Токарный станок ТВ-6: технические характеристики, схемы, вид
Токарный станок ТВ-6, выпуск которого наладили в 80-х годах прошлого века на Ростовском заводе учебного станочного оборудования, был специально разработан для того, чтобы проводить на нем обучение азам профессии токаря. Устройством данной модели традиционно оснащали мастерские школ и специальных учебных учреждений.
Учебный токарно-винторезный станок ТВ-6
Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
Назначение оборудования
Рассматривая назначение токарного станка, следует уделить внимание тому, что он является учебным. Несмотря на это, точение по металлу может проводится с высокой степенью точности
Несмотря на это, точение по металлу может проводится с высокой степенью точности
Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских. Рассматривая инструкцию (руководство) отметим следующие моменты:
- Производитель рекомендует проводить время от времени натяжение ремня. Подобная профилактика позволяет добиться максимальной мощности и производительности на протяжении длительного периода.
- Для наладки достаточно провести ослабление гайки, после чего изменяется положение электрического двигателя. Устройство расположено на салазках, поэтому шкивы не смещаются относительно друг друга.
- Довольно распространенной проблемой можно назвать то, что во время работы возникает серьезная вибрация шпинделя. Происходит это из-за расслабления винтов.
Именно поэтому модель в большинстве случаев устанавливается в учебных заведениях для получения требуемых навыков. При необходимости может проводится производственная деятельность.
ТВ-6 (ТВ6) станок токарно-винторезный учебный. Назначение, область применения
Школьный токарно-винторезный станок ТВ-6 заменил модель ТВ-4
и был заменен на более совершенную модель
ТВ-6М.
Станок ТВ-6 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
Учебный токарно-винторезный станк ТВ-6, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6 имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6 имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6 — Ø100 мм.
Привод станка ТВ-6 осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Особенности использования
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.
Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Важно!
Станок имеет высокую надежность, при надлежащем уходе агрегат прослужит долгие годы, обеспечивая максимальную точность.
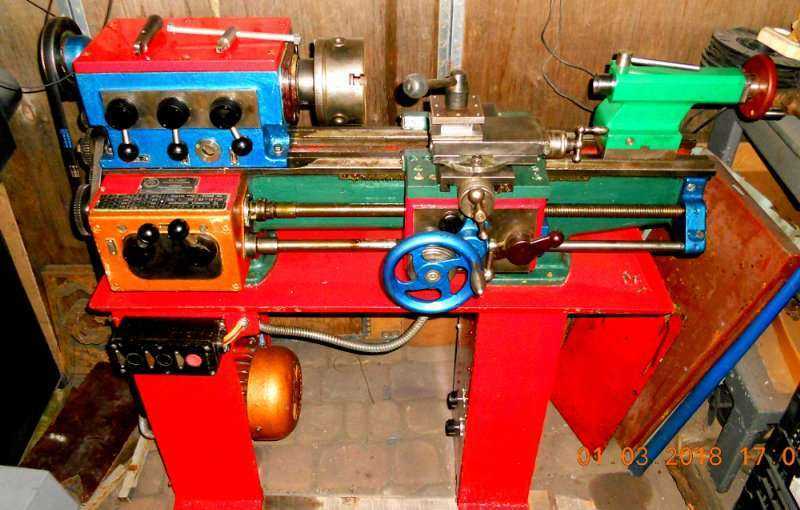
Расположение составных частей токарно-винторезного станка ТВ6
Расположение составных частей токарно-винторезного станка ТВ6
Спецификация составных частей токарно-винторезного станка ТВ6
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения гитарного механизма
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятка поперечной подачи суппорта
- Рукоятка закрепления резцедержателя
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли
- Рукоятка крепления задней бабки
- Маховик подачи пиноли
- Рукоятки управления механической подачей
- Рукоятки управления механической подачей
- Кнопка
- Маховик перемещения суппорта
- Кнопки включения и отключения электродвигателя
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.
Расположение органов управления токарно-винторезным станком ТВ-6
Расположение органов управления токарно-винторезным станком ТВ-6
Спецификация органов управления токарно-винторезного станка ТВ-6
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валик
- Реверсивная кнопка включения и остановки станка
- Ограждение к патрону
- Защитный экран
- Рукоятка крепления резцовой головки
- Светильник местного освещения К-1М
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка перемещения верхних (резцовых) салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Маховик ручного перемещения продольной каретки
- Рукоятка включения гайки ходового винта
- Рукоятка включения предельной механической подачи
- Ограждение щитка для ходового винта и вала
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671.
 041-84
041-84
 041-84
041-84Таблица органов управления токарно-винторезным станком тв-6
Таблица символов токарно-винторезного станка тв-6
Управление станком тв-6
Пуск и остановка электродвигателя станка производится нажатием кнопок «Пуск» и «Стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 3).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта — левое или правое.
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5: «Винт-вал» в правом положении «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «От себя».
- Рукоятка включения реечной шестерни 7 — в положении «На себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении.
II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «Вал-винт» — в левом крайнем положении «Вал».
- На фартуке — рукоятка самохода 8 во включенном положении «На себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «От себя».
III. Положение рукояток и рычагов при ручной продольной подаче
- На передней бабке — положение рукоятки трензеля 3 в среднем положении.
- На коробке подач — положение рычага «Вал-винт» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении.
IV. Положение рукояток управления для получения необходимых режимов резания согласно рис.
 14
14Конструктивные элементы
Агрегат имеет классическую компоновку, свойственную данному типу оборудования. К основным элементам можно причислить:
- Переднюю и заднюю бабку.
- Коробку подач.
- Несущую станину.
- Сменную гитару.
- С защитным кожухом и экраном.
- Устройство, регулирующее подачу смазывающих веществ.
- Наличие фартука.
Каждый элемент расположен на своем обычном месте, определенные части можно заменять и сменять при обслуживании.
Схема кинематическая токарно-винторезного станка ТВ-6
Механизмы токарно-винторезного станка ТВ-6
Кинематическая схема токарно-винторезного станка ТВ-6
Перечень подшипников токарно-винторезного станка ТВ-6
Суппорт
Установка резцов в токарном станке по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4 салазок (кареток) резцы двигаются:
- По направляющим в осевом направлении.
- В направлении, перпендикулярном движению первой каретки.

- В осевом направлении по направляющим третьей салазки.
Каретки установлены последовательно, то есть друг на друге. Деталь закрепляется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм отжимается, и его положение закрепляется штифтом.
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60. .1000 .1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
- Станок токарно-винторезный (учебный) ТВ-6. Паспорт, 1983
- ТУ 79 РСФСР 507-80
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Паспорт, 1983
Паспорт, 1983Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станкеГлавная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Токарный станок ТВ-6: технические характеристики
Назначение и область применения
Новая модель станка, заменила ТВ-4, более устаревший агрегат. Даже при упрощенной конструкции, станок ТВ-6 имеет все необходимые составные элементы обычных винторезных устройств.
Наделен 6-ю скоростным шпинделем, 4-мя скоростями подач в суппорт, предполагает нарезание метрической резьбы без необходимости переставлять шестерни в гитаре.
ТВ-6 подходит для следящих видов работ:
- Проточка и расточка поверхности цилиндрического и конического типа.
- Подрезка торцов.
- Отрезка.
- Нарезка резьбы метрического типа.
- Сверление.
Технические характеристики станка
Тот момент, что токарный станок ТВ-6 разрабатывался для обучения, определяет весьма скромные параметры. При применении рассматриваемого оборудования можно проводить нижеприведенные операции:
- Сверление отверстий.
- Подрезку торцов.
- Нарезание метрической резьбы.
- Расточку и проточку деталей, которые имеют цилиндрическую форму или коническую поверхность.
- Отрезка части заготовки.
Распространенный станок токарный ТВ-6, технические характеристики которого не позволяют работать с закаленной сталью, может применяться для обработки металлов, при резании которых не образуется летучих соединений или пыли. Характеризуется ТВ-6 следующими характеристиками:
- Максимальный диаметр заготовки составляет 12 мм.
- Длина обтачиваемой поверхности составляет 300 мм.
- Высота расположения центров 108 мм.
- Частота вращения шпинделя варьирует в диапазоне от 130 до 170 об/мин.
- Расстояние между центрами составляет 350 мм.

При рассмотрении того, какой вес токарного станка школьник следует учитывать, что в минимальной комплектации вес составляет 300 килограмм.
Именно поэтому при монтаже и транспортировке следует учитывать довольно большой вес, установка модели проводится на фундаментной плите. За счет этого обеспечивается поглощение вибрации на момент работы.
Конструктивные элементы
Агрегат имеет классическую компоновку, свойственную данному типу оборудования. К основным элементам можно причислить:
- Переднюю и заднюю бабку.
- Коробку подач.
- Несущую станину.
- Сменную гитару.
- С защитным кожухом и экраном.
- Устройство, регулирующее подачу смазывающих веществ.
- Наличие фартука.

Каждый элемент расположен на своем обычном месте, определенные части можно заменять и сменять при обслуживании.
Расположение составных частей токарно-винторезного станка ТВ6
Расположение составных частей токарно-винторезного станка ТВ6
Спецификация составных частей токарно-винторезного станка ТВ6
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения гитарного механизма
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятка поперечной подачи суппорта
- Рукоятка закрепления резцедержателя
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли
- Рукоятка крепления задней бабки
- Маховик подачи пиноли
- Рукоятки управления механической подачей
- Рукоятки управления механической подачей
- Кнопка
- Маховик перемещения суппорта
- Кнопки включения и отключения электродвигателя
Схема органов управления
Схема органов управления, имеет:
- Рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Еще одна рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Рукоятку, устанавливающую нарезку резьбы (правую и левую) и изменяющую направление подачи.
- Рукоятку, устанавливающую величину подачи и шага резьбы.
- Рукоятку, переключающую ходовой валик.
- Реверсивную кнопку, включающую и останавливающую станок.
- Рычаг, ограждающий патрон.
- Наличие защитного экрана.
- Рукоятку закрепляющую резцовую головку.
- Источник света для освещения рабочего места.
- Рукоятку, вручную перемещающую поперечные салазки.
- Рукоятку, перемещающую верхние (резцовые) салазки.
- Рукоятку, закрепляющую пиноль.
- Рукоятку, закрепляющую заднюю бабку по направлению к станине.
- Маховики, перемещающие пиноль.
- Кнопку, включающую и выключающую реечную шестерню.
- Маховики, вручную перемещающие продольную каретку.
- Рукоятку, регулирующую гайки в ходовом винте.
- Рукоятку, включающую предельную механическую передачу.
- Ограждающий щиток перед ходовым винтом и валом.
- Наличие трансформатора ОСЗР-0,063–83УХЛ3.


Комплектация
Станок предполагает базовую комплектацию, подробно рассмотренную ниже.
Тумба
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
- Гитару сменных шестерней используют для изменения параметров резьбы.
- Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:
- два вала;
- пять шестерен, имеющих разные параметры;
- ходовой валик;
- муфту;
- круглые гайки;
- рукоятку переключений;
- сливную пробку.

`
Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.
Важно!
Для коробки подач не требуется специальное обслуживание, только наличие смазки в области шестерен, для их полноценного функционирования.
Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
- Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
- Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.
Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.
Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.
Изготавливается он из стали.
Устройства фартука состоит из:
- маховичка;
- реечной шестерни;
- вала;
- червячной шестерни;
- маточной гайки;
- ходового валика.
Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.
Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
- Он надежно фиксирует режущий инструмент.
- Располагается в определенном положении по отношению заготовки.
- Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.
Отличия ТВ-6 от ТВ-4
Принципиальных различий в конструкции двух станков нет. Ниже перечислены некоторые изменения:
Ниже перечислены некоторые изменения:
- Несколько увеличена мощность привода (с 1 до 1,1 кВт).
- Из-за того, что в КС увеличен модуль зубчатых колес (1,5 вместо 1,25 у ТВ-4), незначительно изменились числа оборотов, хотя, по сути, они остались в том же диапазоне.
- Станок стал на 34 см короче, но на 8 — выше. По-видимому, конструкторы учли подростковую акселерацию в 70-х годах прошлого столетия.
- Уменьшен на 3 мм диаметр сквозного отверстия в шпинделе с целью повышения его жесткости.
- Увеличено коническое отверстие в шпинделе для установки неподвижного центра (Морзе №3).
- Станок обрел штатное защитное ограждение рабочей зоны.
- Увеличен ход верхних салазок: 85 мм вместо 50-ти.
- Вес станка увеличился на 20 кг: 300 против 280-ти у ТВ-4.
Особенности использования
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.
Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Важно!
Станок имеет высокую надежность, при надлежащем уходе агрегат прослужит долгие годы, обеспечивая максимальную точность.
Назначение оборудования
Рассматривая назначение токарного станка, следует уделить внимание тому, что он является учебным. Несмотря на это, точение по металлу может проводится с высокой степенью точности. Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских. Рассматривая инструкцию (руководство) отметим следующие моменты:
Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских. Рассматривая инструкцию (руководство) отметим следующие моменты:
- Производитель рекомендует проводить время от времени натяжение ремня. Подобная профилактика позволяет добиться максимальной мощности и производительности на протяжении длительного периода.
- Для наладки достаточно провести ослабление гайки, после чего изменяется положение электрического двигателя. Устройство расположено на салазках, поэтому шкивы не смещаются относительно друг друга.
- Довольно распространенной проблемой можно назвать то, что во время работы возникает серьезная вибрация шпинделя. Происходит это из-за расслабления винтов.
В целом можно сказать, что модель не характеризуется высокой производительностью.
Именно поэтому модель в большинстве случаев устанавливается в учебных заведениях для получения требуемых навыков. При необходимости может проводится производственная деятельность.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ТВ-6
Небесный токарный станок (ТВ, 2002)
- Актеры и съемочная группа
- Отзывы пользователей
- Общая информация
IMDbPro
- ТВ фильм
- 0002 0 м
РЕЙТИНГ IMDb
5,8/10
1K
ВАША ОЦЕНКА
Воспроизвести трейлер2
:
01
1 Видео
4 Фото
Научная фантастика
Научная фантастика
В ближайшем будущем утверждает, что физически его общество меняет реальность. Его терапевт сначала сбит с толку, но вскоре решает использовать его в своих целях. В обществе ближайшего будущего мужчина утверждает, что его сны физически меняют реальность. Его терапевт сначала сбит с толку, но вскоре решает использовать его в своих целях. В обществе ближайшего будущего мужчина утверждает, что его сны физически меняют реальность. Его терапевт сначала сбит с толку, но вскоре решает использовать его в своих корыстных целях.
В обществе ближайшего будущего мужчина утверждает, что его сны физически меняют реальность. Его терапевт сначала сбит с толку, но вскоре решает использовать его в своих целях. В обществе ближайшего будущего мужчина утверждает, что его сны физически меняют реальность. Его терапевт сначала сбит с толку, но вскоре решает использовать его в своих корыстных целях.
- Режиссер
- Филип Хаас
- Сценаристы
- Урсула К. Ле Гуин
- Алан Шарп
Джеймс Каан 0 Звезды2 - Lisa Bonet
- 0003 Lukas Haas
РЕЙТИНГ IMDb
5. 8/10
8/10
1K
ВАШ РЕЙТИНГ
- Режиссер
- Филип Хаас
4
4
- Урсула К. Ле Гуин
- Алан Шарп
- Звезды
- Джеймс Каан
- Лукас Хаас
- Лиза Боне
9
4
4 3 57Отзывы пользователей
- 5Критические отзывы
- Награды
- 1 номинация
Видео1
Трейлер 2:01
Смотреть Lathe of Heaven
Фото
Лучшие актеры
8 Джеймс Каан0011- Доктор Уильям Хабер
Лукас Хаас
- Джордж Орр
Лиза Бонет
- Хизер Лелаш
Шейла Маккарти
Серж Худ
Сюзанна Десотель
- Секретарь Лелаша
Белинда Хум
- Миссис Накумиси
Тетсуро Шигемацу
- Мистер Накумиси 9№ 1 Даниэль До
- Вейкер…
Даниэль Пилон
- Президент Мертл
Стив Адамс
- Ведущий игрового шоу
Клаудия Бессо
- Личность #1
Кас
Стив Энтони
- Персонаж №4
- Режиссер
- Филип Хаас
2 Сценаристы 90 Ур. - Алан Sharp(телеспектакль)
 (роман «Небесный токарный станок»)
(роман «Небесный токарный станок»)Больше похоже на это
Небесный токарный станок
Новый Эдем
Начало 90:28 Потерянные звезды
0011
Земноморье
Нисходящий ангел
Звездопад
Грабитель банков
Последний удар
Обделенные
Поле зрения
Tales from Earthea 9
1 Dead Connection
Сюжетная линия
Знаете ли вы
- Connections
Упоминается в Pulp Today: Be Careful What You Wish For: The Lathe of Heaven (2022)
Отзывы пользователей57
ReviewИзбранный обзор
3/
10
Похоже на эпизод нового Outer Limits, но здесь нет ни трепета, ни тайны
Как и многие другие, я очень заинтересовался этим ремейком «The Lathe of Heaven» по нескольким причинам. Книга Урсулы К. ЛеГуин считается классикой научной фантастики, хотя я никогда не считала ее одной из лучших ее работ. Я прочитал его после того, как увидел первый «Небесный станок» на канале PBS в 1980 году, и понял, что с историей были допущены значительные вольности, хотя она была гораздо ближе к книге, чем это последнее начинание.
Книга Урсулы К. ЛеГуин считается классикой научной фантастики, хотя я никогда не считала ее одной из лучших ее работ. Я прочитал его после того, как увидел первый «Небесный станок» на канале PBS в 1980 году, и понял, что с историей были допущены значительные вольности, хотя она была гораздо ближе к книге, чем это последнее начинание.
В то время “Lathe” был смелым экспериментом для PBS и продюсеров: снять оригинальный полнометражный научно-фантастический телефильм с ограниченным бюджетом, который понравился бы аудитории, привыкшей к ярким развлечениям. Помните, что прошло всего три года с тех пор, как «Звездные войны» и «Близкие контакты третьей степени» оживили экранную научную фантастику, до этого находившуюся в упадке. Продюсеры LOH хотели создать более личную историю, чем те блокбастеры, историю, основанную больше на человеческих отношениях. Имея небольшой бюджет, они искали места и средства, которые могли бы передать их видение. Хотя действие сюжета происходило в Портленде, штат Орегон, большая его часть снималась в Далласе из-за более футуристической архитектуры этого города. Мне он очень понравился, я снял его на видео, и эта пленка хранится до сих пор. (К сожалению, но неизбежно, лента значительно испортилась, когда я переписал ее на DVD в конце 2006 года. Не бойтесь, похоже, что теперь она доступна на коммерческих DVD.)
Мне он очень понравился, я снял его на видео, и эта пленка хранится до сих пор. (К сожалению, но неизбежно, лента значительно испортилась, когда я переписал ее на DVD в конце 2006 года. Не бойтесь, похоже, что теперь она доступна на коммерческих DVD.)
Об инфляции в кинобизнесе многое говорит тот факт, что у ремейка был «небольшой» бюджет «всего» в 5 миллионов долларов. Это были бы большие деньги для создателей оригинального фильма. Я также удивляюсь, почему здесь, в Штатах, нам пришлось ждать до сентября 2002 года, чтобы увидеть его, когда первые комментарии о нем от зрителя в Турции относятся к февралю!
Но всякий раз, когда он выходил в эфир, моя реакция была одинаковой: зачем вообще его выпускать? Здесь так мало оригинала, что это по сути другая работа. Они взяли историю и высосали из нее кровь. И то, что происходит, выходит за рамки проблем временных разрывов и парадоксов; эти люди ведут себя без логики или мотивации. Похоже на длинную серию “новых” Outer Limits или похожее шоу, один из тех малобюджетных синдицированных сериалов, которые снимают в Канаде, потому что там дешевле, где денег только на несколько комплектов, пару компьютерных графика, и много разговоров крупным планом (чтобы скрыть скудость декораций). Все действия и диалоги происходят в бормотании. Обычно мне нравится Джеймс Каан, но, похоже, он смотрел недавние работы Брюса Уиллиса в кино и решил попробовать минималистский, неактерский подход.
Все действия и диалоги происходят в бормотании. Обычно мне нравится Джеймс Каан, но, похоже, он смотрел недавние работы Брюса Уиллиса в кино и решил попробовать минималистский, неактерский подход.
Теперь, когда я упомянул «Внешние пределы», помните, как начальные титры говорили о «трепете и тайне»? Ну а если вам хочется трепета и тайны, забудьте об этом ремейке и вернитесь к версии 1980 года; у него было гораздо больше этих качеств.
полезно•20
8
- mfisher452
- 9 сентября 2002 г. Детали
- Дата выпуска
- 8 сентября 2002 г. (США)
- Страны происхождения
- Канада
- США
- Английский
- Также известен как
- Vida o sueño
- Места съемок
- Монреаль, Квебек, Канада
- Производственные компании
- A+E Networks
- Alliance Atlantis Communications
- Baumgarten Merims Productions
- Подробнее о компании на IMDbPro
Технические характеристики
- Время работы
1 час 30 минут
- Цвет
4 003 Dolby Digital
- Дата выпуска
- Соотношение сторон
- 1,85 : 1
Связанные новости
Внесите свой вклад в эту страницу
Предложите отредактировать или добавить отсутствующее содержание
Больше для изучения
Недавно просмотренные
У вас нет недавно просмотренных страниц
Vevor Vevor K12-160 6 дюймов 4 челюстной челюсти.

Описание Спецификация Вопросы и ответы Отзывы
6,3-дюймовый 4-кулачковый токарный патрон с двумя комплектами кулачков
Самоцентрирующийся, с точностью до 0,002 дюйма и дополнительными 4 кулачками
Этот универсальный токарный патрон изготовлен из высококачественной закаленной стали, устойчив к сжатию и имеет длительный срок службы. Этот патрон представляет собой короткое коническое соединение с высокой точностью центрирования, хорошая жесткость и короткий вылет. Этот спиральный патрон имеет два набора внутренних и внешних кулачков, которые могут удерживать промышленные детали в диапазоне от 0,12″ до 6,3″ / 3-160 мм. 4-х кулачковый патрон имеет большой диапазон зажима и сильное усилие зажима и подходит для промышленных деталей сложной формы.
Качественная конструкция
Высокая точность
2 комплекта губок
Большой диапазон зажима
- 04 Высокая адаптивность
Прочное оборудование и инструменты, меньше оплаты
VEVOR является ведущим бренд, который специализируется на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Tough Equipment & Tools 901 a1 Leading бренд, который специализируется в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Корпус изготовлен из высококачественной закаленной стали 1 9 сталь. Все направляющие и опорные поверхности этого кулачкового самоцентрирующегося шпоночного патрона изготовлены с высокой точностью и прошли тест HRC58-62.
Все направляющие и опорные поверхности этого кулачкового самоцентрирующегося шпоночного патрона изготовлены с высокой точностью и прошли тест HRC58-62.
Короткое конусное соединение
Коническое отверстие спроектировано на сальнике патрона и соединяется с корпусом патрона с помощью винтов, образуя закрытую конструкцию. Следовательно, точность центрирования высокая, жесткость хорошая, а вылет короткий.
Прецизионная коническая шестерня
Коническая шестерня контролирует точность работы токарного патрона. Каждый раз, когда он тянется, положение зажимных частей гарантируется для достижения точной работы машины.
Комплект принадлежностей
Этот 4-кулачковый патрон для токарных станков поставляется с двумя наборами кулачков, одним набором внутренних кулачков из цельной стали и одним набором внешних кулачков из цельной стали; три болта крепления; и один ключ безопасности для облегчения работы.
Высокая адаптируемость
Диапазон зажима этого токарного мини-патрона составляет 0,12–6,3 дюйма / 3–160 мм, что позволяет зажимать различные промышленные детали неправильной формы.
Широкое применение
Спиральный патрон имеет большой диапазон зажима и большое усилие зажима, что подходит для работы со сложным внешним видом зажима.
Технические характеристики
Размер: 6,3″ / 160 мм
Диапазон зажима внутренней губки (A-A1): 0,118″ – 2,17″ / 3-55 мм
Диапазон зажима внутренних кулачков (B-B1): 1,968–6,3 дюйма / 50–160 мм
Диапазон зажима внешних кулачков (C-C1): 2,17–5,71 дюйма / 55–145 мм
1 Количество губок: 4
Внешний диаметр: 6,3 дюйма / 160 мм
Диаметр окружности болта: 4,5 дюйма / 115 мм
Монтажная резьба: 3-M8
Точность: 0,003 дюйма / 0,007 мм
Макс. Входной крутящий момент: 160 Н·м
Макс. Скорость: 3600 об/мин
Точность: 0,003 дюйма / 0,07 мм
Масса брутто: 11,9 фунта / 5,4 кг / 16 x 16 x 14 см
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Tough Equipment & Tools 901 a1 Leading бренд, который специализируется в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
6,3-дюймовые 1 комплекты двух лапок с 4 челюстями
Самоцентрирующийся & 0.
- Этот универсальный токарный патрон изготовлен из высококачественной закаленной стали, устойчив к сжатию и имеет длительный срок службы. Этот патрон представляет собой короткое коническое соединение с высокой точностью центрирования, хорошей жесткостью и коротким вылетом. Этот спиральный патрон имеет два набора внутренних и внешних кулачков, которые могут удерживать промышленные детали в диапазоне от 0,12 до 6,3 дюйма / 3 до 160 мм. 4-х кулачковый патрон имеет большой диапазон зажима и высокое усилие зажима и подходит для промышленных деталей сложной формы.
- Качественная конструкция
- Высокая точность
- 2 комплекта кулачков
- Большое зажимное кольцо
- Высокая адаптивность
Закаленная сталь
Корпус токарного патрона изготовлен из высококачественной стали. Все направляющие и опорные поверхности этого кулачкового самоцентрирующегося шпоночного патрона изготовлены с высокой точностью и прошли тест HRC58-62.
Короткое конусное соединение
Коническое отверстие спроектировано на сальнике патрона и соединяется с корпусом патрона с помощью винтов, образуя закрытую конструкцию. Следовательно, точность центрирования высокая, жесткость хорошая, а вылет короткий.
Прецизионная коническая шестерня
Коническая шестерня контролирует точность работы токарного патрона. Каждый раз, когда он тянется, положение зажимных частей гарантируется для достижения точной работы машины.
Комплект принадлежностей
Этот 4-кулачковый патрон для токарных станков поставляется с двумя наборами кулачков, одним набором внутренних кулачков из цельной стали и одним набором внешних кулачков из цельной стали; три болта крепления; и один ключ безопасности для облегчения работы.
Высокая адаптируемость
Диапазон зажима этого токарного мини-патрона составляет 0,12–6,3 дюйма / 3–160 мм, что позволяет зажимать различные промышленные детали неправильной формы.
Широкое применение
Спиральный патрон имеет большой диапазон зажима и большое усилие зажима, что подходит для работы со сложным внешним видом зажима.
Содержимое упаковки
- 1 x 6,3″ / 160 мм корпус токарного патрона
- 4 внутренних кулачка
- 4 внешних кулачка
- 1 ключ для зажимного патрона
- 3 крепежных болта
Технические характеристики
- Размер: 6,3″ / 160 мм
- Диапазон зажима внутренних кулачков (A-A1): 0,118″ – 3-2,17″ 21 Диапазон зажима внутренней губки (B-B1): 1,968″ – 6,3″ / 50 – 160 мм
- Диапазон зажима внешней губки (C-C1): 2,17 – 5,71 дюйма / 55 – 145 мм
- Количество губок: 4
- Внешний диаметр: 6,3 дюйма / 160 мм
- Диаметр окружности болта: 4,5 дюйма / 115 мм
- Диаметр центрального сквозного отверстия: 1,77 дюйма / 45 мм
- Крепежная резьба: 3-M8
- Точность: 0,003 дюйма / 0,007 мм
- Макс. крутящий момент на входе: 160 Н·м
- Макс. скорость: 3600 об/мин Вес: 11,9 фунтов / 5,4 кг
- Размеры упаковки (Д х Ш х В): 6,3″ x 6,3″ x 5,5″ / 16 x 16 x 14 см
- Размер
- 6,3″ / 160 мм
- Диапазон зажима внутренних кулачков (B-B1)
- 1,968″ – 6,3″ / 50 – 160 мм
- Диапазон зажима внешних кулачков (C-C1)
- 2,17″ – 5,71″ / 79 – 1403 905 мм
- Количество губок
- 4
- Внешний диаметр
- 6,3 дюйма / 160 мм
- Диаметр окружности болта
- 4,5 дюйма / 1105 98
- Диаметр центрального сквозного отверстия
- 1,77 дюйма / 45 мм
- Монтажная резьба
- 3-M8
- Точность
- 0,003 дюйма / 0,007 мм
- Макс. 0698
- Максимальная скорость
- 3600 об/мин
 0698
0698- Точность
- 0,003 дюйма / 0,07 мм
- Масса брутто
- 11,9 фунтов / 5,4 кг
- Размеры упаковки (Д x Ш x В) 6,5 x 5,3 дюйма x 6,3 дюйма х 14 см
Вопросы и ответы
Типичные вопросы о продуктах: Является ли продукт долговечным? …
Задайте первый вопрос
Отзывы покупателей
Цена 4.9
Качество 4,7
Функции 4.7
Легко использовать 4.
8
 8
87 Отзывов
Сортировать:
Все
- Все
- Только фотографии
- Только видео
Все звезды
- Все звезды
- Только 5 звезд
- Только 4 звезды
- Только 3 звезды
- Только 2 звезды
- Только 1 звезда
Самые последние
- Самые последние
- Самый полезный
Прозрачные фильтры
Terence Martin
Диаметр патрона: 6 дюймов
отличный продукт
отличный продукт по цене
См. больше См. меньше
больше См. меньше
0
William Pierce
Диаметр патрона:
Обзор патрона
1 90 ак был хорош по цене и я не колеблясь, чтобы купить пункт снова.
См. больше См. меньше
0
Mrs. L. M. Pearson
Диаметр патрона: 6 дюймов
блестящий инструмент
отличный продукт, хорошо режет чисто и хорошо держит
См. больше См. меньше
0
Vevor Customer
90:019 Диаметр патрона 90:010 792Большая 3 челюсти Чак
Очень нравится. Идеально подходит для моего токарного станка ML7 и дает мне больше возможностей в моей работе. Куплю ли я еще раз? Абсолютно.
См. больше См. меньше
0
Kenneth McCracken
Диаметр патрона: 6 дюймов
Отличное качество, отличный сервис.