Станки для холодной ковки в Москве
- Главная
- Продажа
- Кузнечное оборудование
- Станок для холодной ковки
Вы можете очень быстро сравнить цены станка для холодной ковки и подобрать оптимальные варианты из более чем 14161 предложений
Реклама
Электромагнитный листогибочный станок EB 1000х1,6
Рабочая длина 1000 мм. Рабочая толщина 1,6 мм. Угол гибки 135°. Масса нетто 142 кг.
Подробное описание и цена >>>
Реклама
Ленточнопильный станок STALEX BS-128 HDR
Ленточнопильный станок STALEX BS-128 HDR — предназначен для пиления заготовок под различными углами на небольшом производстве, в вспомогательных участках, а также в бытовом использовании и в…
Подробное описание и цена >>>
Реклама
Ручной вальцовочный станок BP1250
Диаметр верхнего вала 70 мм.
Комплект станков для холодной ковки
Состояние: Новый Производитель: Gibbon (Россия)
В наличии
Комплект из 3 станков: Улитка, Гнутик и Торсион со скидкой 50%. 49 уникальных элементов – для кованых заборов, беседок и садовой мебели.Характеристики:Завитки, зигзаги, корзинки + установка…
06.04.2023 Москва (Россия)
22 990
Оборудование для холодной ковки – кузнечные станки
Состояние: Новый Производитель: Россия
Производим и продаем оборудование для холодной ковки. Комплект ручных гибочных станков 6 оснасток: гнутик, улитка, волна, фонарик, объемная, твистер. Кузнечные станки подходят для изготовления…
Кузнечные станки подходят для изготовления…
01.03.2023 Москва (Россия)
Кузнечное оборудование для холодной ковки своими руками
Состояние: Новый
В наличии
Чертежи кузнечного оборудования и инструмента для холодной ковки (гибки) метала от производителя данного оборудования. Технология изготовления. Альбом рисунков кованых изделий. Консультации….
06.05.2016 Москва (Россия)
Кузнечное оборудование для холодной ковки
Состояние: Новый Год выпуска: 2015
В наличии
06.05.2016 Москва (Россия)
45 000
UNV3-02 станок для торсировки, скручивания и ковки (универсальный станок для художественной ковки)
Состояние: Новый Год выпуска: 2015 Производитель: Blacksmith (Китай)
В наличии
UNV3-02 Blacksmith – универсальный станок для художественной ковки выполняющий все возможные кузнечные операции. Эта новая модель популярного Универсального ковочного Станка UNV3 оборудована новым…
Эта новая модель популярного Универсального ковочного Станка UNV3 оборудована новым…
14.02.2017 Москва (Россия)
361 033
станок холодной ковки ГнутикСостояние: Новый Производитель: Gibbon (Россия)
В наличии
Гнет узоры. Ставит заклепки. Режет прутки.Характеристики:Станок-конструктор 6 в 1 – от холодной ковки до резки;Изгиб под углом и по дуге. Гибка волн и зигзагов;Увеличенный рычаг – работа без…
06.04.2023 Москва (Россия)
8 990
Кузнечное оборудование для холодной ковки металла Левша
Состояние: Новый Производитель: ЗАО “Фирма “Ютика” (Россия)
В наличии
Комплект станков для серийного производства разнообразных витых элементов холодной ковкой включает 11 оснасток для 15 разных операций: Улитка – 4 оснастки для гибки 7 видов различных спиралей из.
22.06.2021 Москва (Россия)
45 000
Комплект оснасток для холодной ковки “16 КВАДРАТ”
Состояние: Новый Производитель: Gnutik (Россия)
В наличии
Комплект РУЧНЫХ оснасток холодной ковки для изготовления изделий из квадрата 16х16 мм.
04.11.2019 Москва (Россия)
26 000
Оснастка Улитка для холодной ковки
Состояние: Новый Производитель: Россия
Производим оснастки для холодной ковки “Улитка”. Оснастка “Улитка” предназначена для гибки металлических заготовок (прутка и квадрата) с целью создания спиральных многозаходных завитков разного…
01.03.2023 Москва (Россия)
Станки для холодной деформации арматурной стали TJK LZ-GBL12GW-9
Состояние: Новый
В наличии
Станки для холодной деформации арматурной стали Доступные современные технологии для инновационной строительной индустрии. Особенности арматуры класса В500С:· Отсутствие окалины;·…
Особенности арматуры класса В500С:· Отсутствие окалины;·…
09.12.2020 Москва (Россия)
Комплект кузнечного оборудования для холодной ковки «Умелая шестерка»
Состояние: Новый Производитель: Gnutik (Россия)
В наличии
С помощью специального оборудования при изготовлении оград и решеток имитируются приемы горячей ковки. Получаются изделия, которые намного дешевле кованых, но максимально приближаются к ним по…
04.11.2019 Москва (Россия)
29 700
Высекальная машина для холодной штамповки саморезов
Состояние: Новый Производитель: Китай (Китай)
ысекальная машина для холодной штамповки с 2 штампами и 4 ударами по сравнению с машиной с 1 штампом и 2 ударами. Самая большая разница в количестве основных штампов отличается, и станок для…
Самая большая разница в количестве основных штампов отличается, и станок для…
05.09.2022 Москва (Россия)
22 700
Машины для производства саморезов болтов и гвоздей
Состояние: Новый Производитель: Китай (Китай)
X-1/4H Автоматическая машина для холодной ковки1. Эта машина экономит стоимость материала и стоимость пресс-формы2. Сокращает время второй обработки 3. Сфункцией автоматического контроля скорости,…
05.09.2022 Москва (Россия)
Реализуем кузнечные станки ПРОФИ-5 для «художественной ковки» и гибки металлопроката
Состояние: Новый Производитель: Компания ПРОФИ (Россия)
В наличии
Торгово-производственная компания серийно выпускает и реализует многофункциональные, кузнечные станки «ПРОФИ-5», которые используются для изготовления из профильной трубы и полнотелого. ..
..
16.01.2023 Москва (Россия)
215 000
Состояние: Новый Производитель: Компания ПРОФИ (Россия)
В наличии
Торгово-производственная компания реализует станки «ПРОФИ-3» для изготовления из профильной трубы и полнотелого металлопроката художественных изделий, методом «холодной» ковки.Стоимость станка…
16.01.2023 Москва (Россия)
170 000
Кузнечные станки ПРОФИ-2ЭМ для художественной ковки и гибки труб
Состояние: Новый Производитель: Компания ПРОФИ (Россия)
В наличии
Торгово-производственная компания реализует станки «ПРОФИ-2ЭМ» для изготовления из профильной трубы и полнотелого металлопроката художественных изделий, методом «холодной» ковки. Которые в…
Которые в…
16.01.2023 Москва (Россия)
130 000
Реализуем кузнечные станки из серии ПРОФИ для художественной ковки, гибки и формовки металлопроката
Состояние: Новый Производитель: Профи (Россия)
В наличии
Торгово-производственная компания серийно выпускает и реализует многофункциональные, кузнечные станки серии «ПРОФИ», предназначенные для изготовления из профильной трубы и полнотелого…
16.01.2023 Москва (Россия)
73 000
Реализуем кузнечные станки «ПРОФИ-5» – для «художественной ковки» и гибки металлопроката
Состояние: Новый Производитель: ООО «Компания ПРОФИ»! (Россия)
В наличии
ООО «Компания ПРОФИ» серийно производит и предлагает купить кузнечные станки “ПРОФИ-5” с трубогибом повышенной точности и жесткости по выгодной цене. Оборудование предназначено для выполнения…
Оборудование предназначено для выполнения…
28.03.2022 Москва (Россия)
215 000
Популярные категории в Москве
Да кстати, на портале ProСтанки выбор предложений по станку для холодной ковки почти как на Авито и TIU
Видео станка для холодной ковки
|
|
Главная » Разное » Самодельные станки для холодной ковки металла своими руками Станки для холодной ковки своими рукамиОдин из способов украшения участков — использовать кованные изделия. Какие вообще устройства используютсяСодержание статьи Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. Какие же устройства используют:
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства. Самодельные «Улитки»По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности. Один из самодельных станков для холодной ковки Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки. Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание. Чертеж станка для холодной ковки «Улитка» Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий. Вариант крепления рычага Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные. Рычаг должен быть надежным, с усилением На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался. Вариант кондукторов для улитки Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом. Как сделать подобный станок для холодной ковки — в следующем видео. Торсионный станокКак уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку. В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию. Держатель для троса — отличный фиксатор для прутка Далее надо каким-то образом обеспечить захват и кручение второй части заготовки.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно. Видео про самодельные приспособления и станки для холодной ковки
 youtube.com/embed/FGR32VzjHWI” frameborder=”0″ allowfullscreen=”allowfullscreen”> youtube.com/embed/FGR32VzjHWI” frameborder=”0″ allowfullscreen=”allowfullscreen”>
Китай Ручная ковка машины, Китай Ручная ковка машины Производители и поставщики на Alibaba.com Механический кузнечно-прессовый станок с механическим управлением plc Механический кузнечно-прессовый станок 200ton с механическим управлением 200шт. Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5. , Китай Ручная ковка машина, Китай Ручная ковка машина Производители и поставщики на Alibaba.com Механический кузнечно-прессовый станок с механическим управлением plc Механический кузнечно-прессовый станок 200ton с механическим управлением 200шт. , 200 тонн Металлообрабатывающее оборудование 20000 Q1. Вы производитель или трейдер? Q2. Как получить точную цитату? Q4. Как ваша фабрика делает в отношении контроля качества? Q5. Как насчет вашего времени доставки? Q6. Каков гарантийный срок машины? Q7. Что такое сервисное обслуживание вашего завода? У нас есть полный комплекс услуг (проект «под ключ»), что означает, что мы можем не только предоставить пресс и пресс-форму, но и выполнить индивидуальный заказ в соответствии с вашим специальным заказом. . |
 Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.  В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.

 Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток. 5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.
5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18. 5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки.
5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки. Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.
Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5. 5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.
5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18. 5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки.
5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки. Д.
Д. Мы можем предоставить интернет или услугу звонка в любое время.
Мы можем предоставить интернет или услугу звонка в любое время.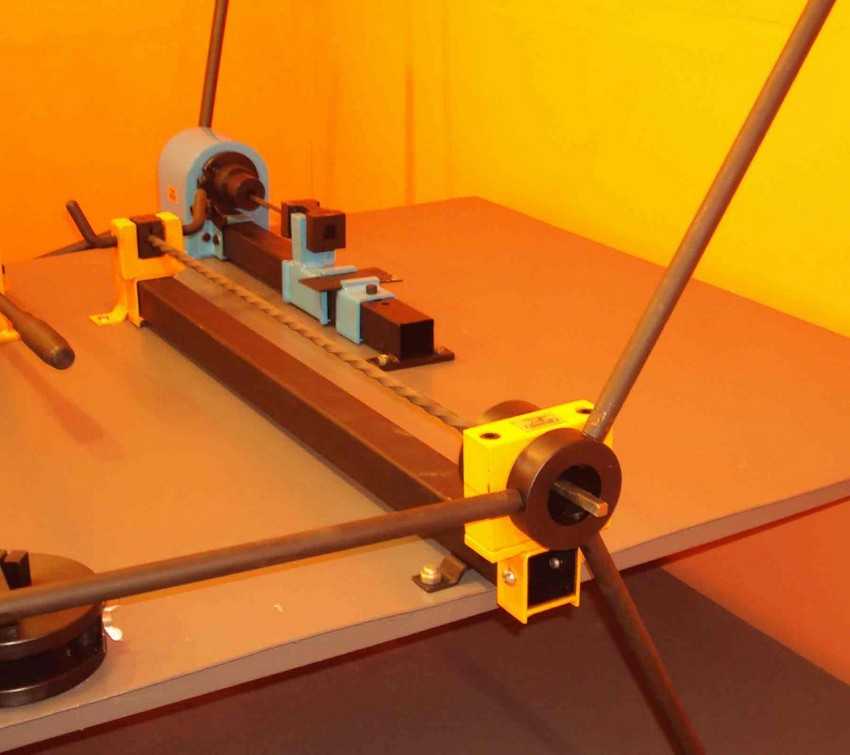
Понимание ковки и кованых деталей
Хотя ковка является одним из старейших методов обработки металлов, он остается одним из самых эффективных и по сей день. По своей сути ковка представляет собой процесс формования необработанного металла без полного расплавления материала.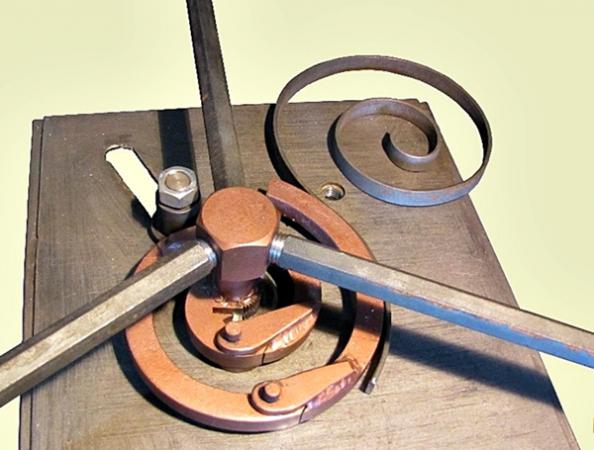 Металл остается в твердом состоянии, пока оператор выполняет любую комбинацию методов формования, таких как ковка, прокатка или прессование. Хотя существует множество вариантов ковки, каждый из которых имеет свои явные преимущества, большинство из них включает нагрев заготовки до очень высоких температур для облегчения процессов формообразования.
Металл остается в твердом состоянии, пока оператор выполняет любую комбинацию методов формования, таких как ковка, прокатка или прессование. Хотя существует множество вариантов ковки, каждый из которых имеет свои явные преимущества, большинство из них включает нагрев заготовки до очень высоких температур для облегчения процессов формообразования.
По сравнению с литьем или другими методами металлообработки ковка обеспечивает наиболее желательные физические характеристики, включая очень высокую степень прочности на растяжение, по привлекательной цене. Эти полезные свойства в первую очередь связаны с изменениями в зернистости металла. Поскольку материал никогда не плавится, ударные или сжимающие силы, прилагаемые во время ковки, заставляют зерна следовать за потоком готового продукта. Это создает компоненты, которые намного прочнее, чем их механически обработанные и литые аналоги.
Cornell Forge делает эти преимущества доступными для клиентов из разных отраслей, предлагая полный спектр квалифицированных услуг по ковке, отвечающих потребностям множества приложений.
Процесс ковки
Существует множество подтипов более широкого процесса ковки, поэтому точные этапы формирования продукта могут различаться. Однако большинство процедур будет следовать одной и той же общей схеме.
- Ковка основана на использовании штампов для сжатия и придания формы металлу, поэтому очень важно определить, какой набор инструментов будет наиболее эффективным для достижения желаемой формы. Во многих случаях потребуется индивидуальная конструкция штампа, чтобы конечный продукт точно соответствовал ожиданиям. Для более крупных производственных циклов этот шаг может включать проектирование и изготовление нескольких штампов, предназначенных для правки, формовки или резки.
- После завершения планирования и изготовления инструментов можно приступать к собственно металлообработке. Во-первых, заготовку или заготовку необходимо разрезать по размеру. После резки его необходимо нагреть до нужной температуры. После нагрева заготовка готова к формованию.

- В этот момент начинают расходиться различные методы ковки. В зависимости от выбранного процесса заготовку можно нагреть и запрессовать между двумя штампами или вставить в формованную полость и спрессовать. В некоторых случаях оператор оставляет заготовку при комнатной температуре и обрабатывает ее вручную молотками в процессе, называемом холодной ковкой.
- Наконец, могут быть некоторые необходимые завершающие процедуры. Например, некоторые штампы будут производить заусенцы, которые необходимо обрезать.

Узнайте о различных процессах ковки.
В Cornell Forge мы тщательно работаем над тем, чтобы свести к минимуму потребность во второстепенных процедурах, чтобы мы могли передать эту экономию нашим клиентам. Выбор метода ковки зависит от формируемой детали. Мы работаем с каждым клиентом, чтобы выбрать метод, который обеспечит точные, последовательные результаты и соответствующие физические свойства для его случая использования.
Преимущества ковки
Большинство компонентов, которые могут быть изготовлены с помощью ковки, вместо этого могут быть отлиты.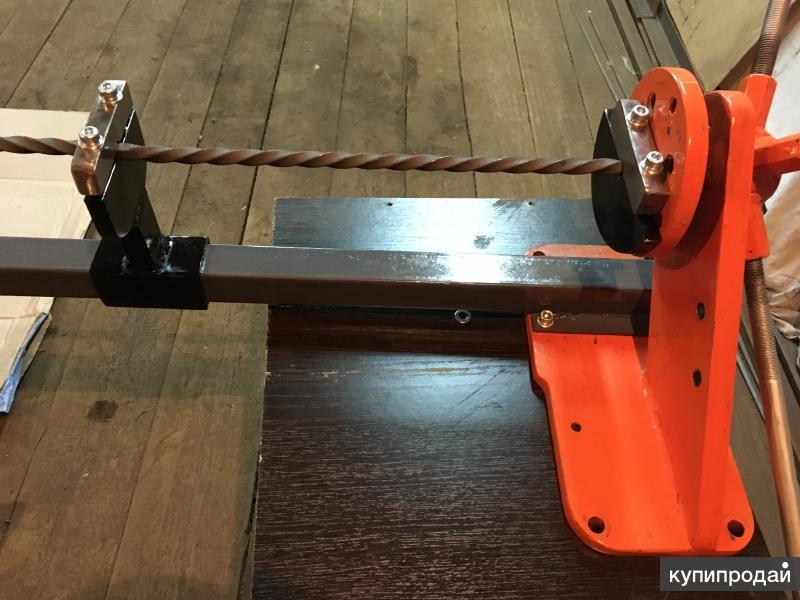 Однако кованые изделия обладают значительными преимуществами по сравнению с деталями, изготовленными методом литья, особенно в тех случаях, когда прочность и долговечность имеют первостепенное значение. Это связано с тем, что ковка коренным образом изменяет структуру металла — при сжатии твердого или нагретого металла материал подвергается металлургической рекристаллизации, что является полезным перераспределением зерна металла.
Однако кованые изделия обладают значительными преимуществами по сравнению с деталями, изготовленными методом литья, особенно в тех случаях, когда прочность и долговечность имеют первостепенное значение. Это связано с тем, что ковка коренным образом изменяет структуру металла — при сжатии твердого или нагретого металла материал подвергается металлургической рекристаллизации, что является полезным перераспределением зерна металла.
После рекристаллизации кованые детали обладают гораздо более высокой ударной вязкостью и прочностью на сдвиг, чем сырой или литой материал. В качестве дополнительного преимущества эти улучшения прочности могут быть настолько выраженными, что они противодействуют необходимости использования дорогих сплавов для достижения желаемой прочности.
Ознакомьтесь с различными продуктами, которые мы производим.
К дополнительным преимуществам ковки относятся:
- Прочность на растяжение . Исследование Университета Толедо показало, что кованые детали обладают на 26% более высокой прочностью на растяжение, чем сопоставимые чугунные детали. В результате кованые компоненты могут выдерживать значительно большее растяжение без разрыва, чем другие детали.
- Усталостная прочность . Кованые компоненты обладают явно более высокой усталостной прочностью, что обеспечивает более длительный срок службы по сравнению с компонентами, изготовленными другими методами, при наблюдении в тех же тяжелых условиях эксплуатации.
- Универсальность . Как ковка, так и литье могут производить широкий спектр больших и малых изделий. Редко есть причина предпочесть литье ковке только для того, чтобы получить другую форму.
- Однородность . По сравнению с литыми деталями кованые имеют более однородный состав и структуру, что способствует их внушительному сроку службы.
 В результате кованые компоненты могут выдерживать значительно большее растяжение без разрыва, чем другие детали.
В результате кованые компоненты могут выдерживать значительно большее растяжение без разрыва, чем другие детали. Помимо превосходства литья по этим ключевым показателям, ковка также предотвращает распространенные дефекты, встречающиеся в литых деталях. При литье некоторый процент конечных деталей обычно имеет неприемлемый уровень пористости, усадки или даже пустот. Такие проблемы часто могут приводить к тому, что приходится сбрасывать вблизи полностью обработанных литых деталей, что приводит к потере ценного времени обработки. Ни одна из этих проблем не может возникнуть при ковке, потому что материал никогда не расплавляется и не преобразуется.
Такие проблемы часто могут приводить к тому, что приходится сбрасывать вблизи полностью обработанных литых деталей, что приводит к потере ценного времени обработки. Ни одна из этих проблем не может возникнуть при ковке, потому что материал никогда не расплавляется и не преобразуется.
Постоянное качество является значительным преимуществом, особенно с точки зрения стоимости. Если литая деталь имеет пористость, ее необходимо утилизировать и отлить заново, что влечет за собой значительные материальные и трудовые затраты. Ковка полностью снижает этот риск. Кованые детали также обеспечивают долгосрочную экономию средств из-за их долговечности, уменьшая частоту выхода компонентов из строя и необходимости их замены.
В целом кованые детали более прочные, чем аналогичные по цене аналоги, и поэтому являются отличным вариантом для многих промышленных компонентов.
Промышленное применение
Многие отрасли промышленности начали признавать ключевые преимущества кованых компонентов. К ним относятся:
К ним относятся:
- Аэрокосмическая промышленность . Авиационные двигатели, компоненты шасси и аналогичные аэрокосмические детали выигрывают от долговечности и амортизации, обеспечиваемых кованым металлом.
- Автомобиль . Двигатели, рамы и трансмиссии — все это примеры компонентов, которые часто выковываются, чтобы использовать преимущества более высокой прочности, сопротивления и амортизирующих свойств кованого металла.
- Морской и железнодорожный . Детали, предназначенные для строительства и ремонта лодок или рельсов, часто выковываются, чтобы обеспечить долговечность при больших напряжениях в суровых условиях эксплуатации.
- Ручные и промышленные инструменты . Инструменты должны выдерживать большую ударную силу без деформации или растрескивания. Кованый металл обеспечивает долговечность, которую трудно достичь с помощью литья.
- Клапаны высокого давления и фитинги . Существует потребность в чрезвычайно прочных фитингах и клапанах для приложений высокого давления, которые охватывают многие отрасли. Кованые компоненты часто предпочтительнее из-за их прочности и долговечности в суровых условиях или при высоких давлениях.
- Машины и оборудование для нефтяных месторождений . Нефтяная и газовая промышленность предъявляет уникальные требования к оборудованию, и отказы могут быть чрезвычайно дорогостоящими. Кованый металл безопаснее и снижает потребность в дорогостоящих остановах для замены вышедших из строя деталей.
- Строительство, обработка материалов и добыча полезных ископаемых . Строительные площадки, шахты и погрузочно-разгрузочные работы часто подвергают оборудование очень большим нагрузкам и жестким условиям эксплуатации. Кованые компоненты часто предпочтительнее для защиты от опасных неисправностей и ненужных простоев.
 Существует потребность в чрезвычайно прочных фитингах и клапанах для приложений высокого давления, которые охватывают многие отрасли. Кованые компоненты часто предпочтительнее из-за их прочности и долговечности в суровых условиях или при высоких давлениях.
Существует потребность в чрезвычайно прочных фитингах и клапанах для приложений высокого давления, которые охватывают многие отрасли. Кованые компоненты часто предпочтительнее из-за их прочности и долговечности в суровых условиях или при высоких давлениях. В целом причины роста популярности ковки понятны. Это рентабельно и приводит к созданию прочных, высокопроизводительных компонентов, устойчивых к износу даже в самых сложных условиях эксплуатации. Эти преимущества могут быть усилены за счет тщательного выбора материалов, поэтому Cornell Forge работает в основном со сплавами с высокой прочностью на разрыв, а также с нержавеющей сталью, которые обеспечивают максимальную прочность, долговечность и коррозионную стойкость.
Эти преимущества могут быть усилены за счет тщательного выбора материалов, поэтому Cornell Forge работает в основном со сплавами с высокой прочностью на разрыв, а также с нержавеющей сталью, которые обеспечивают максимальную прочность, долговечность и коррозионную стойкость.
Запросите кованые изделия на заказ в Cornell Forge сегодня
Компания Cornell Forge обладает более чем 90-летним опытом в области ковки, и мы используем этот опыт, чтобы направлять наших клиентов на каждом этапе процесса ковки. Мы предлагаем помощь в проектировании, консультации и услуги по оптимизации, а затем собственное производство инструментов, что позволяет нам работать с клиентами с самого начала планирования продукта. Наши разнообразные предложения позволяют нам работать в различных отраслях промышленности со сложными потребностями, включая военную, медицинскую и аэрокосмическую отрасли.
Как компания, сертифицированная по стандарту ISO 9001:2015, мы придерживаемся строгих стандартов качества, включая строгие меры контроля процесса, чтобы гарантировать, что каждая кованая деталь соответствует ожиданиям. Более того, мы работаем с сетчатыми или почти сеточными процессами ковки, чтобы уменьшить количество отходов и сократить время выполнения заказа, а это означает, что вам не нужно жертвовать устойчивостью ради эффективности.
Наши возможности включают ковку нержавеющей стали и стальных сплавов, а также дополнительные услуги, начиная от термообработки и заканчивая сборкой и испытаниями. Чтобы узнать больше о том, как наши индивидуальные решения для ковки могут решить ваши самые сложные задачи проектирования, свяжитесь с Cornell Forge или запросите предложение сегодня.
Что такое холодная обработка и как она влияет на металл – SCTools
.
“Я встаю на свой стол, чтобы напомнить себе, что мы должны постоянно
l смотреть на вещи по-другому. ” – Робин Уильямс
” – Робин Уильямс
____________
Вы задавались вопросом, можно ли манипулировать металлом, не подвергая его воздействию высоких температур?
Или кто-то упомянул холодную обработку металла, и вам интересно, как достигается обработка металла при комнатной температуре?
Сегодня мы разберем процесс холодной обработки металла; мы также объясним четыре типа холодной обработки и эффекты, которые они производят.
Давайте углубимся в это.
Что такое холодная обработка металла
Источник изображения
Холодная обработка – это укрепление металла и улучшение его физических свойств путем изменения его формы и размера без нагрева.
Металл подвергается механическому воздействию при комнатной температуре или близкой к ней, что изменяет его кристаллическую структуру, делая его прочнее.
Холодная обработка также позволяет деформировать металл. Когда эти металлы подвергаются механическому или гидравлическому давлению, внутри металла возникает дефект, который уменьшает размер его кристаллов и оставляет место для манипуляций.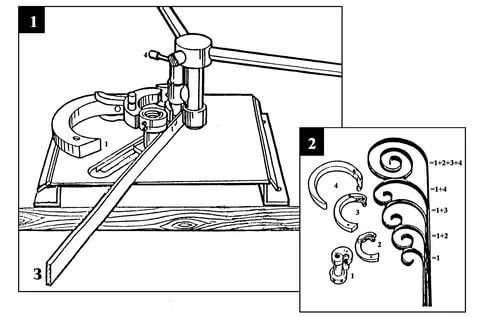
Производители используют четыре метода холодной обработки металлических заготовок.
Рассмотрим каждый подробнее.
#1: Гибка
Гибка включает изменение геометрии металла путем его деформации вокруг рабочей оси. Форма металла меняется, но объем остается прежним. Вот примеры техники изгиба.
Техника гибки | Как это работает |
Гибка труб | Процесс включает в себя изменение формы металлических труб и труб в новую модель с помощью пресса и ротационной гибки. |
Гибка уголка | Сменные плашки с соединением со станиной или ползуном закручивают металл до его изгиба. |
Роликовая гибка | Этот процесс включает скручивание прокатанных металлических изделий или больших листов в новую форму при формовании рулона. |
Фальцовка | Этот процесс включает в себя соединение двух ободков из листового металла по бокам. |

Техника гибки идеально подходит для производства автомобилей, поскольку для автомобильных деталей требуются нестандартные размеры.
#2: Сжатие
Сжатие включает в себя прохождение металла через пару роликов или других машин, которые уменьшают его толщину или работают над однородностью толщины.
В таблице ниже приведены примеры техник, применяемых при сдавливании.
Метод выдавливания | Как это работает |
Холодная прокатка | Металл растягивается или скручивается между роликами. |
Холодная ковка | Металл спрессован в полости штампа для придания ему нужной формы. |
Экструзия | Прессование стали в закрытой полости с применением гидравлического или механического давления. |
Упрочнение | Деформация поверхности металла ударом молотка или взрывом. |

Изделия, спрессованные этими методами, такие как бруски, полосы, стержни и листы, имеют более гладкую поверхность и точные размеры.
#3: Резка
Резка включает резку куска металла прямым режущим лезвием. Это также влечет за собой разрезание линий на металлической заготовке путем проталкивания двух лезвий друг за другом. Вот три типа техники стрижки.
Техника стрижки | Как это работает |
Возведение в квадрат | Резка или подравнивание металла ножницами для подрезки. |
Пирсинг | Лезвия для ножниц прокалывают и вырезают кусок металла, придавая ему индивидуальную отделку. |
Заглушка | Вырубка металлической заготовки и использование ее как отдельной детали. |

Резка придает алюминию, железу, меди, стали, бронзе и нержавеющей стали превосходную отделку.
#4: Чертеж
Волочение – это процесс протягивания металла через матрицу или маленькое отверстие с использованием силы сжатия. Этот метод увеличивает длину металла при уменьшении его диаметра. В таблице ниже объясняются два типа техники рисования.
Техника рисования | Как это работает |
Чертеж трубы | Протягивание трубы большого диаметра через матрицу, и на выходе получается труба меньшего диаметра. |
Чертеж прутка | Пруток большого диаметра помещают в штамповочную машину меньшего диаметра и прессуют до новых размеров. |
Процесс производства стальных стержней и алюминиевых стержней включает метод волочения.
____________
Эффекты холодной обработки металла
Производители предпочитают холодную обработку, потому что она дает прочный конечный металлический продукт для выполнения нестандартных конструкций и манипуляций.
Кроме того, оказывает следующее воздействие на металл:
- Повышает температуру рекристаллизации, что делает металл прочным
- Искаженная зернистая структура повышает стойкость металла
- Остаточное напряжение металлов сохраняется, если они не подвергаются воздействию высокой температуры
- Металл теряет пластичность
- Металлическая заготовка приобретает превосходную чистоту поверхности
В следующий раз, когда вы увидите великолепную металлическую заготовку с кривизной и выдающимся дизайном, вы во многом можете приписать ее холодной обработке.
Если у вас есть какие-либо вопросы о твердосплавных режущих инструментах, обязательно свяжитесь с нами по адресу @ sctools. co/Home или позвоните нам по телефону (877) 737-09.87. Мы помогаем вам лучше обрабатывать машины!
co/Home или позвоните нам по телефону (877) 737-09.87. Мы помогаем вам лучше обрабатывать машины!
— Лермит Диас
Метки:
5-осевой,
6-осевой,
Аэрокосмический инженер,
автомобильный инженер,
карбид,
ЧПУ,
станок с ЧПУ,
обработка с ЧПУ,
покрытия,
Холодная обработка,
изготовленные на заказ инструменты карбида,
пользовательские инструменты,
Режущие инструменты,
ССЗ,
производитель штампов,
бурение,
сверла,
концевые фрезы,
ФМ Карбид,
жесткое фрезерование,
самые твердые металлы,
Хирт-Лайн,
Литье под давлением,
токарный станок,
обработка,
Машинист,
Производство,
производственный твиттер,
машиностроение,
фрезерование,
производитель пресс-форм,
Точное машиностроение,
прецизионное производство,
ПВД,
SCTools,
sctools.