Делаем регулятор тока для сварочного аппарата своими руками
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Содержание
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.
В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков. Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
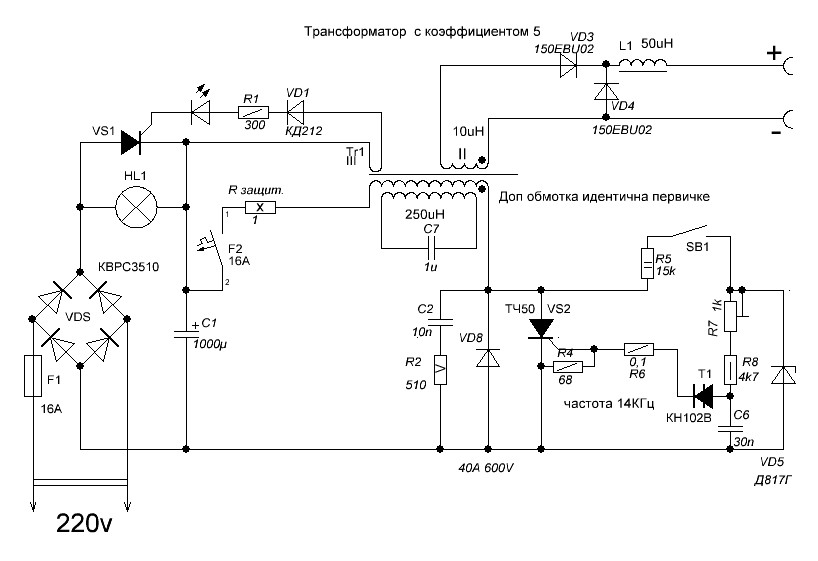
Схема тиристорного регулятора
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
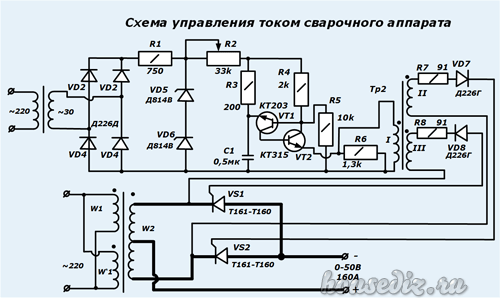
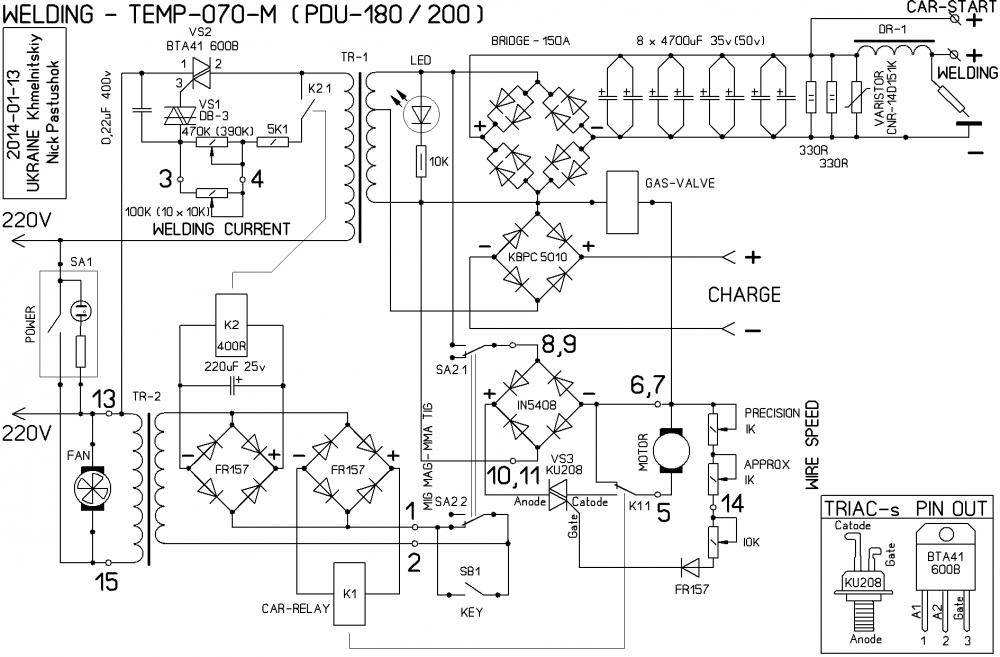
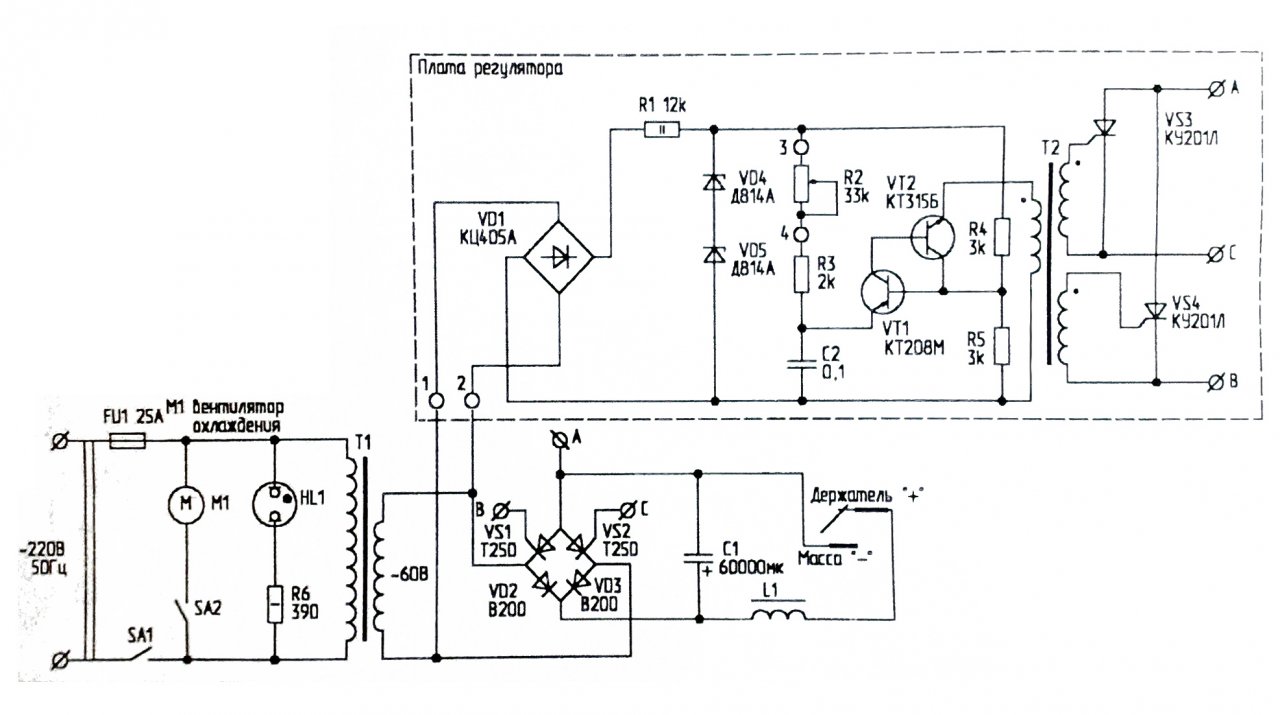
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1.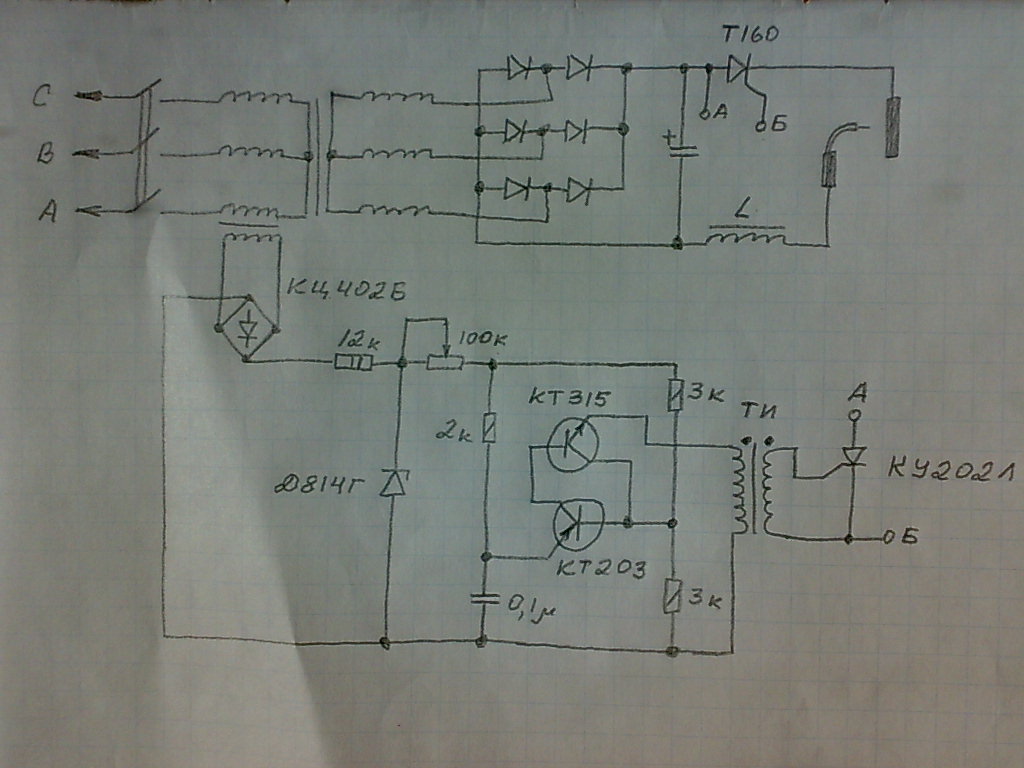 Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.
Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.
Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер.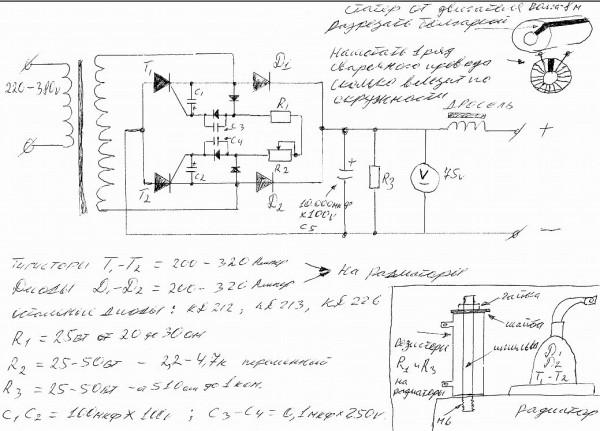 Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
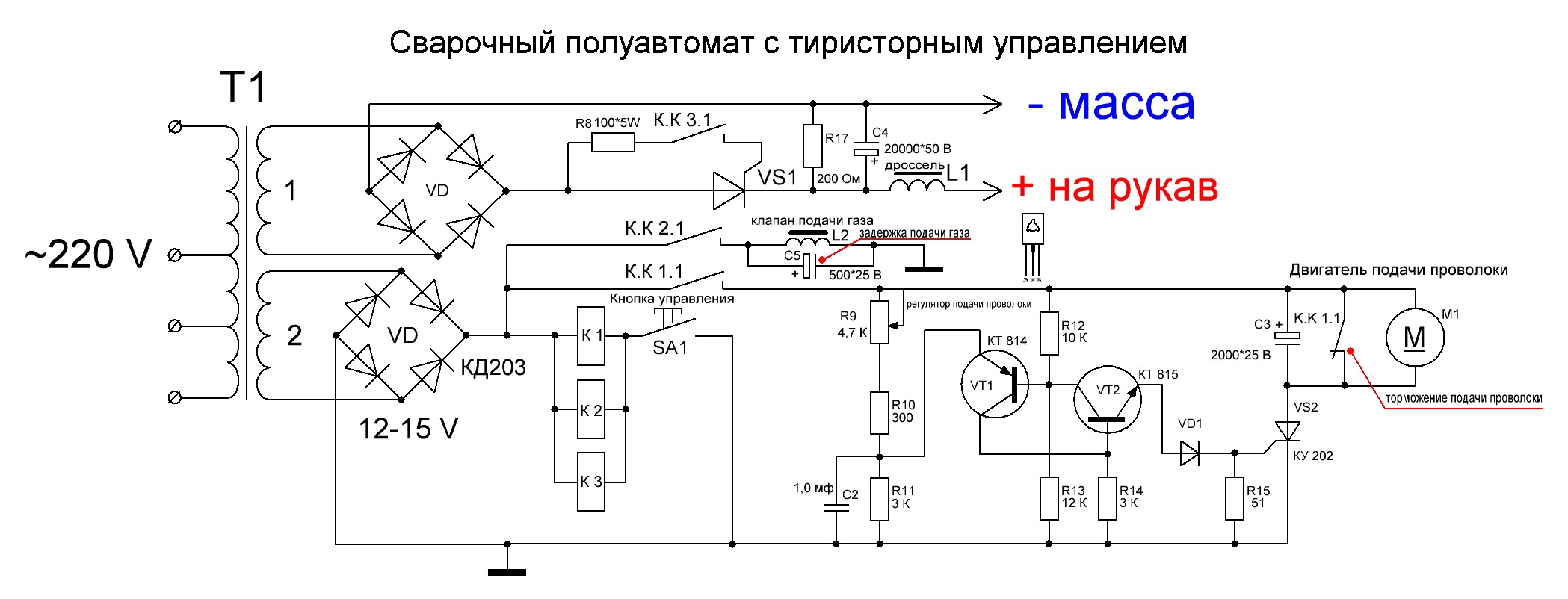
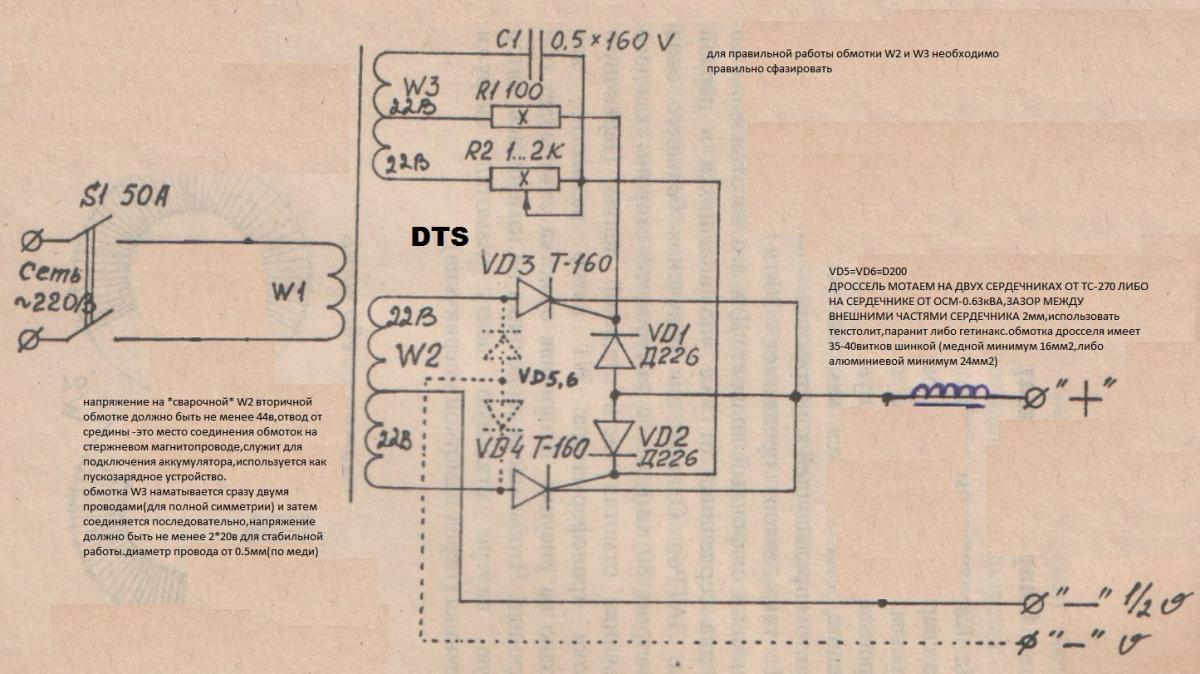
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Вместо заключения
Как вам статья?
Как сделать сварочный аппарат из трансформаторов микроволновки своими руками
Микроволновые печи оснащаются мощными трансформаторами, которые после несложной доработки можно использовать для изготовления сварочного аппарата. Собранный из них прибор не уступает покупному при сварке электродами диаметром до 3 мм. Таким образом, его изготовление своими руками полностью оправдано.
Материалы:
- трансформаторы от СВЧ – 2 шт.;
- медный кабель 4 мм2 в силиконовой изоляции – 13 м;
- диммер – http://alii.pub/67rgwi
- кабель с вилкой;
- симисторы ВТ136, ВТ137 или ВТ138 – 4 шт.
 – http://alii.pub/67rguk
– http://alii.pub/67rguk - листовой алюминий;
- фанера;
- панельные гнезда 10-25 мм – 2 шт.;
- кабельные штекеры – 2 шт.;
- кабель 10 мм2;
- клеммная колодка;
- блок питания 12В – http://alii.pub/67rgww
- вентиляторы 12В от компьютера – 2 шт. – http://alii.pub/67rgy2
- контакт массы;
- сварочный держатель.
 – http://alii.pub/67rguk
– http://alii.pub/67rgukПроцесс изготовления сварочного аппарата
Трансформаторы для изготовления сварочного аппарата нужно предварительно доработать. Для этого у них удаляется вторичная обмотка. Ее выступающую часть с одной стороны нужно спилить ножовкой по металлу. Болгарку лучше не использовать, так как можно порезать лишнее. Также спиливается расположенная в центре накальная обмотка.
После этого требуется выбить распиленные обмотки из сердечника, и вычистить его от остатков изоляции. Затем нужно наклеить на внутренние углы сердечника бумажную ленту, чтобы они не повредили мягкую изоляцию новой обмотки.
Теперь в сердечник продевается кабель в силиконовой изоляции сечением 4 кв. мм. Требуется укладывать его максимально плотно, чтобы удалось разместить 23-24 витка.
мм. Требуется укладывать его максимально плотно, чтобы удалось разместить 23-24 витка.
Переделав 2 трансформатора, необходимо соединить их последовательно. В итоге при подаче 220 В переменного тока на выходе должно получится 40 В.
Для регулировки тока, на сварочном аппарате потребуется диммер.
Чтобы увеличить мощность его цепи, будет применено 4 симистора установленных параллельно по предложенной схеме.
При наличии диммера на 4 кВт можно обойтись без симисторов. Если все же включаете их в цепь, то обязательно делайте монтаж на алюминиевый радиатор для нормального охлаждения.
Корпус сварочного аппарата изготавливается из листового алюминия и фанеры. Из алюминия выгибается П-образная деталь, которая послужит верхом и боковыми стенками. Также из него нужно сделать торцевые стенки. Дно же выпиливается из фанеры. Из нее вырезается вставка для жесткости П-образной алюминиевой детали. Алюминиевые части нужно будет просверлить для обеспечения вентиляции, а также установки выключателя, двух вентиляторов, двух аппаратных гнезд, входа кабеля питания и выхода колесика диммера.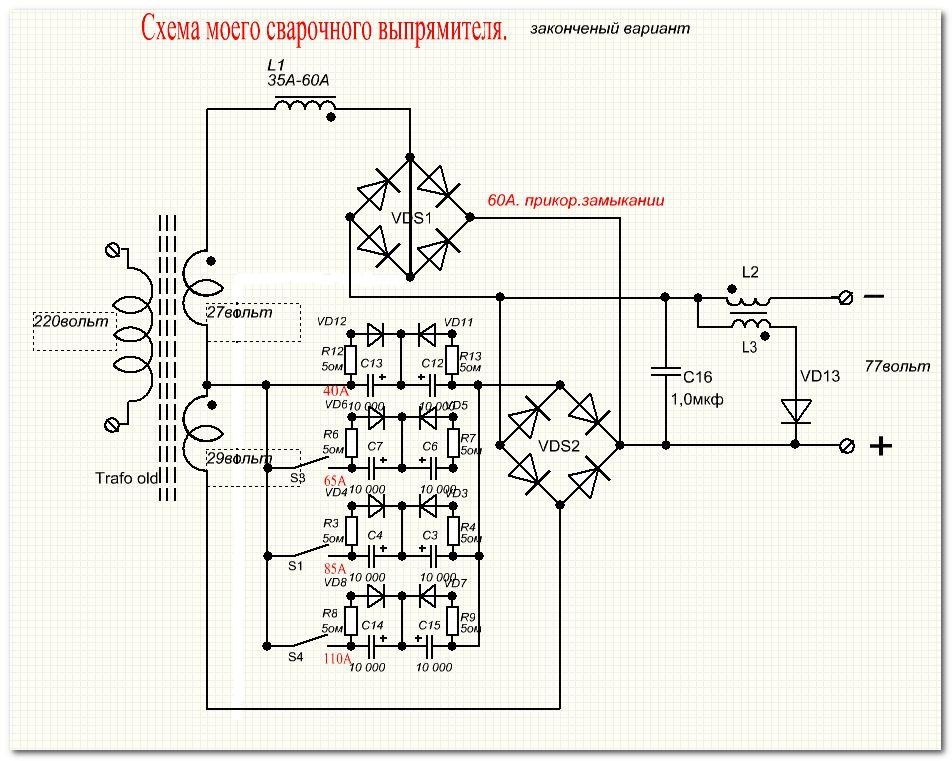
На фанерном дне нужно будет закрепить 2 накладки, чтобы к ним можно было прикрутить торцевые стенки. Затем устанавливаются трансформаторы. Они подключаются последовательно.
Соединение нужно спаять и заизолировать термоусадкой.
На концы самодельной обмотки трансформаторов устанавливаются наконечники. С их помощью выполняется подключение к панельным гнездам.
На дно прикрепляется клеммная колодка. К ней подводится провод с вилкой. Жилу заземления из него следует присоединить на корпус сварки. Затем устанавливается диммер. Провода питания от трансформаторов подключаются на него.
В корпус устанавливается выключатель. От него нужно пробросить провода к диммеру. Далее в корпус вклеивается на двусторонний скотч блок питания 12 В. Его нужно соединить с клеммной колодкой. В П-образную алюминиевую деталь устанавливаются вентиляторы, которые и соединяются с блоком. Также на нее прикручивается ручка.
Останется только соединить клеммную колодку с выключателем. Теперь при нажатии на него будет подаваться напряжение на трансформаторы и вентиляторы.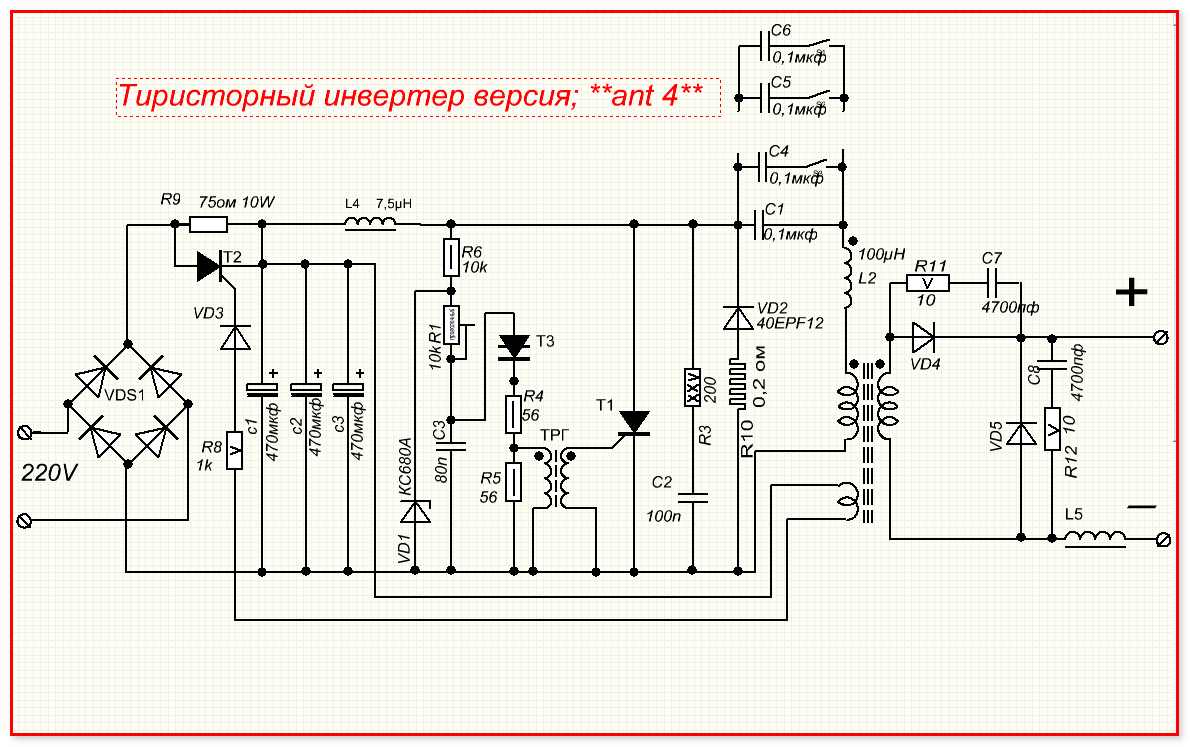 Нужно проверить работоспособность системы, после чего собрать корпус.
Нужно проверить работоспособность системы, после чего собрать корпус.
В завершение изготавливаются провода. На них устанавливаются штекеры, контакт массы и держатель. После этого сварочный аппарат готов к использованию.
При такой компоновке он способен превосходно варить электродами до 3 мм. Таже легко делается прожог стали.
Смотрите видео
Как при помощи трансформатора микроволновки легко откручивать безнадежно закисшие гайки и болты – https://sdelaysam-svoimirukami.ru/8347-kak-pri-pomoschi-transformatora-mikrovolnovki-legko-otkruchivat-beznadezhno-zakisshie-gajki-i-bolty.html
ac – Ограничитель тока для самодельного дугового сварочного аппарата
\$\начало группы\$Я хотел бы контролировать переменный ток, который будет потребляться самодельным дуговым сварочным аппаратом. Веб-сайт, который я использовал в качестве ссылки: http://www.mike-worth.com/2013/07/31/adding-a-current-limiter-to-my-mot-welder/
Он преобразовал трансформатор в реостат.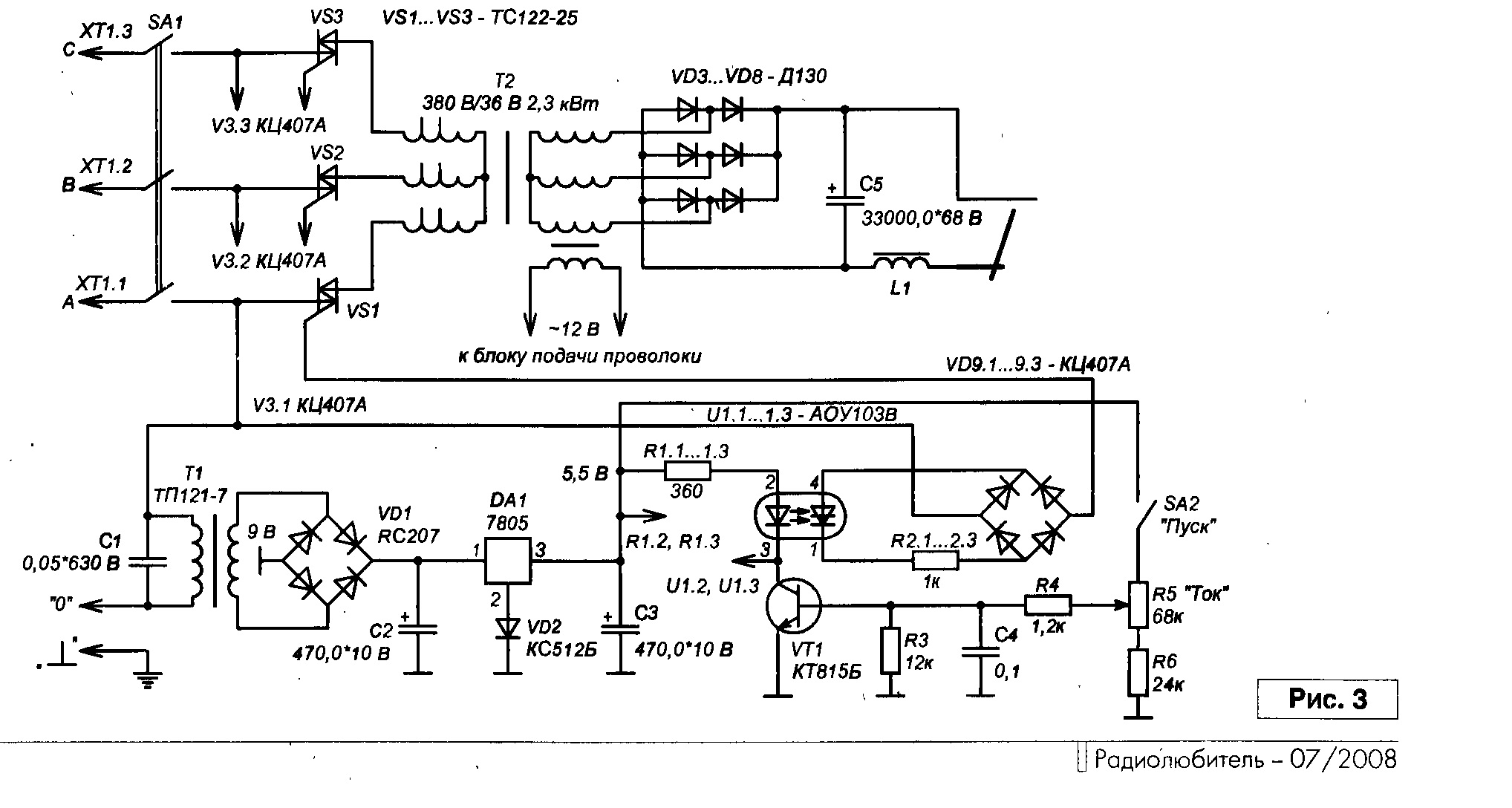 (синяя ручка). Я не могу разобрать, но может кто-нибудь объяснить следующее:
(синяя ручка). Я не могу разобрать, но может кто-нибудь объяснить следующее:
Похоже, что есть только первичная обмотка, без вторичной обмотки
Изменяется ли ток путем бокового раздвигания секций E и I МОЛ? Или достаточно ли отклонить одну сторону E от I МОЛ, чтобы изменить ток?
Может ли реостатный трансформатор выдержать ток 30-50 ампер, проходящий через его первичную обмотку, без повреждения или расплавления первичной обмотки? Я хотел бы знать, какой рабочий цикл ожидать.
Я предпочитаю механические средства управления током. Я открыт для более эффективных/простых предложений, простота – это то, что мне нужно.
- ток
- переменный ток
- трансформатор
- реостат
- Вроде только первичка, вторичной обмотки нет
Потому что это катушка индуктивности, а не трансформатор. Идея состоит в том, чтобы ограничить ток введением индуктивного импеданса. Импеданс регулируется регулировкой воздушного зазора.
Идея состоит в том, чтобы ограничить ток введением индуктивного импеданса. Импеданс регулируется регулировкой воздушного зазора.
- Изменяется ли ток путем бокового раздвигания секций E и I МОЛ? Или достаточно ли отклонить одну сторону E от I МОЛ, чтобы изменить ток?
Любой из них будет иметь эффект. Вам нужно будет провести дополнительные исследования, чтобы получить детали дизайна и определить наилучшую схему для конкретного проекта.
- Может ли реостатный трансформатор выдержать ток 30-50 ампер, проходящий через его первичную обмотку, без повреждения или расплавления первичной обмотки? Я хотел бы знать, какой рабочий цикл ожидать.
Я полагаю, что «реостатный трансформатор» — это то, что вы называете переменной катушкой индуктивности. Безопасный уровень тока зависит от сечения провода, номинала температуры изоляции, размеров и материала жилы, количества слоев обмотки, внешнего охлаждения и всего того, о чем я, возможно, не подумал. Возможно, вам придется поискать информацию о конструкции индуктора с переменным сопротивлением.
Возможно, вам придется поискать информацию о конструкции индуктора с переменным сопротивлением.
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google Зарегистрироваться через Facebook Зарегистрируйтесь, используя электронную почту и парольОпубликовать как гость
Электронная почтаТребуется, но не отображается
Опубликовать как гость
Электронная почтаТребуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания и подтверждаете, что прочитали и поняли нашу политику конфиденциальности и кодекс поведения.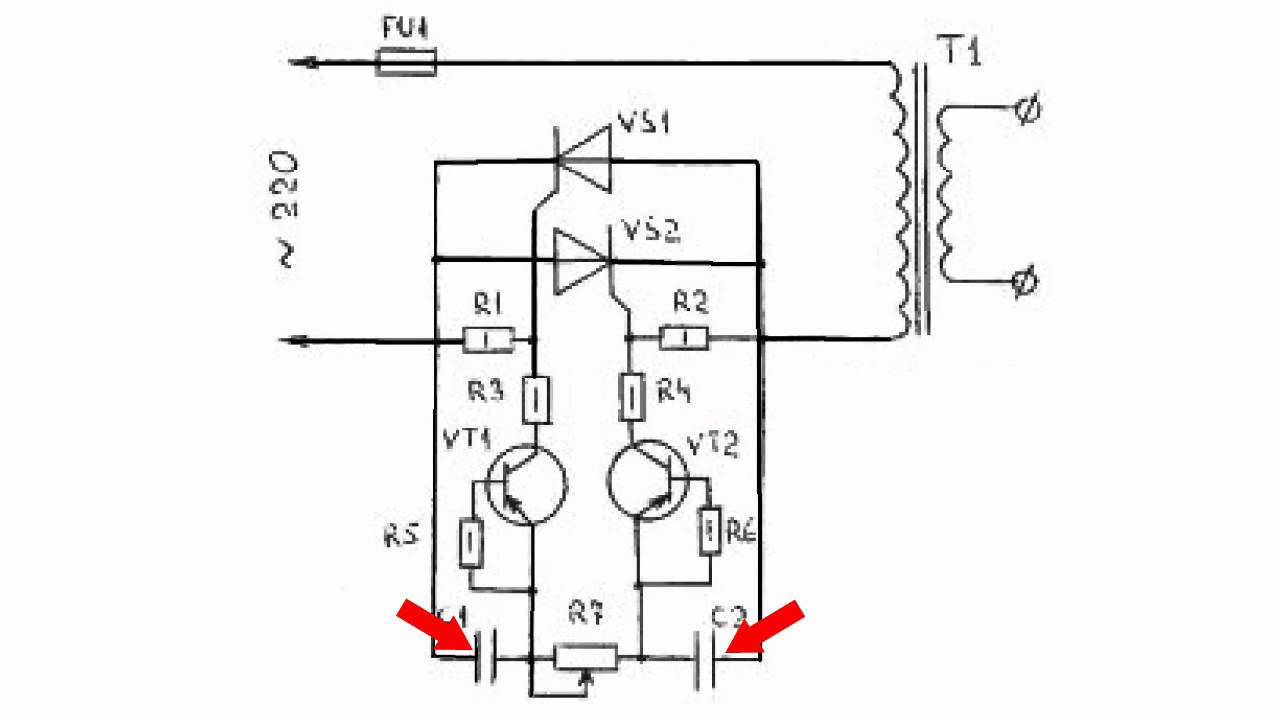
DIY Аппарат для точечной сварки – ограничивающий фактор мощности?
maarten_almighty
100 мВт
- #1
для сварки стальной полосы толщиной 0,15 мм достаточно мощности (иногда даже слишком много) , но как только я пробую с более толстой полосой 0,3 мм, кажется, что сварщик вообще ничего не делает (видны пятна в местах соприкосновения сварочных штифтов, но нет углублений под штифтами (что нормально при точечной сварке). ) и очень слабый сварной шов («сваренная» полоса очень легко отрывается рукой) Однако для толщины 0,3 мм я не могу заставить его работать (ему не хватает мощности)
) и очень слабый сварной шов («сваренная» полоса очень легко отрывается рукой) Однако для толщины 0,3 мм я не могу заставить его работать (ему не хватает мощности)
I изначально (до удаления толстая оригинальная изоляция, которая присутствовала на проводе) имел 6 или 7 обмоток на трансформаторе, с такой установкой я мог довольно легко сварить стальную полосу толщиной 0,15 мм и без ограничения мощности (используя плату контроллера точечной сварки) мог сжечь отверстия в ленте/аккумуляторе.Однако эта установка была определенно недостаточно мощной, чтобы сварить ленту толщиной 0,3 мм (как я узнал, когда тестировал ее), поэтому я решил, что лучше всего увеличить напряжение, увеличив количество обмоток, к сожалению в настоящее время с 10 (вторичными) обмотками у него все еще недостаточно мощности, чтобы правильно сварить полосу толщиной 0,3.
Я не знаю, в чем проблема/что ограничивает мощность
——————————————– ————————————————– —-
Схема:
Фото аппарата для точечной сварки:
Некоторые характеристики аппарата для точечной сварки: 9 0004 – Используемый провод: провод из чистой меди сечением 35 мм2 (изолированный 2 слоями 3M изолента *)
– входное напряжение: 220 В
– Длина провода (от трансформатора до сварочных штифтов), около 120 см (120 см с обеих сторон, см.
 свариваемый материал)
свариваемый материал) – способ управления: ножной переключатель; текущие настройки: 1 импульс, длительность импульса: 20 мс, ток ограничен платой точечной сварки: нет (по крайней мере, это то, что предлагают настройки / дисплей на плате точечной сварки, поскольку у меня «мощность» полностью включена).
– Трансформатор: старый сварочный трансформатор, вес около 20 кг (предположительно), размеры сердечника: 19,5 x 12,5 x 8 см, максимальная мощность около 4 кВт (не совсем уверен, что это правда), размер отверстия в сердцевина: примерно 4×10,5 см
– контроллер: “контроллер точечной сварки”, можно установить 2 импульса с паузой между ними, минимальная длительность импульса = 20 миллисекунд, используется симистор (для переключения стороны высокого напряжения 220 В): тип = KLC BTA100 -800B A18230, рассчитанный на 100 ампер (но он поставлялся с печатной платой контроллера точечной сварки, которая была заказана на Aliexpress, поэтому фактический рейтинг может быть намного ниже).
 Симистор переключает сторону 220 вольт, поэтому, если он действительно может выдерживать 100 ампер, я думаю, он не должен ограничивать мощность, даже с 10 обмотками, но, как упоминалось выше, фактический номинал может быть намного ниже
Симистор переключает сторону 220 вольт, поэтому, если он действительно может выдерживать 100 ампер, я думаю, он не должен ограничивать мощность, даже с 10 обмотками, но, как упоминалось выше, фактический номинал может быть намного ниже – Вольт на обмотку (вторичные обмотки) = примерно 1 вольт на обмотку, поэтому текущее выходное напряжение с 10 обмотками составляет примерно 10 вольт (без нагрузки), я не уверен, насколько напряжение проседает / падает под нагрузкой, но я буду постарайтесь измерить это в ближайшее время
*Я заменил оригинальную изоляцию на более тонкую, чтобы иметь возможность намотать больше обмоток на трансформаторе (мне не хватило места для дополнительных обмоток).
Соединения:
– На концах провода (провода вторичной обмотки) обжаты медные люверсы, люверсы прикручены болтами к ручке точечной сварки (с большим крутящим моментом (самый сильный, что я мог затянуть с 2 гаечных ключа примерно на 25 см (без дополнительного рычага)). 0124 – Медные штифты зажаты в конце ручки для точечной сварки с помощью двух зажимных болтов
0124 – Медные штифты зажаты в конце ручки для точечной сварки с помощью двух зажимных болтов
Возможные проблемы:
– слишком тонкая проволока (вторичная проволока)?
– слишком длинные провода от трансформатора к рукоятке точечной сварки?
– Слишком маленький трансформатор? (не может обеспечить достаточную мощность)
– контактные штифты для точечной сварки могут иметь слишком большую площадь поверхности в месте соприкосновения батарея/полоса при сварке. Вам нужна относительно небольшая площадь поверхности, так как тогда сварной шов будет меньше, что потребует меньше энергии для нагрева материала, в котором соприкасается батарея / полоса, чтобы создать сварной шов (если я правильно понимаю). Чем меньше площадь контакта, тем больше сопротивление в этой точке, что означает, что в результате протекания тока будет выделяться больше тепла, что означает более прочный сварной шов (больше тепла -> более прочный сварной шов).
 Однако я попытался проверить эту теорию, приварив штифты для точечной сварки под углом по отношению к батарее/ленте (таким образом, что только 2 края штифтов соприкасались с полосой, даже при таком резком уменьшении площади поверхности производительность сварки была ниже). чуть лучше («сваренная» полоса все еще легко снимается вручную)
Однако я попытался проверить эту теорию, приварив штифты для точечной сварки под углом по отношению к батарее/ленте (таким образом, что только 2 края штифтов соприкасались с полосой, даже при таком резком уменьшении площади поверхности производительность сварки была ниже). чуть лучше («сваренная» полоса все еще легко снимается вручную)Проблемы с электромонтажом:
С начальными 6 или 7 обмотками всякий раз, когда я активировал симистор, то есть всякий раз, когда на трансформатор поступало питание (даже когда выходная сторона трансформатора была разгружена, то есть контакты точечной сварки не были подключены к что-нибудь) Я отключил автоматический выключатель (из-за высокого пускового тока трансформатора), поэтому я затем зашунтировал автоматический выключатель. Что решило проблему для 6-7-обмоточной (вторичной) версии. После перемотки током 10 обмоток не было проблем с подачей питания на трансформатор, когда выходная сторона была разгружена, но когда я попытался сделать точечную сварку с ним, как только я нажал кнопку, мой предохранитель сгорел (16 ампер, медленного типа ( песочное охлаждение) предохранитель), который выглядит так:
Вчера я купил несколько предохранителей на 25 ампер (тоже медленных (с песочным охлаждением)) и установил их, они не разрушаются при попытке сварки (но точечной сварке все еще не хватает мощности .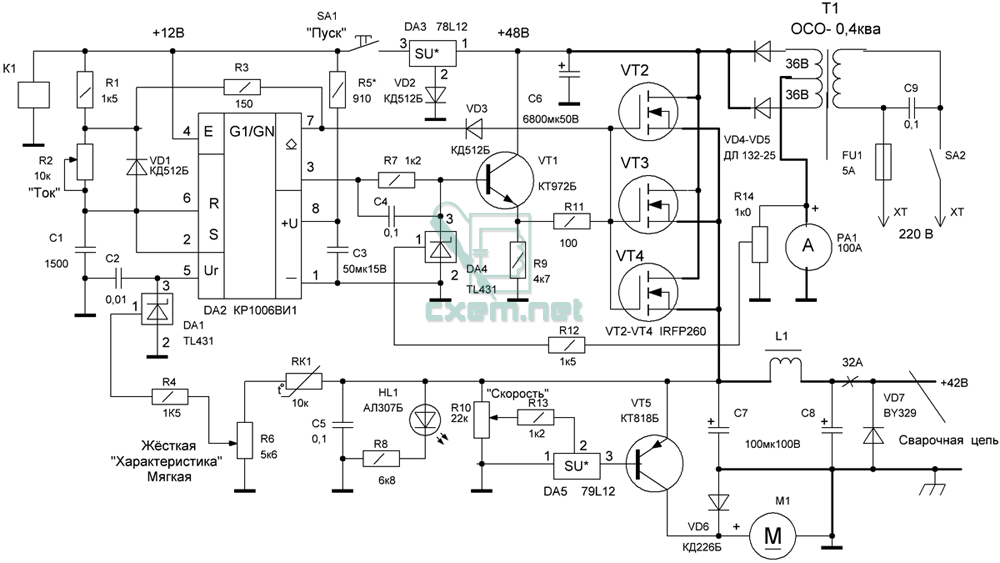 .. я думаю), хотя это удалось вывести из строя предохранитель 16А (медленный).
.. я думаю), хотя это удалось вывести из строя предохранитель 16А (медленный).
Я не уверен, сколько еще обмоток я могу добавить к трансформатору, прежде чем предохранитель на 25 ампер также сломается при попытке сварки. Главные предохранители в моем доме только на 35 ампер, и я не могу легко их заменить (арендованный дом ), поэтому я не могу безопасно установить более крупные (более амперные) предохранители, чем 25-амперные, которые у меня есть в настоящее время. Теоретически в трансформаторе должно быть достаточно места, чтобы добавить еще 10 обмоток (с той же толщиной провода 35 мм2), но я думаю предохранитель на 25А точно сгорит, когда доберусь до 20 обмоток..
Вопросы:
– что может быть причиной отсутствия питания? это что-то, что я упомянул в списке выше?
– какие тесты я могу выполнить, чтобы лучше понять, что может быть не так?
– Какие улучшения я могу попытаться сделать, чтобы решить проблему отсутствия питания?
– есть ли хороший способ проверить, вызывает ли проблемы плата контроллера точечной сварки? (Возможно, я мог бы получить «не китайский» 100-амперный (или аналогичный) симистор / полевой транзистор (с относительно низким RDS-on) и управлять им с помощью Arduino в качестве альтернативы использованию вышеупомянутого контроллера точечной сварки).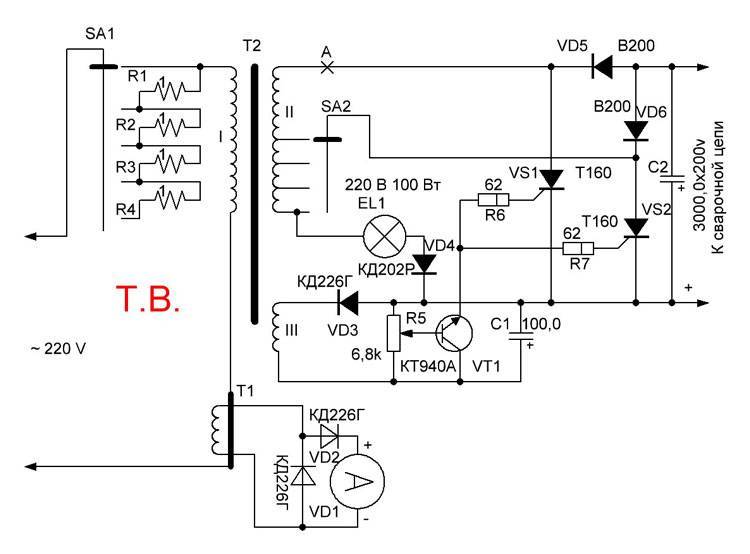
– к какому выходному напряжению (вторичная сторона) следует стремиться?
– какие-то из моих предположений неверны?
– если предположить, что сварочный (или аналогичный) трансформатор не является хорошим вариантом для сборки аппарата для точечной сварки такой мощности, какие альтернативы могут быть лучше? (например, я видел, как люди использовали большой автомобильный аккумулятор с реле стартера, подключенным к простой кнопке (мгновенный переключатель), чтобы точечной сваркой тех же (18650) аккумуляторов, однако время трудно контролировать с помощью этого метода, так как (механические) реле относительно медленные, и я не думаю, что смогу получить <20 мс вовремя, используя, например, реле стартера, поэтому это может быть не лучшая альтернатива). Я мог бы вместо этого использовать твердотельное реле в качестве альтернативы? Любые другие альтернативы также будут очень признательны, если вы их имеете в виду!
Большое спасибо за любые предложения / вклад! очень признателен
электронный пляж
10 МВт
- #2
Судя по моим экспериментам с этим типом точечной сварки, я бы сказал, что да. Вам не нужны вольты, вам нужны амперы (ток). Было бы лучше, если бы у вас было две или три обмотки параллельно. Что-то вроде двух подходов по три оборота или трех подходов по три оборота.maarten_almighty сказал:
…..
Что я думаю о возможных проблемах:провод слишком тонкий (вторичный провод)?
Нажмите, чтобы развернуть…
Длинные провода также связаны с выходным током. Больше меди означает большее сопротивление, что означает потери тока. Вам придется проверить себя, чтобы узнать, сколько может выжать ваш трансформатор.– слишком длинные провода от трансформатора к рукоятке точечной сварки?
Нажмите, чтобы развернуть…

Размер мне подходит,– Слишком маленький трансформатор? (не может обеспечить достаточную мощность)
Нажмите, чтобы развернуть…
Вы действительно хотите разделить штырьки, поскольку вы отметили, что необходимо некоторое сопротивление, но прежде чем зайти так далеко, перемотайте вторичную обмотку, чтобы иметь 3 набора из трех параллельных витков, и посмотрите, как это увеличивает ваш сварочный ток.– Возможно, штифты для точечной сварки имеют слишком большую площадь поверхности…
Нажмите, чтобы развернуть…
Сделайте что-то вроде этого:
Сделайте три комплекта проводов одинаковой длины самого толстого сечения, которые будут соответствовать зазору между вашими первичным и вторичным проводом (или используйте существующий провод)
Скрутите их вместе на одном конце.
Вставьте другие концы в трансформатор три раза, чтобы у вас было по три витка каждого провода.
Скрутите вместе другие концы, чтобы завершить 3-параллельную 3-витковую вторичную обмотку.
Подключитесь к своим контактам и проверьте систему.
Дайте нам знать, как дела.
Любимые цитаты:
«Это Лос-Анджелес, сладенький. Здесь нет ничего лишнего». Крис Эрскин
«В определенный момент энтропия побеждает». Мария Хелена Брага
Текущая сборка: Полная подвеска ProFlex 757 Expert. Yescomusa 36v 800w Rear DD, модернизированный твердотельный сердечник 10AWG через фазовые провода оси. 15ah Headway, 1000+ циклов, 80% DOD 30A Контроллер Tronsung.
Прошлое: Trek 4500 Yescomusa 36v 800w передний DD.
Лиахона, Yescomusa 36v 800w универсальный фронтальный DD.
1992 Trek 800, Yescomusa 800w 36v передний DD.
maarten_almighty
100 мВт
- Автор темы Автор темы
- #3
Относительно уменьшения количества вторичных обмоток: не лучше ли теоретически иметь как можно меньше обмоток на вторичной стороне, например, только 1 обмотку (на практике я бы соединил несколько обмоток параллельно, чтобы как можно больше места в трансформаторе заполнить проводом)?
Или, возможно, при использовании только 1 обмотки не останется достаточного напряжения на сварочных контактах, чтобы получить достаточно ампер? (из-за потерь напряжения в проводе, идущем от трансформатора к сварочным штифтам/потерям в самой сварочной рукоятке)
Теоретически я мог бы использовать 70 мм2 для перехода от трансформатора к сварочной рукоятке, это уменьшит падение напряжения, поэтому я мог бы уйти с использованием одного Widing? Или это создает другие проблемы, и я должен придерживаться 3 обмоток, как вы предложили?
Спасибо!
Крленьюска
10 Вт
- #4
Еще одно: всегда используйте 20 мс при запуске и увеличивайте ток при проверке сварных швов. Если ваша никелевая полоса толстая, вы можете увеличить время до 40 мс.
Если вы увеличите время до 60 мс или выше, ваши сварные швы будут плохими.
электронный пляж
10 МВт
- #5
 Это баланс между небольшим количеством витков вторичной обмотки и количеством витков первичной обмотки. Как указала Крленюска, двух оборотов вполне может быть достаточно. Пожалуйста, позвольте мне повторить. Дело не в вольтах, а в амперах. Вы пытаетесь построить устройство с низковольтным импульсом большой силы тока, который будет размыкаться на короткое время через два маленьких штифта в достаточно маленьком месте с достаточной силой тока, чтобы расплавить два куска металла вместе. Вольты этого не сделают, но амперы будут. Кроме того, вы строите эксперимент, поэтому вам нужно будет поэкспериментировать. Размотайте вторичку на 1 виток и проверьте сварные швы, затем попробуйте 2 витка, затем три. 10 витков на вторичке это слишком много. Если после трех оборотов усилители все еще слабы, соедините параллельно две жилы провода и проверьте, как они спаиваются.
Это баланс между небольшим количеством витков вторичной обмотки и количеством витков первичной обмотки. Как указала Крленюска, двух оборотов вполне может быть достаточно. Пожалуйста, позвольте мне повторить. Дело не в вольтах, а в амперах. Вы пытаетесь построить устройство с низковольтным импульсом большой силы тока, который будет размыкаться на короткое время через два маленьких штифта в достаточно маленьком месте с достаточной силой тока, чтобы расплавить два куска металла вместе. Вольты этого не сделают, но амперы будут. Кроме того, вы строите эксперимент, поэтому вам нужно будет поэкспериментировать. Размотайте вторичку на 1 виток и проверьте сварные швы, затем попробуйте 2 витка, затем три. 10 витков на вторичке это слишком много. Если после трех оборотов усилители все еще слабы, соедините параллельно две жилы провода и проверьте, как они спаиваются.Любимые цитаты:
«Это Лос-Анджелес, сладенький. Здесь нет ничего лишнего». Крис Эрскин
«В определенный момент энтропия побеждает».
 Мария Хелена Брага
Мария Хелена БрагаТекущая сборка: Полная подвеска ProFlex 757 Expert. Yescomusa 36v 800w Rear DD, модернизированный твердотельный сердечник 10AWG через фазовые провода оси. 15ah Headway, 1000+ циклов, 80% DOD 30A Контроллер Tronsung.
Прошлое: Trek 4500 Yescomusa 36v 800w передний DD.
Лиахона, Yescomusa 36v 800w универсальный фронтальный DD.
1992 Trek 800, Yescomusa 800w 36v передний DD.
вращающиеся магниты
модератор
- #6
Как сказал e-beach, вам нужно удвоить ампер, что вдвое уменьшит напряжение.Скрутите их вместе с одного конца
Нажмите, чтобы развернуть…
 Так как тип трансформатора, который вы используете, имеет тонкое воздушное пространство для протягивания провода, вы, кажется, используете самый толстый провод, который подходит. Однако, если вы возьмете два таких же провода и положите их бок о бок, они все равно пройдут. Соедините четыре конца так, чтобы электрически они образовывали два конца. В два раза больше меди на виток, но на половину витка от начала до конца… Это может решить проблему…
Так как тип трансформатора, который вы используете, имеет тонкое воздушное пространство для протягивания провода, вы, кажется, используете самый толстый провод, который подходит. Однако, если вы возьмете два таких же провода и положите их бок о бок, они все равно пройдут. Соедините четыре конца так, чтобы электрически они образовывали два конца. В два раза больше меди на виток, но на половину витка от начала до конца… Это может решить проблему…Making a Resistance Soldering Unit, and maybe a spot-welder too…
Мачек
1 мВт
- #7
Была похожая проблема раньше. Сейчас использую последовательно 2 трансформатора 120 вольт, 1200Вт, питающиеся от 240 вольт и китайский контроллер, позволяющий задавать 1 – 50 циклов и 0 – 100% мощности каждого цикла. Напряжение на вторичной обмотке обоих трансформаторов составляет 4,5 В без нагрузки.
Напряжение на вторичной обмотке обоих трансформаторов составляет 4,5 В без нагрузки.
Настройка хорошо работает на 0,15 никеля и 1 или 2 циклах с 50 – 70 % мощности. Также заменил оригинальные электроды на более крупные, диаметром 1/4 дюйма. Похоже, теперь у него больше мощности, чем мне когда-либо понадобится.
Парусный спорт – Искусство промокнуть и заболеть, медленно уходя в никуда с большими затратами.
бит
1 мкВт
- #8
я вижу, вы упомянули в своем посте: чем больше меди, тем больше сопротивление. это неправда, потому что более тонкий провод имеет большее сопротивление, потому что он имеет меньшую способность проводить ток! более толстый провод имеет меньшее сопротивление и большую способность проводить ток!
это неправда, потому что более тонкий провод имеет большее сопротивление, потому что он имеет меньшую способность проводить ток! более толстый провод имеет меньшее сопротивление и большую способность проводить ток!
янтарный волк
Администратор
- #9
Если какой-либо пост, на который вы ссылаетесь, говорит о расстоянии, которое должен пройти ток (более длинный провод или более толстые пластины и т. д.), тогда сопротивление будет выше.
В противном случае вы были бы правы.
Если вы нашли этот совет полезным, здесь принимаются поддерживающие взносы.
Начало новой жизни
Послушайте мою музыку!
(Подробнее здесь, включая экспериментальные)
.