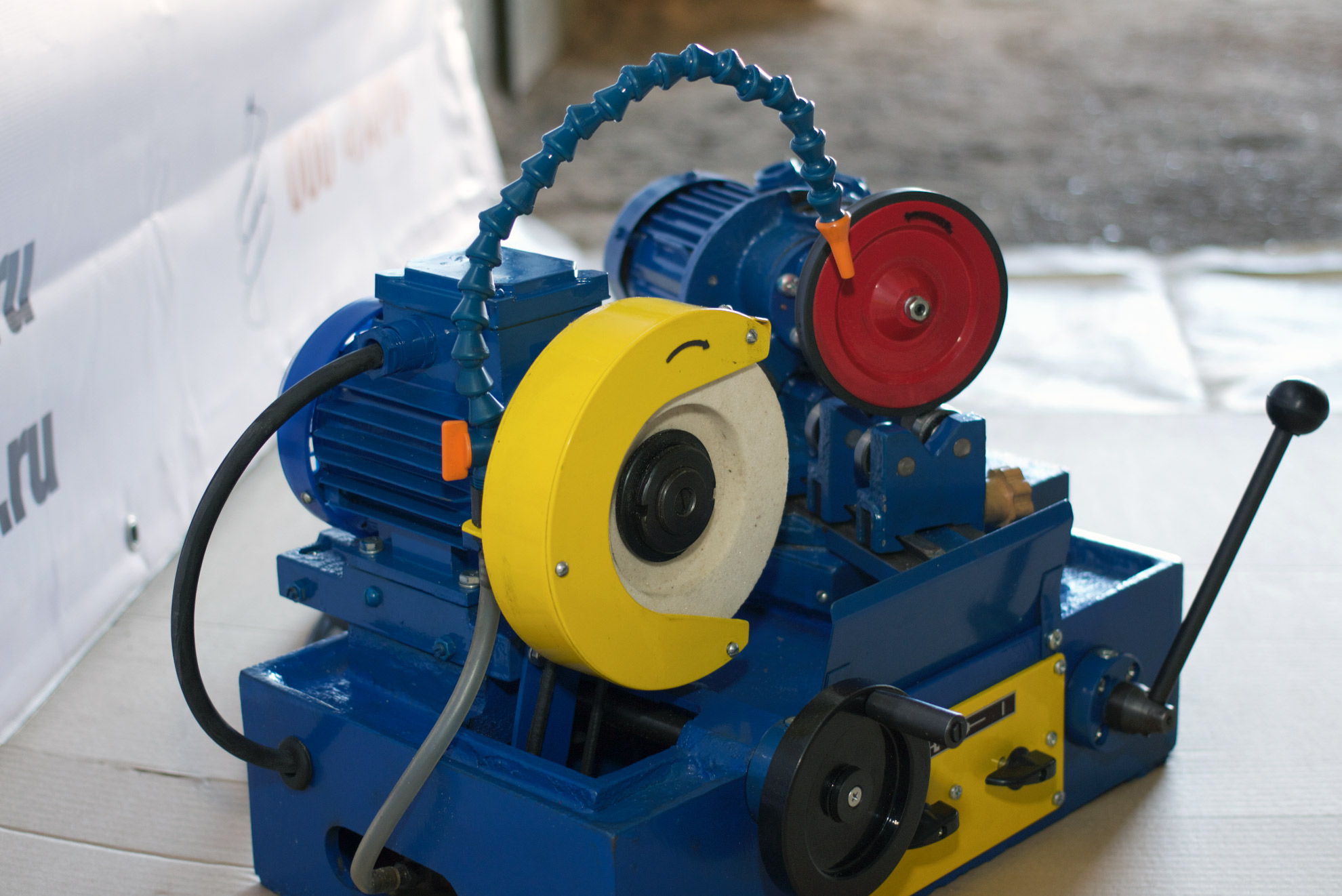
Станок для притирки клапанов
инженер поможет – Станок для притирки клапанов
Двигатель играет очень важную роль и выполняет самые важные функции. Он является и двигателем и одновременно одним из звеньев газораспределительного механизма.
В двигателе, как правило, есть клапанная группа, которая включает в себя такие основные составляющие как седло, пружины, направляющие втулки, и различные механизмы крепления. Все эти составляющие работают в очень тяжелых условиях связанных с колоссальными механическими и тепловыми нагрузками. Такие детали как седло и клапан, воспринимают наибольшее воздействие различных типов ударных и тепловых нагрузок, и в тоже время возникают проблемы связанные с недостатком смазки, возникающие при высоких скоростях работы, это вызывает большой износ.
При производстве к клапанной группе предъявляют очень серьезные технические условия, такие как: большое сопротивление ударным нагрузкам, сопротивление механическим нагрузкам, высокая коррозионостойкость, хорошая и эффективная теплоотдача клапанов, способность противодействовать высоким температурам, герметичность при работе клапана совместно с седлом, и в тоже время, небольшой вес клапанной группы и высокий коэффициент обтекаемости, при выходе рабочей жидкости или газа из камеры где происходит сгорание.
Назначение и особенности устройства.
Клапана играют главную роль в двигателе и служат для того чтобы открывать и закрывать отверстия в головках блока цилиндра, для того что бы впрыскивать рабочую смесь в рабочую полость или наоборот для выпуска уже отработанных газов. Переводы от стержня к головкам необходимы для плавного отвода отработанного газа, чем он плавнее, тем лучше будет наполнение и отчистка камеры сгорания. В процессе работы головки клапанов подвергаются высоким температурам до 800-950 градусов. На бензиновых двигателях температура двигателей может достигать 500-700 градусов, а на дизельных нагрев может достигать 300°С.
В связи с этим при изготовление клапанов используют материалы и сплавы, которые обладают высокими жаропрочными свойствами и содержат большое количество различных присадок и легирующих элементов. Клапана состоят из двух основных частей: стержень, как правило, изготовленный из углеродистой стали, и головка из жаропрочного материала. В процессе изготовления двигателей внутреннего сгорания эти две части сваривают и шлифуют.
Исходя из всего выше перечисленного, можно сделать вывод, что изготовление клапанов является весьма дорогостоящей операцией, требующей высококвалифицированных специалистов, качественные материалы, и высокоточное оборудование.
Притирка клапанов относится к абразивной обработке и используется на авторемонтных предприятиях. Станки для притирки клапанов имеют следующие конструктивные особенности: имеется рама на которой располагается блок для того что бы прижимать клапана, а так же механизм с возвратно-вращательным и осевым перемещением. Так же в конструкции для прижима блоков есть механизм при помощи которого регулируется высота в зависимости от того какую конструкцию имеет головка клапана, а так же высота устанавливаемой головки блока. Вышеуказанные приспособления для регулировки имеют следующий вид, это шток и гайки которые опираются на торец втулки с резьбовым концом, на котором находится гайка.
Несущая планка с расположенными в ней механизмом прижима клапанов в виде подпружиненных толкателей, размещенных во втулках, отличающийся тем, что станок снабжен шарнирно связанными с рамой штангами с регулировочными гайками. Они предназначены для взаимодействия с противоположной стороной откидной рамки, а на концах толкателей и втулок механизмов прижима выполнена резьба, предназначенная для взаимодействия с введенными в них гайками, установленными с возможностью контакта с торцами соответственно втулок и планки.
В России такие специальные станки и приспособления для ремонта головок блока и притирки клапанов покупают в основном, как правило, крупные и продвинутые фирмы, автопредприятия, для которых проведение высококачественных работ является главной и приоритетной задачей в их сфере деятельности. Как правило, такие организации покупают сразу весь комплекс необходимого оборудования для ремонта головок, блоков, клапанов.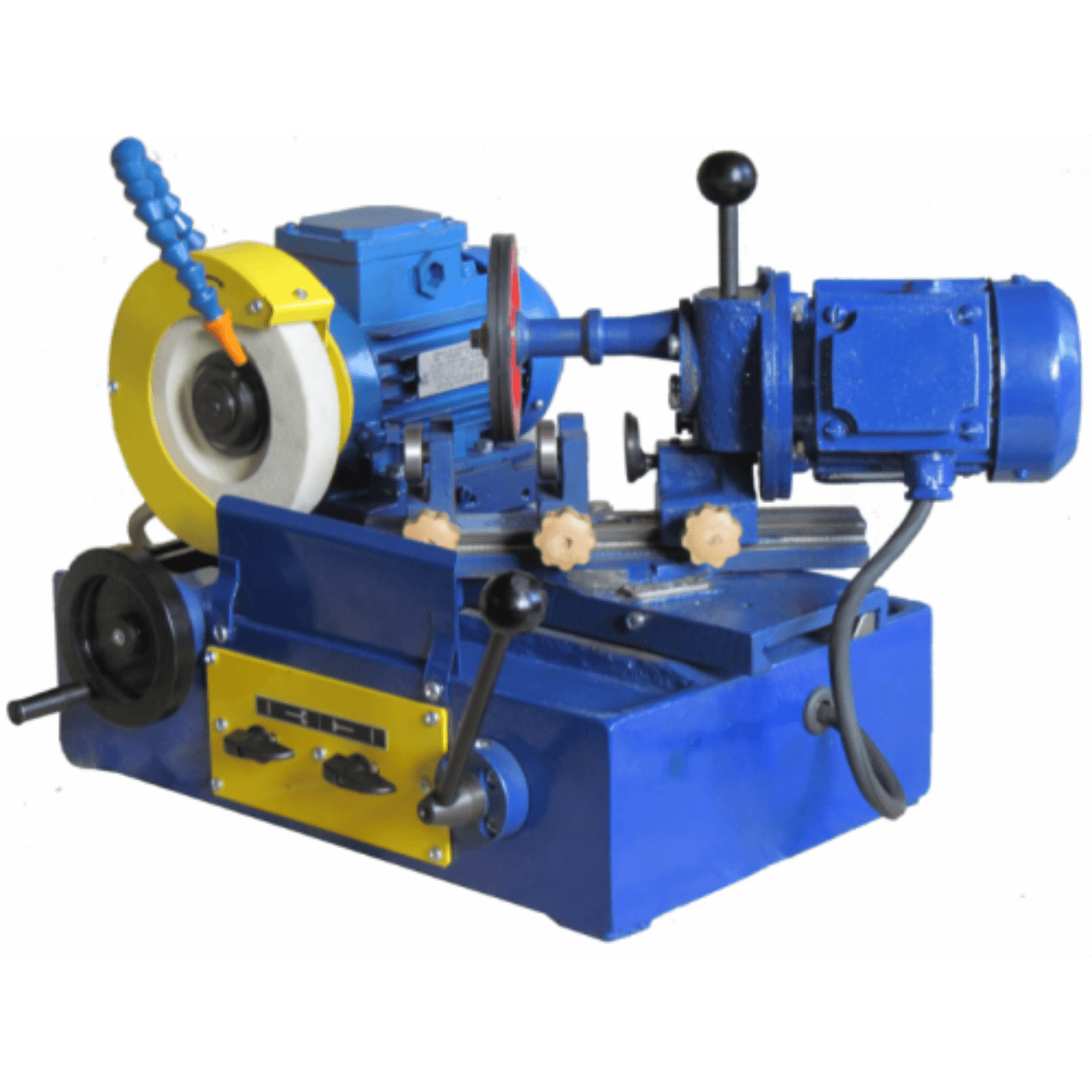
В этот комплекс входят станки для шлифовки клапанов, станки для обработки различных типов седел, испытательные стенды, мерительные приспособления. Это позволяет предприятиям организовать полный, цикл изготовления, ремонта, обслуживания, а так же испытания блоков.
На сегодняшний день в России насчитывается более 105 станков жестокого типа, и как минимум 30 компаний, в двадцати городах России. Такой большой популярностью станки жесткого типа пользуются не только в России, но и за рубежом, так как они зарекомендовали себя как оборудование с высокой точностью обработки.
Выбор Технических Характеристик станка
На сегодняшний день существует необходимость в применении специализированного оборудования для ремонта и притирки клапанов блоков цилиндров. Это обусловлено и диктуется с одной стороны, очень высокими требованиями к точности обработки и позиционирования элементов, выполнение которых на универсальном оборудовании не представляется возможным, а так же другой причиной является то, что станки данного типа в отечественной промышлености не выпускались.
Например, большинство станков шарнирно-байонетного типа не позволяют выполнить высококачественную обработку, с соблюдением необходимых размеров, как седел, так и клапанов. Это связанно в первую очередь с малой жесткостью режущей системы, особенно при ремонте седел, клапанов и блоков в современных легковых и грузовых автомобилей.
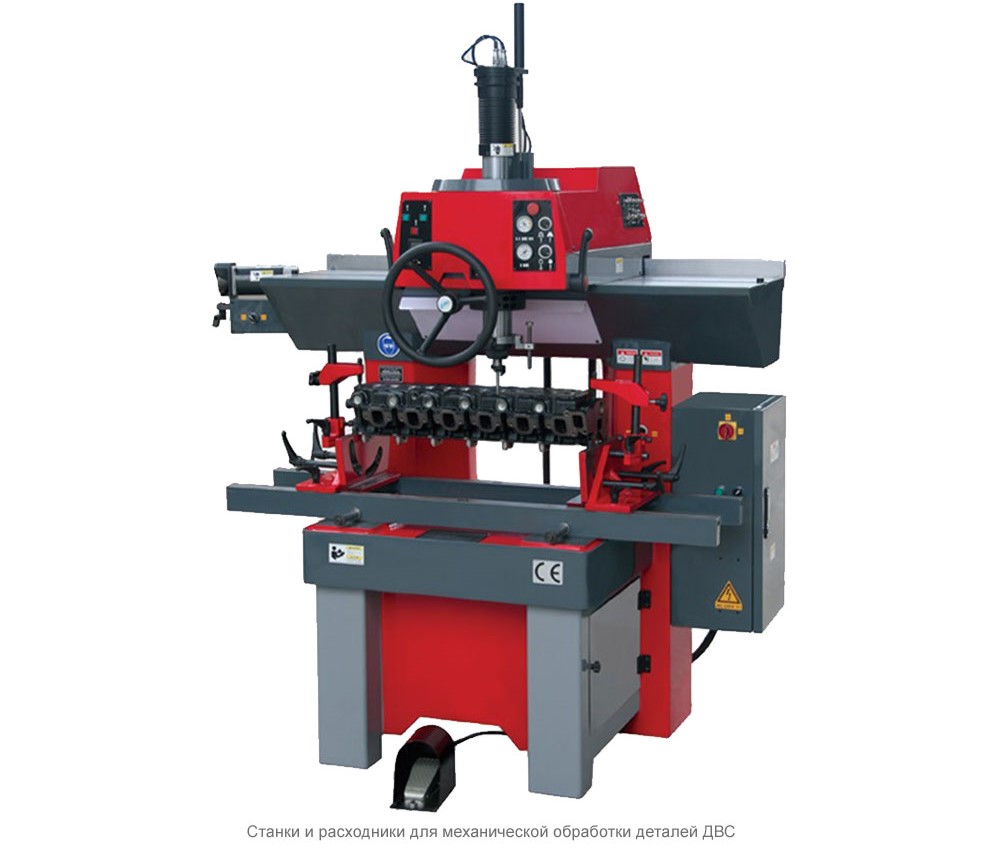
Из-за указанных выше недостатков большее предпочтение у ремонтников и производителей автотехники отдается станкам с жестким шпинделем, именно поэтому они пользуются большой популярностью. К жесткому типу относится оборудование для ремонта блоков цилиндров и притирки клапанов фирмы UNIGRIND. Оно предназначено для проведения остановочных и капитальных ремонтов. Так же популярны и используются станки для обработки плоскостей головок и блоков цилиндров марки DALCAN Machines Denmark.
Основным отличием и преимуществом данного оборудования является жесткое крепление резца, а так же пилота к шпинделю станка, что к примеру в станках шарнирно-байонетного типа не используется, так как у них между резцом и пилотом установлен шарнир. Вот почему именно оборудование жесткого типа работает сегодня на ведущих заводах по производству автомобилей марки: BMW, CATERPILLAR, DAF, FORD, GENERAL MOTORS, LAMBORGINI, FERRARI и тому подобное, а также применяется в фирмах, которые занимаются профессиональным тюнингом автомашин, так же в ремонтных мастерских и автосервисах всех стран мира. Так же у оборудования с жестким шпинделем скорость обработки блоков, седел и клапанов, значительно выше, чем у других аналогичных станков. Пока один станок с ЧПУ еще только работает с одним седлом, пытаясь точить своим точечным резцом заданный программой профиль седла, простой станок с жестким шпинделем успевает сделать профильным резцом почти весь ряд седел в головке.
Оборудование DALCAN Machines Denmark.
Широкая линия высокоточных станков для шлифования и фрезерования плоских поверхностей блоков, головок блока цилиндров и других деталей с максимальной длиной обработки до 2000 мм. Окраска в красный цвет, но возможен и любой другой цвет по выбору заказчика.
Отличительные особенности станков VSG
Гидравлическая подача стола с переменной скоростью.
Шпиндель на регулируемых роликоподшипниках.
Передача от двигателя на шпиндель специальным ремнем.
Отдельная охлаждающаяся установка с резервуаром и фильтрацией.
Сегментированный круг с 8-12 сегментами для обработки стальных, чугунных и алюминиевых деталей.
Приспособление для фрезеровки с резцами.
Главное устройство управления подачей.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
Комплектная гидравлическая система станка.
Электрическая система 24 В
Система охлаждения с резервуаром охлаждающей жидкости и электронасосом
Комплект брызговиков
Параллели высотой 135 мм с болтами
Т-болты с гайками и шайбами
Сегментированный круг 350 мм с 8 абразивными брусками
Зажимы для блоков
Зажимы для головок блока
Оправка для балансировки круга
Устройство для правки круга
Держатель для фрезерования с резцом 16 мм
Набор гаечных ключей
Руководство по эксплуатации
Как притереть клапаны своими руками + видео работ в домашних условиях на ВАЗ
Автовладельцам за время длительной эксплуатации машины зачастую приходится сталкиваться с разными трудностями. Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Для чего нужна притирка клапанов
Основная цель проведения процедуры — обеспечение работоспособности клапанов. Регулярное неосуществление притирки может привести к тому, что клапаны перестанут качественно функционировать — не будут пропускать в камеру сгорания воздух и топливо. Последствия этого могут быть не самыми благоприятными: ухудшаются ходовые качества двигателя, что со временем способно привести к поломке.
Поводов для притирки клапанов может быть много, основной из них — длительная эксплуатация авто
Притирка клапанов позволяет достичь максимальной герметичности системы. Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Способы проведения работ
Форму клапанам можно придавать разными способами — как ручным, так и станочным, однако разница в итоге будет значительной. Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
- Станки. За счёт жёсткой центровки посредством станка проводится точное сопряжение и нарезка фаски клапана и седла. В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.
Станок для притирки клапанов — дорогое удовольствие, не в каждом гараже найдётся
Ручные фрезы. Если нет возможности работать на высокоточном оборудовании, можно провести процедуру притирки клапанов при помощи ручной фрезы. Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°.
 Подобным образом не обрабатываются новые детали, только старые.
Подобным образом не обрабатываются новые детали, только старые.Притирку клапанов можно проводить с помощью ручной фрезы
Собственноручная притирка клапанов. Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место. Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.
Ручная притирка клапанов — наиболе трудоёмкий вариант проведения работ
После проведения абразивной притирки вся паста должна быть тщательно смыта.
 Подобным образом не обрабатываются новые детали, только старые.
Подобным образом не обрабатываются новые детали, только старые.Процесс притирки — процедура, которую можно провести как самостоятельно, так и с помощью специалистов. При осуществлении подобной обработки деталей желательно соблюдать правила:
- менять местами клапаны после притирки нельзя;
- в работе используются абразивные составы разного качества;
- все детали сразу же после притирки тщательно вымываются;
- перед установкой ГБЦ её проверяют на герметичность путём заливки керосина в камеру сгорания.
Головка блока цилиндров перед притиркой снимается. Прежде чем приступать к процедуре, необходимо учесть несколько нюансов:
- перед демонтажем клапанов снимаются их пружины, это позволит легко вытащить их из втулок;
- перед самой процедурой притирки клапаны тщательно осматриваются. Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
- Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;
Инструменты для притирки клапанов можно приобрести либо изготовить своими руками
- Так называемые присоски. Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.
Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
 Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.
Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста
Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.
Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Готовая паста должна по структуре напоминать сметану.
Шарошка
Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.
К стержню клапана прикрепляется второй конец шланга.
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов на ВАЗ 2109 при помощи пасты своими руками
- На клапан натягивается пружина, после чего он вставляется обратно в гнездо.
Клапан оснащается пружиной и помещается в гнездо
- На ножку устанавливается специальный инструмент и фиксируется при помощи винта.
Инструмент устанавливается на клапан с пружиной
- На основание тарелки наносится абразивный состав.
Абразивная паста на тарелке клапана должна быть распеделена равномерно
- Притирка осуществляется посредством вращения клапана в обе стороны. Выполняется порядка 5 движений, затем деталь переворачивается и процедура повторяется.
Так осуществляется ручная притирка клапана
- Работа осуществляется до появления на седле и тарелке клапана серого стального кольца.
Так проявляется серое кольцо на тарелке клапана (справа)
- После притирки детали вытираются и вымываются керосином и мягкой тряпкой.
Так должен выглядеть клапан после притирки и промывки

Видео в помощь новичку
Как притереть на станке
При проведении притирки клапанов желательно воспользоваться специальным станком.
- В фиксаторе размещается клапан, после чего включается станок. Клапан крутят в сторону, противоположную направлению вращения шлифовального круга, с меньшей скоростью.
Станки для притирки клапанов обычно есть лишь в автосервисах, и то не во всех
- Слишком активно подвергать деталь шлифовке не стоит — процесс прекращается, как только становится непрерывным.
Шлифовка клапана на станке должна проводиться аккуратно, без фанатизма
- Клапан снимается со станка и протирается керосином.
Так выглядит клапан после притирки на станке. Разница между ручным и автоматизированным способами видна сразу
- После притирки проводится визуальная проверка ГБЦ. Сёдла притираются только в том случае, если на них нет дефектов. Прогар убирается посредством шарошки.
Шарошка нужна только для устранения нагара
Как осуществляются работы (видео)
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.

Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
- Автор: Михаил Рассветный
- Распечатать
Притирка клапанов: способы и устройства
Приспособления для притирки клапанов в ассортименте «ГаражТулс».
Мы сравнили четыре наиболее популярных приспособления для притирки клапанов ДВС. Рассказываем и показываем!
Идет приготовление к испытаниям. Ждем головку блока цилиндров.
В качестве подопытного досталась ГБЦ от BMW.
Все участники вместе с ГБЦ (ниже список, слева-направо) Устройства для притирки клапанов двигателя, участвующие в сравнении:- Электрическая дрель. Притирка клапанов дрелью – технология, вызывающая самое большое количество споров на тему правильности использования.
- Приспособление для притирки клапанов своими руками.
- Пневмоинструмент для притирки клапанов вращением.
- Пневмомашинка для притирки клапанов пристукиванием.
Какое из этих приспособлений быстрее, эффективнее, выгоднее, правильнее – лучше всех остальных? Какую притирку клапанов выбрать? Сейчас мы будем это выяснять.
Способ №1: с помощью дрели
Способ с дрелью получил распространение ввиду отсутствовавшего ранее инструмента для притирки.
Сначала подбирается подходящий по размеру шлангОдин конец крепится на стебель (стержень) клапана, другой — на дрель.
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ.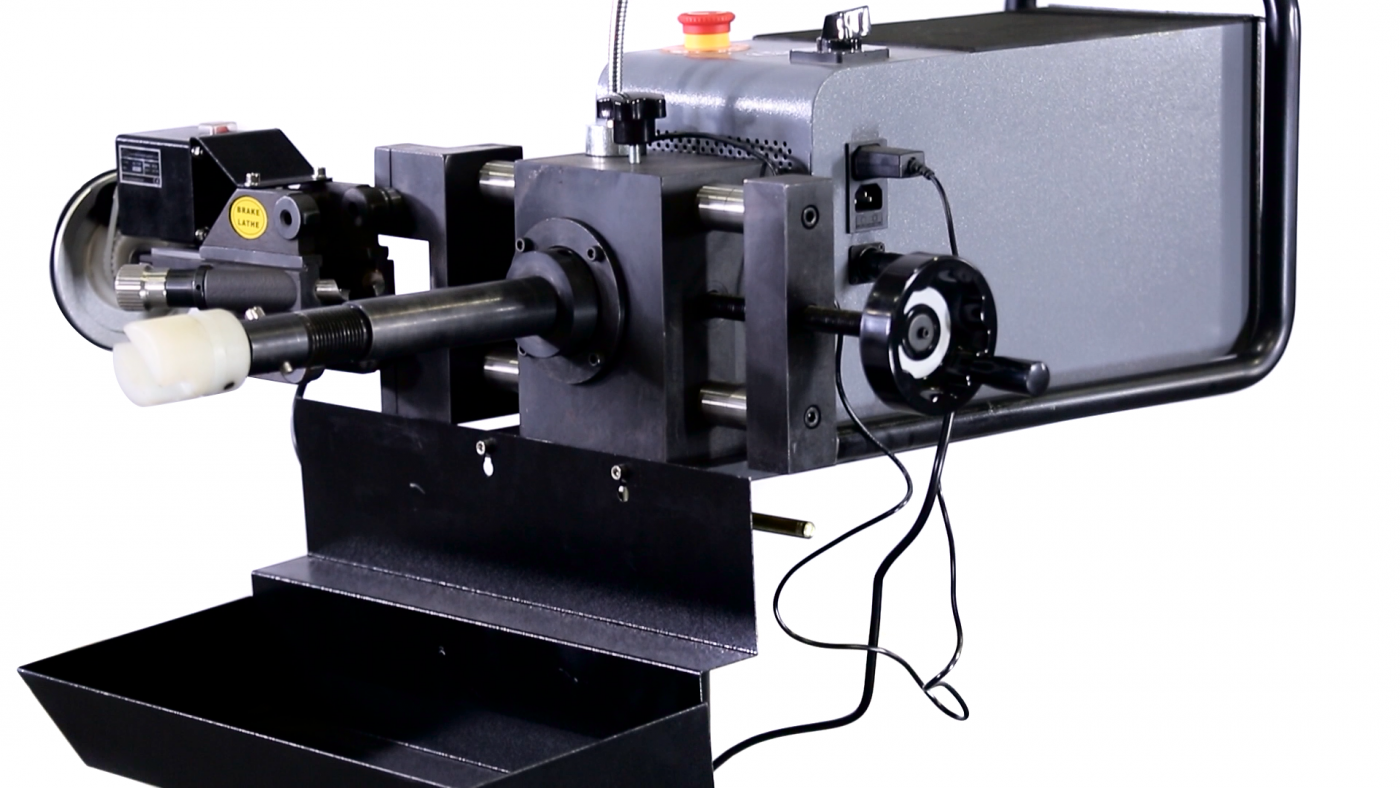
Если используется присоска, ее устанавливают на тарелку клапана.
Существуют рекомендации, согласно которым инструмент обязательно должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Притирка клапана к седлу при помощи электрической дрели Полезный совет. Очень важно использовать минимальное количество притирочной пасты. Сама паста бывает разной — с крупным и мелким абразивом. Чаще всего применяют алмазную. Для правильной притирки следует применять пасты разной зернистости и начинать с абразива для грубой обработки. После притирания обязательно смывайте притирочную пасту и очищайте детали. Попадание абразивной пасты в ГБЦ и двигатель недопустимо! Это приведет к разрушению деталей и дорогому ремонту. При притирке дрелью ключевую роль имеет опыт. Не обладая необходимыми навыками, очень легко получить канавы и риски или сместить пятно контакта клапана с седлом. Все это приводит к очень скорой поломке.
Не обладая необходимыми навыками, очень легко получить канавы и риски или сместить пятно контакта клапана с седлом. Все это приводит к очень скорой поломке.
Главное преимущество способа: высокая скорость притирки.
Способ №2: ручная притирка клапанов авто
Ручная притирка — дедовский способ, проводится с использованием присоски. Как и в случае с дрелью, очень важен опыт человека, который осуществляет процедуру.
Обратите внимание, что в специализированных магазинах продаются ручные приспособления для притирки клапанов, представляющие собой деревянный стержень и набор присосокПритирка клапанов своими руками неудобна и утомительна, она занимает много времени — в среднем, 15 — 20 минут на один клапан. Риск что-то испортить или сделать неправильно минимален, но он присутствует.
На 12-ой минуте теста ручной приспособы мы отчего-то почувствовали себя вот так Главное преимущество: низкая стоимость ручных приспособлений для притирки клапанов.
Способ №3: пневмоинструмент для притирки клапанов вращением
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.
Для работы потребуется подключение к источнику сжатого воздухаНа штифт устанавливается присоска подходящего размера, которая затем крепится на тарелку клапана.
В комплект, как правило, входит целый набор присосок различного размераПод воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.
Это самый простой и доступный способ притереть клапан, не требующий никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и заведомо гарантированное качество.
Метод №4: пневмомашинка для притирки клапанов пристукиванием
Принципиальное различие между этим и предыдущим устройством — способ притирки. При помощи данной машинки клапан притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
На шток приспособления устанавливается одна из присосок набора, которая затем закрепляется на тарелке клапана Инструмент оснащен колесиком для настройки частоты оборотов Притирка осуществляется многократным повторением возвратно-поступательных движений клапана Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Интересно увидеть не картинки, а видео с работой пневматических машинок? Добро пожаловать на наш канал о профессиональном инструменте и авторемонте на YouTube.Итоговая таблица, результаты и выводы
Для объективной комплексной оценки каждого из методов мы выбрали шесть параметров, которые имеют наибольшее значение:
- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Отсутствие требований к опыту и навыкам. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество притирки. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.

| Скорость | 8 | 1 | 9 | 7 |
| Удобство использования | 3 | 1 | 10 | 8 |
| Не требуется спец.навык | 1 | 2 | 10 | 7 |
| Отсутствие рисков | 1 | 4 | 10 | 10 |
| Качество | 4 | 4 | 8 | 10 |
| Стоимость | 7 | 10 | 1 | 3 |
| Итоговый результат | 24 | 22 | 48 | 45 |
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:
Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Для испытаний использовалось следующее оборудование:
В ГаражТулс вы можете купить профессиональное оборудование для притирки клапанов. Цены и подробные характеристики смотрите в нашем каталоге.
Пользователи машинок для притирки клапанов
Пневматические приспособления для притирки клапанов в первую очередь будут интересны сотрудникам автосервисов. Оборудование значительно снижает затраты времени на ремонт ГБЦ и повышает само качество притирки. На нашей практике ни один мастер, испытавшей в работе профессиональный инструмент, не вернулся затем к ручному методу или дрели.
Невысокая цена инструмента делает его доступным также для частного применения. При желании самостоятельно провести притирку клапанов, а не доверять эту операцию стороннему сервису — приспособление станет оптимальным решением.
Мобильные станки для шлифования и притирки клапанов и задвижек
Представлены в трех конфигурациях, позволяют выполнять шлифовку и притирку гнезд запорных и обратных клапанов, а также восстанавливать поверхность в районе гнезд клапанов до стандартов производителя, и даже выше. Имеется регулятор для обеспечения быстрой и удобной регулировки усилия шлифования.
Имеется регулятор для обеспечения быстрой и удобной регулировки усилия шлифования.
Мобильные станки для шлифовки и притирки клапанов VM1150, VM1200
- Диаметры седла клапана – 32-200 мм
- Глубина погружения – 450 мм
- Тип клапана – обратный клапан
- Тип привода – с электроприводом, пневматический
Мобильные станки для шлифовки и притирки клапанов VM1350, VM1500, VM1600
- Диаметры седла клапана – 40-600 мм
- Глубина погружения – 1000 мм
- Тип клапана – обратный клапан
- Тип привода – с электроприводом, пневматический
Мобильные станки для шлифовки и притирки клапанов VM1700, VM1900
- Диаметры седла клапана – 200-1000 мм
- Глубина погружения – 1400 мм
- Тип клапана – обратный клапан
- Тип привода – с электроприводом, пневматический
Мобильные станки для шлифовки и притирки Сферических/Предохранительных клапанов VM2050C, VM2100C, VM2150C, VM2350C
- Диаметры седла клапана – 10-305 мм
- Глубина погружения – 600 мм
- Тип клапана – регулирующий клапан (седло коническое)
- Тип привода – с электроприводом, пневматический
Мобильные станки для шлифовки и притирки Сферических /Предохранительных клапанов VM2050S, VM2150S
- Диаметры седла клапана – 10-150 мм
- Глубина погружения – 300 мм
- Тип клапана – регулирующий предохранительный клапан (седло плоское)
- Тип привода – с электроприводом, пневматический
Мобильные станки для шлифовки и притирки сёдел регулирующих клапанов VM2350, VM2500, VM2600
- Диаметры седла клапана – 80-600 мм
- Глубина погружения – 800 мм
- Тип клапана – регулирующий клапан (седло плоское)
- Тип привода – с электроприводом, пневматический
Станок для шлифования и притирки Стационарных Запорных / Сферических клапанов VM5800
- Диаметры седла клапана – 10-350 мм
- Глубина погружения – не имеется в наличии
- Тип клапана – запорно-регулирующий
- Тип привода – с электроприводом
Каталог запчастей COMEC, подобрать автозапчасти COMEC
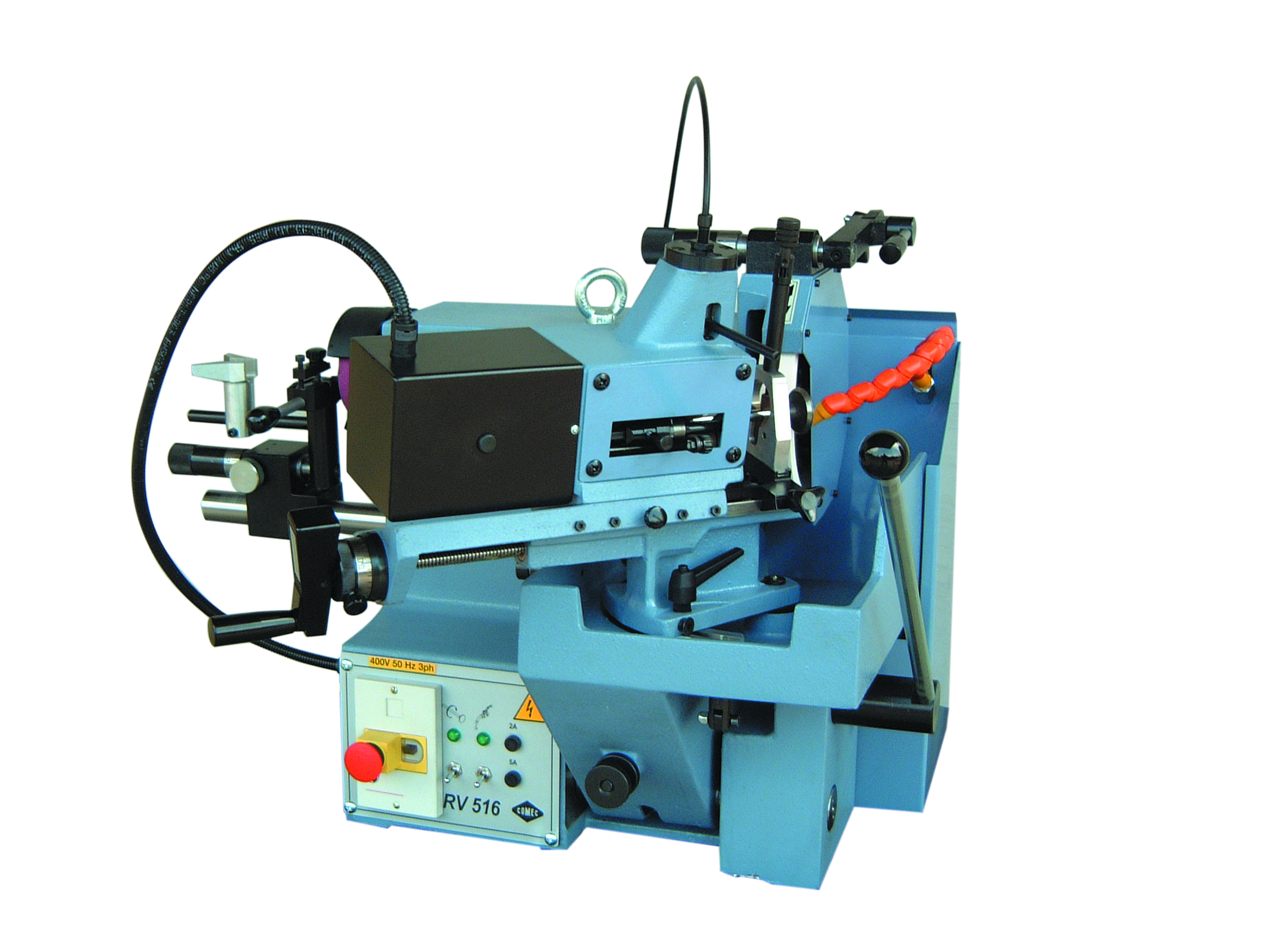
Компания основана в 1961 году и специализируется на производстве станков для обслуживания узлов и агрегатов тормозной системы, а также станков по ремонту и обслуживанию двигателя и его деталей у легковых и коммерческих автомобилей.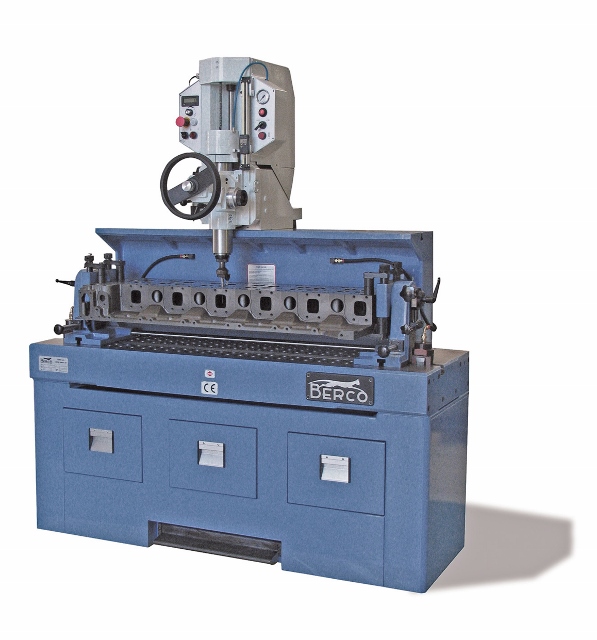 В настоящее время, является лидером своего сегмента рынка.
В настоящее время, является лидером своего сегмента рынка.
Компания начала свою деятельность в 1961 году как механическая мастерская для субподряда, но творчество и страсть к технике ее основателя, Ing. Бруно Карниел, ведущий, по направлению к середине 60-х годов, к реализации первых комбинированных машин для ремонта боеголовок, барабанов и тормозных дисков. Учитывая успех, то он решил посвятить себя полный рабочий день на эту новую деятельность, безусловно, более полезным, но и более сложным, чем предыдущий.
Большой вклад в развитие COMEC прибыл в 1970 году с вступлением в компании своего брата Антонио, который, в дополнении к энтузиазму по поводу нового приключения приносит свой технический опыт, полученный в предыдущем опыте работы. Разделение бизнес-ролей и совершенной гармонии между ними были и те элементы, которые внесли свой вклад в неустанной производства и роста продаж, достижение год за годом, новые и более амбициозные цели.
В середине 90-х годов сделал свой вход в компании также Андреа, сын Бруно, который начал свой опыт работы от производственного отдела , где он приобрел значительный технический опыт и приобрести богатство знаний о продуктах, которые очень полезны , когда, несколько лет спустя, он начал следовать в отдел продаж с целью расширения присутствия компании на новых рынках и организовать и управлять все более широкую сеть продаж.
В течение нескольких лет он добавил Генри, сын Антонио , который, по сути, решил последовать по стопам отца, концентрируясь в основном на стороне производства. Его современное видение и передовые предприятия, при поддержке степени в машиностроении блестяще достигнута, приносят значительные изменения в управлении и организации, с целью сделать компанию более и более продвинутым и в ногу со временем ,
Поэтому Comec является ярким выражением истинного семейного бизнеса , и это наш дом более 50 лет: ценности честности, преданности, серьезность и профессионализм , которые всегда отличали семейство Carniel и передавались от отца к сыну такие же принципы , которыми мы руководствуемся в нашей повседневной работе.
X. Слесарно-механическое оборудование / КонсультантПлюс
│ X. Слесарно-механическое оборудование │
│ │
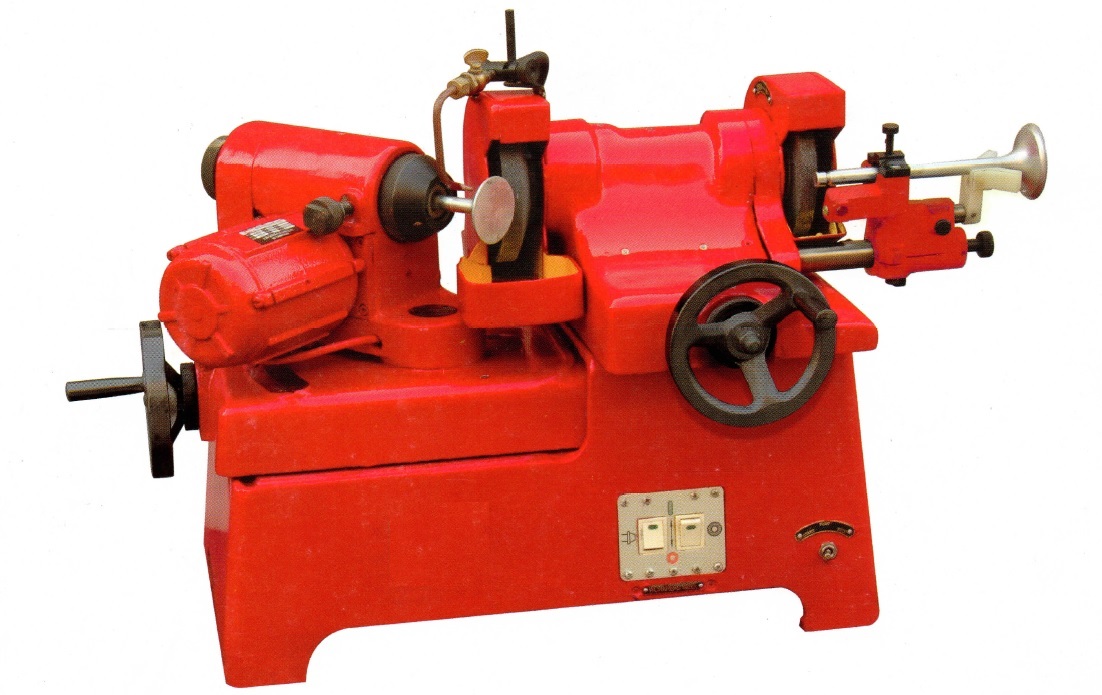
│105│Приспособление для │Р 108 │Настольный, электромеханический. │
│
│ │шлифовки клапанов │ │Предназначен для шлифовки │
│ │ │ │рабочих поверхностей клапанов, │
│ │ │ │толкателей и коромысел газо- │
│ │ │ │распределительного механизма │
│ │ │ │двигателя (870 х 575 х 430) │
│106│Станок для проточки │Р 105 │Настольный, токарный с фрезерной│
│ │коллекторов генера- │ │головкой │
│ │торов и стартеров │ │ │
│107│Станок для расточки │Р 117 │Настольный. Предельные диаметры │
│ │тормозных барабанов │ │обрабатываемых изделий – │
│ │и обточки накладок │ │180…300 мм │
│ │тормозных колодок │ │ │
│ │легковых автомобилей│ │ │
│108│Станок для расточки │Р 114 │Стационарный. Предназначен для │
Предназначен для │
│ │тормозных барабанов │ │расточки, шлифовки тормозных │
│ │и обточки накладок │ │барабанов и обточки накладок │
│ │тормозных колодок │ │тормозных колодок автобусов и │
│ │автомобилей │ │грузовых автомобилей. Предельные│
│ │ │ │диаметры обрабатываемых │
│ │ │ │изделий – 350…750 мм (1860 х │
│ │ │ │1150 х 1750) │
│109│Установка для │Р 159 │Стационарная. Предназначена для │
│ │расточки тормозных │ │расточки тормозных барабанов в │
│ │барабанов │ │сборе с колесами и обточки │
│ │ │ │накладок тормозных колодок │
│ │ │ │автобусов, грузовых автомобилей. │
│
│ │ │ │Предельные диаметры обрабатыва- │
│ │ │ │емых изделий – 350…750 мм │
│110│Дрель для притирки │Мод. 2213 │Ручная, с пневматическим │
│ │клапанов │ │роторным двигателем. Диаметр │
│ │ │ │притираемых клапанов – 20…100 │
│ │ │ │мм (292 х 72) │
│111│Плита поверочная │Нестандартная │(1000 х 750) │
│112│Подставка под │-“- │(1000 х 750) │
│ │поверочную плиту │ │ │
│ │
Станок для нарезания канавок для труб
Станок для нарезания канавок для стальных труб диаметром до 12 дюймовОписание продукта
Гидравлический нарезчик канавок модели YG12E, работающий от асинхронного двигателя мощностью 750 Вт, способен нарезать канавки на трубах со стандартными стенками диаметром до 12 дюймов Sch 10 и 6 дюймов Sch 40. Конструкция приводного вала «отдельный накатной ролик» для удобной замены. YG12E поставляется со стандартными опорами, устройство можно быстро установить.Асинхронный двигатель обеспечивает стабильную и бесшумную работу.
Конструкция приводного вала «отдельный накатной ролик» для удобной замены. YG12E поставляется со стандартными опорами, устройство можно быстро установить.Асинхронный двигатель обеспечивает стабильную и бесшумную работу.
Технические характеристики
Двигатель: индукционный 750 Вт, 50/60 Гц
Переключатель: ВКЛ / ВЫКЛ сверхмощный переключатель.
Скорость шпинделя: 24 об / мин
Емкость: 2–12 дюймов Sch. 10 сталь, нержавеющая сталь.
2–6 дюймов Sch. Сталь 10/40, нержавеющая сталь.
Вес нетто: 120 кг
Стандартное оборудование
Пазовальный станок модели YG12E.
Один комплект рулонов Schedule 10/40 диаметром 2–6 дюймов для стали.
Один комплект из 10 рулонов Schedule 8 ”-12” для стали.
Опора для труб, модель 1106.
Информация для заказа
№ по каталогу | Модель №. | Описание | Н.Вт (кг) |
68005 | YG12E | Гидравлический канавок для валков, 220 В / 50 Гц | 120 |
68007 | YG12E | Гидравлический канавок для валков, 110 В / 60 Гц | 120 |
Аксессуары | |||
– | Набор рулонов для 2–6 дюймов | ||
– | Набор рулонов для 8–12 дюймов | ||
4021110 | 1106 | Подставка для труб | 14 |
HS: 84624
Ролик с накаткой 2-6 дюймов Ролик и вал 8-12 дюймов Ролик и вал
Стандарт с опорной стойкой для труб модели 1106
Подставка для трубы модели 1107 для опции
Станок для нарезания канавок – Фланец с стопорным кольцом – Несварные трубопроводы
Станок для обработки канавок – это станок с разъемной рамой с малым зазором (LCSF), который представляет собой портативную систему резки труб и снятия фаски, разработанную для работы на месте. LCSF использует принципы обработки на токарном станке с возможностью резки (процесс резки), снятия фаски (формовочный инструмент или одноточечный инструмент) и растачивания.
LCSF использует принципы обработки на токарном станке с возможностью резки (процесс резки), снятия фаски (формовочный инструмент или одноточечный инструмент) и растачивания.Установка и эксплуатация быстрая и простая, а станок для обработки канавок требует минимального обслуживания, кроме смазки. Подготовка разделенной рамы – это безопасная и чистая операция, которая не влияет ни на металлургические свойства металла, ни на загрязнение окружающей среды.
Характеристики станка для нарезания канавок
- Простая, легкая, прочная конструкция для резки и подготовки в труднодоступных местах.
- Работает со всеми размерами, толщиной стенок и материалами во всем диапазоне диаметров труб.
- Саморегулирующаяся зажимная система для легкой установки.
- Безопасная холодная резка для использования в любых условиях.
- Стандартный пневмодвигатель с возможностью выбора гидравлической или электрической мощности.
- Регулируемые подшипники и закаленные дорожки качения подшипников для максимальной надежности и производительности.
- Модульные принадлежности для зенковки, снятия фаски, J-образной подготовки, резки толстых стен и внутренней резки.
- Возможность дистанционного управления с дополнительным модулем управления.
Модели и обозначения станков для нарезания канавок для труб
Разъемная рама с малым зазором (LCSF) состоит из 15 моделей для резки и снятия фаски на трубах с внешним диаметром от 2 дюймов (51 мм) до 48 дюймов (1219 мм). Каждая модель охватывает ряд размеров труб, как описано в Таблице 1.
Система нумерации машин следующая:
Тип: 60-000-08
Модель: SF 408/3
Номер: 06-1234 (Пример)
«SF» обозначает станок Wachs с разъемной рамой с малым зазором, за которым следует производительность станка для нарезания канавок для труб, а «/ 3» обозначает поколение конструкции.
Следующие числа обозначают емкость:
- 204 устанавливается на трубу от 2 до 4 дюймов
- 206 устанавливается на трубу от 2 до 6 дюймов
- 1016 устанавливается на трубу от 10 до 16 дюймов
инструкция
Arcofire – Инструменты для обработки канавок
- ДОМ
- Продукты
- НОВОСТИ
- ССЫЛКИ
- Введение в обработку канавок
- Как делать видео
- ОБ ARCOFIRE
- КОНТАКТНАЯ ИНФОРМАЦИЯ
Инструменты для нарезания канавок
Аренда канавочного инструмента
Инструмент для нарезания канавок Nordic Flow TWG-VIA
FireLite Ручной станок для нарезки рулонов
ПРОМЫШЛЕННАЯ ПРОДУКЦИЯ
- Спринклерная система FireLite® Трубы
- Муфты с пазами
- Муфта жесткая
- Муфта эластичная
- Муфты переходные
- Механический тройник
- Тройник механический с пазом
- Тройник механический с резьбой BSPT
- Разъемы для спринклерных систем
- Полное литье
- U-образный болт
- Фитинги с пазами
- Колено 90 °
- Колено 45 °
- Тройник равный
- Редуктор концентрический
- Заглушка
- Заглушка с эксцентриковым отверстием
- Фланцевые переходники с пазами
- Фитинги из нержавеющей стали
- Клапаны и фильтры
- Затвор дисковый с переключателем
- Клапаны запорные
- Клапаны обратные
- Клапаны обратные заслонки
- Контрольно-сливные клапаны
- Y-образный фильтр
- Капельные чеки
- Измерители и переключатели
- Реле протока DN25-DN50
- Реле расхода DN50-DN200
- Реле давления EPS10-2
- Реле давления EPS40-2
- Комплекты реле расхода
- Длинный вертикальный поплавковый выключатель с кабелем
- Реле предельного давления нижнего РТ116
- Реле давления KPI35
- Регуляторы давления
- Концевой выключатель
- Инструменты и оборудование
- Инструменты для нарезания канавок для труб
- Инструмент для нарезания канавок Nordic Flow TWG-VIA
- Сверло для сверления отверстий
- Смазка для стыков труб
- Инструменты для нарезания канавок для труб
- Пресс-фитинги
- YN Муфты
ИЗДЕЛИЯ ПОЖАРОТУШЕНИЯ
- Кухонная система пожаротушения
- Кухонная система пожаротушения
- Спринклеры
- Умная направляющая для дождевателя
- Спринклеры стандартного реагирования
- Стандартный ответ, вертикальный
- Спринклеры со стандартным покрытием
- Спринклеры для хранения
- Спринклеры с увеличенным покрытием
- Сухие оросители
- Спринклеры для жилых домов
- Спринклеры специальные
- Принадлежности для дождевателей
- Гибкие шланги для дождевателей
- Телескопические трубы
- Гибкий рычаг
- Защитные ограждения спринклерной головки
- Накладки
- Спринклерные ключи
- Ящики для запасных голов
- Накладка
- Спринклерный клин
- Клапаны и устройства
- Водяной туман низкого давления
- Компоненты
- Сопла, одобренные IMO
- OH-L1
- ОН-L2
- OH-SW
- OH-SWC
- OH-PX1
- Форсунки, одобренные FM
- OH-OS
- OH-VSO
- Клапаны
- Модель WAC
- Модель C-EL
- Модель SUFA100
- Сухие форсунки OH-DPD
- Сухие форсунки OH-DPD
- Детекторы
- Детектор пламени
- Модель DA-1
- Установка
- OH-S36
- OH-R-T
- Системы и приложения
- Запасы биомассы
- Сопла, одобренные IMO
- Компоненты
- Пенообразователи
- Пены AFFF – AR
- Пена AFFF
- Протеиновая пена
- Пены с высоким коэффициентом расширения
- Фурнитура из пеноматериала:
- Мониторы
- Системы баков-дозаторов
- Системы высокого расширения
- Мобильное оборудование и прицепы
- Защита бака
- Системы газового пожаротушения
- Подавление чистых агентов
- Насосы
Обсуждение стилей канавок клапана с компонентами Ferrea Racing
 youtube.com/embed/zDXe-vW1ICs?rel=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/zDXe-vW1ICs?rel=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
При создании высокопроизводительного двигателя важны детали.Одна из мелких деталей, о которой вы, возможно, никогда не задумывались, – это тип стопорной канавки, используемой в штоке клапана. Недавно Ferrea Racing Components выпустила пару видеороликов, в которых подробно описаны наиболее распространенные типы канавок, представленные на рынке сегодня, и их индивидуальные плюсы и минусы.
Здесь обсуждаются три типа удерживающих канавок клапана. Слева направо это «три канавки» или «тройная канавка»; «бусинка» или «радиальная»; и канавка клапана «квадратная» или «в стиле Chevy».У каждого есть свои плюсы и минусы, что делает их очень специфичными для конкретного приложения.
Три маленьких бороздки
В первом видео Зик Уррутия, директор по маркетингу Ferrea Racing Components, кратко рассказывает о трех стилях грува. Во-первых, это клапан типа «с тремя канавками» или «с тремя канавками», который, как следует из названия, имеет три отдельных канавки, встроенных в шток.
«[Стиль с тремя канавками] широко используется производителями оригинального оборудования», – поясняет Уррутия.
«Основная функция канавки этого типа – позволить клапану физически вращаться на 360 градусов. Это вращение заложено в конструкции и позволяет седлу клапана очищаться от нагара ».
Конструкция с тремя канавками использует три канавки радиального типа и была спроектирована так, чтобы позволить клапану поворачиваться на 360 градусов для уменьшения накопления углерода на седле клапана. Эта конструктивная особенность сделала их популярными в OEM и высокопроизводительных уличных двигателях, но разрешенное вращение клапана нежелательно в специальных гоночных приложениях.
Он продолжает объяснять, что тройная канавка – отличная конструкция для OEM-производителей и высокопроизводительных уличных двигателей, но на самом деле она не оптимальна для гоночного двигателя. Уррутия также упоминает, что конструкция с тремя канавками требует в три раза большей обработки для каждого клапана, поэтому существует связанное с этим увеличение стоимости этой конструкции.
«Чтобы гоночный двигатель не допускал чрезмерного износа в области канавки, вам нужно наименьшее количество вращательного движения», – говорит он.
Круглая форма
Второй обсуждаемый тип канавок называется «бортовым» или «радиальным».Как видно на фотографиях, это одинарная канавка с полностью закругленной внутренней канавкой.
«Радиальная канавка обычно используется в дорожках качения. Он также используется в клапанах из нержавеющей и титановой стали, а также в конструкциях с полым штоком. На самом деле он очень популярен в титановых клапанах », – говорит Уррутия.
«Радиальная канавка работает очень хорошо, потому что закругленный край верхней части канавки прижимается к замку. Если он когда-либо попадает в неконтролируемое и / или чрезмерное движение клапана, радиус смягчает любые удары.”
Радиальные канавки – это конструкция, которая в настоящее время встречается в большинстве высокопроизводительных гоночных двигателей от NASCAR до Formula 1. Закругленная граница раздела между замком клапана и клапаном помогает смягчить воздействие замка на клапан во время неконтролируемых событий клапана, и при общем использовании снижает износ клапана до 30 процентов.
Закругленная граница раздела между замком клапана и клапаном помогает смягчить воздействие замка на клапан во время неконтролируемых событий клапана, и при общем использовании снижает износ клапана до 30 процентов.
Помимо предотвращения повреждений в случае худшего, он также предлагает примерно на 30 процентов больший срок службы штока клапана по сравнению с другими конструкциями. Радиальная канавка клапана также увеличивает время между освежением головок, ограничивая вращение клапана, предотвращая любой ускоренный износ из-за чрезмерного движения клапана, как это предусмотрено в трех канавках.
Быть квадратом – неплохо
Третий тип канавки – это «квадратная канавка». Этот дизайн, также известный как «Chevy-groove», был самым длинным. «Квадратная канавка – еще один популярный стиль канавки OEM. Это канавка типичного стиля, которая уже более 50 лет используется во многих двигателях », – говорит Уррутия.
Как следует из названия, профиль квадратной канавки имеет квадратную форму. Это самая широкая из предлагаемых канавок и имеет острые края – или «изломы», как их называет Уррутия, вверху и внизу канавки.
Это самая широкая из предлагаемых канавок и имеет острые края – или «изломы», как их называет Уррутия, вверху и внизу канавки.
Как следует из названия, квадратная канавка имеет множество плоских поверхностей. Ferrea немного изменила традиционный дизайн квадратной канавки и добавила закругления на острых краях, помогая этому дизайну, которому уже более 50 лет, оставаться актуальным и конкурентоспособным сегодня.
«Мы фактически переработали верхнюю и нижнюю кромки квадратных канавок, добавив им небольшой радиус. Это помогает смягчить удар по клапану в случае неконтролируемого движения клапана. Это все еще не так удобно, как радиальная канавка, но это улучшение », – объясняет Уррутия.
Он использовался как в оригинальных, так и в гоночных двигателях, и тот факт, что конструкция с квадратной канавкой ограничивает вращение конструктивно, как и радиальная канавка, делает его правильным выбором как для клапанов со сплошным штоком из нержавеющей стали, так и для титановых.
Правильный выбор
Как и в случае с большинством компонентов двигателя, здесь нет единого верного ответа.
«Если вы ищете то, что лучше всего в гоночном двигателе, радиальная канавка используется в NASCAR, Формуле 1 и многих других высокопроизводительных гоночных двигателях», – говорит Уррутия.«Радиальный канал сейчас так же популярен, как и квадратная канавка в наших клапанах из нержавеющей стали, и наиболее популярен в титановых клапанах».
Глядя на квадратную канавку как на конструкцию 50-летней давности, вы можете принять ее либо как проверенную временем и проверенную конструкцию, либо как конструкцию, которая длинна в зубе. Хотя, несмотря на то, что Ferrea обновила дизайн с квадратными канавками, он по-прежнему остается надежным исполнителем.
Хотя трехходовые клапаны уступают по общей популярности обоим другим стилям, они действительно служат своей цели в OEM и высокопроизводительных уличных приложениях, и делают это довольно хорошо. Независимо от предполагаемого использования двигателя, выбор правильной канавки для штока клапана может продлить срок службы клапанов и головки блока цилиндров, поэтому стоит потратить время и усилия, чтобы принять обоснованное решение.
Независимо от предполагаемого использования двигателя, выбор правильной канавки для штока клапана может продлить срок службы клапанов и головки блока цилиндров, поэтому стоит потратить время и усилия, чтобы принять обоснованное решение.
с канавкой для управления жидкостями. Выбор избранных поставщиков
Alibaba.com предлагает широкий ассортимент высококачественных, эффективных и надежных клапанов с канавкой для различных типов коммерческого и личного использования. Доступные в различных вариациях и моделях, эти продукты идеально подходят для всех видов машин и двигателей транспортных средств, обеспечивая оптимальную производительность.Клапан с канавкой Варианты , которые вы можете найти на сайте, изготовлены из прочных материалов, которые способствуют длительному сроку службы продуктов, и не имеют аналогов, когда речь идет о безупречном и постоянном потоке топлива в двигатели. Приобретайте эти уникальные и надежные канавочные клапаны от ведущих производителей и производителей в отрасли по умопомрачительной цене.
Ищете ли вы идеальный канавочный клапан для установки в двигатель вашего автомобиля для более плавного и равномерного потока топлива или если вам нужны прочные клапаны для оросительной системы, тяжелых машин, вы можете найти несколько категорий продуктов на сайте.Широкий ассортимент канавочных клапанов , доступных на Alibaba.com, совместим как с бензиновыми, так и с дизельными вариантами автомобилей и способен создавать постоянное противодавление для безупречного впрыска топлива. Эти канавочные клапаны представляют собой соленоиды, изготовленные из прочных металлов, таких как железо, латунь, которые могут годами выдерживать жесткие условия эксплуатации.
Поиск надежных запчастей, напрямую влияющих на производительность машин или двигателей транспортных средств, таких как канавочный клапан , действительно является сложной задачей, однако здесь, на сайте, вам предоставляется широкий выбор поставщиков.Эти сертифицированные продавцы хорошо зарекомендовали себя и могут предложить ваши товары премиум-класса по самым привлекательным ценам. Канавочный клапан способен хорошо контролировать текучую среду и отделять частицы пыли и твердые частицы от топлива для обеспечения улучшенных характеристик. Вы также можете настроить эти канавочные клапаны в соответствии с вашими требованиями, и они доступны в двух типах моделей, чтобы выдерживать низкотемпературное давление и высокотемпературное давление.
Канавочный клапан способен хорошо контролировать текучую среду и отделять частицы пыли и твердые частицы от топлива для обеспечения улучшенных характеристик. Вы также можете настроить эти канавочные клапаны в соответствии с вашими требованиями, и они доступны в двух типах моделей, чтобы выдерживать низкотемпературное давление и высокотемпературное давление.
Ознакомьтесь с различными линейками канавочных клапанов на Alibaba.com и купите эти продукты в рамках своей доступности и бюджета. Эти продукты тестируются и проверяются на предмет гарантии качества и иногда предлагаются вместе с послепродажным обслуживанием, например, с гарантийными сроками. Закажите их у ведущих поставщиков канавочных клапанов для выгодных сделок.
Обработка канавок / нарезание резьбы / Отрезка | Режущие инструменты
- Дом
- Новости (весь мир)
- Продукты
- Около
- Глобальный
- Продукты
- Режущие инструменты
- Продукты
- Обработка канавок / нарезание резьбы / Отрезка
- ТОП
- Продукты
- Продукты
- Каталоги
канадских долларов - Сервис
- Новости
- Приложения
- SDS
- Электронный информационный бюллетень
- Вход для участников
- Связаться
- Свяжитесь с нами
- Филиалы
- Глобальная сеть
- ТОП
- Продукты
- Продукты
- Каталоги
- CAD
- Сервис
- Новости
- Приложения
- SDS
- Электронный информационный бюллетень
- Вход для участников
- Контакт
- Свяжитесь с нами
- Филиалы
- Глобальная сеть
Обработка канавок / нарезание резьбы / Отрезка
- КПК серии
- Уникальный дизайн для превосходной производительности при отрезных операциях
- KGD / KGDF
- Глубокий наружный диаметр и обработка торцевых канавок Превосходное стружкодробление с помощью различных стружколомов для обработки различных материалов
- SIGC
- Недавно разработанная система зажима обеспечивает надежную фиксацию пластины для обеспечения высокоточной обработки. Минимальный диаметр резки ø8 мм
- PR1625
- Выравнивание расширения для обработки неглубоких канавок GBA. MEGACOAT NANO обеспечивает долгий срок службы инструмента и стабильную обработку.
- серии JCT
- Превосходный стружкодробление и длительный срок службы инструмента благодаря СОЖ под высоким давлением Большой модельный ряд держателей для токарной обработки, обработки внешних канавок, отрезки и нарезания резьбы.
- ГБА
- Инструмент для обработки внешних и внутренних канавок.Соответствует широкому спектру обработки твердосплавными и металлокерамическими сплавами
- SIGE
- Инструмент для обработки канавок внутреннего диаметра. Богатый репертуар с минимальным диаметром резки φ8 мм в двух углах. Спецификация
- TF
- Инструмент для нарезания резьбы. Добиться высокого качества, длительного срока службы инструмента и высокой экономической эффективности с помощью высокоточной пресс-формы
 Минимальный диаметр резки ø8 мм
Минимальный диаметр резки ø8 мм- Пластины токарные
- PV720 / PV730
- PR1725 / PR1705
- CCX
- CA025P
- AP Стружколом
- Стружколом PF
- PR005S / PR015S
- CA3 серии
- Стружколом TQ
- Стружколом WE / WF
- TN620 / PV720 TN610 / PV710
- Стружколом VC
- WP Стружколом
- CA5 серии
- P Серия
- Стружколом ПП положительный
- Кермет MEGACOAT
- CA45 серии
- CA65 серии
- PR13 / SW Серия
- PR1535
- Держатели токарные
- ZBMT серии
- JCT серии
- KPC серии
- Внешний токарный патрон с двойным зажимом
- Сверлильный брус с двойным зажимом
- Динамическая штанга
- AD Бар
- Обработка канавок / нарезание резьбы / Отрезка
- КПК серии
- КГД / КГДФ
- SIGC
- PR1625
- JCT серии
- GBA
- SIGE
- TF
- PCD / CBN / Керамика
- Стружколом AGT
- Стружколом APD
- H Стружколом серии
- KS6015 / KS6050 / CS7050
- PDL010
- PDL025
- КБН475
- КБН05М
- КБН570
- KPD001
- KS6030 / KS6040
- ПТ600М
- Мелкие инструменты
- Последние решения для обработки мелких деталей
- Серия стержней EZ
- Серия JCTM
- Решения для обработки алюминиевых сплавов
- PR1725 / PR1705
- SIGC
- Державка оси Y
- Стружколом GTP
- KGD-JCT для обработки мелких деталей
- KTKF-S
- KTKF-JCT
- GBF
- Стружколом LD
- GQ Стружколом для TKFB
- KGD для токарного станка
- Трехмерный стружколом с острой кромкой серии
- EZ Bar Plus
- KTKF
- MEGACOAT серии
- Малый отрицательный вкладыш (двусторонний)
- Держатель на гусиной шее
- Держатель фланца
- Фрезерование
- MFH Повышение
- МэВ
- MFSE45
- MFWN Мини
- MFF
- MFLN
- МЕХТ
- PR015S
- MEAS
- MFH серии
- MFSN88
- MFPN66
- TN620M
- MFAH
- МФК
- MFH
- MFH Микро
- MEW
- MFWN
- МФПН
- MRX
- MRW
- PR1535 / CA6535
- Модульная концевая фреза
- MSRS90
- MSR
- MEC
- MST
- HS-MFAL
- Бурение
- Высокоточная обработка стали HQP
- KDA
- DRA
- Приставка для снятия фаски DRA
- 2ZDK-HP
- MagicDrill DRA Вставка для зенковки FTP
- ДРВ
- DRC
- DRX
- DRW
- Solid Tools (Твердые инструменты)
- 2КМБ
- KDA
- Прецизионные инструменты KYOCERA SGS
- Цельные инструменты с алмазным покрытием
- 2ZDK-HP
- 4MFK / 4MFR
- Инструменты для микропромышленности
- 4/5 / 6RFH
- 3AFK
- 2ZDK
- 4JER
- 4ТФК / 4ТФР
- 6ПФК / 8ПФК
- 2 SEB
- 3ZFK
- Пользовательские инструменты
- Регулируемый держатель
- Инструмент для обработки корпуса гидравлического клапана (чугун)
- Специальный инструмент для обработки лопаток турбины
- Инструмент для обработки корпуса клапана
- Инструмент для обработки корпуса рулевого механизма
- Инструмент для обработки корпуса конвертера
- Инструмент для обработки головки цилиндра
- Алмазный инструмент на заказ для автомобильной промышленности
- Специальный инструмент для аэрокосмической промышленности
- Пластины токарные
- Продукты
- Режущие инструменты
- Продукты
- Обработка канавок / нарезание резьбы / Отрезка
- Контакт
- Условия использования
- Конфиденциальность
- Карта сайта
Китай Индивидуальный автоматический гидравлический станок для нарезки канавок Поставщики, завод – оптовая цена прокатка канавок трубы.
 Это идеальная машина для заводского изготовления.
Это идеальная машина для заводского изготовления. Tuwei собирает всю машину и настраивает все функции перед упаковкой, клиентам нет необходимости собирать машину, но операторы должны использовать соответствующие верхний и нижний ролики и регулировать высоту трубы перед нарезанием канавок, есть необходимо знать о некоторых проблемах, которые могут возникнуть при использовании этой машины.
ПРОБЛЕМЫ, ПРИЧИНЫ И РЕШЕНИЕ
1.Неправильный размер канавки
1.1 Использование неправильных роликов для нарезания канавок
● Проверьте отметки на роликах перед установкой ролика на машину
1.2 Изношены канавочные ролики.
● Заменить канавочные ролики.
1.3 Установка Неправильная глубина канавки
● См. Руководство по эксплуатации. Существуют этапы регулировки размера канавки и глубины канавки.
2. Машина не запускается.
2.1 Питание не включено.
● Включите главный тормоз.
● Разблокируйте выключатель аварийной остановки.
● Нажмите на педаль.
2.2 Реле не в хорошем состоянии.
● Отрегулируйте реле времени.
● Отрегулируйте реле давления.
Примечание. Перед настройкой проконсультируйтесь с продавцом. Мы ответим в течение 24 часов.
3. Верхний ролик не катится
3.1 Поверхность верхнего ролика ржавая или грязная
● Очистка
3.2 Внутренняя труба грязная или ржавая
● Очистка
3.3 Износ верхнего ролика
● Заменить
4. При каждом круге слышен звук
4.1 Линия сварки на трубе
● Шлифовка линии сварки на трубе на расстоянии около 200 мм от конца трубы.
5. Во время обработки наблюдается эхо.
5.1 Конец трубы неровный или канавка не вертикальная
● Повторное шлифование конца или канавки трубы
5.2 Избыточное трение между трубой и верхним роликом.
● Нанесите воск
5.3 Опоры не в правильных положениях
● Регулировка
6. Разбавление по размеру
Разбавление по размеру
6.1 Опоры стоят выше
● Регулировка
6.2 Жесткая толкательная труба направляющего колеса вызывает отклонение центра трубы
● Сделайте направляющую- колесо назад, но все еще касается трубы
6.3 Подача быстрее
● Регулировка клапана потока
7. Канавка не может быть внизу
7.1 Слишком мало гидравлического масла в гидравлическом масляном насосе
● Добавление масла
7.2 Нижнее рабочее давление
● Регулировка перепускного клапана
8. Труба выходит из канавочных роликов.
8.1 Труба не выровнена по оси параллельно машине
● Выровняйте ось трубы параллельно машине и опоре с регулируемым по высоте материалом
● Отрегулируйте положение опор трубы
8.2 Изношенные или неисправные канавочные ролики
● Заменить канавочные ролики.
8.3 Неправильная установка трубы большой длины.
● Подставка для труб должна быть размещена на 3/4 длины трубы
8.