Поворотный стол для фрезерного станка CNC-320R
CNC-320R | Поворотный стол для фрезерного станка
Планшайба размером 320 мм поворотного стола CNC-320R
Стол CNC-320R устанавливают на столы фрезерных станков размером от 1200×600 мм и больше
Высокий крутящий момент 765 Нм и большое усилие зажима 142 кг·м позволяет применять силовое резание
Технологии производства поворотного стола CNC-320R
Червячное колесо редуктора стола CNC-320R изготавливается на станках GLEASON-PFAUTER, Германия
Червячный вал сола CNC-320R изготавливается на зубошлифовальных станках LUREN, Тайвань
Контроль всех ответственных деталей стола CNC-320R осуществляется на машинах ZEISS, Германия
Подробнее
Контроль червячного редуктора стола CNC-320R
Основным силовым элементом поворотного стола CNC-320R является червячный редуктор скольжения
Точность и беззазорность зацепления обеспечивает КИМ контакта эвольвенты зуба
Повторяемость позиционирования поворотного стола обеспечивает втоколлиматор Nikon 6B
ЧИТАТЬ ДАЛЕЕ
Оснащение поворотного стола CNC-320R
Поворотный стол CNC-320R для фрезерных станков и обрабатывающих центров с ЧПУ
• Поворотный стол CNC-320R применяется для расширения технологических возможностей фрезерных станков, расточных станков и обрабатывающих центров с ЧПУ. Основное назначение поворотного стола CNC-320R точный поворот детали на определенный заданный угол в рабочем пронстранстве станка. Использование стола CNC-320R возможно как с универсальными станками, так и со станками с числовым программным управлением.
Основное назначение поворотного стола CNC-320R точный поворот детали на определенный заданный угол в рабочем пронстранстве станка. Использование стола CNC-320R возможно как с универсальными станками, так и со станками с числовым программным управлением.
• Поворотный стол CNC-320R это силовой агрегат управляемый АС серводвигателем с помощью системы ЧПУ станка или с помощью внешнего контроллера. Управляемый элемент стола CNC-320R – это планшайба размером 320 мм, способная программно позиционироваться на заданный угол с минимальным дискретным приращением в 0,001 градуса, с точностью позиционирования 15 угловых секунд и повторяемостью 4 угловые секунды.
• Высочайшие точностные характеристики поворотного стола CNC-320R позволяют применять этот агрегат для производства точных корпусных деталей с одного установа, с последующей поочередной чистовой обработкой всех ответственных конструктивных элементов, связанных жесткими допусками размеров их взаимного положения в обрабатываемой детали.
Токарный патрон для поворотного стола CNC-320R
• Классичекским оснащением планшайбы поворотного стола CNC-320R является установка токарного 3-х или 4-х кулачкового ручного спирального токарного патрона. Токарный патрон применяется для удержания в четвертой оси заготовок типа тел вращения (вал, диск, труба). Обычно применяют токарные патроны серии SС или серии SK производства компании AutoStrong.
•Планшайба поворотного стола CNC-320R имеет размер диаметром 320 мм, что позволяет устанавливать трехкулачковые патроны соответствующего размера, вплоть до модели SC-12 (кулачки неразборные) или SK-12 (кулачки разборные). На фото показан патрон SC-12.
• Для надежного удержания квадратных и прямоугольных заготовко используют самоцентрирующиеся 4-х кулачковыетокарные патроны серий SIC-12 и SIK-12. Либо токарные четырехкулачковые патроны с независимым перемещением кулачков, для зажима несимметричных заготовок.
Либо токарные четырехкулачковые патроны с независимым перемещением кулачков, для зажима несимметричных заготовок.
Задняя бабка TS-B210 для поворотного стола CNC-320R
• Ручная задняя бабка TS-B210 это узел установленный собственное основание, либо непосредственно на рабочую поверхность стола фрезерного станка, противоположно планшайбе поворотного стола CNC-320R для выполнения функций поджима свободного торца заготовки и ценрирование заготовки в оси вращения.
• Задняя бабка TS-B210 состоит из литого чугунного корпуса, выдвижной пиноли, подающего (ходового) винта, втулок, маховика с рукояткой, системы зажима пиноли, монтажных болтов и гаек, шпонок. Комплектуется по желанию Заказчика вращающимся или неподвижным центром с конусом Морзе № 3.
• Задняя бабка TS-B210 имеет высоту центров 210 мм совместима со столами CNC-320R, NCF-320, CNCMT-250, устанавливается собственными шпонками в Т-образный паз 18 мм рабочей поверхности стола фрезерного станка, и имеет максимальную габаритную высоту по корпусу 275 мм.
ПОДРОБНЕЕ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ CNC-320R (L)
| Модель | CNC-320R (L) |
| Метод движения стола | Червячный редуктор скольжения |
| Диаметр планшайбы | Ø 320 мм |
| Высота центров в вертикальном положении 4-ой оси | 210 мм |
| Высота зеркала стола в горизонтальном положении | 240 мм |
| Максимальная габаритная высота 4-ой оси без крышки двигателя | 380 мм |
| Диаметр отверстия в планшайбе / шпинделе | Ø 110H7 / 112 мм |
| Ширина Т-паза планшайбы | 14H7 мм |
| Ширина сухаря планшайбы | 18h7 мм |
| Модель серводвигателя MITSUBISHI | HC-SFS352 |
| Модель серводвигателя FANUC | α12 i |
| Модель серводвигателя SIEMENS | 1FK7083 |
| Модель серводвигателя HEIDENHAIN | QSY155B / QSY155C |
| Передаточное отношение редуктора | 1:180 / 1:90 |
| Минимальная индексация планшайбы | 0,001° |
| Максимальная скорость планшайбы | 11,1 / 22,2 об/мин при 2000 об/мин |
| Усилие пневматического зажима | 71 кг·м при 5 кг/см² |
| Усилие гидравлического зажима | 142 кг·м при 20 кг/см² |
| Точность индексирования | |
| Повторяемость | 4″ |
| Максимальная сила резания / крутящий момент | 78 кг·м / 765 Нм |
| Вес | 210 кг |
CNC-120R~CNC-320R
Размер файла: 1. 26 мб
26 мб
CNC-120R, CNC-170R, CNC-200R, CNC-250R, CNC-320R
Скачать
Чертеж CNC-320R.pdf
Размер файла: 102.97 кб
Чертеж 4-ой оси CNC-320R
Скачать
ВЫПОЛНЕННЫЕ ПРОЕКТЫ
CNC-320R
Исполнение: Патрон + з/б
Станок: Вертикальный ОЦ с ЧПУ FANUC
Размер стола станка: 1600 × 762 мм
4-ая ось: GSAPLUS модель CNC-320R (гидрозажим)
Цанговый патрон: модель ORTLIEB KSFB 30/100 (гидрозажим)
Задняя бабка: GSAPLUS модель TS-B210
Гидростанция GSAPLUS
Деталь: Толкатель
Поворотный Стол Для Фрезерного Станка С Чпу
В своем большинстве, обрабатывающий центр с ЧПУ в стандартной комплектации, уже имеют возможность выполнять фрезерные, сверлильные, расточные работы. Если же требуется расширить технологические возможности станка для решения нестандартных производственных задач, то необходимо опциональное дооснащение фрезерного центра.
Такие дополнительные элементы, как круглые поворотные и наклонно-поворотные столы являются одними из самых популярных опций для фрезерных станков и обрабатывающих центров по металлу. Данная опция позволяет производить максимальный объем обработки заготовки за одну установку.
Обычно обрабатывающие центры уже оснащены тремя осями, а также имеют возможность для подключения четвертой оси. Поэтому вы в любой момент можете купить поворотный стол и произвести его установку. Поворотные столы устанавливаются прямо на рабочий стол 3-х осевого обрабатывающего центра.
Обрабатываемая деталь может закрепляться на поворотном столе с помощью прижимов вставленных в Т-образные пазы, либо трехкулачкового патрона. В результате, обработка производится с 4-х сторон, необработанной остается лишь область крепления детали к поворотному столу и бабке.
Диаметр планшайбы поворотного стола, к которому будет крепится обрабатываемая деталь или оснастка считается основным параметром, определяющая функционал поворотного стола. Поворот осуществляется на запрограммированный угол.
Поворот осуществляется на запрограммированный угол.
Механическая задняя бабка и бабка дискового типа служат отличным дополнением к четвертой оси предоставляющая технологическую возможность обработки заготовок типа вал. В процессе обработки заготовок большой длины задняя бабка повышает жесткость всей системы.
Поворотные устройства в зависимости от конструктивного выполнения позволяют применить позиционный метод обработки, т. е. возможность обработать различные поверхности заготовки в разных ее положениях относительно шпинделя станка (фрезы) при одном закреплении и обработку с круговой подачей при непрерывном вращении заготовки.
В первом случае они называются делительными или позиционными, во втором – поворотными. Для мелкосерийного производства поворотные устройства выполняют универсальными, т. е. допускающими оба случая применения.
Различают два основных типа устройства для поворота заготовки вокруг вертикальной оси (делительные и поворотные столы) и горизонтальной оси (делительные головки).
Наклонно поворотный стол обрабатывающего центра с ЧПУ
Согласно конструкции устройства, наклонно-поворотный стол фрезерного станка имеет две оси работа которых программируется на ЧПУ обрабатывающего центра. Один привод выполняет наклон планшайбы, а второй – ее поворот. В итоге получаем 5 управляемых осей фрезерного центра и 4 оси которые перемещаются одновременно. Для выполнения любых вариантов одновременного перемещения осей необходимы три линейных оси XYZ, поворотная ось A и наклонная ось С.
При жестких требованиях взаимного расположения отверстий и поверхностей детали, сведение к минимуму количества переустановок детали значительно сокращает количество возможных ошибок, уменьшает человеческий фактор и уменьшает время обработки.
В результате, сокращается количество используемых крепежных приспособлений, значительно увеличивается точность обработки заготовки и общая производительность.
Применение поворотных столов и делительных приспособлений
Один из эффективных путей повышения производительности – совмещение времени на установку и закрепление заготовки на станке с машинным временем.
 Такая компоновка допускает, при необходимости, вести обработку неподвижно закрепляемых крупных заготовок, занимающих всю площадь прямоугольного стола. Базовые поверхности поворотных столов находятся в одной плоскости с ним и потому не мешают такой установке. Один из встречных поворотных столов может иметь механизм периодического поворота, предназначенный для последовательной позиционной обработки заготовки с нескольких сторон, а второй стол может поворачиваться непрерывно, в том числе по сложной программе. Это удобно для обработки цилиндрических и сложных криволинейных поверхностей, круговых пазов и т.п. Основной, прямоугольный стол станка вместе с поворотными имеет подачу вдоль оси Х.
Такая компоновка допускает, при необходимости, вести обработку неподвижно закрепляемых крупных заготовок, занимающих всю площадь прямоугольного стола. Базовые поверхности поворотных столов находятся в одной плоскости с ним и потому не мешают такой установке. Один из встречных поворотных столов может иметь механизм периодического поворота, предназначенный для последовательной позиционной обработки заготовки с нескольких сторон, а второй стол может поворачиваться непрерывно, в том числе по сложной программе. Это удобно для обработки цилиндрических и сложных криволинейных поверхностей, круговых пазов и т.п. Основной, прямоугольный стол станка вместе с поворотными имеет подачу вдоль оси Х. Рис. 1. Прямоугольный стол с двумя встроенными поворотными столами
Если обрабатывающий центр предназначен для обработки крупных тяжелых заготовок, их устанавливают на массивный неподвижный или поворотный стол прямоугольной или квадратной формы. Все перемещения вдоль координатных осей задают стойке, салазкам (саням) и шпиндельной бабке станка.
На поворотном столе горизонтального обрабатывающего центра можно обработать не только корпусные, но и плоскостные детали. Для этого используют базовые коробки (рис. 2) с точно обработанными противолежащими плоскостями и сеткой Т-образных пазов или точных базовых отверстий для постановки опорных и зажимных элементов. Базовая коробка точно ориентируется и надежно закрепляется на столе станка. К ее вертикальным плоскостям закрепляют заготовки. Во время обработки заготовки Б другая заготовка А устанавливается и закрепляется или снимается после окончания обработки.
Рис. 2. Размещение заготовок на базовой коробке
При обработке крупных, длиной в несколько метров, корпусов мощных многоцилиндровых двигателей внутреннего сгорания эффективна установка заготовки с предварительно обработанными левым и правым торцами в двух массивных делительных бабках (рис, 3, а). Поворачивая заготовку относительно горизонтальной оси, можно обрабатывать большинство поверхностей такой чрезвычайно сложной и ответственной детали. Для переналадки на другой типоразмер двигателя правая делительная бабка может передвигаться по направляющим (на рисунке показано прерывистой стрелкой).
Для переналадки на другой типоразмер двигателя правая делительная бабка может передвигаться по направляющим (на рисунке показано прерывистой стрелкой).
Установка делительного приспособления с горизонтальной осью поворота на вертикальном обрабатывающем центре (рис. 3, б) является единственным средством, позволяющим обработать корпусную заготовку с двух – четырех сторон без переустановки. Для увеличения жесткости приспособления используют дополнительную опору в виде задней бабки (рис. 3, в), если это позволяет конфигурация заготовки.
Для изготовления деталей, наиболее сложных по конфигурации и взаимному расположению обрабатываемых поверхностей, на некоторых обрабатывающих центрах применяют столы с несколькими осями поворота. Закрепив заготовку на таком столе, можно придать ей любое нужное положение по отношению к шпинделю станка. Такой стол встраивают в станок или устанавливают на основной стол, имеющий прямолинейные перемещения. Возможность поворота заготовки относительно двух взаимно перпендикулярных осей может быть достигнута также с помощью двух поворотных столов.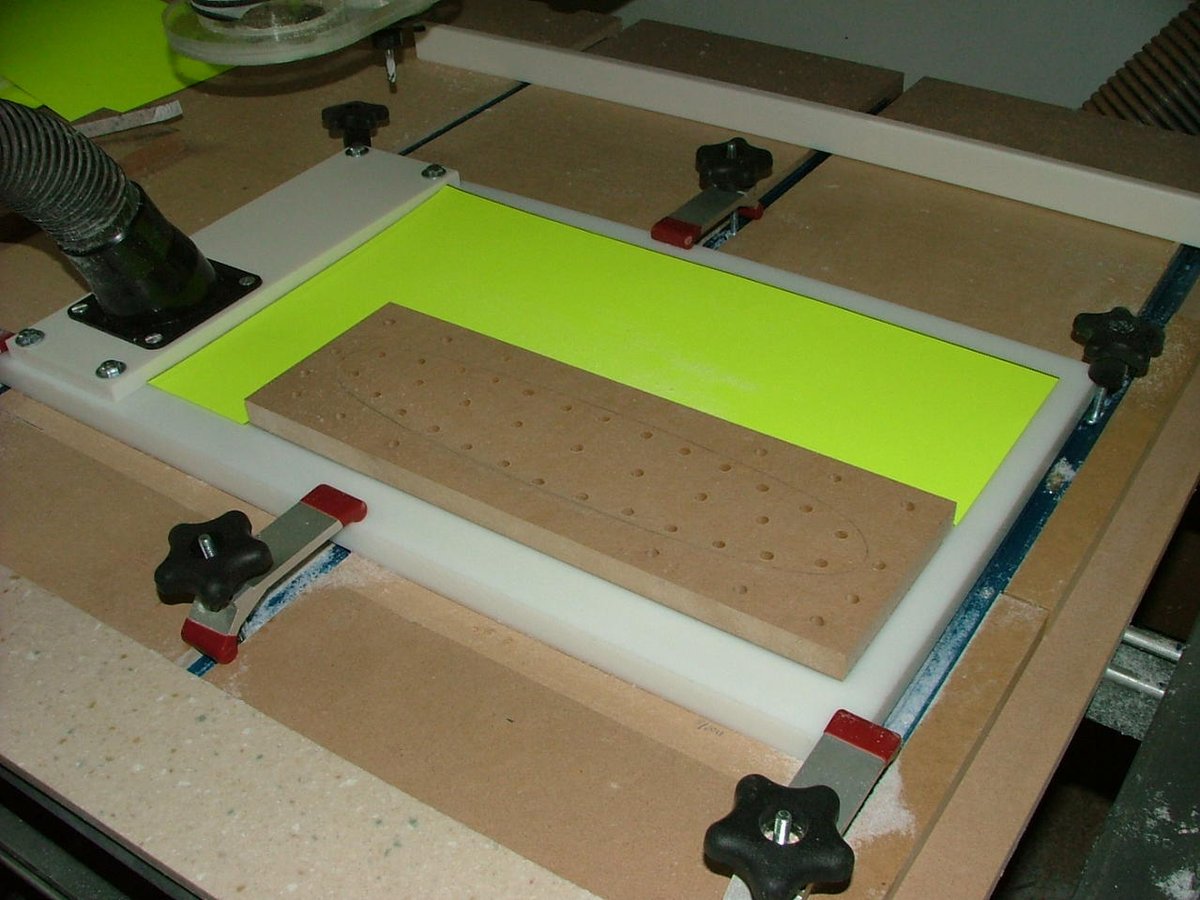 Заготовку закрепляют на столе с горизонтальной осью поворота, а стол – на планшайбе второго стола, поворачивающегося относительно вертикальной оси. Общий недостаток таких устройств – сложность конструкций и трудности обеспечения высокой жесткости технологической системы.
Заготовку закрепляют на столе с горизонтальной осью поворота, а стол – на планшайбе второго стола, поворачивающегося относительно вертикальной оси. Общий недостаток таких устройств – сложность конструкций и трудности обеспечения высокой жесткости технологической системы.
Рис. 3. Применение делительных приспособлений с горизонтальной осью поворота на горизонтальном (а) и вертикальном (б, в) обрабатывающих центрах
Нормализованные поворотные столы станка
Прямоугольный поворотный стол, называемый обычно двухпозиционным, применяется при обработке деталей с продольной подачей. Два рабочих приспособления устанавливаются на концах стола и работают поочередно (см. рис. 1, Производительность фрезерных станков с ЧПУ). Поворот стола на каждую позицию производится рукояткой.
Прямоугольные поворотные (двухпозиционные) столы нормализованы по МН 3139-62 для трех размеров рабочей поверхности стола, а именно 250×630 мм; 320×800 мм и 400х1000 мм. Рабочие чертежи на эти столы разработаны Всесоюзным проектно-технологическим институтом (ВПТИ) тяжелого машиностроения СССР.
Рабочие чертежи на эти столы разработаны Всесоюзным проектно-технологическим институтом (ВПТИ) тяжелого машиностроения СССР.
Круглые поворотные столы применяют для поворота на определенный угол и для непрерывного вращательного движения при фрезеровании с круговой подачей. Различают круглые поворотные столы с ручным и механическим приводом. Конструкции их диаметром от 160 до 1250 мм стандартизированы.
Рис. 4. Столы поворотные круглые диаметром 160-320 мм с ручным приводом (по HM 1059-60)
На рис. 4 приводятся круглые поворотные столы диаметром 160, 200, 250 и 320 мм с ручным приводом, а на рис. 5 – диаметром 320, 400, 500 и 630 мм с механическим.
Рис. 5. Столы поворотные круглые, диаметром 320-630 мм, с ручным и механическим приводом (по HM 1060-60)
На рис. 6 приводится схема присоединения поворотного стола к механическому приводу фрезерных станков мод. 6Н81, 6Н82, 6Н83, 6Н82Ш и 6Н83Ш, а на рис. 7 – пример наладки поворотного стола для непрерывного фрезерования.
Рис. 6. Схема присоединения механического привода от фрезерного станка к поворотному круглому столу
Круглые столы, применяемые для деления, имеют механизмы для фиксирования и крепления поворотного диска. Делительный диск выполняется обычно с 3, 4, 6, 8 и 12 гнездами под фиксатор.
Рис. 7. Пример наладки поворотного круглого стола для непрерывного фрезерования
Столы могут изготовляться с двумя фиксаторами, расположенными на разных радиусах, что позволяет производить на одном столе разную индексацию. В круглых столах, применяемых для непрерывного фрезерования, фиксатор может отсутствовать.
На рис. 8 дана схема фрезерования четырех квадратных заготовок А, Б, В и Г, установленных в зажимных приспособлениях на круглом поворотном столе, настроенном на четырехпозиционное индексирование (поворот на 90°). Фрезерование производят набором из четырех дисковых двусторонних фрез 1, 2, 3 и 4. Фрезы 1 и 2 обрабатывают одновременно две стороны квадрата заготовки A, а фрезы 3 и 4 – две стороны квадрата заготовки Б. После вывода фрез стол индексируют (поворачивают) на 90°. При этом заготовка Б перемещается в новое положение и становится в позицию для фрезерования двух других сторон квадрата фрезами 1 и 2, а фрезы 3 и 4 фрезеруют две стороны квадрата заготовки В.
После вывода фрез стол индексируют (поворачивают) на 90°. При этом заготовка Б перемещается в новое положение и становится в позицию для фрезерования двух других сторон квадрата фрезами 1 и 2, а фрезы 3 и 4 фрезеруют две стороны квадрата заготовки В.
Затем после вывода фрез при следующем индексировании на 90° заготовка В становится на место заготовки Б и фрезы 1 и 2 фрезеруют две другие стороны квадрата. После третьего индексирования заготовка, будучи обработана по всем четырем граням, поворачивается на четвертую позицию и может быть снята и заменена новой. В дальнейшем после каждого индексирования снимается одна готовая деталь и устанавливается новая заготовка.
Рис. 8. Схема четырехпозиционного фрезерования на поворотном круглом столе
Механизация поворотных столов
Всесоюзным проектно-технологическим институтом (ВПТИ) тяжелого машиностроения разработаны нормали и рабочие чертежи на круглые столы с встроенным пневмозажимом. В таблице на рис. 9 приведены основные технические данные этих столов.
В таблице на рис. 9 приведены основные технические данные этих столов.
В этих столах механизирован зажим заготовок как в установочно-зажимных приспособлениях, так и непосредственно на столе при помощи пневматики.
Дальнейшим этапом механизации является механизация поворота и фиксации в заданном положении планшайбы круглого поворотного стола. Для этого применяют пневматический, пневмогидравлический, гидравлический и электрический приводы. Различают частичную и полную автоматизацию цикла работы поворотного стола.
В полуавтоматических поворотных столах автоматически выполняется следующий цикл: расфиксация, поворот планшайбы, фиксация, закрепление планшайбы. Функции рабочего сводятся к установке и снятию обрабатываемых деталей и включению привода на автоматическое выполнение цикла. Включение производится с помощью муфты включения, кнопочного контактора или распределительного крана (пневматического, гидравлического) в зависимости от типа привода.
Рис. 9. Основные технические данные круглых столов с пневмозажимом
На рис. 10 приведена схема круглого поворотного стола с пневматическим приводом конструкции Киевского мотоциклетного завода. В корпусе 1 закреплена ось 2, на которой вращается планшайба 6, жестко соединенная с делительным диском 7 и храповиком 3. Число зубьев храповика 3 и количество пазов в диске 7 соответствуют числу позиций поворота (индексирования) стола. КЕНТА. Внутри корпуса 1 перемещается кольцо 4, связанное со штоком пневматического цилиндра 11. На кольце закреплены собачка 12, поджатая пружиной 13, и фиксатор 5. Управление пневмоцилиндром осуществляется от распределительного крана, сблокированного с механизмом перемещения стола станка. По окончании рабочего хода стола срабатывает рукоятка крана и включается подача воздуха. При подаче воздуха (по стрелке А) поршень 10 перемещает кольцо 4 влево и выводит фиксатор 5. При обратном ходе стола распределительный кран переключает подачу воздуха и он поступает в левую полость цилиндра, кольцо 4 перемещается вправо, и фиксатор 5, заскакивая в очередной паз диска 7, фиксирует положение планшайбы 6.
10 приведена схема круглого поворотного стола с пневматическим приводом конструкции Киевского мотоциклетного завода. В корпусе 1 закреплена ось 2, на которой вращается планшайба 6, жестко соединенная с делительным диском 7 и храповиком 3. Число зубьев храповика 3 и количество пазов в диске 7 соответствуют числу позиций поворота (индексирования) стола. КЕНТА. Внутри корпуса 1 перемещается кольцо 4, связанное со штоком пневматического цилиндра 11. На кольце закреплены собачка 12, поджатая пружиной 13, и фиксатор 5. Управление пневмоцилиндром осуществляется от распределительного крана, сблокированного с механизмом перемещения стола станка. По окончании рабочего хода стола срабатывает рукоятка крана и включается подача воздуха. При подаче воздуха (по стрелке А) поршень 10 перемещает кольцо 4 влево и выводит фиксатор 5. При обратном ходе стола распределительный кран переключает подачу воздуха и он поступает в левую полость цилиндра, кольцо 4 перемещается вправо, и фиксатор 5, заскакивая в очередной паз диска 7, фиксирует положение планшайбы 6. Контакты 8 и 9 служат для остановки станка после полной обработки детали.
Контакты 8 и 9 служат для остановки станка после полной обработки детали.
Рис. 10. Схема круглого поворотного стола с пневмоприводом
На рис. 11 показан в разрезе круглый поворотный стол с гидравлическим приводом. В корпусе 1 стола в горизонтальном положении установлен гидроцилиндр (невидимый на чертеже), шток 2 которого выполнен в виде цилиндрической рейки, сцепленной с зубчатым колесом 3. Колесо 3 свободно посажено на валике 4, но с помощью обгонной муфты 5 оно вращает его при рабочем ходе штока. Вместе с валиком 4 вращается зубчатое колесо 6, сцепленное с колесом 7, установленным на планшайбе 8.
Фиксация планшайбы 8 после поворота осуществляется фиксатором 9, управляемым гидроцилиндром 10 двойного действия. Одновременно шток этого гидроцилиндра связан с рычагом 11 подъема и зажима планшайбы 8 посредством тяги 12.
Перед началом очередного цикла поворота планшайбы вручную или автоматически с помощью упора на столе станка производится переключение распределительного крана (золотника) и масло поступает в гидроцилиндр, перемещая шток 2 в обратном направлении без поворота планшайбы (при выключенной обгонной муфте). При дальнейшем движении штока 2 он переключает золотник питания гидроцилиндра 10, в результате чего происходит вывод из гнезда фиксатора 9 с одновременным подъемом планшайбы 8 рычагом 11 планшайба освобождена от фиксатора и готова к индексации.
При дальнейшем движении штока 2 он переключает золотник питания гидроцилиндра 10, в результате чего происходит вывод из гнезда фиксатора 9 с одновременным подъемом планшайбы 8 рычагом 11 планшайба освобождена от фиксатора и готова к индексации.
В крайнем положении обратного хода штока 2 масло подается в другую полость цилиндра, и шток 2 совершает рабочий ход, осуществляя поворот планшайбы 8 через обгонную муфту 5, валик 4, зубчатые колеса 6 и 7.
В конечном положении рабочего хода шток 2 снова переключает золотник питания гидроцилиндра 10 теперь уже на подъем (включение) фиксатора и поджим планшайбы тягой 12 и остается в этом положении до конца обработки детали на данной позиции.
Угол поворота планшайбы устанавливается посредством ограничителя хода штока 2.
Рис. 11. Схема круглого поворотного стола с гидроприводом
В автоматизированных поворотных столах к циклу добавляется еще автоматизация крепления (поджим) заготовки к горизонтальной базовой поверхности, роль которой выполняет либо верхняя (рабочая) плоскость стола, либо устанавливаемые на нее сменные базовые элементы наладки. Отечественной промышленностью выпускаются круглые делительные столы УПГ-4 и УПГ-31 и с круговой подачей УПГ-5.
Отечественной промышленностью выпускаются круглые делительные столы УПГ-4 и УПГ-31 и с круговой подачей УПГ-5.
На рис. 12, а изображен делительный стол УПГ-4 с диаметром планшайбы 350 мм, который, как и подобный ему стол УПГ-31 (с диаметром планшайбы 270 мм), допускает деление на 2, 3, 4, 6, 8 и 12 равных частей. На планшайбу по точным пазам и центральному отверстию устанавливаются сменные наладки и обрабатываемые детали. Внутри стола встроен пневматический диафрагменный привод, к штоку которого присоединяются зажимные элементы сменных наладок. Закрепление заготовок производится перемещением штока вниз или вверх под действием сжатого воздуха, направляемого распределительным пневматическим краном в верхнюю или нижнюю полость привода. Усилие на штоке привода может изменяться при помощи регулятора зажимного усилия УПГ-18 в пределах 200-400 кг для стола УПГ-4 и в пределах 100-500 кг у стола УПГ-31. Механизм деления у этих столов ручной, сблокированный с механизмом закрепления поворотной части.
Поворотный стол с круговой подачей УПГ-5 (рис. 12, б) с диаметром планшайбы 375 мм имеет пневматический зажим, который действует подобно рассмотренному в столах УПГ-4 и УПГ-31, и, кроме того, пневматический привод вращения стола. В случае необходимости автоматического выключения круговой подачи предусмотрены кулачки, переставляемые по круговому пазу планшайбы. Для ручного вращения имеется маховичок. Угол поворота отсчитывается по шкале на столе; более точный отсчет ведется по лимбу на маховичке ручного вращения. Усилие на штоке регулируется в пределах 300-1500 кг при помощи регулятора УПГ-18.
Рис. 12. Поворотные круглые столы с пневмоприводом: а – делительный стол УПГ-4; б – стол с круговой подачей
В крупносерийном и массовом производствах применяют ряд индексирующих приспособлений, специально спроектированных для рациональной обработки самых разнообразных деталей. Основной задачей этих приспособлений является не только обеспечение правильного положения детали относительно фрезы при надежном зажиме обрабатываемых деталей, но и механизация зажима, раскрепления и подачи деталей. В наиболее рационально спроектированных приспособлениях эти приемы автоматизированы, а подача деталей под фрезу сделана непрерывной. Такие приспособления совместно со станком работают как полуавтоматические станки.
В наиболее рационально спроектированных приспособлениях эти приемы автоматизированы, а подача деталей под фрезу сделана непрерывной. Такие приспособления совместно со станком работают как полуавтоматические станки.
На рис. 13 показано приспособление непрерывного фрезерования шлицев в корончатых гайках на горизонтально-фрезерном станке при прямолинейной продольной подаче с индексированием на 60° в процессе работы, применяемое на автозаводе им. Лихачева, на Московском заводе малолитражных автомобилей и др.
Приспособление имеет корпус 6, в который вмонтирована бесконечная цепь 5, несущая установочные гнезда 4 для обрабатываемых гаек. Гнезда имеют прорези для прохода инструмента. При поступательном движении цепи гнезда своими прорезями дважды цепляются за неподвижные упоры 2 и поворачиваются около вертикальной оси. Поворот гнезда происходит в промежутке между тремя последовательно расположенными фрезами, закрепленными в трехшпиндельной головке 3. Угол поворота гнезда равен 60° и соответствует углу взаимного расположения шлицев в корончатых гайках. Зажим гайки во время фрезерования производится пружинным упором 1. Головка з приводится в действие от рабочего шпинделя станка, а приспособление – от механизма подачи стола через шарнирную передачу. Включение подающего механизма производится рычагом 7.
Зажим гайки во время фрезерования производится пружинным упором 1. Головка з приводится в действие от рабочего шпинделя станка, а приспособление – от механизма подачи стола через шарнирную передачу. Включение подающего механизма производится рычагом 7.
Рис. 13. Приспособление для непрерывного фрезерования шлицев в корончатых гайках с индексированием в процессе работы
Cnc Table – Etsy Turkey
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов, с рекламой Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)Компьютеризированные фрезерные столы с ЧПУ | Baileigh Industrial
Компьютеризированные фрезерные столы с ЧПУ | Бейли Индастриал Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Каждый фрезерный стол Baileigh с ЧПУ поставляется в полностью собранном виде . Наши столы включают в себя станину, набор бит, цанги, программное обеспечение и пылезащитный кожух — все по более низкой цене, чем у некоторых конкурентов.
У нас есть модель фрезера для столяра любого уровня, от небольшого стола для вывесок на неполный рабочий день до полноценного промышленный фрезерный стол с автоматической сменой инструмента.
Почему стоит выбрать стол для фрезерования дерева с ЧПУ от Baileigh?
- Более полные, чем столы других компаний – Упрощенные модели некоторых конкурентов заставляют вас покупать дополнительные услуги. Наши столы содержат все необходимое для начала работы.
- Правильное выравнивание по умолчанию .
 Поскольку наши таблицы маршрутизации поставляются предварительно собранными, вам не нужно настраивать выравнивание.
Поскольку наши таблицы маршрутизации поставляются предварительно собранными, вам не нужно настраивать выравнивание. - Простое в использовании программное обеспечение для проектирования . Требуется несколько минут, чтобы нарисовать дизайн (или использовать один из 3000 в библиотеке программного обеспечения), загрузить его на стол и позволить фрезеру вырезать его.
- Сварные стальные или чугунные основания – Жесткий каркас остается квадратным, поэтому фрезерный станок с ЧПУ будет точно резать в течение многих лет использования.
- Цанги для стандартных насадок — мы прилагаем набор фрез, но есть множество других вариантов, которые вы можете купить в любом хозяйственном магазине.
- Пожизненная техническая поддержка по телефону . Позвоните нашей команде представителей, каждый из которых имеет практический опыт работы с машинами, когда у вас есть вопросы или вам нужна консультация по машинам.
 Поскольку наши таблицы маршрутизации поставляются предварительно собранными, вам не нужно настраивать выравнивание.
Поскольку наши таблицы маршрутизации поставляются предварительно собранными, вам не нужно настраивать выравнивание.
Посмотрите наш выбор столов для фрезерных станков с ЧПУ для продажи, доступных ниже.
Не знаете, какой фрезерный стол лучше всего подходит для вас? Позвоните нам по телефону 1-920-684-4990 и поговорите со специалистом по Бейли.
ПодробнееПодробнееОбычная цена: 3 569,00 долларов США
Специальная цена 3033,65 $
В наличии
- Стол 12,6″ x 5,9″
- Бесщеточный двигатель постоянного тока 150 Вт
- Питание 110 В
Обычная цена: 4 249,00 долларов США
Специальная цена 3611,65 долларов США
В наличии
- Стол 17 x 17 дюймов
- Бесщеточный двигатель постоянного тока 200 Вт
- Питание 110 В
Обычная цена: 7 339,00 долларов США
Специальная цена 6 238,15 долларов США
В наличии
- Стол 20 x 27 дюймов
- Бесщеточный двигатель постоянного тока 200 Вт
- Питание 110 В
$11 174,00 $
В наличии
- Стол 2’x3’
- Шпиндель 4,75 л. с.
- 220 В, 1-фазное питание
- Программное обеспечение BobCAD-Cam Express в комплекте
24 173,00 $ $
В наличии
- Фрезерный стол с ЧПУ размером 4 x 8 футов
- 220 В, 1-фазное питание
- Шпиндель 7,4 л.с.
- Опциональный вакуумный насос
- Программное обеспечение BobCAD-Cam Express в комплекте
45 164,00 $ $
В наличии
- Фрезерный стол с ЧПУ размером 4 x 8 футов
- 220 В, 3-фазное питание
- Шпиндель 10 л.
 с.
с.