Таблица скорости сверления металла, древесины, алюминия и других материалов от Крепком
Сверление – это операция, при которой режущий инструмент (сверло), вращается и входит в заготовку в осевом направлении, образуя отверстие определенного диаметра и глубины. При сверлении различных материалов важно поддерживать правильную скорость или количество оборотов в минуту (об/мин) шпинделя, лишь тогда можно добиться качественного результата и избежать быстрого износа сверла.
Число оборотов в минуту, в первую очередь, зависит от твердости (обрабатываемости) материала. Обрабатываемость – это способность материала к обработке резанием. Два других важных фактора – это твердость сверла и его диаметр. Производители обычно указывают диапазоны оборотов своего металлорежущего инструмента, но следует учесть, что большинство этих рекомендаций ориентированы на станочную обработку материалов в условиях производства, где скорость резки важнее, чем рабочий ресурс инструмента.
Для удобства пользователей созданы специальные таблицы с рекомендуемыми значениями для металлов и неметаллов, различных типов и диаметров сверл, и хотя в разных источниках наблюдаются некоторые расхождения, они могут служить приблизительными ориентирами для начинающих и домашних мастеров.
Таблица – Рекомендованные значения скорости сверления стандартных материалов.
| Диаметр сверла | Количество оборотов в минуту (rpm) | |||||
| мягкая древесина | твердая древесина | Пластик | Латунь | Алюминий | Сталь | |
| Спиральное сверло | ||||||
| 1 – 5 мм | 2500 | 2500 | 2500 | 2500 | 2500 | 2000 |
| 6 – 10 мм | 2000 | 1500 | 2000 | 1750 | 2000 | 1000 |
| 11 – 16 мм | 1500 | 750 | 1500 | 1250 | 1500 | 750 |
| 17 – 25 мм | 750 | 500 | - | 750 | 1000 | 500 |
| Сверло с центрирующим наконечником | ||||||
| 3 – 5 мм | 1800 | 1200 | 1500 | - | - | - |
| 6 – 9 мм | 1800 | 1000 | 1500 | - | - | - |
| 9 – 11 мм | 1800 | 750 | 1500 | - | - | - |
| 12 – 14 мм | 1800 | 750 | 1000 | - | - | - |
| 15 – 18 мм | 1800 | 500 | 750 | - | - | - |
| 19 – 21 мм | 1400 | 250 | 750 | - | - | - |
| 22 – 24 мм | 1200 | 250 | 500 | - | - | - |
| 25 мм + | 1000 | 250 | 250 | - | - | |
| Сверло Форстнера | ||||||
| 6 – 10 мм | 2500 | 700 | - | - | - | - |
| 12 – 16 мм | 2000 | 500 | 250 | - | - | - |
| 18 – 25 мм | 1500 | 500 | 250 | - | - | - |
| 28 – 32 мм | 1000 | 250 | 250 | - | - | - |
| 34 – 50 мм | 500 | 250 | - | - | - | - |
| Кольцевая пила | ||||||
| 16 – 50 мм | 1000 | 500 | 1000 | 750 | 750 | 250 |
| 50 – 100 мм | 500 | 250 | 1000 | 250 | 250 | 150 |
| 100 мм + | 250 | - | 1000 | 100 | 100 | 50 |
| Сверло перьевое | ||||||
| 6 – 12 мм | 2000 | 1500 | 500 | - | - | - |
| 16 – 25 мм | 1750 | 1500 | 500 | - | - | - |
| 28 – 38 мм | 1500 | 1000 | - | - | - | - |
| Сверло-зенковка | ||||||
| Все | 1000 | 750 | 750 | 250 | 250 | 250 |
Указанные в таблице значения являются только ориентировочными и носят рекомендательный характер, однако они базируются на данных, полученных расчетным путем и на большом опыте, приобретенном в сотрудничестве с пользователями.
Чем тверже материал, тем ниже скорость…но не всегда
Одним из важнейших факторов, определяющих скорость резания, является твердость обрабатываемого материала. Чем тверже материал, тем медленнее скорость резания (тверже → медленнее), и наоборот. Например, для обработки таких материалов, как сталь, потребуется более низкая скорость резания по сравнению с латунью и алюминием.
В мягкой древесине, такой как сосна, рекомендуется сверлить на высокой скорости. Но если вам не важна быстрота обработки, то лучше снизить обороты, что позволит лучше контролировать инструмент. Более твердая древесина, такая как дуб, бук, граб, требует более высокой частоты вращения шпинделя.
А вот нержавейку нужно сверлить медленнее, чем сталь. Она относится к труднообрабатываемым металлам. Этот материал имеет свойство становиться еще тверже при нагревании. При работе дрелью сверлите нержавеющую сталь на минимальных оборотах (100-200 об/мин), с минимальной и равномерной подачей. Если у инструмента нет регулировки оборотов, используйте способ включения/выключения и сверления «по инерции».
Если у инструмента нет регулировки оборотов, используйте способ включения/выключения и сверления «по инерции».
Чем тверже режущий инструмент, тем выше скорость
Материал сверла оказывает значительное влияние на выбор числа оборотов инструмента. Чем тверже сверло, тем более высокую скорость сверления может использовать оператор. Чем мягче сверло, тем медленнее процесс. Сверла из углеродистой стали имеют тенденцию к быстрому износу при превышении частоты вращения более чем на 20%. Твердосплавный инструмент может работать на высоких оборотах и, наоборот, более чувствителен к чрезмерно низкой скорости.
Рис. 2. Увеличение скорости резания в зависимости от твердости режущего инструмента.Для каждого диаметра сверла – своя скорость
Число оборотов шпинделя меняется в зависимости от диаметра сверления. Так, сверла большего размера должны работать на более низких скоростях, чем сверла меньшего размера.
Чем меньше скорость, тем дольше срок службы сверла
При сверлении возникает трение, которое нагревает материал и сверло. Слишком высокие обороты создают слишком сильное трение, что в свою очередь приводит к перегреву режущей кромки, быстрому износу или необратимому повреждению сверла. Медленное сверление в большинстве случаев не скажется отрицательно на качестве отверстия и продлит срок службы инструмента.
По мере увеличения скорости сверления производительность растет, но инструмент изнашивается быстрее.
Таким образом, для домашних мастеров, где важнее более длительный ресурс инструмента, чем время обработки, и где превышение предела допустимых оборотов может испортить ценную заготовку, разумным советом будет начать сверление со скорости в 1,5-2 раза ниже рекомендуемой и постепенно увеличивать обороты до желаемого значения. Этот метод потребует некоторой практики, чтобы найти подходящие диапазоны. Используйте блокнот, чтобы записывать свои выводы и держать под рукой оптимальные для вас скорости сверления, откорректированные под конкретные условия резания. Принудительное охлаждение позволит увеличить число оборотов, поможет снизить трение и температуру, повысить точность обработки и защитить сверло от преждевременного выхода из строя. Грамотный подбор и применение СОЖ позволяет повысить стойкость режущего инструмента в 1,5-4 раза.
Этот метод потребует некоторой практики, чтобы найти подходящие диапазоны. Используйте блокнот, чтобы записывать свои выводы и держать под рукой оптимальные для вас скорости сверления, откорректированные под конкретные условия резания. Принудительное охлаждение позволит увеличить число оборотов, поможет снизить трение и температуру, повысить точность обработки и защитить сверло от преждевременного выхода из строя. Грамотный подбор и применение СОЖ позволяет повысить стойкость режущего инструмента в 1,5-4 раза.
Сверление, бурение, резка Обновлено: 14.07.2022 15:35:01
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— “Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи”
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
Более 10 лет работы в сфере строительства, ремонта и оборудования.
— “Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи”
Автор статьи
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Износ и стойкость сверл
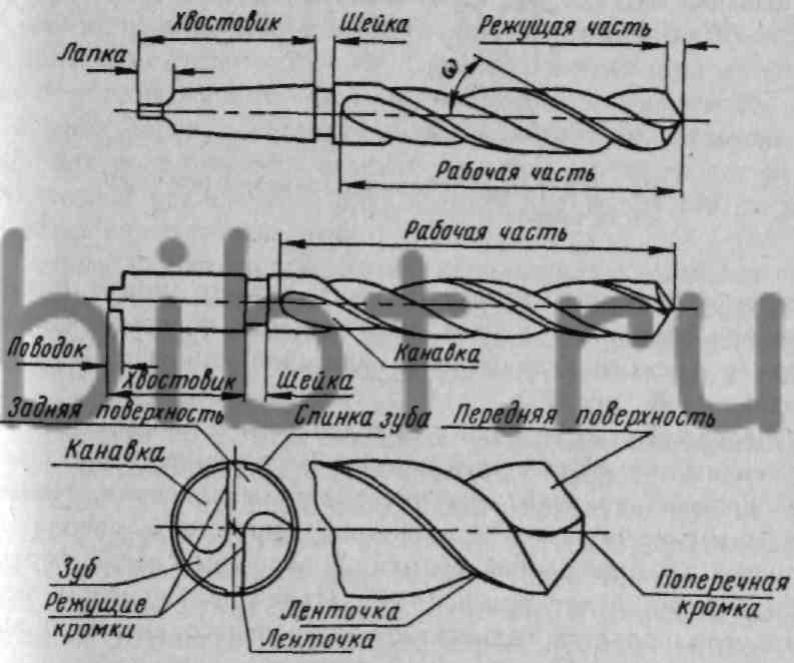
Износ сверл происходит в результате трения задних поверхностей о поверхность резания, стружки о переднюю поверхность, направляющих ленточек об обработанную поверхность и смятия поперечной кромки. Сверла изнашиваются (рис. 5.4): одновременно по задней А и передней Г поверхностям при обработке сталей; по уголкам В – при сверлении хрупких материалов; по ленточке Б – при сверлении вязких материалов; по лезвию перемычки Д – при неправильной заточке и при его чрезмерной длине.
Рис. 5. 4. Износ сверл
4. Износ сверл
При сверлении жаропрочных сплавов износу в основном подвергается задняя поверхность, а также ленточка. В этом случае характерным признаком износа является округление лезвий по уголкам и возникновение кольцевых рисок на ленточках вследствие налипания на них обрабатываемого материала.
Наиболее
опасный износ – по уголкам и ленточке,
так как при большом износе для
восстановления сверла требуется
стачивать значительную его часть.
Большой износ на перемычке приводит к
интенсивному росту силы Р0,
а износ по ленточке вызывает значительное
увеличение крутящего момента Мкр.
При износе по уголкам одновременно
растут Мкр и Р0.
Наибольшее влияние на величину фаски
износа по задней грани h3 оказывает скорость резания v и значительно
меньшее подача S0.
Поэтому выгоднее работать с большей
подачей и меньшей скоростью резания.
Допустимые значения износа зависят от свойств обрабатываемых материалов, материала сверла и его диаметра: при обработке конструкционных сталей быстрорежущими сверлами hз = 1…1,5 мм, жаропрочных и титановых сплавов hз = 0,4…0,8 мм. Для твердосплавных сверл hз = 0,4…0,8 мм. Большие значения износа относятся к большим диаметрам сверл.
За критерий затупления быстрорежущего сверла приобработке чугуна принимают величину износа по уголку hу. При обработке сталей за критерий затупления принимают износ по задней поверхности hз. Оптимальный износ и стачивание сверл в осевом направлении за одну переточку приведены в табл. 5.1.
При достижении
установленной величины износа инструменты
затачивают для восстановления их режущих
свойств. Заточка сверл, зенкеров и
режущей части разверток производится
по главным задним поверхностям на
специальных заточных станках или
приспособлениях.
Таблица 5.1 – Оптимальный износ и стачивание свёрл
Диаметр сверла, мм | Обрабатываемый материал | |||||
Легкие сплав | Серый чугун, бронза | Сталь, ковкий чугун | ||||
Износ hз, мм | Стачивание q, мм | Износ hз, мм | Стачивание q, мм | Износ hз, мм | Стачивание q, мм | |
До6 мм | 0,4 | 0,7 | 0,5 | 0,8 | 0,6 | 1,0 |
Св. | 0,5 | 0,8 | 0,6 | 0,9 | 0,8 | 1,1 |
Св. 10до 15 | 0,6 | 0,9 | 0,7 | 1,0 | 0,9 | 1,3 |
Св.15до 20 | 0,7 | 1,0 | 0,8 | 1,2 | 1,0 | 1,5 |
Св. 20до 25 | 0,8 | 1,2 | 0,9 | 1,4 | 1,2 | 1,7 |
Св. | 0,9 | 1,4 | 1,0 | 1,6 | 1,4 | 2,0 |
 6до 10
6до 10 25
25Величина допустимого стачивания M для коротких сверл из быстрорежущей стали принимается М = (0,5 – 0,7)l, а для длинных – М = 0,7l, где l – длина рабочей части сверла. Для сверл, оснащенных твердым сплавом:
(5.3),
где b – длина пластинки, мм;
D – диаметр сверла, мм.
Число возможных повторных заточек сверла:
(5.4),
где q – величина стачивания при одной заточке.
Число периодов стойкости нового сверла:
N = n+1 (5.5),
где 1 – период
стойкости нового сверла.
NACHI-FUJIKOSHI / Информация о продукте / Режущие инструменты
Твердосплавные сверла
Сверла AquaREVO Micro | |||
| Добавлена новая линейка размеров малого диаметра с сохранением характеристик серии сверл AquaREVO Drill «Долгий срок службы», «Высокая эффективность» и «Многоцелевой». | |||
Сверла AquaREVO для масляных скважин | |||
| Увеличенный срок службы инструмента за счет большого количества охлаждающей жидкости Новая разработка Карбидный материал для масляных отверстий
| |||
Сверла AquaREVO Stub / Regular / Semi-long | |||
| |||
Сверла AQUA EX FLAT Короткие | |||
| |||
AQUA Drill EX Power Feed | |||
| |||
AQUA Drill EX 3 Стандартные канавки | |||
Возможность высокоточного бурения на глубину до 5D с использованием внешней СОЖ
| |||
AQUA Drill EX 3 канавки Hard | |||
Высокопроизводительная дрель для сверления закаленных сталей твердостью 50HRC и выше
| |||
AQUA Drill EX VF 1. 5D/3D/5D/8D 5D/3D/5D/8D | |||
Сверло со сменными пластинами для высокоточного и высокопроизводительного сверления отверстий большого диаметра
| |||
AQUA Drill EX для нефтяных скважин (малый диаметр) | |||
Высокопроизводительная дрель для сверления отверстий малого диаметра
| |||
AQUA Drill EX Oil-Hole 3 канавки | |||
Высокоточное высокопроизводительное сверло с 3 канавками и отверстием для смазки
| |||
 Возможность сверления нержавеющих сталей
Возможность сверления нержавеющих сталейAQUA Drill EX FLAT | |||
Абсолютно плоская поверхность сверла
| |||
AQUA Drill EX Oil-Hole Long / Pilot | |||
Высокоэффективное сверло для глубоких отверстий со смазочным отверстием
| |||
AQUA Drill EX Запуск | |||
Выполняет все операции, от центровки до снятия фаски и высокоскоростной обработки V-образных канавок, обеспечивая длительный срок службы инструмента
| |||
AQUA Drill EX FLAT Стандартный/длинный хвостовик | |||
В серию FLAT добавлены модели с обычным и длинным хвостовиком
| |||
AQUA Drill EX FLAT Масляная скважина | |||
Сверла типа Oil Hole добавлены в серию сверл FLAT
| |||
AQUA Drill EX для жаропрочного сплава | |||
Супертермостойкое сверло для труднообрабатываемых материалов
| |||

Сверла с кристаллическим алмазным покрытием | |||
Сверло для вырезания отверстий в углепластике
| |||
AQUA Drill EX Масляная скважина | |||
Твердосплавное сверло для высокопроизводительного сверления различных материалов, от обычных сталей до жаропрочных сплавов
| |||
AQUA Drill EX Укороченная и обычная | |||
Обеспечивает стабильное и высокоэффективное бурение от низких/средних скоростей до высоких скоростей
| |||
Дрель AQUA NWDX | |||
Сверло со сменными пластинами для стабильного сверления на наклонных поверхностях
| |||
AQUA Буровая заглушка и обычная | |||
Обеспечивает сверхскоростное мокрое и сухое сверление
| |||
Микродрель АКВА | |||
Высокая надежность и стабильность при сверлении отверстий малого диаметра
| |||
Сверло AQUA 3 канавки | |||
Возможность высокоточного сверления и обработки без разверток
| |||
АКВА Дрель Hard | |||
Возможность сверления закаленных сталей (50-70HRC)
| |||
AQUA Drill FC | |||
Подходит для сверления материалов FC и FCD
 | |||
Сверла DLC | |||
Для сухого сверления алюминиевых сплавов
| |||
Сверла с алмазным покрытием | |||
Обеспечивает долговечное сверление цветных металлов
| |||
Наверх страницы
Комплект для установки стола для сверлильного станка с упором, прижимными зажимами и монтажным оборудованием
(пока отзывов нет) Написать рецензию
POWERTEC
71184 Комплект для установки стола для сверлильного станка с упором, прижимными зажимами и монтажным оборудованием
В настоящее время: 149,99 долларов США
- Артикул:
- 71184
- СКП:
- 843441109242
Обзор продукта
Представляем комплект для установки стола для сверлильного станка от POWERTEC.
- Включает в себя: стол сверлильного станка 16 x 24 дюйма с Т-образными гусеницами, упор с двойной широкой гравировкой 36 дюймов, алюминиевые откидные упоры, прижимные зажимы для деревообработки, монтажные блоки упора, вставки стола и эксклюзивное крепежное оборудование POWERTEC
- Двойные широкие направляющие: стол оснащен двумя двойными широкими алюминиевыми экструдированными Т-образными направляющими, которые легко читаются и имеют высококонтрастную шкалу, четко указывающую положение упора — идеально подходит для специалистов по деревообработке, заботящихся об эффективности рабочего процесса
- Шкала с нулевым центром: направляющая имеет превосходный вид благодаря выгравированному центру шкалы, двойному широкому профилю и высокоточной градуировке для обеспечения высокоточных результатов сверления
- Универсальная конструкция: подходит для сверлильных станков размером 12 дюймов и более и имеет центрирующее отверстие под доской для отходов/наполнителя, что позволяет центрировать доску по отношению к сверлильному станку
- Все-в-одном: Регулируемая направляющая, удобные откидные упоры, прижимные зажимы, монтажные блоки и крепежные детали являются не только отличным дополнением к этому столу сверлильного станка, но и удобными дополнениями, которые могут быть в любом профессиональном среда мастерской
Этот аксессуар для сверлильного станка профессионального качества предоставляет вам все необходимое для получения высококачественных результатов с использованием конфигурации стола сверлильного станка. Он оснащен нашим недавно усовершенствованным столом размером 16 x 24 дюйма с двойной гравировкой на Т-образной направляющей, который не только обеспечивает высочайшую производительность, но и соответствует высокому уровню профиля.
Он оснащен нашим недавно усовершенствованным столом размером 16 x 24 дюйма с двойной гравировкой на Т-образной направляющей, который не только обеспечивает высочайшую производительность, но и соответствует высокому уровню профиля.
Двойные двойные направляющие с лазерной гравировкой легко читаются и имеют высококонтрастную шкалу, четко указывающую положение ограждения. Имеется съемная вставка стола, которая уменьшает вырывание при сверлении материала. Для этого не требуется вспомогательная плата, что улучшает рабочий процесс и эффективность.
Этот набор столов для сверлильного станка поставляется в комплекте с гравированным упором двойной ширины шириной 36 дюймов с точной градуировкой. У вас также будут необходимые прижимные зажимы, откидные упоры, монтажные блоки, Т-образные болты и монтажные винты — все это позволяет выполнять небольшие регулировки и правильную калибровку с помощью калибровочного отверстия.
Комплект поставки:
Стол размером 16 x 24 дюйма с установленными двойными широкими Т-образными направляющими с гравировкой
36-дюймовый двойной широкий забор с гравировкой
Flip Stops
Assorted Size T-Bolts
Assorted Round Knobs
Hold Down Clamps
Assorted Washers
Five Star Knobs
Fence Mounting Blocks
Table Insert
Adjustment Screws (Insert)
1″ Шайбы крыла
Винты с полукруглой головкой
Болты с шестигранной головкой
Овальные гайки
P Руководство по эксплуатации: просмотреть файл PDF
99095 1081 ПРЕДУПРЕЖДЕНИЕ.