Суппорт токарного станка
Токарно-винторезный станок
Суппорт
Одним из важнейших достижений машиностроения в начале XIX века стало распространение
металлорежущих станков с суппортами – механическими держателями для резца.
Каким бы простым и, на первый взгляд, незначительным не казался этот придаток
к станку, можно без преувеличения сказать, что его влияние на усовершенствование
и распространение машин было так же велика, как влияние изменений, произведенных
Уаттом в паровой машине. Введение суппорта разом повлекло за собой усовершенствование
и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. Суппорт
предназначен для перемещения во время обработки режущего инструмента, закрепленного
в резцедержателе.
 Привод перемещения суппорта
производится от ходового винта 2, от ходового вала, расположенного под
ходовым винтом, или вручную. Включение автоматических подач производится
рукояткой 14. заказать стропы цена
Привод перемещения суппорта
производится от ходового винта 2, от ходового вала, расположенного под
ходовым винтом, или вручную. Включение автоматических подач производится
рукояткой 14. заказать стропы ценаУстройство поперечного суппорта показано на рисунке внизу. По направляющим
продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются
салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в
продольном суппорте 1, а другим – связан с гайкой (состоящей из двух частей
15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая
винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается
зазор между ходовым винтом 12 и гайкой 15.
Поперечный суппорт
Суппорт токарного станка JET DB-920W :: АвтоМотоГараж
Следующим в очереди по переборке были суппорт и ходовой винт. Переборка ходового винта это конечно громко сказано. Его нужно было тщательно вымыть, но, по понятным причинам, перед первым пуском нормально очистить его не удалось. Ну, а где переборка суппорта там и переборка резцедержалки и продольной подачи. Хочу заметить, что консервационная китайская смазка ни на одни наши смазки не похожа. Грязная она какая-то. Грязная не на наличие посторонних предметов или примесей, а по цвету и ощущению. Забегая вперёд, скажу, если эту смазку сразу не вымыть, то через полгода года её можно смыть только ацетоном. Она становится очень трудно отмываемой. Промывал детали и элементы при помощи бензина калоша. Он не такой вонючий и быстро сохнет. А главное пока свежая смазка, то он хорошо отмывает. Один из интересных моментов, это то, что китайцы намазали маслом только там, где видно. По крайней мере суппорт собран был полностью на сухую. Представляю, какая была бы выработка если брать станок и так работать без проведения профилактики. В общем, были сняты резцедердатель, микроподача, продольная подача.
Переборка ходового винта это конечно громко сказано. Его нужно было тщательно вымыть, но, по понятным причинам, перед первым пуском нормально очистить его не удалось. Ну, а где переборка суппорта там и переборка резцедержалки и продольной подачи. Хочу заметить, что консервационная китайская смазка ни на одни наши смазки не похожа. Грязная она какая-то. Грязная не на наличие посторонних предметов или примесей, а по цвету и ощущению. Забегая вперёд, скажу, если эту смазку сразу не вымыть, то через полгода года её можно смыть только ацетоном. Она становится очень трудно отмываемой. Промывал детали и элементы при помощи бензина калоша. Он не такой вонючий и быстро сохнет. А главное пока свежая смазка, то он хорошо отмывает. Один из интересных моментов, это то, что китайцы намазали маслом только там, где видно. По крайней мере суппорт собран был полностью на сухую. Представляю, какая была бы выработка если брать станок и так работать без проведения профилактики. В общем, были сняты резцедердатель, микроподача, продольная подача.
Довольно долго пришлось изучать все зацепления шестерён и посадки валов, пока не были определены проблемные места. Изъяв ходовой винт из суппорта, я ещё раз всё проверил.
Итак, резюме по суппорту (это в моём случае): большой зазор в посадке основного вала ручки подачи, лечиться только увеличением отверстия с последующим завтуливанием бронзовой вставкой. После чего необходимо будет развернуть отверстие под посадку вала. Временно вышел из ситуации при помощи тефлоновой шайбы с умеренной затяжкой ручки. Люфт при этом сохранился, но уже он не так был заметен.
Далее нужно было разобраться с лимбом на той же ручке подачи. Демонтировал лимб. Там китайцы установили пружинящую пластину из сыромятины.
Демонтировал лимб. Там китайцы установили пружинящую пластину из сыромятины.
В качестве материала для изготовления новой детали была использована спиральная пружина.
Ширина ленты почти совпадала с пазом, для которого она предназначалась. Доводить ширину пришлось на абразивном бруске.
После доводки некоторых явных косяков китайской промышленности заново всё было разобрано и тщательно смазано.
Установка выполняется следующим образом. Собирается суппорт. После чего устанавливаем в него ходовой винт и зажимаем маточную гайку. Теперь над местом где должен висеть суппорт кладётся деревянный брусок. Он будет временной опорой. Далее конструкцию (суппорт с винтом) вставляем во вторичный вал КПП и опираем суппорт на ранее приготовленный брусок. Теперь устанавливается задняя опора ходового винта. Далее необходимо совместить отверстия для штифта во вторичном вале КПП и ходовом винте. И в завершении устанавливаем шрифт.
В следующей части будут описаны работы с поперечной, микроподачей и резцедержалкой.
Статьи по данной теме:
Покупка токарного станка JET BD-920W.
JET BD-920W первые впечатления.
Шкивы токарного станка JET DB-920W.
что это такое, для чего предназначен
Первый механизированный суппорт, установленный в 1770 году голландцами в машине для сверления пушечных стволов.
Качественно изменил все машины и подвинул к новым изобретениям в металлообработке. В мире техники началась новая эпоха.
Что это такое?
Суппорт (supporto (лат.) – поддерживаю) – механический держатель резцовой головки станка (токарного, шлифовального, строгального и др.), управляющий режущим инструментом в процессе резания и сообщающий величину подачи в пределах точно установленных допусков.
По степени точности механической подачи и жёсткости суппорта судят о качестве станка.
Принцип работы
Основан на точном перемещении закреплённого в резцедержателе режущего инструмента или обрабатывающего агрегата, или самой заготовки в процессе обработки резанием.
Принцип использования крутящего момента:
- от ходового винта – для нарезания резьбы;
- от ходового вала – для подач режущего инструмента;
- от ходового винта – для нарезания резьбы и, перестроив гитару – для продольной подачи;
- от ручного привода – применяется в операциях, где использование ходового вала и ходового винта не целесообразно (торцевание, снятие фасок, часто – при отрезании детали от заготовки, сверлении и т. д.).
Как он устроен?
Конструкция суппорта состоит из механизмов:
- нижних салазок продольного суппорта;
- поперечных салазок поперечного суппорта с прикрепленной поворотной плитой;
- поворотной плиты с установленным на ней верхним суппортом с резцедержателем;
- фартука.
Продольный суппорт – это салазки (нижние салазки), на которых смонтировано все механизмы агрегата. Привод от ходового вала или ходового винта, посредством коммутирующих устройств, расположенных в фартуке, а также вручную. Нижние салазки суппорта перемещают весь агрегат по направляющим станины.
Привод от ходового вала или ходового винта, посредством коммутирующих устройств, расположенных в фартуке, а также вручную. Нижние салазки суппорта перемещают весь агрегат по направляющим станины.
Поперечный суппорт – механизм, сопряженный с направляющими продольного суппорта. Привод: механический – от винта каретки или вручную. Задаёт направление поворотной плите и верхнему суппорту с резцедержателем.
Поворотная плита закреплена гайкой на поперечных салазках. На поворотной плите установлен механизм верхних салазок (верхнего суппорта).
Верхний суппорт – каретка с салазками (верхние салазки), сопряженными с направляющими поворотной плиты. Поворотная плита предназначена для установки верхнего суппорта под углом к оси поперечных салазок (нарезание конусов).
Резцовая головка (резцедержатель) – установленный на горизонтальной площадке верхних салазок подвижный механизм с четырьмя площадками для крепления режущего инструмента или обрабатывающих агрегатов (напр. – шлифовальная головка) или приспособлений для крепления самой заготовки.
– шлифовальная головка) или приспособлений для крепления самой заготовки.
Фартук – основной узел управления всей работы суппорта. На нём смонтированы органы включения – выключения механизмов станка, непосредственно сообщающих величину подачи режущему инструменту.
Механизмы суппорта сообщают режущему инструменту движение в горизонтальной плоскости:
- продольное – вдоль оси заготовки;
- поперечное – под прямым углом относительно оси направляющих станины;
- под заданным углом к продольной оси обрабатываемой детали.
Станки, массой больше 1000 кг, снабжаются устройствами ускоренного перемещения суппорта. Легких станков, как правило, таких устройств лишены, но народные умельцы успешно решают эту проблему самостоятельно.
Регулировки
Любая пара направляющих работает при оптимально достаточной величине зазора между ними. Превышение этой величины понижает жёсткость сопряжений, отрицательно влияет на качество и точность обработки.
Жёсткость поворотного резцедержателя обеспечивается винтовым зажимом и фиксирующим устройством совместно. Если силы фиксирующего устройства недостаточно, возникает опасность разрушения этого ответственного узла от осевых или радиальных нагрузок.
Износ трущихся поверхностей суппортов и станин неравномерен и достигает, порой, сотых и даже десятых долей миллиметра. По этой причине невозможно установить одинаковые зазоры на всех рабочих поверхностях. Винты привода салазок изнашиваются также неравномерно.
Для сохранения рабочего диапазона салазок, регулировку зазоров производят с установкой каретки в место с минимальным износом. Направляющие станины интенсивно изнашиваются ближе к передней бабке. Наибольший износ поперечных салазок в середине их рабочего диапазона. Направляющие верхних салазок износу подвержены меньше, поскольку не так часто бывают в работе.
Как осуществляется его ремонт?
Оптимальные значения зазоров во всём рабочем диапазоне сопряжений достижимы средней тяжести и тяжелых станков достижимы исключительно путем восстановления геометрических параметров на шлифовальном станке и шабрением.
Восстановление и реставрация легкого, пусть и морально устаревшего станка, вполне доступны современному умельцу. Приборы электронного управления освобождают от громоздких шкивов, ремней, зубчатых колес и массивных электродвигателей. Шаговые двигатели решают проблему привода суппортов и ходовых винтов. Геометрию и жесткость суппортов осилит любой инструментальный цех.
Поделиться в социальных сетях
Назначение суппорта токарного станка – Морской флот
Суппорт токарного станка (рис. 31) предназначен для перемещения резцедержателя с резцом в продольном, поперечном и наклонном к оси станка направлениях. Резцу можно сообщить движение вдоль и поперек станины как механически, так и вручную.
Нижняя плита 1 суппорта, называемая кареткой или продольными салазками, перемещается по направляющим станины механически или вручную, и резец движется в продольном направлении.1_2020-05-15_08-51-45.jpg) На верхней поверхности каретки 1 имеются поперечные направляющие 12 в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. На направляющих 12 перемещается нижняя поперечная часть 3 — поперечные салазки суппорта, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
На верхней поверхности каретки 1 имеются поперечные направляющие 12 в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. На направляющих 12 перемещается нижняя поперечная часть 3 — поперечные салазки суппорта, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
На верхней поверхности поперечных салазок 3 расположена поворотная часть 4 суппорта. Отвернув гайки 10, можно повернуть эту часть суппорта под нужным углом относительно направляющих станины, после чего гайки 10 нужно завернуть.
На верхней поверхности поворотной части расположены направляющие 5 в форме ласточкина хвоста, по которым при вращении рукоятки 13 перемещается верхняя часть 11 — верхние салазки суппорта.
Регулировка суппорта. После некоторого срока работы станка, когда на боковых поверхностях ласточкина хвоста появляется зазор, точность работы станка снижается. Для уменьшения этого зазора до нормальной величины необходимо подтянуть имеющуюся для этих целей клиновую планку (на рис. 31 не показана).
31 не показана).
Излишний зазор, возникающий после некоторого периода работы между гайкой и поперечным ходовым винтом, следует также уменьшить до нормальной величины.
Как видно из рис. 32, гайка, охватывающая поперечный винт 1, состоит из двух половин 2 и 7. Для уменьшения зазора между гайкой и винтом до нормальной величины необходимо проделать следующее. Отвернуть слегка винты 3 и 6, при помощи которых обе половины гайки привинчены к нижней части суппорта, затем посредством винта 5 сдвинуть вверх односторонний клин 4, при этом обе половины гайки раздвинутся и зазор между поперечным винтом и гайкой уменьшится. Отрегулировав зазор, нужно снова затянуть винты. 3 и 6, крепящие обе половины гайки.
Резцедержатели. На верхней части суппорта устанавливают резцедержатель для закрепления резцов. Резцедержатели бывают различных конструкций.
На легких станках применяется одноместный резцедержатель (рис. 33, а). Он представляет собой цилиндрический корпус 1, в прорезь которого вставляют резец и закрепляют болтом 2. Резец опирается на подкладку 3, нижняя сферическая поверхность которой соприкасается с такой же поверхностью кольца 4. Такое устройство позволяет наклонять подкладку с резцом и устанавливать его режущую кромку по высоте центров. Нижняя часть 5 резцедержателя, имеющая Т-образную форму, вставляется в паз верхней части суппорта. Закрепление резца в резцедержателе данного типа производится быстро, однако недостаточно прочно, поэтому такой резцедержатель применяют главным образом для мелких работ.
Резец опирается на подкладку 3, нижняя сферическая поверхность которой соприкасается с такой же поверхностью кольца 4. Такое устройство позволяет наклонять подкладку с резцом и устанавливать его режущую кромку по высоте центров. Нижняя часть 5 резцедержателя, имеющая Т-образную форму, вставляется в паз верхней части суппорта. Закрепление резца в резцедержателе данного типа производится быстро, однако недостаточно прочно, поэтому такой резцедержатель применяют главным образом для мелких работ.
Более прочно закрепляется резец в резцедержателе, показанном на рис. 33, б. Резцедержатель 5, снабженный Т-образным сухарем 1, закрепляется на верхней части суппорта гайкой 4. Для регулирования положения режущей кромки резца по высоте в резцедержателе имеется подкладка 2, нижняя сферическая поверхность которой опирается на такую же поверхность колодки резцедержателя. Закрепляют резец двумя болтами 3. Резцедержатель этого типа применяется как на малых, так и на больших станках.
На больших токарных станках применяются одноместные резцедержатели (рис. 33, б). В этом случае резец устанавливают на плоскость 7 верхней части суппорта и закрепляют планкой 2, затягивая гайку 4. Для предохранения болта 3 от изгиба планка 2 поддерживается винтом, опирающимся на башмак 6. При отвертывании гайки 4 пружина 1 приподнимает планку 2.
33, б). В этом случае резец устанавливают на плоскость 7 верхней части суппорта и закрепляют планкой 2, затягивая гайку 4. Для предохранения болта 3 от изгиба планка 2 поддерживается винтом, опирающимся на башмак 6. При отвертывании гайки 4 пружина 1 приподнимает планку 2.
Чаще всего на токарно-винторезных станках средних размеров применяют четырехгранные поворотные резцовые головки (см. рис. 31).
Резцовая головка (резцедержатель) 6 устанавливается на верхней части суппорта 11; в резцедержателе можно закрепить винтами 8 четыре резца одновременно. Работать можно любым из установленных резцов. Для этого нужно повернуть головку и поставить требуемый резец в рабочее положение. Перед поворотом головки необходимо ее открепить, повернув рукоятку 9, связанную с гайкой, сидящей на винте 7. После каждого поворота головку нужно снова зажать с помощью той же рукоятки 9
Дата добавления: 2018-04-05 ; просмотров: 1210 ; ЗАКАЗАТЬ РАБОТУ
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка._2018-11-28_13-39-53.jpg)
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
 youtube.com/embed/iG9TJO38XSM”/>
youtube.com/embed/iG9TJO38XSM”/>
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Токарно-винторезные станки — многофункциональное металлообрабатывающее оборудование, способное выполнять целый спектр технологических операций, среди которых обточка, расточка, обработка торцов, зенкерование, развертывание и подрезка.
В данной статье рассмотрено устройство, функциональное назначение, принцип работы и возможности станков токарной группы. Мы изучим рынок на предмет наиболее распространенных моделей и ознакомимся с их техническими характеристиками.
1 Назначение, особенности конструкции
Универсальный токарно-винторезный станок предназначен для обработки деталей из черных и цветных металлов. Помимо вышеуказанных операций на таких агрегатах можно выполнять нарезание резьбы (модульной, питчевой, метрической и дюймовой), а также точение конусообразных конструкций. Комплектация станков вспомогательными устройствами позволяет значительно расширить их функциональность, добавив возможность выполнения шлифовки, радиального сверления, фрезерования.
Помимо вышеуказанных операций на таких агрегатах можно выполнять нарезание резьбы (модульной, питчевой, метрической и дюймовой), а также точение конусообразных конструкций. Комплектация станков вспомогательными устройствами позволяет значительно расширить их функциональность, добавив возможность выполнения шлифовки, радиального сверления, фрезерования.
Данное оборудование имеет сравнительно большие размеры и вес, поэтому в частных мастерских оно встречается достаточно редко (за исключением станций СТО, где станки используются для обточки автомобильных деталей). Основными сферами эксплуатации таких механизмов является мелкосерийное и единичное производство, однако токарно-винторезный станок с ЧПУ нередко используется в условиях массового производства.
Основные узлы станка
Универсальный токарно-винторезный станок состоит из следующих основных узлов:
- станина;
- передняя и задняя бабка;
- шпиндель;
- суппорт;
- коробка подач.
Рассмотрим устройство токарно-винторезного станка более детально.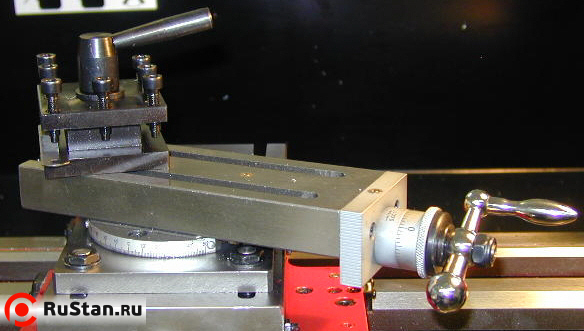
1.1 Станина
Станина является одним из базовых узлов, по которому перемещаются суппорт и задняя бабка, также станина выступает в качестве несущей опоры под обе бабки (заднюю и переднюю). Сама станина состоит из двух стальных балок, соединенных поперечными ребрами жесткости. На каждой из балок имеется по две направляющие, на правой обе направляющие призматические, на левой — внутренняя направляющая плоская.
Передняя бабка фиксируется на левом конце станины, на правом — задняя, положение которой можно регулировать перемещая ее вдоль станины. По наружным направляющим конструкции перемещается каретка. Параллельность направляющих непосредственно влияет на точность обработки деталей.
к меню ↑
1.2 Передняя и задняя бабка
Назначение передней бабки — фиксация обрабатываемой заготовки и передача на нее вращения от электродвигателя. Вращение заготовке сообщает шпиндель, расположенный внутри корпуса бабки. Снаружи ее корпуса смонтированы рукоятки для управления коробкой скоростей, позволяющие регулировать частоту оборотов шпинделя.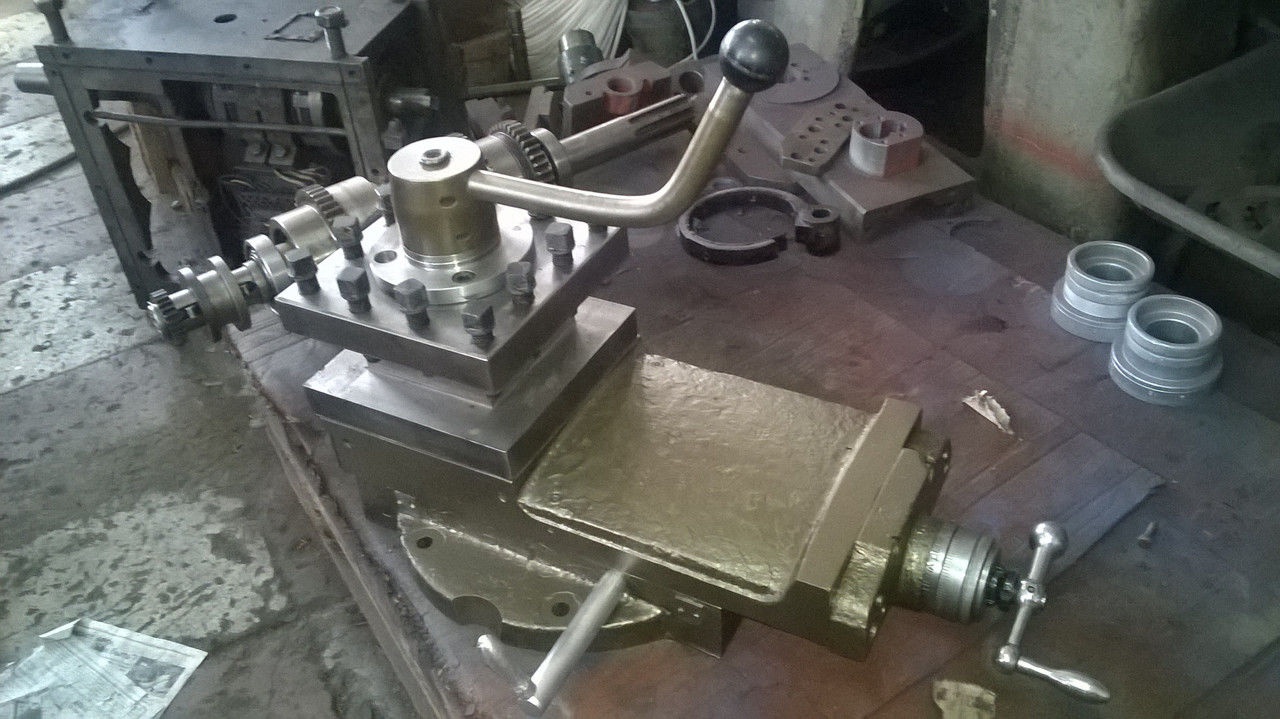
Задняя бабка поддерживает правую сторону детали. При использовании вспомогательного инструмента, в нее устанавливаются сверла, метчики, развертки и т.д. В зависимости от конструктивных особенностей бабки классифицируются на два вида — с обычным и вращающимся центром. Последним вариантом комплектуются современные станки для скоростного нарезания, тогда как агрегаты для тяжелых работ оснащаются стандартными бабками.
Схема задней бабки
Корпус бабок обеих типов располагается на опорной плите, смонтированной на станине. В переднем конце бабки находится пиноль с посадочным гнездом для установки центра либо рабочего инструмента. Корпус бабки можно регулировать в поперечной плоскости, что позволяет обрабатывать пологие конуса.
к меню ↑
1.3 Шпиндель
Наиболее важным рабочим узлом любого токарно-винторезного оборудование является шпиндель. Это полый стальной вал, на торце которого расположено коническое отверстие, которое монтируется передний центр станка. Полость шпинделя необходима для возможности установки прутка, посредством которого из посадочного гнезда выбивается центр.
Полость шпинделя необходима для возможности установки прутка, посредством которого из посадочного гнезда выбивается центр.
Шпиндель в стандартных станках смонтирован на подшипники скольжения, однако в высокоскоростном оборудовании применяются более жесткие подшипники качения. Крайне важным условием правильной работы станка является отсутствие люфта при вращении шпинделя, поскольку при его наличии колебания будут передаваться на деталь, что снизить точность ее обработки. Именно от качества и надежности используемых подшипников зависит эксплуатационная выносливость данного узла.
к меню ↑
1.4 Коробка подач
Коробка подач, сообщающая вращение от шпинделя к суппорту, имеет следующие основные узлы:
- гитара;
- ходовой винт;
- ходовой вал;
- трензель;
- гитара.
Устройство коробки подач
Назначение трензеля — регулировка направления подачи, гитары — получение требуемой частоты хода. В фартуке располагаются механизмы, которые преобразуют вращение ходового вала в поступательное перемещение рабочего инструмента.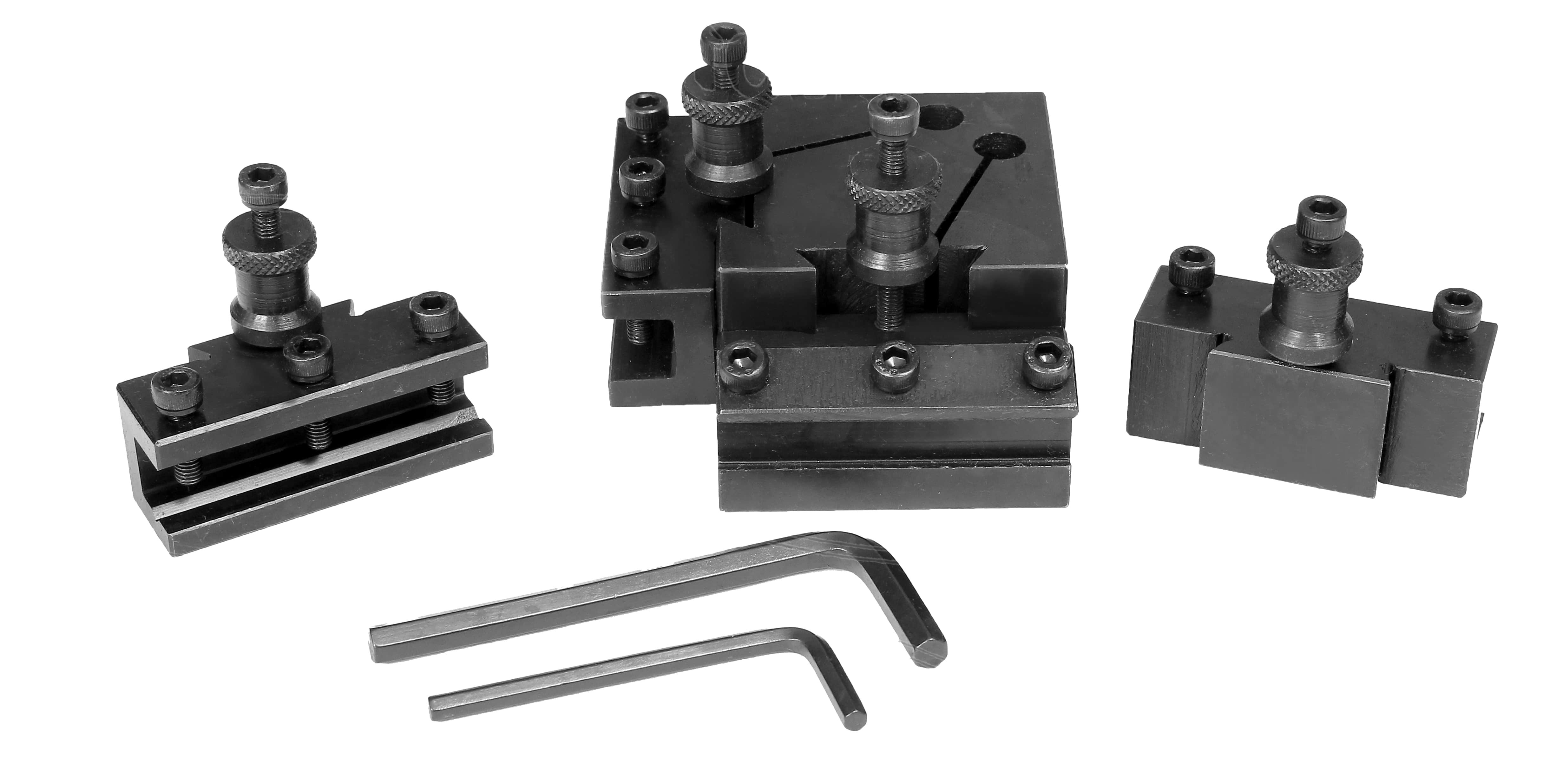 Некоторые токарно-винторезные станки вместо полноценной коробки подач могут иметь упрощенный реверсный механизм, позволяющий изменять только направление движения ходового вала.
Некоторые токарно-винторезные станки вместо полноценной коробки подач могут иметь упрощенный реверсный механизм, позволяющий изменять только направление движения ходового вала.
к меню ↑
1.5 Суппорт
Назначение суппорта — изменение положения резцедержателя, фиксирующего рабочий инструмент, в поперечной, продольной и наклонной плоскостях. Суппорт является одним из наиболее габаритных узлов станка, он состоит из нижней плиты, на которой установлены продольные салазки (каретка). Сверху салазок смонтированы поперечные направляющие, на них располагается поворотная часть суппорта.
Универсальный токарно-винторезный станок в процессе эксплуатации теряет точность регулировки суппорта, причиной этого является появления зазора на боковых поверхностях направляющих суппорта. Уменьшить данный зазор позволяет нехитрый ремонт — необходимо лишь подтянуть специальную клиновую планку.
Тип устанавливаемого на суппорт резцедержателя непосредственно зависит от класса токарного станка. В легком оборудовании используются одноместные конструкции в виде цилиндрического корпуса с внутренней полостью, стягивающейся с помощью винта. На крупногабаритном оборудовании промышленного класса используются резцедержатели четырехгранного типа с поворотными головками, обеспечивающие максимальную прочность фиксации резца.
В легком оборудовании используются одноместные конструкции в виде цилиндрического корпуса с внутренней полостью, стягивающейся с помощью винта. На крупногабаритном оборудовании промышленного класса используются резцедержатели четырехгранного типа с поворотными головками, обеспечивающие максимальную прочность фиксации резца.
к меню ↑
1.6 Обзор конструкции токарно-винторезных станков (видео)
к меню ↑
2 Распространенные модели Станков
Любой универсальный токарно-винторезный станок по металлу имеет два ключевых параметра, определяющих его функциональные возможности. Это высота центров (расстояние от оси вращения шпинделя до верхнего контура станины), от которого зависит максимальный диаметр обрабатываемых деталей, и расстояние между центрами, влияющее на наибольшую длину обработки.
Наиболее распространенным оборудованием отечественного производства является токарно-винторезный станок 16К40, имеющий класс точности обработки «Н», в соответствии с положениями ГОСТ №8-82Е. Данный агрегат выполняет такие операции как растачивание, точение, сверление и нарезание резьбы.
Данный агрегат выполняет такие операции как растачивание, точение, сверление и нарезание резьбы.
16К40 относится к оборудованию среднетяжелого типа, его вес составляет 7.1 тонну, а размеры — 578*185*162 см. Рассмотрим технические характеристики данной модели:
- наибольший диаметр обработки — 800 мм;
- длина деталей — 3000 мм;
- вес деталей — до 4 тонн;
- частота вращения шпинделя — 6-1250 об/мин;
- мощность основного электродвигателя — 18500 Вт.
На сегодняшний день на производстве эксплуатируется преимущественно оборудование советского производства 80-х годов. Рассмотрим вкратце параметры наиболее часто встречающихся моделей:
| Модель | Диаметр обработки (мм) | Длина деталей (мм) | Масса деталей (тонн) | Обороты шпинделя (об/мин) | Мощность привода (Вт) | Вес станка (тонн) |
| Токарно винторезный станок 163 |
Паспорт
.jpg) 45
45Широко востребованным является настольный токарно-винторезный станок для индивидуальной эксплуатации, такие модели представлены в ассортименте как отечественных, так и зарубежных производителей. Оптимальным по соотношению цена/функциональные возможности является агрегат BD-9G производства американской компании JET, купить который можно, пройдя по ссылке.
Оптимальным по соотношению цена/функциональные возможности является агрегат BD-9G производства американской компании JET, купить который можно, пройдя по ссылке.
Данное оборудование способно обрабатывать детали диаметром до 200 мм и длиной до 400 мм. Устройство выполняет такие операции как растачивание, обточка, нарезка резьбы (метрическая и дюймовая), обработка торцов, развертывание. BD-9G оснащен движком асинхронного типа мощностью 750 Вт, частота вращения шпинделя составляет 100-2500 об/мин.
Токарные Суппорты – Энциклопедия по машиностроению XXL
На рис. 4.22 показана конструктивная схема узлов однокромочного копировального токарного суппорта с задним расположением копирного суппорта и дроссельным отверстием 1 в поршне. При таком расположении [c.402]
Вариант схемы гидравлического копировального токарного суппорта для точения крупных бесшпоночных валов с конусной либо цилиндрической образующей показан на рис. 4.6.
[c.240]
4.6.
[c.240]
Резец фасочный, радиусный В резцедержатель токарного суппорта — 0,9 1,2 1,3 1.4 [c.249]
В резцедержатель токарного суппорта [c.250]
Привод подачи к токарному суппорту через ходовой вал [c.195]
Подача к токарному суппорту осуществляется через ходовой вал. Движение передается от зубчатого колеса 28 на шпинделе к зубчатому колесу 42 и к коробке подач. Коробка подач имеет шесть вариантов изменения подач от 9,1 до 0,75 мм об, осуществляемых блоком зубчатых колес. От ходового вала посредством червячной пары движение передается к каретке суппорта. В каретке предусмотрена только продольная подача от реечного механизма. Формула настройки обычная [c.195]
| Фиг. 1. Вариант расположения автоматического гидравлического токарного суппорта вместо поперечных салазок. |
 9,
[c.48]
9,
[c.48]| Рис. 47. Конструк цил пластмассовых направляющих токарного суппорта 1 — накладки из пластмассы 5 — накладки из бронзы |
Резьбу треугольного профиля нарезают обычно на деталях, предназначенных для скрепления, и поэтому ее называют крепежной резьбой. Резьбы иных профилей, по преимуществу трапецеидальные и прямоугольные, относятся к ходовым резьбам (резьба на валу для передвижения суппорта токарного станка, резьба на винте машинных тисков, домкратов и др.). [c.172]
Нарезание резьбы на токарно-винторезных станках выполняют резцами, метчиками и плашками.
 Форма режущих кромок резцов определяется профилем и размерами поперечного сечения нарезаемых резьб. Резец устанавливают на станке по шаблону. Резьбу (рис. 6.26, а) нарезают с продольной подачей резца s p. При нарезании резьбы продольный суппорт получает поступательное движение от ходового винта и раздвижной маточной гайки, смонтированной в фартуке станка. Это необходимо для того, чтобы резец получал равномерное поступательное движение, что обеспечивает постоянство шага нарезаемой резьбы.
[c.301]
Форма режущих кромок резцов определяется профилем и размерами поперечного сечения нарезаемых резьб. Резец устанавливают на станке по шаблону. Резьбу (рис. 6.26, а) нарезают с продольной подачей резца s p. При нарезании резьбы продольный суппорт получает поступательное движение от ходового винта и раздвижной маточной гайки, смонтированной в фартуке станка. Это необходимо для того, чтобы резец получал равномерное поступательное движение, что обеспечивает постоянство шага нарезаемой резьбы.
[c.301]Для обработки поверхностей обкатыванием и раскатыванием чаще всего используют токарные или карусельные станки, применяя вместо режущего инструмента обкатки и раскатки. Суппорты обеспечивают необходимую подачу. Раскатки можно устанавливать в пиноли задних бабок. Глубокие отверстия раскатывают на станках для глубокого сверления. [c.386]
Накатывание цилиндрических (рис, 6.116, г) и конических мелкомодульных колес в 15—20 раз производительнее зубонарезания. Процесс можно осуществлять на токарных станках накатниками 6 и 7, которые закреплены на суппорте и перемещаются с подачей Si,p. Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев на заготовке 2.
[c.390]
Процесс можно осуществлять на токарных станках накатниками 6 и 7, которые закреплены на суппорте и перемещаются с подачей Si,p. Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев на заготовке 2.
[c.390]
Отжим передней и задней бабок по сравнению с величиной прогиба обычно выражается малой величиной так, например, отжим шпинделя токарного станка (с высотой центров 200 мм) при нагрузке 200 кГ (1960 н) допускается не более 0,02 мм, пиноли задней бабки — не более 0,04 мм, суппорта — не более 0,03 мм. [c.59]
Так, например, в групповых наладках токарно-револьверных станков часть позиций револьверной головки и суппорта для крепления инструмента используется для обработки деталей одного наименования, другая часть позиций—для обработки деталей другого наименования некоторые позиции (или все) могут быть использованы для обработки деталей нескольких наименований. [c.147]
Токарно-сверлильно-отрезные станки применяются в заготовительных цехах для предварительной обдирки, растачивания, сверления, отрезания как прутков, так и поковок и штамповок. В подвижной задней бабке станка крепится спиральное сверло для сверления отверстия. Передний суппорт служит для обдирки и растачивания, задний —для отрезания заготовки от прутка. Схема обработки на станке представлена на рис. 48.
[c.167]
В подвижной задней бабке станка крепится спиральное сверло для сверления отверстия. Передний суппорт служит для обдирки и растачивания, задний —для отрезания заготовки от прутка. Схема обработки на станке представлена на рис. 48.
[c.167]
Обтачивание на многорезцовых станках. Принцип концентрации операций при токарной обработке осуществляется при обтачивании одновременно нескольких поверхностей вращения несколькими инструментами — резцами — на многорезцовых станках. Такие станки-полуавтоматы широко применяются в серийном и массовом производстве. Обычно на многорезцовых станках имеются два суппорта— передний и задний. Передний суппорт, имеющий продольное (а также и поперечное) движение, служит большей частью для продольного обтачивания заготовок — валов или других деталей (тел вращения). Задний суппорт, имеющий только поперечное движение, предназначен для подрезания торцов, прорезания канавок, фасонного обтачивания. Многоместные суппорты могут быть оснащены большим количеством резцов, доходящим до 20. Многорезцовые станки с большим расстоянием между центрами имеют два передних и два задних суппорта. Движение суппортов автоматизировано закончив обработку, суппорты возвращаются в исходное положение автоматически. Останавливается станок также автоматически,, рабочий только устанавливает и снимает заготовки и пускает станок.
[c.175]
Многорезцовые станки с большим расстоянием между центрами имеют два передних и два задних суппорта. Движение суппортов автоматизировано закончив обработку, суппорты возвращаются в исходное положение автоматически. Останавливается станок также автоматически,, рабочий только устанавливает и снимает заготовки и пускает станок.
[c.175]
На рис. 53 изображены схемы обтачивания вала на однорезцовом (рис. 53, а) и многорезцовом (рис. 53, б) токарных станках. В первом случае длина пути суппорта с резцом равна I, во втором — резцы двигаются одновременно, каждый на своем участке, и длина пути суппорта и каждого резца равна —, так как на суппорте установлено [c.175]
Для накатывания в резцедержателе суппорта токарного станка закрепляют державку 1 (рис. 69), в которой устанавливают для простой накатки один, а для перекрестной — два ролика 2 и 3 из [c.202]
Накатывание резьбы диаметром от 5 до 25 м.м одним роликом (рис. 120, а) применяется на токарных и револьверных станках и автоматах. Заготовка 1 зажимается в патроне или цанге станка, а резьбовой ролик 2 — в державке 3, устанавливаемой в суппорте 4 или в револьверной головке станка.
[c.255]
120, а) применяется на токарных и револьверных станках и автоматах. Заготовка 1 зажимается в патроне или цанге станка, а резьбовой ролик 2 — в державке 3, устанавливаемой в суппорте 4 или в револьверной головке станка.
[c.255]
Обтачивание фасонных поверхностей на токарно-винторезном станке завода Красный пролетарий производится с помощью специального гидравлического суппорта, описанного в гл. XI. Фасонные поверхности можно обтачивать на токарных гидрокопировальных станках так же, как обтачиваются ступенчатые валики (см. гл. XI). В этом случае вместо ступенчатого копира устанавливается соответствующий фасонный копир. [c.280]
Работа на токарно-револьверных автоматах в принципе аналогична работе на обычных револьверных станках. При проектировании технологического процесса обработки детали необходимо для выполнения отдельных переходов равномерно распределить работу между инструментами, закрепленными в револьверной головке и суппортах. [c.363]
[c.363]
В 1711 г. в Россию из тогда далекой Флоренции привезли станок, сделанный мастером Зингером. Царь Петр I пригласил автора к себе на службу. В придворной токарне стали создаваться первые отечественные металлорежущие станки. В этой исключительно важной для развития экономики государства работе деятельное участие принял талантливый мастер-самоучка А. К. Нар-тов. Он разработал конструкции и построил граверный, копировальный, гильотинный станки. В 1788 г. А. К. Нартов создал первый в мире токарно-винторезный станок с механическим суппортом и сменными зубчатыми колесами. [c.5]
Наибольшая концентрация подпроцессов приходится на позиции токарной обработки. Для достижения высокой степени концентрации процесса обработки на одном станке применяют до 4—5 суппортов. Верхние суппортные группы (как правило, гидрокопировальные) несут наибольшую силовую нагрузку, осуществляют основной съем металла с заготовки и формообразование поверхности обрабатываемой детали.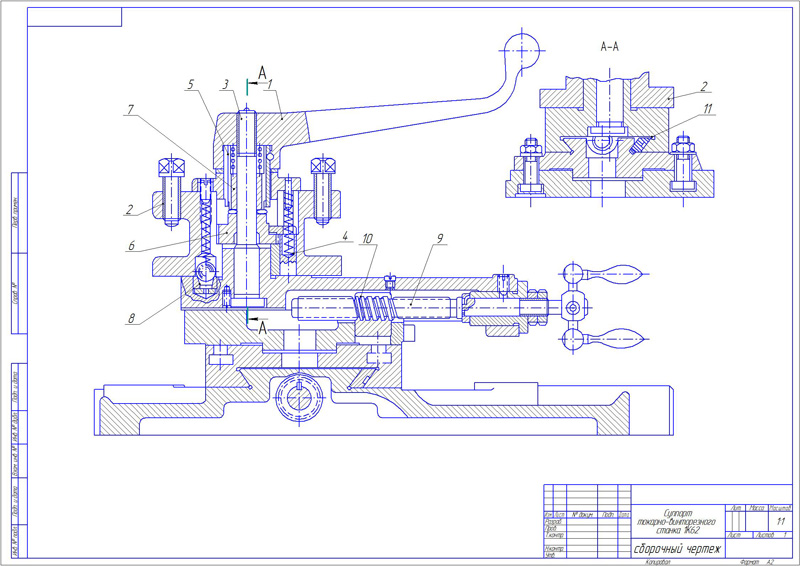 Крестовые и подрезные суппорты обычно устанавливают на нижних направляющих.
[c.103]
Крестовые и подрезные суппорты обычно устанавливают на нижних направляющих.
[c.103]
Обтачивание валов, в зависимости от объема выпуска, выполняют на обычных токарных станках с программным управлением или оснащенных станках гидрокопировальным суппортом, на копировальных токарных станках, а также на станках с многорезцовыми головками. На станках с многорезцовыми головками обтачивание повышает производительность по сравнению с обычной токарной обработкой за счет совмещения переходов и автоматической настройки измерений операционных размеров. [c.171]
Типовая схема комбинирования инструментов для токарных станков с ЧПУ приведена на рис. 15.3. В револьверную головку (или суппорт) 1 станка могут устанавливаться резцедержатель 2 или державки с цилиндрическим 3, призматическим 4 хвостовиками. В свою очередь, в них располагаются резцовые вставки 5 с многогранными неперетачиваемыми твердосплавными пластинами 6 различной формы. При необходимости в револьверную головку может быть установлено сверло 7. Наличие необходимого комплекта инструментов на станке обеспечивает возможность более полной обработки заготовки.
[c.221]
Наличие необходимого комплекта инструментов на станке обеспечивает возможность более полной обработки заготовки.
[c.221]
На рис 2.69 показан процесс изготовления конуса с помощью поворота суппорта токарного станка на угол а/2. [c.47]
Различают давильные работы без утонения и с утонением стенки. Схема давильных работ без утонения стенки показана на рис. 3.46, а. Предварительно вырубленную заготовку продольным суппортом прижимают к торцу формы-пуансопа (обычно деревянной), укрепленной на вращающейся планшайбе токарно-давильного станка. На наружной гюверхности заготовки создают давление торцом давильника (рычага). Заготовка проскальзывает под давильником, который вызывает местную деформацию. Постепенное деформирование заготовки по всей поверхности позволяет придать заготовке форму иуансона,. [c.113]На рис. 6.29 показан двухстоечный токарно-карусельный станок, состоящий из карусели 12, смонтированной иа станине 1, и стоек 2, соединенных поперечиной 6. По вертикальным направляющим стоек перемещается подвижная траверса 3. В зависимости от гзысоты обрабатываемой заготовки траверсу устанавливают на определен1[ом уровне от плоскости карусели. На подвижной траверсе установлены верхний суппорт 5 с коробкой подач 4 и револьверный суппорт 7 с револьверной головкой 8 и коробкой подач 9. На правой стойке установлен боковой суппорт 10 с коробкой подач 11.
[c.304]
По вертикальным направляющим стоек перемещается подвижная траверса 3. В зависимости от гзысоты обрабатываемой заготовки траверсу устанавливают на определен1[ом уровне от плоскости карусели. На подвижной траверсе установлены верхний суппорт 5 с коробкой подач 4 и револьверный суппорт 7 с револьверной головкой 8 и коробкой подач 9. На правой стойке установлен боковой суппорт 10 с коробкой подач 11.
[c.304]
На токарно-винторезном станке моделей 1К62 и 16К20 завода Красный пролетарий ступенчатые валики обтачиваются с помощью специального гидравлического суппорта. [c.183]
Ступенчатые валы обрабатываются на токарных гидрокопировальных полуавтоматах моделей 1712, 1722К, МР-27, МР-29, 1732. Такие станки легко встраивать в автоматические линии при этом транспортирование заготовок осуществляется сквозное (через отверстие в станине) или сверху. Обтачивают валы обычно одним резцом, расположенным в верхнем, перемещающемся по копиру суппорте. Подрезные, или кана-вочные, резцы располагаются в нижнем суппорте. [c.185]
[c.185]
Применение токарно-револьверных станков (так же как полуавтоматов и автоматов) экономично в тех случаях, когда требуется последовательно или одновременно обтачивать наружные и растачивать внутренние цилиндрические поверхности, сверлить, занкеровать, развертывать отверстия, нарезать резьбу плашками или метчиками, иначе говоря, когда можно применять одновременно несколько инструментов, располагая их в револьверной головке и на отрезном суппорте. [c.350]
Токарные полуавтоматы изготовляются одно-и многошпиндельные, 1ЛЯ работы в центрах и в патроне, грризонтальные и вертикальные. Эдношпиндельные полуавтоматы обычно бывают многорезцовыми 1ЛЯ работы в патроне они изготовляются с двумя — четырьмя суппортами, а также с револьверными головками. [c.355]
Токарные одношпиндельные полуавтоматы отличаются от токар-Ш1Х многорезцовых станков тем, что у них автоматизированы движе-зия всех суппортов, ручные действия на таких полуавтоматах сводят-
[c. 355]
355]
Одношпиндельные токарные автоматы продольного точения повышенной точности изготовляются на отечественных заводах для наибольшего диаметра обрабатываемого прутка 7 мм (тип 1А10П) и 12 мм (тип 1П12), каждый с пятью суппортами. [c.362]
Токарно-р евольвер-н ы е одношпиндельные автоматы, предназначенные для изготовления деталей из пруткового материала, имеют три поперечных суппорта (передний, задний и верхний) и револьверную головку с горизонтальной осью, расположенной перпендикулярно оси шпинделя. В револьверной головке имеются шесть гнезд для установки и закрепления в них державок и оправок с режущими инструментами. Наличие кроме трех поперечных суппортов револьверной головки позволяет обрабатывать детали более сложной формы, чем на фасонно-отрезных автоматах. [c.362]
Отечественные заводы выпускают горизонтальные четырехшпиндельные фасонно-отрезные автоматы модели 1240-0 для обработки прутков диаметром до 40 мм с двумя,общими поперечными суппортами, горизонтальные токарные четырехшпиндельные (четырехпозиционные) моделей 1240-4, 1265М4 и 1А290-4 для обработки прутков или труб диаметром соответственно до 40, 65, 100 мм, которые имеют по четыре поперечных суппорта и по одному продольному суппорту. [c.367]
[c.367]
Механику Петра I А. К. Нартову иринад-лсжит изобретение (около 1718 г.) самоходного суппорта токарного станка с ходовым винтом. До зтого на протяжении многих веков инструмент держали в руках, опирая на подручник. [c.9]
История токарного станка – полезная информация Универсальные токарно винторезные станки
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.
Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки.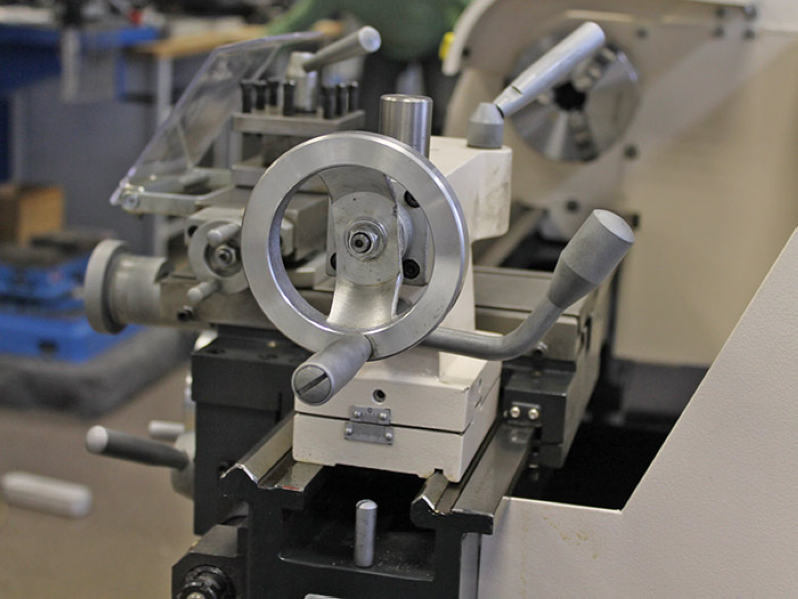 При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
В XIV – XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа – упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один – два оборота, а жердь – согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону.
Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, – вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке.
В середине XVI Жак Бессон (умер в 1569 г.) – изобрел токарный станок для нарезки цилиндрических и конических винтов.
В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.
Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.
В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом, было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы “копир-заготовка”. Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А.К. Нартов остается первым, кто нашел путь к решению этой задачи.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины.
В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка.
В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю па нель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г.
Другой бывший сотрудник Модсли – Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости.
В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
Следующий этап – автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли.
Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки.
Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки – блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики – автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т. д.
д.
Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации – револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов.
В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан.
Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер.
Суппорт токарного станка
Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами – механическими держателями для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям.
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали).
На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали).
Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Включение автоматических подач производится рукояткой 14.
Устройство поперечного суппорта показано на рисунке ниже. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим – связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему выбирается зазор между ходовым винтом 12 и гайкой 15.
Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Токарный станок имеет весьма древнюю историю, причем с годами его конструкция менялась очень незначительно. Приводя во вращение кусок дерева, мастер с помощью долота мог придать ему самую причудливую цилиндрическую форму. Для этого он прижимал долото к быстро вращающемуся куску дерева, отделял от него круговую стружку и постепенно давал заготовке нужные очертания. В деталях своего устройства станки могли довольно значительно отличаться друг от друга, но вплоть до конца XVIII века все они имели одну принципиальную особенность: при обработке заготовка вращалась, а резец находился в руках мастера.
Исключения из этого правила были очень редкими, и их ни в коем случае нельзя считать типичными для этой эпохи. Например, держатели для резца получили распространение в копировальных станках. С помощью таких станков работник, не обладавший особыми навыками, мог изготовлять затейливые изделия очень сложной формы. Для этого пользовались бронзовой моделью, имевшей вид изделия, но большего размера (обычно 2:1). Нужное изображение получали на заготовке следующим образом.
Нужное изображение получали на заготовке следующим образом.
Станок оборудовался двумя суппортами, позволявшими вытачивать изделия без участия руки работника: в одном был закреплен копировальный палец, в другом – резец. Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помешался маленький ролик. К ролику копировального пальца специальной пружиной постоянно прижималась модель. Во время работы станка она начинала вращаться и в соответствии с выступами и впадинами на своей поверхности совершала колебательные движения.
Эти движения модели через систему зубчатых колес передавались вращающейся заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому, как модель находилась в контакте с копировальным пальцем. В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе.
Копировальный станок был очень сложным и дорогим инструментом. Приобрести его могли лишь весьма состоятельные люди. В первой половине XVIII века, когда возникла мода на точеные изделия из дерева и кости, токарными работами занимались многие европейские монархи и титулованная знать. Для них большей частью и предназначались копировальные станки.
Но широкого распространения в токарном деле эти приспособления не получили. Простой токарный станок вполне удовлетворял всем потребностям человека вплоть до второй половины XVIII века. Однако с середины столетия все чаще стала возникать необходимость обрабатывать с большой точностью массивные железные детали. Валы, винты различной величины, зубчатые колеса были первыми деталями машин, о механическом изготовлении которых встал вопрос тотчас же после их появления, так как они требовались в огромном количестве.
Особенно остро нужда в высокоточной обработке металлических заготовок стала ощущаться после внедрения в жизнь великого изобретения Уатта. Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
Обычно резец укреплялся на длинной крючкообразной палке. Рабочий держал его в руках, опираясь как на рычаг на специальную подставку. Этот труд требовал больших профессиональных навыков и большой физической силы. Любая ошибка приводила к порче всей заготовки или к слишком большой погрешности обработки.
В 1765 году из-за невозможности рассверлить с достаточной точностью цилиндр длиной в два фута и диаметром в шесть дюймов Уатт вынужден был прибегнуть к ковкому цилиндру. Расточка цилиндра длиною в девять футов и диаметром в 28 дюймов допускала точность до “толщины маленького пальца”.
С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой.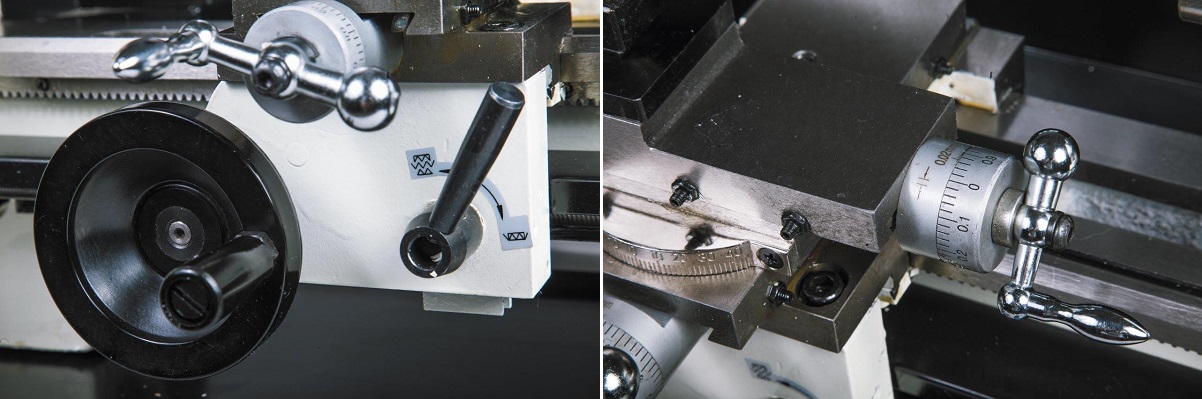
Нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта.
Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом.
Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.
Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.
Таким образом, на изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед. История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы.
История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы.
Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом.
Нижняя часть суппорта (салазки) устанавливались на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении.
Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную мастерскую и в 1798 году создал более совершенный токарный станок. Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага.
Слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом.
Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
В 1800 году Модсли внес замечательное усовершенствование в свой станок – взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50).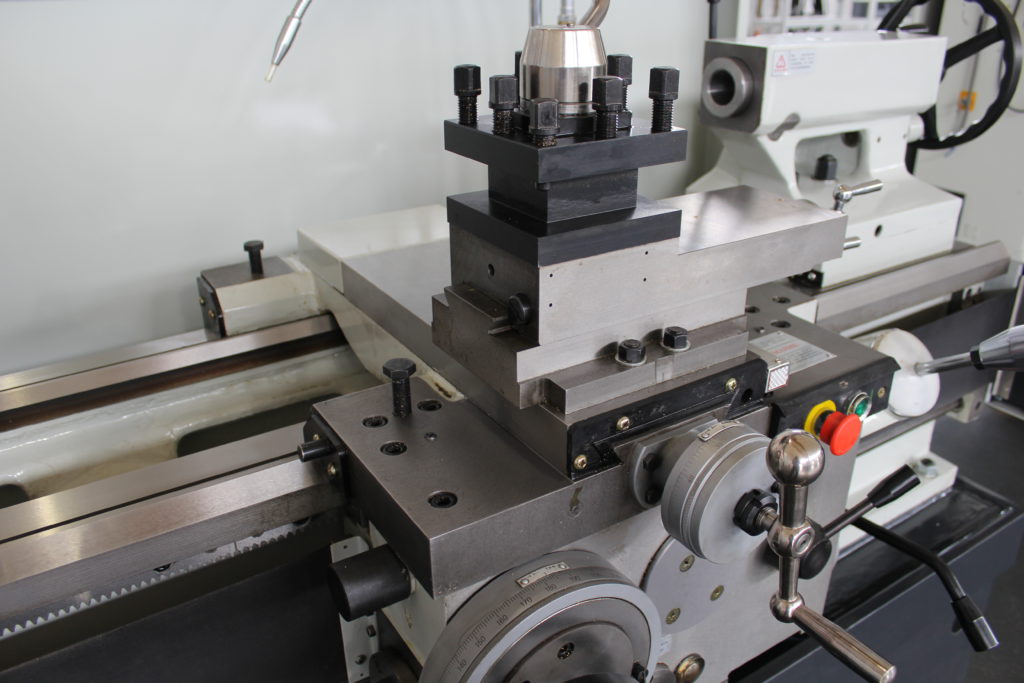
На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д.
Нартов Андрей Константинович (1683 – 1756)
Деятель времени Петра Великого. Русский механик и изобретатель. Учился в Школе математических и навигацких наук в Москве. Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и “приобретения знаний в механике и математике”. По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской.
Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и “приобретения знаний в механике и математике”. По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской.
Работая здесь в 1712-1725, Нартов изобрел и построил ряд совершенных и оригинальных по кинематической схеме токарных станков (в том числе копировальных), часть которых была снабжена механическими суппортами. С появлением суппорта решалась задача изготовления частей машин строго определенной геометрической формы, задача производства машин машинами.
В 1726-1727 и в 1733 Нартов работал при Московском монетном дворе, где создал оригинальные монетные станки. В том же 1733 году Нартов создал механизм для подъема “Царь колокола”. После смерти Петра, Нартову было поручено сделать “триумфальный столп” в честь императора, с изображением всех его “баталий”.
Когда в Академию Наук были сданы все токарные принадлежности и предметы Петра, а также и “триумфальный столп”, то, по настоянию начальника академии, барона Корфа, считавшего Нартова единственным человеком, способным окончить “столп”, он был переведен в академию “к токарным станкам”, для заведывания учениками токарного и механического дела и слесарями. Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).
Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).
В 1742 году Нартов принес Сенату жалобу на советника академии Шумахера, с которым у него происходили пререкания по денежному вопросу, а затем добился назначения следствия над Шумахером, на место которого был определен сам Нартов. В этой должности он пробыл только 1,5 года, потому что оказался “ничего кроме токарного художества незнающим и самовластным”; он велел запечатать архив академической канцелярии, грубо обращался с академиками, и наконец, довел дело до того, что Ломоносов и другие члены стали просить возвращения Шумахера, который вновь вступил в управление академией в 1744 году, а Нартов сосредоточил свою деятельность “на пушечно-артиллерийском деле”.
1738-1756, работая в Артиллерийском ведомстве, Нартов создал станки для сверления канала и обточки цапф пушек, оригинальные запалы, оптический прицел; предложил новые способы отливки пушек и заделки раковин в канале орудия. В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения.
В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения.
В обнаруженной рукописи Нартова “Ясное зрелище махин” описывается более 20 токарных, токарно-копировальных, токарно-винторезных станков различных конструкций. Выполненные Нартовым чертежи и технические описания свидетельствуют о его больших инженерных познаниях. Он издал также: “Достопамятные повествования и речи Петра Великого” и “Театрум махинарум”.
Генри Модсли (Maudslay Henry 1771-1831)
Английский механик и промышленник. Создал токарно-винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном.
В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь-механик, в мастерской Дж. Брама – лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете.
Создал “Лабораторию Модсли”. Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков. Строил для России паровые корабельный машины.
Токарный станок с автоподачей суппорта CL-1201А ZMM STOMANA (Болгария)
Станок предназначен для обработки изделий из древесины в центрах, в планшайбе, по копиру с автоматической подачей суппорта от 0 до 3м/мин. Он объединяет в себе оптимальные режимы обработки, надежность и точность обработки. Массивный шпиндель, работающий с электронной регулировкой вращения, даже при обработке крупных изделий обеспечивает оптимальную производительность.
На токарном станке возможно выполнение фрезерование винтовых (спиральных) каналов диаметром:76, 102, 203, 305, 406, 609,мм с определенным шагом по прямым и профильным поверхностям, предусмотрено изменения направления движения вращения шпинделя.
Передняя колонна и задняя опора изготовлены из чугуна, корпус выполнен из стали и имеет прочную сварную конструкцию.
Токарные станки по дереву комплектуются копировальным устройством, позволяющим вытачивать детали по шаблону. Шаблон может быть как плоским, так и предварительно подготовленной эталонной деталью.
При помощи фрезерной приставки можно вытачивать продольные пазы по всей длине обрабатываемой детали.
На станке установлен частотный регулятор оборотов шпинделя с плавной регулировкой от 0 до 3 900 об/мин.
На данной модели станка не возможно удлинение станины, как это имеется в мод. CL-1201.
| Механизм для винтовых каналов | Подвижный люнет со стружкоотводом | Рабочий узел |
Со станком cтандартно поставляются приспособления:
- Держатель шаблонов с копиром.
- Ножевая опора 254 мм.
- Ножевая опора для тарелок ф 1200 мм
- Устройство для изготовления спиралей с делительным приспособлением.
- Центр вращающийся.
- Центр ведущий назубренный ф 20,40 мм.
- Планшайба 254 мм
- Резцы V-образный-2шт; прямой-2шт.
- Подвижный люнет.
- Стойка для 4-х долот.
- Шток для выбивания инструмента.
- Держатель ручного фрезера.
- Электронный регулятор вращения шпинделя.
Производитель: ZMM STOMANA
Родина бренда: Болгария
| Технические характеристики токарного станка с автоподачей суппорта CL-1201А | ||
| Максимальная длина обрабатываемой детали | мм |
1 270 |
Высота центров |
мм |
1 150 |
Высота центров над направляющими |
мм |
305 |
Максимальный диаметр обработки: |
|
|
над направляющими |
мм |
Ø 610 |
над ножевой опорой 254 мм |
мм |
Ø 430 |
над суппортом |
мм |
Ø 420 |
при копировании |
мм |
Ø 420 |
Копировальное устройство: |
|
|
глубина копирования (max) |
мм |
65 |
длина копирования (max) |
мм |
1 270 |
Эталонная деталь: |
|
|
длина(max) |
мм |
1 270 |
диаметр(max) |
мм |
150 |
Передняя бабка: |
|
|
внешняя резьба |
мм |
М45х4,5 |
отверстие |
мм |
19/МК3 |
Заднее седло: |
|
|
ход пиноли |
мм |
140 |
конус пиноли |
мм |
МК3 |
Диаметр аспирационного отверстия |
мм |
125/75 |
Обороты шпинделя (электронная регулировка) |
об/мин |
375/1000/2350/3250 |
Мощность двигателя |
кВт |
1,1 |
Мощность двигателя подачи суппорта |
кВт |
0,37 |
Напряжение |
В |
380 |
Скорость подачи суппорта |
м/мин |
0-3 |
Габаритные размеры: |
|
|
длина |
мм |
2 200 |
ширина |
мм |
1 225 |
высота |
мм |
1 000 |
Вес, нетто |
кг |
530 |
Спецзаказ |
|
|
Неподвижный люнет для прямоугольных заготовок |
|
|
Неподвижный люнет для круглых заготовок |
|
|
Фрезерная приставка. |
|
|
Четырёх кулачковый патрон |
мм |
Ø 125 |
Отзывы о Токарном станке с автоподачей суппорта CL-1201А
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
В
CNC Штанга с верхней загрузкой
Опора предназначена для надежной опоры , вращающихся
прутки длиннее шпинделя токарного станка с ЧПУ. Станок будет увеличить обработки
скорости и обеспечивает защита от вращающейся штанги. Чтобы узнать больше об этом
уникальный продукт, см. информацию ниже или перейдите в раздел часто задаваемых вопросов.
Возможности
Приложения
* Могут быть указаны емкости большего диаметра. ** Все модели могут быть изготовлены любой требуемой длины. Примечание. При открытой крышке можно загрузить стержней длиннее опоры.После ручной загрузки через шпиндель токарного станка длина прутка должна быть в пределах длины Top Load Sport, чтобы крышка закрылась. Если пруток все еще выдвигается, а крышка не закрывается, то блокировка токарного станка отключит движение прутка. НАЖМИТЕ ЗДЕСЬ, чтобы узнать, как использовать опору верхней штанги с ЧПУ в качестве удлинителя шпинделя, чтобы вы могли увеличить грузоподъемность загрузчика.
| Штанга полностью закрыта для безопасности оператора. |
|
Обслуживание и поддержка | Hardinge
Наша цель – ваша производительность.
Чтобы оправдать ваши ожидания, мы предлагаем:
- Страсть к обслуживанию
- Поддержка специалистов по диагностике
- Большой инвентарь запчастей
- Программы профилактического обслуживания
- Обучение ваших сотрудников:
- Оператор, обслуживание, приложение / процесс
ВСЕ НОВИНКИ – ПРЕДЛОЖЕНИЯ ТЕХНИЧЕСКИХ УСЛУГ
Команда технической поддержки Hardinge объявляет о новых предложениях по контрактам на обслуживание, чтобы повысить вашу продуктивность!
НАЖМИТЕ ЗДЕСЬ для получения дополнительной информации.
Служба технической поддержки Поддержка и обслуживание
Когда время имеет значениеHardinge стремится предоставлять лучшую в отрасли техническую поддержку и обслуживание, чтобы гарантировать защиту ваших инвестиций в оборудование. Свяжитесь с нами: 1-800-843-8801 Вариант 4 для обслуживания, Вариант 5 для приложений или щелкните здесь, чтобы запросить обслуживание.
Запасные части
У нас есть все, что вам нужно.
Три способа получить то, что вам нужно
Посетите shophardinge.com, чтобы найти то, что вам нужно, или свяжитесь с нами по телефону:
1-800-843-8801 Вариант 3 или напишите по электронной почте [email protected]
Ремонт
Не новый – но производительность как у нового.
Основные узлы подвержены износу, который часто сосредоточен только на нескольких деталях.
При капитальном ремонте этих узлов мы анализируем их состояние и предоставляем индивидуальную смету.
Ремонт варьируется от повторного выравнивания до полного капитального ремонта, включая покраску и слом.
Нажмите здесь, чтобы запросить ценовое предложение.
Обучение
Hardinge предлагает обучение на месте или за его пределами по различным темам, связанным с вашими машинами. Свяжитесь с нами: 1-800-843-8801 Вариант 4 или щелкните здесь, чтобы запросить обучение.
Профилактика
Проверка работоспособности вашей машины
Наша цель – выявить любые повреждения или износ на ранней стадии, которые могут привести к нарушению безопасности или незапланированной остановке вашей машины.
Запуск
Стартап – ключ к долгосрочному успеху
- Нужно ли переместить ваши машины?
- Вы недавно купили новую машину?
- Вы купили подержанную машину?
Ввод в эксплуатацию
Во время ввода в эксплуатацию функции машины будут проверены, а ваш персонал будет обучен работе на машине.
Обновление
Если вы планируете добавить новейшие технологии или даже потенциальное обновление средств управления, дайте нам знать, и мы сможем обсудить с вами варианты, которые наилучшим образом соответствуют вашим требованиям.
Alert Мы здесь для вас: важные обновления о коронавирусе |
О компании Leblond Ltd., станкостроительная компания и многое другое
В 1887 году Р. К. Леблон основал станкостроительную компанию Р. К. Леблона для производства токарных станков для резки металла. В 1981 году в результате создания совместного предприятия с Makino Milling Machine была образована компания LeBlond Makino Machine Tool Company.В 1996 году компания LeBlond Makino Machine Tool сменила название на Makino. Затем в 1997 году была основана компания LeBlond Lathe Parts, которая сосредоточилась на обслуживании и поддержке всего токарного оборудования LeBlond, производимого с 1887 года.
В 1998 году после приобретения W.F. & John Barnes Company название компании было изменено на LeBlond Ltd, чтобы отразить более широкую цель бизнеса.
LeBlond Ltd продолжила свою стратегию приобретения, приобретя следующие предприятия по производству запасных частей:
- Стандартный современный токарный станок 1999 г.
- Johnson Press и Deka Drill с токарного станка South Bend в 2001 г.
- Токарный станок South Bend и Dynablast в марте 2002 г.
- (Примечание: эти линейки продуктов были проданы South Bend Inc 23 марта 2009 г.)
- К.О. Ли в июне 2008 года
Группа технической поддержки LeBlond Ltd проработала 160 лет в компаниях LeBlond Machine Tool Company, LeBlond Makino и Makino. Таким образом, у нас есть обширные знания о токарных станках LeBlond, и мы здесь, чтобы убедиться, что ваши станки LeBlond продолжают обеспечивать производительность, за которую признано имя LeBlond. У нас есть качественные OEM-детали стоимостью 2500000 долларов, чтобы обеспечить быструю доставку и минимизировать время простоя производства. 80% запчастей отправляются в тот же день.Обширная документация LeBlond Ltd означает, что вы получите нужные детали, изготовленные по оригинальным спецификациям. Мы предлагаем технические консультации, устранение неисправностей и можем предоставить поддержку на месте эксплуатации, а также восстановить ваш токарный станок LeBlond до исходных характеристик.
LeBlond Ltd также предлагает тысячи качественных принадлежностей и инструментов для ваших требований к токарной обработке. Если вам нужна дополнительная токарная способность, пожалуйста, просмотрите нашу страницу подержанных токарных станков.
Цель LeBlond Ltd – предоставлять качественные услуги по поддержке продукции, чтобы поддерживать ваши токарные станки LeBlond и Standard Modern, K.О. Ли, В.Ф. Оборудование John Barnes, Johnson Press и Deka Drill в отличном рабочем состоянии. Независимо от того, исполнилось ли вашим станкам пять или пятьдесят лет, мы будем рады предоставить вам продукты и услуги, необходимые для поддержания вашего станка в рабочем состоянии. Просмотрите наш веб-сайт и позвоните нам. Будь то запчасти, выездное обслуживание, техническая поддержка, аксессуары, инструменты, ремонт или бывшие в употреблении токарные станки LeBlond, сотрудники LeBlond Ltd готовы предоставить вам качественные продукты и услуги.
7 процессов обработки, поддерживаемых токарными станками
Токарные станки широко используются в обрабатывающей промышленности для удаления материала с заготовки.Будь то дерево или металл, большинство деталей можно обработать на токарном станке. Заготовка прикрепляется к токарному станку, после чего вращается против неподвижного режущего инструмента. Используя эту механику, токарные станки поддерживают различные процессы обработки.
# 1) Резка
Если производственной компании необходимо отрезать значительное количество материала от заготовки, она может использовать токарный станок. Резка – это процесс механической обработки, который включает отделение материала от заготовки, обычно с использованием острого режущего инструмента.
# 2) Бурение
Помимо резки, токарные станки также могут просверливать отверстия в заготовках. Для сверления на токарном станке установлено специальное сверло. Когда сверло прижимается к заготовке, оно выкапывает отверстие круглого поперечного сечения, способное поддерживать винты, болты и другие распространенные типы крепежа.
# 3) Шлифование
Токарные станки часто используются для шлифовки деталей. Для шлифования в токарном станке используется насадка с абразивным материалом, например наждачной бумагой.Когда заготовка вращается относительно абразивного материала, она создает гладкую и однородную поверхность за счет удаления небольшого количества материала.
# 4) Накатка
Другой распространенный процесс обработки, поддерживаемый токарными станками, – накатка. Что такое накатка? Накатка относится к процессу обработки, который включает создание узорчатой и текстурированной поверхности на заготовке с помощью ролика. Ролик имеет множество выступов, которые при контакте с заготовкой пробивают отверстия в поверхности заготовки.
# 5) Деформация
Конечно, токарные станки вполне способны деформировать и заготовки. Деформация – это процесс обработки, который используется для изменения формы заготовки. Деталь физически изменяется, чтобы получить другую форму. Токарные станки очень эффективны при деформации из-за их способности легко снимать материал с заготовок, что приводит к изменению формы заготовки.
# 6) Токарная
Многие компании-производители используют токарные станки для токарной обработки заготовок.Не путать с фрезерованием, токарная обработка предполагает использование стационарного режущего инструмента для удаления материала с вращающейся детали. Это называется «токарная обработка», потому что заготовка «вращается» против режущего инструмента токарного станка.
# 7) Облицовка
Наконец, токарные станки поддерживают операции торцевания. Это обычный процесс обработки, который используется для резки поверхности заготовки. Облицовочный инструмент закреплен на системе крепления на токарном станке. Оказавшись на месте, облицовочный инструмент будет давить на заготовку, чтобы срезать равномерное количество материала с ее поверхности.
Нет тегов для этого сообщения.Остановка вибрации токарного станка по дереву
Вибрация токарного станка по дереву может быть очень неприятной и потенциально опасной. Вибрация не только небезопасна, она обычно вызывает следы инструментов и мешает работе качественной точеной деревянной чаши.
Возможные источники вибрации токарного станка по дереву многочисленны, и в этой статье мы систематически рассмотрим и исключим каждую из них.
В конце концов, то, что мы ищем, – это возможность гладкого токарного станка, чтобы максимально использовать каждую деревянную заготовку чаши.Вибрация не должна быть частью процесса поворота деревянной чаши.
Не могу передать, как это может быть неприятно, когда мой токарный станок, который я потратил много времени, выравнивая до пола, начал танцевать и уходить из-за неуравновешенной заготовки чаши.
Вот что я обнаружил, в основном на собственном опыте, и как я управляю вибрацией на токарном станке.
Вибрационный пробный прогон токарного станка по дереву
Без дерева или принадлежностей, таких как патрон, прикрепленный к токарному станку, запустите токарный станок и давайте проверим его на предмет вибраций.
Если в этот момент возникают какие-либо вибрации, устраните их перед точением дерева.
Токарный станок по дереву – это, по сути, платформа с приводом от двигателя для установки и вращения древесины. Передняя бабка должна только плавно вращаться и выдерживать вес заготовки дежи.
Вибрация самого токарного станка по дереву без установленной заготовки является признаком механической или структурной проблемы.
Проверка трансмиссии
Выключите токарный станок и посмотрите, можно ли рукой плавно перемещать ремень вокруг шкива передней бабки.
Если электродвигатель работает неровно или издает шум, это может указывать на то, что электродвигатель нуждается в ремонте или замене подшипников.
Проверка передней бабки
Если кажется, что двигатель и ремень движутся плавно, но передняя бабка вибрирует или издает сильный шум при включении токарного станка, возможно, подшипники передней бабки нуждаются в ремонте.
В зависимости от токарного станка по дереву и производителя ремонт или замена подшипников могут быть относительно простыми или более сложными.
Обратитесь к производителю за информацией о ремонте подшипников передней бабки.Пока подшипники не закреплены, точить дерево – не лучшая идея.
Токарный станок по дереву Вибрация с твердой опорой
Итак, ваш двигатель, ремень и передняя бабка в порядке. Это хорошие новости, но у вас все равно может быть вибрация токарного станка по дереву.
Давайте посмотрим дальше и вниз. Без хорошей опоры любой токарный станок во время работы будет вибрировать и дребезжать.
Все четыре ножки должны иметь хорошее надежное соединение с полом. Если даже одна нога оторвана от пола, всего лишь волос, это может вызвать вибрацию.
Чтобы упростить задачу, не забудьте сначала тщательно очистить пол от пыли и мусора.
В зависимости от вашего токарного станка у вас могут быть регулируемые настройки ножек. Каждую опору необходимо отрегулировать, чтобы закрепить ногу на полу.
Уловка проверки опоры
Без каких-либо принадлежностей или дерева, прикрепленного к токарному станку, включите токарный станок и проверьте наличие вибрации.
Приблизьтесь к каждой ноге, соединенной с полом, и посмотрите, сможете ли вы подложить лист бумаги под лапку токарного станка.Если можете, эту ногу нужно опустить или отрегулировать до тех пор, пока она не войдет в плотный контакт.
Не вытягивайте ступню слишком далеко, потому что одна из других ног может при этом сместиться. Перепроверьте все ножки техникой из бумаги.
Испытание анкера вибрационной опоры токарного станка по деревуСоединение передней бабки
Теперь, когда основные компоненты токарного станка проверены и исправлены на вибрацию, нам нужно взглянуть на точку соединения с деревянными заготовками чаши.
Точка контакта на передней бабке – самая важная точка для устранения и устранения вибрации.
Почему это?
Представьте, что у вас в руке длинный 20-футовый тонкий стержень из стекловолокна. Если подождать, все в порядке. Однако, если вы немного сдвинете руку, удерживающую стержень на одном конце, соответствующая вибрация и движение на другом конце стержня будут драматичными.
Вибрация токарного станка по дереву по всей длинеТо же самое и с передней бабкой. Если даже крошечная проблема возникает на передней бабке, к тому времени, когда она увеличится через четырехкулачковый патрон или лицевую панель и попадет в заготовку чаши, вибрация может быть значительной.
Соединение со сплошной лицевой панелью
Независимо от того, как вы прикрепляете заготовку чаши к токарному станку, не торопитесь и убедитесь, что соединение прочное и чистое.
Если вы прикрепляете заготовку чаши к токарному станку с помощью лицевой панели, убедитесь, что лицевая пластина отцентрирована, ровно связана с поверхностью заготовки и закреплена с помощью всех возможных отверстий для винтов.
Также убедитесь, что между заглушкой чаши и лицевой панелью нет мусора, прежде чем закреплять и затягивать винты лицевой панели.
Вот статья, посвященная правильному использованию лицевой панели.
Соединение True Tenon
Формирование шипа большого размера под углом – ключ к созданию стабильного соединения с четырехкулачковым патроном.
В статье о создании идеального шипа я рассмотрю все детали, необходимые для создания идеального шипа, который может плотно и точно держаться в патроне токарного станка.
Не торопитесь при формировании шипа и обязательно сделайте хороший заподлицо заподлицо и ласточкин хвост, который соответствует углу губок вашего патрона.
Помните, любые дефекты шипа могут увеличиться до размеров заготовки чаши и стать раздражающей вибрацией.
Хотите знать, какие дефекты шипа могут вызывать проблемы с вибрацией? Прочтите эту статью дальше.
Sweat The Small Stuff
Вкусные вещи- Возьмите сжатый воздух или старую зубную щетку и очистите резьбу передней бабки и приемную резьбу во всех патронах и лицевых пластинах. Пыль внутри резьбового соединения передней бабки может привести к небольшому смещению патрона или лицевой панели.
- Убедитесь, что все патроны и лицевые панели полностью прилегают к заплечику передней бабки.Зазор, даже сверхтонкий, может позволить вибрации распространиться на заготовку чаши. При необходимости заполните зазор пластиковой шайбой.
- Осторожно навинтите все аксессуары на резьбу передней бабки, медленно, чтобы избежать перекрестной резьбы. Патрон или лицевая панель с поперечной резьбой, скорее всего, будут отклоняться от оси и будут вибрировать во время работы. Если на передней бабке есть поперечная резьба, удалите заусенцы заусенцев, чтобы предотвратить нарезание поперечной резьбы в будущем. Я использую эту очень красивую, маленькую угловую металлическую пилку, чтобы исправить любые проблемы с резьбой моей передней бабки
Dancing Wood Lathe Vibration
Если вам когда-либо доводилось видеть, как мобильный телефон с отключенным звуком выключается в режиме вибрации и парит по поверхности стола, вы были свидетелем того, на что способен неуравновешенный токарный станок.
Вы не поверите, но микроприбор внутри сотового телефона, который заставляет его вибрировать, представляет собой вращающийся неуравновешенный цилиндр, очень похожий на токарный станок с неуравновешенной заготовкой чаши.
В зависимости от размера заготовки дежи, количества неуравновешенной массы и скорости токарного станка вибрация токарного станка по дереву может привести к неконтролируемому и опасному движению токарного станка по полу.
Взвешенный ответ
Точно так же, как положить руку на этот вибрирующий телефон и удерживать его, мы можем добавить вес, чтобы уменьшить вибрацию токарного станка по дереву.
Некоторые токарные станки по дереву, такие как токарные станки Oneway, имеют структурные полости, которые можно заполнить песком, чтобы утяжелить их.
№В зависимости от конструкции токарного станка, на опорные конструкции можно разместить мешки с песком или специальную перекладину для удержания взвешенных мешков.
Придание веса токарному станку уменьшит и поглотит вибрацию и позволит значительно снизить вибрацию токарного станка по дереву.
Обработка нестандартных деталей
Очень немногие заготовки дежи идеально отцентрованы и точно сбалансированы. Поворот больших заготовок или асимметричных заготовок чаши может вызвать вибрацию токарного станка по дереву.
Ключ к работе с заготовками дежи неправильной формы – терпение. Начните с замедления увеличения скорости токарного станка до появления вибрации.
Иногда, если токарный станок хорошо закреплен, можно увеличить скорость токарного станка чуть выше точки вибрации, и токарная обработка будет плавной.
Если заготовка чаши не разглаживается при более быстром движении, замедлите движение. Уменьшайте скорость до тех пор, пока вибрация токарного станка по дереву не утихнет, а заготовка чаши не начнет плавно вращаться.
Нет заданной скорости
Не существует точной идеальной скорости для поворота деревянных чаш.Вместо этого скорость, при которой не возникает вибрации, является лучшей скоростью для начала поворота деревянной заготовки чаши.
Большие заготовки дежи могут быть особенно проблематичными. Вибрация от более крупных предметов может привести к тому, что токарный станок будет танцевать и ходить по полу.
Поддерживайте низкую скорость или чуть ниже точки вибрации и придайте заготовке дежи более сбалансированную форму.
Я обнаружил, что если вы не торопитесь и выровняете внешний край заготовки чаши, скорость токарного станка обычно можно увеличить.
По мере завершения каждого этапа процесса поворота дежи и удаления большего количества материала скорость может быть увеличена без новых вибраций.
Чтобы лучше понять скорость токарного станка, прочтите эту статью.
Состояние древесины
Влага, форма и внутренние структуры будут влиять на вращение и вибрацию, присутствующие в данной заготовке чаши.
Я видел заготовки, которые выглядят идеально цилиндрическими и хорошо сбалансированными, вызывая безумную вибрацию токарного станка по дереву. Иногда в одной области заготовки присутствует масса древесины или влага, которая не сбалансирована на противоположной стороне заготовки чаши.
Внутренние сучки или пустоты также могут вызвать дисбаланс и затруднить плавное вращение чаши.
Опора задней бабки
Несмотря ни на что, задняя бабка не только является отличной страховкой, но и снижает общую вибрацию заготовок барабана.
Подумайте о том примере стержня из стекловолокна, который был ранее. Когда вы включаете заднюю бабку, создается впечатление, что другой конец стержня из стекловолокна теперь закреплен и отцентрирован, как и конец, который вы держите.
Задняя бабка фиксирует или загибает заготовку стакана и снижает любые вибрации токарного станка по дереву.
По возможности всегда используйте заднюю бабку, и большинство вибраций, как правило, сводятся к незначительным проблемам, которых можно избежать, просто снизив скорость токарного станка.
Вибрация задней бабки токарного станка по деревуСкорость токарного станка
Токарный станок, на котором я учился, хорошо считывал число оборотов в минуту, и я обнаружил, что привык вращать 800-1000 оборотов в минуту.
Когда я купил свой токарный станок, я был немного разочарован тем, что на нем нет дисплея, показывающего число оборотов в минуту. Вместо этого мне нужно было регулировать скорость токарного станка наощупь и зрение.
В конечном итоге отсутствие показаний – благо. Я лучше понимаю, какая скорость лучше всего подходит для каждой заготовки дежи, без учета показаний дисплея.
Вибрация токарного станка по дереву не так сильна, потому что я не пытаюсь увеличить скорость до произвольного числа оборотов в минуту. Вместо этого я слушаю заготовку дежи и свою машину и устанавливаю скорость, подходящую для каждой ситуации.
Контроль скорости вибрации токарного станка по деревуЭкстремальное решение вибрации токарного станка по дереву
В экстремальных ситуациях установка токарного станка на пол является возможным решением для снижения вибрации.Однако сначала я бы сделал все, что в моих силах, чтобы уменьшить вибрацию другими способами.
Если вы проектируете большие чаши со смещенной точкой или другие детали, умышленно неуравновешенные, то крепление к полу может быть хорошим решением.
Сделайте свою домашнюю работу и, возможно, даже проконсультируйтесь с инженером-строителем, чтобы определить лучший способ надежно прикрепить токарный станок к полу.
Итак, помните, то, что токарный станок крепится к полу, не означает, что силы неуравновешенной деревянной заготовки чаши не влияют на токарный станок и его опорное основание.
Работайте на токарном станке с разумной скоростью и не выходите за рамки безопасных условий токарной обработки.
Станок для настольного монтажа токарного станка по дереву
Подобно установке стационарного токарного станка на пол, настольный токарный станок можно прикрепить к рабочей поверхности болтами.
Следует иметь в виду, что после установки токарного станка на рабочую поверхность вся энергия вибрации токарного станка может передаваться на верстак.
Если столешница не устойчива или плохо закреплена, возможна дальнейшая вибрация.
Перед установкой и использованием токарного станка рекомендуется укрепить верстак или столешницу, к которой прикреплен токарный станок.
Заготовка для неустойчивой чаши
Я обнаружил, что не торопясь и поправляя сторону заготовки чаши, обычно помогает снизить вибрацию наиболее резко.
После того, как стороны заготовки чаши выровнены, поверхности заготовки также можно сгладить, что дополнительно снижает большинство вибраций.
Обычно с помощью хорошо подогнанной круглой цилиндрической заготовки чаши я могу отодвинуть заднюю бабку и увеличить скорость токарного станка до довольно быстрого темпа и начать формировать внешнюю часть деревянной чаши.
Вибрационная пленка для токарного станка по дереву
Без гладкой токарной заготовки чаши на токарном станке практически невозможно создать гладкую законченную форму чаши без неприятных следов инструментов и других недостатков, требующих дополнительного внимания.
Вибрация токарного станка по дереву не только затруднит работу инструмента для строжки дежи, но также сделает весь процесс точения деревянной чаши менее приятным.
Какие у вас проблемы с вибрацией токарного станка по дереву?
Как вам удалось снизить или устранить вибрацию в процессе токарной обработки?
Мне было бы любопытно узнать, что сработало для вас.Пожалуйста, оставьте комментарий ниже.
Эти другие статьи могут помочь в решении ваших проблем с вибрацией:
• ДЕРЕВЯННАЯ ЧАША НАИХИЛАЮЩЕЙ ФОРМЫ 5 ТЕНОНОВ (НОЖКА, ВИНТ, КРЕПЛЕНИЕ)
• 13 СПОСОБОВ РАЗРУШИТЬ ДЕРЕВЯННУЮ ЧАШУ
• БЕЗОПАСНАЯ ДЕРЕВЯННАЯ СКОРОСТЬ ОТРЕГУЛИРОВАТЬ (РАСЧЕТ, ОПРЕДЕЛЕНИЕ СКОРОСТИ )
Happy Turning,
Кент
Методы обработки древесины при токарной обработке
Щелкните любое изображение, чтобы увидеть его в увеличенном виде.
При описании различных методов удержания заготовки во время урока мне пришло в голову, что для станка, который просто прядет дерево, существует множество способов удержания материала на токарном станке. Я хотел обрисовать несколько методов и устройств для Workholding. Это ни в коем случае не исчерпывающий список, а скорее краткое изложение различных методов. Я надеюсь, что это даст вам возможность рассмотреть несколько новых методов.
Центры
Первое устройство, с которым сталкивается большинство из нас, – это привод и живой центр который обычно продается на токарном станке.Существует множество разновидностей каждого из этих устройств.
Эти устройства бывают разных размеров и конфигураций зубьев.Я обнаружил, что для большей части моей работы базовый центр с четырьмя зубцами делает все, что мне нужно. Я рекомендую центр безопасности для тех, кто развивает свои навыки токарной обработки шпинделей и, в частности, перекоса.
Приводной центр – это устройство свободного вращения, которое устанавливается в заднюю бабку. Я использовал несколько разных стилей живых центров, которые обычно встречаются на небольших токарных станках. Эти активные центры часто бывают большими и затрудняют доступ при работе со стороны задней бабки. Они не позволяют другим устройствам, например центрам конуса, навинчиваться на центр (см. Фото ниже).В этом стиле просто не хватает функций и удобства использования.
Следующее удерживающее устройство, с которым мы часто сталкиваемся, – это Лицевая панель .
- Многочисленные винтовые держатели. Я предпочитаю как минимум 6 отверстий, достаточно больших для винтов размером от №8 до №12. Это, конечно, зависит от размера лицевой панели и размера бланка.
- Установите винты, чтобы предотвратить откручивание пластины и заготовки при обратном вращении во время шлифования.
- Какой-либо метод снятия лицевой панели, например плоское место для гаечного ключа или отверстия для использования с тросиком, чтобы помочь освободить лицевую панель от токарного станка.
Патроны
Как и лицевые панели, у нас есть много вариантов Патроны .Есть несколько крупных брендов, каждый из которых предлагает различные размеры. По моему опыту, у всех крупных игроков есть хорошо продуманные и надежные предложения. Для меня не имеет смысла устанавливать тяжелую круглую заготовку и рассчитывать на то, что на дешевом патроне выкарабкается материал. Мне неизвестно о несчастном случае, вызванном поломкой патрона, однако риск не стоит того. Зачем рисковать?
Я считаю важными следующие функции:
- Убедитесь, что выбранная вами марка предлагает вставку с резьбой, которая соответствует размеру шпинделя вашего токарного станка.
- Широкий выбор челюстей. Возможно, вы не думаете, что вам когда-либо понадобится что-то большее, чем стандарт, однако приятно знать, что у вас есть варианты. Также важна возможность добавления Cole Jaws.
- А червячный винт в комплекте с патроном.
Червячные винты
Это вариант, который большинство производителей патронов включают в свои патроны. Этот странно выглядящий винт используется для крепления заглушек чаши аналогично лицевой панели. Они довольно просты в использовании, и от пользователя требуется только просверлить одно отверстие в заготовке сверлом подходящего размера для использования с червячным винтом.
В Вакуумный патрон это сверхпремиальный метод удержания запаса на токарном станке.Эта система, как следует из названия, использует процесс, который создает вакуум, который закрывает поворот в специальном вакуумном барабане.
Магазинные удерживающие устройства
Они так же разнообразны, как и токари. Вот лишь некоторые из них:
- Подушка для обратного зажима
- Патроны для варенья
- Живая помощь центра
Есть много других полезных устройств, которые удерживают или поддерживают приклад на токарном станке, включая оправки для токарной ручки, патроны со смещением, цанговые патроны, люнеты шпинделя и цанговые патроны.
Кертис был бывшим президентом Центральный Техас Woodturners , является членом Американская ассоциация деревообрабатывающих станков , и является членом Прекрасные мастера по дереву Остина .Кертис преподает и демонстрирует на национальном уровне для Lie-Nielsen Toolworks. Он также преподает в TechShop. У него есть студия, в которой он работает и преподает.