Станок для ремонта фазных роторов и якорей с функцией проточки РИФЖ 442219.008 – ОАО СКЭР СТО
Как к вам обращаться?
Телефон
E-mail
Дополнительная информация
Станок для ремонта фазных роторов и якорей с функцией проточки предназначен для продораживания коллекторов якорей, для выемки стержней из пазов роторов электрических машин и для бандажирования проволокой или стеклолентой роторов, якорей, демонтажа клиньев ротора.
- Операция продораживания (продорожки) коллекторов:
На станок устанавливается якорь, коллектором в сторону шпинделя. Выставляется фреза в начальную точку фрезерования, в параметрах на обрабатываемый коллектор устанавливаеться количество обрабатываемых ламелей, а также глубина и длина фрезерования. Включается привод фрезы и производится продораживание коллекторной прокладки в автоматическом режиме. Для продорожки следующих прокладок якорь проворачивается также в автоматическом режиме. Фрезерная головка после начала фрезерования переходит в режим самоцентрирования, что позволяет производить обработку коллекторов имеющих спиральную форму ламелей (характерно для ремонтных якорей).
Фрезерная головка после начала фрезерования переходит в режим самоцентрирования, что позволяет производить обработку коллекторов имеющих спиральную форму ламелей (характерно для ремонтных якорей). - Операция по выемке стержней:
На станок устанавливается ротор, контактными кольцами в сторону шпинделя. Выставляется маховиком на соответствующую высоту ролик с канатом и захватом
зажимается удаляемый стержень. Включается правым ножным выключателем привод лебедки и производится выемка стержня. Для выемки следующих стержней привод
проворачивается на шаг. - Операция бандажирования роторов, якорей:
К ротору, в зону намотки бандажа, с помощью привода подводится бандажировочное приспособление. На него устанавливается кассета с проволокой или стеклолентой.
Производится заправка бандажного материала на ротор, устанавливается необходимый натяг бандажа. После задания ширины, количества слоев и шага намотки бандажной зоны, включается привод шпинделя и производится бандажирование ротора в автоматическом режиме. Также позиционирование супорта можно производить вручную. - Операция зачистки и шлифовки коллекторов:
На станок устанавливается якорь, коллектором в сторону шпинделя. Щетка подводится к поверхности коллектора на необходимую высоту, включается привод и производится зачистка коллектора, подача щетки автоматическая. Для шлифовки коллектора устанавливается шлифовальная шкурка. - Операция проточки коллекторов:
На станок устанавливается якорь, коллектором в сторону шпинделя. Фреза подводится к поверхности коллектора на необходимую высоту, включается привод шпинделя фрезы и производится проточка коллектора, подача фрезы продольной плоскости автоматическая, подача фрезы поперечной плоскости ручная.
 Фрезерная головка после начала фрезерования переходит в режим самоцентрирования, что позволяет производить обработку коллекторов имеющих спиральную форму ламелей (характерно для ремонтных якорей).
Фрезерная головка после начала фрезерования переходит в режим самоцентрирования, что позволяет производить обработку коллекторов имеющих спиральную форму ламелей (характерно для ремонтных якорей). Также позиционирование супорта можно производить вручную.
Также позиционирование супорта можно производить вручную.Возможно изготовление по техническому заданию заказчика.
Сопутствующее оборудование для продорожки коллекторов:
Станок для ремонта фазных роторов, якорей РИФЖ 442219.003
| Габаритные размеры обрабатываемого ротора, мм: | |
| – диаметр | 80. ..1500 ..1500 |
| – длина | 200…3500 |
| Габаритные размеры обрабатываемого коллектора, мм: | |
| – диаметр | 80…1000 |
| – длина | 20…500 |
| – допустимый угол наклона изоляционных пластин, градусов | ±3º |
| Максимальный диаметр шеек ротора, мм | 200 |
| Максимальная масса обрабатываемого ротора, кг | 8000 |
| Максимальная скорость фрезерования, мм/сек | 20 |
| Скорость вращения фрезы, об/мин | 4500 |
| Максимальный расход воздуха, л/мин | 800 |
| Привод шпинделя | электромеханический |
| Скорость вращения ротора при фрезеровании, об/мин | 0,01-0,1 |
| Продольное перемещение фрезы, мм | 500 |
| Поперечное перемещение фрезы, мм | 500 |
| Скорость перемещения узла бандажирования, мм/мин | 360-1800 |
| Скорость вращения ротора при бандажировании, об/мин | до 20 |
| Максимальная ширина бандажной стеклоленты, мм | 30 |
| Максимальная диаметр бандажной проволоки, мм | 2 |
| Максимальная скорость вращения ротора при точении, об/мин | 600 |
| Скорость вращения шлифовальных щеток, об/мин | 3000 |
| Максимальное допустимое усилие на лебедке, кгс | 1000 |
| Привод перемещения задней/передней бабки | электромеханический |
| Параметры питающей сети | 3~ 50Hz 380V AC |
| Установленная мощность, кВт | 11 |
| Габариты, мм: | |
| – длина | 6300 |
| – ширина | 2200 |
| – высота | 2070…2110 |
| – высота оси центров | 1330. ..1370 ..1370 |
| Масса, кг | 2850 |
Станок для ремонта фазных роторов, якорей, станок для продорожки коллекторов
Станок для ремонта фазных роторов, якорей РИФЖ 442219.003
- Бабка шпиндельная
- Приспособление для продораживания коллекторов
- Станина с тяговой лебедкой
- Приспособление для бандажирования роторов, якорей
- Бабка задняя
- Захват
- Правый ножной выключатель
- Левый ножной выключатель
Станок предназначен для продораживания (продорожки) коллекторов якорей, для выемки стержней из пазов роторов электрических машин и для бандажирования проволокой или стеклолентой роторов, якорей.
Операция продораживания коллекторов: На станок устанавливается якорь, коллектором в сторону шпинделя. Выставляются фреза на необходимую высоту и ограничитель горизонтальной подачи фрезы. Включается привод фрезы и производится продораживание коллекторной прокладки, подача фрезы ручная. Для продорожки следующих прокладок якорь проворачивается на шаг с помощью маховика.
Выставляются фреза на необходимую высоту и ограничитель горизонтальной подачи фрезы. Включается привод фрезы и производится продораживание коллекторной прокладки, подача фрезы ручная. Для продорожки следующих прокладок якорь проворачивается на шаг с помощью маховика.
На станок устанавливается ротор, контактными кольцами в сторону шпинделя. Выставляется маховиком на соответствующую высоту ролик с канатом и захватом зажимается удаляемый стержень. Включается правым ножным выключателем 7 привод лебедки и производится выемка стержня. Для выемки следующих стержней привод проворачивается на шаг.
Операция бандажирования роторов, якорей: К ротору, в зону намотки бандажа, с помощью привода подводится бандажировочное приспособление. На него устанавливается кассета с проволокой или стеклолентой. Производится заправка бандажного материала на ротор, устанавливается необходимый натяг бандажа. Левым ножным выключателем 8 включается привод шпинделя и производится бандажирование ротора. При этом шаг подачи (раскладки) бандажа производится как вручную, так и автоматически с помощью коробки передач.
При этом шаг подачи (раскладки) бандажа производится как вручную, так и автоматически с помощью коробки передач.
Для ускоренного перемещения бандажировочного приспособления и задней бабки в станке имеются приводы.
|
№ п.п. |
Характеристика |
|
|
1 |
Габаритные размеры обрабатываемого ротора, мм: – диаметр – длина |
80…1500 200…3500 |
|
2 |
Габаритные размеры обрабатываемого коллектора: – диаметр, мм – длина, мм – допустимый угол наклона изоляционных пластин, градусов |
80. ±3º |
|
3 |
Диаметр опорных шеек ротора |
30…250 |
|
4 |
Скорость фрезерования, мм/сек |
0,02-10 |
|
5 |
Скорость вращения фрезы, об/мин |
4500 |
|
6 |
Привод шпинделя |
электромеханический |
|
|
Скорость вращения ротора, об/мин |
0,01-0,5 |
|
8 |
Продольное перемещение фрезы, мм |
500 |
|
9 |
Поперечное перемещение фрезы, мм |
750 |
|
10 |
Механизм фиксации наклона фрезы |
пневматический |
|
11 |
Длина перемещения бандажировочной каретки, мм |
3500 |
|
12 |
Усилие натяжки бандажной ленты, Н |
680-1180 |
|
13 |
Механизм торможения ленты |
механический |
|
14 |
Скорость вращения ротора при бандажировании, об/мин |
до 120 |
|
15 |
Параметры питающей сети |
3~ 50Hz 380V AC |
|
16 |
Суммарная мощность установленного электрооборудования, кВт |
~12 |
|
17 |
Габариты: – длина, мм – ширина (глубина), мм – высота, мм – высота оси центров, мм |
6000 ~2700 2000 1450 |
|
18 |
Масса, кг |
до 3000 |
|
19 |
Максимальная масса обрабатываемого ротора, кг |
3500 |
 ..1000
..1000Назад в раздел
Коллекторы – Machine Inc.

Слово «манифольд» означает «состоящий из многих», а коллекторы чаще всего рассматриваются как единый блок контура с рядом отверстий, которые все соединены. Machine Incorporated производит широкий ассортимент коллекторов практически для любой отрасли, где они требуются как из обычных, так и из экзотических пластмасс и металлов. Мы понимаем потребность в надежных коллекторах и подходим к каждому проекту с целью предоставить коллекторы, обеспечивающие именно ту производительность, которая необходима для данной функции.
Мы обеспечиваем высокое качество результатов, низкие производственные затраты и быструю доставку.
Наши передовые возможности фрезерной обработки с ЧПУ, комплексные услуги по сборке и современные услуги по механической обработке позволяют нам предоставлять полный комплекс услуг по обработке коллекторов, предназначенных для различных применений. Иногда к ним относятся:
- Коллекторы для аэрокосмической промышленности
- Коллекторы управления подачей топлива
- Коллекторы для диагностического оборудования
- Коллекторы для радиаторов
- Коллекторы для клапанов регулирования давления
- Коллекторы для насосов
- Коллекторы для медицинского оборудования
- Коллекторы терморегулирования для аэрокосмической промышленности
- Коллекторы управления температурой
В Machine Inc мы гордимся тем, что можем предоставить решение с полным спектром услуг. Независимо от того, означает ли это разработку каждой части вашего коллектора собственными силами, координацию с другим поставщиком или получение деталей из нескольких источников, мы можем это сделать.
Независимо от того, означает ли это разработку каждой части вашего коллектора собственными силами, координацию с другим поставщиком или получение деталей из нескольких источников, мы можем это сделать.
От фрезерования коллекторов с ЧПУ до полного производства и сборки — наши клиенты получают коллекторы, в которых они нуждаются, с правильными характеристиками. Наши возможности позволяют нам производить и предоставлять фрезерные станки с ЧПУ для коллекторов из различных материалов. Некоторые из них включают:
- Алюминиевые коллекторы
- Фрезерование с ЧПУ для пластиковых коллекторов
- Коллекторы из авиационных сплавов
- Коллекторы Peek
- Коллекторы из ПВХ, обработанные
- Коллекторы из нержавеющей стали
- Коллекторы Ultem
Specialized Components
В Machine Incorporated мы имеем большой опыт работы с инженерами и дизайнерами, предоставляя информацию о технологичности новых конструкций для оптимизации экономии средств, когда продукт переходит на этап производства. От прототипов до готовой продукции, включая соединители, компоненты насосов и клапанов, корпуса, приборы и оптику. Наши уникальные методы настройки и опыт производства позволяют нам давать вам ценные отзывы о дизайне на этом важном этапе запуска нового дизайна. Мы готовы принимать практически все файлы CAD и Solids, создавать прототипы, а затем беспрепятственно переходить к производству.
От прототипов до готовой продукции, включая соединители, компоненты насосов и клапанов, корпуса, приборы и оптику. Наши уникальные методы настройки и опыт производства позволяют нам давать вам ценные отзывы о дизайне на этом важном этапе запуска нового дизайна. Мы готовы принимать практически все файлы CAD и Solids, создавать прототипы, а затем беспрепятственно переходить к производству.
Компания Machine Inc. может помочь вам проанализировать возможности вашего прототипа и предоставить ценную обратную связь. Не стесняйтесь обращаться к нам с вопросами.
Основное внимание в Machine Incorporated можно свести к одному: качеству. Это означает, что вы можете рассчитывать не только на обработанные коллекторы высочайшего качества, но и на высокое качество обслуживания, что означает более быструю доставку, более низкие производственные затраты и исключительную помощь в проектировании и проектировании.
Благодаря бережливому производству и параллельному инжинирингу мы оптимизируем каждый аспект проектирования, проектирования и производственного процесса, чтобы максимизировать производительность и обеспечить лучший конечный продукт. В нашем бизнесе очень важно оставаться в рамках бюджета. Вот почему мы используем наш опыт, чтобы предложить помощь в проектировании и выборе материалов, чтобы избежать траты денег на переработанные коллекторы и детали.
В нашем бизнесе очень важно оставаться в рамках бюджета. Вот почему мы используем наш опыт, чтобы предложить помощь в проектировании и выборе материалов, чтобы избежать траты денег на переработанные коллекторы и детали.
Горизонтальное фрезерование алюминиевого коллектора для воздушного компрессора
Горизонтальное фрезерование алюминиевого коллектора для воздушного компрессора
Производитель воздушных компрессоров обратился к Hogge Precision за алюминиевым коллектором для использования в медицине. Работая в тесном сотрудничестве с клиентом от начала до конца, в том числе предлагая предложения по дизайну для минимизации затрат, мы закупили все сырье, а затем выполнили горизонтальную фрезеровку с ЧПУ, используя наше высокотехнологичное оборудование. Мы фрезеровали профиль, канавки и пазы, а также выполняли сверление, растачивание и нарезание резьбы отверстий и портов. Наконец, мы анодировали и собрали коллектор.
Изделие изготовлено из прочного алюминия 6061. Его размеры составляли 15 дюймов в длину, 5 дюймов в высоту и 10 дюймов в ширину. Мы работали с допусками до ± 0,001”. Проведена полная серия испытаний и проверок готовой детали, что гарантирует абсолютное качество и точность.
Его размеры составляли 15 дюймов в длину, 5 дюймов в высоту и 10 дюймов в ширину. Мы работали с допусками до ± 0,001”. Проведена полная серия испытаний и проверок готовой детали, что гарантирует абсолютное качество и точность.
Еда на вынос
Наш клиент нанял нас, чтобы мы ежемесячно поставляли ему 10 таких алюминиевых коллекторов. Они были и остаются очень довольны нашей работой.
Этот компонент изготовлен из цельного алюминия 6061. Кроме того, мы производим и/или закупаем все компоненты, собираем их и отправляем заказчику.
Hogge Precision является сертифицированным по стандарту ISO 9001:2015 контрактным производителем компонентов с прецизионной обработкой.
Узнайте о наших возможностях
Спецификации проекта
Благодаря нашим квалифицированным механикам и современному оборудованию, мы можем соответствовать определенным допускам и спецификациям, чтобы создать наилучшее решение для наших клиентов.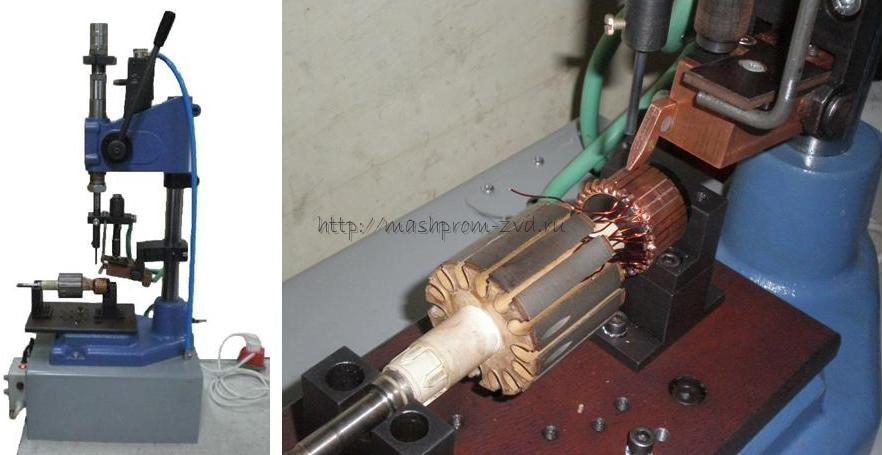 Ниже приведены некоторые характеристики и детали оборудования этого проекта:
Ниже приведены некоторые характеристики и детали оборудования этого проекта:
- Самые жесткие допуски, которые могут быть соблюдены, находятся в пределах ± 0,001″
- Компонент изготовлен из алюминия марки 6061.
- Основным используемым оборудованием был горизонтальный обрабатывающий центр.
Механически обработанные компоненты от Hogge Precision
Алюминиевые коллекторы — одно из множества решений, которые может производить Hogge Precision. Руководствуясь стремлением стать ведущим поставщиком и производителем разнообразных компонентов и узлов с прецизионной механической обработкой, компания Hogge Precision готова предложить идеальное решение для нужд наших клиентов.
Для получения дополнительной информации об этом проекте или о других наших продуктах и услугах, пожалуйста, свяжитесь с Hogge Precision.
Работайте с нами над вашим следующим проектом
Уже более 30 лет Hogge Precision является ведущим поставщиком и контрактным производителем прецизионных деталей и узлов высочайшего качества для клиентов по всему миру.