Токарный станок 1а616 – технические характеристики, паспорт
Токарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
Токарно-винторезный станок 1А616
Характеристики станка
Токарно-винторезный станок 1А616, конструкцию которого разработали более 60-ти лет назад, преимущественно используется для обработки заготовок, отличающихся небольшими габаритными размерами. Среди технических характеристик станка можно выделить следующие:
- максимальная длина выполняемого обтачивания — 660 мм;
- максимальная длина обрабатываемой заготовки — 710 мм;
- максимальный диаметр заготовки, располагаемой над суппортом — 180 мм, размещенной над станиной — 320 мм;
- масса оборудования — 1500 кг;
- диаметр сквозного отверстия, выполненного в шпинделе — 35 мм;
- прямое, а также обратное вращение шпинделя может осуществляться в интервале 9–1800 об/мин, регулировка данного параметра может выполняться по 21 ступеням;
- габаритные размеры оборудования — 2135х1225х1220 мм.


Более подробно все технические характеристики токарного станка 1А616 представлены ниже в формате таблиц:
В поперечном направлении суппорт токарного станка перемещается по винту вручную, предельная величина такого перемещения составляет 195 мм. Продольное перемещение суппорта обеспечивается винтом или валиком, его максимальное значение может составлять 670 мм. Характеристики рабочих подач 1А616 при этом одинаковы и могут выбираться в пределах от 0,065 до 0,91 об/мин.
Технические свойства 1А616 позволяют выполнять оперативную замену зубчатых передач в его коробке подач на сменные прецизионные элементы, что дает возможность осуществлять с его помощью нарезание резьбы, отличающейся повышенной точностью. При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач.
Основные узлы станка 1А616
Даже без использования сменных зубчатых колес на токарно-винторезном станке данной модели допустимо нарезать высокоточную резьбу со следующими характеристиками:
- питчевую — с шагом 2–128 питч;
- модульную, шаг которой находится в пределах 0,25–5,5 мм;
- дюймовую — с шагом 1–56 ниток на дюйм;
- метрическую — с шагом 0,5–24 мм.
Обрабатываемые детали можно фиксировать в обычном патроне токарного станка или использовать для этого пневматические и гидравлические зажимные устройства.
Конструкция и принцип работы
В конструкции 1А616 можно выделить следующие основные узлы:
- тумбы — передняя и задняя;
- задняя бабка;
- передняя бабка, где находится несколько механизмов: реверсивное устройство, звено, отвечающее за повышение шага, переборный механизм;
- блок, состоящий из сменных колес;
- шкаф, в котором размещена электрическая система;
- фартук, в котором находится механизм подач;
- несущая станина;
- коробка подач;
- система, отвечающая за охлаждение режущего инструмента;
- коробка переключения скоростей;
- поддон, где собирается стружка и отработанная охлаждающая жидкость.

Органы управления станка 1А616 (нажмите, чтобы увеличить)
Принцип работы данной модели токарного станка можно представить в виде следующей схемы.
- Заготовку, которую необходимо обработать, фиксируют в патроне станка или между его центрами.
- Резцы закрепляются в резцедержателе, размещенном на суппорте агрегата. Одновременно в таком резцедержателе можно закрепить до 4 резцов.
- Если в заготовке необходимо выполнить сверление, расточку отверстий или нарезание внутренней резьбы, то соответствующий инструмент закрепляют в пиноли задней бабки.
- Обработка на 1А616, как и на токарно-винторезных станках других моделей, обеспечивается за счет комбинирования двух движений: поступательного перемещения режущего инструмента и вращения детали. Благодаря сочетанию таких движений на станке можно выполнять обработку деталей цилиндрической, конической и фасонной конфигурации, винтовых поверхностей, торцов заготовки.
Передача вращения на шпиндель устройства и, соответственно, на обрабатываемую заготовку осуществляется при помощи ременного шкива, установленного между его опорами.
Передняя бабка 1А616
Задняя бабка 1А616
Электрическая система станка
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.

Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Обеспечение движения подачи и резания
Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
- две клиноременные передачи;
- 12-ступенчатая коробка скоростей.
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
- поворот резцедержателя и его установка в требуемое положение;
- передвижение задней бабки, в которой размещается пиноль станка;
- установка суппорта в требуемое положение.
Фартук 1А616 (нажмите, чтобы увеличить)
Паспорт 1А616 и руководство по электрооборудованию
Скачать бесплатно паспорт токарно-винторезного станка 1А616 в pdf-формате можно здесь: Паспорт 1А616
Скачать руководство по уходу и обслуживанию электрооборудования 1А616 можно здесь: Электрооборудование 1А616
Технические возможности станка данной модели позволяют использовать его как при производстве изделий крупными сериями, так и при изготовлении единичных деталей. Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами.На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.

Наименование характеристики |
| |
Тип станка | Токарно-винторезный универсальный | |
Модель | 1А616 | |
Класс точности | Н | |
Вес станка, кг | Порядка 1500 | |
Габарит станка (длина х ширина х высота), мм | 2135x1225x1220
| |
Основные размеры | ||
Высота центров, мм | 165 | |
Расстояние между центрами, мм | 710 | |
Размеры обрабатываемых изделий |
| |
Наибольший диаметр обрабатываемого прутка, мм | 34 | |
Наибольший диаметр изделия, устанавливаемого над суппортом, мм | 180 | |
Наибольший диаметр изделия, устанавливаемого над станиной, мм | 320 | |
Наибольшая длина обтачивания, мм | 660 | |
Шаг нарезаемой резьбы: |
| |
метрической, мм | 0,5—24 | |
дюймовой, число ниток на 1″ | 56—1 | |
модульной, в модулях | 0,25—22 | |
питчевой, в питчах | 128—2 | |
Суппорт | ||
Количество резцов в резцедержателе | 4 | |
Наибольшие размеры державки резца, мм |
| |
ширина | 20 | |
высота | 25 | |
Расстояние от опорной поверхности резца до линии центров, мм | 25 | |
Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 170 | |
Количество суппортов: |
| |
передних | 1 | |
задних | нет | |
Количество резцовых головок в переднем суппорте | 1 | |
Наибольшее перемещение, мм: | Продольное | Поперечное |
от руки | 670 | 195 |
по валику | 670 | — |
по винту | 670 | 195 |
Выключающие упоры . | отсутствуют | |
Быстрое перемещение м/мин | отсутствует | |
Перемещение на одно деление лимба, мм: |
| |
продольное | 1 | |
поперечное | 0,05 | |
Перемещение на один оборот лимба, мм: |
| |
продольное | 110 | |
поперечное | 15 | |
Пределы продольных и поперечных подач, мм/об шпинделя | 0,005—0,91 | |
Резцовые салазки | ||
Наибольший угол поворота, град | 90 | |
Цена одного деления шкалы поворота, град | 1 | |
Наибольшее перемещение, мм | 120 | |
Цена одного деления лимба, мм | 0,05 | |
Перемещение на один оборот лимба, мм | 3 | |
Резьбоуказатель | Отсутствует | |
Предохранение от перегрузки | имеется | |
Блокировка | имеется | |
Шпиндель | ||
Пределы скоростей прямого и обратного вращения, об/мин | 9—1800 (11—2240 по заказу) | |
Внутренний конус | Морзе № 5 | |
Диаметр отверстия шпинделя, мм | 35 | |
Торможение шпинделя | имеется | |
Блокировка рукояток | Имеется | |
Задняя бабка | ||
Внутренний конус | Морзе № 4 | |
Наибольшее перемещение пиноли, мм | 120 | |
Цена одного деления шкалы перемещения пиноли, мм: |
| |
линейки | 1 | |
нониуса | – | |
Поперечное смещение, мм: |
| |
вперед | 10 | |
назад | 10 | |
Привод |
| |
Род привода | от индивидуального электродвигателя | |
Электродвигатели | ||
Главного движения: |
| |
мощность, кВт | 4 | |
число оборотов в минуту | 1450 при 50 гц | |
Насоса охлаждения: мощность, кВт | 0,125 | |
число оборотов в минуту | 2800 При 50 гц | |
Ремни по ГОСТ 1284-57 | ||
Местонахождение | главный привод | |
Тип клиновой | Б2000 | |
Количество | 5 | |
Тип клиновой | Б1400 | |
Количество | 3 | |
Подшипники шпинделя | ||
Передний |
| |
Тип | роликоподшипник двухрядный радиальный | |
Условное обозначение | 3182116 | |
Основные размеры, мм | 80 х 125 х 34 | |
Задние: |
| |
Тип | шарикоподшипник упорный | |
Условное обозначение | 8211 | |
Основные размеры, мм | 55x90x25 | |
Тип | шарикоподшипник радиально-упорный | |
Условное обозначение | 46211 | |
Основные размеры, мм | 55X 100×21 | |
Муфты | ||
Местонахождение | фартук | |
Назначение | включение продольной подачи | |
Тип | зубчатая | |
Местонахождение | фартук | |
Назначение | включение поперечной подачи | |
Тип | зубчатая | |

Токарно-винторезный станок 1А616: характеристики, схемы, паспорт
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно винторезный станок 1А616.
Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно винторезный станок 1А616.
Классификация оборудования
Для облегчения ориентации в большом количестве агрегатов разного предназначения разработана десятичная система. Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.
Выполняемые операций и использующиеся режущие инструменты, определяют девять групп станков. Первая цифра в названии определяет группу, в нашем случае (1) говорит о принадлежности к токарной. Вторая цифра говорит о типе механизма, если (6), то токарные и лобовые. Последние цифры, указывает технические характеристики, высоту центров в см, (а) говорит о том, что в станке улучшены параметры, по сравнению с первым выпуском. У токарно винторезного станка 1А616 технические характеристики претерпели изменения на основании эксплуатационных данных.
Агрегаты данной группы делятся:
- легкие, используются в приборостроении и инструментальном производстве;
- средние, основа группы, использование приспособлений, автоматизация процессов;
- тяжелые, обработка крупногабаритных деталей.
Среди них выделяются:
- универсальные, способные выполнять большое количество процессов;
- специализированные, предназначены для узкого круга операций.
Все узлы выше рассмотренных механизмов имеют одинаковое назначение и название. Их устройство можно понять, изучив паспорт изделия. В нем вы получите обзор необходимой информации.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1А616
Не изучив инструкции и руководства, которые прилагаются к оборудованию, токарь не допускается к работе.
Описание 1А616
Токарный станок 1А616 1952 г технический паспорт, которого мог порадовать любого производственника. На тот момент технические характеристики винторезного механизма были одними из лучших. Производителем модели на тот момент являлся Станкостроительный завод в городе Самаре. Несмотря на то, что эта модель выпускается на протяжении нескольких десятилетий, токарный станок 1А616 пользуется популярностью.
Производителем модели на тот момент являлся Станкостроительный завод в городе Самаре. Несмотря на то, что эта модель выпускается на протяжении нескольких десятилетий, токарный станок 1А616 пользуется популярностью.
Проводимые на нем операции по металлу отличаются высокой точностью. В механизме происходит движение резания, деталь, подвергаемая обработке, вращается со шпинделем. Суппорт перемещается с резцом, который определяет движение подач, а его движение с резьбовым резцом образуют винтовую поверхность. Кроме того осуществляются движения, выполняемые вручную. Это поворот резцедержателя, перемещение пиноли, корпуса, суппорта.
Возможны два варианта расположения детали, которая обрабатывается:
- в центрах;
- в патроне.
Резцедержатель, по своей конструкции, позволяет устанавливать четыре инструмента. Режущие инструменты, обрабатывающие отверстия, располагаются в пиноли. Допускается обработка поверхностей, имеющих разную форму. Это происходит благодаря движению вращения детали, и перемещению резца. Полное представление об операциях, которые выполняет токарный станок 1А616, дает инструкция по эксплуатации.
Режущие инструменты, обрабатывающие отверстия, располагаются в пиноли. Допускается обработка поверхностей, имеющих разную форму. Это происходит благодаря движению вращения детали, и перемещению резца. Полное представление об операциях, которые выполняет токарный станок 1А616, дает инструкция по эксплуатации.
- Токарный станок 1А616
- Внешний вид станка 1А616
Назначение и применение
Разработан агрегат шестьдесят лет назад, и изначально предназначался для обработки небольших деталей. Этот момент определяет отверстие в шпинделе, и необходимая длина обработки, ограниченная расположением задней бабки. К основным параметрам относятся нижеприведенные моменты:
- Станок модели 1А616 имеет показатель длины протачивания 660 мм. Ходовой винт передвигает режущий инструмент без перебазирования заготовки для прохода по указанной длине. Рассматриваемое устройство разрешает устанавливать заготовки, длина которых 710 мм, и обтачивать их.
- Диаметр заготовки может составлять 180 мм, вылет над станиной 320 мм.
- В паспорте указан вес агрегата 1500 кг.
- Вращения шпинделя допускается в диапазоне начиная от 9 об/мин, и заканчивая 1 800. Скорость резания устанавливаться в зависимости от разработанного проекта.
- Устройство токарного станка 1А616 включает коробку скоростей, способную осуществлять регулировку вращения шпинделя по 21 передаче. Коробка скоростей механизма собрана из зубчатых колес. Гитара сменных шестерен, позволяет делать переналадку оборудования. Зубчатые колеса изготавливают из высококачественных металлов, способных противостоять большим нагрузкам. Регулировку скорости происходит посредством рычагов, все они расположены с правой стороны. Работоспособность обеспечивается надежной системой смазки.

За длительный срок выпуска технический потенциал токарного станка не изменился, конструкция имеет всю туже кинематическую схему и электрическую схему, хотя недочеты постоянно учитывались.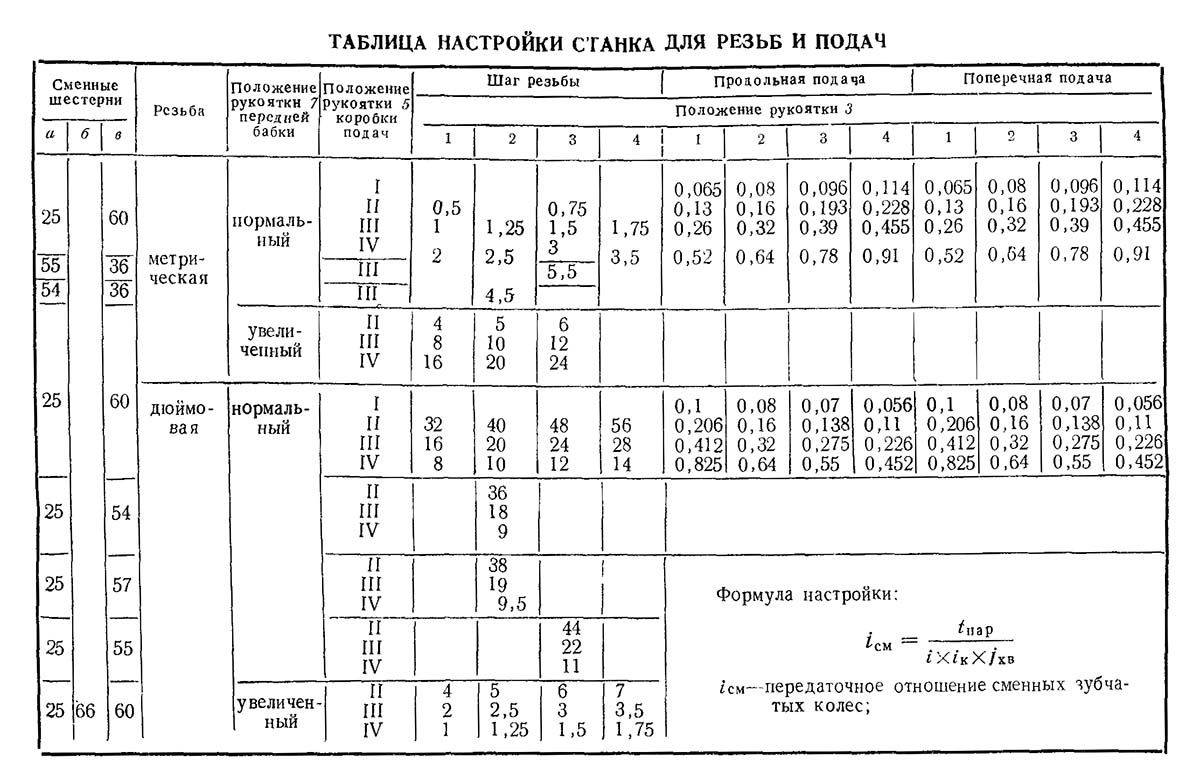
Нарезание резьбы
Это основная операция выполняемая данным механизмом. Кинематическая схема коробки скоростей определяет возможность проведения работы по смене зубчатых колес. Это делается в случае резьбы с повышенной точностью. На место зубчатой передачи вставляют прецизионные элементы, они поставляются в дополнительном комплекте. Нарезая резьбу повышенной точности, используют ходовой винт, при этом агрегат работает с отключенной коробкой.
Инструкция по эксплуатации предусматривает нарезание резьбы без переналадки кинематики:
- Дюймовую.
- Модульную.
- Питчевую.
- Метрическую.
Назначение токарно винторезного станка 1А616 стандартное: обработка тел вращения с центральным расположением оси, с возможностью фиксации длинных заготовок при помощи бабки и последующее выполнение нарезания резьбы. Описание к станку указывает на то, что он похож на модели из токарной группы.
Описание к станку указывает на то, что он похож на модели из токарной группы.
Конструктивные особенности
У токарного станка 1А616 имеется раздельный привод движения резания. Кроме того, шкив привода расположен между опорами, и благодаря их конструкции, можно менять ремни, не разбирая шпиндель.
Чтобы выполнять торможение привода, к статорной обмотке подводится ток постоянного напряжения.
Ниже приводится схема станка:
Схема станка 1А616
Делая обзор токарно винторезного станка 1А616, отметим следующие части:
- Опоры, представляющие собой тумбы заднюю (З) и переднюю (М).
- Задний конец длинной заготовки фиксирует бабка задняя (Д), которая снижает вибрации и повышает точность обработки. Установить в ней можно различные центра, которые должны соответствовать принятым стандартам.
- Передняя бабка 1А616(Б) представлена несколькими узлами: кинематический механизм, переборный, звено, которое отвечает за изменение шага. Отсек передней бабки имеет отделение, при открытии которого можно провести ремонт, изменить кинематический механизм и провести другие работы. Для перенастройки кинематического механизма, расположенного в передней бабке, изучается чертеж. Схемы, подробные чертежи и характеристики кинематического устройства указаны в паспорте.
- Несущая станина (Е) агрегата, которая объединяет переднюю бабку и задний механизм крепления заготовки. Она поглощает вибрацию, исходящую от коробок скоростей и суппорта.
- Электрический шкаф (Ж). Электрическая схема сложная, изучить ее можно по технической документации.
- Резцедержатель фиксирует резец, и устанавливается на суппорте (Г). Продольный или поперечный, внутренний механический прямой проход требует прочного крепления режущего инструмента. Обрабатываются цилиндрические и конические поверхности.
- Фартук (В) – устройство с подающим механизмом режущего инструмента агрегата.
- Электросхема дает возможность установки нескольких электрических двигателей.
- Коробка скоростей токарного станка 1А616 (Л). Рассматривая характеристики современных коробок скоростей отметим, что они работают намного тише и без толчков. При производстве современных коробок используется износостойкий металл.
- Коробка (Н) подач также представлена сложным механизмом, от надежности работы которого зависит качество обработки. От точности, с которой работает коробка, зависит и качество точения.
- Система смазки и жидкости охлаждения (И). Эксплуатация токарного станка по металлу 1А616 предусматривает возникновение трения в различных механизмах, что становится причиной износа. Система смазки увеличивает срок эксплуатации коробок скоростей. Кинематический чертеж определяет наличие большого количества подшипников, работа которых без смазки не возможна. Охлаждающая жидкость позволяет проводить обработку с более высокими показателями. Смазка в системе представлена специальным маслом, которое не может попадать в зону резания.
- Все части механизма объединены поддоном (К), на нем собирается стружка с обрабатываемой детали и жидкость охлаждающая резец.


 Смазка в системе представлена специальным маслом, которое не может попадать в зону резания.
Смазка в системе представлена специальным маслом, которое не может попадать в зону резания.Система смазки токарного станка 1А616 должна постоянно контролироваться обслуживающим персоналом. Отсутствие в системе необходимого количества масла приведет к поломке механизма.
Руководство по эксплуатации дает полное представление об устройстве системы смазки, и как ее правильно проводить.
Большую роль в надежности и работоспособности агрегата играет коробка скоростей. Удачная инженерная разработка отдельного узла позволила механизму в целом длительное время занимать ведущие позиции.
В ней использовалась трехвальная схема, позволяющая делать 12 переключений. Промежуточный и приводной валы изготовлены цельными с шестернями. Управление переключением передач выполняется ручками, вынесенными на панель управления. Смазка коробки происходит при запуске двигателя. Шестерни вращаются, и разбрызгивают масло по всей внутренней поверхности коробки.
Шестерни вращаются, и разбрызгивают масло по всей внутренней поверхности коробки.
Коробка скоростей станка 1А616
Электрическая схема токарного станка 1А616 дает возможность функционирования всех цепей с напряжением 380 В, однако при домашнем использовании оборудование сможет работать с 220 В. Специализированный заказ оговаривал выпуск агрегатов, работающих с 500 В.
На станке устанавливают два трехфазных двигателя. Один из них, мощностью 4 кВт, используется для работы главного привода, а второй подает охлаждающую жидкость. С помощью специального устройства запитывается 36 вольтовая лампа, используемая для освещения рабочего места.
Электрическая схема станка 1А616
Всю выше перечисленную информацию содержит руководство по эксплуатации токарного станка 1А616. Также отметим размещение основной информации о токарном станке модели 1А616 на его передней части.
Хотя модель давно не выпускается, качественная сборка и удачная компоновка, позволяет использовать ее в настоящее время. Однако при покупке б/у станка нужно обращать внимание на его состояние, потому что приобретение запчастей проблематично.
Однако при покупке б/у станка нужно обращать внимание на его состояние, потому что приобретение запчастей проблематично.
Токарный станок 1а616 технические характеристики
Токарный станок 1а616 – технические характеристики, паспортТокарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
Токарно-винторезный станок 1А616
Характеристики станка
Токарно-винторезный станок 1А616, конструкцию которого разработали более 60-ти лет назад, преимущественно используется для обработки заготовок, отличающихся небольшими габаритными размерами. Среди технических характеристик станка можно выделить следующие:
- максимальная длина выполняемого обтачивания — 660 мм;
- максимальная длина обрабатываемой заготовки — 710 мм;
- максимальный диаметр заготовки, располагаемой над суппортом — 180 мм, размещенной над станиной — 320 мм;
- масса оборудования — 1500 кг;
- диаметр сквозного отверстия, выполненного в шпинделе — 35 мм;
- резьбовой конец шпинделя выполнен в соответствии с ГОСТ 12593-72 и относится к типу 6К;
- прямое, а также обратное вращение шпинделя может осуществляться в интервале 9–1800 об/мин, регулировка данного параметра может выполняться по 21 ступеням;
- габаритные размеры оборудования — 2135х1225х1220 мм.

Более подробно все технические характеристики токарного станка 1А616 представлены ниже в формате таблиц:
В поперечном направлении суппорт токарного станка перемещается по винту вручную, предельная величина такого перемещения составляет 195 мм. Продольное перемещение суппорта обеспечивается винтом или валиком, его максимальное значение может составлять 670 мм. Характеристики рабочих подач 1А616 при этом одинаковы и могут выбираться в пределах от 0,065 до 0,91 об/мин.
Технические свойства 1А616 позволяют выполнять оперативную замену зубчатых передач в его коробке подач на сменные прецизионные элементы, что дает возможность осуществлять с его помощью нарезание резьбы, отличающейся повышенной точностью. При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
Конструкция 1А616 допускает такую возможность.
Основные узлы станка 1А616
Даже без использования сменных зубчатых колес на токарно-винторезном станке данной модели допустимо нарезать высокоточную резьбу со следующими характеристиками:
- питчевую — с шагом 2–128 питч;
- модульную, шаг которой находится в пределах 0,25–5,5 мм;
- дюймовую — с шагом 1–56 ниток на дюйм;
- метрическую — с шагом 0,5–24 мм.
Обрабатываемые детали можно фиксировать в обычном патроне токарного станка или использовать для этого пневматические и гидравлические зажимные устройства.
Конструкция и принцип работы
В конструкции 1А616 можно выделить следующие основные узлы:
- тумбы — передняя и задняя;
- задняя бабка;
- передняя бабка, где находится несколько механизмов: реверсивное устройство, звено, отвечающее за повышение шага, переборный механизм;
- блок, состоящий из сменных колес;
- шкаф, в котором размещена электрическая система;
- фартук, в котором находится механизм подач;
- несущая станина;
- коробка подач;
- система, отвечающая за охлаждение режущего инструмента;
- коробка переключения скоростей;
- поддон, где собирается стружка и отработанная охлаждающая жидкость.

Органы управления станка 1А616 (нажмите, чтобы увеличить)
Принцип работы данной модели токарного станка можно представить в виде следующей схемы.
- Заготовку, которую необходимо обработать, фиксируют в патроне станка или между его центрами.
- Резцы закрепляются в резцедержателе, размещенном на суппорте агрегата. Одновременно в таком резцедержателе можно закрепить до 4 резцов.
- Если в заготовке необходимо выполнить сверление, расточку отверстий или нарезание внутренней резьбы, то соответствующий инструмент закрепляют в пиноли задней бабки.
- Обработка на 1А616, как и на токарно-винторезных станках других моделей, обеспечивается за счет комбинирования двух движений: поступательного перемещения режущего инструмента и вращения детали. Благодаря сочетанию таких движений на станке можно выполнять обработку деталей цилиндрической, конической и фасонной конфигурации, винтовых поверхностей, торцов заготовки.
Передача вращения на шпиндель устройства и, соответственно, на обрабатываемую заготовку осуществляется при помощи ременного шкива, установленного между его опорами.![]() Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Передняя бабка 1А616
Задняя бабка 1А616
Электрическая система станка
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.
Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Обеспечение движения подачи и резания
Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
- две клиноременные передачи;
- 12-ступенчатая коробка скоростей.
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
- поворот резцедержателя и его установка в требуемое положение;
- передвижение задней бабки, в которой размещается пиноль станка;
- установка суппорта в требуемое положение.
Фартук 1А616 (нажмите, чтобы увеличить)
Паспорт 1А616 и руководство по электрооборудованию
Скачать бесплатно паспорт токарно-винторезного станка 1А616 в pdf-формате можно здесь: Паспорт 1А616
Скачать руководство по уходу и обслуживанию электрооборудования 1А616 можно здесь: Электрооборудование 1А616
Технические возможности станка данной модели позволяют использовать его как при производстве изделий крупными сериями, так и при изготовлении единичных деталей. Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Строительство, технические характеристики, отзывы, ценыТокарный станок 1А616 отечественного производства выпускается с пятидесятых годов прошлого века. Модель производства Среднего Поволжья по-прежнему можно встретить на различных производственных предприятиях. Рассмотрим особенности и особенности этой методики, а также отзывы потребителей.
Описание
Токарный станок 1A616 оснащен опорой, механически перемещающейся в поперечном направлении до максимального значения до 195 миллиметров.В продольной плоскости ход элемента обеспечивается винтом и роликом до предельного значения 670 мм. Параметры подачи имеют одинаковый диапазон в диапазоне от 0,065 до 0,91 оборотов в минуту.
Характеристики машины позволяют производить быструю замену зубчатых колес в коробке питания для сменных прецизионных деталей. Это позволяет обрезать нить с высочайшей точностью. Чтобы нарезать стандартную резьбу в дюймовой, модульной или метрической конфигурации, вам не нужно этого делать.Получение точных параметров связано с непосредственным включением ходового винта в обход коробки подачи.
Спецификации токарного станка 1A616
Рассматриваемый агрегат используется для обработки заготовок компактных размеров. Оборудование имеет следующие параметры технического плана:
- Максимальная длина шлифования составляет 660 мм.
- Длина заготовки до максимума – 710 мм.
- Диаметр заготовки над опорой / рамой составляет 180/320 мм.
- Вес – 1,5 тонны.
- Диаметр сквозного отверстия шпинделя составляет 35 мм.
- Тип резьбового наконечника по ГОСТ-6К.
- Интервал вращения шпинделя составляет 9-1800 об / мин.
- Длина / ширина / высота – 2,13 / 1,22 / 1,22 м.
На токарном станке 1A616 нарезаются следующие типы резьбы:
- Обработка шага с шагом 2-128.
- дюймовая резьба – 1-56 нитей на дюйм.
- Модульная версия – в диапазоне от 0.От 25 до 5,5 мм.
- Метрическая версия составляет 0,2-24 мм.
Обрабатываемые детали помещаются в обычный картридж, закрепленный с помощью пневматических или гидравлических зажимных приспособлений.
Конструкция
Рассматриваемое оборудование включает в себя следующие элементы и детали:
- Передний и задний бордюр.
- Передняя и задняя бабка.
- Реверсивное устройство, переборка, а также агрегат, отвечающий за увеличение рабочего шага.
- Узел сменных колес.
- Шкаф для электрооборудования.
- Фартук с механизмом подачи.
- Стан.
- Подающая коробка.
- Система охлаждения для режущих инструментов.
- Распределительная коробка.
- Поддон для сбора стружки и отработанной охлаждающей жидкости.
Принцип работы
Металлообрабатывающие станки 1A616 работают по этому принципу:
- Детали перед обработкой фиксируются в патроне оборудования или между центрами.
- Резцы закреплены в держателе на опоре.Одновременно может быть установлено не более четырех режущих элементов.
- Для выполнения сверления или нарезания внутренней резьбы в перьевом хвостовике закрепляется подходящий инструмент.
- Основная обработка заготовки осуществляется за счет сочетания поступательного и вращательного движения резца и скорости детали. Такая конструкция позволяет обрабатывать цилиндрические, конические и фасонные детали, включая винтовые и торцевые детали.
На токарном станке по металлу 1А616 передаточный момент на шпинделе и заготовке выполнен с помощью ременного шкива, который размещен между опорами.При необходимости клиновой ремень можно заменить, не снимая шпиндель. Конструкция этого оборудования предусматривает принцип раздельной передачи на суппорт. Его можно перемещать с помощью ходового винта или ролика. В обмотке двигателя участвует пускатель постоянного тока, обеспечивающий эффективное торможение привода.
Электросхема
Электрическая схема токарного станка 1A616 включает в себя следующие элементы:
- Предохранители.
- Включить вход.
- Элемент освещения для освещения рабочей зоны.
- Реле напряжения.
- Контакторы включения и назад.
- Регулятор включения насоса охлаждающей жидкости.
- Реле скорости двигателя и аналоговое управление контактором.
- Трансформатор пониженной конфигурации.
- Индикатор уровня нагрузки.
- Выпрямитель.
- Управление оборудованием коммутационного узла.
Металлообрабатывающий агрегат оснащен двумя электродвигателями, каждый из которых имеет свой функционал. Трехфазный двигатель PA22 имеет мощность 0.12 кВт и оборот 2800 оборотов в минуту. Служит для поворота насоса подачи охлаждающей жидкости в рабочую зону.
Трехфазный аналог A02-41-4 имеет номинальную мощность 4 кВт (1430 об / мин). Его целью является обеспечение работы главного привода машины.
Промышленные модели рассчитаны на напряжение 380 В, бытовые версии агрегатируются с электрической сетью 220 В. По заказу предлагаются модификации, рассчитанные на 500 В.
Рабочий процесс
Подающее движение при работе металлообрабатывающих станков 1А616 составляет от шпинделя в сборе до суппорта.Коробка передач способна эксплуатировать оборудование в 48 диапазонах, официально обозначенных 22, потому что некоторые скорости совпадают. Для longit
.| Токарно-винторезный станок модели 1А616 производства Среднего Поволжского станкостроительного завода является универсальным станком и предназначен для различных токарных работ в условиях индивидуальной и мелкосерийное производство, осуществляемое в центрах или в картридже, в том числе для нарезания резьб: метрических, дюймовых, модульных и питчевых. Без дополнительных запасных колес на станке модели 1А616 можно нарезать резьбу повышенной точности: метрическая с шагом с меткой с шагом от 0,5 до 24 мм; дюйм с количеством ниток на 1 дюйм от 56 до 1; модульные с шагом в модулях от 0,25 до 5,5 мм и питчевые с шагом в шагах от 128 до 2. Предусмотрена возможность нарезания особо точных резьб путем исключения кинематической цепи зубчатых передач коробки подачи и применения специальных прецизионных сменных зубчатых колес. Технические характеристики токарно-винторезного станка 1А616.
|
Основные эксплуатационные характеристики:
1 Головка и станина головки станка, задняя бабка, опорная плита и т. Д. Сочетание поверхности между чисткой вручную, строгой проверкой станка эффективно обеспечивает точность и стабильность станка.
2 Машина изготовлена из высокопрочного чугуна, добавлены специальные материалы из меди и хрома, ширина станины 400 мм, глубина закалки рельсов станины до 4 мм, эффективно улучшают удобство и стабильность машины.
3 Смазка корпуса головки станины использует насос для обеспечения принудительной циркуляции смазки, учитывая жаркую погоду на юге, гарантирует чистоту коробки головки станины и характеристики теплового излучения, эффективно расширяет срок службы подшипников и зубчатых передач жизнь.
4 Подшипник Wafangdian используется в шпинделе станка, диаметр сквозного отверстия шпинделя 80 мм, зубчатая передача станка с точным шлифованием, может эффективно повысить твердость зубчатых колес, снизить шум станка.
5 В станке используется ведущий винт отечественной марки, а в шелковой матрице используется высококачественный бронзовый сплав для обеспечения износостойкости и точности технического обслуживания.
6 Станок имеет высокопрочный хвостовик четырехступенчатой револьверной головки: 25×25 мм.
Область применения:
1 Обычный горизонтальный токарный станок серии CA используется для токарной обработки внутренней и внешней цилиндрической поверхности, конической поверхности и другой вращающейся поверхности, для поворота различных метрических и дюймовых, модульных и шаговых резьб, а также шага диаметров резьбы и вытащить буровой и нефтяной бак и т. д., как правило, очень сильный горизонтальный токарный станок, широко применяется пакетная обработка различных валов и дисков.
2 Серийная ширина токарного станка в общем токарном станке, ширина рельса 400 мм имеет более высокую жесткость, поверхность рельса закалкой промежуточной частоты, износостойкая и долговечная.
3 Удобный оператор для концентрации, скользящая пластина оснащена быстродвижущимся механизмом. Использование одной ручки, гуманизация.
4 Жесткость конструкции станка и жесткость трансмиссии выше, чем у токарного станка общего назначения, коэффициент использования мощности высокий, что подходит для сильной резки.
5 Прежде чем покинуть станкостроительный завод, станок проходит строгий контроль в соответствии с процедурой проверки, а станок – на предмет хорошей устойчивости и надежности.
Основные технические характеристики изделия:
| Технические характеристики | CA6150 CA6150B CA6150C | CA6250 CA6250B CA6250C | ||||||
| Макс.Качели над кроватью | 500 мм | |||||||
| Макс. Поворотная каретка | 300 мм | |||||||
| Макс. отклонение в зазоре | – | 720 мм | ||||||
| Эффективная длина зазора | – | 210 мм | ||||||
| Макс. длина заготовки | 750 мм / 1000 мм / 1500 мм / 2000 мм / 22 мм / 3000 мм / 4000 мм | |||||||
| Ширина станины | 400 мм | |||||||
| Сечение токарного инструмента | 25×25 мм | |||||||
| Шпиндель | Частота вращения шпинделя | 10-1400 об / мин / 16-1400 об / мин (24 шага) | ||||||
| Отверстие в шпинделе | 52 мм.(80 мм). [105 мм] | |||||||
| Конус шпинделя | NO.6 (MT6) (Φ90 1:20) [Φ113 1:20] | |||||||
| Корма | Количество кормов | 64 (виды) (для каждого) | ||||||
| Диапазон метрических резьб (видов) | (1-192 мм) 44 вида | |||||||
| Диапазон дюймовых резьб (видов) | (2-24tpi) 21 видов | |||||||
| Диапазон резьб модулей (видов) | 0.25-48 (Moduie39kinds) | |||||||
| Диапазон резьбы (виды) | 1-96DP (37 видов) | |||||||
| Ход поперечного скольжения | 320мм | |||||||
| Ход верхнего скольжения | 140мм | |||||||
| Задняя бабка | Макс.Ход шпинделя хвостовой бабки | 150 мм | ||||||
| Диаметр шпинделя хвостовой бабки | 75 мм | |||||||
| Конус центрального отверстия шпинделя задней бабки | NO.5 (MT5) | |||||||
| Главный двигатель | 7,5 кВт (10 л.с.) | |||||||
| Размеры упаковки (Д * Ш * Вмм) | Габаритные размеры для 750 мм | 2550x1140x1750 | ||||||
| Габаритные размеры для 1000 мм | 2700x1140x1750 | |||||||
| Габаритные размеры для 1500 мм | Габаритные размеры | |||||||
| Габаритные размеры | Габаритные размеры | Габаритные размеры | 3700x1140x1750 | |||||
| Габаритные размеры для 2200 мм | 4030x1140x1750 | |||||||
| Габаритные размеры для 3000 мм | 4850x1140x1750 | |||||||
| Габаритные размеры для 4000 мм | 5800x1140x1750 | |||||||
| Вес для 750 мм | 2100 1990 | |||||||
| Вес для 1000 мм | 2190 2070 | |||||||
| Вес для 1500 мм | 2350 2220 | |||||||
| Вес для 2000 мм | 2720 2570 | |||||||
| Вес для 2200мм | 2800 2600 | |||||||
| Вес для 3000мм | 3300 3200 | |||||||
| Вес для 4000мм | 3500 3400 | |||||||
Токарно-винторезный станок 1А616 характеристики, схемы, паспорт
В середине прошлого столетия отмечается всплеск разработок моделей металлорежущего оборудования российского производства. Эта тенденция направлена на импорт замещение такой категории продукции. Дефицит составляла категория токарных станков. На это выполнили упор конструкторские бюро, и возник токарно винторезный станок 1А616.
Классификация оборудования
Для облегчения ориентации в не малом количестве агрегатов различного назначения разработана десятичная система. Она дает возможность по аббревиатуре названия определять осуществляемые устройством операции. Если оборудование стандартное расшифровать наименование не требует большого труда.
Осуществляемые операций и применяющиеся режущие инструменты, формируют девять групп станков. Первая цифра в наименовании определяет группу, в нашем случае (1) говорит о принадлежности к токарной. Вторая цифра говорит о типе механизма, если (6), то токарные и лобовые. Последние цифры, указывает технические свойства, высоту центров в см, (а) говорит про то, что в станке улучшены параметры, если сравнивать с первым выпуском. У токарно винторезного станка 1А616 технические свойства претерпели изменения на основании эксплуатационных данных.
Агрегаты этой группы распределяются:
- легкие, применяются в приборостроении и инструментальном производстве;
- средние, база группы, применение устройств, автоматизация процессов;
- тяжёлые, обработка больших деталей.
Среди них выделяются:
- многофункциональные, которые способны исполнять очень много процессов;
- специальные, предназначаются для ограниченного круга операций.
Все узлы выше рассмотренных механизмов имеют одно и тоже назначение и наименование. Их устройство понять можно, изучив паспорт изделия. В нем вы получите обзор соответствующей информации.
Скачать паспорт (инструкцию по эксплуатированию) токарно-винторезного станка 1А616
Не изучив инструкции и руководства, которые прилагаются к оборудованию, токарь не разрешается к работе.
Описание 1А616
Станок для токарных работ 1А616 1952 г техпаспорт, которого мог обрадовать любого производственника. В то время технические свойства винторезного механизма были одними из лучших. Изготовителем модели в то время являлся Станкостроительный завод в городе Самаре. Не обращая внимания на то, что данная модель выпускается в течении многих лет, станок для токарных работ 1А616 пользуется популярностью.
Проводимые на нем операции по металлу отличительны большой точностью. В механизме происходит движение резания, деталь, подвергаемая отделке, крутится со шпинделем. Суппорт передвигается с резцом, определяющий движение подач, а его движение с резьбовым резцом образовывают винтовую поверхность. Стоит еще сказать что выполняются движения, осуществляемые ручным способом. Это поворот резцедержателя, перемещение пиноли, корпуса, суппорта.
Возможны 2 варианта расположения детали, которая отделывается:
Резцедержатель, по собственной конструкции, позволяет ставить 4-ре инструмента. Режущие инструменты, обрабатывающие отверстия, находятся в пиноли. Разрешается обработка поверхностей, имеющих разнообразную форму. Происходит это благодаря движению вращения детали, и перемещению резца. Полное представление об операциях, которые делает станок для токарных работ 1А616, даёт инструкция по эксплуатированию.
Назначение и использование
Разработан аппарат шестьдесят лет тому назад, и с самого начала предназначался для обработки мелких деталей. Данный момент определяет отверстие в шпинделе, и нужная длина обработки, ограниченная расположением задней бабки. К важным параметрам относятся приведенные ниже моменты:
- Станок модели 1А616 имеет критерий длины протачивания 660 мм. Ходовой винт передвигает режущий инструмент без перебазирования заготовки для прохода по указанной длине. Рассматриваемое устройство разрешает ставить заготовки, их длина 710 мм, и обтачивать их.
- Диаметр заготовки может составлять 180 мм, вылет над станиной 320 мм.
- В паспорте указан вес агрегата 1500 кг.
- Вращения шпинделя разрешается в диапазоне начиная от 9 оборотов в минуту, и завершая 1 800. Скорость резания ставиться в зависимости от разработанного проекта.
- Устройство токарного станка 1А616 включает коробку скоростей, способную выполнять регулировку вращения шпинделя по 21 передаче. Коробка скоростей механизма собрана из зубчатых колес. Гитара сменяемых шестерен, дает возможность делать переналадку оборудования. Зубчатые колеса делают из очень качественных металлов, способных сопротивляться приличным нагрузкам. Регулировку скорости выполняется при помощи рычагов, они все размещены с права. Трудоспособность обеспечивается хорошей системой смазки.
За большой срок выпуска технический потенциал токарного станка не преобразился, конструкция имеет всю туже кинематическую схему и электрическую схему, хотя недочеты регулярно учитывались.
Нарезание резьбы
Это главная операция осуществляемая данным механизмом. Кинематическая схема коробки скоростей определяет возможность выполнения работы по смене зубчатых колес. Это выполняется в случае резьбы с очень высокой точностью. На место зубчатой передачи вставляют прецизионные детали, они поставляются в добавочном комплекте. Нарезая резьбу очень высокой точности, применяют ходовой винт, при этом аппарат работает с отключенной коробкой.
Инструкция по эксплуатированию учитывает нарезание резьбы без переналадки кинематики:
Назначение токарно винторезного станка 1А616 стандартное: обработка тел вращения с центральным расположением оси, с возможностью фиксации длинных заготовок с помощью бабки и дальнейшее выполнение нарезания резьбы. Описание к станку указывает на то, что он похож на модели из токарной группы.
Особенности конструкции
У токарного станка 1А616 есть отдельный привод движения резания. Более того, шкив привода размещен между опорами, и благодаря их конструкции, разрешается менять ремни, не разбирая шпиндель.
Чтобы исполнять торможение привода, к статорной обмотке подводится ток постоянного напряжения.
Ниже приводится схема станка:
Схема станка 1А616
Делая обзор токарно винторезного станка 1А616, отметим следующие части:
- Опоры, собой представляет тумбочки тыльную (З) и переднюю (М).
- Задний конец длинной заготовки фиксирует бабка задняя (Д), которая уменьшает вибрации и увеличивает точность обработки. Установить в ней можно разные центра, которые должны подходить принятым нормам.
- Передняя бабка 1А616(Б) представлена несколькими узлами: кинематический механизм, переборный, звено, которое в ответе за изменение шага. Отсек передней бабки имеет отделение, при открывании какого можно сделать ремонт, скорректировать кинематический механизм и провести прочие работы. Для перенастройки кинематического механизма, размещенного в передней бабке, изучается чертеж. Схемы, детальные чертежи и характеристики кинематического устройства отмечены в паспорте.
- Несущая станина (Е) агрегата, которая соединяет переднюю бабку и задний крепежный механизм заготовки. Она поглощает вибрацию, исходящую от коробок скоростей и суппорта.
- Электрический шкаф (Ж). Электросхема непростая, проанализировать ее можно по техдокументации.
- Резцедержатель фиксирует резец, и ставится на суппорте (Г). Продольный или поперечный, внутренний механический прямой проход просит крепкого крепления инструмента для резки. Отделываются цилиндрические и конусообразные поверхности.
- Фартук (В) – устройство с подающим механизмом инструмента для резки агрегата.
- Электросхема дает вероятность установки нескольких электро двигатель.
- Коробка скоростей токарного станка 1А616 (Л). Анализируя характеристики современных коробок скоростей напомним, что они работают гораздо тише и без толчков. При изготовлении современных коробок применяется устойчивый к износу металл.
- Коробка (Н) подач также представлена сложным механизмом, от надежности работы которого зависит качество обработки. От точности, с которой работает коробка, зависит и качество точения.
- Смазочная система и жидкости охлаждения (И). Работа токарного станка по металлу 1А616 учитывает появление трения в самых разнообразных механизмах, что оказывается основой износа. Смазочная система увеличивает эксплуатационный срок коробок скоростей. Кинематический чертеж определяет наличие немалого количества подшипников, работа которых без смазки не возможна. Охлаждающая жидкость дает возможность проводить обработку с более большими показателями. Смазка в системе представлена специализированным маслом, которое не может попадать в территорию резания.
- Все части механизма соединены поддоном (К), на нем собирается стружка с отделываемой детали и жидкость охлаждающая резец.
Смазочная система токарного станка 1А616 должна регулярно контролироваться персоналом . Отсутствие в системе нужного количества масла приведет к выходу из строя механизма.
Руководство по эксплуатированию даёт полное представление про устройство системы смазки, и как ее правильно проводить.
Немалую роль в надежности и работоспособности агрегата играет коробка скоростей. Успешная инженерная разработка отдельного узла позволила механизму в общем долгое время занимать ключевые позиции.
В ней применялась трехвальная схема, позволяющая делать 12 переключений. Переходный и приводной валы сделаны цельными с шестернями. Управление переключением передач делается ручками, вынесенными на панель управления. Смазка коробки происходит при запуске мотора. Шестерни вращаются, и разбрызгивают масло по всей поверхности внутри коробки.
Коробка скоростей станка 1А616
Электросхема токарного станка 1А616 позволяет функционирования всех цепей с напряжением 380 В, но при домашнем применении оборудование сможет работать с 220 В. Специальный заказ оговаривал выпуск агрегатов, работающих с 500 В.
На станке устанавливают два трехфазных мотора. Один из них, мощностью 4 кВт, применяется для работы основного привода, а второй подает охлаждающую жидкость. При помощи специализированного устройства запитывается 36 вольтовая лампа, применяемая для освещения места работы.
Электросхема станка 1А616
Всю выше перечисленную информацию имеет руководство по эксплуатированию токарного станка 1А616. Также отметим расположение ключевой информации о токарном станке модели 1А616 на его передней части.
Хотя модель давно не выпускается, качественно сделанная сборка и успешная расположение, дает возможность применять ее сейчас. Однако при приобретении б/у станка необходимо смотреть на его состояние, так как приобретение запасных частей непросто.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
|
Описание станкаУниверсальный станок токарно-винторезный 1А616, выпускался средне-Волжским станкостроительным заводом. На станке данной марки можно выполнять различные токарные работы как индивидуального характера, так и мелкосерийного производства, которые предполагают работу в патроне и в центрах. В частности станок используют для нарезания дюймовой, метрической, а так же модульной резьбы. В отверстие шпинделя может проходить пруток диаметром равным 34 миллиметра. Максимальная длинна заготовки, обтачиваемой с мех. подачей суппорта 660 миллиметров, это на 50 миллиметров меньше чем расстояние между центрами станка токарно-винторезного 1А616. __________________________ Скачать паспорт на станок токарно-винторезный 1А616Паспорт на станок 1А616 Руководство по уходу и обслуживанию станка __________________________ Технические характеристики станка токарно-винторезного 1А616
|
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 – 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 – 2 420 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемыхпитчевыхрезьб | 37 |
| Число нарезаемыхрезьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2812 / 3200 / 1166 / 1324 |
| Масса станка, кг | 3 035 |
, технические характеристики, отзывы, цены
Станок токарный отечественный 1А616 выпускается с пятидесятых годов прошлого века. Образец продукции Средневолжского комбайна до сих пор можно встретить на различных производственных предприятиях. Учитывайте характеристики и особенности этой техники, а также отзывы потребителей.
Описание
Токарный станок 1A616 оснащен суппортом, механически перемещающимся в поперечном направлении на максимальное значение до 195 миллиметров.В продольной плоскости ход элемента обеспечивается винтом и роликом до предельного значения 670 мм. Параметры подачи имеют одинаковый диапазон от 0,065 до 0,91 об / мин.
Характеристики станка позволяют производить быструю замену шестерен в коробке питания на сменные прецизионные детали. Это позволяет обрезать нить с максимальной точностью. Чтобы нарезать стандартную резьбу в дюймовой, модульной или метрической конфигурации, этого делать не нужно.Получение точных параметров происходит за счет непосредственного включения ходового винта, минуя коробку подачи.
Характеристики станка 1A616
Рассматриваемый агрегат предназначен для обработки заготовок компактных размеров. Оборудование имеет следующие параметры технического плана:
- Максимальная длина шлифования 660 мм.
- Длина заготовки максимальная – 710 мм.
- Диаметр заготовки над опорой / рамой 180/320 мм.
- Масса – 1,5 тонны.
- Диаметр сквозного отверстия шпинделя 35 мм.
- Тип резьбового наконечника по ГОСТ-6К.
- Интервал вращения шпинделя 9-1800 об / мин.
- Длина / ширина / высота – 2,13 / 1,22 / 1,22 м.
На токарном станке 1А616 нарезаются следующие типы резьбы:
- Обработка шага с шагом 2-128.
- дюймовая резьба – 1-56 ниток на дюйм.
- Модульное исполнение – в диапазоне от 0.От 25 до 5,5 мм.
- Метрическая версия – 0,2-24 мм.
Обрабатываемые детали помещаются в штатную кассету, фиксируемую с помощью пневматических или гидравлических зажимных устройств.
Конструкция
Рассматриваемое оборудование включает в себя следующие элементы и детали:
- Передний и задний бордюр.
- Передняя и задняя бабка.
- Устройство реверсивное, перегородка, а также узел, отвечающий за увеличение рабочего шага.
- Узел сменных колес.
- Шкаф для электрооборудования.
- Фартук с механизмом подачи.
- Стан.
- Коробка подачи.
- Система охлаждения режущего инструмента.
- Распределительная коробка.
- Поддон для сбора стружки и отработанной охлаждающей жидкости.
Принцип работы
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой закрепляется в патроне оборудования или между центрами.
- Резцы фиксируются в держателе на опоре.При этом можно установить не более четырех режущих элементов.
- Для выполнения операций по сверлению или нарезанию внутренней резьбы подходящий инструмент закрепляется в пиноли задней бабки.
- Основная обработка заготовки осуществляется за счет сочетания поступательного и вращательного движения фрезы и скорости детали. Такая конструкция позволяет обрабатывать детали цилиндрической, конической и фасонной формы, в том числе винтовые и торцевые.
На токарном станке по металлу 1А616 передача крутящего момента на шпиндель и заготовку производится с помощью ременного шкива, который размещается между опорами.При необходимости клиновой ремень можно заменить, не снимая шпиндель. В конструкции этого оборудования предусмотрен принцип раздельной передачи на суппорт. Его можно перемещать с помощью ходового винта или ролика. В обмотке двигателя участвует пускатель постоянного тока, обеспечивающий эффективное торможение привода.
Электросхема
В электрическую схему токарного станка 1А616 входят следующие элементы:
- Предохранители.
- Включить ввод.
- Световой элемент для освещения рабочей зоны.
- Реле напряжения.
- Контакторы включения и возврата.
- Регулятор включения насоса охлаждающей жидкости.
- Реле скорости двигателя и аналоговое контакторное управление.
- Трансформатор понижающей конфигурации.
- Индикатор уровня нагрузки.
- Выпрямитель.
- Управление оборудованием коммутационного узла.
Металлообрабатывающий агрегат оснащен двумя электродвигателями, каждый из которых имеет свой функционал. Трехфазный двигатель PA22 имеет мощность 0.12 кВт и частота вращения 2800 оборотов в минуту. Он служит для включения насоса подачи охлаждающей жидкости в рабочую зону.
Трехфазный аналог A02-41-4 имеет номинальную мощность 4 кВт (1430 об / мин). Его предназначение – обеспечить работу главного привода станка.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегатируются с электрической сетью 220 В. Под заказ доступны модификации, рассчитанные на 500 В.
Рабочий процесс
Подача движения при работе металлообрабатывающих станков 1А616 есть от узла шпинделя к суппорту.Коробка передач способна работать на оборудовании в 48 диапазонах, официально обозначенных 22, потому что некоторые скорости совпадают. Для продольного перемещения суппорта используется зубчатая муфта, а в поперечной плоскости – ходовой винт.
Для нарезания резьбы с шагом менее шести миллиметров опора и шпиндель объединяются напрямую. Обработка больших значений осуществляется посредством перечисления и промежуточного шагового элемента приращения. Основным рабочим движением рассматриваемого оборудования является режущий момент, выполняемый шпинделем с закрепленной в нем заготовкой.Кроме того, этому процессу соответствует пара клиноременных передач и блок скоростей на 12 диапазонов.
Коробка передач
Этот важный узел токарного станка включает три вала, размещенные в подшипниковых отсеках, подвижные болты с шестернями и одну активную шестерню. Скорость вращения выбирается путем зацепления шестерен с разными параметрами. Динамика передается на вал, шестерни и шпиндель оборудования. Для увеличения скорости вращения шпинделя он соединен непосредственно с полым валом посредством муфты кулачкового типа.
При управлении токарным станком помните о дополнительных механических (ручных) манипуляциях. К ним относятся:
- Поверните держатель резака и установите его в желаемое положение.
- Перемещение задней бабки с установленной пинолью.
- Установите суппорт в нужное положение.
Станок токарный 1А616: цена и отзывы
Стоимость рассматриваемого оборудования на вторичном рынке, в зависимости от состояния, оборудования и года выпуска, на вторичном рынке от 40 тыс. Руб. И выше.
Отзывы потребителей о станке позволяют выделить основные преимущества этого металлообрабатывающего оборудования. К ним относятся:
- Многофункциональность.
- Надежность.
- Высокая точность обработки.
Из минусов владельцы отмечают необходимость настройки многих операций вручную. К тому же калибровка и настройка оборудования требует участия специалиста.
Наконец
Технические возможности отечественного станка токарного 1А616, обзоры которого приведены выше, обусловливают возможность его эксплуатации в производственных цехах для обработки заготовок крупными партиями и при изготовлении единичных изделий.Агрегат может комплектоваться рабочими частями из быстрорежущих сталей, а также фрезами с твердосплавными напайками. Универсальность оборудования дает возможность выполнять не только токарную, но и нарезание резьбы различных конфигураций.
п >>| Токарно-винторезный станок универсален и предназначен для выполнения различных токарных работ, а также для нарезания метрических, дюймовых, сборных и делительных пазов.Обрабатываемый продукт устанавливается в центрах или в патроне .
Изготовитель: Средневолгский станкостроительный завод, ООО |
дизайн, характеристики, отзывы, цены / Paulturner-Mitchell.com
Отечественный токарный станок 1А616 выпускается с пятидесятых годов прошлого века. Серийный образец завода Среднего Поволжья до сих пор можно встретить на различных промышленных предприятиях. Рассмотрим характеристики и особенности этой техники, а также отзывы потребителей.
Описание
Токарный станок 1А616 оснащен суппортом, перемещающимся в поперечном направлении механически до максимального значения до 195 миллиметров. В продольной плоскости ход элемента обеспечивается винтом и роликом на предельное значение 670 мм.Параметры подачи имеют одинаковый диапазон в пределах от 0,065 до 0,91 об / мин.
Характеристики станка позволяют производить быструю замену шестерен в коробке подачи на сменные прецизионные детали. Это позволяет нарезать резьбу с максимально возможной точностью. Для нарезания стандартной дюймовой, модульной или метрической резьбы такая замена не требуется. Получение точных параметров достигается прямым поворотом ходового винта, минуя коробку подачи.
Технические характеристики токарного станка 1А616
Рассматриваемый агрегат предназначен для обработки компактных заготовок. Оборудование имеет следующие технические параметры:
- Предельная длина шлифования – 660 мм.
- Длина заготовки максимальная – 710 мм.
- Диаметр заготовки над суппортом / станиной – 180/320 мм.
- Масса – 1,5 тонны.
- Диаметр шпинделя сквозного отверстия – 35 мм.
- Тип наконечника с резьбой по ГОСТ – 6К.
- Интервал вращения шпинделя – 9-1800 оборотов в минуту.
- Длина / ширина / высота – 2,13 / 1,22 / 1,22 м.
На токарном станке 1A616 нарезаются следующие типы резьбы:
- Шаг шага 2–128.
- дюймовая резьба – 1-56 витков на дюйм.
- Модульное исполнение – в диапазоне от 0,25 до 5,5 мм.
- Метрическая версия – 0,2-24 мм.
Заготовки помещаются в обычный картридж, фиксируемый пневматическими или гидравлическими зажимными приспособлениями.
Конструкция
Рассматриваемое оборудование включает в себя следующие элементы и детали:
- Передний и задний боллард.
- Передняя и задняя бабка.
- Реверсивное устройство, устройство повторного выбора, а также блок, отвечающий за увеличение рабочего шага.
- Узел из сменных колес.
- Шкаф для электрооборудования.
- Фартук с механизмом подачи.
- Станину.
- Коробка подачи
- Система охлаждения режущего инструмента.
- Коробка передач.
- Поддон для сбора стружки и отработанного хладагента.
Принцип работы
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой закрепляется в патронном оборудовании или между центрами.
- Резцы закреплены в держателе на суппорте. Одновременно можно установить не более четырех режущих элементов.
- Для выполнения операций по сверлению или нарезанию внутренней резьбы подходящий инструмент закрепляется в пиноли задней бабки.
- Основная обработка заготовки осуществляется сочетанием поступательно-вращательного движения фрезы и вращения детали. Такая конструкция позволяет обрабатывать детали цилиндрической, конической и фасонной формы, в том числе винтовые и торцевые.
На токарном станке по металлу 1А616 передача крутящего момента на шпиндель и заготовку производится с помощью ременного шкива, который размещается между опорами. При необходимости замену клинового ремня можно произвести без снятия шпинделя.В конструкции этого оборудования предусмотрен принцип раздельной передачи на штангенциркуль. Его можно перемещать с помощью шпинделя или ролика. В обмотку двигателя включен пускатель постоянного тока, обеспечивающий эффективное торможение привода.
Схема подключения
В электрическую схему токарного станка 1А616 входят следующие элементы:
- Предохранители.
- Выключатель в подъезде.
- Световой элемент для освещения рабочей зоны.
- Реле напряжения
- Контакторы включены и реверсируются.
- Регулятор включения насоса охлаждающей жидкости.
- Реле скорости вращения двигателя и контактор аналогового управления.
- Конфигурация с отключенным трансформатором.
- Индикатор уровня нагрузки.
- Выпрямитель.
- Выключатель контрольно-измерительного оборудования.
Металлообрабатывающий агрегат оснащен двумя электродвигателями, каждый из которых имеет свой функционал. Трехфазный двигатель PA22 имеет мощность 0,12 кВт и оборот 2800 оборотов в минуту. Он служит для включения насоса хладагента в рабочей зоне.
Трехфазный аналог А02-41-4 имеет номинальную мощность 4 кВт (1430 оборотов в минуту). Его задача – обеспечить работу главного привода машины.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегированы с электрической сетью 220 В. Под заказ выпускаются модификации, рассчитанные на 500 В.
Рабочий процесс
Подача движения при работе на металлообрабатывающих станках 1А616 идет от узла шпинделя на суппорте.Коробка передач способна обеспечить работу оборудования в 48 диапазонах, официально их обозначено 22, так как некоторые скорости совпадают. Для продольного перемещения суппорта задействована зубчатая муфта, а в поперечной плоскости – ходовой винт.
Для нарезания резьбы с шагом менее шести миллиметров штангенциркуль и шпиндель агрегатируются напрямую. Обработка больших значений осуществляется с помощью перебора и промежуточного элемента увеличения шага.Основным рабочим движением рассматриваемого оборудования является режущий момент, создаваемый шпинделем с закрепленной в нем заготовкой. Кроме того, за этот процесс отвечает пара клиноременных передач и блок скоростей 12 диапазонов.
Коробка передач
Этот важный узел токарного станка включает в себя три вала, размещенные в отсеках с подшипниками, подвижные болты с шестернями и одну активную шестерню. Скорость вращения выбирается включением шестерен с различными параметрами. Динамика передается на вал, шестерни и шпиндель оборудования.Для увеличения скорости вращения шпинделя он соединяется непосредственно с полым валом с помощью кулачковой муфты.
При работе на токарном станке помните о дополнительных механических (ручных) манипуляциях. К ним относятся:
- Поверните держатель инструмента и установите его в желаемое положение.
- Перемещение задней бабки с установленной пинолией.
- Установка суппорта в нужное положение.
Станок токарный 1А616: цена и отзывы
Стоимость рассматриваемого оборудования на вторичном рынке, в зависимости от состояния, комплектации и года выпуска, на вторичном рынке составляет 40 тысяч рублей и выше.
Отзывы покупателей о станке позволяют выделить основные преимущества этого металлообрабатывающего станка. В число пользователей входят:
- Многофункциональность.
- Надежность.
- Высокоточная обработка.
Из минусов владельцы указывают, что многие операции необходимо настраивать вручную. К тому же калибровка и настройка оборудования требует участия специалиста.
Наконец
Технические возможности отечественного токарного станка 1А616, отзывы о котором приведены выше, определяют возможность его эксплуатации в производственных цехах для обработки заготовок большими партиями и при изготовлении отдельных изделий.Агрегат может комплектоваться рабочими частями из быстрорежущих сталей, а также твердосплавными фрезами. Универсальность оборудования позволяет не только точить, но и нарезать резьбу различной конфигурации.
технические характеристики, схемы, описание и отзывы Davidgarlandjones.com
Станок токарный отечественный 16К20 относится к категории винторезных устройств. Его выпуск наладили на заводе «Красный пролетарий» в 1973 году. Часть деталей поставил Гомельский комбинат комплектующих.Современный аналог рассматриваемой машины – агрегат GS526U. Основная сфера применения устройства – промышленное производство, в частном хозяйстве не актуально из-за дороговизны и довольно внушительных габаритов.
Характеристики токарного станка 16К20
Рассматриваемое оборудование используется для проточной резки (метрическая, модульная, шаговая, дюймовая) и некоторых других токарных операций. Этот агрегат широко применялся в промышленности постсоветских стран. С производства модель сняли в 1989 году, но на современном рынке можно найти идентичный китайский экземпляр с таким же шильдиком.
Основные параметры токарного станка 16К20:
- Класс точности H.
- Максимальный диаметр обрабатываемой детали 50 мм.
- Аналогичный показатель поворота 220 мм.
- Длина обслуживаемого изделия максимальная – 2 метра.
- Пределы поперечной / продольной подачи – 1,4 / 2,8 мм / об.
- Номинальная мощность главного электродвигателя 11 кВт.
- Длина / ширина / высота машины составляет 2,5 (3,79) / 1.19 / 1,5 м. Длина зависит от модификации.
- Вес оборудования в комплекте 3,6 тонны.
Управление и оборудование
Токарный станок 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода. Для начала познакомимся с его управлением. Маховики и переключатели управляются в ручном режиме. Агрегат дополнительно оснащен центральным держателем инструмента, с помощью которого обрабатываются прорези механической и ручной подачи. В этом случае задняя бабка не задействована.
При перемещении регулируемых салазок ось режущего инструмента и шпиндель соединяются между собой. Перед тем, как приступить к обработке, необходимо до упора вдвинуть козырек в кронштейн. Ручка поперечного суппорта служит для регулировки положения оси горелки.
Станки по металлу 16К20 оснащены жестким упором микрометрического типа, отвечающим за продольное перемещение. По запросу мы предлагаем устройство с верхними салазками и механическим ходом. Кроме того, устройство предназначено для многопроходной нарезки резьбы и чистовой обработки многогранных деталей.Этот блок включает в себя опору для гидрокопии, коническую линейку и держатель инструмента.
Монолитное основание оборудования имеет коробчатую форму с подогреваемыми шлифовальными направляющими. Ящик дополнительно служит для сборки чипов, а также является емкостью, отвечающей за охлаждение рабочего тела.
Неисправности
В отдельных случаях ремонт или замена отдельных деталей токарного станка 16К20. Чаще всего ремонт проводится в части шлифовки рамы, замены подшипников или фрикционной коробки передач.В подобном блоке управления передачами чаще всего меняются шестерни и подшипники.
Фиксация фартука заключается в замене маточных гаек, подшипников, полировки направляющих планок. При устранении неисправностей суппортов меняют винты, гайки, клинья с последующей шлифовкой направляющих элементов. Если необходимо восстановить работоспособность задней бабки, обычно заменяют пиноль, растачивая рабочие отверстия, производят зачистку направляющих деталей. Капитальный ремонт также предполагает замену электрозаполнения, проверку точности и геометрии агрегата, установку системы охлаждения.
Ремонт токарных станков 16К20
Подготовительный процесс включает проверку оборудования на холостом ходу. Это позволяет определять моменты шума и вибрации в разных положениях шпинделя. На этом этапе можно обработать прототип для определения состояния опор. Такая манипуляция обязательна, так как позволяет обнаружить дефекты, практически не заметные при эксплуатации.
Шлифование – это удаление всех выступающих кромок и впадин на поверхности станка.Постель устанавливают на стол, фиксируя внутренние углы. На этом этапе необходимо точно выровнять параллельное расположение узла относительно поверхности верстака. Сделать это можно при помощи строительного уровня. Станина крепится пластинами и шурупами с прогибом 0,05 мм.
Восстановление направляющих элементов
На некоторых заводах проводится испытательная закалка машинной прокаткой. В некоторых случаях дополнительно применяется закалка, повышающая стойкость деталей к износу.Метод ремонта выбирается исходя из степени твердости деталей направляющих и имеющейся ремонтной базы.
Самыми популярными способами восстановления направляющих являются следующие варианты:
- Строгание.
- Шабрения.
- Шлифовка.
Зернистость относится к самому трудоемкому процессу ремонта даже при минимальном износе. В большинстве случаев эта манипуляция проводится механическим способом, что дает определенный экономический эффект.
Шлифование обеспечивает высокую чистоту и точность отделки.Этот способ оптимален при работе с закаленными поверхностями. Измельчение позволяет в несколько раз увеличить производительность по сравнению с очисткой. Работа с упрочненными направляющими элементами потребует дополнительной обработки.
Отзывы и цена
Станок токарный 16К20 по металлу, цена которого от 850 тысяч рублей пришел на замену устаревшей версии 1К62. Новое оборудование имеет лучшие характеристики. Пользователи среди показателей качества оборудования выделяют следующие параметры:
- Длительный ресурс работы.
- Надежность.
- Прецизионная обработка.
- Высокая производительность.
- Безопасность труда.
- Простота и удобство обслуживания.
Маркировка
Рассматриваемый станок ориентирован на обработку конических, цилиндрических и нестандартных поверхностей. Пользователи отмечают универсальность оборудования, поскольку основания могут быть внешнего и внутреннего типа. Кроме того, агрегат используется для нарезания различных типов ниток. Владельцы также указывают на возможность использования станка для обработки торцевых поверхностей резцами, сверлами, зенковками, метчиками и плашками.
При покупке описываемого оборудования обращайте внимание на буквенно-цифровой код в названии модели. В указателе агрегата указано, что тип станка, цифра 6 – возможность токарно-винторезных операций. Буква «К» в названии агрегата – поколение станочного оборудования, последняя цифра указывает максимальную высоту центров (220 мм). Наличие в названии буквы «П» говорит о повышенной точности прибора.
Наконец
Токарный станок 16К20, отзывы о котором приведены выше, относится к высокоточному оборудованию.Тем не менее, время от времени, как и всякая техника, она требует ремонта. Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или притирки зазоров и острых кромок. Капитальный и более серьезный ремонт желательно доверить мастеру. Обязательно после ремонта проверьте каретку, фартук и направляющие элементы. В противном случае точность обработки может быть значительно снижена.
Устройство токарного станка по дереву: конструкция, фото
Все дети с раннего детства мечтают кем-то стать.Одни хотят быть летчиками, другие – космонавтами, третьи – телеведущими. Однако помимо таких грандиозных планов на будущее есть и более мелкие устремления, например, помощь родителям по дому, участие в школьных мероприятиях, выполнение творческих заданий. Последнее, как правило, включает рукоделие: девочек обучают шитью и вязанию, а мальчики начинают работать с различными инструментами и осваивают основы ремонта и изготовления новых изделий. Освоив первые шаги в этом деле, мальчики хотят приступить к более сложным задачам, поэтому, оказавшись в технологической комнате школы, их сразу же загорает желание встать из какой-то машины и вместе с ней производить продукцию. что-то.Как правило, учитель технологии обучает работе на сверлильном станке, затем на токарном станке. Это более серьезные устройства, заслуживающие особого внимания.
Типы токарных станков
Немного теории о токарных станках. Будет полезно знать об их основных типах, так как общее представление об этих устройствах может расширить кругозор, увеличить объем знаний в этой области, а это, в свою очередь, позволит более смелые операции во время работы (тем больше итак: чем больше мы знаем, тем увереннее чувствуем себя).
- Станок винторезный . Он предназначен для обработки металлов (черных или цветных), изготовления из них конусов и различных видов ниток.
- Станок вращающийся . Также используется для изготовления металлических деталей. Работает с калиброванными стержнями, которые представляют собой длинные металлические стержни, которые можно обрабатывать.
- Карусель . Он выручает, когда необходимо выполнить работу с крупными заготовками.
- Многоразовый станок . Очень хорошо используется для массового или серийного производства деталей, механизмов, устройств.Обеспечивают возможность обработки заготовки несколькими фрезами.
- Станки с ручным, ножным и электрическим приводом . Первые два приводят в движение заготовку рукой или ногой соответственно. Такие машины хорошо подходят там, где нет мощности. В последнем случае изделие вращается двигателем, который работает, подавая на него ток.
Существует также классификация машин по материалам, с которыми они могут работать. В зависимости от этого эти устройства делятся на токарные по металлу и по дереву.Сегодня поговорим о последнем виде, так как на практике в школе и в быту применяется чаще всего.
Станок токарный по дереву: устройство и назначение
Станок токарный по дереву представляет собой устройство, работающее от электричества и имеющее функцию обработки деревянных заготовок в виде тела вращения. Он позволяет реально затачивать материал, производить его резку, а также зачистку наждачной бумагой.
Эти операции выполняются с помощью специального инструмента – долота.Это такой ручной инструмент, который состоит из деревянной или пластиковой ручки с металлическим заостренным наконечником, который может иметь разную форму. С помощью стамески удаляется лишний материал с заготовки, и за счет этого получается изделие нужного вида и правильной формы.
Сам процесс обработки изделия осуществляется путем сочетания двух типов движения: вращательного (поступает от самой заготовки на токарном станке) и поступательного (исходит от долота, регулируется рабочим).
Устройство токарного станка по дереву СТД 120
Пора познакомиться с внутренними и внешними компонентами рассматриваемого устройства. Следует отметить, что модель STD 120 является наиболее распространенной и широко применяемой в школах. Поэтому будет полезно знать, как рядовому горожанину, так и среднему школьнику установку токарного станка по дереву. Описание с соответствующей картинкой-схемой представлено ниже:
- Ремень . Его задача – передавать вращательное движение от электродвигателя на шпиндель.
- Электродвигатель . Его цель – создать вращательное движение с помощью электрического тока, который затем передается на заготовку через ременную передачу и шпиндель.
- Шпиндель . Это одна из деталей токарного станка по дереву, служащая левым креплением заготовки. Также шпиндель закрывает передачу вращательного движения от электродвигателя к заготовке.
- Передняя бабка . Он предназначен для поддержки механизма ременной передачи и шпинделя.
- Подручник . Эта часть токарного станка служит опорой для стамески во время обработки.
- Задняя бабка . Эта деталь необходима для крепления заготовок разной длины, а также выступает в роли правильного приставного изделия. Он имеет подвижный механизм, с помощью которого он может перемещаться по нижней части машины влево и вправо. Это позволяет рабочему вставлять в станок для обработки короткие, средние или длинные заготовки.
- Клавиатура .Вот кнопки включения и выключения токарного станка.
Возникает вопрос: «Какой токарный станок по дереву самый важный?» В принципе, все компоненты необходимы для правильной и безопасной работы, поэтому однозначного ответа на этот вопрос дать нельзя.
Станок СТД 120М
В этом разделе будет описано устройство токарного станка по дереву СТД 120М. Его название почти такое же, как и у предыдущего, но на самом деле это не так. Обратите внимание на окончание: на дереве есть название другой модели токарного станка.Это модернизированная версия (отсюда и буква «М» после 120) токарного станка по дереву STD 120. Имеет несколько особенностей:
- Наличие механизмов защиты от летящей стружки при работе с заготовкой, представленных специальными прозрачными пластиковыми панелями.
- Возможность автоматической очистки машины с помощью встроенных механизмов очистки.
- Несколько вариантов насадок для шпинделя, которые можно менять. Это значительно упрощает совместимость заготовок со станком.
- Улучшенный механизм ременной передачи для более быстрого вращения заготовки.
- Клавиатура удобного расположения.
Правила безопасности при работе на токарном станке по дереву
Это устройство может стать опасным для жизни и здоровья, если оно не подготовлено должным образом. Однако работа становится абсолютно безопасной и комфортной при соблюдении техники безопасности.
Подготовка:
- Рабочий должен быть одет в специальную одежду, иметь защитные очки и перчатки.
- Необходимо, чтобы заготовка прошла первичную ручную обработку.
- В машине не должно быть лишних деталей.
- Перед работой необходимо проверить состояние всех компонентов токарного станка, особенно в отношении ременной передачи, шпинделя и клавиатуры.
- Следует проверить работу станка. Для этого вы можете позволить ему немного простаивать.
- Наконечник следует устанавливать на расстоянии 2-3 см от обрабатываемой детали.
Выполняется.
- Ни в коем случае нельзя тянуть руками к вращающейся заготовке, сильно наклонять ее к голове, отходить от работающего станка.
- Держите долото плавно, избегая резких движений.
- Время от времени нужно выключать станок, чтобы безопасно подвести наконечник к заготовке, уменьшая увеличивающееся расстояние между ними.
После чистовых работ.
- Необходимо выключить автомат, снять с него готовое изделие.
- Очистите стружку специальной щеткой или другим чистящим средством.
- Верните использованные инструменты на место.
Домашнее использование
Чтобы работать токарным станком на дереве дома, необходимо сначала подготовить для него специальное помещение.Если такой возможности нет, то подойдет небольшой угол не менее 4 м. 2 . В зоне вокруг машины не должно быть посторонних предметов. Перед работой обязательно предупредите дом, чтобы никто не мешал друг другу.
Использование в школьном офисе
Работа должна выполняться только под руководством преподавателя по технологиям или опытного наставника из класса. Дальнейшие правила использования остаются прежними. Единственное, о чем еще нужно помнить, – это необходимость согласовывать свои действия с учителем.Часто ученики начинают произвольно, из-за чего между ними и учителем возникают конфликты, что не лучшим образом отражается на их успеваемости.
Школьные токарные станки
Поскольку начало статьи было посвящено творческому развитию мальчиков, невозможно не подчеркнуть, что такая прекрасная возможность появляется в технологическом офисе. Здесь можно и пилить, и пилить, и что-то вырезать лобзиком. Но, конечно же, самое интересное начинается с изучения устройства токарного станка по дереву.6 класс – это то самое время, когда ученик начинает делать первые шаги в этой области знаний. Ему придется научиться делать продукты сначала с помощью учителя, а затем и самому. Тогда ученик начнет только расширять свои навыки. У него может быть возможность поработать над более совершенной моделью STD 120M. Но чтобы обучение проходило максимально эффективно, а практика была безопасной, конечно, сначала нужно больше узнать о модификации STD 120, еще раз осмотрев устройство токарного станка на дереве.7 класс предоставит такую возможность.
Несколько советов
Опытные люди рекомендуют в первую очередь набраться терпения и внимательно подготовиться к работе на станке. Если поторопиться, можно упустить из виду некоторые моменты безопасности. Также многие советуют специально выделять время на работу, ведь зачастую она занимает немалое количество часов.
Заключение
Токарные станки по дереву незаменимы при производстве практических или декоративных изделий. Получив широкое применение в прошлые века, эти устройства не утратили актуальности и в наши дни.
Станки металлообрабатывающие. Общая информация. Общие сведения о металлорежущих станках
Общие сведения о резке металла Резка металла – это процесс удаления металлического слоя в виде стружки с помощью режущего инструмента с поверхности деталей с целью получения заданной геометрической формы, точности размеров, относительного положения и шероховатости поверхности детали. . Для выполнения процесса резания необходимо, чтобы: – материал инструмента был тверже обрабатываемого материала; – Инструмент имел специфическую форму клина; – Заготовка и инструмент совершили относительные движения.
Предприятия Приднестровской Молдавской Республики с использованием металлорежущего оборудования НП ЗАО Электромаш ОАО Литмаш ЗАО БМЗ ЗАО Молдавизолит ОАО ММЗ ЗАО Молдавкабель НПЦ Прибор ЗАО МГЭС
Основные узлы станка Главный привод (1) станка передает движение инструменту или заготовке для выполнения процесса резания с соответствующей скоростью. В подавляющем большинстве станков главный привод сообщает вращательное движение шпинделю, в котором закреплен режущий инструмент или заготовка.Опорная система (2) машины состоит из последовательного набора взаимосвязанных основных частей. Соединения могут быть фиксированными (шарниры) или подвижными (направляющие). Несущая система обеспечивает правильное взаимное расположение режущего инструмента и заготовок под действием силовых и температурных факторов. Привод подачи (3) необходим для перемещения инструмента относительно заготовки (или наоборот) для формирования обработанной поверхности. В подавляющем большинстве станков привод подачи сообщает станку линейное движение.Любую пространственную траекторию можно реализовать, комбинируя несколько прямолинейных, а иногда и вращательных движений.
Станина Основная часть станка, на которой установлены и закреплены все ее детали и узлы, относительно которой ориентируются и перемещаются подвижные части и механизмы. Основное требование к станине – долгосрочное обеспечение правильного взаимного положения узлов и деталей, установленных на ней, при всех предусмотренных режимах работы машины в нормальных условиях эксплуатации.Основными поверхностями станины являются ее направляющие, на которых устанавливаются детали и узлы станка. Эти детали и узлы могут перемещаться по направляющим станины или жестко соединяться с ней. Направляющие кровати имеют различную форму.
Направляющие являются наиболее важной частью станины и используются для обеспечения прямолинейного или кругового движения инструмента или обрабатываемой детали и связанных узлов станка. Направляющие скольжения и качения с промежуточными телами качения (шариками или роликами) широко используются в станках.Направляющие закрываются, когда подвижный блок станка имеет одну степень свободы, и открываются. Основные формы направляющих скольжения: а – плоские; б – призматический; в – в виде ласточкина хвоста; г – цилиндрический (стержень)
Материалы станины – серый чугун марок СЧ 15 – СЧ 20 При изготовлении станины в них могут возникать остаточные напряжения, приводящие к потере исходной точности. Использование серого чугуна также позволяет исключить коробление станины из-за старения. В основном используются 2 метода старения: 1.Натуральный – длительное хранение готового каркаса в естественных условиях (на открытом воздухе) 2-3 года; 1. 2 термообработка – выдержка слоя в специальных печах при температуре 200 … 300 0 С в течение 8 … 20 часов. 2. Сталь углеродистая нормального качества – ст. 3, ст. 4. Станины из углеродистой стали изготавливаются методом сварки и имеют меньший вес по сравнению с чугуном такой же жесткости. 3. Бетон – выбран из-за его высоких демпфирующих свойств (способности гасить вибрации) и более высокой (по сравнению с чугуном) тепловой инерции, что снижает чувствительность слоя к колебаниям температуры.Однако для обеспечения высокой жесткости машины стенки бетонных лож значительно утолщены; Кроме того, стойки необходимо защищать от влаги и масел, чтобы избежать изменения объема бетона. 4. В редких случаях станины тяжелых станков изготавливаются из железобетона.
Узел шпинделя Требования к узлам шпинделя. Одним из основных узлов, которые во многом определяют параметры точности станка и производительность обработки, является шпиндельный узел (ШУ).Это связано с высокими требованиями к ШУ: к точности вращения, виброустойчивости, частоте вращения шпинделя, к несущей способности подшипников шпинделя, их прочности и допустимому нагреву. Точность вращения шпинделей металлорежущих станков определяется стандартами в зависимости от типа, класса точности и назначения станка, а для специальных и специализированных станков – техническими требованиями. Жесткость шпинделя устанавливается стандартами жесткости для соответствующего типа станка.Если таковых нет, то допустимый прогиб конца шпинделя численно не должен превышать одну треть допуска радиального биения шпинделя. Виброустойчивость должна обеспечивать заданную точность и качество обработки. Собственная частота изгибных колебаний шпинделя не должна быть ниже 200 Гц, а в критических случаях – 500 Гц. Частота вращения шпинделя и диапазон регулирования частоты вращения зависят от назначения, конструктивных и технологических особенностей станков.Несущая способность подшипников шпинделя обеспечивается правильным подбором их размеров, смазки и способа ее подачи.
Конструктивно шпиндель представляет собой вал, установленный на опорах и закрепленный в соответствующем корпусе. Считается одной из основных составляющих такого оборудования. От его работы зависит точность и качество обработки деталей. ВЫСОКОСКОРОСТНОЙ ШПИНДЕЛЬ С АВТОМАТИЧЕСКОЙ ЗАМЕНА ИНСТРУМЕНТА ШПИНДЕЛЯМИ ДЛЯ ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ С АВТОМАТИЧЕСКОЙ ЗАМЕНА ИНСТРУМЕНТА ШПИНДЕЛЯ С ЖИДКОМ ОХЛАЖДЕНИЕМ И ПОВЫШЕННЫМ МОМЕНТОМ
Подшипниковый узел шпинделя Допускается перегрев подшипникового узла не более чем на 50 ° С по отношению к системе охлаждения узла
Типы подшипников По принципу действия все подшипники можно разделить на несколько типов: подшипники качения; подшипники скольжения; К подшипникам скольжения также относятся: газостатические подшипники; Гидродинамические подшипники; Магнитный подшипник.Гибридные подшипники – с использованием керамики (нитрида кремния) для изготовления прецизионных шариков. Керамические шары на 60% легче стальных. Это важно, потому что при работе подшипников, особенно на высоких скоростях, центробежные силы прижимают шарики к наружному кольцу и начинают деформировать шарики, что приводит к быстрому износу и повреждению подшипника. Использование керамических подшипников позволяет увеличить максимальную скорость вращения на 30% для данного размера подшипника без ущерба для срока службы. Керамические шарики не вступают в реакцию со стальными кольцами.Керамические шары работают при более низких температурах. Керамические подшипники имеют более низкий уровень вибрации.
Станочные патроны Трехкулачковый самоцентрирующийся патрон Двухкулачковый самоцентрирующийся патрон Четырехкулачковый самоцентрирующийся патрон Цанговый патрон Мембранный патрон
Схема привода со скользящими конусами Бесступенчатые приводы используются для плавного и непрерывного изменения скорости шпинделя или подачи. Они позволяют получить наиболее выгодные скорости резания и подачи при обработке различных деталей. Кроме того, они дают возможность изменять скорость основного движения или подачи во время работы станка, не останавливая его.
Вариаторы трения: фронтальные; коническая; мяч; многодисковый; тор; волна; дисковый шар; Ремень клиновой. Зубчатые вариаторы: цепной вариатор. Высокомоментный вариатор. Схема вариатора. Вариатор применяется в механизмах, машинах (агрегатах), где требуется непрерывное изменение передаточного числа: автомобили, мотороллеры, снегоходы, конвейеры, металлорежущие станки, миксеры. В некоторых вариаторах также используются преобразователи крутящего момента (турбопреобразователи).
Технологическая характеристика металлорежущих станков В зависимости от характера выполняемых работ станки делятся на группы и типы.Каждая группа делится на типы в зависимости от компоновки, количества веретен и степени автоматизации. По типам машины подразделяются на типоразмеры. Станок с определенными размерами характеризует стандартный размер, который может иметь различную конструкцию. Конструкция станка такого типоразмера, рассчитанная на данные условия обработки, называется моделью.
Модели металлорежущего оборудования 16 K 20 6 R 13 K-1 1 G 340 PC 2 R 135 F 2 16 D 20 F 3 6 R 80 1 B 265 6606 1 E 310 МШ-245 1112 2202 VMF 4 1 K 282 EZ-340 2 N 125 1 E 116 2 M 57 3622 D 2456 6 T 83 D 2 G 62 1 N 713 2150 3 K 282 3 M 150 3 D 722 4180 5 K 33 7 B 56 7 D 32 1 M 63 RT 134 1512 IR 320 PMF 4 6 B 75 V 1 A 616 F 3265 PMF 2 OF-72 1525 F 3 1 M 692 5112 7 B 35 7 A 420 7 M 430
Классификация машин 1.Универсальные станки, иначе называемые станками общего назначения, предназначены для изготовления широкого спектра деталей, обрабатываемых небольшими партиями в мелкосерийном и серийном производстве. Универсальные станки с ручным управлением требуют от оператора подготовки и частичного или полного выполнения программы, а также выполнения функций манипуляции (смена заготовки и инструмента), контроля и измерения.
Классификация станков 2. Станки специализированные предназначены для обработки заготовок относительно узкого диапазона.Примеры включают токарные станки для обработки коленчатых валов или шлифовальные станки для обработки колец шариковых подшипников. Специализированные машины обладают высокой степенью автоматизации и используются в крупносерийном производстве с большими партиями, требующими редких переналадок.
Классификация станков 3. Специальные станки используются для производительной обработки одной или нескольких практически идентичных деталей в условиях крупносерийного и особенно массового производства. Специальные машины обычно сильно автоматизированы.
Классификация станков по техническим характеристикам В зависимости от веса станка, который связан с размером обрабатываемых деталей и его типом, принято делить станки (токарные, расточные, шлифовальные) на легкие (до 1 тонны). ), средний (1 10 т), тяжелый (более 10 т).
Станки наиболее распространенных технологических групп образуют размерные диапазоны, в которых каждому станку назначается вполне определенный диапазон размеров заготовок. Например, в группе токарных станков возможности станка характеризуются цилиндрическим рабочим пространством, а для фрезерных, расточных (многооперационные станки) – прямоугольным рабочим пространством.
Классификация металлорежущих станков 1 Классификация по устройству управления: -автоматы, все рабочие и вспомогательные движения которых механизированы. – полуавтоматы, некоторые движения в которых не механизированы.
2 Классификация по степени точности: H – станки нормальной точности. К этому классу относятся большинство универсальных станков. П – станки высокой точности. Станки этого класса изготавливаются на базе станков нормальной точности, но требования к точности обработки ответственных деталей станка, качеству сборки и регулировки намного выше.Б – станки высокой точности, которая достигается за счет использования особой конструкции отдельных узлов, высоких требований к точности изготовления деталей, качеству сборки и регулировке станка в целом. А – станки особо высокой точности. К этим машинам предъявляются даже более строгие требования, чем к машинам класса B. C, особенно к прецизионным машинам или мастер-машинам. Из них изготавливаются детали для станков классов точности В и А.
Станок токарно-винторезный модель 1 К 62 Станок универсальный. Он разработан для различных токарных работ: для метрической, дюймовой, модульной, шаговой, правой и левой, с обычным и увеличивающим шагом, однозаходной и многозаходной резьбы, для нарезания торцевой резьбы и для копирования заданий. Станок используется в условиях индивидуального и мелкосерийного производства.
Станок зуборезный На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и шевронно-зубчатые колеса, червячные передачи.Наиболее распространенные в отрасли вертикальные зубофрезерные станки доступны с подвижным столом и фиксированной стойкой, а также с подвижной стойкой и фиксированным столом.
Вертикально-сверлильный станок – самый распространенный вид сверлильных станков в металлообработке; Применяется для сверления отверстий в относительно небольших деталях в условиях индивидуального и мелкосерийного производства, в ремонтных мастерских и т. Д.
Станок фрезерный Станки фрезерные предназначены для обработки корпусных деталей, плоских, цилиндрических поверхностей, тел вращения, шестерен с помощью фрезы или набора (пакета) фрез.При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (основное) движение, а закрепленная на столе заготовка – прямолинейное или криволинейное движение подачи (иногда оно осуществляется одновременно с вращением. орудие труда). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Способы формирования поверхности в процессе обработки Метод копирования заключается в том, что форма производственной линии получается в виде копии (отпечатка) формы режущей кромки инструмента или его профиля.Другими словами, формы созданной производственной линии и режущей кромки инструмента одинаковы (идентичны). Этот метод используется в тех случаях, когда для получения производственных линий используется фигурный режущий инструмент. Метод касания заключается в том, что форма образующей появляется как огибающая точек касания множества точек резания вращающегося инструмента в результате относительных перемещений оси вращения инструмента (шпинделя ) и заготовка.
Способы формирования поверхности в процессе обработки Метод прокатки заключается в том, что форма созданной производственной линии представляет собой огибающую ряда последовательных позиций, занимаемых режущей кромкой инструмента, когда он катится по сформированной линии без скольжения.В процессе получения производственной линии либо режущая кромка инструмента катится по образованной им линии, либо они катятся друг в друге. Другими словами, созданная производственная линия и линия режущей кромки инструмента должны быть взаимно изгибаемыми. Метод следа заключается в том, что форма производственной линии получается в виде следа острия резца (на практике это очень короткий отрезок линии) кромки инструмента при относительном перемещении заготовки. и инструмент.
Классификация движений в станках Под настройкой понимается движение заготовки и инструмента, необходимое для их перемещения в такое относительное положение, при котором становится возможным с помощью движений формования получить поверхности требуемого размера. Примером движения позиционирования является боковое движение установки фрезы для установки ее в положение, позволяющее получить круговой цилиндр требуемого диаметра D.
Классификация движений в станках Под поворотом понимаются движения, необходимые для обеспечения равномерного расположения одинаковых поверхностей на заготовке.Управляющие движения включают те, которые выполняются средствами управления, регулирования и координации всех других исполнительных движений машины. К таким корпусам относятся муфты, реверсивные устройства, кулачки, ограничители хода.
Приводы металлорежущих станков 1. Основные понятия приводов 2. Элементы кинематических цепей 3. Кинематические связи в станках
Классификация приводов по способу переключения Пошаговая позволяет установить ограниченное количество скоростей в заданных пределах.Бесступенчатая регулировка позволяет плавно устанавливать количество скоростей в заданных пределах.
Бесступенчатый метод регулирования скорости шпинделя. В станках с ЧПУ плавное управление подачей и скоростью шпинделя может осуществляться следующими способами: 1. Электрическое управление, при котором, изменяя частоту трехфазного тока, частота вращения электродвигателя и, следовательно, рабочего инструмента или заготовки изменяется, фиксируясь в шпинделе. Точно так же меняется скорость подачи с помощью шаговых двигателей.2. Гидравлическое регулирование в основном используется для изменения скорости линейных перемещений (в долбежных, строгальных, протяжных станках). Но для регулировки скорости основного вращательного движения его используют гораздо реже. Но не так уж и необычно воздушное регулирование скорости вращения в шпиндельных двигателях настольных станков с ЧПУ. 3. Механическое регулирование, осуществляемое с помощью всевозможных вариаторов. Например, во фрикционном переднем вариаторе путем перемещения небольшого ведущего ролика относительно диска можно изменить рабочий радиус последнего и, следовательно, передаточное число между ведомым и ведущим валами.Но в приводе со скользящими конусами заложен несколько иной принцип работы. Подвижные конусы используются в качестве ведомого и ведущего диска, которые приводятся в движение клиновым ремнем. Перемещая один из конусов с помощью воздуха или гидравлики, можно изменять радиусы шкивов и, следовательно, передаточные числа ведущего и ведомого валов.
Классификация приводов по способу передачи движения 1 Электропривод – состоит из двигателя и элемента механизма управления.Эволюция радиально-сверлильных станков на различных этапах развития электропривода: а – групповой привод с трансмиссионными передачами; б, е, г – индивидуальный привод с разной конструктивной схемой; г – многодвигательный привод
Для получения оптимальной скорости резания на токарных станках ее следует изменять в диапазоне от 80: 1 до 100: 1. В то же время желательно иметь как можно более плавное изменение, чтобы обеспечить наиболее благоприятное резание. скорость во всех случаях. Особенность электропривода токарно-карусельных станков – большой момент сил трения в начале пуска (до 0.8 Мном) и значительный момент инерции планшайбы с деталью, превышающий момент инерции ротора электродвигателя в 8 – 9 раз при высоких механических скоростях. Использование привода постоянного тока в этом случае обеспечивает плавный пуск с постоянным ускорением.
2 Электромеханический привод состоит из двигателя и механических звеньев. Классификация приводов Привод поворотного стола 1 осуществляется от электродвигателя 2 посредством клиноременной передачи 3, которая вращает главный вал через червячную передачу 4.На главном валу установлены червячное колесо 5, шестерня 6 и зубчатая муфта 7. свободно вращается на валу, приводя последний в движение. С помощью рукоятки 8 включается зубчатая муфта, затем вал начинает вращаться и тем самым шестерня 6 вращает поворотный стол с установленным на нем гибочным роликом.
3 Гидравлический привод состоит из двигателя и элемента, обеспечивающего движение рабочей жидкости. Классификация приводов Система управления копировальным аппаратом с гидроусилителем и механической обратной связью: 1 – гидроцилиндр; 2 – гидропривод; 3 – резак; 4 – заготовка; 5 – фасонная часть детали; 6 – пружина; 7- гидрораспределитель; 8 – копировальный аппарат; 9 – зонд
Классификация приводов 4 Пневматический привод состоит из двигателя и элементов, обеспечивающих движение сжатым воздухом.Пневматический трехкулачковый патрон с зубчатой рейкой и шестерней предназначен для фиксации таких деталей, как втулки. Это не требует особых усилий. Принцип действия патрона: при подаче воздуха к пневмоприводу направляющая патрона, соединенная со штоком пневмопривода, перемещается внутри шпинделя станка, кулачки патрона сжимаются и деталь фиксируется.
Передаточное число (i) показывает, во сколько раз скорость ведомого элемента (n 2) больше или меньше скорости ведущего элемента (n 1): i = n 2 / n 1.Передаточное число кинематической цепи равно произведению передаточных чисел всех последовательно соединенных шестерен, составляющих эту цепь: ic = i 1. i 2. i 3.…. дюйм. Реверсивные механизмы используются для изменения направления движения выходного звена (шпинделя).
Элементы кинематических схем I-ременной передачи плоская 1, крестовина 2, клин 3, 4 – цепная передача; цилиндрический 5, конический 6, винтовой 7, червячная передача 5, реечная шестерня 9; III передача ходовым винтом с неразъемными 10 и разъемными 11 гайками; IV муфты: односторонний кулачок 12, двусторонний кулачок 13, конический 14, односторонний диск 15, двусторонний диск 16, односторонний обгон 17, двусторонний обгон 18; Тормоза V: конус 19, колодка 20, лента 21, диск 22, конец шпинделя 23 картриджа
МЕХАНИЗМЫ ПРЯМОГО ДВИЖЕНИЯ Механизм реечной передачи используется в приводе основного движения и движения подачи, а также в приводе различных вспомогательных движений.Механизм червячной рейки применяется в виде шестерен двух типов: с расположением червяка под углом к рейке, что позволяет (чтобы трансмиссия двигалась более плавно) увеличивать диаметр колеса. приводной червяк, а при параллельном расположении в одном гайке ходового винта – широко используемый механизм для осуществления прямолинейного движения. С помощью этого механизма вы можете совершать медленные движения в приводе подачи.
Схема прохода шарико-винтовой передачи Плоский кулачковый механизм: а – схема работы; б – Общий вид схем кулачков цилиндрического типа. Механизмы прерывистых перемещений: а – Мальтийский механизм; б – храповой механизм.
Мальтийский (грейферный механизм) – преобразует равномерное вращение приводного вала в резкое вращение ведомого вала, на котором закреплен барабан, непосредственно совершая прерывистое движение ведомого звена, с количеством пазов от 3 до 12. Храповой механизм предназначен для преобразования возвратно-поступательно-вращательного движения в прерывистое вращательное движение в одном направлении, позволяет оси вращаться в одном направлении и не позволяет вращаться в другом. Используемый в турникетах, гаечных механизмах, заводных механизмах, домкратах, лебедках храповик обычно имеет форму зубчатого колеса.
СИСТЕМЫ СМАЗКИ И ОХЛАЖДЕНИЯ Система смазки станка должна обеспечивать непрерывную или прерывистую подачу смазки к трущимся поверхностям в количестве, достаточном для поддержания непрерывной смазочной пленки между этими поверхностями и поддержания температуры этих поверхностей в заданных пределах. Системы смазки в станках подразделяются на индивидуальные, когда отдельные узлы или механизмы смазываются из независимых друг от друга точек, и централизованные, когда точки смазки совмещены.Централизованная смазка используется в тех случаях, когда компоненты машины не меняют относительного положения и может использоваться одна смазка. Смазка может осуществляться под действием силы тяжести, циркуляции или под давлением. Для централизованной смазки используются шестеренные и пластинчатые насосы постоянной производительности. Очищают масло от мельчайших твердых частиц и грязи с помощью пластинчатых, войлочных, сетчатых или магнитных фильтров. Смазка колец Масленка с игольчатым дросселем: 1 – регулировочная гайка; 2 – рычаг включения и выключения подачи масла; 3 – сетка фильтра. Центробежная смазка с использованием: а – конических роликов; б – шпиндель конический со спиральной проточкой
График изменения частоты вращения валов редуктора Количество вертикальных линий на графике соответствует количеству валов редуктора, количество горизонтальных линий соответствует количеству ступеней частоты вращения шпинделя.Скорость шпинделя изменяется от n 1 = 25 об / мин до n 12 = 1095 об / мин по геометрическому ряду с φ = 1,41.
Вопрос. Классификация металлорежущих станков по группам и их назначению.
Металлообрабатывающий станок – это станок, предназначенный для обработки деталей с целью формирования заданных поверхностей путем удаления стружки или пластической деформации. Обработка осуществляется в основном резанием бритвенным лезвием или абразивным инструментом. Широкое распространение получили станки для обработки деталей электрофизическими методами.Станки также используются для выравнивания поверхности детали, для прокатки поверхности роликами. Металлорежущие станки выполняют резку неметаллических материалов, например, дерева, текстолита, нейлона и других пластиков. Специальные машины также обрабатывают керамику, стекло и другие материалы.
Классификация металлорежущих станков.
В зависимости от типа обработки, используемого режущего инструмента и компоновки все серийно выпускаемые станки делятся на девять групп, каждая группа содержит девять типов / таблица 1 /.
Станки одного типа могут различаться компоновкой (например, фрезерный универсальный, горизонтальный, вертикальный) и кинематикой, то есть набором звеньев, передающих движение, конструкцией, системой управления, габаритами, точностью обработки и т. Д.
Стандарты устанавливают основные размеры, характеризующие машины каждого типа. Для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой детали, для фрезерных станков – длина и ширина стола, на котором устанавливаются детали или приспособления, для поперечно-строгальных станков – наибольший ход слайдер с резаком.
Группа однотипных станков, имеющих одинаковую компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд.
Конструкция каждого типоразмера станка, рассчитанная на данные условия обработки, называется моделью. Каждой модели присвоен свой код – номер, состоящий из нескольких цифр и букв. Первая цифра означает группу станка, вторая – ее тип, третья цифра или третья и четвертая цифры отражают базовый размер станка.Например, модель 16К20 означает: токарно-винторезный станок с наибольшим диаметром заготовки 400 мм. Буква между второй и третьей цифрами обозначает определенную модернизацию базовой базовой модели машины.
По степени точности станки делятся на 5 классов: H – нормальной точности, P – повышенной точности, B – станков повышенной точности, A – особо высокой точности, C – особо точных или эталонных станков. В обозначение модели может входить буква, характеризующая точность станка: 16К20П – станок токарно-винторезный повышенной точности.
Буква после первой или второй цифры индекса указывает на модернизацию (конструктивное улучшение) базовой модели станка, причем тем более модернизируется машина, чем дальше эта буква от начала алфавита. Буква или буквы в конце индекса указывают на модификацию (модификацию) базовой модели станка. Например, для обозначения класса точности станка соответствующая буква вводится после порядковых номеров (кроме класса H).В моделях станков с ЧПУ в конце индекса вводят букву F с номером, обозначающим принятую систему управления: F1 – с цифровой индикацией и предварительным набором координат; F2 – с системой позиционного управления; ФЗ – с контурной системой управления; Ф4 – с универсальной системой позиционирования и контурирования. Кроме того, введены показатели, относящиеся к автоматической смене инструмента: P – смена инструмента вращением револьверной головки; М – смена инструмента из магазина. Индексы P и M ставятся перед индексами F2, FZ, F4.
Давайте рассмотрим несколько примеров. Модель 16К20ПФЗ – это: станок токарно-винторезный (первые две цифры) с высотой центра над станиной (половина наибольшего диаметра обработки) 200 мм, следующая модернизация (К) базовой модели 1620, повышенной точности (П ), с контурной программной системой управления (ФЗ). Модель 2х225 – вертикально-сверлильный станок (первые две цифры) с наибольшим условием для диаметра сверления 25 мм, модернизация H базовой модели 2125. Модель 6Т80Ш – горизонтально-фрезерный станок (первые две цифры), со столом размером 200х600 мм – No.О (третья цифра), модернизация Т базовой модели 680, универсал (Ш).
Для обозначения моделей специализированных и специальных станков каждому закону о станках присваивается двухбуквенный индекс. В обозначении модели такой машины к буквам, обозначающим серийный номер модели, добавляются цифры. Например, ЭЗ-9 – Егорьевский станкостроительный завод «Комсомолец», специализированный станок для нарезки зубчатых реек;
МК-56 – Московский станкостроительный завод «Красный пролетарий», сверлильный станок для обработки лопаток турбин.
По массе машин делятся на легкие – до 1 тонны, средние – до 10 тонн, тяжелые – более 10 тонн. Тяжелые машины делятся на большие – от 16 до 30 тонн, реально тяжелые – от 30 до 100 тонн, особо тяжелые – свыше 100 тонн …
По степени универсальности различают следующие машины
Металлообрабатывающие станки, применяемые в машиностроении, можно классифицировать по характеристикам или по набору характеристик.
По технологическому назначению станков делятся на станков токарных, фрезерных, сверлильных и других групп.
По технологическим характеристикам машины можно разделить на следующие группы.
Машины общего назначения (рис. 11.1). В эту группу входят универсальные станки (токарно-винторезные, вертикально-радиально-сверлильные, универсальные и горизонтальные фрезерные, плоскошлифовальные и др.), Предназначенные для выполнения разнообразных работ по обработке различных заготовок.Машины общего назначения отличаются высокими технологическими возможностями, но низкой производительностью.
Станки специального назначения , используемые для выполнения определенных операций при обработке одноименных заготовок в массовом производстве. К ним относятся одношпиндельные полуавтоматы последовательного действия (рисунок 11.2, а), многошпиндельные вертикальные полуавтоматы (рисунок 11.2, б), зубообрабатывающие станки, зубообрабатывающий станок для нарезания прямозубых конических колес и др.В автомобильной промышленности они используются для точения кулачков распределительных валов, шейки коленчатого вала, для обработки шестерен и т. Д.
Специализированные станки , предназначенные для выполнения одной определенной операции по обработке определенной детали. Наиболее типичными специализированными станками в автомобильной промышленности являются модульные станки, собранные из стандартных узлов и силовых головок определенных типоразмеров. Станки создаются для группы однотипных деталей в зависимости от конструктивных форм последних.
Специальные станки , выполняющие весьма специфический вид работ на одной конкретной заготовке, летают (рис. 11.3, а), имеют высокую стоимость, а при смене производственного помещения требуют конструктивных изменений. В результате такие машины используются ограниченно даже в условиях массового производства. Их разрешено использовать только в исключительных случаях.
Станки многооперационные с ЧПУ и автоматической сменой инструмента (рис. 11.3, б, (?) Предназначены для комплексной обработки заготовок.Для таких станков характерна высокая концентрация обработки, то есть одновременно работает несколько инструментов. и отделочные детали сложных корпусных деталей, содержащих десятки обработанных поверхностей, выполняют самые разнообразные технологические переходы фрезерных плоскостей, выступов, пазов, окон; сверление, зенкование, развёртывание, растачивание гладких и ступенчатых отверстий; обработка внешних и внутренних поверхностей и др. На дорогостоящих многооперационных станках они используются для обработки самых технологически сложных заготовок.В этих случаях один такой станок может заменить 3-5 станков с ЧПУ или 5-10 универсальных станков. Иногда такие станки называют обрабатывающими центрами (OC).
По степени автоматизации машины подразделяются:
на машинах с ручным управлением,
Полуавтоматы(автоматически выполняют все элементы цикла, но сам цикл возобновляется вручную),
машин, не требующих вмешательства человека для возобновления цикла.
По количеству основных рабочих органов одно- и многошпиндельные станки, одно- и многопозиционные станки и др.выделяются.
По точности станки делятся на пять классов: H – нормальные, P – повышенные, B – высокие, L – особо точные, C – особо точные.
В России принята Единая система условных обозначений станков, разработанная ENIMS. В соответствии с этой системой каждой машине присваивается определенный код. Первые две цифры кода определяют группу и тип машины. Буква во втором или третьем месте характеризует разные технические характеристики машин одного типоразмера.Третья или четвертая цифра показывает условный типоразмер станка (высота центров над станиной для токарного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного станка и т. Д.). Последней буквой обозначены различные модификации машин одной базовой модели.
Все металлообрабатывающие станки делятся на 10 групп, а каждая группа на 10 типов. Далее курсивом указываются номер и название группы, а в скобках – вид.
Группа 0 зарезервирована.
Группа I – станки токарные (0 – специализированные автоматы и полуавтоматы; 1 – одношпиндельные автоматы и полуавтоматы; 2 – многошпиндельные автоматы и полуавтоматы; 3 – станки револьверные; 4 – сверлильно-отрезные; 5 – карусель; 6 – токарно-лобовые; 7 – многорезальные; 8 – специализированные; 9 – разные токарные).
Группа 2 – сверлильно-расточные станки (0 – резервные; 1 – вертикально-сверлильные; 2 – одношпиндельные полуавтоматы, 3 – многошпиндельные полуавтоматы; 4 – координатно-расточные станки; 5 – радиально-расточные станки; 6 – горизонтально-расточные. станки; 7 – алмазное растачивание; 8 – горизонтальное сверление; 9 – разное сверление).
Группа 3 – шлифовальные и доводочные станки (0 – резерв; 1 _ круглошлифовальный; 2 – внутреннее шлифование; 3 – черновое шлифование; 4 – специализированное шлифование; 5 – резерв; 6 – заточка; 7 – плоское шлифование; 8 – доводочное и полировка; 9 – разные, работающие с абразивом).
Группа 4 – машины комбинированные.
Группа 5 – станки зуборезные и резьбонарезные (0 – нарезание резьбы; 1 – зубонарезное под цилиндрические колеса; 2 – зубонарезное под конические колеса; 3 – фрезерование; 4 – для нарезания червячных пар; 5 – для обработки концов зубьев). ; 6 – резьбофрезерование; 7 – чистовая обработка и испытание зубчатых колес; 8 – зубошлифовальные и резьбошлифовальные; 9 – различные зубчатые, резьбонарезные).
Группа 6 ~ фрезерные станки (0 – резервные, 1 – вертикальные консольные; 2 – непрерывные; 3 – резервные; 4 – копировально-гравировальные; 5 – вертикальные неконтилеверные; 6 – продольные; 7 – широко-универсальные консольные; 8 – горизонтальный консоль; 9 – разная фрезеровка).
Группа 7 – строгальные, долбежные, удлиненные (0 – резерв; 1 – продольно-строгальный одноколонный; 2 – продольно-строгальный двухстоечный; 3 – поперечно-строгальный; 4 – долбежный; 5 – длинный горизонтальный; 6 – резервный). ; 7 – удлиненный вертикальный; 8 – резервный; 9 – различное глиссирование).
Группа 8 – сплит-станки (0 – резерв », I – отрезные, работающие резцом; 2 – отрезные, работающие абразивным кругом; 3 – отрезные, работающие с гладким кругом; 4 – правосторонние; 5 – ленточные пилы; 6 – пилы дисковые; 7 – ножовочные пилы).
Группа 9 – станки разные (1 – подточные; 2 – пилорамы; 3 – правильные и бесцентрово-отрезные; 4 – балансировочные; 5 – для проверки сверл и шлифовальных кругов; 6 – станки делительные).
Металлорежущие станки можно классифицировать по индивидуальным признакам или по набору характеристик.По технологическому назначению бывают токарные, фрезерные, сверлильные и др. Станки. группы. По степени универсальности различают: универсальные станки; Широкое использование; специализированные и специальные. Универсальные станки предназначены для выполнения разнообразных работ с использованием разных заготовок. Машины общего назначения предназначены для выполнения определенных работ с использованием заготовок определенных предметов. Специализированные станки предназначены для обработки одноименных заготовок, но разного размера (например, обработка зубчатого венца на зубофрезерном станке).Специальные станки выполняют очень специфическую работу с одной конкретной заготовкой. По степени автоматизации различают станки с ручным управлением, полуавтоматы, автоматы и станки с программным управлением.
Автомат – это машина, не требующая вмешательства человека для возобновления цикла обработки. Если для возобновления цикла обработки достаточно нажать кнопку «Пуск», то формально это полуавтомат. По количеству основных рабочих органов одно- и многошпиндельные станки, одно- и многопозиционные станки и др.выделяются. По точности различают пять классов точности станков: «N» – нормальная; «П» – увеличено; «Б» – высокий; «А» – особо высокая точность; «С» – особо точные станки.
В машиностроении России принята Единая система условных обозначений станков, разработанная ENIMS. В соответствии с этой системой каждой машине присваивается определенный код. Первые две цифры кода определяют группу и тип машины. Буква на втором или третьем месте позволяет различать машины одного типоразмера, но с разными техническими характеристиками.Третья или четвертая цифра показывает условный размер машины. Последней буквой обозначены различные модификации машин одной базовой модели.
Все металлорежущие станки делятся на 10 групп, в каждой группе по 10 типов. Внизу: номер и название группы указаны курсивом, а номер (от 0 до 9) и название типа указаны в скобках.
Группа 0 – резервная копия.
Группа 1 – станки (0 – автоматы и полуавтоматы специализированные; 1 – одношпиндельные автоматы и полуавтоматы;
2 – многошпиндельные станки и полуавтоматы; 3 – револьверный; 4 – сверление и резка; 5 – карусель; 6 – перевернутые и лобовые; 7 – универсальный резак; 8 – специализированный; 9 – разное точение).
Группа 2 – станки сверлильно-расточные (0 – резервные; 1 – вертикально-сверлильные; 2 – одношпиндельные полуавтоматы;
- 3 – многошпиндельные полуавтоматы; 4 – приспособление для растачивания;
- 5 – радиальное сверление; 6 – горизонтальная расточка; 7 – алмазная расточка; 8 – горизонтальное бурение; 9 – разное сверление).
Группа 3 – станки шлифовально-чистовые (0 – резерв; 1 – круглошлифовальный; 2 – внутреннее шлифование; 3 – черновое шлифование; 4 – специализированное шлифование; 5 – резерв; 6 – заточка; 7 – плоское шлифование; 8 – шлифовка и полировка; 9 – разные, работающие с абразивом).
Группа 4 – машины комбинированные.
Группа 5 – зуборезные станки (0 – резьбонарезные; 1 – зубонарезные для цилиндрических колес; 2 – зуборезные для конических колес; 3 – зубофрезерные; 4 – для нарезания червячных пар; 5 – для обработки концов. зубьев; 6 – резьбофрезерование; 7 – нарезание и проверка зубчатых колес; 8 – зубошлифовальные и резьбошлифовальные; 9 – различные зубофрезерные и резьбонарезные станки).
Группа 6 – станки фрезерные (0 – резервные; 1 – консольные вертикальные; 2 – непрерывные; 3 – резервные; 4 – копировально-гравировальные; 5 – вертикальные бесконсольные;
)6 – продольный; 7 – консоль широко-универсальная; 8 – горизонтальная консоль; 9 – разная фрезеровка).
Группа 7 – станки строгальные, долбежные, протяжные (0 – резервный; 1 – продольно-строгальный одностоечный; 2 – продольно-строгальный двухстоечный; 3 – поперечно-строгальный; 4 – долбежный; 5 – длинный горизонтальный; 6 – запасной; 7 – вертикальный продольный; 8 – резервный; 9 – разноплановый).
Группа 8 – сплит-станки (0 – резервные; 1 – отрезные, работающие резцом; 2 – отрезные, работающие с абразивным кругом; 3 – отрезные, работающие с гладким диском; 4 – правочно-отрезные; 5 – ленточные пилы; 6 – пилы дисковые; 7 – пилы ножовки).
Группа 9 – различных станка (1 – подточный; 2 – пилоральный; 3 – точный и бесцентрово-черновой; 4 – балансировочный; 5 – для испытания сверл и шлифовальных кругов; 6 – станки делительные).
Условный размер станка обычно соответствует наибольшему размеру обрабатываемой детали. Например, универсальный токарно-винторезный станок мод. 16К20 – «20» – высота центров, т.е. расстояние от оси вращения заготовки до направляющих, 200 мм; вертикально-сверлильный станок мод.2х235 – «35» – наибольший диаметр сверления – 35 мм.
News – Sheldon Precision LLC
Промышленность прецизионного производства в значительной степени полагается на обработку с числовым программным управлением (ЧПУ), включая операции, в которых когда-то использовалось оборудование, управляемое инженерами, такое как фрезерные станки, формовочные станки, вертикальные фрезерные станки и токарные станки. Производители во многих отраслях промышленности выбирают обработку с ЧПУ, потому что она обеспечивает эффективную, целесообразную и точную производственную мощность, идеально подходящую для создания большого количества изделий, обычно производимых на шлифовальном станке, фрезерном станке, токарном станке или формовочном станке.
При ручной токарной обработке на каждом станке должен быть квалифицированный специалист, тогда как при обработке с ЧПУ один квалифицированный специалист может управлять несколькими станками. Обработка с ЧПУ позволяет производить широкий спектр металлических компонентов, используемых во многих отраслях промышленности, благодаря их точной, последовательной и сложной резке. Некоторые примеры этих отраслей: аэрокосмическая, автомобильная, электронная, огнестрельное оружие, гостиничный бизнес, производство, металлообработка, военная промышленность, производство и транспорт. Первые станки с ЧПУ были разработаны механиками ВВС США в 1940-х годах.Эти ранние машины использовали технологию перфорированной бумаги в качестве драйвера, который превратился в сегодняшнее цифровое программное обеспечение. Обработка с ЧПУ стала популярной из-за ее способности получать подробные и точные результаты в больших количествах с помощью компьютеров.
Компьютерное числовое управлениеотличается от обычных ПК, потому что программное обеспечение, используемое для управления станком, специально настроено и запрограммировано с G-кодом, который является специфическим для ЧПУ, что позволяет точно контролировать скорость, местоположение, координацию и скорость подачи.Один человек может делегировать машинную работу, которая была бы эквивалентна множеству операторов на токарных, шлифовальных, фрезерных, фрезерных и формовочных станках, что не всегда эффективно выполняет люди-операторы и обычные машины. В производственной сфере обработка с ЧПУ очень полезна, поскольку в этой отрасли требуется большое количество металлических и пластмассовых деталей, часто сложной формы. У различных типов станков с ЧПУ есть преимущество нескольких осей, которые могут регулироваться под сложными углами и помогают управлять труднообрабатываемыми материалами.
МашиныBasic оснащены режущим инструментом по осям x и y, которые работают независимо и одновременно. У продвинутых станков может быть до пяти осей, которые работают одинаково и способны поворачивать и переворачивать деталь. Станки с ЧПУ могут автоматизировать работы, требующие нескольких разрезов. Фрезерный станок или шпиндель поворачивает режущий инструмент, который напоминает сверло, и режет материал, в то время как настоящее сверло режет только кончик. Программирование на станках с ЧПУ включает в себя все точные, высокоскоростные движения, необходимые для изготовления объекта, и позволяет выполнять детальную настройку.Обработка с ЧПУ становится все более популярной для изготовления металлических и пластмассовых деталей, поскольку она позволяет производителю изготавливать сложные формы, которые практически невозможно создать вручную. Многие отрасли промышленности обращают внимание на преимущества обработки с ЧПУ для производственных решений, включающих металл и пластик, и любое количество процессов обработки, которые могут им понадобиться.
КакЧПУ, так и обычные станки начинают с необработанного куска металла или пластика и превращают его в деталь. Основное различие между двумя станками – автоматизация ЧПУ по сравнению с ручным характером обычных.Скорость, производительность и точность – вот некоторые из основных преимуществ обработки с ЧПУ по сравнению с традиционной обработкой. Квалифицированный сотрудник программирует программное обеспечение для резки деталей при обработке с ЧПУ, в то время как в обычном режиме сотрудник настраивает и управляет машиной и шестернями. Обычный стоит меньше и обычно используется для небольших проектов. ЧПУ используется для больших объемов и не так рентабельно для небольших проектов. Станок с ЧПУ использует три инструмента для резки деталей, в то время как обычным станкам требуется пять инструментов и больше времени для выполнения работы.Для большинства видов обработки доступны обычные технологии и технологии ЧПУ. Некоторые из них включают в себя сверла – биты вращаются для контакта с материалом, токарные станки – блок материала движется против сверла, обычно в боковом движении, и фрезерные станки – вращающиеся режущие инструменты удаляют материал из заготовки. Новые технологии обработки с ЧПУ включают менее распространенные типы, такие как электрическая / химическая, когда блок материала разрезается с использованием определенного вида обработки, такого как электронно-лучевые, электрохимические, электрические разряды, фотохимические и ультразвуковые.Менее распространенные методы обработки с ЧПУ включают режущие среды, такие как лазеры, кислородно-топливная, плазменная и водяная струи.
Программное обеспечение автоматизированного проектирования (САПР) используется при обработке с ЧПУ для создания двух- или трехмерной модели готовой детали. Изображение прототипа этого компонента вводится в программное обеспечение, которое работает через компьютер, чтобы направлять инструменты механической обработки для производства элементов, идентичных модели. После того, как компьютер загрузил новый образ для обработки с ЧПУ, он может многократно извлекать эту модель, чтобы произвести больше элемента.Это разработано для достижения точности обработки в пределах .0001.
Традиционные и нетрадиционные методы обработки с ЧПУ используются для множества работ, которые могут включать в себя различные материалы, такие как:
Алюминий
Латунь
Медь
Пена
Стекловолокно
Пластик
Полипропилен
Сталь
Титан
Дерево
Это 20 операций по резке, которые часто выполняются с помощью станков с ЧПУ:
Отверстие
Контур
Насечка
Сверло
Гравировка
Лицевая сторона
Отшлифовать
Паз
Накатка
Токарный станок
Фрезер
Пуансон
Срез
Форма
Штамп
Метчик
Текстура
Резьба
Поворот
Сварка 9000
Преимущества обработки с ЧПУ
Прецизионные компоненты: Цифровой шаблон и автономная обработка ЧПУ практически исключают человеческую ошибку и достигают точности в пределах 1/1000.
Надежная выносливость: станки с ЧПУ работают круглосуточно каждый день и предназначены только для ремонта или технического обслуживания.
Высокая производительность и масштабируемость: после ввода проектных параметров и спецификаций в станок с ЧПУ он последовательно выполняет огромные объемы и обеспечивает гибкую масштабируемость.
Больше возможностей: при использовании в тандеме с усовершенствованным программным обеспечением для проектирования станки с ЧПУ создают выходные данные, которые невозможно воспроизвести на ручных станках. Даже самые одаренные инженеры не могут использовать обычные станки вплоть до станков с ЧПУ из-за передового программного обеспечения, которое они используют.Эти машины могут производить любой необходимый размер, форму или текстуру.
Меньше труда: обработка с ЧПУ требует меньшего количества персонала для выполнения производственных задач. Один опытный оператор может запустить несколько автономных станков с ЧПУ, в то время как другой программист может загрузить их с проектами. Для станков с ручным управлением требуется как минимум один опытный оператор на каждую машину и супервизор. То, что вы можете сэкономить на рабочей силе, можно передать клиентам.
Единый продукт: когда вы используете станки с ЧПУ вместо обычных станков, ваши выходные данные с ЧПУ точно совпадают.Даже самые талантливые машинные операции, работающие на традиционных машинах, их продукция будет очень незначительно. Безупречные детали всегда гарантируются станками с ЧПУ.
Низкие затраты: станки с ЧПУ имеют высокую скорость, более эффективны, точны и требуют меньше рабочих часов. Экономия денег или получение большего дохода – одно из популярных преимуществ обработки с ЧПУ.
Меньше головных болей: ручные станки служат многим отличным целям, но когда ваш оператор отсутствует или ваш персонал не выполняет своих ожиданий, вы не сможете производить столько, сколько использовали бы на станке с ЧПУ.
Повышенная безопасность: несмотря на то, что станки с ЧПУ по-прежнему требуют использования операторов, они находятся на некотором расстоянии от острых инструментов. Операторы традиционных ручных токарных станков, сверл и пуансонов непосредственно контактируют с инструментом.
Сохранение дизайна: после того, как проект был загружен в программное обеспечение станка с ЧПУ и был создан идеальный прототип, программа может легко извлечь проект и создать объект заново.
Низкие эксплуатационные расходы: программное обеспечение на основе G-кода будет автоматически обновляться при необходимости, и станки с ЧПУ обычно не требуют особого обслуживания, кроме замены режущих инструментов с надлежащими интервалами.Ни одно регулярное обслуживание не требует профессионального обслуживания.
Универсальность: обработка с ЧПУ позволяет создавать практически любые компоненты. Некоторые модели включают специальные функции и аксессуары, которые еще больше ускоряют и упрощают производственный процесс.
Использование станков с ЧПУ дает множество преимуществ, и в Sheldon Precision мы используем только лучшие станки, чтобы гарантировать, что ваш продукт изготовлен с максимально возможным качеством.