Кромкооблицовочный станок JBT 90 с регулировкой скорости подачи кромки
Применение: как в небольших мебельных фабриках в качестве кромкооблицовочного станка, так и в крупных мебельных производствах в дополнение к более производительному кромкооблицовочному оборудованию для оперативного исправления дефектов нанесения кромочного материала, исключая повторную обработку детали во всей линии, а также для облицовывания мелко и крупногабаритных криволинейных заготовок.
Гарантия 1 год со дня приобретения.
ПОРЯДОК РАБОТЫ С РУЧНЫМ КРОМКООБЛИЦОВОЧНЫМ СТАНКОМ JBT 90
Включить кромкооблицовочный станок JBT90 нажатием красной кнопки. Клеевая ванна начнет нагреваться, разогревая клей-расплав.
Установите температуру нагревания 120-150°С в соответствии с точкой плавления используемого клея-расплава.
Отмерьте кромку в размер заготовки с допуском по 1-2 см на каждый край. Включите выключатель подачи кромки для подачи клея на клеенаносящий валик. Вставьте кромочный материалы в подающий узел. Подведите прижимной валик к обрабатываемому изделию, не касаясь его. Включите выключатель подачи кромки. Дальше кромка будет двигаться автоматически. Обращайте внимание на то, чтобы в конце кромки движение кромкооблицовочного станка было равномерным по высоте и направлению до тех пор, пока выступающая кромка не будет выведена из-под прижимного валика.
ВАЖНО! ПРИ НАКЛЕИВАНИИ КРОМКИ ТОЛЩИНОЙ 0,4 ММ ВЕСТИ КРОМКООБЛИЦОВОЧНЫЙ СТАНОК РОВНО И ПЛАВНО, БЕЗ ОСТАНОВКИ. КЛЕЙ НАНОСИТСЯ НЕПОСРЕДСТВЕННО НА КРОМОЧНЫЙ МАТЕРИАЛ. КРОМКА 0,4 ММ ОТ ТЕМПЕРАТУРЫ КЛЕЯ СТАНОВИТСЯ ОЧЕНЬ ПЛАСТИЧНОЙ ПРИ РЫВКАХ ИЛИ ОСТАНОВКАХ МОЖЕТ ПРИВЕСТИ К ДЕФЕКТУ ПРИКЛЕИВАНИЯ.
КЛЕЙ НАНОСИТСЯ НЕПОСРЕДСТВЕННО НА КРОМОЧНЫЙ МАТЕРИАЛ. КРОМКА 0,4 ММ ОТ ТЕМПЕРАТУРЫ КЛЕЯ СТАНОВИТСЯ ОЧЕНЬ ПЛАСТИЧНОЙ ПРИ РЫВКАХ ИЛИ ОСТАНОВКАХ МОЖЕТ ПРИВЕСТИ К ДЕФЕКТУ ПРИКЛЕИВАНИЯ.
Если нужно остановить работу кромкооблицовочного станка, пожалуйста, нажмите кнопку EMERGENCY STOP на вершине рукоятки. Нагревающие элементы все еще будут работать. Для полного выключения станка нажмите главный выключатель.
При облицовывании кромкой небольших деталей фиксируйте станок с помощью специальной фиксирующей поверхности на рабочем столе. Передвигайте деталь в соответствии со скоростью станка.
При обработке больших деталей фиксируйте кромкооблицовочный станок.
Технические характеристики станка JBT90
Регулировка скорости подачи кромки 0 – 5 м\мин
Ширина кромочного материала, мм: 10 – 40
Толщина кромочного материала, мм: 0,3 – 3
Рабочая температура, оC: 120-180
Скорость подачи кромочного материала, м/мин: 5
Напряжение питающей сети, В: 220
Мощность, кВт: 0,765
Габаритные размеры, мм: 380х330х380
Масса, кг: 9,5 (В упаковке 15 кг. )
)
Кромкооблицовочные станки для обработки кромки
Существуют две технологии нанесения кромки на край мебельного щита:
-
Постформинг. Рулонный кромочный материал приклеивается к плоской прямоугольной боковой поверхности щита.
-
Софтформинг. Оклеивается боковая кромка, отфрезерованная под нужный профиль.
Второй вариант намного сложнее и стоит гораздо дороже. Потому в России используется в основном постформинг. Станочный парк для этой технологии представлен широким рядом устройств разной степени сложности и назначения.
Типы кромкооблицовочных станков
По уровню сложности кромкооблицовочные станки делятся на следующие категории:
-
Простые устройства с ручной или механической подачей.
-
Односторонние полуавтоматические и автоматические станки.
-
Автоматизированные линии нанесения кромок на основе двухсторонних станков.


В большинстве станков используется рулонный кромочный материал на основе меламиновых, полиэфирных, ПВХ и АБС пленок толщиной от 0,4 до 3,0 мм. Возможно кромкование натуральным шпоном ценных пород дерева или брусками толщиной до 30 мм. Толщина мебельной плиты колеблется от 6 до 60 мм.
Для приклеивания кромки к торцу мебельного щита ранее чаще всего использовался полиуретановый клей, белый или разноцветный. Сейчас наиболее распространен гранулированный термопластичный клеерасплав. При нагревании он становится пастообразным и обеспечивает прочную адгезию мебельной плиты и кромочного материала.
Технологический процесс нанесения кромки
Основная сложность технологии кромкования состоит в необходимости соблюдения многих параметров:
-
Температуры клея;
-
Толщины клеевого шва;
-
Постоянства прижима кромки к мебельному щиту;
-
Температуры и влажности в помещении;
-
Наличия сквозняков;
-
Присутствия посторонних вибраций.
Для повышения виброустойчивости станина изготавливается сварной и достаточно мощной. Возможно модульное исполнение, дающее возможность постепенного наращивания возможностей кромкооблицовочного станка путем установки на него дополнительных узлов. Вдоль станины расположены механические узлы подачи мебельного полотна, обеспечения необходимого прижима, подачи клея и кромочного материала.
Механизм подачи
Мебельный щит устанавливается между подающим и прижимным конвейерами. Подающий конвейер представляет собой роликовую цепь с закрепленными на ней фиксирующими башмаками с резиновыми накладками. Уложенный сверху лист выравнивается по закрепленной на станине линейке. Прижимной конвейер обеспечивает неизменность положения щита относительно станины. Чаще всего он представляет собой широкий клиновой ремень на двух шкивах, протянутый вдоль продольной балки. Он равномерно прижимается к щиту подпружиненными роликами по всей ее длине.
Синхронность движения обеспечивается цепной передачей от механизма подающего конвейера.
Передвижение конвейеров и их настройка осуществляются вручную или механизировано. Ручные станки имеют скорость подачи от 6 до 12 метров в минуту, у мощных станков для крупносерийных производств – до 20 метров в минуту. Дополнительная опция – поддерживающий конвейер с прорезиненными роликами для поддержки нерабочей стороны мебельного щита. Он выдвигается вручную на необходимое расстояние и препятствует ненужным колебаниям заготовки.
Узел фугования кромки
Первым в соприкосновение с кромкой мебельного щита входит фугующий узел. Он формирует поверхность для приклейки кромки, снимает припуск, устраняет ступеньку, оставшуюся после раскроя мебельной плиты, убирает грязь с ее торца. Для работы используются две фрезы с алмазной крошкой. Первая вращается против движения плиты и формирует первичную плоскость, вторая движется в сторону подачи щита и окончательно ее полирует.
Узел подачи кромочного материала
На дополнительном кронштейне установлен круглый стол для рулона кромочного материала. Его свободный конец вводится в подающий узел, отмеряющий нужную длину с нужным допуском. Для его отрезания от рулона используется нож пневмогильотины. Станки автоматизированных линий оснащаются обоймами различных кромочных материалов, что обеспечивает простоту и скорость их смены и дает возможность использования числового программного управления.
Клеевой узел
Термопластичный клей в гранулах засыпается в ванну, где нагревается до 180 градусов и наносится изнутри на кромочный материал. На некоторых моделях кромкооблицовочных станков клей наносится и на саму кромку. В станках компании HOLZ-HER вместо расплава в клеевой ванне применяется специальный картридж, что упрощает и ускоряет процесс замены клея при изменении материалов мебельного щита и кромки.
Прикатывающий узел
Постоянное давление на кромку создается рядом металлических роликов, прижимающих ее к кромке после нанесения клея. Они не обрезинены и потому отводят тепло от кромки, ускоряя процесс полимеризации клея. Усилие прижима задается маховиком или пневмоприводом.
Они не обрезинены и потому отводят тепло от кромки, ускоряя процесс полимеризации клея. Усилие прижима задается маховиком или пневмоприводом.
Узел снятия свесов кромки
После приклеивания выступающая часть кромки удаляется наклонными фрезами с двух сторон щита. Автоматические кромкооблицовочные станки WoodTec с управлением всеми узлами через электронные преобразователи частоты позволяют получить чистовую кромку высокого качества.
Новая технология нанесения кромки
Существует и активно внедряется разработанная компанией IMA Laser Edging технология нанесения кромки без клея. Ее внутренний слой разогревается лазером и плотно прикатывается к торцу мебельного щита. Шов получается практически незаметным.
Кромкооблицовочный станок JBT 90 с регулировкой скорости подачи кромки
Применение: как в небольших мебельных фабриках в качестве кромкооблицовочного станка, так и в крупных мебельных производствах в дополнение к более производительному кромкооблицовочному оборудованию для оперативного исправления дефектов нанесения кромочного материала, исключая повторную обработку детали во всей линии, а также для облицовывания мелко и крупногабаритных криволинейных заготовок.
Гарантия 1 год со дня приобретения.
ПОРЯДОК РАБОТЫ С РУЧНЫМ КРОМКООБЛИЦОВОЧНЫМ СТАНКОМ JBT 90
Включить кромкооблицовочный станок JBT90 нажатием красной кнопки. Клеевая ванна начнет нагреваться, разогревая клей-расплав.
Установите температуру нагревания 120-150°С в соответствии с точкой плавления используемого клея-расплава.Когда температура клея достигнет точки плавления, клеевая ванна автоматически перейдет в режим поддержания температуры, а двигатель начнет работать. Кромкооблицовочный станок JBT90 готов к работе. Нагревательный элемент контролируется термометром. При остановке двигателя выбранная температура будет поддерживаться в клеевой ванне, не давая клею застыть.
Отмерьте кромку в размер заготовки с допуском по 1-2 см на каждый край. Включите выключатель подачи кромки для подачи клея на клеенаносящий валик. Вставьте кромочный материалы в подающий узел. Подведите прижимной валик к обрабатываемому изделию, не касаясь его. Включите выключатель подачи кромки. Дальше кромка будет двигаться автоматически. Обращайте внимание на то, чтобы в конце кромки движение кромкооблицовочного станка было равномерным по высоте и направлению до тех пор, пока выступающая кромка не будет выведена из-под прижимного валика.
Включите выключатель подачи кромки для подачи клея на клеенаносящий валик. Вставьте кромочный материалы в подающий узел. Подведите прижимной валик к обрабатываемому изделию, не касаясь его. Включите выключатель подачи кромки. Дальше кромка будет двигаться автоматически. Обращайте внимание на то, чтобы в конце кромки движение кромкооблицовочного станка было равномерным по высоте и направлению до тех пор, пока выступающая кромка не будет выведена из-под прижимного валика.
ВАЖНО! ПРИ НАКЛЕИВАНИИ КРОМКИ ТОЛЩИНОЙ 0,4 ММ ВЕСТИ КРОМКООБЛИЦОВОЧНЫЙ СТАНОК РОВНО И ПЛАВНО, БЕЗ ОСТАНОВКИ. КЛЕЙ НАНОСИТСЯ НЕПОСРЕДСТВЕННО НА КРОМОЧНЫЙ МАТЕРИАЛ. КРОМКА 0,4 ММ ОТ ТЕМПЕРАТУРЫ КЛЕЯ СТАНОВИТСЯ ОЧЕНЬ ПЛАСТИЧНОЙ ПРИ РЫВКАХ ИЛИ ОСТАНОВКАХ МОЖЕТ ПРИВЕСТИ К ДЕФЕКТУ ПРИКЛЕИВАНИЯ.
Если нужно остановить работу кромкооблицовочного станка, пожалуйста, нажмите кнопку EMERGENCY STOP на вершине рукоятки. Нагревающие элементы все еще будут работать. Для полного выключения станка нажмите главный выключатель.
При облицовывании кромкой небольших деталей фиксируйте станок с помощью специальной фиксирующей поверхности на рабочем столе. Передвигайте деталь в соответствии со скоростью станка.
При обработке больших деталей фиксируйте кромкооблицовочный станок.
Технические характеристики станка JBT90
Регулировка скорости подачи кромки 0 – 5 м\мин
Ширина кромочного материала, мм: 10 – 40
Толщина кромочного материала, мм: 0,3 – 3
Рабочая температура, оC: 120-180
Скорость подачи кромочного материала, м/мин: 5
Напряжение питающей сети, В: 220
Мощность, кВт: 0,765
Габаритные размеры, мм: 380х330х380
Масса, кг: 9,5 (В упаковке 15 кг.)
Отраслевая энциклопедия. Окна, двери, мебель
Назначение:
Станки осуществляют облицовывание прямолинейных и криволинейных кромок мебельных щитов и заготовок натуральным полосовым или синтетическим рулонным материалом. Кромочники делятся на простые позиционные с ручной подачей заготовок, односторонние кромкооблицовочные станки и двусторонние кромкооблицовочные линии. Различны и варианты оснащения каждого из типов станков – комплектация кромкооблицовочного оборудования зависит от сложности элементов мебели, объемов ее производства, пожеланий заказчика по качеству облицовывания и других нюансов.
Кромочники делятся на простые позиционные с ручной подачей заготовок, односторонние кромкооблицовочные станки и двусторонние кромкооблицовочные линии. Различны и варианты оснащения каждого из типов станков – комплектация кромкооблицовочного оборудования зависит от сложности элементов мебели, объемов ее производства, пожеланий заказчика по качеству облицовывания и других нюансов.
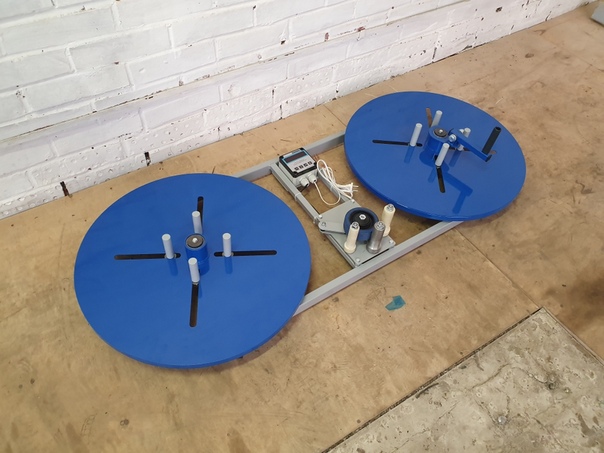
Позиционные кромкооблицовочные станки.
Предназначены для облицовывания прямолинейных и криволинейных кромок мебельных щитов и заготовок натуральным полосовым или синтетическим рулонным материалом.
Принцип работы:
Приклеивание кромки на позиционных кромкооблицовочных станках происходит за счет гранулированного клея-расплава. Клей засыпается в ванну, где расплавляется за счет ТЕН-ов при определенной температуре, задаваемой электронным устройством. Клей-расплав из ванны подается на клее намазывающий ролик с дозирующим устройством. Дозирующее устройство служит для регулировки расхода наносимого клея. Обычно клей-расплав в этих станках наносится на кромку, но может быть и комбинированное нанесение клея на кромку и заготовку.
Обычно клей-расплав в этих станках наносится на кромку, но может быть и комбинированное нанесение клея на кромку и заготовку.
Итак кромочный материал приводится в движение приводным механизмом с помощью ножной педали с определенной скоростью подачи(обычно регулируется и подстраивается под заготовку ) Далее на кромку наносится клей расплав и перемещением заготовки вручную по столу оператор станка захватывает кромку с нанесенным клеем и перемещает заготовку со скоростью подачи кромки прикатывая ее прижимая заготовку к стационарным или приводному роликам. Отпуская ножную педаль кромочный материал отрезается гильотиной автоматически и прекращается его подача, тем самым станок готов для нанесения кромки на следующую заготовку.
Теперь остается снять свесы кромочного материала с заготовок ручным, электрическим инструментом или на специальном оборудовании.
Фото станков:
Работу позиционного кромкооблицовочного станка можно посмотреть по ссылке или
Производят позиционные кромкооблицовочные станки в России странах СНГ и многих странах Европы и Азии с различными характеристиками.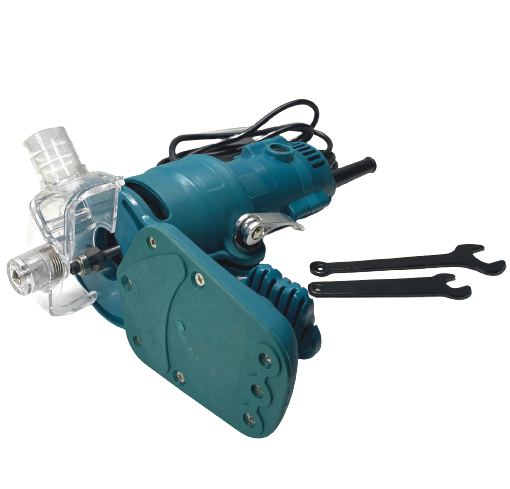
Клей-расплав для позиционных кромкооблицовочных станков
Рекомендуем использовать клей-расплав для низких скоростей подачи и температурой плавления. Хорошо подходит для этих целей клей производства Kleiberit марки 788.3, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для ручных станков. Технические параметры клея можно посмотреть здесь.
Односторонние автоматические кромкооблицовочные станки
Назначение: Автоматический кромкооблицовочный станок, проходного типа, предназначен для облицовки кромок прямолинейных сторон панелей в автоматическом режиме различными кромочными материалами.
Принцип работы:
Рассмотрим принцип работы на станке с максимальной комплектацией агрегатами и устройствами , входящими в состав станков.
Станки бывают с ЧПУ и без. Станки с ЧПУ управляются электронным устройством способным менять настройки станка автоматически, на станках без ЧПУ настройка оборудования происходит вручную.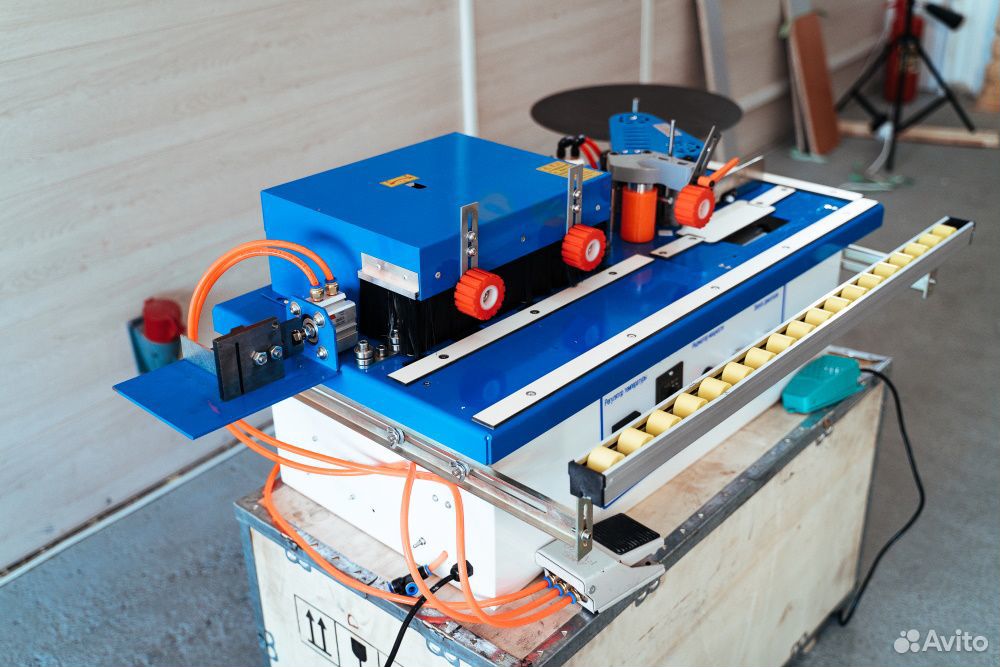 Заготовки в процессе обработки перемещаются посредством приводного транспортера с регулируемой скоростью подачи или без регулировки.
Заготовки в процессе обработки перемещаются посредством приводного транспортера с регулируемой скоростью подачи или без регулировки.
Первый узел в станках (рис.4 слева) – узел предварительного фрезерования торца заготовки.
Позволяет устранить дефекты на заготовках, которые возникают вследствие раскроя (сколы, ступенька от подрезной пилы), а также дефекты связанные с низким качеством плитных материалов дсп, мдф (утолщение на торцах).
Далее: Ик – лампа предварительного подогрева заготовки
Позволяет осуществить предварительный прогрев торца заготовки перед клее наносящим узлом для улучшения адгезии и равномерности распределения клея – расплава.
Далее: Магазин подачи кромочного материала
Включает в себя приводной подающий ролик и специальную обойму для подачи полосового материала.
Далее: Узел нанесения клея
С помощью данного узла осуществляется нанесение и регулировка количества клея. Температура клея регулируется электронным блоком контроля, что гаранитрует поддержание нужной температуры и исключает перегревание клея.
Следующие агрегаты, устанавливаемые на станке служат для обработки снятия свесов кромочного материала.
Первый агрегат (рис.14 слева) – Узел торцовки свесов.
Чистовая торцовка свесов кромки осуществляется автоматически, с помощью двух пил.
Далее:Узел фрезерования свесов.
Фрезерный узел оснащен двумя радиусными фрезами R2 и плавающими копирами, позволяющими отслеживать толщину заготовки, что обеспечивает отличное качество обрабатываемой поверхности.
Далее:Узел автоматического скругления торцевых углов приклееного кромочного материала
Позволяет в автоматическом режиме произвести скругление торцевых углов кромочного материала без остановки заготовки.
Далее:Циклёвочный узел
Осуществляет финишную обработку материала (pvс/abs) толщиной от 1 до 3 мм и полностью устраняет такой дефект как «кинематическая волна», возникающий при фрезеровки свесов кромочного материала на больших скоростях подачи.
Следующие агрегаты служат для придания качественного внешнего вида, получаемой мебельной заготовке.
Промышленные фены (рис.15 слева).
Предназначены для восстановления естественного цвета кромочного материала после обработки на узле циклёвки.
Далее:Полировочный узел.
Предназначен для полировки обработанной части кромки, удаления излишков клея-расплава, а также придания ей естественного цвета и блеска.
Фото станков:
Работу автоматического кромкооблицовочного станка можно посмотреть по ссылке или.
Производят позиционные кромкооблицовочные станки в России странах СНГ и многих странах Европы и Азии с различными характеристиками.
Клей-расплав для автоматических кромкооблицовочных станков
Выбор клея-расплава производят в зависимости от применяемого оборудования и задачами, стоящими перед производством.
Для средне скоростных станков наиболее подходящим является клей-расплав производства Kleiberit 788.7, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для скоростей подачи до 15 м/мин, его технические характеристики можно посмотреть здесь.
Для высоких скоростей подачи можно применять клей-расплав 744.4, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для скоростей подачи от 20 до 40 м/мин, его технические характеристики можно посмотреть здесь.
Существуют станки производства фирмы Holz-her, использующие не гранулированный клей-расплав а катриджный. Для этих станков у фирмы Kleiberit есть клей марки 782/.0, его технические характеристики можно посмотреть здесь.
Двусторонние кромкооблицовочные линии
Назначение: позволяет за один проход облицовывать сразу две параллельные противоположные друг другу кромки щитовой заготовки прямоугольной формы, именуется.
Особенности двухсторонних станков:
Когда древесностружечная плита стала заменять в производстве мебели столярные плиты и другие щитовые детали, оказалось, что на срезе она смотрится достаточно неприглядно. Кроме того, через ее необлицованные кромки происходит выделение формальдегида, постепенно отравляющего весь объем помещения. Поэтому облицовывание кромок щитовой детали из ДСП стало обязательно производиться со всех четырех сторон. При этом производительность двухстороннего станка ровно в два раза больше, чем одностороннего.
Поэтому облицовывание кромок щитовой детали из ДСП стало обязательно производиться со всех четырех сторон. При этом производительность двухстороннего станка ровно в два раза больше, чем одностороннего.
Двухсторонний кромкооблицовочный станок (рис. 9, 10) фактически представляет собой два односторонних, обращенных друг к другу. Они размещены на единой станине так, что один из них может перемещаться по направляющим этой станины для настройки на ширину обрабатываемой заготовки. Агрегаты для наклеивания кромочного материала и обработки кромок аналогичны тем, которые применяются в двухсторонних, практически те же, что и в односторонних. Их состав также выбирается в зависимости от вида клеев и кромочного материала.
Фото станков:
Пример комплексной автоматической линии полного цикла с двумя станками:
1. Автоматический загрузчик
2. 1-й двусторонний станок
3. Поворотная станция
4. 2-й двусторонний станок
2-й двусторонний станок
5. Поворотная станция
6. Разгрузчик
Рекомендации по выбору клея-расплава.
Если Вы приобрели кромкооблицовочный станок или автоматическую линию и у Вас встал вопрос о подборе клея-расплава-обратитесь к нашим специалистам и они всегда помогут Вам подобрать клей-расплав под Ваши задачи.
При этом Вам надо сообщить параметры оборудования, указать перечень материалов для использования на данном оборудовании и желаемый результат после обработки. Наши специалисты примут участие в пусконаладочных работах по вводу нового или БУ оборудования и непременно добьются положительных результатов.
Вклад участников
Шмойлов Александр
Станок для оклейки кромки PEB250
Мобильный кромкооблицовочный инструмент нового поколения с клеевой ванной, электронной регулировкой температуры и скорости. Машинка предназначена для приклеивания кромочных материалов, таких как ПВХ, ABS, меламин, кромочный пластик и натуральный шпон, предварительно отрезанных на нужную длину. Позволяет обрабатывать криволинейные (как вогнутые, так и выгнутые), круглые и прямолинейные детали высотой от 10 до 62 мм при толщине кромочного материала от 0,4 до 3 мм. Машинка очень практична в условиях мастерской (т.к. имеет возможность работать с подвесом) и на объекте, благодаря клеевой ванне повышенной емкости с тефлоновым покрытием. Простая и быстрая настройка на толщину панели и кромочного материала, а также автоматическая подача кромочного материала с системой направляющих для позиционирования кромочного материала на прикатывающем ролике и моторизированный прижимной ролик обеспечивают быструю и качественную приклейку кромочного материала. Оснащена электронной регулировкой температуры, с более точным поддержанием заданного значения, и ступенчатой регулировки скорости приклейки от 2 до 6 м/мин, что позволяет использовать более широкий диапазон клеев и улучшить качество приклеивания. Реулировочный механизм позволяет изменять толщину наносимого клеевого слоя. Инструмент оснащен системой самоконтроля и информирует пользователя о необходимости проведения того или иного вида технического обслуживания.
Позволяет обрабатывать криволинейные (как вогнутые, так и выгнутые), круглые и прямолинейные детали высотой от 10 до 62 мм при толщине кромочного материала от 0,4 до 3 мм. Машинка очень практична в условиях мастерской (т.к. имеет возможность работать с подвесом) и на объекте, благодаря клеевой ванне повышенной емкости с тефлоновым покрытием. Простая и быстрая настройка на толщину панели и кромочного материала, а также автоматическая подача кромочного материала с системой направляющих для позиционирования кромочного материала на прикатывающем ролике и моторизированный прижимной ролик обеспечивают быструю и качественную приклейку кромочного материала. Оснащена электронной регулировкой температуры, с более точным поддержанием заданного значения, и ступенчатой регулировки скорости приклейки от 2 до 6 м/мин, что позволяет использовать более широкий диапазон клеев и улучшить качество приклеивания. Реулировочный механизм позволяет изменять толщину наносимого клеевого слоя. Инструмент оснащен системой самоконтроля и информирует пользователя о необходимости проведения того или иного вида технического обслуживания.
Технические характеристики
| Мощность | 830 Вт |
| Рабочая температура | 120º – 200º C |
| Предел отключения по температуре | 220º C |
| Скорость подачи кромочного материала | 2, 4, 5, 6 м/мин |
| Ширина кромочного материала | 10-62 мм |
| Толщина кромочного материала | 0,4-3 мм |
| Наклон основания | max 10º |
| Клеевая ванна | 230 см3 |
| Время разогрева | 5 -10 мин |
| Вес | 8 кг |
| Производство | Virutex, Испания |
Смотрите видео по применению
 youtube.com/embed/lv7fnxoUWCU”>
youtube.com/embed/lv7fnxoUWCU”>
Скачать прайс-лист можно по ссылке в правом верхнем углу страницы.
Стеклянная кромка – полировка – Jordon Glass Machinery
DJM10 – 10 ШПИНДЕЛЬ С ПЛОСКОЙ КРОМОЙ И ПЛОСКОЙ
SKU: N / ADJM10 может производить полированный скос и плоскую кромку за один проход – нет необходимости переустанавливать станок с плоского на скос и обратно. Это достигается за счет инновационной конструкции, включающей два механизма поворота: 1) для первых пяти вертушек и 2) для трех двигателей передней стойки.
Посмотреть продуктСравнитьДвойной обрезной станок
Артикул: Н / Д Станок серии Double Edger подходит для одновременного шлифования двух прямолинейных кромок.Идеально подходит для мебельного стекла, архитектурного стекла, электроприборов и многого другого. В машине используется высокоточная конструкция трансмиссии с двумя линейными направляющими стержнями и двумя направляющими винтами с шарикоподшипниками.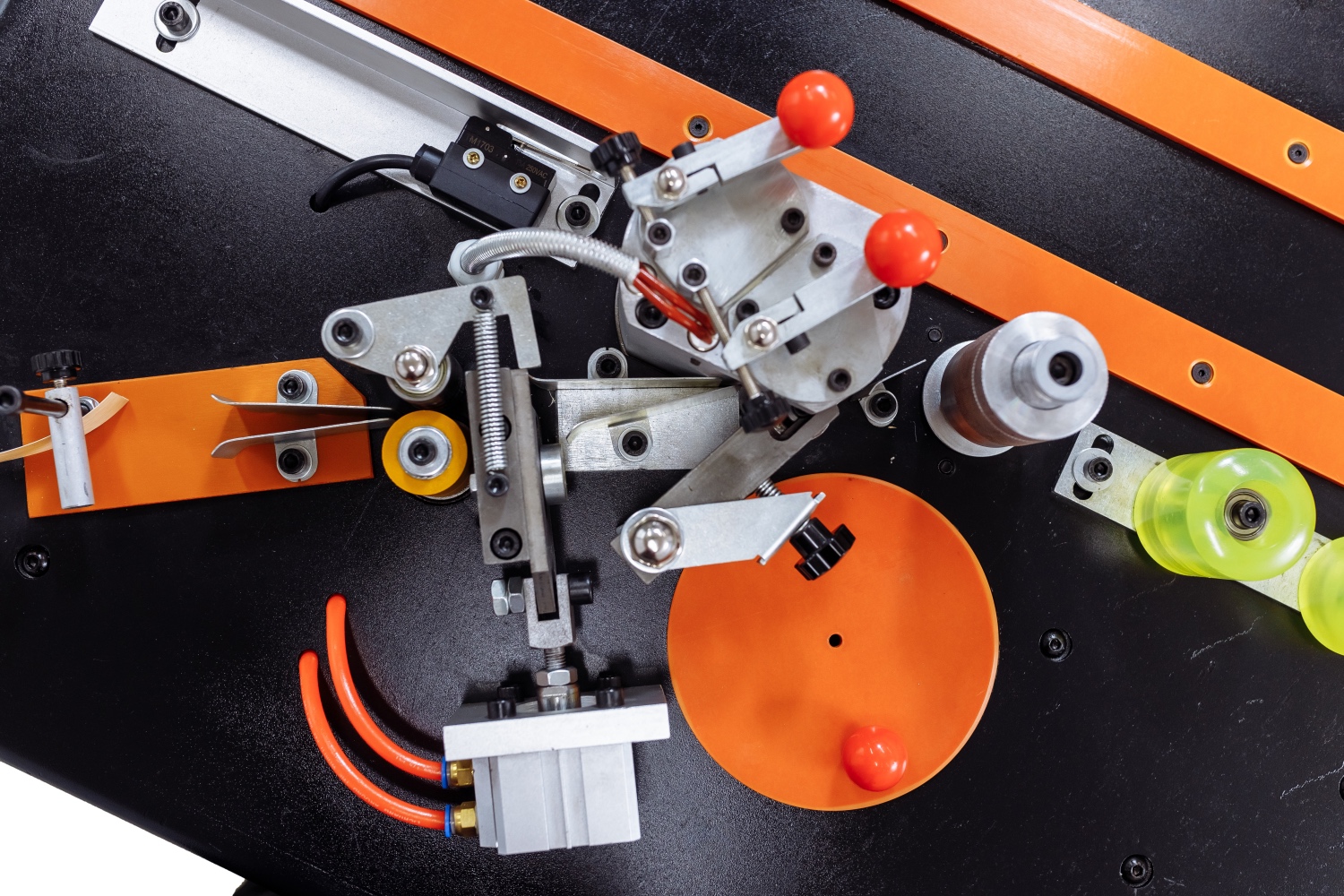
DZM12 12 – Веретенообразный станок для обрезки кромок
Артикул: N / ADZM12 – машина с завидным запасом хода. Сверхвысокая точность и качество стекла, производимого высококачественными двигателями ABB и подшипниковым конвейером DZM12, варьируются от небольших (1 ″ x 1 ″) до больших стеклянных загрузок.DZM12 имеет грузоподъемность более 2000 фунтов! Полированное стекло еще никогда не выглядело так хорошо. DZM12 оснащен цериевыми полировальными кругами для плоской и передней кромки.
Посмотреть продуктСравнитьDZM4 – 4-х шпиндельный станок для резки стекла, прямой
Артикул: N / A DZM4 – идеальное решение для обрезки кромок для небольших и крупных магазинов. Независимо от того, являетесь ли вы магазином с ограниченным пространством или крупным производителем, которому нужен быстрый ровный плоский край, DZM4 поразит вас. Не воспринимайте его небольшой размер как должное.Этот Mini-Mighty сможет противостоять большим мальчикам, обрабатывающим даже многослойное стекло. Лучшее предложение для небольших кромкообрезных станков! NnДля DZM4 предоставляется годовая гарантия на детали.
Лучшее предложение для небольших кромкообрезных станков! NnДля DZM4 предоставляется годовая гарантия на детали.
DZM8 – 8-шпиндельный станок для обрезки стекла, прямой
Артикул: N / A8-шпиндельный станок DZM8 – идеальный станок для быстрой и легкой полировки плоского стекла разных размеров и толщины. Плоские кромки быстро получаются двумя алмазными кругами, тонкой резиной, резиной и четырьмя колесами, предназначенными для работы aris (два для передних и два для задних).
Посмотреть продуктСравнитьDZM9 – 9-ти шпиндельный станок для обрезки кромок
Артикул: N / A9-шпиндельный станок DZM9 – это прочный кромкообрезной станок для стекла, предназначенный для высококачественной полировки. Машина работает с 2 алмазами (1 крупный и 1 мелкий), 1 смолой, 1 резиной с высокой степенью полировки, 1 войлоком и 2 комбинациями полировальных кругов из смолы и резины спереди и сзади для работы под углом 45 °.
Посмотреть продуктСравнитьDZYM7 – 7 веретен с периферийным обрезным станком Aris
Артикул: Н / Д DZYM7 – уникальный профилирующий станок. В отличие от других машин этого класса, DZYM7 имеет два колеса aris на стеклянном входе. Такая конструкция способствует удалению стекла с нижних краев и тем самым продлевает срок службы профильных кругов.
В отличие от других машин этого класса, DZYM7 имеет два колеса aris на стеклянном входе. Такая конструкция способствует удалению стекла с нижних краев и тем самым продлевает срок службы профильных кругов.
Сколько получает оператор станка для снятия фаски и кромки в Орегоне?
Каковы должностные обязанности оператора кромкообрезного станка? Сколько получает человек на этой должности в Орегоне?
В течение ограниченного времени получите БЕСПЛАТНЫЙ отчет по анализу рынка вознаграждений ! Узнайте, сколько вы должны платить, чтобы привлекать и удерживать лучших кандидатов и сотрудников, с помощью персонализированной информации для вашей отрасли, местоположения и должности.Получите ваш отчет прямо сейчас!Вот краткое описание должности оператора станка для снятия фаски и кромки, которое можно найти в системе поиска заработной платы BLR :
Установка, эксплуатация или уход за машинами для дробления, шлифования или полировки материалов, таких как уголь, стекло, зерно, камень , еда или резина.
В штате Орегон средняя зарплата, указанная для данной должности (50-й процентиль), составляет 31 683 доллара. 75-й процентиль (уровень, ниже которого приходится 75% данных о зарплате) составляет 38 879 долларов. 25-й процентиль (уровень, ниже которого попадают 25% данных) составляет 24 754 доллара США.
Получите полные данные о зарплате оператора станка для снятия фаски и кромки, включая данные по вашей отрасли, географическому региону или муниципальному району и размеру работодателя. Получите полный доступ к подробной информации о зарплате прямо сейчас!
Сколько вы должны платить оператору станка для снятия фаски и кромки?
Compensation.BLR.com, ведущий поставщик данных о компенсациях, оценивает эту работу как неплатежеспособную (с правом на сверхурочную работу). Согласно диапазонам ставок Compensation.BLR.com, уровень 5 составляет минимум 22 094 доллара.Средняя точка составляет 29 445 долларов, а максимальная – 36 816 долларов.
Сколько работодатель должен платить оператору станка для снятия фаски и кромки в Орегоне? Это зависит от многих факторов, но наиболее важными являются опыт и навыки сотрудника или соискателя. Ответьте на эти вопросы: сколько у него опыта? Насколько высококвалифицированный он или она? Затем воспользуйтесь таблицей ниже. При необходимости интерполируйте.
Ответьте на эти вопросы: сколько у него опыта? Насколько высококвалифицированный он или она? Затем воспользуйтесь таблицей ниже. При необходимости интерполируйте.
| Навыки и опыт соискателя | |||
|---|---|---|---|
| Начинающий | Компетентный | Эксперт | |
| Обзор заработной платы | |||
| Национальный | 205 долларов США | 39 580 долл. США | |
| Орегон | 24 754 долл. США | 31 683 долл. США | долл. США 38 879 |
| Национальный | 22 094 долл. США | 29 445 долл. | 36 816 долл. США |
| Орегон | 23 966 | ||
 США
США
 Качество проектирования и изготовления обеспечивает надежную производительность при минимальном техническом обслуживании.
Качество проектирования и изготовления обеспечивает надежную производительность при минимальном техническом обслуживании. Требуемая длина куска просто вводится в счетчик с помощью кнопок, и показание длины отображается перед тем, как срезать ножницы. Ускорение от положения остановки и замедление до положения остановки можно регулировать в зависимости от веса рулона, требуемой точности длины, скорости и времени цикла.Предусмотрен отдельный счетчик для остановки машины при любом выбранном счетчике.
Требуемая длина куска просто вводится в счетчик с помощью кнопок, и показание длины отображается перед тем, как срезать ножницы. Ускорение от положения остановки и замедление до положения остановки можно регулировать в зависимости от веса рулона, требуемой точности длины, скорости и времени цикла.Предусмотрен отдельный счетчик для остановки машины при любом выбранном счетчике.