Структура абразивного инструмента | Заточка дереворежущего инструмента
Под структурой понимается строение абразивного инструмента, характеризуемое соотношением между объемным содержанием абразивных зерен Vз, связки Vсв и пор Vп в теле инструмента.
Общий объем инструмента состоит из этих трех составляющих Vз+ Vсв + Vп =100%.
Изменение доли связки, т. е. изменение структуры, влияет на прочность закрепления абразивных зерен. Так, уменьшение или увеличение объема связки на 1,5% изменяет твердость на одну ступень.
Основа классификации по структуре — объемное содержание абразивного зерна. Характеристика номеров структуры по объемному соотношению зерен следующая:
| Номер структур | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| Объемное содержание зерна, % | 62 | 60 | 58 | 56 | 54 | 52 | 50 | 48 | 46 | 44 | 42 | 40 | 38 |
С увеличением структуры на один номер объем зерна в круге уменьшается на 2%, а объем связки соответственно увеличивается на 2%. Объем пор в круге определенной твердости остается постоянным для разных структур, но при увеличении номера структуры поры по величине увеличиваются, становятся крупнее. В зависимости от объема пор в круге различают три вида структуры. Структуры № 0—3 называются закрытыми или плотными, № 4—8 — средними и № 9—12 открытыми.
Объем пор в круге определенной твердости остается постоянным для разных структур, но при увеличении номера структуры поры по величине увеличиваются, становятся крупнее. В зависимости от объема пор в круге различают три вида структуры. Структуры № 0—3 называются закрытыми или плотными, № 4—8 — средними и № 9—12 открытыми.
Шлифовальные круги или другие абразивные инструменты плотной структуры имеют очень малые промежутки между зернами и малые поры. Применяют их главным образом для доводочных работ и в тех случаях, когда надо дольше сохранить профиль круга.
Открытая структура характеризуется большим расстоянием между соседними абразивными зернами. Она обеспечивает лучший отвод срезаемой стружки, позволяет работать на жестких режимах, уменьшает опасность засаливания инструмента и возникновения прижогов шлифуемой детали. Недостаток шлифовальных кругов с открытой структурой — меньшая прочность и большой износ по сравнению с другими структурами. Обычно крупнозернистые, круги № 125—80 изготовляют третьей-четвертой структур, среднезернистые № 50—40 — пятой-шестой, зернистостью № 25—12 —шестой-седьмой и № 8—10 —седьмой-восьмой.
Широкое применение начинают находить высокопористые круги со структурами № 13—18. Величина пор у таких кругов обычно больше величины зерен. Она достигает 2—3 мм. Высокопористые круги имеют ряд преимуществ по сравнению со структурными кругами. При работе ими получаются меньшие прижоги, у них меньший удельный износ и т. д. Применение таких кругов для заточки дереворежущего инструмента перспективно. По зернистости высокопористые круги необходимо брать на 1—2 номера мельче, чем структурные.
Структура шлифовального круга. Круглошлифовальный станок модели 3М151
Похожие главы из других работ:
Автоматизация установки комплексной подготовки газа заполярного газонефтеконденсатного месторождения
3.1 Структура АСУ ТП ЦОГ
АСУ ТП УКПГ-1С предназначена для управления в реальном масштабе времени технологическим процессом комплексной подготовки газа…
Изучение возможности контроля характеристик ПЗС-камер астрофизическими методами
1.
 1 Структура ПЗС
1 Структура ПЗСВ общем виде конструкция ПЗС – элемента выглядит так: кремниевая подложка p-типа оснащается каналами из полупроводника n – типа. Над каналами создаются электроды из поликристаллического кремния с изолирующей прослойкой из оксида кремния…
Круглошлифовальный станок модели 3М151
Прибор для автоматической правки круга
Прибор (рис. 13) устанавливают на шлифовальной бабке. Копировальная система обеспечивает правку наружной поверхности круга по заданному профилю. Прибор включается или автоматически от срабатывания реле счета обработанных деталей…
Организация капитального ремонта горизонтально-расточного станка модели 2620
1.1 Структура ОГМ
Функции отдела главного механика (ОГМ) предприятия: планирование всех видов работ по техническому обслуживанию и ремонту технологического и подъёмно-транспортного оборудования; проведение технического обслуживания и текущего ремонта…
Организация технологического процесса на Машиностроительном заводе им. С.М. Кирова
С.М. Кирова
1.5 Структура
Завод имеет металлообрабатывающие цехи, литейный цех, инструментальный цех, цех термической обработки, кузнечно-прессовый цех, цех гальванических покрытий и др. Завод располагает конструкторским бюро (КБ)…
Подбор гидродвигателя к станку модели ЗУ131М
1. Описание шлифовального станка модели ЗУ131М и его функциональное назначение
Предназначен для наружного и внутреннего шлифования цилиндрических, конических и фасонных поверхностей, а также плоских фланцевых поверхностей в условиях единичного и мелкосерийного производства…
Подбор гидродвигателя к станку модели ЗУ131М
2. Описание гидравлической схемы шлифовального станка модели ЗУ131М
Гидросистема станка предназначена для обеспечения следующих функций: 1. Перемещение стола с рабочей скоростью правки. 2. Блокировка механизма ручного перемещения стола. 3. Перегон стола. 4. Подвод и отвод шлифовальной бабки. 5…
Проектирование режущего инструмента и станочного приспособления для плоскошлифовального станка ЗЛ722В
2.
 2 Расчет шлифовального круга
2 Расчет шлифовального кругаНа плоскошлифовальном станке 3Л722В используется шлифовальный круг прямого профиля ПП 459Ч80Ч203 24А25ПС16К6. Абразивный материал – электрокорунд белый марки 24А, зернистость 25П, степень твердости С1, номер структуры 6, керамическая связка марки К6…
Проектирование технологического процесса изготовления офисной мебели из древесины
2.2.2 Расчет производительности Щеточно-шлифовального станка Disc Master 2D2DB
Щеточно-шлифовальный станок серии Master LOEWER (Германия) предназначены для промежуточного финишного шлифования профильных заготовок из МДФ и массива в проходном режиме. Особенности: Усиленный цельносварной корпус станка…
Проектирование фасонного резца, долбяка, протяжки для обработки отверстий
2.1.4 Определение габаритных размеров и размеров посадочных мест долбяка. Диаметр круга выступов долбяка в выходном сечении
d`ao=dgu+ 2h`u= 100+2*2.8125=105.625 Диаметр круга выступов нового долбяка в торчевом сечении dao= dgu- 2h“u=100+3,9371=103,9371 Диаметр круга впадин d`f0= dgu-2h“u=100-2*2,8125=94,375 Высота долбяка H=21. 4+4…
4+4…
Сегнетоэлектрики – структура свойства и применение
2. Структура
Технологический процесс изготовления детали “Вал вариатора”
6.4 Проектирование шлифовального круга
В соответствии с чертежом детали, [1], исходя из параметров шероховатости, подбираю зернистость. По табл.166 с.247, [5] и принимаю зернистость 40. Согласно табл.169 [5], с.252 выбираю тип шлифовального круга и выбираю – круг прямого профиля. Согласно табл.170…
Технология производства фанеры
14.1 Производительность шлифовального станка
где…
Цех по производству сыра производительностью 18000 тонн в год, в том числе сыра – 5000 т/год в поселке с населением 20000 человек
2.
 4 Производственная структура предприятия и структура управления
4 Производственная структура предприятия и структура управленияТак как предприятие небольшое, соответственно в структуре администрации имеются совмещенные должности…
Шлифовальные станки
3.2.2 Связка шлифовального круга
Связка – вещество или совокупность веществ, применяемых для закрепления зерен в инструменте. Связки делят на неорганические и органические. К неорганическим связкам относят керамическую…инженер поможет – Шлифовальный круг для круглошлифовального станка
Если у вас на шлифовальном круге написано 1A1 250x40x34 24А F30 L 5 V 35 Б 3, то думаю после прочтения сами сможете с легкостью расшифровать
Формы шлифовально кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Для круглого шлифования круг должен иметь профиль А1А или 1V1. На советских кругах было обозначение ПП или 1.
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
250-это диаметр шлифовального круга
40- это толщина шлифовального круга
34-диаметр отверстия в шлифовальном круге
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Все шлифовальные круги состоят из двух основных компонентов – это шлифовальные зерна, которые собственно режут и связка, скрепляющая и удерживающая их в процессе резания.
Идеальный абразив должен оставаться острым имея минимальное число острых кромок, а при затуплении абразив шлифовального круга должен скалыватся, обновляя свежие режущие кромки.
Оксид алюминия – этот абразив используется для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы. Бывает белый – 22А, 23А,24А, 25А (чем больше число, тем выше качество) и нормальный – 12А,13А, 14А, 15А, 16А
А коричневый оксид алюминия, WA белый оксид алюминия
WAB белый оксид алюминия + голубая связка
WA белый оксид алюминия + специальная связка
WAR белый оксид алюминия + красная связка
WAY белый оксид алюминия + желтая связка
PA розовый оксид алюминия
RA рубиновый оксид алюминия
DA белый и коричневый оксид алюминия
SA полуломкий оксид алюминия
HA монокристаллический оксид алюминия
С черный карбид кремния
Циркониевый оксид алюминия – этот абразив используется для шлифования при черновом шлифовании, обозначается 38А или
Карбид кремния – этот абразив используется для шлифования серого и отбеленного чугуна, мягкой бронзы, латуни и алюминия и неметаллических материалов, обозначается 64С-62С или GC.
Керамический оксид алюминия – этот абразив используется для прецизионного шлифования труднообрабатываемых сталей и сплавов, обозначается AS1-5, чем выше число тем больше содержание оксида алюминия, например 1-это 10%.
Размер зерна – это количество линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Чем больше размер зерен, тем грубее зерно. Чем меньше размер зерен, тем больше круг подходит для чистового шлифования.
Размер зерна шлифовального кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Крупное от 8 до 24 (F 180-80)
Среднее от 30 до 60 (F 56-24)
Мелкое от 80 до 180 (F 24-12)
Очень мелкое от 220 до 600 (F 10-4)
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Твердость связки измеряется в степени твердости шлифовального круга. Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Твердые круги применяются для работ для обработки с небольшой площадью контакта. Мягкие шлифовальные круги используются для быстрого и грубого съема материала, и для обработки твердых материалов.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
Связка шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Связка в шлифовальном круге предназначена для удержания абразивных зерен вместе и должна способствовать процессу самозатачивания зерен.
Выбор типа связки шлифовального круга влияет на скорость обработки, ее вид и точность.
Керамическая связка изготавливается из неорганических веществ – глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение – (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы – бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение – (Б). В сравнении с керамической, круги с бакелитовая связкой обладают большей упругостью и эластичностью, меньше нагревают обрабатываемый металл, однако имеют меньшую химическую и температурную стойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение – БУ), с графитовым наполнителем (B4, старое обозначение – Б4).
Вулканитовая связка – это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В)
Класс точности шлифовального кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б. Для менее ответственных операций абразивной обработки применяют инструмент класса Б. Более точным и качественным является инструмент класса А. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА. Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Зернистость шлифовального круга
Зернистость шлифовального круга влияет на качество получаемой поверхностипри шлифовании поверхности, например чем мельче зерно круга, тем выше класс шероховатости поверхности.
Зернистость шлифовального круга выбирают в зависимости от типа шлифовальной операции: черновой, получистовой или чистовой, а также необходимых требований к чистоте и точности обработки. При операции чернового шлифования используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте полученной поверхности и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные. Для шлифования деталей из материалов, склонных к большему засаливанию ( латунь, медь и многоие др. ), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью ( например шлифование торцом круга) применяют круги с более крупным зерном.
), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью ( например шлифование торцом круга) применяют круги с более крупным зерном.
Зернистость шлифовального круга характеризует размеры зерен круга в поперечнике. От величины зерен зависят чистота поверхности и точность обработки; определяется зернистость просеиванием абразивных зерен через ряд сит с различным числом отверстий.
Зернистость шлифовальных кругов выбирают в зависимости от вида выполняемой работы и требований к шероховатости обрабатываемой поверхности.
Зернистость шлифовального круга оказывает влияние на качество шлифуемой поверхности; чем мельче зерно круга, тем более чистой получается поверхность. Зернистость шлифовальных кругов характеризуется размером его абразивных зерен и обозначается соответствующим номером.
Класс неуравновешенности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на круглошлифовальный станок.
Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на круглошлифовальный станок.
Круг шлифовальный абразивный по металлу и шлифовальные круги для станков.
Узнать цену можно на странице
Круг шлифовальный абразивный, его свойства и область применения
Шлифовальные круги по металлу предназначены для зачистки и шлифовки разнообразных металлических поверхностей. Круг шлифовальный абразивный имеет в своей структуре абразивные частицы, которые осуществляют зачистку и полировку обрабатываемой поверхности. Вторая составляющая абразивного круга – это специальная связка, которая соединяет и удерживает вместе абразивные частицы. Качество абразивного шлифовального круга напрямую связано с качеством абразивных частиц. Также тип используемого абразива определяет область применения шлифовального круга по металлу. Связка имеет существенное значение в вопросе функциональности абразивного шлифовального круга, так как влияет на скорость износа абразивных частиц.
Круг шлифовальный абразивный имеет в своей структуре абразивные частицы, которые осуществляют зачистку и полировку обрабатываемой поверхности. Вторая составляющая абразивного круга – это специальная связка, которая соединяет и удерживает вместе абразивные частицы. Качество абразивного шлифовального круга напрямую связано с качеством абразивных частиц. Также тип используемого абразива определяет область применения шлифовального круга по металлу. Связка имеет существенное значение в вопросе функциональности абразивного шлифовального круга, так как влияет на скорость износа абразивных частиц.
Шлифовальные круги для станков
Шлифовальные станки обычно используются для завершающей обработки элементов, так как способны с высокой точностью снимать металл с поверхности детали. Однако высококачественные шлифовальные круги для станков позволяют проводить как предварительное, так завершающее шлифование, включая разрезку заготовок, высокоточную обработку поверхностей, заточку различных деталей.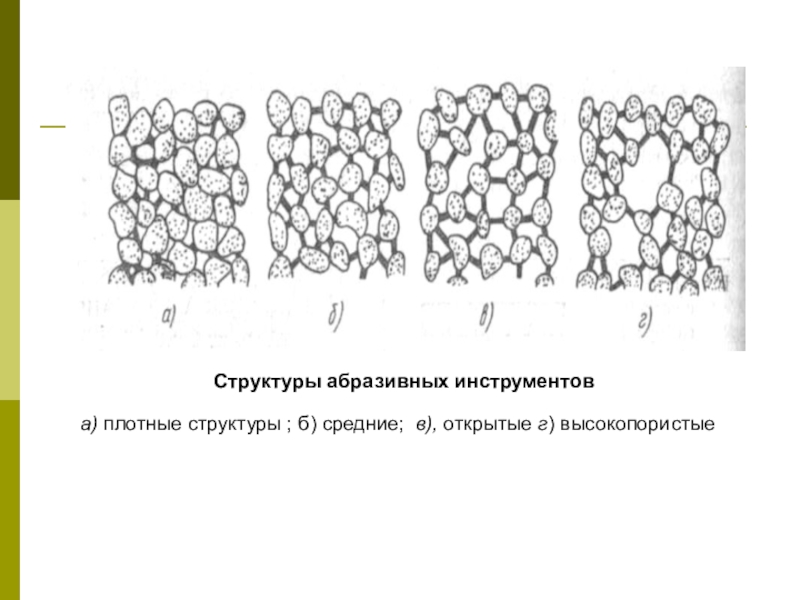 Шлифовальные станки бывают четырёх основных типов: круглошлифовальные, внутришлифовальные, плоскошлифовальные и бесцентрошлифовальные. Как понятно из названия, круглошлифовальные станки предназначены для шлифования деталей сферической и цилиндрической формы. Внутришлифовальные станки позволяют обрабатывать внутренние поверхности вращения, плоскошлифовальные предназначены для шлифования плоскостей деталей, а бесцентрошлифовальные могут шлифовать как наружные, так и внутренние цилиндрические поверхности. Шлифовальные круги для станков используются в качестве инструмента, который осуществляет шлифовку детали путём снятия слоя металла определённой толщины с её поверхности. Круг шлифовальный по металлу, установленный на станке, вращается от электродвигателя, который может быть оснащён дополнительными деталями, такими как электрощетки эг 14 и другие элементы, упрощающие работу и повышающие функциональность процесса. Чтобы выбрать подходящий тип шлифовального круга для станков, необходимо учесть предполагаемую скорость вращения круга, вид подачи детали и глубину шлифования.
Шлифовальные станки бывают четырёх основных типов: круглошлифовальные, внутришлифовальные, плоскошлифовальные и бесцентрошлифовальные. Как понятно из названия, круглошлифовальные станки предназначены для шлифования деталей сферической и цилиндрической формы. Внутришлифовальные станки позволяют обрабатывать внутренние поверхности вращения, плоскошлифовальные предназначены для шлифования плоскостей деталей, а бесцентрошлифовальные могут шлифовать как наружные, так и внутренние цилиндрические поверхности. Шлифовальные круги для станков используются в качестве инструмента, который осуществляет шлифовку детали путём снятия слоя металла определённой толщины с её поверхности. Круг шлифовальный по металлу, установленный на станке, вращается от электродвигателя, который может быть оснащён дополнительными деталями, такими как электрощетки эг 14 и другие элементы, упрощающие работу и повышающие функциональность процесса. Чтобы выбрать подходящий тип шлифовального круга для станков, необходимо учесть предполагаемую скорость вращения круга, вид подачи детали и глубину шлифования.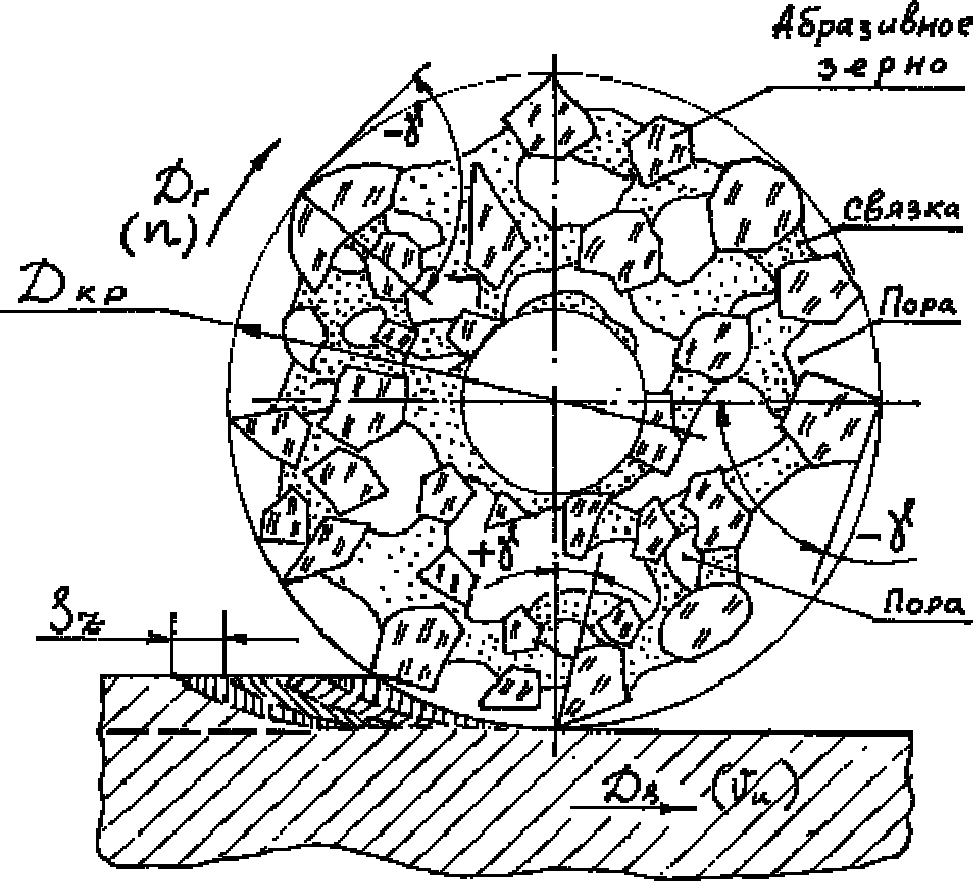 На каждый из этих параметров влияет тип абразива и связки, использующийся в структуре шлифовального круга для станков.
На каждый из этих параметров влияет тип абразива и связки, использующийся в структуре шлифовального круга для станков.
Область применения шлифовальных кругов
Круг шлифовальный абразивный может использоваться для обработки камня, бетона, чугуна, бронзы, латуни. Однако самую широкую область применения имеет круг шлифовальный по металлу. Благодаря высокой твёрдости абразивных частиц, такие круги могут шлифовать, полировать и затачивать самые прочные детали, осуществлять высокоточную обработку различных элементов. Основная сфера, в которой применяется круг шлифовальный по металлу – это конечная обработка деталей. Также этот инструмент широко используется для того, чтобы зачищать сварные швы, затачивать поверхности деталей, осуществлять притирку материалов, обеспечивать необходимое выравнивание элементов и устранять шероховатость поверхностей. Круг шлифовальный абразивный активно применяется в машиностроительной отрасли, металлообрабатывающей промышленности, при производстве железобетонных конструкций, железнодорожного покрытия, для осуществления слесарных и доводочных работ.
Маркировка абразивных шлифовальных кругов
Приобретая абразивный шлифовальный круг, вы столкнётесь с рядом параметров, обозначающих его свойства. Одним из важнейших факторов является максимальная рабочая скорость или допустимая скорость вращения круга. Этот параметр в частности определяет возможную сферу применения шлифовального круга, так как для обработки различных поверхностей требуется разная рабочая скорость. Также обычно на упаковке присутствует маркировка, содержащая рабочие характеристики шлифовального круга, его размер в миллиметрах, знак соответствия и штриховой код. Немаловажным параметром является строка, содержащая назначение шлифовального круга, где обычно указывается материал, для обработки которого предназначен данный шлифовальный круг. Отдельно указывается возможность применения шлифовального круга для отрезных работ. Также следует обратить внимание на срок годности круга и рекомендации по технике безопасности, среди которых содержатся такие инструкции, как использование защитных перчаток, респиратора, обеспечение защиты глаз и противошумной защиты во время проведения шлифовальных работ.
При выборе шлифовального круга для работы по металлу, выполнения шлифовки на станке и проведения других подобных работ немаловажно рассмотреть все факторы, влияющие на производительность процесса.
Шлифовальный круг для круглошлифовального станка
инженер поможет – Шлифовальный круг для круглошлифовального станкаЕсли у вас на шлифовальном круге написано 1A1 250x40x34 24А F30 L 5 V 35 Б 3, то думаю после прочтения сами сможете с легкостью расшифровать
Формы шлифовально кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Для круглого шлифования круг должен иметь профиль А1А или 1V1. На советских кругах было обозначение ПП или 1.
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
250-это диаметр шлифовального круга
40- это толщина шлифовального круга
34-диаметр отверстия в шлифовальном круге
Абразив и зерно шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Все шлифовальные круги состоят из двух основных компонентов – это шлифовальные зерна, которые собственно режут и связка, скрепляющая и удерживающая их в процессе резания. Соотношение зерна к свободному пространству и связки в круге характеризует структуру шлифовального круга.
Соотношение зерна к свободному пространству и связки в круге характеризует структуру шлифовального круга.
Идеальный абразив должен оставаться острым имея минимальное число острых кромок, а при затуплении абразив шлифовального круга должен скалыватся, обновляя свежие режущие кромки.
Оксид алюминия – этот абразив используется для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы. Бывает белый – 22А, 23А,24А, 25А (чем больше число, тем выше качество) и нормальный – 12А,13А, 14А, 15А, 16А; хромистый – 32А, 33А, 34А; титанистый – 37А. У иностранных производителей шлифовальных кругов обозначение следующее
А коричневый оксид алюминия, WA белый оксид алюминия
WAB белый оксид алюминия + голубая связка
WA белый оксид алюминия + специальная связка
WAR белый оксид алюминия + красная связка
WAY белый оксид алюминия + желтая связка
PA розовый оксид алюминия
RA рубиновый оксид алюминия
DA белый и коричневый оксид алюминия
SA полуломкий оксид алюминия
HA монокристаллический оксид алюминия
С черный карбид кремния
Циркониевый оксид алюминия – этот абразив используется для шлифования при черновом шлифовании, обозначается 38А или Z.
Карбид кремния – этот абразив используется для шлифования серого и отбеленного чугуна, мягкой бронзы, латуни и алюминия и неметаллических материалов, обозначается 64С-62С или GC.
Керамический оксид алюминия – этот абразив используется для прецизионного шлифования труднообрабатываемых сталей и сплавов, обозначается AS1-5, чем выше число тем больше содержание оксида алюминия, например 1-это 10%.
Размер зерна – это количество линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Чем больше размер зерен, тем грубее зерно. Чем меньше размер зерен, тем больше круг подходит для чистового шлифования.
Размер зерна шлифовального кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Крупное от 8 до 24 (F 180-80)
Среднее от 30 до 60 (F 56-24)
Мелкое от 80 до 180 (F 24-12)
Очень мелкое от 220 до 600 (F 10-4)
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Твердость связки измеряется в степени твердости шлифовального круга.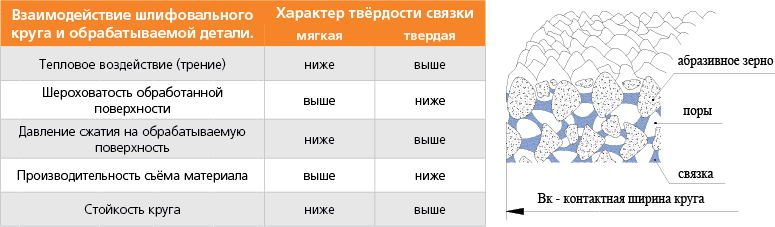 Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Твердые круги применяются для работ для обработки с небольшой площадью контакта. Мягкие шлифовальные круги используются для быстрого и грубого съема материала, и для обработки твердых материалов.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
Связка шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Связка в шлифовальном круге предназначена для удержания абразивных зерен вместе и должна способствовать процессу самозатачивания зерен.
Выбор типа связки шлифовального круга влияет на скорость обработки, ее вид и точность.
Керамическая связка изготавливается из неорганических веществ – глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение – (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы – бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение – (Б). В сравнении с керамической, круги с бакелитовая связкой обладают большей упругостью и эластичностью, меньше нагревают обрабатываемый металл, однако имеют меньшую химическую и температурную стойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение – БУ), с графитовым наполнителем (B4, старое обозначение – Б4).
Вулканитовая связка – это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В)
Класс точности шлифовального кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б. Для менее ответственных операций абразивной обработки применяют инструмент класса Б. Более точным и качественным является инструмент класса А. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА. Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Зернистость шлифовального круга
Зернистость шлифовального круга влияет на качество получаемой поверхностипри шлифовании поверхности, например чем мельче зерно круга, тем выше класс шероховатости поверхности.
Зернистость шлифовального круга выбирают в зависимости от типа шлифовальной операции: черновой, получистовой или чистовой, а также необходимых требований к чистоте и точности обработки. При операции чернового шлифования используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте полученной поверхности и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные. Для шлифования деталей из материалов, склонных к большему засаливанию ( латунь, медь и многоие др.), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью ( например шлифование торцом круга) применяют круги с более крупным зерном.
Зернистость шлифовального круга характеризует размеры зерен круга в поперечнике. От величины зерен зависят чистота поверхности и точность обработки; определяется зернистость просеиванием абразивных зерен через ряд сит с различным числом отверстий.
Зернистость шлифовальных кругов выбирают в зависимости от вида выполняемой работы и требований к шероховатости обрабатываемой поверхности.
Зернистость шлифовального круга оказывает влияние на качество шлифуемой поверхности; чем мельче зерно круга, тем более чистой получается поверхность. Зернистость шлифовальных кругов характеризуется размером его абразивных зерен и обозначается соответствующим номером.
Класс неуравновешенности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на круглошлифовальный станок.
- Профиль компании
- Продукты
- Все продукты Категория
- Бесцентрово-шлифовальный станок
- Круглошлифовальный станок
- Внутренняя Шлифовальная Машина
- Шлифовальный станок с центральным отверстием Двухшпиндельный шлифовальный станок
- Вертикально-шлифовальный станок
- Шлифовальный станок
- Новости
- Категория новостей
- Новостное письмо
- Применение
- Все приложения
- Автомобили / Велосипед / Автомобили
- Режущий инструмент / Метизы / Пневматические инструменты
- Детали для пресс-форм и обработки
- Детали трансмиссии
- Товары народного потребления
- Электронный каталог
- Все электронные книги
- Общий каталог
- Универсальный круглошлифовальный станок
- Бесцентрово-шлифовальный станок
- Внутренняя Шлифовальная Машина
- CNC угловой / врезной цилиндрический шлифовальный станок
- Шлифовальный станок с центральным отверстием
- Двухшпиндельный шлифовальный станок с ЧПУ
- Круглошлифовальный станок с ЧПУ
- Вертикальный шлифовальный станок с ЧПУ
- Шлифовальный станок с ЧПУ
- Видео
- Все видео
- NC / CNC Бесцентрово-шлифовальный станок
- NC / CNC Круглошлифовальный станок
- NC / CNC Внутренний Шлифовальный Станок
- Круглошлифовальный станок с ЧПУ
- Круглошлифовальный станок с ЧПУ
- Двухшпиндельный шлифовальный станок с ЧПУ
- Шлифовальный станок с центральным отверстием
- Вертикально-шлифовальный станок с ЧПУ
- Шлифовальный станок с ЧПУ
- FAQ
Шлифовальные станки Robbi
Компания
Robbi Group – ведущий мировой производитель в 4 секторах:
- Круглошлифовальные станки (универсальные, внутренние и наружные)
- Тяжелая хонинговальная труба Машины (горизонтальные и вертикальные)
- Мощные шлифовальные станки для коленчатого вала
- Машины для ремонта двигателя
Миссия
Проектирование и производство высокоточных, технологичных, надежных, безопасных, простых в использовании и «сделанных на заказ» точных станков для каждого клиента.
Значения
- Уровень совершенства машин Robbi Group должен превосходить ожидания клиентов
- Инновация в Robbi Group DNA
- Robbi Group решает проблемы и выполняет свои обязательства
- Мы прислушиваемся к клиентам и членам команды, чтобы постоянно улучшать
Робби Групповой подход
- Инженер-конструктор машиностроения ориентируется на понимание производственного процесса клиента
- Большая часть механических компонентов, изготовленных внутренней мастерской
- Каждый внешний компонент выбирается из числа лучших на рынке
- Программное обеспечение разработано, внедрено и улучшено внутренней командой
- Команда проекта контролирует и тестирует каждую машину
- По запросу Robbi Group шлифует заготовки Заказчика для оптимизации производственного цикла
- Robbi Group проводит обучение на рабочем месте в мастерской заказчика
- Помощь является своевременной и включает команду разработчиков
Обслуживаемые секторы и специальные проекты
Компания обслуживает аэрокосмическую, автомобильную и точную механику и является идеальным партнером во всех секторах, где требуется высокоточный процесс шлифования.
Robbi Group сосредоточила свои усилия на качестве продукции и имеет:
- реализовал множество специальных проектов (среди прочего, шлифовальный станок для полировальных кругов, высокоточный внутренний шлифовальный станок на гранитной основе,…)
- установили тысячи станков на основных рынках (Европа, Азия, Америка и Северная Африка) и во многих ведущих компаниях.
- Профиль компании
- Продукты
- Все продукты Категория
- Бесцентрово-шлифовальный станок
- Круглошлифовальный станок
- Внутренняя Шлифовальная Машина
- Шлифовальный станок с центральным отверстием Двухшпиндельный шлифовальный станок
- Вертикально-шлифовальный станок
- Шлифовальный станок
- Новости
- Категория новостей
- Новостное письмо
- Применение
- Все приложения
- Автомобили / Велосипед / Автомобили
- Режущий инструмент / Метизы / Пневматические инструменты
- Детали для пресс-форм и обработки
- Детали трансмиссии
- Товары народного потребления
- Электронный каталог
- Все электронные книги
- Общий каталог
- Универсальный круглошлифовальный станок
- Бесцентрово-шлифовальный станок
- Внутренняя Шлифовальная Машина
- CNC угловой / врезной цилиндрический шлифовальный станок
- Шлифовальный станок с центральным отверстием
- Двухшпиндельный шлифовальный станок с ЧПУ
- Круглошлифовальный станок с ЧПУ
- Вертикальный шлифовальный станок с ЧПУ
- Шлифовальный станок с ЧПУ
- Видео
- Все видео
- NC / CNC Бесцентрово-шлифовальный станок
- NC / CNC Круглошлифовальный станок
- NC / CNC Внутренний Шлифовальный Станок
- Круглошлифовальный станок с ЧПУ
- Круглошлифовальный станок с ЧПУ
- Двухшпиндельный шлифовальный станок с ЧПУ
- Шлифовальный станок с центральным отверстием
- Вертикально-шлифовальный станок с ЧПУ
- Шлифовальный станок с ЧПУ
- FAQ
- Свяжитесь с нами
- Сервисная служба
- Подписаться на рассылку
- АНГЛИЙСКИЙ
- 繁体 中文
- 简体 中文
- Español
Абразивный круг для обработки металла. Виды шлифовальных кругов для электрических заточных станков
Шлифовальные круги представляют собой абразивный инструмент служащий для абразивного шлифования поверхностных слоев различных материалов. При помощи шлифования можно выровнять дефективный и шероховатый рельеф, который возникает в следствии механической обработки материала. Выбор правильного шлифовального круга сэкономит вам большое количество времени и сил на обработку материала. Стоит также помнить, что абразивные шлифовальные круги отличаются эксплуатационными характеристиками и при правильном их выборе они могут служить длительный период времени.
Классификация шлифовальных кругов
Сегодня на рынке можно встретить огромное количество кругов предназначенных для шлифования изделий из различных материалов, все они имеют конструктивные различия могут использоваться в качестве насадки для работы со спец. инструментами. Согласно ГОСТ «Круг шлифовальный: ГОСТ Р 52781-2007», все круги различаются по типу и могут быть:
- Кольцевые;
- Тарельчатые;
- Конические;
- Двухсторонние конические;
- С конической выточкой на одной, либо на двух сторонах;
- С утопленным центром;
- Специальные укрепленные с утопленным центром;
- С односторонней или двусторонней выточкой;
- С цилиндрической выточкой с одной стороны и конической с другой;
- С двумя выточками.
В таком многообразии непосвященному в строительство человеку легко потеряться, да и не нужно их все знать, так как обычно используют «народную» классификацию, по которой абразивные шлифовальные круги делятся на:
- Лепестковые круги. С их помощью удается проводить высококачественную шлифовку поверхности без остаточных заусенец на материла. Они собраны по веерообразному принципу, когда абразивный материал напоминающий лепестки, располагается каскадом друг за другом. Чаще всего такие круги используются для шлифовки металлических труб, если же ламели накладываются друг на друга в нахлест и имеют рассечения, то такие круги предназначены для шлифовки деревянных поверхностей.
- Шлифовальные по металлу круги. Используются для устранения дефектов, наплавов и неровностей на металлических поверхностях, таких как сварной шов, например. Так как данные круги обязаны выдерживать гораздо больший уровень фрикционных нагрузок, то их проверке на прочность уделяют большое внимание.
- Шлифовальный круг алмазный абразивный. Используется для доводки готовой поверхности из практически любого материала: от керамики и оптического стекла до тяжелых твёрдосплавных металлов. Несмотря на свои высокие абразивные качества, алмаз хрупок, поэтому следует проводить шлифовку избегая ударной нагрузки. Также алмаз плавится при температуре больше 800 градусов Цельсия, поэтому при работе с ним главное не переусердствовать и периодически делать паузы охлаждая абразив специальной жидкостью.
- Круги шлифовальные на липучке. Они благодаря своей обратной поверхности из ткани прекрасно зацепляются с торцевой стороной шлифмашинки. Такие круги не обладают высокими эксплуатационными особенностями и из-за малой зернистости их чаще всего используют для шлифовки деревянных поверхностей, листов стали или снятию небольшой ржавчины.
- Абразивные фибровые шлифовальные круги. Они используются на угловатых машинках для шлифования и к их сферам применения относятся: обработка неровностей металлических и стальных поверхностей, снятие ржавчины, шлифование древесины. Изготавливаются они из специального картона полученного из спрессованной целлюлозной массы.
Обычному пользователю этой информации бывает достаточно, чтобы подобрать необходимый круг абразивный шлифовальный и успешно справится с бытовыми задачами, для тех же, кто хочет знать больше и с высокой точностью подобрать необходимый для работы шлифовальный круг, то следует обратить внимание на маркировку шлифовальных кругов.
Маркировка шлифовальных кругов
Шлифовальные круги различаются между собой множеством характеристик и параметров, все они учтены в маркировке абразивного изделия. К этим параметрам относятся:
- Тип шлифовального круга
- Размеры круга
- Применяемый абразивный материал
- Уровень твердости
- Размер зернистости
- Класс неуравновешенности
- Класс точности
- Структуру
- Вид связки
В зависимости от производителя, то маркировка может быть различная, так как ГОСТ для кругов в зависимости от их назначения может также различаться. Для вашего удобства мы приводим пример расшифровки распространенного шлифовального круга маркировки 30А25СМ27КА3, котором:
- 30А – вид применяемого абразива (белый электрокорунд)
- 25 – уровень зернистости равный 315-250 мкм
- СМ27 – характеризует, что шлифовальный круг абразивный относится к среднему типу мягкости, со средней структурой
- К – используется неорганическая керамическая связка
- А – класс точности круга
- 3 – Уровень неуравновешенности
Все шлифовальные круги абразивные маркируется по подобной схеме за исключением редким различий, которые зависят от компании производителя шлифовального круга.
Тип и размер шлифовальных абразивных кругов
Перечень и разнообразие типов шлифовальных кругов согласно ГОСТ Р 52781-2007 мы с вами уже рассмотрели немного выше. Что касается размеров, то они обозначаются согласно образцу DхТхН, где D – это общий наружный диаметр круга, T – его высота и H – внутренний диаметр отверстия изделия. При выборе типа круга, нужно первым делом обратить на тип рабочего инструмента или ручного оборудования, а также на саму поверхность обрабатываемого материала. При выборе размера круга стоит отталкиваться от того, какая площадь круга будет задействована и будет ли вся она подвергаться равномерной нагрузке. Абразивные маленькие шлифовальные круги быстрее приходят в негодность в отличии от больших, так как на них меньшему количеству зерен суммарно приходится снимать большее количество материала, на больших же кругах нагрузка идет более равномерная и зерна стачивается медленней. Особое внимание стоит уделить выбору размера шлифовального алмазного круга, где толщина напыления должна быть не больше толщине материала, который обрабатывается, иначе на краях поверхности круга могут появиться дефекты.
Абразивный материал
В качестве абразива на шлифовальных кругах используется алмаз, карбид кремния, эльбор, электрокорунд. Все абразивные материалы между собой различаются по сопротивлению термическим нагрузкам, износостойкостью, хрупкостью, зернистостью, но самым главной их характеристикой является степень твердости. Если перед вами стоит выбор, какому же абразивному материалу следует отдать предпочтение, то следует учитывать, что:
- Алмаз применяется для шлифования и доводки как твердых, так и хрупких материалов (включая стекло и керамику), заточки режущих инструментов, а также для чистового шлифования. Шлифовальный круг алмазный абразивный очень хрупок и может с легкостью расколоться от ударного воздействия, легко самозатачивается.
- Электрокорунд нормальный применяется для обработки материалов, которые имеют высокое сопротивление к разрыву. Абразив имеет высокую вязкость, что дает возможность его использовать в операциях с разным уровнем фрикционной нагрузки. Обладает отличному сопротивлению высоким температурам и хорошо сцепляется с поверхностями, благодаря чему равномерно шлифует материал.
- Электрокорунд белый. Используется для тех же операций, что и электрокорунд нормальный с тем различием, что что белый электрокорунд гораздо более стойкий к износу, высокой температуре, а также лучше обрабатывает поверхность.
- Карбид Кремния. Используется при обработке хрупких материалов, которые трескаются под корундом, а также для шлифовки вязких поверхностей, таких как резина, аллюминий, медь.
- Эльбор. Шлифовальный абразивный круг с таким абразивом следующий по твердости после алмазного круга, однако гораздо менее хрупок и защищен от ударных воздействий. Используется для шлифования и доводки сложных для обработки деталей.
Уровень зернистости шлифовального круга
Шлифовальные абразивные круги различаются также между собой зернистостью – это один из самых важных параметров, от которого зависит качество выполняемой шлифовальной обработки, а если точнее, то размер зерна влияет на: количество снимаемого материала за один рабочий ход, скорость шлифования, уровень изнашиваемости круга. Зерно – это кристаллические элементы на поверхности круга, которые между собой различают по ширине: чем ширина больше – тем большую поверхность будет снимать круг и следовательно меньше усилий придется затрачивать на работу. При выборе уровня зернистости, надо отталкиваться от того, насколько чистой должна быть в конечном счете обрабатываемая поверхность, так как хоть при помощи большого зерна можно добиться быстрого шлифования материала, однако чистота поверхности материала будет сомнительной. Маркировка шлифовальных кругов по зернистости представлена на таблице ниже, в которой учтены старые и действующие стандарты, которые могут быть использованы современными производителями.
Шлифовальные заточные круги
Заточные станки сегодня повсеместно используются для заточки любого вида металлических и стальных инструментов: от зенкеров, топоров, ножей до сверл и цепей. Несмотря на более чем столетнюю историю развития данного станка и усовершенствование технологии, главным элементом электроточила, который напрямую влияет на эффективность станка – это шлифовальные круги заточные абразивные. На нашем сайте вы можете обнаружить большой перечень заточных кругов, часть из которых представлены на таблице:
Восстановление шлифовальных кругов
Зерна шлифовального круга со временем стираются и разрушается, что влияет на геометрию круга и делают его негодным к эксплуатации. Чтобы им можно было вновь работать – требуется провести правку шлифовального изделия. В домашних условиях правку лучше всего производить инструментом с алмазным абразивом, на предприятиях же восстанавливают круг по технологии накатывания.
– товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
- Электрокорунд
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
- Карбид кремния
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).
Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D – это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
8,9,10 – открытая;
11,12 – пористая.
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- – сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
- – кольцевой тип (К)
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- – тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка лепестковых шлифовальных кругов производится с указанием типа, внешнего диаметра, внутреннего диаметра, высоты, зернистости и серии шлифшкурки.
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
Под шлифовкой поверхностей деталей из всевозможных материалов понимают главную первоначальную операцию для снятия задиров, зазубрин, остающихся после работы различных металлообрабатывающих станков, заточки ножей. В целях качественной обработки необходимо выбрать шлифовальный круг с характеристиками, отвечающими виду и размерам детали, проходящей эту процедуру.
Общие сведения
Абразивный шлифовальный инструмент фактически представляет разновидность резцового металлообрабатывающего оборудования. Рез осуществляется с помощью большого числа твёрдых частиц. Видов шлифкругов очень много, о некоторых имеют понятие только те, кто с ними сталкивался. К примеру, в авиастроении и космической отрасли используется специальный инструмент. Однако выполняет он ту же работу, что и остальные подобные приспособления.
Для различных покрытий имеется своя разновидность шлифовочного круга. С их помощью обработке поддаются стальные, чугунные изделия, сплавы цветных металлов и кованные принадлежности. Специальная оснастка есть для работы со стеклом, керамикой и кирпичом. Наиболее распространённые абразивные инструменты, находящиеся в применении к настоящему времени представлены:
- Кругами.
- Головками.
- Фрезами, или шарошками.
- Сегментами.
- Брусковыми приспособлениями.
После обработки таким оборудованием оставшиеся шероховатости определяются классами А, Б и АА. Лучшее качество шлифовки, обозначаемое буквами АА, достигается на высокоточных станках.
Классификация наждачных инструментов
Градация кругов по видам происходит двумя способами. Первый из них определяется двумя официальными документами: старым советским ГОСТом 2424-83 «Круги шлифовальные: технические условия» и современным «Круг шлифовальный: ГОСТ Р 52781- 007». Однако то, что содержится в них, большинству неподготовленных пользователей будет мало понятно.
Для этого существует вторая, народная спецификация шлифовального инструмента:
Качественные характеристики изделий
Различных параметров, по которым классифицируются такие изделия, очень много. Ещё больше видов маркировок абразивных кругов в связи с тем, что существует масса различных комбинаций этих свойств. Основными параметрами абразивных кругов для точильных станков считаются:
Для использования выбирается круг с соответствующими показателями, которые указываются в маркировке на самом изделии.
Зернистость приспособления
Это наиболее значимая характеристика. От её величины зависит, насколько гладко будет отшлифован образец. Кроме того, размер износа, производительность, толщина снимаемого слоя за один цикл также в большей мере зависят от этого показателя. Чем меньше зерно инструмента, тем выше чистота обработки. Однако скорость работы при такой зернистости снижается. К тому же такое приспособления чаще вызывает прижог детали.
Старый стандарт определяет величину зерна в микронах, по-новому обозначается буквой F с номером. Чем выше цифровая составляющая, тем меньше зернистость. Все эти показатели сведены в таблицу зернистости шлифовальных кругов.
Материалы для изготовления
Как и все характеристики, требования к материалу, из которого изготавливаются шлифовочные круги, соотносятся с ГОСТом. Минимальные условия – износостойкость, низкая теплоотдача, твёрдая поверхность. Исходя из этих условий, абразивный инструмент производится из такого материала:
Применение связующих материалов
Для плотной компоновки и предохранения от разрушения в шлифовальных ругах применяют специальные вещества. Их качество, разновидность, ровное распределение влияют на все характеристики абразивных инструментов. А также наличие этих материалов проявляет способностью к самостоятельной заточки выкрошенных участков шлифовального камня. Если связующий компонент не соответствует обрабатываемой поверхности, инструмент утрачивает своё главное свойство, усиливается износ, выкрашивание ещё не сработанного зерна, появляется пригорание и засаливание.
В качестве связывающих элементов возможно использование органических и неорганических связок. Первые представляют керамические и силикатные материалы, вторые – бакелитовые и вулканитовые.
В связке из керамики задействованы такие материалы: огнеупорная глина, кварц и шпат. Они прочные, долговечные, с устойчивостью режущей кромки. Инструмент на такой основе можно охлаждать специальными эмульсиями. Круги малой толщины разрушаются при боковом воздействии. Обозначаются К0, К1, К3 и так далее. При их изготовлении используется карбидно – кремниевое или электрокорундовое зерно. Хорошо шлифуют всеми способами, кроме резки и применения в узких пазах.
Порошок из бакелитовой смолы и лака составляет связку Б, Б1, Б2 и другие. Такие круги тонкие, прочные и упругие. Однако при нагреве такое соединение плывёт и зёрна вываливаются. Для повышения термостойкости в такую связку добавляют криолит. Смачивание при шлифовании кругами с бакелитовой связкой запрещается.
Смесь искусственного каучука с серой даёт связку вулканитовую. Её упругость выше, чем у бакелитовой, но термостойкость хуже. Эластичность позволяет изготавливать тонкие отрезные диски с обозначением В, В1, В2.
Высокопрочная металлическая связь производится на медной, оловянной, алюминиевой и прочей основе. Используется при изготовлении алмазных и эльборовых шлифкругов.
Показатели твёрдости
Это свойство описывает возможность диска сохранять зёрна при внешнем влиянии. Чем она ниже, тем быстрее происходит разрушение абразива. Расшифровка твёрдости шлифовальных кругов для станков выглядит таким образом:
Этот параметр определяется глубиной выемки от пескоструйки или твердомером Роквелла. Чаще всего используются шлифовальные диски среднего показателя твёрдости. Они максимально производительны и долговечны. Для внутренней и плоской шлифовки подойдут мягкие инструменты. При обточке резьб, маленьких по диаметру деталей нужны жёсткие круги. Как правило, чем тверже заготовка, тем мягче нужен абразивный инструмент.
Точность шлифовального круга
При определении этого параметра оценивают имеющиеся трещины, раковины и расположение поверхностей относительно друг друга. Самые точные принадлежности характеризуются минимальными несоответствиями и устанавливаются на прецизионных станках высокой точности обработки и на высокоскоростном оборудовании. Маркируются буквами АА.
Следующие по точности абразивные приспособления немного уступают самым качественным. Обозначаются литерой, А. Образцы низшей категории точности в полтора – два раза уступают принадлежностям, А – класса. Помечаются буквой Б и используются для не самых точных операций по шлифовке.
Размер абразивной оснастки
Этот параметр соблюдается в соответствии с ГОСТом 2424-75. Габариты дисков строго соблюдаются. Всё шлифовальное оборудование разрабатывается под эти стандарты:
- Внешний диаметр круга обозначается D, его размеры от 3 до 1100 миллиметров.
- Внутренний диаметр, размерами от 1 до 305 мм, маркируется литерой d.
- Высота, или толщина, это h с величиной 0, 18-250 миллиметров.
Неустойчивость инструмента
Эта характеристика показывает отклонения заточного круга для точила от положения покоя – проще говоря, биение при вращении. В маркировочном штампе указывается рядом с классом точности и имеет обозначения от 1 до 4. Единица говорит о высоком качество оснастки.
Структура поверхности
Её плотность определяется соотношением числа зёрен к объёму диска. Соответственно, чем больше их число и меньше коэффициент, тем плотнее круг. Плотная поверхность имеет обозначение 1-4, маркировка 5-7 гарантирует средний показатель. 8-10 – открытая структура, а коэффициент 11 и 12 означает пористый тип наждака.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
Удаление слоя материала детали или заготовки путем абразивного воздействия инструментом является одним из основных процессов в металлообработке. Он производится на специальных станках и с помощью электро- или пневмоинструмента, при этом основным рабочим элементом является шлифовальный круг . При этом возможность деталей той или иной конфигурации зависит от типа шлифовального круга, формы его режущей поверхности.
Основные типы шлифовальных кругов
Используемые в промышленности виды абразивных кругов различаются по конструктивным особенностям и регламентируются ГОСТ Р 52781-2007. В документе установлено 39 видов профилей кругов, но если взять наиболее часто используемые, то можно выделить следующие виды инструмента имеющий:
- прямой профиль;
- профиль кольцевой;
- профиль конический;
- конический двухсторонний профиль;
- выточки на одной или двух сторонах;
- профиль имеющий утопленную переднюю часть;
- выточки конической и цилиндрической формы;
- две выточки.
Подробнее ознакомиться с профилями абразивных кругов вы сможете на представленном ниже видео.
Каждый из вышеуказанных видов шлифовальных кругов максимально приспособлен для проведения определенных операций – обработка, шлифование, полировка, заточка. Основным критерием выбора является тип обрабатываемой заготовки и характер обработки. Помимо сглаживания поверхности они используются для подготовки выемок, пазов различной конфигурации и других операций с черными и цветными металлами, бетоном, камнем и другими материалами.
Так, абразивные круги тип 1 с прямым профилем по ГОСТ Р 52781-2007 широко используются для заточных операций. Основной рабочей поверхностью при этом является торец круга. Также они широко используются для круглого наружного, внутреннего и бесцентрового шлифования, а также плоской обработки периферией круга.
Для похожих операций применяются и абразивные круги тип 2 с кольцевым профилем, отличающиеся от типа один большей шириной торцевой части. Это позволяет значительно увеличить зону обработки при проведении круглого наружного, внутреннего и бесцентрового шлифования, а также при заточке.
Круги с коническим и двухсторонним коническим профилем могут быть использованы для всех указанных выше работ. Благодаря своей форме данный тип кругов может быть использован для выполнения различных выемок. Также он используется для вышлифовывания зубьев шестерен и обработки резьбы.
Круги чашки цилиндрической и конической формы широко используются для заточки инструмента. Также они отлично подходят для плоского шлифования торцом. По своей конфигурации они напоминают круги с прямым профилем и конической выточкой, но отличаются расположением торца под прямым углом к боковой плоскости.
Ещё один широко используемый тип шлифовальной поверхности – это тарельчатые круги. Благодаря их конфигурации и минимальному размеру торца они получили применение в процессах заточки и доводки передних граней фрез, обработки зубьев долбежных и других инструментов.
Как выбрать абразивный круг
Помимо указанных выше видов абразивного круга, при подборе инструмента необходимо учесть и другие факторы. В первую очередь – это сфера применения, промышленные станки или ручной инструмент. Далее следует определиться с зернистостью инструмента.
Размер частиц круга может составлять от 12 до 4 000 мкм, что обозначается индексом F в маркировке. Крупнозернистым считается круг с маркировкой F16– F24, среднезернистым – F30– F60 и мелкозернистым – F70– F220. Чем крупнее размер зерна, тем быстрее происходит удаление слоев металла и других материалов, но тем хуже качество поверхности. Поэтому для окончательной, точной шлифовки используются мелкозернистые круги.
Наилучший вариант – чтобы круг соответствовал обрабатываемому материалу. Об этом можно судить по изображениям на поверхности (металл, камень, бетон и т. д.). Есть и универсальные, подходящие для любой поверхности. Также обратите внимание на допустимую скорость вращения, указанную на этикетке изделия и дополнительно обозначенную цветом маркировки – зелёная до 100м/с, красная – до 80 м/с и желтая до 63 м/с. Только при правильном выборе формы и характеристик круга можно обеспечить высокое качество и безопасность работ.
Шлифовальные круги предназначены для удаления небольшого количества материалов с поверхности заготовки. Таким способом удаляются неровности, выполняется заточка различного инструмента. Для выбора той или иной модели следует ознакомиться с классификацией и видами шлифовальных кругов.
Назначение шлифовальных кругов
Область применения этих инструментов по обработке широка. Они отличаются не только внешним видом, но и способом изготовления. С помощью шлифовальных кругов можно убирать небольшой объем с поверхности заготовки, тем самым улучшая технические и эксплуатационные характеристики, внешний вид.
Под определение шлифовального круга попадает множество материалов и инструментов. Поэтому целесообразно рассмотреть наиболее распространенные из них. Для бытовых целей чаще всего используются торцевые, которые устанавливаются на дрель. Кроме этого, следует учитывать маркировку изделия, возможность применения на специальных заточных станках, размер.
Способы применения шлифовальных кругов в зависимости от маркировки и состава:
- шлифование поверхностей различных деталей и заготовок. Степень обработки зависит от зернистости, общей площади контакта и скорости вращения;
- заточка инструментов. Для выполнения этих действий необходимо использовать специальные алмазные точила.
Во время выбора учитывается материал изготовления заготовки. Для обработки деревянных, стальных и полимерных поверхностей с помощью дрели применяются различные типы шлифовальных кругов.
Для выполнения некоторых типов работ иногда требуются шлифовальные круги нестандартной конфигурации и размеров. У других моделей они отличаются не только зернистостью, но и формой. Чаще всего подобные модели применяются для комплектации заводских станков.
Виды кругов для шлифовки
Чтобы определить типы шлифовальных кругов необходимо ознакомиться с ГОСТ 2424-83. В нем указывается область назначения, материал изготовления и требования к техническим параметрам этого типа инструментов. Но определяющим значением являются условия эксплуатации.
В настоящее время для выполнения шлифовальных работ могут быть использованы следующие типы торцевых и плоскостных кругов с соответствующей маркировкой и обозначением:
- шлифовальные по металлу. Применяются для обработки сварных соединений. После установки на дрель торцевой частью происходит обработка заготовок и деталей;
- алмазные. Предназначены для финального шлифования поверхности заготовки. Следует помнить, что они относятся к разряду заточных. Характеризуются особым составом;
- фибровые. Изготавливается из многослойной вулканизированной бумаги. Обработка происходит как торцевой, так и плоскостной частью материала. Предназначены для установки на дрель;
- лепестковые. Состоят из множества лепестков, установленных на монтажном кольце. Характеризуются высокой приспосабливаемостью к любым типам поверхностей заготовок. С помощью лепестковых дисков эффективно удаляется ржавчина;
- самозацепляемые. Характеризуются высоким показателем зернистости. Одна часть имеет клейкую основу для установки на дрель. Предназначены для тонкой обработки деревянных или металлических поверхностей.
Перед тем как выбрать следует учитывать зернистость шлифовальных дисков. Это же относится и к заточным моделям. Чем больше размер зерна — тем интенсивнее будет сниматься материал с поверхности детали во время обработки точилом.
Также учитывается диаметр. Для бытовых станков применяются модели с диаметром от 50 до 300 мм. Во время тонкой обработки могут быть установлены круги специальной формы.
Материал изготовления заточных шлифовальных кругов
Степень обработки шлифовального круга во многом зависит от его структуры. Учитывая различные типы операций, производители предлагают несколько типов для дрели, отличающихся маркировкой, материалом изготовления и типом обработки — торцевой или плоскостной.
Главным требованием к материалу изготовления являются абразивные свойства. Одновременно с этим они должны иметь достаточную механическую прочность, не разрушаться под воздействием агрессивных сред. Последнее качество особо важно при использовании охлаждающих жидкостей. Это не свойственно для лепестковых моделей.
Структуру и состав материала изготовления можно определить по маркировке и обозначению. Там же указана область применения шлифовального круга:
- электрокорунд. Разделяются на белые (22А, 23А, 24А, 25А), нормальные (12А, 13А, 14А, 15А, 16А), хромистые (32А, 33А, 34А), титановые (37А) и циркониевые (38А). Чем больше число — тем выше качество изготовления;
- карбид кремния. Изготавливается зеленого (62С, 63С, 64С) и черного (52С, 53С, 54С, 55С) цветов. Первый имеет более хрупкую структуру. Используются в качестве заточных;
- алмаз. Основная область применения — заточка и шлифование твердосплавного инструмента. С помощью алмазных кругов можно выполнять доводку других типов шлифовальных поверхностей;
- эльбор. По свойствам близок к алмазу, но отличается большей термостойкостью. Для бытовых нужд в качестве точила практически не применяется, так как имеет высокую стоимость.
Следующим свойством торцевых кругов для дрели является их зернистость. Она определяет чистоту получаемой поверхности. В старом ГОСТ основной характеристикой являлся размер зерна. Это характеристика может варьироваться от 20 до 200 мкм. Зернистость по ГОСТ 52381-2005 обозначается Fx (где x — характеристика размера зерна). Чем выше это значение, тем меньше размер частиц.
В каждом конкретном случае материал изготовления шлифовального круга для торцевой обработки с помощью дрели определяется в индивидуальном порядке. На это влияют свойства заготовки, требуемая степень ее шлифовки.
Маркировка основных шлифовальных кругов
Для того чтобы выбрать оптимальные модели шлифовального круга необходимо знать условные обозначения на его поверхности. Таким образом можно узнать не только способ его изготовления, но и зернистость, точные размеры и конфигурацию: лепестковый, обычный или специальный заточной.
В первую очередь следует определить материал изготовления и возможность использования как точила на станке. Данные можно взять из перечня, описанного выше. Затем узнается зернистость круга для дрели. В некоторых случаях пиктограмма указывает на невозможность торцевой обработки. Чаще всего это касается корундовых дисков по металлу.
Следующим свойством является твердость шлифовального круга. Классификация зависящая от его состава:
- F, G. Относятся к разряду очень мягких;
- H, I, J. Мягкие, предназначены для чистовой обработки деталей;
- K, L. Таким образом маркируются изделия со средней мягкостью;
- M, N. Средние, наиболее распространенный тип;
- O, P, Q. Со средней твердостью;
- R, S. Твердые;
- T, U. Очень твердые, используются в качестве точила;
- V, W, X, Y, Z. Чрезвычайно твердые.
Производители редко обозначают структуру и состав диска на маркировке. В первую очередь это относится к типу связи. Данный термин указывает, какой состав применялся для создания однородной массы. В настоящее время в качестве связующего компонента может использоваться керамическая, бакелитовая и вулканитовая связки.
Во время эксплуатации может нарушиться геометрия овального круга или размер лепесткового основания. В особенности это касается торцевой обработки деталей с помощью дрели или станка. В таком случае необходимо сделать правку согласно маркировке. Для этого рекомендуется использовать твердосплавный инструмент или алмазные диски.
В видеоматериале показаны основные виды шлифовальных кругов:
Виды и особенности шлифовальных кругов. Цена абразивного круга.
Заточка режущего инструмента и поддержание его в рабочем состоянии является необходимым условием для качественной обработки различных деталей. Производительность данной операции во многом зависит от правильности выбора подходящих шлифовальных кругов. Подбирать подобные изделия необходимо с учетом материала, применяемого для его изготовления, структуры и химического состава обрабатываемой заготовки. Кроме того, следует обращать внимание на степень шероховатости поверхности, а также назначение и конструкцию заточного станка.
Цена шлифовального круга
К примеру, цена на шлифовальный круг в компании «Эскада» зависит от таких факторов, как:
- Режим заточки;
- Степень твердости;
- Размер и форма;
- Тип связки;
- Класс точности;
- Зернистость используемого абразивного материала.
Чем больше диаметр шлифовального круга, тем выше производительность осуществляемых с его помощью операций. Такие режущие инструменты часто применяются при полировании и шлифовании поверхностей заготовок, изготовленных из металла, камня, фарфора, стекла или дерева. В последнее время они широко используются ювелирами для производства, огранки и финишной обработки всевозможных украшений и драгоценностей.
Применение шлифовальных кругов делает деталь более гладкой и привлекательной. Без такого режущего инструмента практически невозможно реализовать задачу сглаживания неровностей и очистке металлических заготовок от ржавчины. При помощи специальных съемных насадок можно создавать выемки и пазы разных размеров и формы.
Виды абразивных кругов
Шлифовальные круги с кольцевым или прямым профилем часто используются в быту, при проведении обдирочных работ, а также в малых станках для шлифовки металлов. Наиболее распространены конические модели таких инструментов, отличающиеся универсальностью, что позволяет применять их для обработки любых поверхностей. Рабочая часть изделия может быть выполнен из электрокорунда, карбида кремния, керамики, оксида алюминия, эльбора или иметь особое алмазное покрытие.
В настоящее время выделяют шлифовальные круги на бакелитовой или вулканитовой связке. В первом случае изделие изготавливается с использованием специального связующего компонента – искусственной смолы, придающей инструменту эластичность и упругость. Однако, за счет улучшения этих характеристик значительно снижается уровень износостойкости по причине слабого закрепления абразивных зерен.
Для производства шлифовальных кругов на вулканитовой основе применяется термообработанный синтетический каучук. Их стоимость превышает цену других моделей, но это объясняется устойчивостью к износу и более высоким качеством абразивной обработки.
Выбор диаметра изделия зависит от количества оборотов шпинделя на используемом заточном станке, а также от его способности обеспечить необходимую скорость резания. Некоторые шлифовальные круги обладают свойством самозатачиваемости, что позволяет восстанавливать или удалять затупившиеся зерна.
Плоскошлифовальные круги: типы и характеристики
На плоскошлифовальном станке абразивный шлифовальный круг, который вращается с очень высокой скоростью, удаляет материал с поверхности заготовки, который подается на круг.
Как изготавливаются абразивные круги и каковы характеристики шлифовального круга? Давайте подробно рассмотрим круг плоско-шлифовального станка.
Что такое шлифовальный круг?
Шлифовальный круг содержит абразивные зерна выбранного размера, скрепленные связующим веществом.Однако весь объем шлифовального круга не заполнен абразивными зернами и связующим элементом, и это приводит к образованию зазоров между абразивными зернами и связующим элементом, которые называются порами.
Абразивное зерно в вашем шлифовальном круге имеет уникальное качество, называемое « рыхлость »; Хрупкость – это способность абразивного зерна ломаться под действием высоких сил резания, что улучшает его режущую способность.
Ваша цель использования шлифовального круга в качестве инструмента – получить высококачественную отделку поверхности, прецизионную геометрическую точность (с точностью до 0.0025 мм), а также его способность шлифовать закаленные поверхности, карбид и керамику. Производительность вашего шлифовального круга с точки зрения скорости съема материала и качества поверхности зависит от типа и размера абразивных зерен, типа связующего материала и пор или пустого пространства между абразивом и связующим материалом. Приходите, давайте рассмотрим каждый из следующих факторов.
- Тип абразива
- Размер зерна
- Вид облигации
- Марка колеса
- Конструкция колеса
Тип абразива
Абразивы бывают двух видов – натуральные и промышленные, однако природные абразивы из-за примесей не используются.
Обычно используемые промышленные абразивы – это оксид алюминия, карбид кремния, алмаз и кубический нитрид бора.
Можно использовать шлифовальные круги из оксида алюминия, карбида кремния, кубического нитрида бора и алмаза как под:
| Тип абразива | Твердость по Кнупу | Типичное использование |
| Оксид алюминия. | 2100 HK | Пластичные материалы, такие как сталь и другие высоколегированные материалы.Может также использоваться для чугуна. |
| Карбид кремния. | 2400 HK | Чугун, алюминий, медь и латунь. |
| Нитрид бора кубический. | 5000 HK | Инструментальные стали и твердые сплавы закаленные. |
| Алмаз (синтетический или поликристаллический алмаз). | 6000 HK | Инструменты из стекла, керамики и твердого сплава. |
Размер зерна
Зернистость вашего шлифовального круга влияет на скорость съема материала и качество поверхности, а размер зерна варьируется от 8 до 600 (8 – крупное, 600 – очень мелкое). .
Размер зерна шлифовального круга контролирует возможную глубину резания. Зерно большего размера больше выступает на периферии или торце шлифовального круга, что приводит к большей глубине резания, а мелкие зерна выступают меньше, что приводит к меньшей глубине резания. Следовательно, размер стружки хороший в случае колес с меньшим размером зерна.
Вверху: шлифовальные круги с разным размером зерна.
Размер зерна в вашем шлифовальном круге классифицируется как : крупное 8-30, среднее 30-60, мелкое 70-180 и очень мелкое 200-600 .Скорость съема материала будет больше для вашего шлифовального круга с грубым абразивом и меньше для круга с мелким абразивом; Кроме того, шлифовальные круги с мелким или очень мелким абразивом дают лучшую отделку по сравнению с шлифовальными кругами со средним или крупным зерном. Кроме того, вы должны использовать шлифовальные круги с крупными зернами для мягкого материала и шлифовальные круги с мелкими зернами для твердых материалов.
Тип облигации
Bond – это материал, используемый для склеивания абразивных зерен в шлифовальном круге; Используемые связующие материалы: керамическая связка, силикатная связка, резиновая связка, смоляная связка и металлическая связка.
Керамическая связка ( V ) – Большинство ваших шлифовальных кругов, используемых в промышленности, имеют керамическую связку и представляют собой комбинацию глины и керамики. Ваш шлифовальный круг на керамической связке обладает хорошей прочностью, термической стабильностью и может работать со скоростью до 2000 метров в минуту; он инертен к маслу и воде и подходит для мокрого шлифования.
Силикатная связка ( S ) -Ваш шлифовальный круг с силикатной связкой содержит силикат натрия и используется для шлифовальных операций, где тепло, выделяемое при шлифовании, должно быть сведено к минимуму, например при шлифовании затвердевшего материала инструмента.
Резиноидная связка ( B ) – Ваши шлифовальные круги на полимерной связке используют термореактивную смолу в качестве связки и используются для чистовых операций и в качестве отрезных кругов.
Ваши диски с резиновой связкой ( R ) в основном используются для отрезных кругов, и они гибкие.
Shellac bond ( E ) – Ваши шлифовальные круги на связке шеллаком обладают высокой прочностью, низкой жесткостью и используются для чистовых операций; кроме того, она обеспечивает меньшую температуру при шлифовании, чем керамическая связка.
Металлическая связка (M) – Ваш шлифовальный круг с металлической связкой используется для шлифования алмаза и кубического нитрида бора, связующий материал – латунь.
Марка колеса
Марка вашего шлифовального круга указывает на прочность связующего материала с абразивными зернами, а также на то, насколько прочно связка удерживает абразивные зерна. Марка вашего шлифовального круга также называется твердостью круга. Марка шлифовального круга обозначается буквами от A до Z; A обозначает мягкий класс; M обозначает средний класс, а Z обозначает твердый класс.
Вы используете шлифовальный круг из твердого сплава для шлифования мягких материалов и шлифовальный круг из мягкого сплава для шлифования твердых материалов; также вы можете использовать твердый сплав для высокой скорости съема материала (низкая чистота поверхности) и мягкий сплав для низкой скорости съема материала (высокая чистота поверхности).
Строение
Структура вашего шлифовального круга показывает количество пространства или воздушных карманов между связующим материалом и абразивными зернами.
Структура вашего шлифовального круга представлена числами от 1 до 15 , меньшие числа указывают на плотную структуру, а большие числа – на открытую структуру.
Вы используете шлифовальные круги с открытой структурой для высокой производительности съема материала (мягкий материал и низкое качество поверхности) и шлифовальные круги с плотной структурой для низкой производительности съема (твердый материал и высокое качество поверхности).
Условия эксплуатации
Успех вашего процесса плоского шлифования зависит от скорости шлифовального круга, рабочей или поперечной подачи, подачи, подачи СОЖ, балансировки и правки шлифовального круга.
Скорость вашего шлифовального круга выражается в оборотах в минуту или в метрах в секунду (окружная скорость).
Рабочая скорость – это скорость, с которой ваша заготовка перемещается по периферии или торцу круга.
Отношение скорости вращения круга к рабочей скорости очень важно для процесса шлифования, и необходимо поддерживать его надлежащее значение.
Балансировка шлифовальных кругов
Вибрация в вашем плоскошлифовальном станке во время процесса шлифования имеет решающее значение с точки зрения срока службы круга и качества поверхности заготовки
Поскольку шлифовальный круг вашего станка вращается на высоких оборотах, даже условия небольшого дисбаланса могут вызвать сильные вибрации и привести к плохому качеству поверхности, более быстрому износу круга и даже могут быть опасны для оператора.
Балансировочные грузы находятся на монтажном фланце вашего шлифовального круга. Вам необходимо собрать шлифовальный круг, надеть оправку и поставить на статический балансировочный стенд.
Выполните статическую балансировку колеса, перемещая грузы на монтажном фланце до тех пор, пока колесо не станет статичным при любом угле поворота.
Правка
После того, как колесо будет сбалансировано, возьмите его на машину и поправьте, чтобы оно работало правильно. Повторите процесс статической балансировки еще раз.
Если у вас есть средство динамической балансировки, вы можете его использовать.
Техническая информация – Основы абразивных материалов на связке
Техническая информация включает:
- Как читать спецификацию связанного абразива
- Обозначение терминологии связанного абразива
- Таблица преобразования скорости вращения колеса
- Абразивное зерно, марка, структура круга и связки
- Надлежащее хранение связанного абразива
Для Полный доступ ко всем этим ресурсам, подробности смотрите в нашем каталоге.
Абразивные зерна
Абразивные зерна (керамический оксид алюминия, оксид циркония, оксид алюминия и карбид кремния) выполняют режущее действие. Идеальный шлифовальный абразив имеет способность разрушаться до того, как произойдет серьезное затупление, и обеспечивает максимальную стойкость к точечному износу. Каждый абразив имеет особую кристаллическую структуру и характеристики излома, что делает его пригодным для шлифования определенных материалов.
Medalist – керамический оксид алюминия
Зерно с превосходными характеристиками для жаропрочных сплавов, таких как Inconel, Waspalloy и Haspalloy, закаленных инструментальных сталей, напыляемого металла или стеллита и других закаленных сталей.
Цирконий Глинозем
Жесткий, острый абразив, разработанный для оптимальной работы в отрезных кругах, зацепляющих кругах и кругах с углубленным центром для шлифования или резки литой стали, легированной стали, а также ковкого и ковкого чугуна.
Оксид алюминия
Прочная, острая зернистость, полученная в контролируемых условиях и специально адаптированная для шлифования или резки материалов с высокой прочностью на растяжение, таких как легированная сталь, быстрорежущая сталь, отожженный, ковкий чугун и вязкая бронза.
Карбид кремния
Это очень твердое, острое абразивное зерно, используемое при шлифовании карбида вольфрама и материалов с низким пределом прочности, таких как чугун, бронза, алюминий, медь и неметаллические материалы, такие как пластмассы, стекло, мрамор, гранит и камень.
Марка
Марка – это прочность сцепления шлифовального круга, часто называемая его твердостью. Чем выше буквенное обозначение, тем прочнее связь.
Колесные конструкции
Колесные конструкции (расстояние между частицами зерен) варьируются от открытых до плотных и меняются в зависимости от различных операций шлифования, в зависимости от площади контакта и типа шлифуемого материала, скорости снятия припуска и требуемой чистовой обработки. Carborundum предлагает колеса стандартной конструкции, которые хорошо работают с широким спектром материалов.
Связки
Назначение связующего материала – удерживать частицы абразивного зерна вместе.
Керамические связки
Керамические круги имеют композицию на стеклянной связке. Круги на керамической основе очень хорошо удерживают форму и обеспечивают высокое соотношение съема материала и использования колеса. Круги на керамической основе обычно используются для точного шлифования на рынке инструментов и штампов.
Пористость
Круги из керамики могут быть изготовлены с наведенной пористостью. Все застеклованные связи, которые заканчиваются на P (VLP, V40P, VPP), указывают на индуцированную пористость. Эта пористость обеспечивает отличный поток охлаждающей жидкости и удаление стружки.Для материалов, которые нагружают или имеют большую площадь контакта, это обеспечивает более холодное резание, меньшую нагрузку и меньшую вероятность ожога на заготовке.
Связки на основе смол
Связки на основе смол или органических соединений более устойчивы к ударам, чем керамические связки, и обычно работают при более высоких окружных скоростях. Большинство шлифовальных кругов на полимерной связке используются для быстрого удаления материала на рынках металлообработки и литья.
Какие параметры контролируют процесс измельчения? – Мворганизация.org
Какие параметры контролируют процесс измельчения?
Выбор параметров процесса измельчения. Скорость шлифовального круга, марка шлифовального круга, глубина резания, материал шлифовального круга и скорость подачи являются важными параметрами, которые влияют на качество поверхности, что, в свою очередь, влияет на производительность и стоимость детали.
Из каких компонентов состоит шлифовальный круг?
Три элемента шлифовального круга Шлифовальный круг состоит из трех элементов: абразивного зерна, связки и пор, как показано на рисунке 1.Когда колесо вращается на высокой скорости, его бесчисленные зерна быстро измельчают заготовку до красивой отделки и точных размеров. Этот процесс называется шлифованием.
Какая конструкция шлифовального круга?
Шлифовальные круги обычно состоят из трех элементов: «абразивные зерна (зерна)», «связка» и «поры», как показано на рис. Обратите внимание, что шлифовальные круги называются обычными кругами * и алмазными / CBN кругами * в зависимости от используемое сырье, а в алмазных кругах с CBN «структура» выражается как «концентрация».
Какие три механизма износа шлифовального круга?
Три механизма признаны основными причинами износа шлифовальных кругов: (1) трещина зерна, (2) истирательный износ и (3) разрыв связки. происходит, когда часть зерна отламывается, но остальная часть зерна остается связанной в круге.
Каковы пять основных параметров шлифовального круга?
Параметры: (1) абразивный материал, (2) размер зерна, (3) связующий материал, (4) структура круга, которая относится к относительному расстоянию между зернами, и (5) марка круга, которая относится к прочности сцепления. круга в удерживании абразивных зерен.
Что такое правка при шлифовании?
Декорирование. Когда острота шлифовального круга становится тусклой из-за глазурования и загрузки, затупившиеся зерна и стружка удаляются (дробятся или опадают) с помощью подходящего инструмента для правки, чтобы сделать острые режущие кромки и одновременно сделать углубления для стружки путем надлежащего выдавливания на режущие кромки зерна.
Зачем нужна правка круга для шлифования?
Назначение. Целью правки круга является: Правка круга путем сбивания абразивных частиц с поверхности круга и придания ему концентричности.Это сводит к минимуму вибрацию и улучшает качество поверхности, устраняя вибрацию дисбалансного колеса по поверхности заготовки.
Что такое правка и правка?
Truing создает гладкую поверхность по периферии колеса, и без видимого абразива диск не режет. Правка обостряет круг за счет удаления связующего материала и разрушения суперабразивного зерна, чтобы обнажить свежие края, поэтому правка всегда следует за правкой.
Как часто нужно править шлифовальный круг?
раз в сутки
Что такое загрузка шлифовального круга?
В процессе шлифования это явление называется «нагрузкой (круга)», которую можно определить как состояние шлифовального круга, когда частицы материала заготовки либо прилипают к зернам, либо застревают в промежутках между абразивными зернами на поверхности. круги шлифовальные.
Что можно использовать для правки шлифовального круга?
Еще одна вещь, которую вы можете использовать для правки шлифовального круга, – это алмазный шлифовальный станок. Выше показан POWERTEC 71003. Вы можете найти его на Amazon (ссылка на Amazon). У этих инструментов была ручка, а в верхней части – твердосплавная матрица с промышленными алмазами на ней.
Для чего нужны розовые шлифовальные круги?
Эти шлифовальные круги из розового оксида алюминия разработаны для заточки токарных инструментов из быстрорежущей стали по низкой цене.Преимущество использования розового круга перед белым заключается в том, что он имеет более высокий уровень твердости и более высокий уровень прочности, что обеспечивает более точное шлифование.
Для чего используется зеленый шлифовальный круг?
Для покупки шлифовального круга, т. Е. Инструментов из карбида вольфрама, потребуется «зеленый» круг из карбида кремния. Абразив: Предлагается множество различных абразивов, каждый из которых обладает уникальными свойствами, такими как твердость и прочность связи, что делает их подходящими для различных материалов.
Какая связка обычно используется в шлифовальных кругах?
Стандартные связки для шлифовальных кругов – керамические, смоляные, силикатные, шеллаковые, резиновые и металлические. Связка керамическая. Керамическая связка используется более чем на 75% всех шлифовальных кругов.
Что такое процесс правки?
Правка: это процесс изменения формы шлифовального круга по мере его износа от первоначальной формы из-за отрыва абразива и связки. Это делается для того, чтобы круг получился точным и соосным отверстию или для изменения контура торца при формовании.
Что такое правка и правка шлифовального круга?
Правка и правка. Правка – это процесс заточки шлифовального круга. При большинстве операций шлифования мелкие стружки материала заготовки могут застревать на поверхности резания. Если связующая твердость круга слишком велика, в шлифовальном круге могут остаться затупившиеся абразивные зерна.
Что такое процесс бесцентрового шлифования?
Бесцентровое шлифование – это процесс обработки, в котором используется абразивная резка для удаления материала с заготовки.Бесцентровое шлифование обычно используется вместо других процессов шлифования для операций, где многие детали должны быть обработаны за короткое время.
Какие бывают типы шлифовальных станков?
Типы шлифовальных станков:
- Круглошлифовальный станок.
- Погружной шлифовальный станок.
- Формошлифовальный станок.
- Внутренний шлифовальный станок.
- Бесцентрово-шлифовальный станок.
- Плоскошлифовальный станок.
- Универсальная шлифовальная машина.
- Инструменты и шлифовальные станки.
Что нужно делать при изготовлении выкройки?
Проверка того, что смежные части шаблона совпадают, и любая кривая, которая продолжается от одного элемента к другому, должна быть плавной кривой. Регулировка линии шва и линии отреза для сохранения плавных линий и / или обеспечения целостности, чтобы соответствовать соседним частям рисунка, называется выравниванием и смешиванием.
Какие устройства используются для точного рисования лекал?
Используется вытяжное оборудование:
- L-шкала.Его также называют трехуровневой шкалой или L-шкалой, и она сделана из дерева или стали.
- Формирователь ног. Он изготовлен из дерева или пластика.
- Искусство портного.
- Французская кривая.
- Компас.
- Стол чертежный.
- Ткань Milton.
- Кисть.
Что такое инструменты для изготовления выкройки?
9 инструментов, которые вам понадобятся, чтобы сделать свои собственные выкройки
- Линейка C-Thru 18 дюймов. Эту линейку можно найти в любом магазине поделок или тканей.
- Лента. При изменении дизайна выкройки или добавлении складок и т. Д.
- Копировальное колесо.
- Карандаш.
- Ластик.
- Рулетка.
- Ножницы или дисковый резак.
- Бумага.
Какова классификация швейных инструментов?
Давайте поговорим о швейных инструментах и изделиях
- Ножницы. Они понадобятся вам, чтобы отрезать ткань и нитки.
- Мерная лента.
- Иглы.
- Штифты и подушка (и)
- Распылитель для утюга и воды.
- Наперсток и нитевдеватель.
- Нитки.
- Правители.
Какие существуют инструменты для черчения?
Какие существуют инструменты для черчения?
- Карандаш.
- Доска чертежная.
- Т-пл.
- Станок чертежный.
- Французские кривые.
- Правители.
- Компас.
- шаблоны.
имеют открытую структуру для более холодной работы.
Резюме пресс-релиза:
Шлифовальные круги с контролируемой пористостьюCarboCool ™ обеспечивают высокую производительность съема металла. Больший зазор от стружки снижает вероятность нагрузки колеса. Во время мокрого шлифования открытая структура позволяет большему потоку охлаждающей жидкости между кругом и заготовкой, снижая температуру в точке контакта. Доступны колеса белого цвета 38A, Pink 25A, Ruby 48A и Purple 3SGR; и в 3-х стандартных формах: тип 1, прямой; Тип 5, Утопленный 1 Сторона; и Тип 7, 2-сторонние утопленные.
Оригинальный пресс-релиз:
Новые инструментальные круги с открытой структурой с контролируемой пористостью из абразивных материалов из карборунда
WORCESTER, Массачусетс, 5 марта 2002 г. – объявляет о выпуске Carborundum CarboCool ™ – новой линейки шлифовальных кругов с открытой структурой с контролируемой пористостью, которые охлаждают шлифование и обеспечивают более высокую скорость съема металла как при мокром, так и при сухом шлифовании. Как при влажном, так и при сухом шлифовании специально разработанная равномерно открытая структура круга CarboCool создает больший зазор от стружки, тем самым снижая вероятность нагружения круга.В результате операторы могут реже править колеса, шлифовать больше деталей на одно колесо и уменьшать общее количество используемых колес, создавая при этом инструмент и фрезу с превосходной геометрией. В процессе мокрого шлифования открытая структура с контролируемой пористостью новых кругов из карборунда дает дополнительное преимущество, позволяя большему потоку охлаждающей жидкости к поверхности раздела между кругом и обрабатываемой деталью. Увеличенный поток охлаждающей жидкости приводит к значительному снижению температуры в точке контакта. Сочетание меньшего нагрева и большего зазора между стружкой позволяет операторам инструментального цеха увеличивать скорость подачи без ожога поверхности заготовки и сокращения срока службы круга.Чтобы еще больше продлить срок службы круга, в кругах CarboCool используется связка с прочными связующими штырями, которые максимально увеличивают способность связки удерживать абразивные зерна. Новые круги CarboCool доступны с четырьмя типами абразива: белый 38A, розовый 25A, Ruby 48A и фиолетовый 3SGR; и три стандартные формы: тип 1, прямой; Тип 5, Утопленный 1 Сторона; и Тип 7, 2-сторонние утопленные. Carborundum Abrasives – это торговая марка Saint-Gobain Abrasives, подразделения Saint-Gobain. Saint-Gobain, одна из 100 ведущих промышленных компаний в мире, является ведущим производителем абразивов, строительных материалов, листового стекла, изоляции, арматуры, упаковки, труб, керамики и пластмасс.Штаб-квартира Saint-Gobain со штаб-квартирой в Париже составляет около 27 миллиардов долларов. В компании работает 170 000 сотрудников в 45 странах мира. В США и Канаде в Saint-Gobain работает 28000 человек и около 200 производственных предприятий. Его общие продажи в США и Канаде в 2001 году составили 6,4 миллиарда долларов. Веб-сайт Saint-Gobain: www.saint-gobain.com. Веб-сайт Carborundum: www.carborundumabrasives.com.
Больше от Electrical Equipment & Systems
Выбор шлифовальных кругов | Обработка | Отрасли промышленности
В этой статье мы обсудим факторы, которые следует учитывать при выборе шлифовальных кругов.
Выбор шлифовальных кругов:Правильный выбор шлифовальных кругов очень важен для получения хороших результатов (т.е. получения более качественной обработки и в то же время увеличения срока службы круга). Чтобы соответствовать всем этим требованиям, необходимо учитывать различные элементы, влияющие на процесс.
Выбор в основном зависит от следующих факторов:
(а) Постоянные факторы.
(b) Переменные факторы.
Постоянные факторы включают:
(i) Рабочий материал. Следует помнить, что для шлифования мягкого материала следует использовать твердый круг и наоборот
(ii) Количество и скорость снятия запасов,
(iii) Зона контакта изделия с колесом.
(iv) Состояние шлифовального станка. На прочной и тяжелой машине используется более мягкий класс колеса,
.(v) Обработка и точность, необходимые для работы.
К переменным факторам относятся:
(i) Скорость вращения колеса,
(ii) Скорость работы,
(iii) Состояние шлифовального станка (состояние подшипника шпинделя круга),
(iv) Мастерство оператора (личные факторы).
Из вышесказанного очевидно, что для правильного выбора правильного колеса необходимо учитывать несколько факторов. Различные круги состоят из различных комбинаций абразивных материалов, размера зерна, типа связки, твердости связки, структуры и т. Д. Таким образом, сложность выбора правильного круга для любой конкретной работы может быть определена из того факта, что существует более 10 000 различных комбинаций. можно получить на одном колесе.
Рабочий материал:
Это повлияет на следующие элементы:
(а) Абразивный материал,
(б) Размер зерен (число ячеек),
(c) Класс (прочность сцепления),
(d) Структура.
(а) Абразив:
Этот выбор правильного абразива до некоторой степени определяется типом материала, который нужно шлифовать, который будет определять, будет ли абразив карбидом кремния (SiC) или оксидом алюминия (Al 2 O 3 ), поскольку они наиболее обычно используются абразивы разных сортов. SiC является наиболее подходящим абразивом для хрупких и твердых материалов, таких как отливки из серого чугуна, закаленное железо, карбид вольфрама, твердые стали, камень, фарфор и другие керамические материалы.
SiC также рекомендуется для материалов с низким пределом прочности на разрыв, таких как цветные металлы, бронза, латунь, медь, алюминий и пластмассы, A1 2 0 3 лучше для жестких материалов с высоким пределом прочности, таких как низкоуглеродистая сталь, сплавы. сталь, высокоскоростной отожженный ковкий чугун, прочная бронза, кованое железо и т. д.
(b) Размер зерна:
Для более мягких материалов обычно используют крупное зерно, а для более твердых материалов – мелкое.Более грубое зерно используется для более высокой производительности съема материала. Мелкое зерно используется, если важен размер заготовки или отделка рабочей поверхности. Размер зерна определяется числом ячеек, по которому оно удерживается при прохождении через ряд ячеек в вибрационном сите.
(c) Класс:
Твердые и высокопрочные материалы обеспечивают большее сопротивление кругу при шлифовании. Таким образом, если используется твердый сплав, то круг скоро затупится и шлифование будет плохим.Следовательно, для получения лучших результатов на таких материалах абразивные частицы должны ломаться и быстро падать, чтобы новые острые грани частиц выполняли свою работу и никогда не затупились.
Для более мягких материалов используется более высокий или более твердый материал, т. Е. Хорошее сцепление. Классификация выполняется заглавными буквами, первый алфавит используется для более мягкой оценки, а последний – для более сложной.
(г) Строение:
Это пустота между абразивами, на которую влияет рабочий материал.В случае более твердых материалов стружка имеет небольшой размер, а также низкая скорость удаления металла. Таким образом, для удаления стружки с твердого материала необходим небольшой резервуар, и для этого желательна плотная структура.
Для более мягких материалов рекомендуется открытая структура, так как скорость съема металла высока, а размер стружки также велик. Конструкция обозначается цифрами от 1 до 15.
Сумма и скорость вывоза склада:
Не влияет на абразивный материал, но на
(а) Размер зерна,
(б) марка,
(c) Структура.
Для быстрого удаления металла требуется крупный коэффициент усиления и наоборот. Что касается сплава, то мягкий сплав используется для быстрого удаления металла, конечно, за счет увеличения срока службы колеса. При использовании более мягкого сплава абразивные частицы быстро осыпаются, и круг продолжает затачивать, таким образом удаляя большее количество материала. Также для более быстрого удаления металла требуется больше места для удаления стружки, и, следовательно, открытая структура желательна для быстрого удаления металла и наоборот.
Зона связи:
В основном это влияет на сорт и, в некоторой степени, также на размер зерна.Когда площадь контакта при шлифовании велика, общее давление при шлифовании распределяется по большей площади, а давление на единицу площади меньше, и, следовательно, для этого требуется более мягкий круг. Таким образом, для внутреннего шлифования, где дуга контакта больше, используется более мягкий круг, а для наружного шлифования – более твердый круг.
Состояние шлифовального станка:
Тяжелые жесткие машины требуют более мягкого класса колес, чем легкие машины. Если состояние шлифовального станка таково, что оно вызывает вибрацию, используется более твердый сплав по сравнению с тем, в котором отсутствует полная вибрация.
Требуемая обработка и точность:
Для обеспечения высокой точности и чистоты обработки следует использовать мелкие зерновые колеса.
Переменные коэффициенты:
и. Скорость вращения колеса и рабочая скорость:
Это наиболее распространенные факторы, и около 70% жалоб можно устранить путем правильного выбора работы и скорости вращения колес, например: при ожоге поверхности скорость колеса может снизиться.Если наблюдается чрезмерный износ колеса, это означает, что либо колесо работает слишком медленно, либо работает слишком быстро.
Скорость вращения колеса в значительной степени влияет на уклон, и для более высокой скорости вращения колеса следует использовать мягкое колесо (мягкий уклон). Скорость вращения круга зависит от типа операции шлифования, например, внешнее или внутреннее шлифование или отрезка. Скорость работы зависит от типа работы, типа шлифования и требуемой отделки. Это также влияет на уклон, и для более высокой скорости работы желательно использовать более твердое колесо и наоборот.
ii. Состояние шлифования:
(Под условием шлифования мы подразумеваем, выполняется ли шлифование во влажных условиях или в сухих условиях.) В сухих условиях с твердым кругом выделяется больше тепла, и, следовательно, требуется мягкий круг, и наоборот.
iii. Навык оператора:
Неквалифицированный рабочий не может обращаться с мягкими колесами и может их сломать. Таким образом, неквалифицированному рабочему следует разрешать работать только в тех условиях, которые требуют жесткого колеса.
Выбор шлифовальных кругов для заточки резьбы и инструмента:Факторами, влияющими на тип абразива для резьбошлифовальных кругов, являются материал заготовки, ее твердость, шаг и профиль резьбы. Al 2 O 3 Колесо является предпочтительным для большинства применений. Для шлифования титана используется круг из карбида кремния, а для шлифования твердых сплавов и керамики – алмазный круг. Более мелкая зернистость используется для более мелкого шага.
Если используется мелкая зернистость, то применяется более твердый круг. Для высокоточного шлифования резьбы и там, где ошибки шага в предварительно нарезанной резьбе должны быть исправлены, используются круги на керамической связке, которые также являются более жесткими. Круги на полимерной связке очень гибкие и могут быстро удалять остатки. Однако они не могут исправить ошибки шага в предварительно нарезанной резьбе из-за их гибкости.
Для заточки инструмента используются диски Al 2 O 3 для H.S.S; Круги из карбида кремния используются для инструментов с твердосплавными напайками.Притирка и чистовая обработка выполняется алмазным кругом. Круг из CBN хорошо подходит для шлифования различных труднообрабатываемых сталей. Остальные соображения такие же, как и для обычных шлифовальных работ.
Выбор шлифовального круга в соответствии с I.S. Технические характеристики:Различные элементы систематизированы следующим образом:
Обязательные элементы:
Следующее должно быть указано на всех колесах:
(1) Абразивный,
(2) Размер зерна,
(3) класс,
(4) Тип облигации.
Дополнительные элементы:
(1) Префикс,
(2) Строение,
(3) Суффикс.
Абразив:
Обозначается:
A – для Al 2 O 3 , C – для SiC
WA – для белого алюминия 2 O 3 , GC – для SiC с зеленой зернистостью.
Последние два иногда ставятся и под префикс.
Размер зерна:
Обозначается числом зернистости.
Различные числа для различных типов зерна приведены ниже:
Крупное зерно: 8, 10, 12, 14, 16, 24
Среднезернистые: 30, 36, 46, 54, 60
Мелкое зерно: 80, 100, 120, 150, 180
Очень мелкое зерно: 220, 240, 280, 320, 400 500 600.
Для всех типов шлифования верхний предел до 180. Зернистость выше 200 рекомендуется для притирки и т. Д.
Класс:
Для сорта используется следующая классификация:
A — E: очень мягкий,
G — K: мягкий,
L — O: средний,
P — S: Hard,
Т — З: Очень сложно.
Тип облигации:
Применяются следующие обозначения:
V – остеклованный,
B – Resinoid,
BF – армированный смолой
R — Резина,
RF – Армированная резина
E — Shellac,
S – силикат,
Mg — Магнезия
Префикс:
Обозначает символ производителя для точного определения типа абразива, например GC. Здесь G – префикс, а C – карбид кремния.
Это варьируется от производителя к производителю, и у них есть свои собственные кодовые номера. Иногда в абразивных материалах также может использоваться смесь двух разновидностей.
Состав:
Обозначается цифрой от 1 до 15.
1–8: Плотная структура
9–15: Открытая структура.
Суффикс:
Это собственный опознавательный знак производителя (коммерческая тайна), который зависит от процесса и типа производителя.
Таким образом, в соответствии с приведенной выше последовательностью шлифовальный круг будет полностью определен следующим образом: (См. Рис. 20.7)
Рекомендации по выбору шлифовальных кругов по I.S. 1249.
Шлифовальный круг: материал, связка, размер зерна, сорт, спецификация, типы
Привет всем, в этой теме мы рассказываем о шлифовальном круге, в котором мы подробно знаем материал шлифовального круга, связку, размер зерна или зерна, сорт, структуру, типы, дефекты, а также знаем, как читать спецификации шлифовального круга.
Шлифовальный круг является частью процесса шлифования, а процесс шлифования является частью производственного процесса.
Шлифовальный круг играет важнейшую роль в процессе шлифования.
Цель изучения данной темы – научить вас создавать отличное качество отделки поверхности, придавая высокое качество точности формы и размеров, заточку режущих кромок режущего инструмента, чистовую обработку литой и сварной поверхности и многое другое.
Итак, в первую очередь расскажем о процессе шлифования шлифовальным кругом.
Процесс шлифования
В этом процессе резка металла, то есть шлифовка, используется для удаления нежелательного материала и обеспечения чистовой обработки.
При шлифовании металл удаляется в виде стружки.
| Процесс шлифования |
Определение шлифовального круга
Это тип режущего инструмента, который используется при шлифовании с целью резки.Материал шлифовального круга
Состоит из двух компонентов, которые указаны ниже
1.Абразивный
2. Связующий материал
Абразивный материал
Абразивные частицы – это очень твердые и твердые гранулированные материалы, которые используются для срезания выступов на заготовках.
Выбор абразивных частиц зависит от материала, который используется для шлифования.
Абразивный материал для шлифовального круга
Он бывает двух типов, которые указаны ниже
• Естественный абразив
• Искусственный абразив
Природный абразив
Абразив, который встречается в природе, известен как естественный абразив.
Например, корунд, наждак, алмаз и т. Д.
Искусственный абразив
Производимый абразив, который не встречается в природе, известен как искусственный абразив.
Различные типы искусственного абразива:
• Оксид алюминия
• Карбид кремния
• Искусственный алмаз
Оксид алюминия
Его частицы очень твердые, жесткие и имеют острые края. Он используется для шлифования углеродистой стали, мягкой стали, кованого железа и штамповой стали.
Это означает, что в промышленности или на заводе используется большая часть шлифовальных кругов с абразивным оксидом алюминия.
Обозначается буквой A.
Карбид кремния
Молекулы карбида кремния хрупкие. Таким образом, шлифовальный круг из карбида кремния используется для шлифования металлов с низким пределом прочности на разрыв, таких как чугун, бронза, медь, керамика и т. Д.
Обозначается буквой C.
Искусственный алмаз
Искусственно изготовленный алмаз известен как искусственный алмаз. .
Твердый как природный алмаз.
Обозначается буквой D.
Связующее / связующее
Связующее – это явление, при котором материал прочно удерживается. При склеивании используются многие виды абразивных зерен, например силикат, шеллак, резина, металл.
Типы связки в шлифовальном круге
Связующие материалы, используемые для изготовления круга, приведены ниже
• Керамическая связка
• Силикатная связка
• Шеллаковая связка
• Смола или полимерная связка
• Резиновая связка
• Металлическая связка
• Оксихлоридная связка
• Армированная полимерная связка
Керамическая связка
Ее основным компонентом является полевой шпат, который смешивается с некоторыми другими огнеупорными материалами для образования прочной связи.
Не подвержен воздействию воды, кислотных масел или обычных температурных условий.
Обозначается буквой V.
Силикатная связка
В этой связке силикат используется для связывания абразивных частиц.
Обозначается буквой S.
Связка Shellac
В этой связке абразивные частицы смешиваются с шеллаком и затем нагреваются.
Обозначается буквой E.
Смола или связка на основе смолы
В основном используется для шлифования стола, шлифования с поворотным механизмом, шлифования заусенцев, шлифования кулачков и т. Д.
Обозначается буквой B.
Резиновая связка
Абразивные частицы смешиваются с каучуком и серой, а затем придают форму после нагрева.
Используются для хорошей обработки поверхности. Обозначается буквой B.
Металлическая связка
Используется для шлифования очень твердых металлов, таких как карбид вольфрама и т. Д.
Обозначается буквой М.
Оксихлоридная связка
Используется без охлаждающей жидкости и в производстве пилок или бритв.
Армированная полимерная связка
Этот тип связки в основном используется в обрабатывающей промышленности и обозначается BF.
Размер зерна или зерна шлифовального круга
Размер абразивных частиц известен как размер зерна или размер зерна.
В соответствии со стандартом IS размер зерна разделен на четыре группы
(i) Крупный размер
(ii) Средний размер
(iii) Мелкий размер
(iv) Очень мелкий размер
Крупный размер
Размер зерна число от 10 до 24.
Средний размер
Номер зерна от 30 до 60.
Мелкий размер
Номер размера зерна от 80 до 190
Очень мелкий размер
Номер размера зерна от 200 до 600.
Марка шлифовального круга
Градация выполняется от A до Z на шлифовальном круге, который указан ниже
• Мягкий сорт
• Средний сорт
• Твердый сорт
Мягкий сорт
При использовании шлифовального круга с мягким классом выберите от A до H классов колесо.
Это означает шлифовальный круг из мягкого сплава, обозначаемый буквой от A, B, C, D, E …… до H.
Средний класс
При использовании шлифовального круга среднего класса выберите от I до Р-классы колеса.
Это означает, что шлифовальный круг среднего класса обозначается буквой от I, J, K, L, M …… до P.
Hard Grade
При использовании шлифовального круга Hard Grade выберите от Q до Z-класс колеса.
Это означает, что шлифовальный круг твердого сплава обозначается буквой Q, R, S, T, U…… к Z.
Конструкция шлифовального круга
Строение шлифовального круга относится к составу шлифовального круга.
Вот два типа структуры:
• Открытая структура
• Закрытая структура
Открытая структура
Структура, в которой обеспечивается разделение между частицами за счет использования большого количества связующего, известна как открытая структура.
Закрытая структура
Структура, в которой не обеспечивается разделение между частицами, известна как закрытая структура.
Связующее, используемое с близкой структурой, с меньшим количеством, чем предыдущее.
Спецификация шлифовального круга
Чтобы определить шлифовальный круг, необходимо знать следующие термины, которые я уже обсуждал. Итак, здесь мы знаем, как читать спецификацию шлифовального круга.
• Материал шлифовального круга
• Связующий материал шлифовального круга
• Зернистость шлифовального круга
• Марка шлифовального круга
• Конструкция шлифовального круга
| Спецификация шлифовального круга |
Теперь мы указали шлифовальный круг через рисунок один за другим
(1) На рисунке показан размер шлифовального круга ∅105 × 1.2 × 16 мм
Где,
105 – Диаметр шлифовального круга
1,2 – Толщина шлифовального круга
16 – размер посадочного отверстия
(2) На изображении шлифовального круга
A 46 Н BF
Где:
A – обозначает тип абразива, где «A» означает оксид алюминия.
46 – Обозначает размер зерна шлифовального круга, где «46» обозначает средний размер.
N – Определенная марка шлифовального круга, где «N» обозначает средний класс.
BF – это определенные связующие материалы шлифовального круга, где «BF» обозначает связку из армированной смолы.
Типы шлифовальных кругов
Шлифовальные круги бывают разных форм и операций и предназначены для использования на различных типах станков.
Размеры для различных работ Как правило, встречаются следующие типы шлифовальных кругов
• Прямой круг
• Конический круг
• Цилиндрический круг
• Прямой чашечный круг
• Шлифовальный круг из сельди
• Тарелочный круг
• Круг “блюдце”
• Алмазный круг
Прямой круг
Используется для круглого, бесцентрового и плоского шлифования.
Конический круг
Используется для шлифования заусенцев, зубьев шестерен и т. Д.
Цилиндрический круг
Используется для шлифования ровных или криволинейных поверхностей.
Круг с прямой чашкой
Используется для ручного шлифования.
Шлифовальный круг для сельди
Применяется для заточки фрезы.
Тарелка круглая
Применяется для шлифования пазов и приспособлений.
Колесо для блюдца
Применяется для заточки фрез и спиральных сверл.
Алмазный круг
Используется для шлифования особо твердых материалов.
Процессы шлифования
Следующая операция выполняется на шлифовальном круге перед шлифовкой
• Правка шлифовального круга
• Правка шлифовального круга
• Балансировка шлифовального круга
• Установка круга на станок
Дефекты шлифовального круга
Дефекты шлифовального круга следующие:
• Загрузка
• Глазирование
Загрузка
Заливка измельченной стружки между абразивными частицами шлифовального круга называется загрузкой.
Нагрузка вызвана
(i) Установка заготовки колесом.
(ii) Слишком глубокие порезы.
(iii) Шлифовка мягких материалов.
(iv) Используя колесо с слишком прочной связкой и вращая его слишком медленно.
Остекление
Это состояние, при котором лицевая сторона или режущая кромка приобретают вид стекла.
Остекление происходит по следующим причинам
(i) Использование твердого круга на твердых металлах.
(ii) Более высокая скорость вращения или колеса.
(iii) Уменьшение подачи задания.
Итак, здесь я говорил о шлифовальном круге и всех терминах, относящихся к шлифовальному кругу.
Спасибо.
| абразивные ленты | Тип абразива с покрытием, имеющий форму широкой плоской ленты. Абразивные ленты устанавливаются вокруг приводных роликов, которые продвигают абразивный материал по поверхности заготовки. |
| глубина абразива | Толщина слоя суперабразивного материала на шлифовальной кромке шлифовального круга на керамической или полимерной связке. Глубина абразива обычно составляет доли дюйма. |
| абразивные диски | Тип шлифовального материала с покрытием, имеющего плоскую и круглую форму.Абразивные диски часто используются для полировки или смешивания различных поверхностей. |
| абразивное зерно | Маленькие твердые частицы, образующие стружку во время измельчения. Абразивные зерна скрепляются связующим материалом для создания шлифовальных кругов и других абразивных инструментов. |
| присадки | Вещество, добавляемое в материал во время производства для улучшения или изменения свойств материала.Добавки могут обеспечить повышенную прочность. |
| сортировка воздуха | Метод калибровки сверхмелкозернистых абразивных зерен, включающий использование вихря воздуха для вращения абразивных частиц. В процессе сортировки воздуха более мелкие частицы перемещаются за пределы вихря, в то время как более крупные зерна перемещаются ближе к центру. |
| оксид алюминия | Химическое соединение алюминия и кислорода в виде белого порошка или прозрачных кристаллов.Оксид алюминия, также известный как оксид алюминия, представляет собой обычный абразив, обычно используемый для шлифования простой или легированной стали. |
| Американский национальный институт стандартов | ANSI. Частная некоммерческая организация, которая администрирует и координирует добровольные стандарты и системы для продуктов, услуг и систем в США. Обозначения Американского национального института стандартов на шлифовальных кругах указывают на марку связки, тип материала и другую идентифицирующую информацию для круга. |
| ANSI | Американский национальный институт стандартов. Частная некоммерческая организация, которая администрирует и координирует добровольные стандарты и системы для продуктов, услуг и систем в США. Обозначения ANSI на шлифовальных кругах указывают на качество связки, тип материала и другую идентифицирующую информацию для круга. |
| ANSI B7.1 | Документ стандартов, опубликованный Американским национальным институтом стандартов (ANSI), который устанавливает правила безопасного использования и ухода за шлифовальными кругами и шлифовальными станками. ANSI B7.1 включает инструкции по защитным ограждениям машины, установке колес и скорости вращения колес. |
| ANSI B74.2 | Документ, опубликованный Американским национальным институтом стандартов, в котором указаны формы и размеры шлифовальных кругов и шлифовальных кругов.Стандарт ANSI B74.2 перечисляет диапазон размеров для каждого типа колес. |
| беседка | Металлический стержень или столб, на котором установлены некоторые шлифовальные круги внутреннего диаметра. Благодаря оправке шлифовальные круги внутреннего диаметра могут входить в отверстие или элемент детали. |
| дуга контакта | Часть рабочей поверхности шлифовального круга, которая контактирует с заготовкой в любой точке.Меньшая дуга контакта требует более твердого шлифовального круга. |
| Размер партии | Определенное количество детали, которая должна быть произведена. При выборе шлифовального круга следует учитывать размер партии. |
| бокситовая руда | Алюминиевая руда, из которой добывается алюминий.Бокситовая руда является основным источником алюминия. |
| Шлифовальная машина Blanchard | Тип плоскошлифовального станка с вертикальным шпинделем и вращающимся рабочим столом. Шлифовальные машины Blanchard могут быть большими и обычно используют шлифовальные сегменты или боковые круги, а не более распространенные шлифовальные круги Типа 1. |
| связующий материал | Клейкое вещество в шлифовальном круге, которое скрепляет абразивные зерна.Связующие материалы включают керамические, органические, металлические и гальванические. |
| связующий материал | Клейкое вещество в шлифовальном круге, которое скрепляет абразивные зерна. Связующий материал определяет твердость шлифовального круга. |
| стойки связи | Структурная балка из связующего материала, которая соединяет абразивные зерна в шлифовальном круге.Толщина связующего штыря помогает определить марку колеса. |
| связующий абразив | Шлифовальный инструмент из комбинации абразивных зерен и связующего материала. Связанные абразивы обычно имеют форму шлифовальных кругов, но также включают сегменты плоского шлифования. |
| связующий агент | Клейкий материал, скрепляющий абразивные зерна в шлифовальном инструменте.Связующими веществами для абразивных материалов с покрытием обычно являются животный клей или синтетические пластмассовые смолы. |
| отверстия | Внутренний диаметр полой цилиндрической заготовки. Отверстия обрабатываются или расширяются шлифованием внутреннего диаметра. |
| CBN | Нитрид бора кубический.Промышленный суперабразив с твердостью, уступающей только алмазу. CBN химически устойчив, но быстро изнашивается в присутствии воды при высоких температурах. |
| бесцентровое шлифование | Тип кругового шлифования, при котором цилиндрическая заготовка поддерживается без центров или патрона. Бесцентровое шлифование поддерживает заготовку на рабочей подставке и направляет ее между шлифовальным кругом и регулирующим кругом. |
| керамический оксид алюминия | Жесткий, но острый обычный абразивный материал из измельченного и высушенного глиноземного геля. Зерна керамического оксида алюминия требуют очень больших усилий для разрушения и самозаточки. |
| керамика | Твердый, хрупкий материал, выдерживающий высокие температуры и устойчивый к коррозии.Керамику можно шлифовать с помощью алмазных шлифовальных кругов. |
| металлокерамика | Композитный материал из керамики и металлокерамики. Керметы обладают высокой термостойкостью и высокой твердостью. |
| микросхема | Нежелательный кусок материала, который удаляется с заготовки во время шлифования.Стружка образуется при шлифовании заготовки абразивным шлифовальным кругом. |
| патрон | Устройство, удерживающее заготовку или шлифовальный инструмент на месте во время вращения. Патрон обычно имеет три или четыре кулачка, которые регулируются для удержания различных размеров. |
| зазор | Умышленное пространство, оставленное между двумя компонентами.Зазор, обеспечиваемый утопленным шлифовальным кругом, дает место для фланца при установке круга на шпиндель станка. |
| уголь | Углеродистый горючий минерал природного происхождения. Уголь часто сжигают в качестве источника топлива. |
| грубая | Крупные абразивные зерна.Крупное зерно дает шероховатую поверхность. |
| абразивные материалы с покрытием | Абразивный инструмент, состоящий из абразивных зерен, приклеенных к гибкому материалу основы, например бумаге, пластику или ткани. Для чистовых операций часто используют абразивные инструменты с покрытием. |
| концентрация | Соотношение веса зерен суперабразива и объема суперабразивного слоя на полимерной или керамической связке вокруг обода шлифовального круга.Концентрация – это необязательное обозначение на этикетке суперабразивного колеса ANSI. |
| обычный абразив | Категория абразивных материалов, в которую входят наиболее часто используемые недорогие абразивы. Обычные абразивы представляют собой тугоплавкие материалы и включают оксид алюминия и карбид кремния. |
| обычные абразивы | Категория абразивных материалов, в которую входят наиболее часто используемые недорогие абразивы.Обычные абразивы представляют собой тугоплавкие материалы и включают оксид алюминия и карбид кремния. |
| обжимной валок | Очень твердый формованный круг из закаленной стали или твердого сплава. Измельчающий валок медленно и радиально подается во вращающийся шлифовальный круг, чтобы придать шлифовальному кругу желаемую форму. |
| кубический нитрид бора | CBN.Промышленный суперабразив с твердостью, уступающей только алмазу. Кубический нитрид бора химически устойчив, но быстро изнашивается в присутствии воды при высоких температурах. |
| тарельчатые колеса | Шлифовальный круг в форме чашки или дужки с прямыми или расширяющимися сторонами. Чашечные круги могут быть боковыми или периферийными шлифовальными кругами. |
| цилиндр колеса | Абразивный круг типа 2, предназначенный для бокового шлифования и имеющий большое центральное монтажное отверстие.Цилиндрические колеса можно использовать на плоскошлифовальных станках с вертикальными шпинделями. |
| круглошлифовальный | Обычный процесс шлифования, при котором цилиндрическая заготовка удерживается за один или оба конца во время шлифования. Цилиндрическое шлифование вращает как заготовку, так и шлифовальный круг для чистовой обработки детали. |
| удаление заусенцев | Удаление острой стружки, оставшейся на заготовке после обработки или шлифования.Удаление заусенцев часто выполняется вручную или роботом с использованием абразивов с покрытием. |
| прогиб | Несоосность компонентов, вызванная чрезмерной силой или вибрацией. Прогиб шлифовального круга может привести к серьезным травмам. |
| алмаз | Самое твердое из известных веществ.Алмаз является суперабразивом как природного происхождения, так и производимым. |
| рулон алмазный | Очень твердый формованный круг с алмазными зернами. Алмазные валки используются для правки шлифовальных кругов при профильном шлифовании. |
| одетый | Шлифовальный круг с углом или профилем на рабочей поверхности.Правка формы или формы на периферии шлифовального круга позволяет создать зеркальное отображение на заготовке. |
| повязка | Удаление стружки и тусклых зерен с периферии шлифовального круга путем отламывания поверхности круга. Правка также затачивает шлифовальный круг, чтобы обеспечить надлежащую чистоту поверхности детали. |
| красители | Жидкий краситель, смешанный с сырьем во время производства.Красители – это добавка, используемая для окрашивания шлифовального круга во всем. |
| гальванические связки | Суперабразивный тип связки, создаваемый погружением металлического колеса в электрически заряженную химическую ванну, содержащую металлические частицы. Колеса с гальваническим покрытием имеют один слой суперабразивных зерен. |
| стекловолокно | Легкий и прочный материал, состоящий из матрицы тонких стеклянных волокон, сплетенных в сетку.Листы сетки из стекловолокна используются в качестве усиления в шлифовальных кругах с полимерными связками, предназначенных для ручных операций. |
| чистовая | Процесс шлифования, позволяющий получить требуемый размер и качество поверхности детали. Отделочные операции часто требуют более высоких скоростей и меньшей глубины резания. |
| фланец | Толстое плоское металлическое кольцо, используемое при установке шлифовального круга на шпиндель шлифовального станка.Фланцы могут удерживать подвижные грузы, чтобы помочь сбалансировать шлифовальный круг. |
| лепестковые диски | Тип абразива с покрытием, состоящий из множества сегментов абразивного материала, отходящих от края диска. Лепестковые диски часто используются при ручном шлифовании. |
| мука | Самый мелкий размер зерна из предлагаемых абразивных материалов.Зерна муки используются больше для полировки, чем для измельчения. |
| Жидкая суспензия | Метод калибровки сверхмелких абразивных зерен, который включает тщательное перемешивание зерен в жидкости. В процессе жидкой суспензии более крупные зерна оседают внизу, а более мелкие зерна перемещаются вверх. |
| рыхлость | Способность абразивного зерна к разрушению и самозаточке под нагрузкой.Рыхлые зерна перемалываются холоднее из-за их эффекта самозатачивания. |
| шестерня | Круглый или цилиндрический механический элемент с выступами и углублениями. Шестерни предназначены для пересечения друг с другом и могут изменять скорость, крутящий момент или направление механической энергии. |
| Колесо остекленное | Гладкое образование на рабочей поверхности шлифовального круга.Глазурованный круг создает чрезмерное трение и тепло, которые могут повредить заготовку. |
| марка | Твердость связки в абразивном круге. Класс колес может быть одинаковым для колес разной конструкции. |
| марка | Твердость связки в абразивном круге.Марка колес может быть одинаковой независимо от конструкции колес. |
| размер зерна | Размер отдельных абразивных зерен, составляющих шлифовальный круг. Размер зерна также известен как размер ячейки. |
| шлифуемость | Легкость или сложность шлифования заготовки.Шлифуемость – важный фактор при выборе шлифовального круга. |
| шлифовальная поверхность | Часть шлифовального круга, контактирующая с заготовкой. Шлифовальную поверхность можно также назвать рабочей поверхностью. |
| шлифовальная жидкость | Жидкость, используемая во время шлифования для контроля температуры и смазки шлифовального круга и заготовки.Шлифовальные жидкости обычно представляют собой масла на водной основе или чистые масла. |
| шлифовальные силы | Влияние, вызывающее изменение движения или состояния покоя объекта. Шлифовальные силы влияют на производительность шлифовального круга. |
| шлифовальный круг | Круг из связанных абразивов, который удаляет материал с заготовки для достижения точного размера и качества поверхности.Шлифовальные круги доступны в различных размерах и комбинациях материалов. |
| ручные шлифовальные машины | Ручной инструмент, используемый для сглаживания сварных швов и резки материалов. В ручных шлифовальных машинах часто используются абразивные диски или отрезные круги типа 27 или 28. |
| твердость | Способность материала сопротивляться проникновению, вдавливанию или царапинам.Твердость шлифовального круга показывает, насколько прочно связующий материал удерживает абразивные материалы. |
| размер отверстия | Измерение расстояния от края до края центрального монтажного отверстия в шлифовальном круге. Размер отверстия также называется монтажным диаметром. |
| Внутренний диаметр шлифования | Шлифование внутреннего диаметра.Обработка внутренней части расточки детали. Для внутреннего шлифования требуются гладкие или формованные круги, которые, как правило, меньше, чем шлифовальные круги внешнего диаметра. |
| Шлифование внутреннего диаметра | Шлифовка ID. Обработка внутренней части расточки детали. Для шлифования внутреннего диаметра требуются гладкие или формованные круги, которые часто меньше, чем шлифовальные круги внешнего диаметра. |
| утюг | Обычно используемый металл в большом количестве от природы.Железо – основной ингредиент стали. |
| координатно-шлифовальный станок | Станок для шлифования сложных форм и отверстий, когда требуется высокая точность и целостность поверхности. Координатно-шлифовальные станки могут использовать ID колеса для контурной обработки внутренних или внешних краев заготовки. |
| линейный дюйм | Единица измерения, соответствующая одной двенадцатой фута.Линейный дюйм – это одномерное измерение, а квадратный дюйм – двумерное измерение. |
| скорость съема материала | Количество материала, удаленного с заготовки, в кубических дюймах в минуту или кубических миллиметрах в секунду. Скорость съема материала колеблется в зависимости от типа абразива в шлифовальном круге, скорости вращения круга и других факторов. |
| максимальная рабочая скорость | MOS.Наивысшая окружная скорость, при которой шлифовальный круг может безопасно работать. По закону максимальная рабочая скорость должна указываться на шлифовальном круге в течение всего срока службы шлифовального круга. |
| размер ячейки | Размер отдельных абразивных зерен, составляющих шлифовальный круг. Размер ячейки также известен как размер зерна. |
| металлические связки | Суперабразивная связка из чугуна и бронзовых сплавов.Металлические связи – самый прочный тип связующего материала. |
| метров в секунду | м / с. Измерение скорости, определяющее количество метров, которое перемещается на вращающемся или совершающем возвратно-поступательное движение компоненте за одну секунду. Метры в секунду используются для измерения скорости шлифовального круга. |
| колесики навесные | Шлифовальный круг с малым внутренним диаметром, установленный на оправке.Навесные режущие диски используются с координатно-шлифовальными станками и для удаления заусенцев. |
| установочный диаметр | Измерение расстояния от края до края центрального монтажного отверстия в шлифовальном круге. Монтажный диаметр также называется размером отверстия. |
| Управление охраны труда | OSHA.Федеральное агентство, обеспечивающее соблюдение законодательства США о безопасности и гигиене труда. Управление по охране труда и технике безопасности помогает работодателям сократить количество травм, заболеваний и смертей на рабочем месте. |
| Шлифование наружного диаметра | Шлифование наружного диаметра. Обработка внешней поверхности цилиндрической заготовки. Для шлифования наружного диаметра обычно используется простой шлифовальный круг или шлифовальный круг. |
| рабочая поверхность | Часть шлифовального круга, контактирующая с заготовкой. Рабочую поверхность можно также назвать шлифовальной поверхностью. |
| органические связи | Тип связки, содержащей соединения углерода. Органические связки обладают гораздо большей гибкостью, чем керамические, и могут помочь уменьшить вибрацию. |
| Шлифование наружного диаметра | Шлифование наружного диаметра. Обработка внешней поверхности цилиндрической заготовки. Для шлифования наружного диаметра обычно используется плоский или фасонный шлифовальный круг. |
| свес | Расстояние между основанием шлифовального круга внутреннего диаметра и патроном.Вылет измеряет размер оправки, которая обнажается во время шлифования. |
| периферийная скорость | Расстояние, которое проходит заданная точка на периметре вращающегося круглого объекта, выраженное в поверхностных футах в минуту или метрах в секунду. Периферийная скорость используется для описания рабочей скорости шлифовального круга. |
| периферийное колесо | Шлифовальный круг, у которого внешняя кромка контактирует с заготовкой.Периферийные колеса включают прямые колеса Типа 1. |
| заглушки | Шлифовальный круг внутреннего диаметра в форме цилиндра. Заглушки используются для очень точных шлифовальных операций. |
| полировка | Абразивный финишный процесс. Полировка приводит к получению детали с гладкой, изысканной и блестящей поверхностью. |
| пористость | Относительное количество отверстий или пустот в материале. Высокая пористость обычно указывает на колесо с открытой структурой. |
| пористый | Полно отверстий и пространств, позволяющих материалу впитывать жидкости. Пористые шлифовальные круги позволяют удалять стружку. |
| профильное шлифование | Создание уникального нестандартного элемента детали с помощью специального шлифовального круга. Профильное шлифование позволяет создавать шестерни и другие фигурные формы. |
| профилей | Элемент контура на заготовке. Профили включают конусы, углы или ступеньки. |
| утопленные колеса | Абразивный круг, напоминающий плоский диск с внутренней вдавленной областью, окружающей центр круга с одной или обеих сторон. Углубленные колеса включают типы от 20 до 26. |
| огнеупор | Материал, сохраняющий прочность при высоких температурах благодаря низкой теплопроводности.Огнеупорные материалы включают обычные абразивные материалы, такие как оксид алюминия и карбид кремния. |
| рельеф | Коническая или наклонная поверхность за рабочей поверхностью шлифовального круга. Рельеф предотвращает трение и притирку заготовки со стороны шлифовального круга, особенно при шлифовании до уступа. |
| снятые колеса | Абразивный круг в форме диска, который становится тоньше к центру с одной или обеих сторон.Шлифованные круги обеспечивают зазор между стороной шлифовального круга и буртиком заготовки для минимизации бокового шлифования. |
| смоляные связки | Тип органического связующего материала, который обеспечивает быстрое снятие припуска и чистоту поверхности. Резиноидные связки изготавливаются из пластмассовых смол. |
| оборотов в минуту | об. / Мин.Количество оборотов, которое вращающийся компонент совершает за одну минуту. Число оборотов в минуту – это мера скорости. |
| жесткий | Жесткий и неудобно согнутый. Жесткие связующие материалы позволяют получить шлифовальный круг более высокого качества. |
| поворотный стол | Вращающаяся круглая поверхность, которая поддерживает заготовку и перемещает ее в круговом направлении во время шлифования.Поворотные столы используются в сочетании с вертикальным шпинделем на шлифовальной машине Blanchard. |
| плечо | Поверхность под углом 90 ° на заготовке, созданной на токарном станке и обработанной на цилиндрической шлифовальной машине. Плечо может соединять заготовки двух диаметров. |
| боковое колесо | Шлифовальный круг, у которого передняя часть или поверхность круга контактирует с заготовкой.Боковые колеса включают цилиндрические колеса типа 2. |
| карбид кремния | Химическое соединение, состоящее из кремния и углерода. Карбид кремния – это обычный абразив с более твердыми, рыхлыми и агрессивными по форме зернами, чем зерна оксида алюминия. |
| шпиндель | Вращающийся компонент станка.Шпиндель на шлифовальной бабке шлифовального станка удерживает и вращает шлифовальный круг. |
| гайка шпинделя | Крепежный элемент с отверстием и внутренней резьбой, который совпадает с винтом или болтом. Гайки шпинделя используются для крепления узла шлифовального круга к шпинделю станка. |
| на складе | Сырье, используемое для изготовления готовой детали.Приклад доступен во многих стандартных формах, включая стержни, стержни и листы. |
| прямые колеса | Обычный абразивный круг, используемый при шлифовании и некоторых операциях отрезки. Прямые колеса представляют собой диски простой формы и также могут быть обработаны для создания определенной рабочей поверхности. |
| структура | Относительное количество зерен, связок и пространства в абразивном шлифовальном инструменте или круге.Состав помогает определить марку шлифовального круга. |
| суперабразив | Группа относительно дорогих абразивных материалов, обладающих превосходной твердостью, износостойкостью и теплопроводностью. Суперабразивы, используемые для шлифовальных кругов, – это кубический нитрид бора и алмаз. |
| суперабразивы | Группа относительно дорогих, но эффективных материалов, обладающих превосходной твердостью, стойкостью к истиранию и теплопроводностью.Суперабразивы, используемые в шлифовальных кругах, представляют собой кубический нитрид бора и алмаз. |
| на поверхности футов в минуту | SFM. Измерение скорости, определяющее количество футов, которое перемещается на вращающемся или возвратно-поступательном компоненте за одну минуту. Количество футов в минуту используется для измерения скорости шлифовального круга. |
| чистота поверхности | Текстура детали после шлифовки.Обработка поверхности является ключом к характеристикам готовой детали. |
| плоскошлифовальный станок | Шлифовальный станок, используемый для чистовой обработки плоских поверхностей заготовок путем снятия точного количества материала. Для плоскошлифовального станка с вертикальным шпинделем может потребоваться цилиндрический или сегментированный круг. |
| плоскошлифовальный | Обычный процесс шлифования, при котором шлифовальный круг используется для шлифования точного количества материала с поверхности детали.Плоское шлифование обычно создает плоские поверхности, но также может создавать сложные трехмерные поверхности, если используется формованный шлифовальный круг. |
| плоскошлифовальный сегмент | Связанный абразив, разработанный для использования в плоскошлифовальном станке Blanchard. Сегменты плоского шлифования по отдельности устанавливаются на вертикальном шпинделе станка над заготовкой, чтобы в совокупности формировать форму шлифовального круга. |
| теплопроводность | Способность материала передавать тепло. Теплопроводность суперабразивных шлифовальных кругов отводит тепло от операции шлифования. |
| допуск | Допустимое отклонение от заданного размера, при котором готовая деталь по-прежнему сможет выполнять свои функции.Допуски указывают допустимую разницу между физическим элементом и его предполагаемой конструкцией. |
| карбид вольфрама | Химическое соединение, содержащее в равных частях атомы вольфрама и карбида. Оправки из карбида вольфрама обеспечивают большую жесткость, чем стальные оправки. |
| Вертикальный шпиндель станка | Плоскошлифовальный станок с шлифовальной головкой, ориентированной перпендикулярно полу.Вертикальные шпиндели станков требуют наличия бокового круга или шлифовального сегмента. |
| Связка керамическая | Глиняный или керамический связующий материал, характеризующийся прочностью, жесткостью и устойчивостью к маслам, воде и перепадам температуры. Стекловидная связка по своим свойствам близка к стеклу. |
| диаметр колеса | Расстояние от одного края шлифовального круга через центр и до противоположного конца.Диаметр колеса измеряется в дюймах или миллиметрах. |
| частота вращения колеса | Скорость, с которой шлифовальный круг движется мимо поверхности заготовки в точке контакта. Скорость колеса измеряется в поверхностных футах в минуту (sfm) или метрах в секунду (м / с). |
| толщина колеса | Расстояние, измеряемое в дюймах или миллиметрах, между верхней и нижней поверхностями шлифовального круга. |