Станок для резки металла и арматуры НГ1430А (сортовые ножницы) от производителя ПАО Долина
Сортовые ножницы, применение
Сортовые ножницы, которые предназначены для резки металла (модель НГ1430А) можно приобрести не выходя из офиса или рабочего кабинета. Если вам требуется устройство, с помощью которого режут прокат, вы можете связаться с нашими специалистами. Они предоставят грамотную консультацию и помогут оформить заявку.
Переоценить выгоду от приобретения сортовых ножниц для арматуры модель НГ1430А невозможно. Они незаменимы для выполнения определенных задач на предприятиях, специализирующихся на изготовлении металлоконструкций, справятся с выполнением любых задач в заготовительных цехах и механических мастерских, в которых осуществляется резка фасонного и сортового проката. Не обойтись без них и на машиностроительных предприятиях, где приходится резать арматуру.
Видео. Испытание работы ножниц на заводе.
Модель НГ1430А будет незаменимой для предприятий, функционирующих в любых климатических условиях. Для умеренного и прохладного климата стоит приобрести ножницы исполнения УХЛ. Исполнение (качество подтверждается нормами ГОСТа 15150-69) подойдет для тропического климата с разной влажностью.
Единственное, что стоит учесть, планируя покупку, это то, что для эффективного использования ножниц, температура в помещении предприятия не должна опускаться ниже +5°C.
Широкий ассортимент кузнечно-прессового оборудования завода и многолетний опыт работы на рынке (с 40-х годов прошлого века) является лучшим подтверждением качества продукции. Кроме того, постоянными клиентами завода «Долина» являются предприятия, имена которых, хорошо известны далеко за пределами России и СНГ (Северсталь, Русгидро, Уралмашзавод, ВМЗ, Лукойл, Газпром и др.)
|
Модельный ряд |
Габаритные размеры, мм |
|
Сортовые ножницы Н1226Г |
790×400×750 |
|
Сортовые ножницы Н1226Д |
880×390×700 |
|
Сортовые ножницы Н1229 |
1283×490×1178 |
|
Сортовые ножницы НГ1428 |
1430×620×1230 |
|
Сортовые ножницы НГ1430А |
1530×1490×1865 |
|
Сортовые ножницы НГ1432 |
2050×1750×2435 |
|
Сортовые ножницы НГ1433 |
|
|
Сортовые ножницы НГ5416 |
1800×1490×1865 |
- Гарантия 12 месяцев
- Ремонтная база
Россия и СНГ - Доставка запчастей
5-15 дней - Срок службы
10-20 лет
Реальный внешний вид может немного отличаться от изображенного на страницах сайта.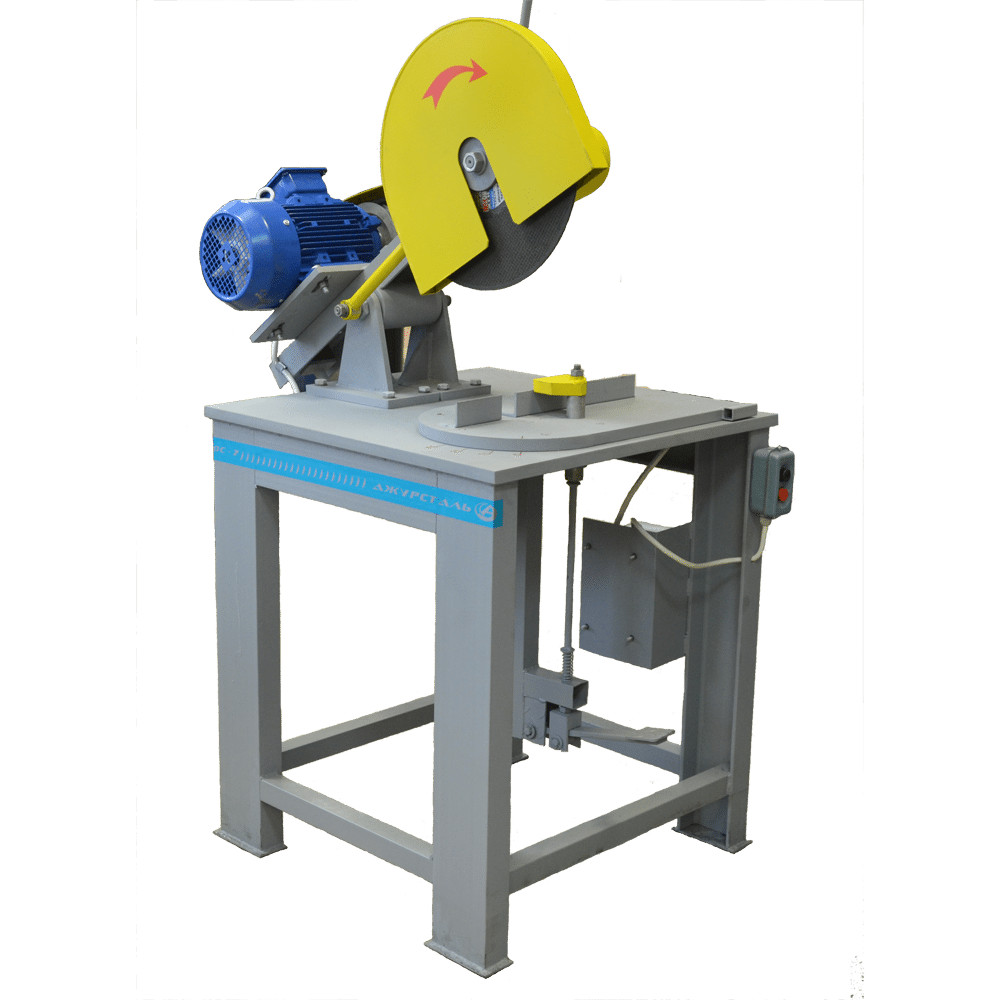 Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
| Наибольшие размеры обрабатываемого проката, при σв≤500 МПа, мм | |
| диаметр круга | 50 |
| уголок, резка под углом | |
| 90 | 125×125×14 |
| 45 | 100×100×10 |
| швеллер (номер профиля) | 5-18У*П* |
| двутавр (номер профиля) | 10-18* |
| Длина заготовки при резе по заднему упору, мм | |
| минимальная/максимальная | 70-1000** |
| Частота ходов ползуна, мин | |
| одиночных, не более | 17 |
| Габаритные размеры, мм | 1530×1490×1865 |
| Масса, кг | 1510 |
| Электродвигатель: | АИР100L2У3 |
| мощность, кВт | 5,5 |
| частота вращения, мин | 3000 |
* Отрезка проката выполняется специальным инструментом, поставляемым за дополнительную плату.
** Упор отрезки мерных заготовок поставляется за дополнительную плату.
Основы лазерной резки металла. Режущие газы.
Лазерная резка – это специальная технология обработки или резки материалов с использованием лазерного луча высокой мощности.
Использование лазерной установки для раскроя листовых металлов в последние два десятилетия получило большое распространение. Этот процесс развивается до сих пор. И, возможно, в скором времени мы получим очередную технологическую ступень в развитии этого интереснейшего направления.
В этой статье мы рассмотрим процесс лазерной резки листового металла на уровне простых объяснений. Не вдаваясь в подробности физики лазерного луча, химических процессов и т.п.
На рисунке ниже изображена упрощённая схема лазерной резки листового металла.
1. Предварительно сфокусированный Лазерный луч выходит из Лазерной головки через Сопло и попадает на поверхность Металла.
2. За счет высокой концентрации энергии в области луча металл начинает активно плавиться.
3. Для удаления расплавленного металла, в зону резки под давлением подаётся Режущий газ, который «выдувает» расплавленный металл вниз, за пределы листа. Газ выходит из того же Сопла, что и Лазерный луч. Но из другого, «кольцевого» канала.
4. Подача Лазерного луча и Режущего газа происходит одновременно.
5. Также одновременно с описанными выше процессами, Лазерная головка перемещается вдоль определённой траектории. Формируется контур будущей детали.
Режущие газы
Свойства режущих газов в процессе резки весьма важны. Поэтому остановимся на вопросе их применения немного подробнее.
Газ, который подаётся в зону лазерной резки выполняет в основном «транспортную» функцию – удаление расплавленного металла за пределы листа. Но свойства газа, который работает в условиях высоких температур, оказывает влияние на несколько параметров резки. Поэтому на практике газы используются разные:
Поэтому на практике газы используются разные:
1. Воздух
Специальный воздушный компрессор подаёт в лазерную магистраль этот незатейливый газ. Газ сам по себе недорогой, поскольку мы в нём живём и его вокруг нас много).
Воздушный компрессор
Воздушные фильтры
Однако не всё так просто. Воздух должен быть предварительно сжат и очищен. Для создания запаса воздуха высокого давления требуется весьма дорогостоящее оборудование, к тому же нуждающееся в постоянном обслуживании.
При этом, в смысле качества лазерной резки, воздух не имеет преимуществ перед другими газами.
Наиболее разумным с точки зрения экономической целесообразности является резка воздухом металлов небольшой толщины. Обычно для металлов это 1-1,5 мм.
Для такой резки достаточно компрессора с производительностью до 10 атмосфер. Такие компрессоры относительно недороги. Также не забываем про небольшой отряд фильтров, которые предотвращают попадание в наш воздух конденсата и паров масла.
Воздухом можно резать черный металл, нержавейку, алюминий и т.д.
Следует иметь ввиду, что резка кислородом окисляет кромку режущего металла и весьма сильно перегревает металл в зоне резки.
2. Кислород
Наиболее часто используемый газ. Покупается в основном в баллонах по 40 или 70 литров.
Разумно покупать кислород в виде моноблоков по 12 – 16 баллонов. Давление в баллоне около 15 атмосфер. Этого достаточно, чтобы резать весь спектр толщин металлов, которые на сегодняшний день лазеры способны резать вообще.
Если опустить некоторые нюансы, использование кислорода в баллонах можно считать вполне удобным и экономически наиболее разумным.
Однако у кислорода есть очень серьёзный недостаток. Им можно резать только черный металл. Для того чтобы правильно резать цветной металл – переходим в п.3.
На рисунке – Кислородный моноблок из 12 баллонов
3.
 Азот
АзотС использованием этого газа обычно режут все цветные металлы в любом диапазоне толщин.
Для качественной резки газ должен быть высокой степени очистки. Поэтому этот газ весьма дорог.
Азот не окисляет кромку в зоне резки, как это делает кислород или воздух.
По этой причине черные металлы тоже иногда режут азотом. Это дорого, но в результате даёт очень чистый срез, без окислов. Это имеет смысл если, мы понимаем, что срез нам действительно нужен чистый. Например, вырезанная деталь дальше будет привариваться этой кромкой к другой детали. Или к детали предъявляются высокие требования для дальнейшей покраски порошковым способом.
Среди положительных качеств азота является также его способность охлаждать режущую кромку. Это в свою очередь уменьшает нежелательные термические воздействия на зону резки и препятствует деформации металла от воздействия высоких температур.
Азот так же как и кислород можно использовать в виде моноблоков, но разумнее применять большие сосуды – бочки объёмом до 500 л и внутренним давлением 15-16 атм. Азот в таких бочках находится в жидком виде.
Азот в таких бочках находится в жидком виде.
Азотный моноблок
Азотная бочка 500 л
4. Аргон
Специфический газ, который используют для резки титана. Именно резка этим газом не изменяет свойства титана.
На этом мы заканчиваем краткую экскурсию по основным понятиям технологии лазерной резки металлов. В следующих статьях мы познакомим вас с режимами резки, устройством оборудования и прочими интересными штучками) Оставайтесь с нами.
1. Предварительно сфокусированный Лазерный луч выходит из Лазерной головки через Сопло и попадает на поверхность Металла.
2. За счет высокой концентрации энергии в области луча металл начинает активно плавиться.
3. Для удаления расплавленного металла, в зону резки под давлением подаётся Режущий газ, который «выдувает» расплавленный металл вниз, за пределы листа. Газ выходит из того же Сопла, что и Лазерный луч. Но из другого, «кольцевого» канала.
Газ выходит из того же Сопла, что и Лазерный луч. Но из другого, «кольцевого» канала.
4. Подача Лазерного луча и Режущего газа происходит одновременно.
5. Также одновременно с описанными выше процессами, Лазерная головка перемещается вдоль определённой траектории. Формируется контур будущей детали.
Режущие газы
Свойства режущих газов в процессе резки весьма важны. Поэтому остановимся на вопросе их применения немного подробнее.
Газ, который подаётся в зону лазерной резки выполняет в основном «транспортную» функцию – удаление расплавленного металла за пределы листа. Но свойства газа, который работает в условиях высоких температур, оказывает влияние на несколько параметров резки. Поэтому на практике газы используются разные:
1. Воздух
Специальный воздушный компрессор подаёт в лазерную магистраль этот незатейливый газ. Газ сам по себе недорогой, поскольку мы в нём живём и его вокруг нас много).
Воздушный компрессор
Воздушные фильтры
Однако не всё так просто. Воздух должен быть предварительно сжат и очищен. Для создания запаса воздуха высокого давления требуется весьма дорогостоящее оборудование, к тому же нуждающееся в постоянном обслуживании.
При этом, в смысле качества лазерной резки, воздух не имеет преимуществ перед другими газами.
Наиболее разумным с точки зрения экономической целесообразности является резка воздухом металлов небольшой толщины. Обычно для металлов это 1-1,5 мм.
Для такой резки достаточно компрессора с производительностью до 10 атмосфер. Такие компрессоры относительно недороги. Также не забываем про небольшой отряд фильтров, которые предотвращают попадание в наш воздух конденсата и паров масла.
Воздухом можно резать черный металл, нержавейку, алюминий и т.д.
Следует иметь ввиду, что резка кислородом окисляет кромку режущего металла и весьма сильно перегревает металл в зоне резки.
2. Кислород
Наиболее часто используемый газ. Покупается в основном в баллонах по 40 или 70 литров.
Разумно покупать кислород в виде моноблоков по 12 – 16 баллонов. Давление в баллоне около 15 атмосфер. Этого достаточно, чтобы резать весь спектр толщин металлов, которые на сегодняшний день лазеры способны резать вообще.
Если опустить некоторые нюансы, использование кислорода в баллонах можно считать вполне удобным и экономически наиболее разумным.
Однако у кислорода есть очень серьёзный недостаток. Им можно резать только черный металл. Для того чтобы правильно резать цветной металл – переходим в п.3.
На рисунке – Кислородный моноблок из 12 баллонов
3. Азот
С использованием этого газа обычно режут все цветные металлы в любом диапазоне толщин.
Для качественной резки газ должен быть высокой степени очистки. Поэтому этот газ весьма дорог.
Поэтому этот газ весьма дорог.
Азот не окисляет кромку в зоне резки, как это делает кислород или воздух.
По этой причине черные металлы тоже иногда режут азотом. Это дорого, но в результате даёт очень чистый срез, без окислов. Это имеет смысл если, мы понимаем, что срез нам действительно нужен чистый. Например, вырезанная деталь дальше будет привариваться этой кромкой к другой детали. Или к детали предъявляются высокие требования для дальнейшей покраски порошковым способом.
Среди положительных качеств азота является также его способность охлаждать режущую кромку. Это в свою очередь уменьшает нежелательные термические воздействия на зону резки и препятствует деформации металла от воздействия высоких температур.
Азот так же как и кислород можно использовать в виде моноблоков, но разумнее применять большие сосуды – бочки объёмом до 500 л и внутренним давлением 15-16 атм. Азот в таких бочках находится в жидком виде.
Азотный моноблок
Азотная бочка 500 л
4. Аргон
Специфический газ, который используют для резки титана. Именно резка этим газом не изменяет свойства титана.
На этом мы заканчиваем краткую экскурсию по основным понятиям технологии лазерной резки металлов. В следующих статьях мы познакомим вас с режимами резки, устройством оборудования и прочими интересными штучками) Оставайтесь с нами.
“, “datePublished”: “2023-05-24”, “headline”: “Основы лазерной резки металла. Режущие газы.”, “image”: { “@type”: “ImageObject”, “url”: “https://premier-laser.ru/images/pl-logo.png” }, “publisher”: { “@type”: “Organization”, “name”: “premier-laser”, “url”: “https://premier-laser.ru/”, “logo”: { “@type”: “ImageObject”, “url”: “https://premier-laser. ru/favicon.ico”
}
}
}
ru/favicon.ico”
}
}
}Возврат к списку
404 Страница|ACCTEK
Фрезерный станок с ЧПУ для обработки камня
Фрезерный станок с ЧПУ для камня
$5000–$64003-х осевой фрезерный станок с ЧПУ
Новый сверхмощный 3-осевой фрезерный станок с ЧПУ
$4400-$6100Автоматический станок для смены инструмента Фрезерный станок с ЧПУ
Экономичный фрезерный станок с ЧПУ ATC
$10300–$11900Автосменщик инструмента Фрезерный станок с ЧПУ
Высококачественный фрезерный станок с ЧПУ ATC
$17800–$19400Многоголовочный фрезерный станок с ЧПУ
Сверлильный станок Padel Racket
$10300–$122005- и 4-осевой фрезерный станок с ЧПУ
5-осевой фрезерный станок с ЧПУ
$58000–$61000Автоматический станок для смены инструмента Фрезерный станок с ЧПУ
Небольшой фрезерный станок с ЧПУ ATC
$6500–$7200Автоматический станок для смены инструмента Фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ ATC с горизонтальным шпинделем
$11300–$20400Автоматический станок для смены инструмента Фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ ATC с режущей пилой
$16300–$224005- и 4-осевой фрезерный станок с ЧПУ
Крупногабаритный 4-осевой фрезерный станок с ЧПУ с ATC
$38000-$45000СО2-лазер
Станок для лазерной резки с устройством автоматической подачи
$5200–$5600СО2-лазер
Станок лазерной резки большого размера с двумя головками
$5450-$5950СО2-лазер
Станок для лазерной резки CO2 вверх и вниз
$3700-$3900Лазерный очиститель и лазерный сварочный аппарат
Портативная машина для очистки волоконным лазером 100 Вт
$10600–$11400Станок для волоконной лазерной резки
Небольшой прецизионный станок для лазерной резки волокна
$27300–$47300Лазерная маркировочная машина
Ручная лазерная маркировочная машина
$2050–$6450Лазерная маркировочная машина
Портативная лазерная маркировочная машина
$1900-$6300Лазерная маркировочная машина
Настольный волоконный лазерный маркировочный станок
$1900-$6300Лазерная маркировочная машина
Цветная лазерная маркировочная машина MOPA
$3400–$3800Лазерная маркировочная машина
Волоконный лазерный маркер с полным покрытием
$8000–$8600Нож с ЧПУ
Осциллирующий нож с автоматической подачей
$11900–$12500Нож с ЧПУ
Пневматический раскройный станок для многослойных тканей с ПЗС-камерой
$12850–$15000Нож с ЧПУ
Удлиненный вибрационный нож с автоматической подачей
$12700–$13300Новый стандарт дизайна ATC cnc router
$13300-$14900Станок для лазерной резки нового дизайна с осью вращения
$29000-$119300Волоконный лазерный сварочный аппарат
$5600–$23000Станок для лазерной резки с оптоволоконным кабелем нового дизайна
$13500-$34200
Как резать металл на станке Cricut
Автор: Энджи Холден | | 13 комментариев
Этот пост и фотографии могут содержать Amazon или другие партнерские ссылки. Если вы купите что-то по любой ссылке, я могу получить небольшую комиссию без дополнительной оплаты для вас. Любые использованные расходные материалы могут быть переданы мне бесплатно, однако все проекты и мнения являются моими собственными.
Готовы ли вы узнать все о том, как резать металл на станке Cricut? Вы можете даже не знать, что ваша машина может резать металл, но она может! Как серия Cricut Explore, так и Cricut Maker могут резать тонкий металл для реализации самых разных идей. Какие металлы можно резать? Как лучше его обрезать? Мы расскажем об этом и многом другом ниже!
Это часть нашей серии статей о резке на станке Cricut. Вам также может понравиться наш пост о том, как резать акрил с помощью Cricut!
Содержание
Принадлежности, необходимые для резки металла на станке Cricut:
- Коврик Cricut (лучше всего подойдет синий коврик)
- Машина для крикета
- Тонкое лезвие
- Ножницы по металлу
- Брайер
- Шпатель (дополнительно)
- Металл (продолжайте читать мои результаты по резке различных типов металла, чтобы вы могли решить, какой из них лучше всего подходит для вашего проекта)
Как резать металл на станке Cricut
Я подумал, что видео со всеми подробностями о резке металла на станке Cricut было бы лучше всего. Итак, вы можете посмотреть это ниже.
Итак, вы можете посмотреть это ниже.
Не можете посмотреть видео или проблемы остались? Продолжайте читать, чтобы узнать все подробности вместе с фотографиями!
Инструкции по резке металла Cricut
Да, вы можете использовать Cricut для резки металла. Но как? У нас есть все детали, которые вам нужны ниже.
1. Добавление металла к мату
Отрежьте кусок металла размером 12×12 или меньше от рулона металла с помощью ножниц по металлу. Положите на синий коврик. Это ЕДИНСТВЕННЫЙ коврик, который я бы использовал для резки металла, так как он не должен быть очень липким. Хорошо прижмите лист брайером, чтобы убедиться, что он хорошо приклеился.
2. Резка металла с помощью Cricut
Добавьте к станку тонкое полотно. ПРИМЕЧАНИЕ. Вам не нужно перемещать звездочки, так как я обнаружил, что они не портят металлическую поверхность. Настройте свой Cricut Explore на пользовательский на циферблате. Затем выберите в раскрывающемся списке соответствующий параметр обрезки материала. У нас есть предложения ниже для нескольких различных типов металла. Загрузите коврик и вырежьте свой дизайн.
Затем выберите в раскрывающемся списке соответствующий параметр обрезки материала. У нас есть предложения ниже для нескольких различных типов металла. Загрузите коврик и вырежьте свой дизайн.
ПРИМЕЧАНИЕ. С помощью Cricut будет сложно вырезать очень сложный рисунок. Вы можете немного поиграть с дизайном, чтобы увидеть, что будет работать. НИКОГДА не оставляйте Cricut без присмотра при резке металла. Вам нужно будет остановить его, если кусок оторвется от коврика или сморщится.
3. Удаление вырезанных частей из мата
НЕ тяните детали с передней части мата, так как вы можете повредить вырезанные части. У вас есть несколько вариантов удаления металла с коврика Cricut. Во-первых, попробуйте свернуть коврик из материала, как показано на изображении ниже.
Если это не помогло, попробуйте шпателем отделить мат от коврика. Я успешно использовал оба метода с металлом.
Типы металла для резки Cricut
То, чего вы все так долго ждали! Какой металл купить? Вот несколько вариантов, которые я пробовал вместе с моими результатами, чтобы дать вам некоторые идеи.
- Медь (калибр 40) – идеально режется с настройкой металлической меди на вашем станке. Алюминий
- (калибр 38) — также отлично режется с оправкой из металлической меди. Не используйте настройку алюминиевой фольги, так как мне с ней не повезло.
- Латунь (калибр 36) – плохо режется ни при каких настройках, которые я использовал на своей машине. Я бы пропустил этот.
- Алюминиевые банки — вы можете увидеть больше о настройках, которые я использовал, а также о проекте, который я сделал с банками, здесь.
- Медь (калибр 30) — я не могу заставить свою машину резать эти более толстые материалы. Я бы не рекомендовал ничего, кроме более тонких материалов выше.
Проекты для резки металла на станке Cricut
Теперь, когда вы знаете, как резать металл на станке Cricut, остается только один вопрос: что вы будете делать? У меня есть несколько идей для вас ниже, чтобы вы начали.
- Алюминиевая банка для суккулентов
- Медный плантатор
- Металлические бабочки с гравировкой
Итак, чего же вы ждете? Начните резать металл с вашим Cricut уже сегодня! Вам понравятся все идеи проекта, которые он открывает.