Вальцовочный станок для металла Декор-2 от производителя
Вальцовочный станок Декор-2 выдавливает рисунок на металлопрокате
Предназначен для офактуривания (нанесения рифления, рисунка) проката черного и цветного металла. Блок ВБ2, стоящий на станке, имеет два ведущих вала, что позволяет обеспечить более глубокое и четкое офактуривание поверхности металлопроката. Исключает проскальзывание заготовки.
Возможности Декор-2:
Узнать ценуУзнать цену
Оставьте свои данные и мы дадим вам ответ максимально быстро.Внимание акция!!!
Если вы хотите экономить
покупая по самой низкой цене
Пришлите счет
который собираетесь платить
и мы сделаем вам встречное предложение
на более выгодных условиях.
То есть дешевле!!!
Сэкономим ваше время.
Подберем оптимальный вариант.
Позвоните нам:
WhatsAPP, Viber
Базовая комплектация
Артикул / Название
Что делает / Описание
Заготовка
Цена
ВБ2
Наносит рисунок и фактуру на металлопрокат методом холодной обработки металла давлением.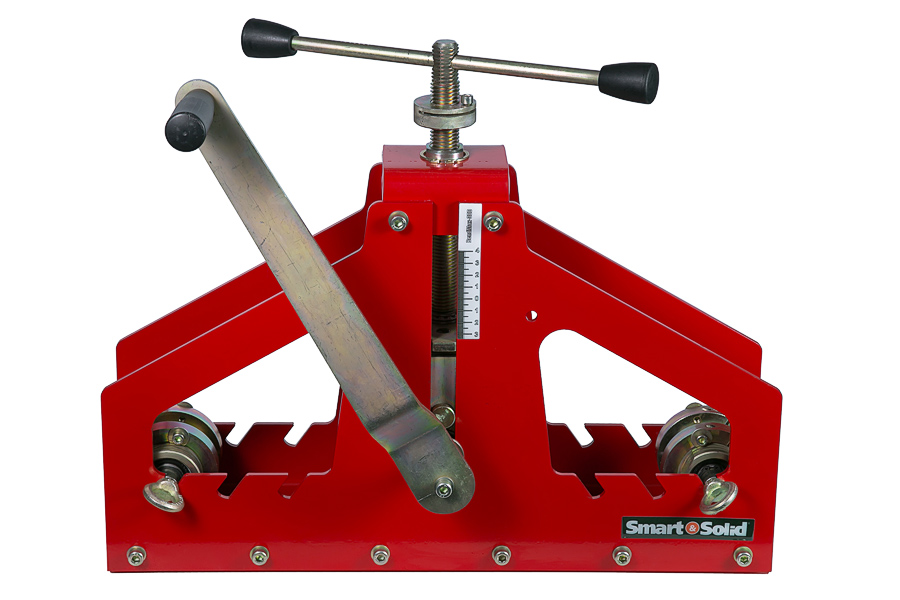
Привод-Д-ВБ2
Направляющее приспособление
Д2-01/04
Направляющее устройство для квадрата
Предназначено для направления металопроката квадратного сечения при офактуривании на блоке по ребру. |
Д2-01/03
Направляющее приспособление для полосы
Предназначено для направления металлопроката квадратного и круглого сечения, профильной трубы и полосы при работе на Вальцовочном блоке. |
Накатные ролики для Вальцовочного Блока (ВБ2)
Д2-21
Ролик накатной Д2-21
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-3
Ролик накатной Д2-3
Д2-0/1
Ролик накатной Д2-0/1
Предназначен для обминания металлопрката квадратного и круглого сечения по плоскости и по ребру (ролики работают в паре верхний, нижний) |
Дополнительная комплектация
Артикул / Название
Что делает / Описание
Заготовка
Накатные ролики для Вальцовочного Блока (ВБ2)
Д2 -0/0
Ролик нижний Д2 -0/0
Предназначен для протяжки заготовки на вальцовочном блоке |
Д2-0/1
Ролик накатной Д2-0/1
Предназначен для обминания металлопрката квадратного и круглого сечения по плоскости и по ребру (ролики работают в паре верхний, нижний) |
Д2-0/2
Ролик накатной Д2-0/2
Д2-ПТУ10
Ролик накатной Д2-ПТУ10
Д2-ПТУ15
Ролик накатной Д2-ПТУ15
Предназначен для подготовки (усиления)профильной трубы15*15) |
Д2-ПТУ20
Ролик накатной Д2-ПТУ20
Предназначен для подготовки (усиления)профильной трубы 20*20) |
Д2-ПТУ25
Ролик накатной Д2-ПТУ25
Предназначен для подготовки (усиления)профильной трубы 25*25) |
Д2-ПТУ30
Ролик накатной Д2-ПТУ30
Предназначен для подготовки (усиления)профильной трубы 30*30) |
Д2-1
Ролик накатной Д2-1
Д2-2
Ролик накатной Д2-2
Предназначен для офактуривания полосы 20*4 |
Д2-3
Ролик накатной Д2-3
Д2-4
Ролик накатной Д2-4
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-РК
Ролик накатной Д2-РК
Д2-5
Ролик накатной Д2-5
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-28
Ролик накатной Д2-28
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-9
Ролик накатной Д2-9
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-11
Ролик накатной Д2-11
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-12
Ролик накатной Д2-12
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-13
Ролик накатной Д2-13
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-14
Ролик накатной Д2-14
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-14/150
Ролик накатной Д2-14/150
Предназначен для офактуривания полосы 150*4, 150*2 |
Д2-15
Ролик накатной Д2-15
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-16
Ролик накатной Д2-16
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-17
Ролик накатной Д2-17
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-17/1
Ролик накатной Д2-17/1
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-18
Ролик накатной Д2-18
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-20
Ролик накатной Д2-20
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-21
Ролик накатной Д2-21
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-22
Ролик накатной Д2-22
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-23
Ролик накатной Д2-23
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-24
Ролик накатной Д2-24
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-26
Ролик накатной Д2-26
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-8
Ролик накатной Д2-8
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-29
Ролик накатной Д2-29
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-30
Ролик накатной Д2-30
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-32
Ролик накатной Д2-32
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-36
Ролик накатной Д2-36
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-37
Ролик накатной Д2-37
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-38
Ролик накатной Д2-38
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-39
Ролик накатной Д2-39
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-41
Ролик накатной Д2-41
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-h2
Ролик накатной Д2-h2
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-h4
Ролик накатной Д2-h4
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-h5
Ролик накатной Д2-h5
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Д2-H5
Ролик накатной Д2-H5
Предназначен для офактуривания полосы 40*4, 40*6, 40*8 |
Комплект валов для офактуривания квадрата, круга и профильной трубы
Д2-ПП
Комплект валов «Перильная полоса»
“Предназначен для изготовления поручней из круглой трубы. |

Круглая труба: 42 мм.
Д2-ПР
Приспособление горизонтальной правки
Предназначено для окончательной правки офактуренного изделия. |
Д2-К
Комплект валов «Короед»
Предназначен для нанесения рисунка на металлопроката квадратного сечения. |
квадрат: 10*10,12*12,14*14,16*16,20*20 мм.
Д2-Р
Комплект валов «Римский»
“Предназначен для офактуривания металлопроката квадратного сечения. |
квадрат: 10*10,12*12,14*14,16*16,20*20 мм.
Д2-Л
Комплект валов “Лоза”
“Предназначен для нанесения фактуры “”виноградная лоза”” на металлопрокат круглого сечения. |
 “
“Круг: 6, 8, 10, 12, 14, 16, 20 мм.
Д2-ПТО 20/30/40
Комплект валов «Профильная труба»
“Предназначен для офактуривания профильной |
Проф. труба: 20*20,30*30,40*40 мм.
Д2-ПТО 15/25/60
Комплект валов «Профильная труба»
“Предназначен для офактуривания профильной ведущий и ведомый валы в сборе с корпусами и подшипниками.” |
Проф. труба: 15*15,25*25,60*40 мм.
Технические характеристики Декор-2
| Мощность электродвигателя: | 3,0 кВТ. |
| Ток питания сети: | 380 В, 50 Гц, переменный, “трехфазный” (220V – под заказ). |
| Частота вращения рабочих валов: | 8,5 об/мин. |
| Направление вращения: | реверсивное. |
| Габаритные размеры: | 970х816х950мм. |
| Масса: | 304 кг. |
Область применения вальцовочного станка
Офактуренный с помощью вальцовочного станка Декор-2 металлопрокат используют при изготовлении перил, кованой мебели, ограждений и в других изделиях художественной ковки.
Целесообразно купить вальцовочный станок для мелкосерийного и серийного производства изделий холодной художественной ковки.
Устройство станка для вальцовки труб, полосы, квадрата Декор-2
Рисунок 1. Схема вальцовочного блока ВБ2 с направляющим устройством для полосы и рихтовочным устройством. 1. Направляющее приспособление для квадрата. |

Станок для вальцовки состоит из:
- Привода, на который устанавливается вальцовочный блок ВБ2
- Рабочего блока ВБ2, в комплект которого входит:
- корпус, собранный из стальных плит толщиной 20мм;
- вальцовочный узел;
- устройство для правки;
- направляющее приспособление для полосы;
- направляющее приспособление для квадрата.
Принцип работы кузнечного оборудования для вальцовки Декор-2
Электродвигатель через редуктор, блок шестерён и кулачковые муфты пере-даёт вращение на верхний и нижний валы вальцовочного блока с установленными на них накатным и ведущим роликами. Заготовка, проходя через зазор между роликами, приобретает рельеф, заданный формой накатного ролика. Далее заготовка попадает в устройство для правки, состоящее из верхнего и нижнего балансиров, где принимает прямолинейную или, по желанию оператора, криволинейную форму в горизонтальной плоскости. При необходимости Вальцовочный блок может быть укомплектован дополнительным приспособлением горизонтальной правки Д2-ПР.
При необходимости Вальцовочный блок может быть укомплектован дополнительным приспособлением горизонтальной правки Д2-ПР.
Станок для гибки профильной трубы
Станок для гибки профильной трубы необходим для придания требуемого угла профиля или трубы. Такой станок может пригодиться для хозяйственных нужд на приусадебном участке и не только.
Разновидности станков для гибки профильной трубы
- Станок для гибки профильной трубы рычажный, гидравлический, изгибающий изделия из металла под углом. Этот станок изгибает трубы при помощи рычага с приложением усилия в конкретной точке.
- Роликовый станок для гибки профиля. Такая конструкция позволяет гнуть трубы профильные под плавным радиусом по принципу вальцовки (раскатки).
Имея такой станок в хозяйстве можно выполнять большой спектр работ. Его можно использовать для изготовления теплиц, навесов, козырьков и других изделий из круглого проката и профильных материалов, имеющих переменный радиус. Поэтому для человека привыкшего делать в доме все самостоятельно, без такого станка не обойтись.
Поэтому для человека привыкшего делать в доме все самостоятельно, без такого станка не обойтись.
Гибка профильных труб с помощью такого оборудования осуществляется комфортно и удобно. Подобный станок можно также применять для изгибания не только профильных труб, но и профилей из меди, алюминия, стали и т.д.
Особенности работы станка для гибки профильной трубы
- Данное оборудование позволяет гнуть трубу в соответствии с заданными параметрами (размером и формой). Конструктивные особенности оборудования позволяют выполнять операции с трубами согласно требований к монтажу. Применение оборудования исключает возникновение заломов и сплющивания, это позволяет профилю сохранять прочность после операции сгибания.
- Станок для гибки профильной трубы позволяет устанавливать оптимальные направления поворотов трубы, и в итоге использовать в помещении свободное пространство более рационально. Использование такого оборудования позволяет получить ощутимую экономию усилий, и повысить при этом эффективность эксплуатации монтируемой системы, так как используя данный станок нет необходимости применения всевозможных фитингов и сварочного аппарата.


Конкретный станок для гибки профильной трубы выбирают исходя из планируемого вида работ и применяемого материала.
Разделы: Гибочные станки, Станки для холодной ковки, Холодная ковка
Метки: ковка металла в домашних условиях, Ковка- основы, операции ковкиСарМетКон
Вальцовка металла – технологическая операция деформирования обрабатываемого материала, трубы, швеллера или листа, под давлением. Вальцовка является наиболее простым способом изготовления металлических труб и других предметов путем гибки листового металла.
Принцип действия технологии вальцевания весьма прост – металлические листы загружаются в вальцовочный станок, где они скручиваются под воздействием давления. В результате, такая холодная гибка металла способна быстро превратить листовой металл в округлый цилиндр (трубу). Вальцовка листового металла – самый простой способ получить трубу нужного диаметра.
Метод вальцевания также используется для гибки труб, профильных труб и гибки швеллера. Гибка труб, листового металла и швеллера – это чрезвычайно востребованная технология, имеющая большое значение для некоторых отраслей промышленности и строительства.
Гибка труб, листового металла и швеллера – это чрезвычайно востребованная технология, имеющая большое значение для некоторых отраслей промышленности и строительства.
В строительстве пользуется большой популярностью гибка профильной трубы и листового металла. Согнуть трубу можно несколькими способами. Многие используют для сгиба трубы подручные инструменты, хотя качественно согнуть трубу условиях не возможно. Идеально согнуть трубу возможно используя технологию вальцевания (гибка труб в холодном состоянии. Этим способом согнуть трубы гораздо проще, чем каким бы то ни было.
Вальцовка позволяет изготовить как отдельные, самодостаточные детали (гибка трубы), так и элементы более сложных металлоконструкций (например: согнуть трубу, согнуть швеллер или осуществить холодную гибку металла для монтажа производственного помещения).
На нашем предприятии Вы можете заказать: вальцовку, гибку листового металла, вальцовка листового металла, вальцовка труб, вальцовка листа, гибку швеллера или гибка профильной трубы цена вас удовлетворит.
Специалисты нашей компании имеют богатый опыт в вальцовке и гибке листового металла, могут качественно выполнить вальцовку труб, в том числе гибку профильной трубы, что позволит получить согнутую трубу нужного радиуса.
Если вам необходима вальцовка, гибка листового металла, вальцовка листа, вальцоквка труб или гибка труб, мы готовы выполнить Ваш заказ по гибке металла качественно и в срок.
Мы предлагаем услугу вальцовки металлопроката
- Труба круглая до 80мм
- Труба профильная до 50мм
- Швеллер до № 30
- Лист до 16мм при ширине 2000мм
| Лазерная резка Гибка металла Сварка металла Шлифовка и полировка | Высокоточная и скоростная гибка металла осуществляется с помощью листогибочного станка с ЧПУ. Краткий перечень услуг по гибке металла, вальцовке металла, гибке профильных и круглых труб
|
 Благодаря данному оснащению наши специалисты делают профили любого сечения и форм длиной до 3 м. На данном оборудовании могут быть изготовлены и уголки, и швеллеры, и короба, и доборные элементы и детали корпусов, и многое другое. Для радиусной гибки труб (круглой и профильной трубы, прутков) мы используем трубогибочную машину. Полученные изделия применимы для криволинейных ограждений, мебели, арочных конструкций.
Вальцовка металла и формирование из плоского листа объемных деталей у нас происходит на трехвалковом гибочном станке. Из профильной и круглой трубы, а также из листового металла получаются конусной и круглой формы желоба, конусы и обечайки.
Благодаря данному оснащению наши специалисты делают профили любого сечения и форм длиной до 3 м. На данном оборудовании могут быть изготовлены и уголки, и швеллеры, и короба, и доборные элементы и детали корпусов, и многое другое. Для радиусной гибки труб (круглой и профильной трубы, прутков) мы используем трубогибочную машину. Полученные изделия применимы для криволинейных ограждений, мебели, арочных конструкций.
Вальцовка металла и формирование из плоского листа объемных деталей у нас происходит на трехвалковом гибочном станке. Из профильной и круглой трубы, а также из листового металла получаются конусной и круглой формы желоба, конусы и обечайки. д.
д. д.
д.Гибка металла СПб на заказ, гибка труб, гибка двутавра
ООО “ГНЁМ ВСЁ” является предприятием, специализирующимся на гибке любого вида сортового металлопроката, изготовлением и производством оборудования для гибки с индукционным нагревом и без.
Основным профилем компании является гибка двутавровых балок в любой плоскости. Гибка осуществляется как с индукционным нагревом, так и «на холодную». Наши уникальные станки способны выполнять гибочные работы любой сложности. Возможности гибки ограничены лишь Вашей фантазией так как на нашем оборудовании возможно все!
Компания ООО «ГНЁМ ВСЁ» предоставляет широкий спектр работ по гибке круглой трубы, профильной трубы, швеллера, листового металлопроката. Так же наша компания занимается изготовлением нержавеющих металлоконструкций: лестниц в бассейны, поручней для жилых и коммерческих помещений, ограждений любых видов, накопительных емкостей под разное давление.
Так же наша компания занимается изготовлением нержавеющих металлоконструкций: лестниц в бассейны, поручней для жилых и коммерческих помещений, ограждений любых видов, накопительных емкостей под разное давление.
Уникальной особенностью нашей компании является способность выполнять индивидуальные, уникальные работы, которые не сможет повторить ни одна компания. Среди которых: гибка листа толщиной 60 и более, гибка двутавра на ребро, гибка двутавра под монорельс, формовка отбортовок на конусе толщиной свыше 6мм, ротационная вытяжка деталей диаметром до 700мм.
Кроме того, мы оказываем следующие услуги: конструкторско-технологическое сопровождение, работа по чертежам Заказчика, помощь в разработке технической документации к проектам Заказчиков. К каждому заказчику у нас индивидуальный подход. Весь путь, от согласования цены и чертежей до отгрузки готовой продукции, проходит в открытом режиме и в сроки оговоренные заранее.
ООО ГНЁМ ВСЁ выполняет следующие работы: гибка труб, гибка двутавров, гибка уголков, гибка швеллеров, гибка квадрата, гибка листов и прочего сортового металлопроката. Мы изготавливаем нержавеющие металлоконструкции, производим вальцовку листового металла в полуобечайки и в обечайки разных диаметров и толщин.
Мы изготавливаем нержавеющие металлоконструкции, производим вальцовку листового металла в полуобечайки и в обечайки разных диаметров и толщин.
Станки для гибки металла | Трубогиб, трубогиб, профильный и секционный станок
ВИДЕОБИБЛИОТЕКА EAGLE
(страница вниз, чтобы увидеть больше видео)
EAGLE CP30 – Falcon Motorcycles Rolling Exhaust Pipe
EAGLE BA50 – Обратный изгиб
EAGLE CP40H – прокатка профиля
EAGLE CP30PR – Квадратный стержень с плотной катушкой
 youtube.com/embed/oUcBEMCyI40″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/oUcBEMCyI40″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
EAGLE CP40 – Универсальный гибочный станок для прокатки спирали
EAGLE CP40H – Универсальный угловой гибочный станок на “V”
EAGLE CP40H – прокатка профиля
EAGLE CP40H – Универсальный трубогиб
 youtube.com/embed/n3M4cTImsOo” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/n3M4cTImsOo” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
EAGLE BA50 – Профиль шляпки с ЧПУ
EAGLE CP60H – Прочный гидравлический универсальный вальцегибочный станок
EAGLE CP30M – Прокатная большая труба
EAGLE CP60H – прокатка рулона трубки в горизонтальном положении
 youtube.com/embed/aFosSK_hco4″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/aFosSK_hco4″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
EAGLE CP30M – Герметик трубка в трубке
EAGLE CP30 – Широкопрофильный ролик
EAGLE CP30PR – Намотка трубы Schd-40 в горизонтальном положении
EAGLE CP40H – Rolling Tube на телешоу “Monster House”
 youtube.com/embed/3B_jA-S2-z0″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/3B_jA-S2-z0″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Что такое профилегибочный станок? Опыт компании Comac в области производства и продаж, профильных и трубогибочных станков, угловых валков – производство и продажа прокатных станков – продажа бывших в употреблении станков
Профилегибочный станок – это станок для холодной гибки профилей различной формы и размера.Обычно станок используется в области металлообработки для гибки профилей, таких как трубы, прутки, уголки, Т-образные профили, U-образные профили и балки.
Наиболее важной частью станка являются валки (обычно 3), которые прикладывают к профилю комбинацию сил, результирующая которых определяет деформацию в направлении, перпендикулярном оси самого профиля. Различают профилегибочные станки:
• Принцип работы / конфигурация
• Drive
• Размеры
• Control
• Аксессуары
Рабочие фазы профилегибочного станка можно обозначить как:
1. Нагрузка сгибаемой детали: на этом этапе профиль вставляется между валками. При необходимости деталь может поддерживаться и не подвергается деформационным напряжениям.
Нагрузка сгибаемой детали: на этом этапе профиль вставляется между валками. При необходимости деталь может поддерживаться и не подвергается деформационным напряжениям.
2. Движение валков для достижения положения зажима: на этом этапе профиль блокируется между валками и может перемещаться вперед и назад, вращая валки. Оказываемое давление ниже, чем необходимое для деформации профиля.
3. Рабочая фаза: в этой фазе давление увеличивается и происходит деформация профиля за счет перемещения профиля и перемещения валков.
4. Разгрузка профиля: устраняется давление на профиль и увеличивается расстояние между валками, так что профиль может быть извлечен из машины.
Принцип работы оказывает непосредственное влияние на все фазы, но в основном на вторую и третью. Понятно, что для загрузки профиля на станок должно быть достаточное расстояние между валками. Также ясно, что для того, чтобы заблокировать профиль между валками и оказать давление, необходимо уменьшить это расстояние. Один или несколько бочек должны быть способны двигаться по отношению к другим.
Один или несколько бочек должны быть способны двигаться по отношению к другим.
Машины можно разделить, учитывая возможности движения валков:
• Машины двойного зажима
• Пирамидальные машины
• Стиль с одним зажимом
В профилегибочных машинах с двойным прижимом верхний валок имеет фиксированное положение, в то время как два нижних имеют возможность перемещаться и могут перемещаться независимо друг от друга.Этот тип машины является наиболее универсальным и, следовательно, позволяет добиться лучших характеристик. Возможность независимого перемещения нижних валков позволяет наилучшим образом управлять операциями зажима и гибки, позволяя работать симметрично и асимметрично.
В гибочных машинах пирамидального профиля нижние валки имеют фиксированное положение, а верхний может перемещаться вниз. С такой машиной можно работать только симметрично.
С такой машиной можно работать только симметрично.
В валках с одним прижимным углом может двигаться только один из нижних валков. С таким профилегибочным станком можно работать только асимметрично.
Преимущества и недостатки различных конфигураций профилегибочных машин
Основными аспектами, которые необходимо учитывать при определении преимуществ одной конфигурации профилегибочного станка по сравнению с другой, являются:
• Производственные затраты: трубогибочная машина с двойным зажимом – самая дорогая из всех построенных, поскольку в ней больше подвижных частей и, следовательно, больше компонентов.Станки для гибки профилей пирамидальной формы и однопозиционного типа имеют более или менее одинаковую производственную стоимость.
• Гибкость: угловые валки с двойным зажимом являются наиболее гибкими. Во время работы можно поддерживать стабильное положение профиля на стороне загрузки машины и использовать только валок на противоположной стороне для изгиба профиля. Таким же образом можно работать и на секционных гибочных станках с одинарным зажимом, но не на станках пирамидальной формы.
Таким же образом можно работать и на секционных гибочных станках с одинарным зажимом, но не на станках пирамидальной формы.
• Возможность выполнять предварительную гибку на концах профиля: профильные станки с двойным зажимом могут выполнять предварительную гибку на обоих концах профиля, в то время как для получения того же результата на угловых валках с одинарным зажимом это необходимо. необходимо вынуть деталь из машины, повернуть и снова вставить с противоположного конца. На машинах для гибки профиля пирамидальной формы предварительная гибка профиля невозможна.
Новые и бывшие в употреблении специалисты по трубогибочным станкам с ЧПУ
Люди, которые решают проблемы,Разрабатывают решения и формируют успех!
Как тратить меньше, но зарабатывать больше Прекратите тратить деньги – инвестируйте в качественные подержанные трубогибочные станки с ЧПУ. Высокая производительность – прибыльные решения. Наше обязательство перед нашими клиентами заключается в объединении самого большого в мире недорогого ассортимента высококачественных трубогибочных и торцевых станков , С минимальными инвестициями поможет вам быстро воплотить ваши проекты в реальность с помощью станков с ЧПУ со склада. у вас несправедливое преимущество перед конкурентами, чтобы выиграть новый бизнес. Все в отличном состоянии – В наличии сразу PROOFING PROOFING – Используя эти качественные бывшие в употреблении машины, вы выведите свое производство на новый высокий уровень. Дистанционная демонстрация может быть организована и рекомендуется. Сделайте 2021 год вашим Если вы не видите то, что ищете |
 Наша цель – дать возможность коллегам-профессионалам, руководителям / директорам производства и владельцам бизнеса, обеспечивая добавленную стоимость. Это означает, что для наших клиентов вы можете конкурировать, чтобы привлечь новых клиентов с минимальными вложениями и максимизировать отдачу от инвестиций.
Наша цель – дать возможность коллегам-профессионалам, руководителям / директорам производства и владельцам бизнеса, обеспечивая добавленную стоимость. Это означает, что для наших клиентов вы можете конкурировать, чтобы привлечь новых клиентов с минимальными вложениями и максимизировать отдачу от инвестиций. Повышение вашей способности производить качественные, точные воспроизводимые детали за счет более интенсивной, быстрой и продолжительной работы на трубогибочном станке. Кроме того, из-за низкой окупаемости инвестиций вы быстрее получаете прибыль.
Повышение вашей способности производить качественные, точные воспроизводимые детали за счет более интенсивной, быстрой и продолжительной работы на трубогибочном станке. Кроме того, из-за низкой окупаемости инвестиций вы быстрее получаете прибыль.Future Proof – Обновите и упростите ваши существующие без гарантии трубогибочные станки с ЧПУ. Установите контроллеры и программное обеспечение Phenix MORE , увеличивая добавленную стоимость, возвращая их к полной производственной мощности «Как новый» , обеспечивая дополнительные 10+ лет нового срока службы, экономя ваше время и массу денег, увеличивая рентабельность инвестиций до максимума – По машинам / инвестициям, которые вы уже купили и за которые заплатили!
Сделайте 2021 год вашим
Блог о трубопроводах и трубогибочных машинах – это средство общения, которое позволяет нам поддерживать связь с нашими клиентами и приносить пользу нашим клиентам. В нашем блоге вы найдете советы экспертов, идеи и новости отрасли. Мы приветствуем любые комментарии или вопросы, которые могут у вас возникнуть, и приглашаем вас поделиться ими с нами либо в разделе комментариев, либо обратившись к нам напрямую на нашей странице , свяжитесь с нами, .
В нашем блоге вы найдете советы экспертов, идеи и новости отрасли. Мы приветствуем любые комментарии или вопросы, которые могут у вас возникнуть, и приглашаем вас поделиться ими с нами либо в разделе комментариев, либо обратившись к нам напрямую на нашей странице , свяжитесь с нами, .
Пожалуйста, посетите наш блог здесь. Мы приглашаем вас подписаться на блог «Трубогибочные машины», чтобы получать наши последние статьи, новости и обновления.
<> <> <> <> <>
Повышение качества и упрощение – Мы упрощаем вам автоматизацию отдела гибки труб с помощью новейших технологий ЧПУ Phenix.
Почему мы разные… Инновационные индивидуальные решения – лучше выдерживают нагрузку
Покупайте с уверенностью.
Выберите автономную машину или полностью автоматизированную производственную ячейку.
Они могут работать усерднее, быстрее и дольше, чтобы увеличить ваше производство и прибыль!
Посмотрите, что возможно…
Мы знаем, что заниматься манипуляциями с трубками – значит иметь дело с неожиданностями.
Вам нужна надежная поддержка и резервное копирование, которое поможет вам в это важное время.
Слишком часто от трубогибочных станков с ЧПУ отказываются по той простой причине, что они не поддерживают старые, зачастую проприетарные системы управления, аппаратное и программное обеспечение.
Чаще всего легко ремонтируются или заменяются механические детали: подшипники, втулки, рычаги, шестерни, ШВП, гидравлика.
«Но электроника – нет»
Зная слабые места и недостатки большинства контроллеров ЧПУ, наши системы управления 21st Century Phenix MORE на много миль превосходят старые устаревшие и медленные системы и могут обеспечить резервное копирование ваших текущих станков для полной, высокоскоростной и надежной экономии производственных мощностей. ваши деньги и высвободите дополнительные 10+ лет производственной жизни!
Узнать больше
Трубогибы и трубогибы | Качественное трубогибочное оборудование
Ротационные волочильные и трубогибочные машиныErcolina идеально подходят для большинства операций по гибке.
Ротационная гибка с вытяжкой на сегодняшний день является основным методом высококачественной гибки труб. Изгибы образуются путем протягивания материала вокруг вращающегося формирователя центра изгиба. В частности, прямая касательная трубы или трубки удерживается в захватном рычаге гибочной матрицы Ercolina, когда труба протягивается вокруг и в канавку гибочной матрицы. Матрица для встречного изгиба или пресс-форма прилагает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Площадь контакта между вращающимся штампом для гибки и штампом для встречного гиба называется линией касания.Что отличает ротационную гибку с вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить изгибы труб высочайшего качества.
Подробнее о ротационных ленточнопильных станках Ercolina
Ротационные волочильные станкиявляются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, колена поручней и возврат стен, поручни для инвалидов, мебель и рамы для знаков, специальные детали автомобилей, такие как каркасы, щетки нерф-бары, легкие стойки, подножки и многое другое.Ротационные волочильные станки Ercolina создают эстетически приятные изгибы, если для этого подобрана правильная оснастка. Кроме того, во многих случаях стандартная готовая оснастка Ercolina предлагается с различными радиусами изгиба по осевой линии, чтобы быстро приспособиться к вашим условиям гибки. Стандартный инструмент для гибки часто может быть немного изменен при необходимости для соответствия конкретным требованиям к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями применения гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки труб из алюминия и нержавеющей стали. Ответ: «Да». и с отличными результатами. Гибочные штампы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам из стали, алюминия и нержавеющей стали.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные станки, которые могут производить гибки высокого качества, потому что нет ничего важнее, чем гибка с точностью и эффективностью.Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращательной вытяжкой. С нашими моделями поворотно-вытяжных машин Super и Top Bender у вас есть возможность точно контролировать процесс гибки трубы от начала до конца. Ercolina предлагает модели станков для всех уровней производительности гибки в цехе от прототипа до производства с ЧПУ или ЧПУ.
Быстрая и повторяемая качественная гибка
Конструкция ротационной вытяжной машины для гибки труб Ercolina привнесла новшества и изменила рынок, предлагая быструю и стабильную качественную гибку по разумной цене.Наша компактная и мощная конструкция обеспечивает большую гибкость и требует ограниченного пространства в цехе. Машины Ercolina производятся с использованием передовых компонентов и доказали свою надежность, предлагая клиентам душевное спокойствие на протяжении многих лет производства гибки. Для клиентов Ercolina это означает высококачественный продукт, обеспечивающий невероятные результаты. Машины Ercolina превосходят так называемые конкурирующие гибочные машины, в которых используется устаревшая гидравлика и концевые выключатели для контроля углов изгиба. Никаких медленных движений с храповым механизмом, до середины гибки не требуется трудоемкая настройка инструмента.Все гибочные машины Ercolina программируются на угол изгиба с компенсацией упругого возврата и полные изгибы на 180 градусов за один быстрый цикл.
Почему сейчас хорошее время для модернизации заводского трубогибочного оборудования?
Сегодняшнему заказчику-изготовителю требуются рентабельные решения, чтобы конкурировать на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб и труб, часто увеличивают свою долю на рынке и увеличивают важность для своих текущих клиентов.С помощью трубогибов и трубогибов Ercolina вы можете быстро производить гибочные работы в своем цехе и контролировать время и трудозатраты.
Цены на продукцию и гибочный станокErcolina вполне укладываются в бюджетный диапазон большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты, имеющие право на получение кредита, находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для максимальной финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды с разными сроками, чтобы удовлетворить ваши требования.Посетите нашу страницу вариантов аренды, чтобы получить дополнительную информацию о доступных вариантах аренды и получить оценку стоимости.
Остались вопросы?
Если вам требуется помощь, чтобы определить, какие трубогибы Ercolina подходят для вашего цеха, наши сотрудники хорошо обучены, чтобы помочь вам с вашими приложениями для гибки труб и труб. Звоните (563) 391-7700 или свяжитесь с нами.
MC150B – Профилегибочный станок
Профилегибочный станок MC150B NARGESA .Наш трубогиб MC150B разработан для минимизации производственных затрат и обеспечения максимальной производительности при гибке труб и профилей.
ЦЕНА 3.300,00 €
Он был изготовлен для различных профилей, таких как плоский стержень или стержневой профиль, Т-образный профиль, прокатный U-образный профиль, угол изгиба, гибочный твердый стержень, квадратного и круглого типа, спиральная труба или даже для изготовления квадратных, прямоугольных или круглых труб из разных материалов: чугун, углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий.Цель этих операций по гибке варьируется от изготовления теплиц, столов, стульев, автомобильных ограждений, дверей, окон, перил, заборов до бесчисленных металлических изделий.
Два приводных ролика. Два нижних ролика моторизованы и имеют накатку для лучшего захвата.
Безопасная передача с помощью плоских закаленных шестерен.
Диаметр осей: 40 мм.
Полезная длина осей: 74 мм.
Максимальная сила гибки круглой трубы: 2 дюйма или 50 мм.
Регулировка изгиба верхним валом, что позволяет без деформации изгибать размеры труб и профилей, а также профили большого диаметра.
Мы поставляем профилегибочный станок MC150B с 9 роликами и стандартными шайбами, которые можно комбинировать и изготавливать все виды профилей. (Квадратная труба, прямоугольный стержень, квадратный стержень, круглый и прямоугольный стержень, U-профиль, Т-образный профиль, угол, плоский стержень, кромочный стержень …) Только для специальных круглых труб, когда нам нужны специальные ролики.
Миллиметровая шкала для изгиба верхнего вала.
Два рабочих положения, горизонтальное и вертикальное на одном рабочем столе.
Корректирующие ролики по бокам для контроля деформации изгиба при изготовлении спиралей и винтовых лестниц.
Мощность двигателя: 0,75 кВт / 1 л.с.
Электропитание: 3 фазы, 230/400 В или 230 В, 1 фаза
Скорость роликов: 6 об / мин
Характеристики изгиба новой версии 2021 стальных и алюминиевых труб
Предисловие:
Гибка труб – один из наиболее распространенных процессов формования при производстве металлических деталей для различных отраслей промышленности. Фактически, изгибание труб считается основной операцией по формированию труб и трубопроводов в качестве конечного продукта или как часть системы.
Однако перед выполнением этой операции следует учесть некоторые аспекты.
Гибка стальных и алюминиевых трубБольшинство трубок имеют цилиндрическую форму, но также доступны овальные, квадратные и прямоугольные поперечные сечения. Обычная цель гибки труб – получение плавного круглого изгиба. Это просто, когда труба имеет большую толщину стенки и изгибается с большим радиусом.
Чтобы определить, имеет ли труба тонкую или толстую стенку, ее толщину сравнивают с ее внешним диаметром.Это соотношение называется пристеночным фактором.
Фактор стенки = Внешний диаметр трубы / Толщина стенки трубы
Если коэффициент стенки больше 30, труба классифицируется как тонкостенная труба. Толщина стенки не имеет смысла, если не связана с диаметром трубы.
Такое же сравнение проводится для определения того, является ли радиус изгиба узким или большим (степень изгиба)
Степень изгиба = радиус центральной линии изгиба / внешний диаметр трубы
Используются два фактора: коэффициент стенки и радиус изгиба для определения степени изгиба.При малом диаметре трубы и толстой стенке внутри трубы не требуется поддержки. По мере увеличения диаметра трубки. трубка становится слабее. Если вся толщина трубки уменьшается, это также делает ее более слабой. Силы, действующие на трубку, также становятся больше по мере уменьшения радиуса центральной линии изгиба.
В круглых полых профилях из нержавеющей стали практическое правило минимального радиуса изгиба – это диаметр, умноженный на три. Для прямоугольных или квадратных профилей соответствующего правила нет.
Когда металлическая трубка изгибается, происходят две вещи. Толщина внешней стенки уменьшается из-за растяжения материала, а внутренняя стенка становится толще.
Материал, образующий внешнюю часть изгиба, должен двигаться дальше и поэтому растягивается, в то время как внутренняя часть изгиба сжимается.
Свойства, которые следует учитывать при гибке труб:
Предел текучести. Оборудование должно быть способно выполнять изгиб.Требуемое усилие во многом зависит от типа стали и ее предела текучести.
Толщина стенки. При изгибе труб и трубок толщина внутренней и внешней стенок изгиба меняется. Внутренняя стенка становится толще, а внешняя – тоньше. Некоторые машины обеспечивают поддержку, чтобы избежать проблем с поперечным сечением, таких как складки на внутренней стенке. Если поддержка не предусмотрена, необходимо принять меры, чтобы эти изменения толщины не стали проблемой.
Радиус изгиба. Поставщики обычно предоставляют рекомендации по минимально достижимому радиусу без нарушения целостности трубы. Это зависит от типа материала. Достижение этого минимума требует внимания и опыта.
Гибка стальных и алюминиевых трубЗависимость радиуса изгиба от толщины стенки. Существует связь между минимальным радиусом изгиба, который может быть достигнут, и толщиной стены. Это важно, потому что трубы и трубы могут выйти из строя, если радиус слишком мал по сравнению с толщиной стенки.
Величина удлинения материала. Относительное удлинение можно описать как разницу между пределом текучести и пределом прочности материала при растяжении. Большая разница означает большое удлинение, что приводит к лучшим свойствам формуемости.
Гибка стальных труб:
Сталь– один из самых популярных металлов в обрабатывающей промышленности, в первую очередь углеродистая и нержавеющая стали.
Трубы и трубы из углеродистой стали широко распространены из-за их прочности и формуемости.Кроме того, углеродистая сталь дешевле, что делает ее правильным выбором, когда нет других особых требований, таких как более высокая коррозионная стойкость или сложные условия эксплуатации, которые могут включать очень высокие давления и температуры.
Другие важные свойства этого материала:
Низкая температура плавления.
Высокая пластичность.
Высокая прочность.
Хорошее распределение тепла.
Благодаря описанным выше свойствам трубы из углеродистой стали используются во многих различных областях.Примеры включают транспортировку жидкостей под низким давлением, оборудование, спринклеры, электрические трубопроводы и изделия из тонкой стали, среди прочего.
С другой стороны, трубы и трубы из нержавеющей стали полезны в местах, где неизбежна коррозия. Этот материал обеспечивает высокую стойкость к неизбежным химическим процессам.
Дополнительная литература : Гибочные трубы
Дополнительная информация : Гибочные трубы
Гибка алюминиевых трубок:
Как и в случае с различными типами стали, выбор алюминиевых трубок в основном зависит от области применения.Возможность получения качественных результатов при гибке алюминиевых труб зависит от многих факторов.
Одним из таких факторов является марка алюминия. Самые чистые сорта алюминия почти не представляют проблем для любого процесса формования. Эти алюминиевые трубы очень мягкие и легко сгибаются. Самое главное, что они обладают большой пластичностью и удобоукладываемостью. Нарушение их целостности в процессе гибки – не проблема.
При этом есть алюминиевые сплавы со свойствами, которые делают их лучшим вариантом для гибки труб и для более специфических применений.
На основании свойств, описанных ранее, эти марки алюминия идеально подходят для гибки труб:
3003 серии.
5052 серии.
6061 серии.
При гибке алюминиевых труб мы обнаруживаем те же проблемы, что и с углеродистой и нержавеющей сталью, поэтому рекомендации очень похожи.
Однако эти проблемы труднее предотвратить для некоторых типов тонкостенных алюминиевых труб и труб. Если морщины и / или сплющивание все еще появляются на этих алюминиевых трубках и трубках, можно использовать методы набивки песком.Заполнение трубок песком или любым другим несжимаемым материалом и закрытие концов перед выполнением изгиба.
Также важно, чтобы у вашего производителя были подходящие трубогибочные машины.
https://aceroplatea.es/
СвязанныеОсобенности гибки труб геометрического профиля
Производители хотят, чтобы их продукция хорошо выглядела и выделялась среди конкурентов, поэтому производители теперь берут на себя более сложную работу и находят способы эффективного изгиба геометрических профилей.Фото любезно предоставлено BLM.
Часто можно увидеть, как производители изгибают круглую металлическую трубу и трубу коробчатого сечения, но по мере того, как сложные и геометрические профили становятся все более популярными, а рынок становится более требовательным, промышленные приложения расширяются и включают более сложные конструкции профилей, которые требуют от производителей раздвигать границы традиционной гибки труб.
«Мы видим, что многие производители берутся за изделия с геометрическими профилями», – сказал Линдли Сирлз, региональный менеджер по продажам BLM GROUP USA, Нови, Мичиган.«В строительной отрасли он используется не только для защиты трактора от опрокидывания, но теперь и для дверной коробки. Это больше особая форма, которую нужно изготавливать из одного куска материала. Дизайнеры действительно продвигают эту тенденцию, особенно в мебельная промышленность, где мы наблюдаем больший упор на эстетику.Каждый хочет, чтобы его продукция выглядела хорошо и действительно выделялась среди конкурентов, поэтому производители теперь берут на себя более сложную работу и находят способы эффективно сгибать эти профили.”
Проблемы
Стоимость специальных профилей выше из-за сложности процесса формования, что делает обеспечение эффективных методов гибки еще более важным. С этими приложениями существует много проблем, но одним из самых важных соображений является гарантия необходимая поддержка во время гибки.
«Геометрические профили представляют собой особые проблемы по сравнению с круглой трубой или простой квадратной трубой, в частности, со стабильностью детали», – сказал Филипп Кноблох, директор по продажам Schwarze-Robitec, Кельн, Германия.«Круглая труба обладает большой стабильностью благодаря симметричному поперечному сечению. Вот почему она ведет себя стабильно и повторяемо во время процесса гибки. Профили, особенно профили с особой геометрией, действуют совершенно по-разному. Поскольку поперечное сечение несимметрично, процесс гибки может быть непредсказуемым, если деталь не стабилизирована должным образом ».
Для эффективного изгиба профиля материал должен поддерживаться по всей длине, по крайней мере, снаружи материала, но часто также и внутри профильной трубы.Внешняя поддержка может быть проблемой, но внутренняя поддержка представляет еще большую проблему для производителей.
«Коробка имеет четыре стороны, а круглая труба имеет постоянную окружность», – сказал Сирлз. «При использовании простого профиля, такого как D-образная труба, может потребоваться сочетание методов изгиба как прямоугольной, так и круглой формы. Однако любой сложный профиль требует дополнительной поддержки, чтобы предотвратить растяжение и скручивание материала, которое приведет к деформации. и вариации по длине детали.В процессе гибки сложных профилей существует уровень неопределенности, которого просто нет в случае коробчатой или круглой трубы ».
Кноблох отметил, что ключом к стабильности и надлежащей гибке является разработка необходимого инструмента. Для любого процесса гибки цель состоит в том, чтобы покрыть и стабилизировать деталь, чтобы обеспечить наилучший возможный изгиб, но это особенно верно для геометрических профилей. Это возможно благодаря специальным инструментам для обеспечения внутренней и внешней устойчивости.
Открытый или закрытый
Независимо от того, является ли профиль открытым или закрытым повлияет на уровень сложности.
«Это идет рука об руку с проблемой стабильности», – сказал Сирлз. «Для замкнутой формы изготовителю действительно нужно беспокоиться только об опоре снаружи. В некоторых случаях внутренняя часть нуждается в поддержке, но в основном в центре внимания находится внешняя сторона. Однако, когда производители переходят к гибке открытых форм, важно обеспечить что проем остается открытым и не деформируется во время процесса. Но создание метода поддержки проема через изгиб может оказаться сложной задачей ».
Закрытые профили, как правило, обеспечивают более естественную устойчивость, чем открытые профили.При открытом профиле больше вероятность деформации.
Любой сложный профиль требует дополнительной поддержки, чтобы предотвратить растяжение и скручивание материала, которое приведет к деформации и отклонениям в длине детали. Фото любезно предоставлено BLM.
«Для открытых профилей деталь требует более сложных опор, что означает более сложную и дорогостоящую оснастку», – добавил Кноблох.
Тип материала
Помимо открытых и закрытых профилей, тип материала может усложнить гибку профилей.«Проблемы будут разными, будь то сталь или алюминий», – сказал Сирлз. «Алюминий обычно имеет более однородную форму, потому что он экструдирован, в то время как сталь обычно имеет низкую форму, которая имеет гораздо больше вариаций».
Для стальных профильных труб существует ряд ограничений в отношении того, что может быть произведено. Однако алюминиевая труба может иметь более сложный профиль, поскольку ее можно экструдировать. И хотя можно сделать много сложных форм, не все из них можно эффективно согнуть, поэтому целесообразность также имеет значение.
«Тип материала, как и для каждого процесса, определенно влияет на уровень упругого возврата, который производители могут ожидать от него», – сказал Кноблох. «Круглая труба, как правило, имеет довольно стабильную упругую отдачу, но это не относится к специальным профилям. Наличие большого количества информации и подробностей о полуфабрикатах и спецификациях материалов может помочь производителям принимать более обоснованные решения, чтобы оптимизировать процесс и помочь разработать инструмент “.
Инструмент
Для профилей необходим специальный инструмент.Наличие хорошо продуманных инструментов может стать отличием хорошей детали от сломанной детали.
«Вы должны найти лучший способ поддержки материала, чтобы он оставался в той форме, которая вам нужна», – сказал Сирлз. «Иногда это делается с помощью жесткого инструмента, когда инструмент находится только на внешней поверхности, или вы используете оправку для его поддержки. В других случаях этого недостаточно. В некоторых случаях производителям может потребоваться использовать расходные материалы в зазорах открытая форма, чтобы поддерживать ее.После завершения гибки эти расходные материалы можно удалить. Это может быть дорогостоящий процесс, но он необходим для таких применений ».
Searles приводит пример оконной рамы. Поскольку форма рамы, которая обычно изготавливается из алюминия, изогнута, требуется открытая деталь, в которую будет помещено стекло.
«Необходим специальный инструмент», – сказал Кноблох. «Приобретение хорошей оснастки, которая хорошо спроектирована, повлияет на возможность гибки профилей. .С круглыми или квадратными трубками инструмент довольно легко обслуживать токарным способом. Уход за этими инструментами дешевле и требует меньше времени. Но для специальных профилей в магазине может потребоваться фрезерование для обслуживания сложной оснастки, которая требуется. Важно учитывать, что это может быть более затратным и затратным по времени ».
По словам Сирлза, инструмент для этих специальных профилей должен иметь возможность открываться и закрываться. Разрезная матрица даст производителям возможность открывать инструмент и вставьте материал так, чтобы он сидел в инструменте, который смыкается вокруг него.Инструмент может потребоваться открыть более чем в одном месте внутри секции, в зависимости от конструкции профиля. Работа с авторитетными поставщиками инструментов для разработки наилучшего дизайна – хорошая отправная точка.
Процесс гибки
Лучший способ проверить выполнимость – это испытание на гибку и метод проб и ошибок. Работа со специалистами по гибке и производителями оборудования может помочь производителям определить, будет ли проект возможным и рентабельным.
Пробная гибка с использованием необходимого инструмента – один из лучших способов увидеть, как профиль ведет себя во время формовки и гибки.Фото любезно предоставлено Schwarze-Robitec.
«Пробная гибка с использованием необходимых инструментов – один из лучших способов увидеть, как профиль ведет себя во время формовки и гибки», – сказал Кноблох. «Мы используем чертежи деталей с базовой информацией о параметрах детали, чтобы создать правильный инструмент для гибки детали. Может быть много поддержки со стороны программ САПР, которые предлагают оценки, но чтобы действительно увидеть, где этот профиль должен поддерживаться в особым способом, тестовая гибка – лучший вариант.Наилучший вариант находится при совместной работе с клиентом и тестировании различных вариантов.”
Основная информация о профильной трубе намного шире, чем о круглой трубе или коробчатом профиле, который обычно имеет только внешнюю форму, внешний диаметр, толщину стенки и радиус. Специальный профиль имеет множество дополнительных размеров, которые необходимо учитывать , особенно при изменении радиуса по всему поперечному сечению. Между поставщиком работы и заказчиком должна быть четкая информация о точных размерах и требуемых характеристиках.
«Чем больше вы можете контролировать на станке, тем лучше», – сказал Кноблох.«Чем лучше машина может контролировать и покрывать эффект упругости материалов, эффект скручивания материала при гибке, тем лучше будет получиться деталь. Гибочный станок, который может многократно управлять многими осями, которые влияют на результат часть, будет более выгодна, чем машина, которая может управлять только одной или двумя осями, которая не может работать против скручивания материала во время процесса ».
Вот почему метод проб и ошибок так важен. Получение представления о возможностях машины для этих приложений позволит производителям лучше понять природу переменных в процессе гибки.
«Программные технологии и правильная последовательность в оборудовании позволят производителям контролировать скручивание и вариации в процессе гибки, одновременно управляя потоком материала», – сказал Сирлз. «Это особенно важно, если в одной и той же детали используются разные радиусы изгиба, что мы часто наблюдаем в индустрии транспортных средств для отдыха.