Сварка для начинающих. С чего начать?
Многие люди знакомы со сваркой лишь заочно, некоторые видели как другие специалисты сваривают металлы, но сами ни разу не пробовали, некоторые варили 1-2 раза и забыли про это, а некоторые даже зарабатывают этим на жизнь. Однако, время от времени у каждого возникает необходимость использовать сварку в бытовых целях. И в этой статье мы коснемся основных моментов, необходимых человеку для проведения сварочных работ в быту.
Определимся сразу, что мы будем рассматривать только ручную дуговую сварку электродами.
Для проведения простейших работ, например, создание столбов для забора, каркаса стеллажа и прочего используется небольшой металлопрокат, такой как уголок, круглые и профильные трубы. Поэтому подберем сварочный электрод. Для этого специально была написана статья как выбрать сварочный электрод ,но можно запомнить несколько простых правил:
При толщине металла до 2мм можно смело использовать электрод диаметром 2мм при силе тока 50А. Если толщина металла колеблется в диапазоне от 2 до 5 мм , то лучше всего использовать “тройку” – электрод диаметром 3мм. Допустимая сила тока колеблется в районе 80-100 А.
Если толщина металла колеблется в диапазоне от 2 до 5 мм , то лучше всего использовать “тройку” – электрод диаметром 3мм. Допустимая сила тока колеблется в районе 80-100 А.
Более толстые металлы варятся уже более серьезными электродами. Так, для этих целей используется электрод 5мм, но сила тока необходима около 180-200А.
Для наших бытовых целей максимальный ток будет около 140А, и максимальный электрод – 4мм.
После того как определились с электродом, приступаем к выбору сварочного аппарата.
Различают 3 типа аппаратов:
1.Сварочный выпрямитель.
Принцип работы основан на трансформации тока с выпрямлением. Очень простые и выносливые аппараты, варят практически любые металлы. По сравнению с трансформаторами меньше разбрызгивают металл вокруг себя. Однако, у них есть недостаток. При работе они забирают очень много тока из сети. Поэтому, не рекомендуется использовать их на даче или в гараже.
2.Сварочный трансформатор.
Оптимально использовать для сварки низкоуглеродистых сталей. Однако, достаточно тяжелы и просаживают сеть, благодаря пусковому току. Использование их за городом или в местах, где напряжение нестабильно практически невозможно.
Однако, достаточно тяжелы и просаживают сеть, благодаря пусковому току. Использование их за городом или в местах, где напряжение нестабильно практически невозможно.
3.Сварочный инвертор.
Принцип работы также уже описан в статье: принцип работы сварочного инвертора, но вкратце это можно описать преобразованием переменного тока в постоянный, и обратное преобразование с повышением частоты. После этого этот ток попадает на небольшой трансформатор и подается на держак. Размеры и вес несопоставимы с конкурентами. Для примера сварочный трансформатор выдающий ток 160А весит около 17 кг. А, сварочный инвертор ТСС САИ-160 силой тока 160 А весит всего лишь около 6кг в комплекте со всеми проводами и маской. Благодаря отсутствию стартового тока он не просаживает сеть, быстро разжигает дугу, содержит различные функции ( против залипания электродов ). Для того чтобы сварочный инвертор САИ ( Сварочный Аппарат Инверторный) использовался долго и надежно соблюдайте несколько простых правил:
Перед запуском осмотрите аппарат. Все регулировочные рычаги должны быть исправны, корпус надежно прикреплен, кнопки не западают. Инвертор должен быть установлен горизонтально. Проверить, надежно ли прикреплены силовые провода к соответствующим разъемам аппарата. Если используется удлинитель, то сечение провода должно быть более чем 2,5мм2. Если на вентиляционные отверстия попадает пыль, то удаляем её сжатым воздухом.
Все регулировочные рычаги должны быть исправны, корпус надежно прикреплен, кнопки не западают. Инвертор должен быть установлен горизонтально. Проверить, надежно ли прикреплены силовые провода к соответствующим разъемам аппарата. Если используется удлинитель, то сечение провода должно быть более чем 2,5мм2. Если на вентиляционные отверстия попадает пыль, то удаляем её сжатым воздухом.
Соблюдайте условия хранения и эксплуатации сварочного инвертора. Например, сварочный инвертор тсс саи-200 можно использовать при температуре от -10 до + 40. Относительная влажность воздуха – не более 80%.
Записки начинающего сварщика, часть 1 – Страница 36 – Ручная дуговая сварка — ММA
#701 Ivanes
Отправлено 01 February 2013 18:56
Мы вот в пятницу закончили сварку километрового газопровода низкого давления. Труба 57мм. Сваривал стыки без разделки кромок с зазором в 3,2мм. на двух диапазонах тока потолок от 6 до 5 часов и от 6 до 7 часов проваривал корень на 40 амперах, а всё остальное варилось на 35 амперах эл-ды ЛБ 2,6 мм. Обязательная прокалка эл-дов, а так же применяли термопеналы так как на улице зима и влажность большая. Сваривалась в два прохода 1-провар корня зачистка болгаркой и облицовка. К сожалению фото нет.
Труба 57мм. Сваривал стыки без разделки кромок с зазором в 3,2мм. на двух диапазонах тока потолок от 6 до 5 часов и от 6 до 7 часов проваривал корень на 40 амперах, а всё остальное варилось на 35 амперах эл-ды ЛБ 2,6 мм. Обязательная прокалка эл-дов, а так же применяли термопеналы так как на улице зима и влажность большая. Сваривалась в два прохода 1-провар корня зачистка болгаркой и облицовка. К сожалению фото нет.
По мне так большая ошибка начинающих сварных при сварке труб малого диаметра это то, что многие снимают фаску, тем самым ослабляя края трубы, что в свою очередь приводит к прожогу корня. А уменьшение тока большой риск образования пор и непровара. Лично я даже 108 трубу варил без фаски, вс1 прекрасно вариться корень проваривается хорошо, валик внутри ровный.
- Наверх
- Вставить ник
#702 xasad
Отправлено 01 February 2013 19:25
Ivanes, надо бы и мне попробывать эту технологию, ато варю на 55-60А, у меня мания боязни непровара , правда зазор 2 мм. Следующий диаметр уже 13/55, 3мм, 68 – 70А.
Следующий диаметр уже 13/55, 3мм, 68 – 70А.
Aлекс, Неужто нет рядом квалифицированного сварщика, что бы поставить рядом с собою? Он и покажет и расскажет , и режимы сварки подберет… Извини за “наезд”, но уж больно жалко катушки .
– Готово мастер, все три запорол!
– Так было ж две?
– И образец тоже…
- Наверх
- Вставить ник
#703 АВН
Отправлено 01 February 2013 19:46
xasad,покажите класс: http://websvarka.ru/…1680#entry42836
Тема “Св.швы” открыта для всех.Если швы “не очень” – это не помеха,можно публиковать и здесь.Главное объяснять хотя бы примерно,что Вы “наваяли”.И очень-очень желательно,чтоб было фото фасок-зазора до сварки и собственно сам процесс укладки “слоёв”-проходов.
- Наверх
- Вставить ник
#704 Aлекс
Отправлено 01 February 2013 20:47
xasad, неужто – нет. Из всех с кем работал за все время(работаю с января 2012),показать мог и хотел что то только один человек – и то как бы проблематично с ним прерсекаться было, он в аварийке сутки через трое, а я в бригаде пять через два, и в разных местах дистанции работа. А сейчас так вообще я один сварщик на всю организацию.
А жалко катушки – еще чего!!! На обучение я только еще ничего не жалел!
АВН , а достойные фотографии не весгда получается делать, тк все тайком что от прямого начальника , что от вышестоящего, прятать все приходится.
- Наверх
- Вставить ник
#705 xasad
Отправлено 01 February 2013 21:19
xasad,покажите класс: http://websvarka.
ru/…1680#entry42836
 ru/…1680#entry42836
ru/…1680#entry42836 , лады, можно и показать, не обещаю что в понедельник. Сейчас в разъездах. Надо на работу хоть раз фотоаппарат взять. На позиционере варить не буду, не люблю обманывать себя . Кстати, можно попробовать сварить на 3-х обещанных аппаратах.
– Готово мастер, все три запорол!
– Так было ж две?
– И образец тоже…
- Наверх
- Вставить ник
#706 АВН
Отправлено 01 February 2013 22:06
Если с аппаратами тогда нужно создавать свою тему в http://websvarka.ru/…hp?showforum=41
- Наверх
- Вставить ник
#707 Mers_SPB
Отправлено 02 February 2013 17:32
К тому, что у нас на работе на рабочих плевать
Дык у нас также, респираторы за свои деньги покупаю.
Самый лучший момент, чтобы начать действовать – это сейчас.
Лучше начать действовать, совершая ошибки, чем медлить, стремясь к безошибочности.
Самый лучший способ подготовиться к работе – это начать работать…
- Наверх
- Вставить ник
#708 аргонавт
Отправлено 02 February 2013 19:28
Думаю что кому надо то не кто не забыл – что перемена полярности в РД бывает помогает . Ностальгия по переменнику всё равно есть . пускай трещит но варит ржавчину складней .
- Наверх
#709 Aлекс
Отправлено 04 February 2013 18:15
Здравствуйте! У меня сложилась следующая ситуация: нужно отремонтировать паропровод, в месте “Т” образного стыка, напротив примыкающей трубы ( на “6-ть часов”) проело маленькую дырочку, надо отремонтировать.
Если ее просто заварить попытаться, то как на долго этого хватит? Если же менять участок состыковки труб, то как варить стыки вплотную к стене (около 5 мм от стены)? Делать операционный стык? – меня терзают сомнения, что труба диаметром где-то с два моих пальца, или чуть меньше. Возможно ли это на такой тонкой трубе?
Извините за назойливость – опыта подобных работ совершенно нет.
- Наверх
- Вставить ник
#710 АВН
Отправлено 04 February 2013 19:54
“Маленькая дырочка” – это только верх айсберга,пар через некоторое время “проест” настоящую дыру…Когда зажжёте дугу выяснится,что всё вокруг “фольга”.Нужно вырезать заплатку из такой же трубы,подогнать точно без зазора и варить внахлёст. “С два моих пальца” – вероятно 3/4”,неприятный диаметр,но латку поставить можно.Вертикалы от стены варить придётся вслепую сверху вниз,упирая электрод в угол (L) между трубой и латкой и вероятно по два-три прохода.С непривычки сложно,но вполне выполнимо.
“С два моих пальца” – вероятно 3/4”,неприятный диаметр,но латку поставить можно.Вертикалы от стены варить придётся вслепую сверху вниз,упирая электрод в угол (L) между трубой и латкой и вероятно по два-три прохода.С непривычки сложно,но вполне выполнимо.
- Наверх
- Вставить ник
#711 Amateur
Отправлено 05 February 2013 00:48
Здравствуйте, коллеги. Решил выложить на ваш суд хроники моей борьбы с электродами УОНИИ 13/55 3мм. Сварка этими электродами даётся мне сложно, поэтому решил всё делать по технологии. Материал- полоса 40х4.
Решил выложить на ваш суд хроники моей борьбы с электродами УОНИИ 13/55 3мм. Сварка этими электродами даётся мне сложно, поэтому решил всё делать по технологии. Материал- полоса 40х4.
Проварил в нижнем положении на 90А обр.полярность, углом назад
Варить этими электродами непросто, дуга рыщет по кромкам, пытаюсь сделать её ещё короче, то есть с опиранием, электрод прилипает. Ещё не получается варить на малых токах(ампер 70 для тройки), хотя, на рутиловых получается. Перевернув деталь, обнаружил непровар, видимо, зазор маловат был. Бороться с непроваром скоростью прохода не могу, металл наливается сверху шва (вроде усиления) а внутрь не проникает (почему?)
Обратную сторону решил заварить вертикально без отрыва, тоже пока не очень удаётся.
Прошёл снизу вверх, электрод погасал пару раз, но получилось.
Вот после зачистки
Потом на этом же куске металла пробовал наложить вертикальные валики электродами АНО21 3мм и ОК48.04 3,2мм.

Впрочем, если мне надо заварить вертикал на каком-то полезном изделии, я возьму рутил и в отрыв заварю, будет крепко и красиво, но раз проф. сварщики пользуются именно патронами с основным покрытием и варят без отрыва, значит в этом что-то есть, вот и хочу научиться.
Буду рад вашим рекомендациям и совета, в какую сторону посмотреть, где ошибки.
- Наверх
- Вставить ник
#712 Helper
Отправлено 05 February 2013 14:29
Корень варите ниткой, без поперечных колебаний.
- Наверх
- Вставить ник
#713 СварщикРучник
Отправлено 05 February 2013 14:43
Amateur, Да все нормально, по крайней мере “движетесь” в правильном направлении Просто Вам надо еще “руку набить”, чтоб идеально все было. И далеко не всегда сварщики-профессионалы пользуются только основными электродами Частенько рутилом грешим на нашем предприятии! И нормально держится!
И далеко не всегда сварщики-профессионалы пользуются только основными электродами Частенько рутилом грешим на нашем предприятии! И нормально держится!
На фото, где подпись “погасал электрод” и две стрелочки. Когда заново поджигаете электрод, то лучше перекрыть часть шва (миллиметров 5) и потом продолжить далее. Сам так делаю.
Cum Deo!
- Наверх
- Вставить ник
#714 АНТОН
Отправлено 05 February 2013 15:22
Эх, корень! Корень без колебаний D=219, потолок.
- Наверх
- Вставить ник
#715 Helper
Отправлено 05 February 2013 15:41
АНТОН, у Вас зазор с диаметр электрода, что Вы хотите. А можно еще и продольные колебания совершать.
А можно еще и продольные колебания совершать.
- Наверх
- Вставить ник
#716 АНТОН
Отправлено 05 February 2013 16:04
АНТОН, у Вас зазор с диаметр электрода, что Вы хотите. А можно еще и продольные колебания совершать.
5мм востановлено! под узк подойдет?
- Наверх
- Вставить ник
#717 АНТОН
Отправлено 05 February 2013 16:18
точил на совесть без пор LB52
- Наверх
- Вставить ник
#718 Ivanes
Отправлено 05 February 2013 16:23
Зазор явно маленький нужно было 4мм. зазор току ампер 80 и всё было бы нормально. И провар и корень. Эл-ды уони очень хорошие эл-ды если к ним привыкнуть и правильно подбирать режимы. В следующий раз попробуйте без колебательных движений просто ведя эл-д по поверхности пластины давая ему наплавлять равномерный валик. Когда научитесь работать подобными эл-ми остальные вам будут не нужны и вы сами будете всегда варить такими эл-ми. И ещё помоему притупление слишком велико.
зазор току ампер 80 и всё было бы нормально. И провар и корень. Эл-ды уони очень хорошие эл-ды если к ним привыкнуть и правильно подбирать режимы. В следующий раз попробуйте без колебательных движений просто ведя эл-д по поверхности пластины давая ему наплавлять равномерный валик. Когда научитесь работать подобными эл-ми остальные вам будут не нужны и вы сами будете всегда варить такими эл-ми. И ещё помоему притупление слишком велико.
П,С на работе варим только эл-ми с основным покрытием. Они конечно очень капризные и прихотливые,НО они намного лучше чем таже ОКА 46.АНТОН, я бы и вовсе отказался от сварки после резака. Только руки и нервы маить.
- Наверх
- Вставить ник
#719 Elektro_D
Отправлено 05 February 2013 17:19
Здравствуйте, не подскажите ссылку где можно заказать респиратор для сварки (чтоб от дыма помогал), и как они называются ну и выглядят тоже.
- Наверх
- Вставить ник
#720 олег110689
Отправлено 06 February 2013 11:06
Всем привет! Я начинающий сварщик (еще на обучении) и меня интересует такой вопрос : как расшифровывается марка эл-да? ,любого, например УОНИИ ,что означают буквы? Может справочник какой посоветуете? Заранее благодарю за любую информацию.
- Наверх
- Вставить ник
Основы дуговой сварки
Дуговая сварка отличается от процесса пайки тем, что соединяемые металлы проплавляются на значительную глубину. Расплавленные металлы смешиваются с присадочным материалом, обеспечиваемым расходуемым электродом, и при правильном выполнении готовое соединение получается достаточно прочным. Процесс пайки, напротив, состоит из дополнительного материала, традиционно представляющего собой комбинацию свинца и олова, который кладется поверх соединяемых металлов, проникая вглубь лишь настолько, чтобы обеспечить адгезию.
Процесс пайки, напротив, состоит из дополнительного материала, традиционно представляющего собой комбинацию свинца и олова, который кладется поверх соединяемых металлов, проникая вглубь лишь настолько, чтобы обеспечить адгезию.
Пайка лучше всего подходит для изготовления высокопроводящих электрических соединений, водонепроницаемых соединений медных труб и высококачественного ремонта автомобильных радиаторов. Это не приводит к таким прочным столярным изделиям, как при дуговой сварке, где нормой являются глубокое проплавление и стальной присадочный материал.
В древние времена кузнечная сварка применялась для соединения сначала меди и бронзы, позже железа и, наконец, стали. (Сталь – это общее название железа, которое было обработано или к которому был добавлен материал для улучшения качества.) При кузнечной сварке соединяемые материалы нагревались до повышенной температуры, а затем энергично ударялись молотком до получения бесшовного соединения. В этом трудоемком процессе возможны высококачественные сварные швы.
Электрическая энергия стала доступна для многих целей в начале девятнадцатого века, когда статическое электричество, генерируемое механически, перестало быть единственным вариантом. В 1800 году сэр Хамфри Дэви разработал электрическую дугу с коротким импульсом. Двумя годами позже русский физик Василий Петров продемонстрировал непрерывную электрическую дугу. Впоследствии барон Огюст де Меритенс, французский исследователь, построил угольно-дуговую горелку, используемую в производстве аккумуляторов со свинцовыми пластинчатыми электродами.
Многие металлы после сварки подвержены водородному охрупчиванию. Сильный нагрев, сопровождающий процесс сварки, вызывает разложение водяного пара из окружающей среды на водород и кислород. Водород представляет собой проблему, поскольку он загрязняет сварной шов, проникая в кристаллическую решетку и вызывая хрупкость. Это проявляется в виде сильного постфактумного растрескивания вдоль наплавленного валика.
Для решения этой проблемы используется несколько методов, обычно предусматривающих экранирование для изоляции сварного шва от атмосферного водяного пара. Один из методов состоит в том, чтобы покрыть стержневой электрод материалом, который превращается в шлак, всплывающий в расплавленной ванне и оседающий на готовом валике. Он защищает горячий сварной шов и удаляется вручную, чтобы можно было покрасить зону сварки или выполнить дополнительные сварочные проходы.
Один из методов состоит в том, чтобы покрыть стержневой электрод материалом, который превращается в шлак, всплывающий в расплавленной ванне и оседающий на готовом валике. Он защищает горячий сварной шов и удаляется вручную, чтобы можно было покрасить зону сварки или выполнить дополнительные сварочные проходы.
Широко используются сварочные аппараты с подачей проволоки. Наиболее широко используемой версией является дуговая сварка металлическим электродом в среде защитного газа (GMAW), иногда называемая сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG). Но из-за характера процесса разматывания нанесение покрытия на электрод невозможно. Инертный газ в баллонах непрерывно продувается через сварной шов, изолируя его от атмосферной влаги. Однако этот тип дуговой сварки не подходит для использования на открытом воздухе, где любой ветерок может рассеять защитный газ.
Портативные сварочные аппараты, работающие на бензине или дизельном топливе, обеспечивают высокое качество сварки, поскольку сварочный ток является постоянным.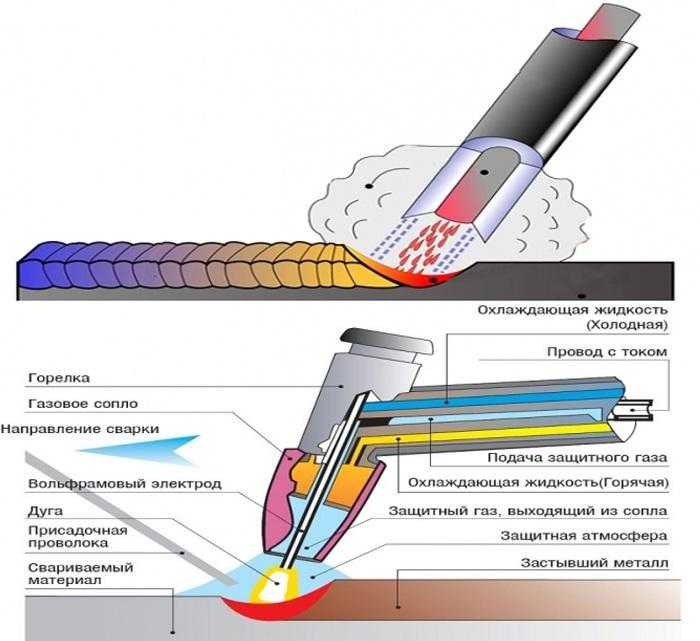 Нет времени отключения, как в случае переменного тока, когда форма волны пересекает ось X при нулевом напряжении, создавая прерывистую дугу. Сварочные аппараты постоянного тока с внутренним выпрямлением обеспечивают высокое качество работы. Кроме того, сварочные аппараты переменного тока теперь выдают сварочный ток прямоугольной формы, так что время отключения недостаточно велико, чтобы дестабилизировать дугу.
Нет времени отключения, как в случае переменного тока, когда форма волны пересекает ось X при нулевом напряжении, создавая прерывистую дугу. Сварочные аппараты постоянного тока с внутренним выпрямлением обеспечивают высокое качество работы. Кроме того, сварочные аппараты переменного тока теперь выдают сварочный ток прямоугольной формы, так что время отключения недостаточно велико, чтобы дестабилизировать дугу.
Пост Основы дуговой сварки впервые появился в Советах по тестированию и измерению.
Рубрики: Советы по тестированию и измерению
Как сваривать (дуговой сваркой)
Эта статья предназначена для того, чтобы научить вас пользоваться аппаратом для дуговой сварки с флюсовой проволокой. Этот аппарат является одним из самых простых сварочных аппаратов, доступных сегодня на рынке, и известен своим удобством и экономичностью. Несмотря на то, что есть несколько ограничений относительно того, что вам может сойти с рук на этой машине, это отличный сварочный аппарат для начинающих и идеально подходит для выполнения неструктурной, декоративной сварки.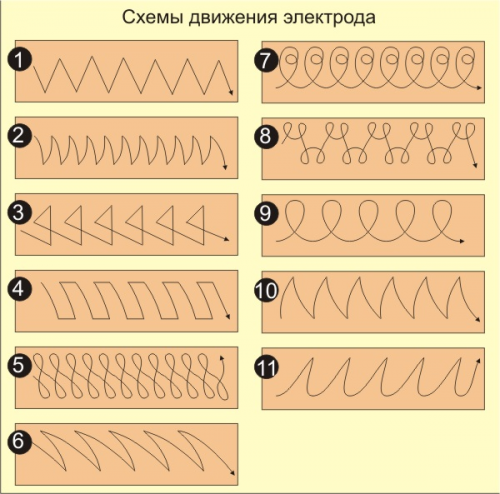
Шаг 1: Безопасность
Первое и самое важное, что следует учитывать при использовании любого типа сварочного аппарата, — это безопасность. Электроэнергия, необходимая для дуговой сварки, не только очень горячая, но и генерирует опасный ультрафиолетовый свет, который может легко повредить ваши глаза, если вы посмотрите прямо на него. Вот почему вы всегда должны использовать надлежащие средства индивидуальной защиты (СИЗ) во время работы над сварочным проектом. Это включает, но не ограничивается: защитные очки, кожаный сварочный жилет, сварочные перчатки и, конечно же, сварочную маску (также известную как сварочный капюшон). Это также действительно помогает, если у вас есть длинные брюки и обувь с короткими носками. Дуговая сварка с флюсовой проволокой (FCAW), как известно, генерирует много искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайтесь! Эти искры также могут легко привести к пожару, поэтому любые легковоспламеняющиеся материалы должны храниться на разумном расстоянии от зоны сварки.
При этом сварка может быть веселым и захватывающим способом делать вещи из металла, и после небольшой практики появляется бесконечный потенциал для создания действительно крутых вещей. Итак, приступим.
Шаг 2: Соберите необходимое оборудование
Прежде чем приступить к сварке, убедитесь, что у вас есть все необходимые инструменты. В следующем списке должно быть все, что вам понадобится в ходе сварочного проекта:
- Защитные очки
- Сварочная маска
- Перчатки
- Кожаная куртка
- Наушники
- Клещи
- Отбойный молоток
- Проволочная щетка
- Шлифовальный станок с режущими/шлифовальными/проволочными кругами
- Зажимы
- Магниты
- Рулетка/металлическая линейка
- Вытяжка дыма
- и конечно же сварщик!
Шаг 3. Очистите металл
Несмотря на то, что FCAW известен как процесс, при котором можно обойтись без сварки грязного металла, все же важно очистить область металла, которую вы планируете сваривать. Обычно это делается с помощью какой-нибудь проволочной щетки, шлифовальной машины или, что еще лучше, шлифовальной машины с проволочным колесом. Удаление загрязнений, таких как ржавчина или краска, значительно повысит качество ваших сварных швов, поэтому всегда полезно потратить время на очистку вашего объекта перед началом сварки.
Обычно это делается с помощью какой-нибудь проволочной щетки, шлифовальной машины или, что еще лучше, шлифовальной машины с проволочным колесом. Удаление загрязнений, таких как ржавчина или краска, значительно повысит качество ваших сварных швов, поэтому всегда полезно потратить время на очистку вашего объекта перед началом сварки.
Перед тем, как поднести шлифовальный станок к заготовке, вы всегда должны принять меры, чтобы убедиться, что металл, который вы планируете шлифовать, надежно закреплен. Обычно это делается с помощью зажимов, но желательно не пружинных зажимов, поскольку они не всегда прилагают необходимое усилие, необходимое для удержания металла на месте во время шлифовки. Сварщики часто предпочитают либо настольные тиски, либо С-образный зажим, поскольку эти инструменты позволяют сварщику контролировать величину давления, прикладываемого к заготовке.
Как только металл будет закреплен, вы можете шлифовать его до тех пор, пока не удалите большую часть вещества, мешающего голому металлу. Во время шлифовки обязательно направляйте любые искры в безопасном направлении (т. е. не на человека или легковоспламеняющийся предмет).
Во время шлифовки обязательно направляйте любые искры в безопасном направлении (т. е. не на человека или легковоспламеняющийся предмет).
Шаг 4: Разрежьте металл
Помимо сварки достаточно очищенного металла, вы также должны убедиться, что ваш металл обрезан до нужной длины. Правильная резка металла может быть такой же, если не более сложной, чем фактическая сварка, в зависимости от того, с чем вы работаете.
Точная резка начинается с точной разметки или отметки на заготовке. Обычно это делается с помощью мыльного камня или фломастера и линейки с прямым краем. Как только вы будете удовлетворены своей маркировкой, вы можете начать резать заготовку. При резке больших отрезков листового металла рекомендуется использовать какую-либо направляющую для обеспечения прямого реза, например угол или длинный квадратный кусок. Пруток. Для каждого реза вы должны прижимать заготовку, чтобы она никуда не ушла, когда вы начнете резать.
Резка листа металлаШаг 5: Установите заготовку
После того, как вы очистите металл и обрежете его до нужных размеров, настало время настроить заготовку так, чтобы ее можно было легко прихватить.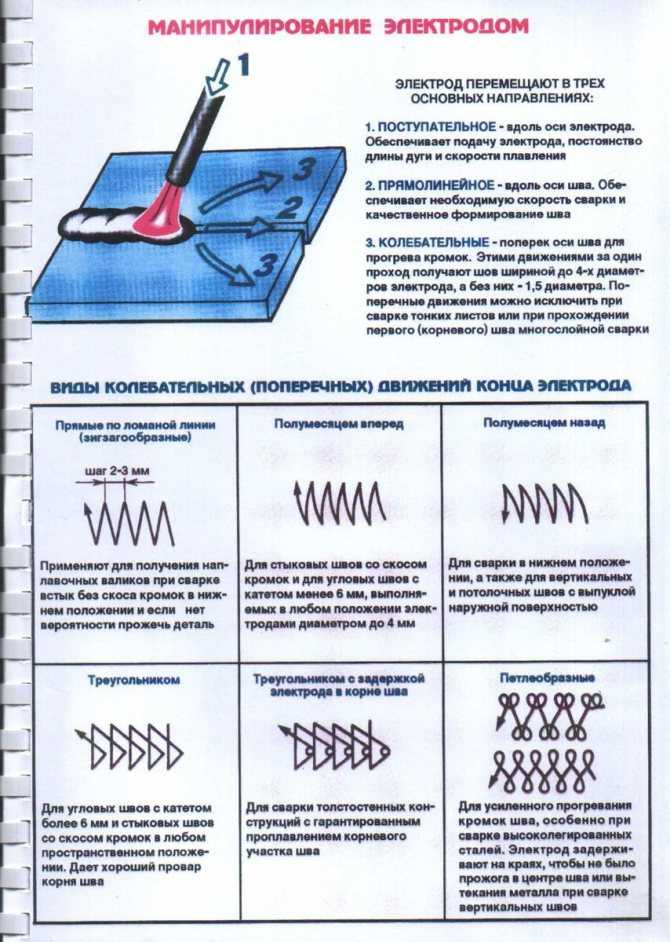 сварить его вместе без необходимости бороться с ним слишком много. Для работы с массовым производством вы обычно изобретаете какое-то приспособление, которое позволит вам легко устанавливать детали на место, не задумываясь об этом.
сварить его вместе без необходимости бороться с ним слишком много. Для работы с массовым производством вы обычно изобретаете какое-то приспособление, которое позволит вам легко устанавливать детали на место, не задумываясь об этом.
Чрезвычайно важно убедиться, что детали, которые вы собираетесь сваривать, зафиксированы именно в том положении, в котором вы планируете их сваривать. Сварка незакрепленных материалов может привести к бесчисленным ошибкам и может добавить нежелательную дополнительную работу к вашему проекту, поэтому обязательно дважды и трижды проверьте свою заготовку, прежде чем выполнять первый прихваточный шов. После того, как вы все точно выровняли, пора приступать к сварке!
Шаг 6: Включите сварочный аппарат и настройте параметры
Конечно, настройка сварочного аппарата на соответствующие параметры является еще одной важной частью вашего проекта. Если листовой металл довольно тонкий, сваривайте на более низких настройках с более низкой скоростью проволоки. По мере того, как металл, который вы свариваете, увеличивается в толщине, вы захотите увеличить напряжение и скорость подачи проволоки по своему усмотрению. Всегда полезно сделать пару пробных сварных швов на куске металлолома, чтобы убедиться, что ваши настройки правильные, прежде чем вы действительно начнете свой проект.
По мере того, как металл, который вы свариваете, увеличивается в толщине, вы захотите увеличить напряжение и скорость подачи проволоки по своему усмотрению. Всегда полезно сделать пару пробных сварных швов на куске металлолома, чтобы убедиться, что ваши настройки правильные, прежде чем вы действительно начнете свой проект.
Если вы не уверены, какие настройки следует использовать для вашего собственного проекта, обратитесь к руководству пользователя.
Шаг 7: Прихватите заготовку
После того, как вы все правильно выровняете и настроите сварочный аппарат на соответствующие настройки, прихватите углы заготовки вместе. При прихватке важно убедиться, что вы действительно сплавляете обе стороны металла вместе. Когда вы нажимаете на курок горелки, обратите внимание на то, где вы наносите металл сварного шва, и что вы ударяете по заготовке именно там, где одна часть соприкасается с другой. Сварка одной стороны больше, чем другой, приведет к отсутствию сплавления, что может привести к тому, что два куска металла не соединятся вместе должным образом. Не забудьте очистить область, которую вы только что сварили, с помощью проволочной щетки, чтобы удалить шлак, образовавшийся на прихваточном шве.
Не забудьте очистить область, которую вы только что сварили, с помощью проволочной щетки, чтобы удалить шлак, образовавшийся на прихваточном шве.
В идеале, когда вы соедините каждый угол вместе, ваша заготовка приобретет форму, и вы сможете увидеть, выровнены ли стороны и правильно ли они приварены. Если нет, то сейчас самое время исправить свои ошибки, так как их будет гораздо сложнее исправить после того, как вы закончите сварку!
Небольшая коробка со сваренными прихватками угламиШаг 8: Заполните оставшиеся области сварными швами
Предполагая, что вы правильно прикрепили все вместе, теперь вы можете вернуться и заполнить оставшиеся швы сварными швами. Именно здесь вы действительно сможете отточить свои навыки сварки, поэтому внимательно следите за тем, как угол наклона горелки, скорость перемещения и электрический вылет влияют на внешний вид ваших сварных швов.
Самое важное, что следует учитывать при выполнении этих сварных швов, — это соблюдение согласованности в вышеуказанных категориях. Другими словами, как только вы определили правильный угол наклона горелки, не меняйте его в середине сварки. Скорость вашего перемещения должна быть достаточно высокой, и вы не хотите ускоряться или замедляться в середине сварки, а должны поддерживать постоянный темп. Наконец, ваш электрический вылет никогда не должен быть больше 1/2 дюйма или меньше 1/4 дюйма, поэтому лучше всего держать его на уровне около 3/8 дюйма.
Постоянство техники сварки является ключом к профессиональной сварке, и потребуется некоторая практика, прежде чем ваши сварные швы будут выглядеть идеально. Имейте это в виду, если они не выглядят великолепно с первой попытки, просто наберитесь терпения и напомните себе, что практика приводит к совершенству.
Сварка сварных швов прихваточными швамиШаг 9: Очистите деталь
После того, как вы все сварите, от флюса останется куча брызг и шлака. Настало время использовать отбойный молоток и проволочную щетку, чтобы удалить как можно больше этого, прежде чем вы начнете шлифовать.
После того, как вы удалили как можно больше вручную, возьмите пару пассатижей и закрепите их на одном из внешних краев заготовки. Аккуратно используйте настольную шлифовальную машину для шлифовки сварных швов, пока вы не удалите внешние слои сварного шва, а углы не станут на одном уровне со сторонами. Во время шлифовки убедитесь, что заготовка надежно закреплена на защитном кожухе. Вам, вероятно, придется повторно зажимать плоскогубцы один или два раза, чтобы эффективно отшлифовать каждый угол. Если вы правильно сварили края, каждый угол должен выглядеть как бесшовный переход с каждой стороны и не должно быть никаких отверстий или трещин. Если нет, вам, возможно, придется вернуться и повторно заварить участки с дефектами, а также повторять процесс очистки/шлифовки, пока не будет достигнут желаемый результат.
К этому моменту сварка практически завершена!
Шаг 10: Очистите место
Очистите место, где вы работали, и положите все инструменты на место. Это сделает ваш следующий сварочный сеанс еще более эффективным.