рецептам и параметрам, управляемым компьютером. Исходный материал, добавки и белая вода постоянно подбираются для обеспечения однородных свойств листа.После формования лист проходит через всасывающую камеру и через секцию пресса для обезвоживания и уплотнения. Затем лист сушат и кладут на приемный лоток. Каталожный номер P-300 | |
| Формы для листов | |
| Форма для листов из нержавеющей стали FORMAX 8 “x 8” Форма для листов FORMAX 8 “x 8” предназначена для быстрого производства простыни равномерного качества.Формовочная проволока съемная, что позволяет быстрая замена формовочной проволоки и простота обращения с мокрым листом для операции сошивания, прессования и сушки. Нержавеющая конструкция обеспечивает долговечную работу, не требующую обслуживания. Каталожный номер C-100 | |
| FORMAX 12 “x 12” Листовая форма из нержавеющей стали Листовая пресс-форма FORMAX 12 “x 12” предназначена для быстрого производства однородных качественных листов для рук.Формовочная проволока съемная, что позволяет быстрая замена формовочной проволоки и простота обращения с мокрым листом для операции сошивания, прессования и сушки. Нержавеющая конструкция обеспечивает прочную и не требующую обслуживания работу. Каталожный номер G-100 | |
| Форма для стандартных листов Formax Эта лабораторная форма для листов сконструирована в соответствии со спецификациями TAPPI для использования при изготовлении листов для рук по методу испытаний TAPPI T-205.Декель формы для листового металла изготовлен из нержавеющей стали и производит круглый ручной лист диаметром 6 дюймов. Устройство включает в себя мешалку, узел формовочной проволоки, опорную стойку, клапан и поддон. Каталожный номер M-100 | |
| Полуавтоматическая форма для листов Полуавтоматическая система формирования листов и дренажа быстро и стабильно производит листы для рук. Настольный модуль управления регулирует наполнение, перемешивание, осаждение и дренаж декеля.Лист для рук автоматически ложится, чтобы снизить утомляемость оператора и повысить однородность листа. Добавление системы оборотной воды облегчает изучение мелких частиц и химического состава с течением времени. Соответствует Tappi T-205 и T-219, ISO 5269/1, CPPA C.4 и C.5 Каталожный номер M-200 | |
| Разбрызгиватели | |
| Стандартный дезинтегратор Построенный в соответствии со спецификациями TAPPI T-205 и ISO-5263, стандартный дезинтегратор пульпы используется для влажного измельчения образцов пульпы.Дезинтегратор разделяет волокна большинства целлюлозных масс, включая вторичные волокна, без существенного изменения их структурных свойств. Каталожный номер Т-100 | |
| FORMAX 450H Лабораторный гидроразбиватель высокой концентрации Небольшой компактный гидроразбиватель для измельчения первичного или вторичного волокна высокой консистенции. Этот измельчитель является ценным инструментом для оценки процессов вторичного волокна, добавок и качества. Каталожный номер N-100V (регулируемая скорость) Каталожный номер N-100T (нагревательная рубашка) | |
| Лабораторный гидроразбиватель FORMAX Maelstrom Чистый, компактный и практичный дизайн, который добавит профессионализма вашей лаборатории. Эффективный, портативный, простой и недорогой. Это устройство считается незаменимым инструментом для исследований и производственного контроля в хорошо оборудованной лаборатории. Полезно для оценки вторичного волокна и прогнозирования результатов производства целлюлозы. Каталожный номер H-100 Каталожный номер H-100V (регулируемая скорость) | |
| Лабораторный гидроразбиватель FORMAX MicroMaelstrom Новейший лабораторный гидроразбиватель FORMAX разработан для работы с очень маленькими размерами образцов и широким диапазоном консистенции. Эффективный, портативный и безотказный. Это устройство станет незаменимым инструментом для исследований и производственного контроля в хорошо оборудованной лаборатории. Полезно для оценки вторичного волокна и химических добавок. Каталожный номер H-200V (регулируемая скорость) | |
| Лабораторный гидроразбиватель FORMAX 1800 Чистая, практичная конструкция для разделения первичного и вторичного волокна на порции по 4 фунта. Незаменим для оценки первичных и вторичных волокон и прогнозирования результатов в промышленном масштабе. Каталожный номер J-100 (постоянная скорость) Каталожный номер J-100V (регулируемая скорость) | |
| Лабораторный гидроразбиватель FORMAX 1800H Специально разработан для сушка листов для рук в больших количествах с точной температурой контроль.Безопасная работа обеспечивается сухими нагревателями, без воды и пар используется. Каталожный номер J-100H (постоянная скорость) Каталожный номер J-100HV (регулируемая скорость) | |
| Специальное оборудование | |
| Валковый пресс для нержавеющей стали FORMAX Это оборудование включает сплошные прижимные валки из нержавеющей стали для последовательного и равномерного прессования и обезвоживания. Каталожный номер D-100 | |
| Флотационная камера удаления краски FORMAX Представляем новую лабораторную ячейку для удаления краски, специально разработанную для оценки процедур, химикатов и процессов, необходимых для обработки быстро растущего использования переработанной бумаги. Ячейка для удаления краски Formax Flotation De-Inking Cell обеспечивает эффективность удаления чернил, аналогичную коммерческим установкам, за счет точного управления потоком и давлением впрыска. Каталожный номер L-100 | |
| Экспансиметр для нескольких образцов бумаги NEENAH Экспансиметр измеряет гигроскопичность листовых материалов в соответствии с полезным методом TAPPI 549. Относительная влажность контролируется с помощью насыщенных солевых суспензий, что дает значения удельной влажности от 11% до 92%. Одновременно можно тестировать до 20 образцов. Каталожный номер R-100 | |
| Дозатор FORMAX Дозатор обеспечивает быстрый, простой и воспроизводимый метод доведения образцов целлюлозы до заданной консистенции, а затем объемное декантирование из резервуара приводит к получению одинакового веса испытательного листа. Каталожный номер B-100 | |
| Лабораторный винтовой пресс FORMAX Лабораторный винтовой пресс Formax 3 “- важный инструмент исследования целлюлозно-бумажной промышленности для изучения технологий промывки, обезвоживания, отбеливания и хранения волокон с высокой плотностью. Этот пресс обеспечивает автоматическое непрерывное удаление воды из волокнистых суспензий. Каталожный номер K-100 | |
| Система возврата белой воды Formax Система возврата белой воды FORMAX используется для контроля pH и изучения удерживания мелких частиц и добавок.Он компактен и легко устанавливается под лабораторным столом. Отдельная панель управления контролирует все функции изготовления листа с помощью многопозиционных переключателей и реверсивного двигателя насоса. Каталожный номер F-100 | |
Все, что вам нужно знать о высечке
Если вы новичок в высечке, нуждаетесь в пояснении или у вас есть конкретный вопрос в области высечки, мы здесь, чтобы дать вам несколько ответов!
Найдите свой вопрос ниже или с помощью боковой панели содержимого, которая поможет вам сориентироваться.
Кроме того, внизу этой страницы можно найти дополнительные ресурсы по высечке, включая советы, рекомендации и многое другое! Ищете высекальные машины, инструменты и расходные материалы? Здесь вы найдете тысячи высекальных принадлежностей.
Что такое высечка?
Высечка – это широкий термин, но в ремесленном производстве процесс высечки относится к процессу, в котором вы используете станок для массового производства вырезанных фигур. Вы можете создавать одну и ту же форму с одинаковыми размерами снова и снова, не используя ножницы, трафареты или нож для рукоделия.Это экономит время и делает ваши вырезанные формы профессиональными и единообразными каждые раз.
Что такое высекальный станок?
Высекальные машины или машины для изготовления карт – это машины, которые вырезают формы из бумаги, ДСП (например, картона, но более толстого и плотного), ткани и других материалов. Большинство людей, регулярно занимающихся высечкой, имеют собственные высекальные машины размером с небольшую тостерную печь. Эти машины могут располагаться на вашем верстаке или на рабочем месте или могут храниться на небольшом пространстве и при необходимости извлекаться.Существуют даже крошечные настольные версии, такие как Sidekick или Mini Evolution, и компактные складные версии, такие как Sizzix Big Shot Foldaway.
Как и любой другой прибор или инструмент, существует множество марок высекальных машин, и каждая из них немного отличается от другой. Вы также можете проверить этот ресурс для высекальных машин. Это даст вам обзор различных стилей, чтобы вы могли выбрать подходящую машину для своих нужд.
Что такое ручная высекальная машина?
Ручные высекальные машины работают с легко поворачиваемой рукояткой или рычагом и используют специальные металлические формы для резки бумаги и других материалов.Иногда в этих машинах также есть силовой компонент, который помогает управлять машиной с помощью электричества. Когда материал и металлический штамп проходят через ролики машины, он оказывает давление, и штамп вырезает бумагу или другой материал по форме штампа.
Самые популярные ручные машины производятся Sizzix, We R Memory Keepers и Spellbinders.
Что такое цифровая высекальная машина?
Цифровые высекальные машины работают от электричества и управляются компьютерным программным обеспечением или картриджами.Цифровые резаки не требуют стальных штампов , потому что у них есть лезвие внутри машины, которое режет бумагу или другие материалы. Вы можете выбрать форму, которую хотите создать, с помощью программного обеспечения на вашем компьютере, телефоне, планшете или специального картриджа для машины.
Самые популярные цифровые высекальные машины производятся Cricut компании Silhouette и ProvoCraft. Цифровые высекальные машины выглядят как бытовые принтеры и подключаются к вашей машине через порт USB или Bluetooth, аналогично принтеру или другому аксессуару.Вы можете приобрести цифровые файлы, которые вы хотите вырезать, или картриджи с предварительно загруженными изображениями!
Что такое кубик?
При высечке штампы представляют собой металлические предметы с приподнятым острым участком для резки. Они похожи по внешнему виду и действию на формочки для печенья – форма матрицы – это форма, которая будет вырезана на вашей бумаге.
Существует несколько различных типов матриц. Плашки для стальных линейок острые и защищены пенопластом или пластмассой (для вашей безопасности).Как правило, они более прочные, поскольку предназначены для резки более толстых материалов или одновременной резки нескольких разрезов. Тонкие металлические штампы не такие острые и не могут резать такие толстые материалы, как штампы со стальными линейками. Они больше похожи на вашу традиционную форму для печенья – имеют металлическую форму, без пены или пластика, их легче и легче хранить.
Плашкибывают самых разных размеров и стилей. Есть основные формы, слова, чувства, замысловатые цветочные узоры, тонкое кружево, животные, формы еды и почти все, о чем вы можете подумать.С таким большим количеством матриц на выбор, они найдутся на все случаи жизни и цели!
Для чего используются высекальные машины?
Хотя высекальные машины различаются (вы должны прочитать спецификации машины перед покупкой), все высекальные машины режут бумагу. Большинство из них также режут фетр, пенопласт, тонкую ткань и винил, хотя следует отметить, что только штампы со стальной линейкой могут резать ДСП. Некоторые могут даже разрезать пробковую доску, кожу, резину и губку!
Высекальные машинымогут использоваться для изготовления наклеек, конвертов, визиток, подарочных этикеток, пакетов для угощений, сувениров для вечеринок, карт-шейкеров, ящиков для подушек и т.Их используют производители карт, скрапбукиры, мастера по изготовлению бумаги, лоскутные изделия и обычные мастера. Их даже используют в классах для облегчения обучения и создания проектов.
Какая высекальная машина лучше?
Это действительно зависит от того, что вам нужно и что вы ищете. Sizzix Big Shot – самая популярная ручная высекальная машина. Однако существует множество разных машин с множеством различных функций, плюсов и минусов. При покупке высекальной машины важно прочитать описания продуктов и обзоры, чтобы узнать, для чего лучше всего подходит каждая машина и что другие люди говорят о них и их опыте.
Если вы думаете о покупке высекальной машины, эта статья поможет вам принять правильное решение.
Откуда высечка получила свое название? Почему это называется высечкой?
Происхождение слова восходит к 1300-50 гг., Среднеанглийский язык de . На латыни слово «данный» – это датум . Слово умереть в том виде, в каком оно используется сегодня, в этом контексте, по-видимому, происходит от этого происхождения: «дано, положено, размещено», следовательно, также означает «сыграно или брошено».
В те времена штампы относились к процессам штамповки, таким как создание монет или литье предметов – обычно из металла – сделанных из штампов.В 1800-х годах было создано новое изобретение для массового производства – высечка. Старый термин «штамп» (создание путем механической обработки) был объединен с «вырезать» (процесс вырезания формы) для создания термина «высечка». Неизвестно, кто первым ввел термин «высечка», который появился в английском лексиконе в середине 1800-х годов.
Кто изобрел высечку?
Высечка была изобретена в середине 1800-х годов, чтобы помочь рационализировать обувную промышленность. Поскольку раньше нарезка подошв обуви производилась вручную, как правило, из кожи, этот процесс был трудоемким и дорогостоящим.Изобретение высекальной машины произвело революцию в работе сапожников и сделало обувь гораздо более единообразной, поскольку формы всегда вырезались одинакового размера одним и тем же способом, а не вручную. Это означало, что теперь обувь может иметь стандартные размеры.
В начале 1900-х годов по мере развития технологий росла и высекальная машина. Изобретение ручной высекальной машины с кривошипно-шатунным механизмом сделало возможным изготовление штампов разных размеров и форм, а это означает, что сапожники могли создавать любую часть обуви, которая им нужна, с помощью машины – и при этом одной и той же машины.Обувь стала проще изготавливать, и к тому же она стала намного доступнее для всех.
Лишь в 1977 году первая ручная высекальная машина для потребителей была изобретена Бобом и ЛаДорной Эйхенберг, создателями Ellison. С тех пор высекальные машины росли и трансформировались вместе с процветающей ремесленной промышленностью! Круто, правда?
Кто использует высечку?
Высечка используется при производстве различных предметов, таких как обувь и другие предметы, за счет быстрой и эффективной резки компонентов с идеальным вырезом каждый раз.В таких производственных процессах обычно используются большие высекальные машины промышленного назначения, чтобы ускорить процесс и выдержать постоянное давление большой рабочей нагрузки.
Ремесленники также используют высечку, как правило, на персональных высекальных машинах, приобретенных в магазинах для скрапбукинга или ремесленных мастерских. Ремесленники могут использовать эти машины, чтобы быстро и легко вырезать элементы для открыток, страниц альбома для вырезок, домашнего декора, сувениров для вечеринок, баннеров для вечеринок, проектов DIY, подарков и т. Д. Без использования ножниц.
Что нужно для начала высечки?
Для высечки есть только несколько необходимых предметов. Большинство станков поставляются со всем необходимым, чтобы сразу приступить к высечке (кроме штампов). Для ручных машин это означает машину, платформу и режущие пластины. Для цифровых машин это означает, что настоящая машина и программное обеспечение должны быть запущены.
Машиныобычно поставляются с подробными инструкциями, объясняющими, как использовать машину и аксессуары.Плашки, картриджи и вырезанные файлы продаются отдельно. А если вам все еще нужна помощь, в Интернете есть видео и уроки, которые помогут вам. При покупке ручного станка вам также понадобится как минимум одна матрица, чтобы начать высечку. Здесь вы можете найти матрицы самых разных стилей и размеров. И, конечно же, вам понадобится бумага или картон, чтобы вырезать форму. Это единственное, что вам нужно для начала высечки.
Где я могу купить высекальную машину?
Если вы ищете, где купить высекальные машины, их обычно можно приобрести в магазине для рукоделия или в Интернете.На сайте Scrapbook.com мы размещаем все самые популярные ручные высекальные машины. Вы можете прочитать сотни отзывов о высекальных машинах от проверенных владельцев, просмотреть вопросы и ответы о машинах и определить, какая машина подходит именно вам.
Если вы новичок в высечке, хотите познакомить с ней кого-нибудь или остро нуждаетесь в обновлении, покупка доступного комплекта для высечки даст вам все необходимое для высечки, в том числе станок и ваш выбор формы штампа.
Как работает высечка?
Для ручных высекальных машин лист бумаги помещается на платформу машины. Затем поверх листа бумаги кладется плашка той формы, которую вы хотите вырезать. Когда матрица размещается там, где вы хотели бы сделать разрез, поверх бумаги кладется пластиковый коврик и штамп, чтобы удерживать их на месте и действовать как «бутерброд».
Когда все встало на свои места, вручную поворачивают рычаг, который перемещает платформу через машину.Когда платформа проходит через машину, на коврик оказывается равномерное давление, прижимая металлическую матрицу к бумаге. Острые края штампа обрезают бумагу, придавая ей желаемую форму. Затем платформа выходит с другой стороны машины, и вы можете снять верхнюю прозрачную подушку, чтобы получить доступ к штампу, бумаге и идеально вырезанной форме!
Сколько стоит высечка?
Высечка – это начальное вложение. Думайте об этом как о шитье. Вначале есть несколько затрат на то, что необходимо для начала работы, но после того, как вы приобрели предметы первой необходимости, следующие затраты являются дополнениями, такими как модные штампы из новых коллекций, бумаги и другие материалы, которые можно вырезать по мере необходимости.
Персональные высекальные машины могут стоить от 30 долларов за небольшие ручные машины до нескольких сотен долларов за модные электронные машины. Однако, как правило, ручные высекальные машины обычно находятся в ценовом диапазоне от 50 до 200 долларов, тогда как электронные или цифровые машины немного дороже.
Когда вы покупаете высекальную машину, в нее входят все необходимые элементы, но почти всегда есть дополнительные аксессуары, которые вы можете купить, которые упростят высечку или сделают вашу машину более универсальной.Инструменты и надстройки начинаются с нескольких долларов, а затем будут расти.
Единственные другие расходы могут быть спланированы очень субъективно. Матрицы могут быть разной стоимости: от 2,00 долларов или меньше за небольшие простые матрицы до более 100 долларов за богато украшенные наборы из нескольких матриц. В целом, однако, наборы матриц обычно находятся в ценовом диапазоне от 10 до 30 долларов и обычно идут с несколькими матрицами.
Здесь вы можете просмотреть различные варианты и цены.
Можете ли вы сделать штамп?
Хотя технически возможно изготовление собственных штампов из металла с помощью сварки, это не рекомендуется.Плашки часто изготавливаются специально для определенных машин и изготавливаются по определенным спецификациям, чтобы гарантировать их правильную работу. Изготовление собственных штампов и пропускание их через вашу машину может повредить вашу машину, а и безвозвратно аннулируют гарантию.
Популярные ремесленные бренды тщательно создают свои металлические штампы из высококачественных материалов, чтобы они не сгибались, не ломались и не перерезали бумагу.
Что такое высечки?
Фигурки для высечки – это кусочки бумаги, пробкового картона, ткани или любого другого материала, вырезанные с помощью штампа.Иногда люди также называют вырезанные формы бумажными украшениями, вырезами и эфемерами.
Что такое режущие диски или пластины?
Режущие диски или режущие пластины создают высеченный «сэндвич» – подходящее наслоение всех компонентов и материалов для вашей машины. Изготовление сэндвича гарантирует, что у вас есть подходящие расходные материалы, материалы и давление для работы вашей машины. Думайте об этом, как о вашей руке, лежащей на формочке для печенья, когда вы надавливаете. Если вы не вдавите форму для печенья в тесто, вы не сформируете печенье!
Машина надавливает на подушку и вдавливает матрицу в бумагу, создавая идеальный разрез! Подушечки бывают разных размеров и цветов (хотя варианты расцветки действительно просто для развлечения!).Со временем ваши колодки необходимо будет заменить из-за деформации. Это нормально и ожидаемо. Чтобы подушечки прослужили дольше, замените режущую пластину, в которую врезались штампы, на коврик Scrapbook.com Magic Mat. Он сделан из мягкого самовосстанавливающегося материала, который всегда обеспечивает красивые разрезы.
Что такое вырезанный сэндвич?
Сэндвич для высечки – это то, что называется комбинацией платформ и матов. Различные комбинации разных размеров будут выполнять разные задачи и функции для ваших нужд.Существуют книги и руководства, которые дают идеи и подробные инструкции о том, как создавать бутерброды с вашими различными платформами и циновками. Sizzix делает замечательный буклет для сэндвичей, в котором показано множество различных способов их приготовления – и книга даже имеет форму бутерброда!
Например, при использовании тонких металлических штампов можно использовать другой сэндвич, чем при использовании папки для тиснения. Вы не должны никогда не проталкивать бутерброд через высекальную машину.Если вы чувствуете, что его слишком сложно разрезать, попробуйте перевернуть бутерброд, повернув рычаг в другую сторону, чтобы вынуть бутерброд из машины. Попытка протолкнуть бутерброды или резкие порезы может привести к повреждению машины. Для правильного использования очень важно полностью прочитать инструкцию по эксплуатации.
При высечке нормально слышен треск?
Это нормально – слышать треск, когда вы катите кубик по машине. Этот звук – высечка вашей бумаги.Это совершенно нормально и нет, ты ничего не сломал! Но если вас беспокоит звук, выберите коврик Magic Mat вместо пластиковой режущей пластины, в которую вы врезаетесь, чтобы сделать пасс более приятным для ушей.
Нужно ли заменять режущие диски?
Со временем вам придется заменить колодки. Со временем на подушках будут возникать коробление и травление – это нормально и ожидаемо. Однако есть несколько вещей, которые вы можете сделать, чтобы свести к минимуму чрезмерное коробление и максимально продлить срок службы подушечек!
- Используйте всю поверхность подушечки при резке
- Не режьте каждый раз в одном и том же месте на подушке (используйте середину и края)
- Переключайтесь назад и вперед, не используя обе стороны пэда, но поворачивая его вверх дном или назад – пэд можно проводить через машину в любом направлении (позволяет размер)
- Выберите коврик Magic Mat вместо пластиковой режущей пластины, чтобы избежать деформации, травления и растрескивания.
На изображении выше изображена подушечка, которая начинает деформироваться и имеет множество вмятин после долгой эксплуатации порезов!
Что такое папки для тиснения?
Высечка включает в себя надрезы бумаги и других материалов, в то время как тиснение – это формование материала по особому дизайну, изменяющему его размеры.Папки для тиснения и высечка идут рука об руку, потому что для использования специальных папок для тиснения вам понадобится ручной высекальный станок.
Давление высекальной машины вдавливает рисунки в ваш картон, так что вы получаете тисненые (выпуклые) и тисненые (утопленные) рисунки.
Некоторые папки для тиснения от Sizzix, Spellbinders и других ведущих брендов даже совмещают тиснение и высечку в одной папке, которая выполняет оба действия во время прохождения через машину.Это означает, что папка для тиснения выдавливает узор или узор , а вырезает определенные детали для действительно уникального дизайна на вашей бумаге.
Как изготавливаются высеченные наклейки?
Изготовление наклеек в домашних условиях – одно из многих преимуществ собственной высекальной машины. Вместо того, чтобы использовать картон сам по себе, вы наклеиваете клейкие листы на обратную сторону картона, а затем вырезаете форму. Пропустите бумагу через вашу машину с выбранной матрицей, как обычно, – и вуаля! Вы создали свою собственную высеченную форму на клейкой основе – наклейку!
Снимите свежий разрез с платформы и снимите обратную сторону липкого листа, чтобы обнажить липкую сторону.Покупка соответствующих штампов и штампов может быть очень полезной для изготовления наклеек. Многие компании, такие как Lawn Fawn, Sizzix, Concord и 9th, создают штампы с соответствующими штампами, что позволяет штамповать, раскрашивать и вырезать идеальное изображение каждый раз.
Можно ли вырезать ткань?
Да! Ткань абсолютно можно высекать, однако некоторые штампы и машины недостаточно прочны, чтобы разрезать тяжелые ткани. Пара лучших высекальных машин для резки ткани – это Sizzix Big Shot Plus и Sizzix Big Shot Pro.
Обязательно ознакомьтесь со спецификациями и подробностями станка перед покупкой, если вы собираетесь резать более тяжелые материалы на регулярной основе. Кроме того, важно отметить, что штампы со стальными линейками лучше всего прорезают ткань, поскольку они являются наиболее прочными из вариантов штампа.
Что такое регулировочная шайба при высечке?
Прокладка – это элемент, предназначенный для заполнения лишнего пространства и увеличения давления при необходимости. При высечке прокладка обычно представляет собой кусок картона или два, которые помогают удерживать матрицу от движения и обеспечивают дополнительное давление на матрицу, когда она проходит через машину.Это помогает получить более чистый срез (см. Следующий вопрос о том, когда вам может понадобиться прокладка).
Что делать, если мои детализированные штампы режут неправильно?
Для правильной резки сложных штампов часто требуется немного больше усилий. Особенно, если вы режете толстый картон или специальную бумагу. Вот несколько советов, которые помогут вам добиться лучших результатов при использовании очень подробных штампов.
- Попробуйте оставить кристалл на месте и пропустить его через машину второй раз (возможно, даже трижды, если необходимо).Это действительно просто, если вы запустите его в одну сторону, а затем в другую!
- Если это не сработает, добавьте один лист картона в качестве прокладки под вырезанный «сэндвич» и пропустите штамп через машину, как обычно. Это придаст штампу немного большее давление и поможет с труднопрорезанными участками внутри штампа.
- Если прокладка для карточек не работает, вы можете приобрести тонкую металлическую прокладку, чтобы поместить ее под вырезанный «бутерброд» и пропустить матрицу через машину. Если проблема не исчезла, возможно, у вас неисправная матрица, и вам необходимо позвонить производителю для ее замены.
Дополнительные ресурсы для высечки
Полное руководство по высечке
Еще больше важной информации об огромном мире высечки.
Магазин высекальных машин, штампов, инструментов и прочего!
Вы готовы делать покупки? На сайте Scrapbook.com есть все необходимое для начала или продолжения высечки!
Необходимые принадлежности для высечки Manuel
У вас есть основные расходные материалы и вы понимаете, как высекать, но что дальше? Посмотрите, как начинается настоящая магия, когда вы приобретаете аксессуары, чтобы улучшить свою игру!
Не покупайте высекальную машину, пока не прочтете это
Все еще не уверены, какая высекальная машина вам подходит? Вот еще один отличный ресурс, который поможет вам решить!
Giada De Laurentiis серьезно заявила, что мы можем приготовить домашнюю пасту без использования машины
Если вы когда-нибудь хотели приготовить макароны самостоятельно, но не хотите вкладывать средства в машину для производства макаронных изделий, Giada De Laurentiis найдет для вас решение.
У хозяина Giada at Home есть реальный и увлекательный способ приготовить макароны, и даже дети могут помочь, чтобы пообедать на столе. Звезда
Food Network Джада Де Лаурентис в шоу «Смотри, что происходит в прямом эфире» с ведущим Энди Коэном | Чарльз Сайкс / Браво / Фотобанк NBCU / NBCUniversal через Getty ImagesСекреты Де Лаурентиса к отличной пасте
Неважно, готовите ли вы макароны самостоятельно или наливаете ее в кипящую воду из коробки. Существуют советы и рекомендации, которым вы можете следовать, чтобы приготовить отличную тарелку любимого блюда.
Де Лаурентис сказал, что есть четыре аспекта правильного приготовления макаронных изделий.
Во-первых, и во-вторых, Де Лаурентис говорит, что вода для пасты и сохраняет часть ее после того, как ваша паста готовится.
«Первый раз, когда вы приправляете пасту, которая находится в воде, это то, что отличает отличную пасту от посредственной», – сказала она. «Если вы не приправите его достаточным количеством соли, ваша паста будет пресной. Приправляйте его, как море.Он должен быть соленым.
«После того, как вы приготовили макароны, оставьте от четверти до половины стакана воды для макарон. Глютен и крахмал в воде для макарон – это то, что позволяет лапше и соусу прилипать друг к другу. Просто продолжайте добавлять немного воды для макарон, перемешивая макароны “.
Еще два ее совета? Держите пасту al dente и используйте пасту с ребрами, потому что она способна впитывать вкусный соус при каждом укусе.
Когда в Риме…
Мать одного может быть предвзятой, так как она родилась и провела первые годы в Риме, но Де Лаурентис считает, что регион с лучшими макаронами – это, естественно, сам Вечный город, Рим.
В своем блоге Giadzy Де Лаурентис обосновала это утверждение.
СВЯЗАННЫЕ С: Секрет Джада Де Лаурентис по приготовлению сочного стейка в чугунной сковороде – без разжигания духовки
«Знаете ли вы, что Рим известен четырьмя типичными, знаменитыми блюдами из макарон?» – говорится в ее блоге. «Вам будет трудно найти меню траттории в Риме, в котором не , все четыре из которых украшают секцию макаронных изделий, и на то есть веские причины. Каждое из этих очень простых блюд из пасты просто восхитительно.”
Все четыре рецепта имеют короткие списки ингредиентов, просты, удобны и легки в приготовлении. Блюда: cacio e pepe, паста с панчеттой и томатным соусом, паста alla Gricia и паста карбонара.
Как Де Лаурентис говорит, что вы можете сами делать макароны… вручную
Для приготовления сытной тарелки макарон больше не нужен другой прибор. Так говорит Джада Де Лаурентис о Гиадзи.
«Несомненно, машины для макаронных изделий делают процесс формования намного более эффективным, но есть что сказать о деревенском домашнем качестве формования макарон вручную», – говорится в ее блоге.«Это превращает обеденное время в ремесло, которым может заняться каждый, особенно дети! – и тем более приятно съесть обед, в который вложено столько дополнительной любви “.
Де Лаурентис показывает последователям, как вручную приготовить три вида макаронных изделий: фарфалле (или паста с бантиком), феттучини и паста со штопором (известная как Fusilli Avellinesi). Со всеми тремя она предлагает начать с раскатанного теста для макаронных изделий «как можно более плоско». Оттуда возможности безграничны.
Для фарфалле: «Используйте нож для пиццы или нож, разрежьте тесто на маленькие квадраты шириной около 1 1/2 дюйма.Маленьким ручонкам понравится скручивать каждый квадратик в галстук-бабочку. Затем нажмите, чтобы сохранить форму.
Чтобы приготовить феттучини, вам просто нужно раскатать тесто для макарон и сделать 10-дюймовые полоски макаронных изделий, опять же с помощью ножа для пиццы или ножа. Вы также можете пойти шире, короче и приготовить лапшу так, как вам хочется.
Для макарон со штопором начните с прямоугольных тестовых заготовок. Теперь оберните ими шпажку (или другой тонкий кухонный инструмент), чтобы придать ей форму спирали. Снимите его с вертела и продолжайте работу со всеми частями.
За подробными видеоинструкциями следите за De Laurentiis и наслаждайтесь!
бесплатных шаблонов фирменных бланков | Adobe Spark
Фирменный бланк, производящий впечатление.
Официальный бланк – отличная отправная точка для деловой переписки. Adobe Spark – идеальный инструмент для создания элегантных профессиональных бланков. Вдохновляйтесь нашими наборами шаблонов, бесплатными изображениями и креативными дизайнерскими идеями. Adobe Spark предоставляет вам все возможности творчества, поэтому вы можете изменять внешний вид фирменного бланка любым удобным вам способом.
Создайте свой фирменный бланк
Как сделать фирменный бланк.
Начни с вдохновения.
Мы предлагаем вам тысячи профессионально разработанных шаблонов, чтобы вы никогда не начинали с чистого листа. Ищите по платформе, задаче, эстетике, настроению или цвету, чтобы вдохновение всегда было у вас под рукой. Когда вы найдете графику, с которой можно начать, просто коснитесь или щелкните, чтобы открыть документ в редакторе.
Сделайте ремикс, чтобы сделать его своим.
Есть много способов персонализировать шаблоны баннеров.Измените копию и шрифт. Добавляйте изображения к своим фотографиям или просматривайте тысячи бесплатных изображений прямо в Adobe Spark. Уделите столько времени, сколько захотите, чтобы сделать графику своим. В премиум-плане вы даже можете автоматически применять логотип, цвета и шрифты вашего бренда, так что вы всегда будете #onbrand.
Поднимите чутье.
С помощью эксклюзивных дизайнерских ресурсов Adobe Spark легко придать вашим проектам изюминку и индивидуальность. Добавляйте анимированные стикеры от GIPHY или применяйте текстовую анимацию для коротких графических видеороликов одним касанием.Мы позаботились обо всех скучных технических вещах, чтобы вы могли сосредоточиться на своем сообщении и стиле. Вы также можете добавить соавторов в свой проект, чтобы у вас было больше практических навыков, чтобы воплотить свой дизайн в жизнь.
Измените размер, чтобы контент стал еще шире.
Прошли те времена, когда приходилось запоминать размеры изображений для каждой отдельной платформы. Выбрав понравившийся дизайн, вы можете легко изменить его для любых печатных нужд или социальных сетей с помощью удобной функции автоматического магического изменения размера в Adobe Spark.Дублируйте проект, измените размер и выберите платформу, для которой вы хотите его адаптировать, а наш ИИ позаботится обо всем остальном. Бум. Контент для всех ваших каналов в кратчайшие сроки.
Загрузите, поделитесь или распечатайте.
Закончив с бланком, вы можете загрузить его на свое устройство, распечатать или опубликовать в Интернете. Adobe Spark упрощает загрузку в удобном для вас формате.
Создавайте фирменные бланки в соответствии с вашими требованиями.
Adobe Spark дает вам возможность творить.Вы можете изменять размер текста, перемещать его по странице, добавлять фильтры со специальными эффектами, делать элементы прозрачными и изменять конфигурацию границ. Функция волшебного макета перемещает ваш текст, когда вы экспериментируете с разными макетами, поэтому вы всегда видите, как будет выглядеть ваш дизайн. Adobe Spark позволяет легко проектировать и создавать фирменные бланки именно так, как вы хотите, чтобы они выглядели. Интуитивно понятные и простые в использовании функции Adobe Spark означают, что вы тратите меньше времени на то, чтобы понять, как использовать программу, и больше времени на создание идеального бланка.Лучше всего то, что Adobe Spark можно использовать совершенно бесплатно.
Воспользуйтесь преимуществами создания фирменных бланков Adobe Spark.
Сэкономьте время и деньги, заставив Adobe Spark работать на вас. Вы можете легко создать свои собственные фирменные бланки с помощью средства создания фирменных бланков Adobe Spark, так что вам не придется вкладывать значительные средства в дизайнеров, чтобы получить такой же высококачественный бланк. Попробуйте Adobe Spark сегодня, чтобы улучшить свой бизнес и максимально сэкономить время.
Рецепт домашних листов лазаньи | Все рецепты
Листы домашней лазаньи
Порций по рецепту: 4
Калорий: 297.3
% дневная стоимость *
белок: 12,8 г 26%
углеводы: 49,2 г 16%
пищевые волокна: 1.6 г 7%
сахара: 0,5 г
толстый: 4,8 г 8%
насыщенный жир: 1.3g 7%
холестерин: 139,5 мг 47%
витамин а ме: 184IU 4%
эквиваленты ниацина: 7.7 мг 59%
витамин b6: 0,1 мг 5%
фолиевая кислота: 141,1 мкг 35%
кальций: 30.1 мг 3%
утюг: 3,7 мг 20%
магний: 21,4 мг 8%
калий: 117.8 мг 3%
натрий: 92,7 мг 4%
тиамин: 0,6 мг 57%
калории из жира: 43.6
* Процент дневной нормы основан на диете в 2000 калорий. Ваши дневные значения могут быть выше или ниже в зависимости от ваших потребностей в калориях.
** Информация о питательных веществах доступна не для всех ингредиентов. Количество основано на доступных данных о питательных веществах.
(-) В настоящее время информация по этому питательному веществу недоступна.Если вы соблюдаете ограничительную с медицинской точки зрения диету, проконсультируйтесь с врачом или диетологом, прежде чем готовить этот рецепт для личного потребления.
На основе базы данных ESHA Research © 2018,
ESHA Research, Inc. Все права защищены
Как фабрики производят маски для лица, аппараты ИВЛ и дезинфицирующее средство для рук
В середине марта, на фоне растущего протеста по поводу критической нехватки масок, аппаратов искусственной вентиляции легких и других медицинских принадлежностей, с которыми сталкиваются американские больницы, борющиеся с Covid-19, Джонатан Шварц был одним из бесчисленных предпринимателей, которые пытались ответить на один вопрос: как мы можем помочь?
Шварц является соучредителем Voodoo Manufacturing, компании по 3D-печати, имеющей два завода в Бруклине, Нью-Йорк, в том числе один, который производит прозрачные ортодонтические элайнеры для таких компаний, как Smile Direct Club.
Из-за этого у команды уже был опыт получения разрешения от Управления по контролю за продуктами и лекарствами США (FDA) на производство медицинских устройств, но все еще не было сразу ясно, где их ресурсы были наиболее срочно необходимы.
«Было просто много шума, который мы пытались отфильтровать», – говорит Шварц, вспоминая какофонию инженеров, производителей и мегакорпораций, сразу бросающихся в бой.
Voodoo – это часть инициативы частного сектора, которая в последние недели мобилизовала дизайнеров одежды, автопроизводителей, ликероводочные заводы, производителей парфюмерии и других, чтобы перепрофилировать свои производственные линии для производства медицинских товаров, которые традиционные цепочки поставок не могут обеспечить достаточно быстро.Аналогичные усилия начались в Китае в начале февраля, когда коронавирус охватил Ухань и заблокировал сотни миллионов людей: фабрики, которые обычно производили кроссовки и iPhone, перешли на маски, чтобы удовлетворить беспрецедентный спрос.
Частный сектор перепрофилирует свои производственные линии для производства товаров медицинского назначения
По словам Стэнли Чао, управляющего директора компании All In Consulting, которая помогает западным компаниям вести бизнес в Китае, эти инициативы продолжаются и были ускорены мандатом коммунистической партии.«Правительство говорит:« Все, что вы сделаете, мы купим ». Так что не беспокойтесь о проблемах спроса и предложения», – сказал он.
Сегодня вирус превратился в глобальную пандемию, и страны с наиболее острыми потребностями не имеют производственной инфраструктуры или кадрового резерва, которые сделали Китай «мировой фабрикой». Даже в США, где автопроизводители Детройта, как известно, производили военные самолеты, артиллерию и танки во время Второй мировой войны, пытаясь «перестроить Гитлера», компании сталкивались с препятствиями, пытаясь расширить свои масштабы.
Например, хотя правительства штатов и местные власти приветствовали помощь – а президент Дональд Трамп начал атаковать компании, которые не производят достаточно быстро, – большая часть работы все еще координируется с нуля. Из-за отсутствия каких-либо центральных ресурсов для частных компаний, чтобы узнать, что больше всего необходимо и что само правительство обязуется покупать, многие прибегают к исследованиям в Интернете, звонкам в медицинские учреждения и отслеживанию средств индивидуальной защиты (СИЗ) через свои собственные сети поставщиков. за границей (в некоторых случаях непреднамеренное завышение цен за счет перекупки других предложений).
В то время как 21 января в США был зарегистрирован первый подтвержденный случай Covid-19, а ВОЗ предупредила о глобальной нехватке СИЗ в начале февраля, администрация Трампа не торопилась, ссылаясь на федеральный закон, который заставит американские компании производить больше медицинских препаратов. оборудование для заполнения пробелов в цепочке поставок. Закон об оборонном производстве (DPA) 1950 года может вынудить компании отдавать приоритет заказам от федерального правительства, и хотя Трамп объявил, что подписал его 18 марта, он сказал, что сделал это только «в том случае, если нам понадобится применить его в худшем случае. сценарий в будущем.”
Не считая несколько сбивающего с толку обращения чуть более недели спустя – приказа General Motors продвигать план, который она уже анонсировала, – первое объявление администрации о том, что она будет использовать эти полномочия, было сделано 2 апреля, когда она заявила, что будет работать, чтобы закупить 100000 человек. вентиляторы к концу июня вместе с десятками миллионов единиц СИЗ.
В течение третьей недели марта Voodoo пообщалась с десятками врачей, медицинских организаций и отделов снабжения больниц, в конечном итоге остановившись на защитных масках для лица как на устройстве, которое можно производить быстро и безопасно в больших масштабах.
Защитные маски обычно носят вместе с респираторами N95 или хирургическими масками, и, как и другие формы СИЗ, запасы в некоторых больницах настолько ограничены, что врачи были вынуждены создавать свои собственные, используя канцелярские принадлежности.
Для такой компании, как Voodoo, продукт довольно прост: повязка на голову, напечатанная на 3D-принтере, сменная пластиковая пленка, поролоновая прокладка для комфорта и резинка, помогающая закрепить ее на голове владельца.
«Мы действительно здесь пытаемся просто действовать как временная остановка, чтобы доставить эти срочно необходимые материалы в больницы»
«Мы можем перейти от простого файла проекта к первым 500 единицам за один день, и поэтому мы действительно здесь пытаемся просто действовать как временная остановка, чтобы доставить эти срочно необходимые материалы в больницы, чтобы они могли начать наращивать их забота о пациентах », – говорит Шварц, признавая, что основным поставщикам медицинского оборудования в конечном итоге придется вмешаться, чтобы обеспечить долгосрочные масштабы.На данный момент компания производит 2500 единиц в неделю и создала сайт Shopify – CombatingCovid.com – для продажи напрямую медицинским учреждениям.
Обычно больницы не покупают медицинское оборудование так, как все мы покупаем леггинсы или матрасы, но сейчас необычные времена.
По мере того, как кризис с коронавирусом в США прогрессирует, врачи и медсестры по всей стране бьют тревогу по поводу сокращения запасов СИЗ. Дефицит не только подвергает рядовых работников риску заражения, он также может ограничивать возможности тестирования (поскольку для проведения тестов обычно требуется лицо, носящий СИЗ) и сокращать количество врачей, обслуживающих пациентов в самые критические моменты.
Не менее актуальна потребность в аппаратах искусственной вентиляции легких, которые помогают самым больным Covid-19 дышать, когда они не могут делать это самостоятельно; слишком мало, и врачи могут столкнуться с теми же ужасающими сценариями сортировки, что и в Италии, где врачи должны были решить, кто из их пациентов будет подключен к спасательному оборудованию, исходя из их шансов на выживание.
Чтобы помочь предотвратить распространение коронавируса, чтобы больницы не стали еще более перегруженными, Центры по контролю и профилактике заболеваний (CDC) рекомендуют использовать дезинфицирующее средство для рук, если мыло и вода недоступны.Готовые запасы необходимы для защиты основных работников, таких как продавцы продуктовых магазинов, водители-курьеры и складские работники, но многие жаловались, что у них нет доступа к ним, поскольку с февраля они были распроданы почти повсюду.
Из-за закрытия магазинов и ресторанов, остановок рейсов и задержек с поставщиками работа в большей части экономики сокращается до минимума, американские компании не просто заинтересованы в помощи в борьбе с вирусом – они также хотят сохранить работу своих команд, если они могут делайте это осторожно.Вот некоторые из них:
Модные бренды шьют маски для лица и медицинские халаты
Из-за коронавируса, поразившего модные столицы Милана, Нью-Йорка и Лос-Анджелеса, индустрия привлекла армию швей, которые встали на их защиту.
20 марта дизайнер Кристиан Сириано написал в Твиттере губернатору Нью-Йорка Эндрю Куомо, чтобы предложить услуги своего ателье из 10 человек по изготовлению масок для лица для местных медицинских работников. Неделю спустя он доставил коробку из 1000 моющихся масок из смесового хлопка рядовым работникам временного медицинского центра в центре Джавитса на Манхэттене, и с тех пор команда заработала еще тысячи.
МаскиSiriano не являются медицинскими, но их могут носить неклинические работники, чтобы освободить расходные материалы, или поверх плотно прилегающих медицинских масок N95, чтобы продлить свою жизнь – тактика, которую некоторые учреждения рекомендуют использовать для врачей и медсестер. для экономии расходных материалов.
Согласно собственным оценкам Министерства здравоохранения и социальных служб, США потребуется до 3,5 миллиардов масок N95 в течение года для борьбы с «полномасштабной» пандемией. В начале кризиса с коронавирусом в запасах экстренной помощи страны находилось около 1 процента от этого объема: 12 миллионов масок N95, которые при правильном ношении отфильтровывают не менее 95 процентов всех частиц, переносимых по воздуху, и 30 миллионов хирургических масок, которые более свободны. и обеспечить физический барьер против крупных капель, заявил 3 марта министр здравоохранения и социальных служб Алекс Азар.
Отчасти из-за этого дефицита Всемирная организация здравоохранения (ВОЗ) и CDC в течение нескольких месяцев сообщали, что здоровым людям нужно носить маски только в том случае, если они ухаживают за кем-то, инфицированным вирусом, несмотря на доказательства эффективности даже самодельных масок для помощи. снизить риск передачи. Поскольку считается, что даже бессимптомные и предсимптомные носители могут распространять коронавирус, а в США месяцы откладывают тестирование, многие люди вполне могли подвергнуть риску других, полагая, что они сами здоровы.
3 апреля CDC обновил свое руководство с рекомендацией, чтобы американцы носили «тканевые маски для лица в общественных местах, где трудно поддерживать другие меры социального дистанцирования», таких как продуктовые магазины или аптеки, особенно в районах со значительным распространением инфекции среди населения. Он пояснил, что респираторы N95 и хирургические маски не следует носить, чтобы сэкономить средства для медицинских работников. (В своем руководстве для медицинских работников CDC говорит, что такие покрытия, как шарфы и банданы, следует рассматривать как «последнее средство» после респираторов, хирургических масок и масок для лица, не регулируемых FDA.) На пресс-конференции, на которой было объявлено о новом руководстве, президент Трамп ясно дал понять, что оно является добровольным, и сказал, что он не будет подчиняться: «Вы можете это сделать. Тебе не нужно этого делать. Я предпочитаю не делать этого ».
Инициативы, подобные инициативе Сириано, возникли во всей отрасли: квасцы Project Runway Майкл Костелло на данный момент изготовил более 4500 масок – некоторые из смесовых масок, некоторые с фильтрами HEPA и некоторые медицинские, благодаря пожертвованию ткани от друг хирурга – на пожертвования и покупки масок.Линия футболок с замкнутым контуром For Days посвятила свои швейные мощности изготовлению 10 масок для каждой покупки на своем сайте. OESH Shoes, бренд из Шарлоттсвилля, штат Вирджиния, производит 3D-печать гибких масок и регуляторов масок, основываясь на опыте соучредителя Кейси Керриган в качестве доктора медицины.
Компании по производству одежды с масштабируемыми цепочками поставок в США в наши дни – исчезающе редкая группа, но их коалиция работает с Федеральным агентством по чрезвычайным ситуациям (FEMA) и Управлением торговой и производственной политики Белого дома для производства до 10 миллионов маски для лица в неделю на домашних и центральноамериканских заводах.
В группу входят Hanes, Fruit of the Loom и производитель пряжи Parkdale Mills, который поставляет сырье для хлопковых масок. American Giant, бренд из Сан-Франциско, специализирующийся на толстовках, футболках и другой повседневной одежде, перенаправил свои два предприятия по кройке и пошиву масок в Северной Каролине на постоянное производство масок.
Отдельно Brooks Brothers обязалась производить 150 000 масок в день, а также халаты для медицинских работников на своих заводах в Нью-Йорке, Массачусетсе и Северной Каролине.Nordstrom, крупнейший в стране работодатель портных, работает со своим партнером Kaas Tailored и сетью здравоохранения Providence Health & Services над пошивом более 100 000 масок, сделанных из излишков хирургической повязки.
В Лос-Анджелесе бывший глава American Apparel Дов Чарни нанимает канализационных сетей, операторов вилочных погрузчиков и других складских рабочих, чтобы они помогали производить и распространять сотни тысяч масок и халатов для FEMA и других организаций. Его новый бренд, Los Angeles Apparel, продает через Интернет три упаковки ватно-махровых масок за 30 долларов, чтобы покрыть расходы на оплату труда, операции и пожертвования масок больницам и службам быстрого реагирования.
Швейная промышленность Лос-Анджелеса сосредотачивает свои усилия на немедицинских масках в рамках программы под названием L.A. Protects. Организованный мэрией города в партнерстве с любимым тысячелетием брендом Reformation и медицинской компанией Kaiser Permanente, он направлен на предоставление 5 миллионов масок рядовым работникам, таким как водители доставки, продавцы продуктовых магазинов и неклинический медицинский персонал.
В других странах корпорации и небольшие бренды также работают в тандеме: в Италии Prada и Gucci производят маски вместе с семейными предприятиями, такими как фабрика Everyn Calzaturificio, которая производит обувь для брендов роскошной обуви, таких как Nomasei.
Немногие американские бренды, которым удалось закупить маски медицинского уровня, сделали это в основном через своих поставщиков в Китае, где половина масок в мире производилась до кризиса и где производство масок с тех пор увеличилось почти в двенадцать раз, по данным Нью-Йорка. Раз. Даже там маски N95 составляют менее 2 процентов ежедневного производства масок из-за нехватки выдувной ткани из расплава, одного из ключевых материалов, необходимых для их изготовления. Этот сверхмелкозернистый материал, блокирующий частицы, производится на дорогих узкоспециализированных машинах, поэтому компании не смогли просто перейти на его производство, даже несмотря на стремительный рост мирового спроса.
21 марта роскошная группа LVMH объявила о планах закупить 40 миллионов хирургических масок и респираторов FFP2 (европейский эквивалент масок N95), чтобы помочь Франции в борьбе с Covid-19. Председатель и главный исполнительный директор Бернар Арно профинансировал первую поставку 10 миллионов масок стоимостью 5 миллионов евро (5,4 миллиона долларов), в то время как правительство, как ожидается, профинансирует оставшиеся поставки в ближайшие недели.
Эдди Бауэр импортирует 20 000 масок, в том числе 5 000 масок N95, для пожертвования Департаменту корпоративных услуг штата Вашингтон после того, как некоторые поставщики технической верхней одежды перешли на СИЗ.
Юджиния Ким, дизайнер роскошных шляп и аксессуаров из Нью-Йорка, говорит, что научилась импортировать маски за шесть дней после того, как увидела призыв Куомо о помощи и стала свидетельницей того, что ее сестра и отец переживали, будучи врачами на передовой. По ее словам, ее шляпные фабрики в Китае «ранее занимались производством масок, и я поняла, что могу помочь делу». Производственные мощности могут производить от 10 000 до 50 000 единиц в день масок N95, хирургических масок и других средств индивидуальной защиты, и Ким работает с больницами и государственными учреждениями для организации прямых поставок.
Бренды алкоголя, конопли и парфюмерии попадают в бизнес по производству дезинфицирующих средств для рук
Большой дефицит Purell в 2020 году все еще продолжается, но другие отрасли, имеющие доступ к ключевому ингредиенту дезинфицирующего средства для рук – алкоголю, – делают все возможное, чтобы восполнить пробелы.
Морган Маклахлан, соучредитель и главный директор по продукту LA Distillery Amass, говорит, что она впервые начала производить «спиртосодержащую растительную жидкость для мытья рук» в начале марта, когда не смогла найти дезинфицирующее средство для рук в магазинах или в Интернете.Первоначально это было просто, чтобы защитить себя, своих друзей и семью, но по мере того, как все больше и больше людей слышали об этой идее, она превратилась в нечто гораздо большее.
«Мы хотели, чтобы наши люди раздавали его по всем нашим счетам, чтобы сохранить безопасность всего обслуживающего персонала», – вспоминает она. «Ну, бары и рестораны закрылись. Но сейчас заказы поступают со всей страны ».
Ценник крафтового винокурни – 38 долларов за бутылку емкостью 16 унций, из которых 10 процентов идут на программу экстренной помощи Гильдии барменов США, по сравнению с 2 долларами.50 за бутылку Purell объемом 10 унций, предварительное завышение цены – не отпугнуло покупателей, равно как и 10–14-дневное ожидание доставки (отчасти из-за задержек со стороны поставщиков упаковки). Помимо прямых продаж потребителю, ликеро-водочный завод также работает с агентствами здравоохранения для более широкого распространения дезинфицирующего средства.
«Я думаю, что у всех нас есть навыки работы с необитаемыми островами», – говорит она. «Как производители спиртных напитков, мы обычно доставляем небольшие банальные удовольствия, чтобы помочь людям пережить день, – но теперь мы обеспечиваем безопасность людей.”
Некоторые из крупнейших производителей спиртных напитков в мире с тех пор заняли аналогичную позицию: Diageo, чьи бренды включают Smirnoff и Tanqueray, жертвует до 2 миллионов литров этилового спирта производителям дезинфицирующих средств для рук, в то время как производитель водки Tito’s заявил, что будет производить 24 тонны собственного дезинфицирующего средства для рук, которое можно передать службам быстрого реагирования и другим работникам на передовой. (Первоначально техасский бренд был вынужден предупредить общественность о том, что его водка не соответствует 60-процентному порогу содержания алкоголя, требуемому CDC для производства дезинфицирующего средства для рук, после того как разочарованные покупатели начали готовить свою водку дома.)
Uncle Bud’s, линия средств личной гигиены на основе конопли, уже находилась в процессе создания своего дезинфицирующего средства для рук, когда вспышка коронавируса достигла своего порога. Дефицит убедил команду перенести дату запуска с октября на март, что означало отвод других проектов и смещение производственных линий для производства миллионов единиц дезинфицирующего средства для рук, при этом увеличивая масштабы онлайн-бизнеса компании по мере того, как все больше и больше ее розничных партнеров закрывались. магазины.
«Будучи небольшой компанией, мы смогли быстро и быстро изменить формулировку и производство», – говорит соучредитель Бруно Скьяви.Дезинфицирующее средство было запущено в сети 23 марта по цене 9,99 долларов за бутылку объемом 8 унций.
Производители парфюмерии, еще один крупный потребитель алкоголя, также присоединились к борьбе: 16 марта LVMH начала производить и бесплатно доставлять дезинфицирующее средство для рук французским органам здравоохранения и больницам, используя производственные линии, которые обычно производят ароматы для Dior, Givenchy и Guerlain. Роскошный конгломерат использовал свои запасы очищенной воды, этанола и глицерина для создания дезинфицирующего геля и разлил его в те же пластиковые диспенсеры, которые использовались для мыла для рук Dior, в результате чего инициатива была запущена в течение 72 часов.
L’Oréal распространяет миллионы бутылочек дезинфицирующего средства для рук по всей Европе через два своих бренда: La Roche-Posay возглавляет инициативу для больниц, домов престарелых и партнерских аптек, а Garnier делает то же самое для своих клиентов по распределению продуктов питания, поэтому Работники продуктового магазина могут быть защищены на работе.
В Штатах, Estée Lauder Companies Inc. обязалась вновь открыть фабрику в Лонг-Айленде, штат Нью-Йорк, по производству и передаче 10 000 бутылочек дезинфицирующего средства для рук в свой штат каждую неделю.Coty Inc., которая производит ароматы для таких брендов, как Marc Jacobs и Gucci, также заявила, что планирует жертвовать десятки тысяч единиц в неделю, в том числе в рамках партнерства с Крис и Кайли Дженнер. Coty, недавно купившая контрольный пакет акций Kylie Cosmetics и Kylie Skin, планирует распространять дезинфицирующее средство для рук среди медицинских работников и служб быстрого реагирования в Южной Калифорнии.
Поскольку компании поспешили выпустить продукты для дезинфекции, агентства США смягчили некоторые из правил, касающихся их: 27 марта FDA обновило свою политику, позволяющую производителям топливного этанола продавать продукт производителям дезинфицирующих средств для рук при условии, что они соответствуют требованиям. определенные стандарты чистоты.Цены на ингредиенты, обычно используемые в дезинфицирующих средствах для рук – изопропиловый спирт или этанол для производства продуктов питания и лекарств – резко выросли в марте из-за резкого роста спроса.
Пакет стимулов на сумму 2 триллиона долларов, предложенный администрацией Трампа, также включает временное освобождение от акцизов на алкоголь, используемый для производства дезинфицирующего средства для рук во время кризиса Covid-19.
Автомобильные предприятия переводят производство на вентиляторы
Еще до того, как 13 марта Covid-19 был объявлен в США чрезвычайной ситуацией, производители аппаратов ИВЛ по всему миру наращивали производство, чтобы удовлетворить растущий спрос.Однако даже при максимальной загрузке они не могли справиться с потребностями здравоохранения, вызванными быстро распространяющимся респираторным заболеванием.
Чтобы помочь сдвинуть дело с мертвой точки, американские автопроизводители предложили свою поддержку. General Motors работает с Ventec Life Systems, производителем в Сиэтле, который обычно производит около 200 аппаратов ИВЛ в месяц. Сама по себе Ventec рассчитывала, что сможет увеличить производство до 1000 единиц в месяц, но с помощью GM она смогла получить достаточно из 700 компонентов, которые входят в устройство, чтобы увеличить его производительность в десять раз. Газета “Нью-Йорк Таймс.
Ford также объявил 30 марта, что он сотрудничает с подразделением здравоохранения General Electric для производства вентиляторов на основе «упрощенной» конструкции по лицензии компании Airon Corp. во Флориде. Автомобильная компания вновь откроет один из своих заводов в Ипсиланти, штат Мичиган. , производить устройства начиная с 20 апреля.
Ford планирует поставить 1500 новых вентиляторов к концу апреля, 12 000 к концу мая и 50 000 к июлю
Однако даже при круглосуточной работе обе эти инициативы потребуют времени.Ford рассчитывает поставить 1 500 новых вентиляторов к концу апреля, 12 000 к концу мая и 50 000 к июлю, увеличивая производительность до 30 000 в месяц. По данным The Verge, после того как они закончат капитальный ремонт завода по производству электрических компонентов GM в Кокомо, штат Индиана, и обучат 1000 рабочих, Ventec и GM рассчитывают производить более 10 000 единиц в месяц с поставкой «сотен» к концу апреля.
До кризиса с коронавирусом в США было около 170 000 аппаратов ИВЛ, доступных для использования пациентами, которые распространялись среди больниц, небольших медицинских учреждений и национальных резервов на случай чрезвычайной ситуации, согласно февральскому отчету Центра безопасности в области здравоохранения при Школе общественности Блумберга Джонса Хопкинса. Здоровье.Хотя этого количества обычно более чем достаточно для обслуживания населения, авторы отчета обнаружили, что «потребность в услугах вентиляции во время тяжелой пандемии может быстро превысить эти повседневные оперативные возможности».
Несмотря на это, федеральное правительство проигнорировало свое обязательство по приобретению большего количества аппаратов ИВЛ, задерживая текущие производственные усилия.
Не далее как 26 марта президент Трамп поставил под сомнение необходимость в дополнительных устройствах в шоу Шона Хэннити Fox News.«У меня такое чувство, что многие цифры, которые говорят в некоторых областях, просто больше, чем они собираются быть», – сказал он. «Я не верю, что вам нужно 40 000 или 30 000 аппаратов ИВЛ». (Губернатор Куомо заявил, что штату Нью-Йорк потребуется минимум 30 000 человек, чтобы справиться с кризисом.)
На следующий день Трамп изменил курс, обвинив GM в Твиттере за то, что он взимает «большие деньги» и не работает достаточно быстро, чтобы производить вентиляторы, хотя компания объявила о своем партнерстве с Ventec всего несколько часов назад и заявила, что будет продавать товары по себестоимости. .
Администрация заявила, что обратится к DPA, чтобы потребовать от автопроизводителя отдать приоритет правительственным заказам на вентиляторы. По данным Times, на 30 марта федеральное правительство все еще не указало, сколько аппаратов ИВЛ оно планирует купить или какую цену оно готово заплатить, хотя на пресс-конференции накануне Трамп снова изменил свою настройку. «General Motors проделывает фантастическую работу, – сказал он. «Я не думаю, что нам нужно сейчас беспокоиться о General Motors».
Tesla также вносит свой вклад, несмотря на твиты генерального директора Илона Маска, преуменьшающие серьезность пандемии.Компания пожертвовала более 1200 аппаратов ИВЛ городу Лос-Анджелес и сотни других – Нью-Йорку, доставив излишки из Китая, пока она работает над созданием производственных линий для производства большего количества на нескольких своих заводах в США.
3D-принтеры и бренды спортивной одежды производят маски для лица
Шварц и команда Voodoo Manufacturing не единственные, кто ухватился за идею защиты лица: Nike создает прототип дизайна в партнерстве с Орегонским университетом здоровья и науки в штате компании, и, согласно недавнему отчету о прибылях и убытках, ее инновационные и производственные группы работают над другими концепциями СИЗ для дальнейшего развития.
Поскольку сезон в НХЛ отложен, производитель хоккейного снаряжения Bauer также перешел на лицевые щитки, фактически заменив один тип защитного снаряжения другим. На своих заводах в северной части штата Нью-Йорк и Квебек, Канада, компания начала производить от 20 000 до 25 000 единиц в неделю в конце марта и планирует быстро наращивать масштабы, чтобы выполнить заказы на 2,5 миллиона к концу мая.
Он также разместил спецификации продукта в Интернете, и на данный момент к ним присоединилась по крайней мере еще одна хоккейная компания.Защитные маски Bauer стоят около 3 долларов каждая, включая доставку, которая покрывает стоимость сырья и накладные расходы; он говорит, что не рассчитывает получить прибыль от продаж.
На собственном предприятии по 3D-печати и производству в Нэшвилле, штат Теннесси, Smile Direct Club изготовил тысячи лицевых щитков для клиентов, включая Медицинский центр Святого Луки в Бойсе в Айдахо и Больницу для больных детей в Торонто, Канада. Он также работает над прототипами респираторных масок и мазков из носоглотки.Кризис мобилизовал все слои сообщества 3D-печати, от тысяч инженеров и любителей, объединившихся в частные группы Slack, до Carbon, многомиллиардной компании, которая производит 3D-принтеры для таких брендов, как Adidas и Johnson & Johnson.
Подпишитесь на информационный бюллетень «Товары» . Дважды в неделю мы будем присылать вам лучшие истории о товарах, в которых рассказывается, что мы покупаем, почему мы это покупаем и почему это важно.