Журнал сварочных работ по СП 70.13330.2012, образец заполнения, бланк
Главная » Журналы, примеры заполнения и бланки
На чтение 3 мин Просмотров 27.6к. Обновлено
Содержание
- Пример оформления журнала сварочных работ, приложение Б, СП 70.13330.2012 (Актуализированная редакция СНиП 3.03.01-87)
- Пояснение к оформлению журнала сварочных работ
- Титульный лист 2
- Список ИТР, ответственных за производство сварочных работ
- Список сварщиков
- Заполнение журнала сварочных работ
- Скачать журнал сварочных работ, приложение Б, СП 70.13330.2012
Журнал сварочных работ по СП 70.13330.2012 используется в производстве сварочных работ при изготовлении металлических конструкций в промышленном и гражданском строительстве.
В журнал вносится информация об объекте строительства, указываются ответственные лица с их квалификационными данными, наименование соединяемых элементов и прочая информация. Журнал сварочных работ ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.

Сварочные работы –это работы направленные на соединения металлических элементов посредством высокого нагрева и плавления их поверхностей при помощи специального оборудования и сварочных материалов, в зависимости от способа воздействия на свариваемые детали (Виды сварки: термическая, электродуговая, газопламенная, электрошлаковая, плазменная).
Пример оформления журнала сварочных работ, приложение Б, СП 70.13330.2012 (Актуализированная редакция СНиП 3.03.01-87)
Пояснение к оформлению журнала сварочных работ
Титульный лист 2
На данном листе пишется:
- Название организации, занимающейся сварочными работами.
- Наименование объекта, а также наименование строительства.

- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнала.
- Организация или проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.
- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, а также шифр проекта производства работ. Как правило, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.

Список ИТР, ответственных за производство сварочных работ
Колонки 1-6
- Ф.И.О. мастера либо производителя работ.
- Указывается строительная специальность или образование мастера/ производителя работ.
- Должность.
- Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнала).
- Информация о прохождении аттестации в сварочном производстве и дата аттестации.
- Дата окончания сварочных работ на объекте.

Список сварщиков
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд профессиональной квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в которой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные об обучении на производство сварочных работ, а именно номер удостоверения (НАКС или другие), срок его действия и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных стыков, а также номер акта допускного стыка.
Заполнение журнала сварочных работ
Столбцы №1-№13
- Указывается дата и смена сварки стыка.
- Пишется параметры свариваемых элементов/ деталей, а также марка стали каждого элемента.
- Указывается маркировка свариваемого элемента/ деталей по проекту (рабочей документации). В случае производства сварочных работ по нескольким разделам проектной документации, дополнительно указывается шифр проекта и номер листа.
- Ставится фамилия, инициалы и подпись лица ответственного за сдачу под сварку и приемку сварного узла. Как правило, этим лицом является мастер либо прораб ответственный за сварку и оформление журнала.
- Указывается марка сварочных материалов, а также номер партии.
- Условия окружающей среды при сварке стыка-температура воздуха при сварке стыка. В случае выполнения сварочных работ на открытом воздухе, указывается осадки и скорость ветра.
- Ф.И.О. сварщика, а также номер удостоверения (указан в списке сварщиков).
- Номер присвоенного клейма сварщика.
- Подпись сварщика, указанного в столбце
- Ф.И.О. мастера либо производителя работ ответственного за сварочные работы на данном объекте/ участке (Указан в списке ИТР, занятого производством сварочных работ).
- Подпись ответственного лица за сварочные работы сварщика, указанного в столбце 10.
- Пишется результат контроля сварного соединения. Вид контроля сварных стыков указывается в проектной или рабочей документации.
- Столбец для замечаний от контролирующих лиц.


Скачать журнал сварочных работ, приложение Б, СП 70.13330.2012
Скачать сварочный журнал
Поделиться с друзьями
Непровар сварного шва: причины дефекта, методы устранения
По классификации непровары попадают в группу наружных дефектов и, по определению, могут быть выявлены визуально. И хотя выявление таких дефектов не представляет особого труда, устранение их весьма трудоемко, а значит не дешево. Во избежание подобных явлений необходимо четко знать причины их возникновения и методы устранения.
1 / 1
Содержание:
- Причины непровара
- Пористость сварного шва
- Недостаток тепла
- Тугоплавкие оксиды
- Неправильное положение электрода
- Некачественная разделка кромок
- Поочередное следование технологии сварки
В практике сварки металлических деталей имеет место несплавление шва. Самый распространенный случай непровара возникает при односторонней сварке встык, если сварочный ток имеет недостаточную величину и листы металла свариваются не на всю толщину. При сварке с двух сторон может случиться, что сварные швы не будут перекрывать друг друга. В тавровых соединениях непровар проявляется как поверхностный дефект, без достаточного проплавления вглубь металла.
Самый распространенный случай непровара возникает при односторонней сварке встык, если сварочный ток имеет недостаточную величину и листы металла свариваются не на всю толщину. При сварке с двух сторон может случиться, что сварные швы не будут перекрывать друг друга. В тавровых соединениях непровар проявляется как поверхностный дефект, без достаточного проплавления вглубь металла.
Причины непровара
Самой частой причиной непровара считается неправильный режим сварки. Это может быть либо недостаточный сварочный ток, либо повышенная скорость сварки. Понятно, что и в том, и другом случае имеет место недостаток энергии для качественного расплавления кромок. Такие условия, чаще всего, способствуют не полному проплавлению корня шва.
В случаях, когда электрод смещается с центральной линии стыка, возникает недостаточное сплавление кромки шва. Шов доходит до корня, но одна из кромок не касается его. Случаи непровара между слоями имеют место при недостаточно тщательной очистке каждого слоя. Непровару может способствовать неправильная разделка кромок соединяемых деталей: малый зазор, малый угол скоса, большое притупление.
Непровару может способствовать неправильная разделка кромок соединяемых деталей: малый зазор, малый угол скоса, большое притупление.
Пористость сварного шва
Не нужно быть глубоким теоретиком, чтобы понять вредное влияние пористости на механическую прочность сварного соединения. Некоторые изделия кроме механической прочности имеют повышенные требования к непроницаемости. Это всевозможные сосуды, технологические ванны, корпуса судов. Для таких изделий особый подход начинается еще при хранении металла на складах. Там всячески стараются избегать случаев загрязнения или коррозии как листов металла, так и сварочной проволоки. Повлиять на возникновение пористости сварного соединения может качество электродов и наличие сварочных шлаков.
Для исключения влияния электродов на пористость шва их рекомендуется прокаливать перед сваркой. Такая процедура снижает количество влаги в обмазке и способствует обугливанию органики. Качественные электроды должны обладать следующими качествами:
- изготовлены в строгом соблюдении рецептуры;
- изготовлены без нарушения требований технической документации по отношению к составляющим компонентам;
- прокалены перед использованием.
Электроды, имеющие покрытие основного вида, прокаливаются при температуре 380 – 420 С0. Варить ими рекомендуется через 2 – 3 дня после прокаливания. Выдержка необходима для стабилизации влажности обмазки. Сварка ведется короткой дугой, что обеспечивает достаточную защиту от кислорода воздуха.
Чаще всего пористость провоцируется наличием в металле водорода, оксида углерода и азота. Развитию пористости способствует увеличение растворенного в металле газа, по мере роста температуры расплава. Если количество газа в металле превосходит его количество в равновесном состоянии, то он начнет выделяться в атмосферу. Газовые пузыри из нижних слоев металла не успевают выделиться в атмосферу до затвердевания и остаются в металле шва.
Предупреждение и устранение непровара
Из возможных причин возникновения такого дефекта, как непровар сварного шва, выделяют пять наиболее весомых причин:
- недостаток тепла;
- наличие тугоплавких оксидов;
- неправильное положение электрода;
- некачественная разделка кромок;
- несоблюдение поочередности следования технологии сварки.

Для предупреждения таких дефектов необходимо устранить условия, создающие предпосылки для возникновения непровара шва. Рассмотрим их подробнее.
Недостаток тепла
Слабая сеть, допускающая сильные колебания электрического напряжения, может стать причиной плохого провара. В такой сети электрическое напряжение до начала сварки и после, сильно разнится. Напряжение до начала сварки будет выше, и ток, соответствующий этому напряжению, тоже будет выше. Сварщик выбирает этот ток в соответствии с режимом сварки. Но, после начала сварки напряжение в сети падает и уменьшается сварочный ток.
В результате процесс проходит не в соответствии с режимом. В зону сварки доставляется меньшее количество энергии, отчего возникает непровар. Такой же результат может быть получен при правильно подобранном сварочном токе, но повышенной скорости ведения сварки. Случаи разные, а результат один: недостаток подводимой энергии. В первом случае из-за малого тока, во втором случае из-за малого промежутка времени на прогрев.
Тугоплавкие оксиды
Если ошибиться с режимом сварки, можно создать условия, при которых шлаки и оксиды не успеют выйти на поверхность в процессе остывания. В таком случае они остаются внутри металла, создавая неметаллические включения, и по аналогии с газовыми включениями создают недопустимую пористость.
Этим дефектом особенно грешат легированные стали.
Неправильное положение электрода
Большое значение для получения хорошо проваренного шва имеет угол наклона электрода и равномерное ведение его по шву. Кроме этого, элекрод необходимо вести строго по линии шва. В противном случае произойдет уход электрода от оси стыка и неравномерный прогрев свариваемых кромок. Результатом станет непровар одной из кромок.
При сварке угловых швов необходимо также придерживаться рекомендованных углов наклона электрода.
При сварке в симметричную «лодочку» электрод ведут под углом в 45 градусов. Линия электрода как бы становится биссектрисой свариваемого угла. Несимметричная лодочка варится под углами 30 и 60 градусов. Иногда к неправильному углу ведения электрода добавляется увеличенный диаметр электрода или другая полярность, что увеличивает вероятность попадания шлака между кромками.
Линия электрода как бы становится биссектрисой свариваемого угла. Несимметричная лодочка варится под углами 30 и 60 градусов. Иногда к неправильному углу ведения электрода добавляется увеличенный диаметр электрода или другая полярность, что увеличивает вероятность попадания шлака между кромками.
Некачественная разделка кромок
Под качественной разделкой следует понимать тщательное соблюдение геометрии разделки кромок с последующей зачисткой от ржавчины и грязи. Если плоскости соединения не будут параллельными, то это гарантированно станет причиной непровара. К таким же последствиям приведет перекос или смещение кромок.
Поочередное следование технологии сварки
В процессе сварки иногда приходится менять режимы. Так в большинстве случаев корень шва начинает вариться на одном режиме, а заканчивается процесс на другом режиме. Начало и окончание шва могут требовать некоторых корректировок режима по силе тока или скорости ведения сварки. Часто приходится начинать следующий слой сварного шва на измененном режиме. Во всех подобных случаях необходимо строго придерживаться технологических рекомендаций и вовремя
корректировать режимы сварки.
Во всех подобных случаях необходимо строго придерживаться технологических рекомендаций и вовремя
корректировать режимы сварки.
Как написать спецификацию процедуры сварки (WPS) – сварка и неразрушающий контроль
Спецификация процедуры сварки (WPS) представляет собой письменный документ, содержащий указания для сварщика (или оператора сварки). Он содержит все необходимые параметры, т. соединения, основные металлы, присадочные металлы, позиции, предварительный подогрев, PWHT, газ и т. д. (включая диапазоны, если таковые имеются), при которых должен выполняться процесс сварки. Эти параметры известны как переменные (согласно разделу IX ASME). В коде упоминаются три типа переменных:
- Существенная переменная
- Несущественная переменная
- Дополнительная важная переменная
Основные переменные (для WPS – QG-105.1 и QW-251.2): Считается, что изменение основной переменной влияет на механические свойства (кроме ударной вязкости) сварного соединения. Следовательно, WPS необходимо переквалифицировать, если существенная переменная изменяется.
Следовательно, WPS необходимо переквалифицировать, если существенная переменная изменяется.
Дополнительные существенные переменные (QG-105.3 и QW-401.1): Изменение дополнительной существенной переменной повлияет на характеристики ударной вязкости соединения, зоны термического влияния или основного материала. Следовательно, дополнительные существенные переменные становятся дополнительными существенными переменными в ситуациях, когда квалификация процедур требует испытаний на ударную вязкость. Когда аттестация процедуры не требует добавления испытаний на ударную вязкость, дополнительные существенные переменные не применяются.
Необязательные переменные (QG-105.4 и QW-251.3): Необязательные переменные — это переменные, в которые можно внести изменения без переаттестации существующей технологической схемы, поскольку считается, что они не влияют на механические свойства соединения. Хотя изменение второстепенной переменной не требует повторной аттестации WPS, тем не менее, оно должно быть надлежащим образом отражено в спецификации процедуры сварки (WPS).
Спецификация процедуры сварки должна содержать, как минимум, конкретные существенные и несущественные переменные, применимые к процессу сварки. Если ссылочные нормы, стандарт или спецификация требуют квалификации сварного соединения по ударной вязкости, то в WPS также должны быть указаны применимые дополнительные существенные переменные.
Эти переменные перечислены в таблицах от QW-252 до QW-257. Обратите внимание, что для каждого процесса сварки существует отдельная таблица со списком всех переменных. Например, список переменных (существенных, несущественных и дополнительных существенных) для дуговой сварки металлическим электродом в среде защитного газа (SMAW) приведен в таблице QW-253.
См. приведенную ниже таблицу (Таблица 1) для получения полного списка сварочных процессов и соответствующих им таблиц переменных (согласно разделу IX ASME).
Таблица-1
Шаги, которые необходимо выполнить для подготовки WPS: Прежде всего, нам необходимо определить процесс сварки, который будет использоваться, например, SMAW или GMAW. GTAW или любой другой процесс сварки или комбинация двух или более процессов сварки. Как только процесс сварки определен, нам нужно просмотреть соответствующую таблицу (от QW-252 до QW-257) для получения полного списка переменных. С помощью таблицы мы можем перечислить все необходимые переменные, которые будут использоваться в нашем WPS.
GTAW или любой другой процесс сварки или комбинация двух или более процессов сварки. Как только процесс сварки определен, нам нужно просмотреть соответствующую таблицу (от QW-252 до QW-257) для получения полного списка переменных. С помощью таблицы мы можем перечислить все необходимые переменные, которые будут использоваться в нашем WPS.
После определения минимальных переменных (основных, несущественных и дополнительных переменных, если таковые имеются) подготавливается предварительный WPS (или предлагаемый WPS, также известный как pWPS).
На основе предложенной технологической схемы подготавливается испытательный образец (или образцы), и образец приваривается в соответствии со значениями (или диапазоном), указанными в технологической карте. Все данные в реальном времени (наблюдаемые во время сварки тестового образца) записываются.
После успешной сварки тестовый образец (или образцы) подвергается разрушающему испытанию, и если испытательный образец (или образцы) соответствует минимальным требованиям кода, то тот же самый pWPS дорабатывается и утверждается для дальнейшей работы.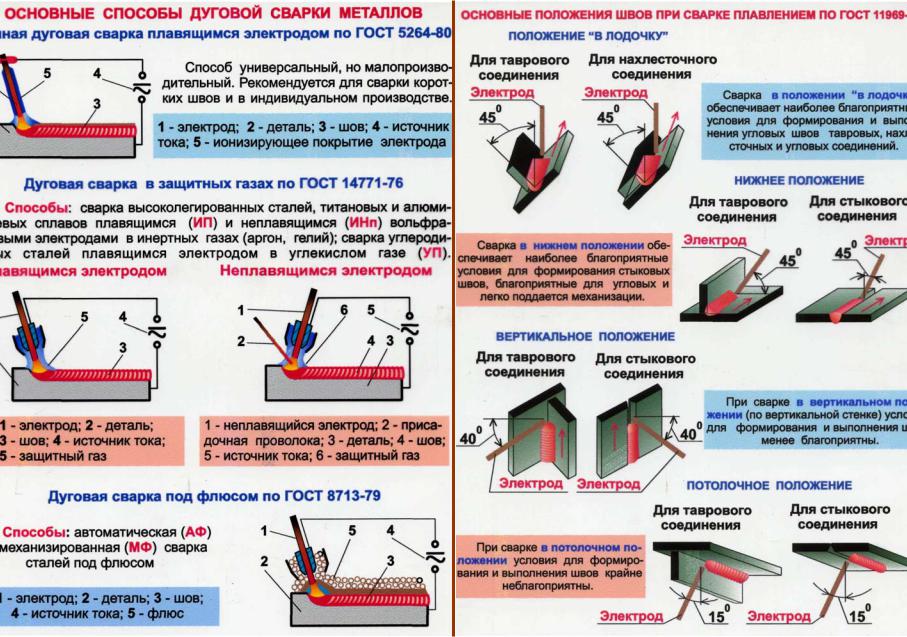 В случае каких-либо изменений та же процедура повторяется до тех пор, пока тестовый образец не будет соответствовать требованиям минимального кода.
В случае каких-либо изменений та же процедура повторяется до тех пор, пока тестовый образец не будет соответствовать требованиям минимального кода.
Все данные в режиме реального времени во время сварки контрольного образца и данные отчета о разрушающих испытаниях объединяются в один документ, известный как протокол квалификации процедуры (PQR).
После успешной подготовки PQR подготавливается окончательный WPS, который передается уполномоченному инспектору по сварке для окончательного утверждения.
*******************************************
Короткая видео-лекция по WPS и PQR, пожалуйста, посмотрите;
*******************************************
Щелкните здесь, чтобы загрузить образец формата WPS.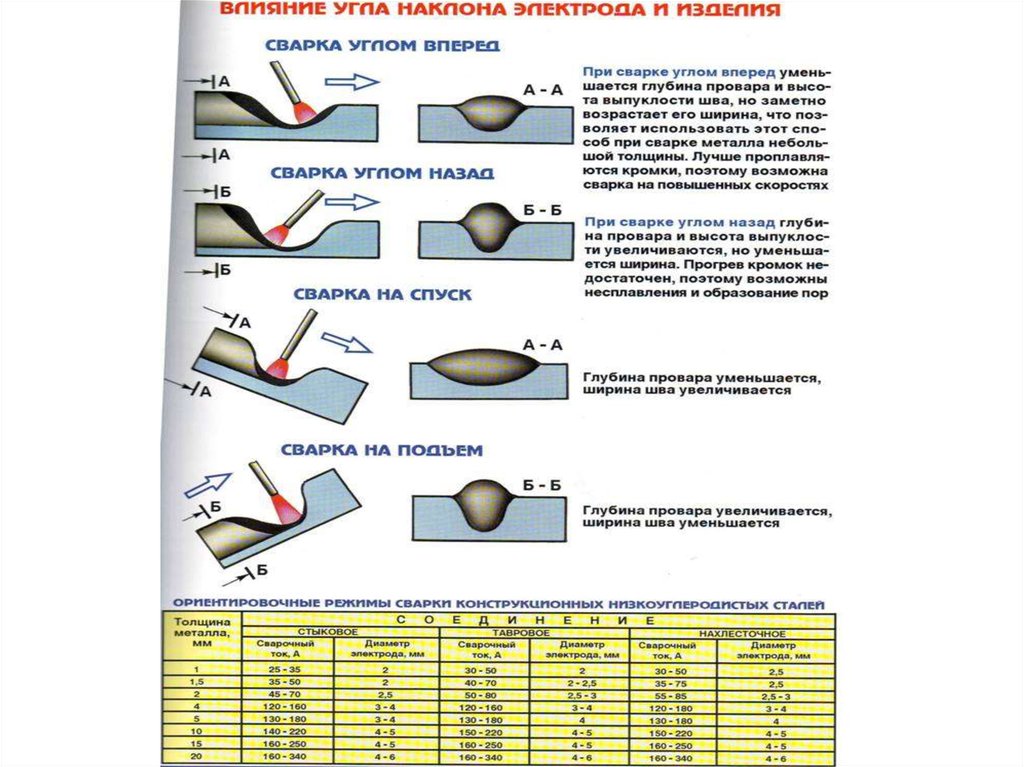 Важные статьи в разделе ASME IX СВЕДЕНИЯ I СВЯЗИ.
Важные статьи в разделе ASME IX СВЕДЕНИЯ I СВЯЗИ.QW-163 Тесты с критериями принятия. Процедура осмотра образцов
Статья II Квалификация процедуры сваркиQW-200 Общие положения
QW-210 9 Подготовка к испытанию0003
QW-250 сварки переменных (см. Таблица 1)
Статья IV Данные сваркиQW-400 Переменные
QW-401.1. Дополнительная необходимая вариация (процедура)
QW-401. QW-403 Base Metal
QW-404 Filler Metal
QW-405 Положение
QW-406 Предварительное разогрев
QW-407 Prost Weld Tail Treater
QW-408 GAS
QW-409 Электрические характеристики
QW-410 Техника
QW-420 Группы базовых металлов
Таблица QW/QB-422 Группа базовых металлов для квалификации
QW-430 F-422
Таблица QW-432 Группировка электродов и сварочных стержней для аттестации
QW-440 Химический состав металла сварного шва
0003Образцы QW-450
Таблица QW-451. 1 Тесты на растяжение на растяжение и поперечное натяжение. Таблица QW-451.4 Железные сварные швы, квалифицированные по тестированию Groove-Weld
1 Тесты на растяжение на растяжение и поперечное натяжение. Таблица QW-451.4 Железные сварные швы, квалифицированные по тестированию Groove-Weld
Положения QW-461
QW-461.3.0003
QW-461.5 сварные швов филе в положениях тестирования пластин
QW-461.6 сварные швы начинки в положениях трубопровода
QW-462 Тестовый образец таблица QW-462.1 (A) к QW-462.5 (E) Рис. QW-463.1 (A). а) до QW-469,2
QW-470 травление-процессы и реагенты
Статья V Стандартные спецификации процедуры сварки (SWPS)*********** ******************************
Короткая лекция о том, как составить спецификацию процедуры сварки (WPS). Пожалуйста, посмотрите;
*******************************************
Я надеюсь, что эта статья поможет всем профессионалам в области сварки и новичкам. Пожалуйста, дайте ценный отзыв. Я хотел бы поблагодарить г-на Goutham Rathinam (AWeldI & CSWIP 3.1-TWI, Великобритания) за помощь в написании этой статьи. Спасибо.
Пожалуйста, дайте ценный отзыв. Я хотел бы поблагодарить г-на Goutham Rathinam (AWeldI & CSWIP 3.1-TWI, Великобритания) за помощь в написании этой статьи. Спасибо.
Навыки, необходимые для того, чтобы стать хорошим сварщиком. Есть ли у вас что для этого нужно?
Если вы подумываете о том, чтобы пройти обучение в сварочном или сварочном училище, вам может быть интересно, какие навыки необходимы для овладения технологиями сварки и начала вашей карьеры в качестве профессионала в области сварки. Итак, в этом блоге от Vern Lewis Welding Supply мы рассмотрим несколько основных навыков, которые вам понадобятся, чтобы стать хорошим сварщиком!
1. Математические навыкиЧтобы стать отличным сварщиком, вам нужны относительно хорошие математические навыки. Если вы умеете рассчитывать размеры, читать чертежи и понимать 2D- и 3D-диаграммы, вы будете намного эффективнее выполнять свою роль.
Математические навыки особенно полезны, если вам часто приходится обрезать металлические предметы и компоненты до точных размеров в процессе сварки. В целом, способность легко понимать математические концепции, безусловно, поможет вам в ваших обязанностях.
В целом, способность легко понимать математические концепции, безусловно, поможет вам в ваших обязанностях.
Хорошие сварщики всегда должны обращать внимание на мелочи, такие как очистка деталей от жира и коррозии, двойная проверка своего оборудования перед использованием, всегда помнить о надлежащих СИЗ и следовать передовым методам сварки, чтобы обеспечить прочное соединение.
Сварка — это работа, где допустимы минимальные дефекты, и вам всегда нужно уделять внимание тому, что вы делаете. Если вы умеете обращать внимание на детали, вам будет намного легче стать хорошим сварщиком.
3. Твердые руки и хорошая зрительно-моторная координация Сварка может быть технически сложной работой. Для получения высококачественных сварных швов необходимы твердые руки и хорошая зрительно-моторная координация. Это один из навыков, который требует больше всего времени для развития, когда вы поступаете в сварочное училище или торговую школу.
Потребуется время, чтобы освоить работу различных сварных швов, контролировать сварочные ванны, научиться надежно удерживать инструменты и добиваться гладких и прочных результатов. Поначалу будьте готовы к слабым сварным швам и крупным ошибкам — это нормально.
Пока вы упорны и продолжаете развивать свою ловкость сварщика, вы должны начать быстро улучшать свои сварные швы – и вы начнете развивать навыки, необходимые для овладения своим ремеслом.
4. Физическая сила и выносливостьСварка может быть физически тяжелой работой, поэтому быть сильным и способным выдерживать некоторые тяжелые условия на рабочем месте — это большое умение. В зависимости от вашей работы вам может потребоваться поднимать значительный вес и поднимать предметы, которые могут весить от 50 до 100 фунтов или даже больше.
Вам также может потребоваться оставаться в одном положении в течение длительного периода времени во время сварки, и вам, возможно, придется работать даже в неблагоприятных условиях, таких как дождь, снег или другие плохие условия в зависимости от погоды, поэтому как умственная, так и физическая выносливость будет очень полезен в вашей карьере.
Прежде всего, для сварщика важна готовность и способность учиться, особенно если вы начинаете обучение сварщика или учитесь в профессиональном училище.
За годы работы вы узнаете много нового о различных видах сварки, таких как сварка TIG, MIG и электродуговая сварка, информацию о различных типах сварки и защитных газах, основные методы выполнения различных типов сварных соединений и многое другое. .
Технологии сварки постоянно меняются, и передовые методы сварки тоже часто меняются. Чтобы стать отличным сварщиком, вы должны быть готовы изучать новые вещи, когда вы только начинаете свою карьеру, а также лучше продолжать обучение и узнавать больше на курсах повышения квалификации и позже в вашей карьере.
6. Хорошие навыки общения и работы в команде Хотя сварщики могут работать с отдельными заготовками в одиночку, большинство сварочных проектов являются частью большего целого, и очень важно быть командным игроком и уметь правильно общаться с другим членам вашей команды, вашим начальникам и всем остальным на фабрике или рабочей площадке.