ТВ-6 токарно-винторезный станок: Паспорт, Характеристики, Схема, Руководство
Токарно-винторезный станок ТВ-6 стал выпускаться в серийном производстве только с 1980 года ростовским станкостроительным предприятием «КомТез-Плюс». Эта модель заменила предшествующую ТВ-4 и широко применяется в учебных целях для молодых специалистов по токарному делу. В связи с этим его возможности в техническом и эксплуатационном плане стандартны, поэтому он способен выполнять типовые работы по холодной механической обработке заготовок.
Основное назначение станка
Данный вид оборудования разработан для проведения обучающей программы по базовым аспектам токарных работ, поэтому у него нет высокотехнологичных режимов. Как правило, его используют для таких стандартных операций, как:
- Высверливание и расточка отверстий.
- Обрезка лишних участков детали.
- Обработка торцевых частей.
- Создание резьбы метрического типа.
- Обточка изделий конусообразной и цилиндрической формы.


Станок ТВ6 или как его еще называют «школьник», применяется только для работы со сталью различной твердости и цветными металлами. Это связано с тем, что при обработке других материалов образуются летучие вещества, которые имеют в составе потенциально опасные включения, способные причинить вред здоровью человека. Также к числу вредных веществ относится мелкодисперсная пыль, которая небезопасна при точении изделий в учебных заведениях.
Технические характеристики
Оборудование обладает достаточно небольшими размерами – 144х47х11 см и весом 300 кг, поэтому он отлично помещается в учебную мастерскую. При этом такие габариты позволяют обеспечить доступ к нему со всех сторон, что немаловажно для полноценной работы. Обработка изделий может производиться в том случае, если ее наибольший диаметр над резцедержателем равен 8 см, а над основанием – 20 см.
Максимальная длина детали, которая помещается в рабочую зону, равняется 35 см, однако участок, подвергающийся обработке, может быть всего 30 см. Не менее важно знать высоту центров станка ТВ-6, расположенных над опорной частью режущего приспособления – 12 мм. Габариты резцедержателя в стандартной комплектации равны 12х12 мм. На основе паспортных данных можно выделить следующие основные параметры:
Не менее важно знать высоту центров станка ТВ-6, расположенных над опорной частью режущего приспособления – 12 мм. Габариты резцедержателя в стандартной комплектации равны 12х12 мм. На основе паспортных данных можно выделить следующие основные параметры:
- Высота центров над направляющими основания – 108 мм.
- Расстояние между патроном и задней бабкой – 350 мм.
- Движение резцедержателя в параллельном направлении на деление лимба — 0,5 мм, в перпендикулярном – 0,025 мм.
- Движение резцедержателя в параллельном направлении на оборот лимба – 30 мм, в перпендикулярном – 2 мм.
- Есть 3 метрических резьбы.
- Скорость вращения в прямом и обратном направлении – 130, 170, 235, 385, 510,700 об/мин.
- Наибольший допустимый диаметр прутка – 12 мм.
- Количество ступеней вращения во всех направлениях – 6.
- Конус Морзе шпинделя — №3.
- Возможность остановки шпинделя – отсутствует.
- Возможность блокировки рукоятей – отсутствует.
- Мощность электрического двигателя – 110 Вт.
Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-6 (ТВ6) станок токарно-винторезный учебный.
 Назначение, область применения
Назначение, область примененияШкольный токарно-винторезный станок ТВ-6 заменил модель ТВ-4
и был заменен на более совершенную модель
ТВ-6М.
Станок ТВ-6 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
Учебный токарно-винторезный станк ТВ-6, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6 имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6 имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6 — Ø100 мм.
Привод станка ТВ-6 осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Урок по технологии.
 7-класс»Строение ТВ-6″
7-класс»Строение ТВ-6″Технология. 7 класс
Тема
.
Строениетокарно-винторезногостанка. Кинематическая схема. Технологическиеустройства.
Планируемые результаты:
Предметные
: Ознакомление обучающихся с назначением и устройством токарно- винторезного станка ТВ – 6. Научатся читать кинематическую схему станка;
2. Метапредметные (УУД):
Регулятивные —
научатся анализировать содержание материала; осуществлять итоговый и пошаговый контроль при выполнении практической части урока; оценивать правильность выполнения работы; бережливому отношению к оборудованию и инструментам.
Коммуникативные
— умение работать в группе при выполнении задания, умение вести сотрудничество с учителем и сверстниками, оказывать посильную помощь одноклассникам и быть объективным при оценке их работ; адекватно относиться к замечаниям учителя и одноклассников при появлении ошибок в работе.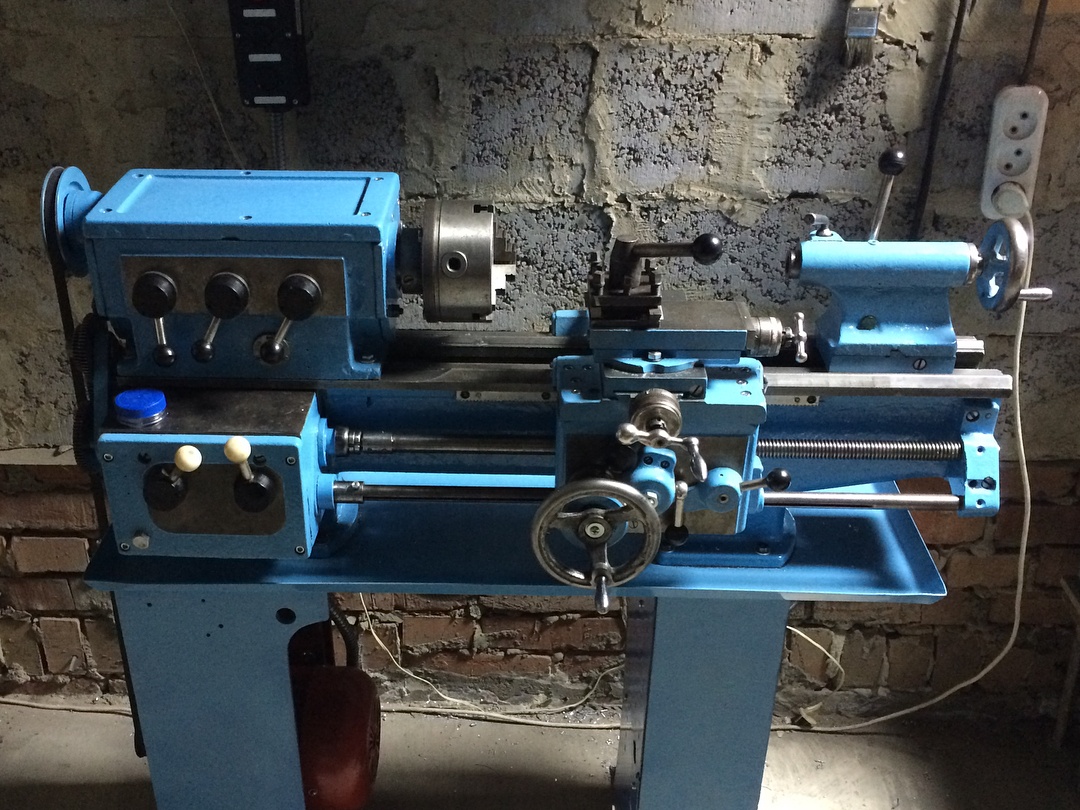
Познавательны
е – развитие технического мышления, знаний о строении машин и механизмов.
Личностные –
развитие мотивов учебной деятельности, навыков сотрудничества с взрослыми и сверстниками; развитие логического мышления, моторики движений
Тип урока.
Комбинированный.
Методы и формы обучения:
устный опрос, беседа, рассказ, демонстрация наглядных пособий, показ приемов работы учителем, практическая работа.
Оборудование
: токарно- винторезный станок ТВ – 6, плакат: устройство токарно- винторезного станка ТВ – 6, компьютер, телевизор, раздаточный материал (карточки-задания)
Ход урока.
- Оргмомент.
- Актуализациязнанийимотивацияучебной деятельностиучеников.
1. К каким группам машин принадлежит токарный станокиз обработки древесины? 2. Какую машину называют технологической? 3. Как осуществляется приведение в движение исполнительного (рабочего) органа токарного станка для обработки древесины и сверлильного станка? 4.
Что общего и в чем отличие сверлильного и токарного станков для обработки древесины?
 Что общего и в чем отличие сверлильного и токарного станков для обработки древесины?
Что общего и в чем отличие сверлильного и токарного станков для обработки древесины?3.
Изучение нового материала.
3.1. Токарно-винторезныйстанокТВ6.
Создание совершенных токарных металлорежущих станков началось в начале XVIII ст. В XIX ст. были сконструированы станки с механическим креплением и перемещением режущего инструмента. На современных металлообрабатывающих предприятиях используют металлорежущие станки, которые большинство или все технологические операции выполняют автоматически, без затраты физической силы человека. Эти машины называют
автоматами.
С помощью компьютеров они могут выполнять самые разнообразные технологические операции, запрограммированные человеком.
Слайд 1
В школьных учебных мастерских можно изготовлять изделия из металла, которые имеют цилиндрическую, коническую, фасонную поверхность, ступенчатую с выступлениями, уступами и другой геометрической формой поверхности на токарно-винторезном станке марки ТВ-6М.
Основными сборочными единицами (узлами) токарно-винторезного станка являются: станина, передняя бабка, задняя бабка, суппорт, коробка подач, клиноременная передача, гитарный механизм.
Слайд 2
Станина
— это основа станка, на которой монтируются основные его узлы. Она имеет две направляющие: передняя направляющая служит для передвижения каретки суппорта, задняя — для передвижения задней бабки.
Передняябабка
крепится на левой части станины. В станке ТВ -6М передняя бабка служит и коробкой скоростей. Передняя бабка предназначена для крепления обрабатываемой заготовки и предоставления ей вращательного движения, изменения частоты вращения шпинделя (скорости резания) и изменения направления вращения (реверс).
Шпиндель
передает вращательное движение заготовке, которая обрабатывается, с помощью трехкулачкового патрона.
Гитарныймеханизм
предназначен для передачи вращательного движения от коробки скоростей к коробке подач.
Коробкаподач
получает вращательное движение от коробки скоростей через шестерни гитарного механизма и обеспечивает по три скорости подачи суппорта через ходовой вал и ходовой винт.
Суппорт
предназначен для крепления резца и предоставления ему движения подачи в нужном направлении.
С помощью поворотнойплиты
на суппорте можно возвращать и устанавливать верхние полозки под необходимым углом к оси вращения заготовки, которая дает возможность вытачивать короткие конусы.
Задняябабка
токарно-винторезного станка имеет такое же назначение, что и задняя бабка токарного станка СТД-120М. Она поддерживает длинные заготовки во время их обработки, а в
патроне
крепятся необходимые режущие инструменты, которые имеют хвостовик с конусом
Резцедержатель
имеет форму параллелепипеда с пазом по всему периметру. Внутри резцедержателя есть отверстие, через которое проходит винт фиксатора
1
. В верхней части паза по его периметру расположены болты с квадратными головками
В верхней части паза по его периметру расположены болты с квадратными головками
4
для крепления резцов. В резцедержателе можно одновременно закрепить четыре резца. Благодаря этому на перестановку резцов во время работы не требуется много времени. Для их установки необходимо повернуть рукоятку фиксатора
3
против часовой стрелки и повернуть резцедержатель так, чтобы нужный резец стал в рабочее положение, и опять зафиксировать его рукояткой
3
.
Слайд 3
Слайд 4
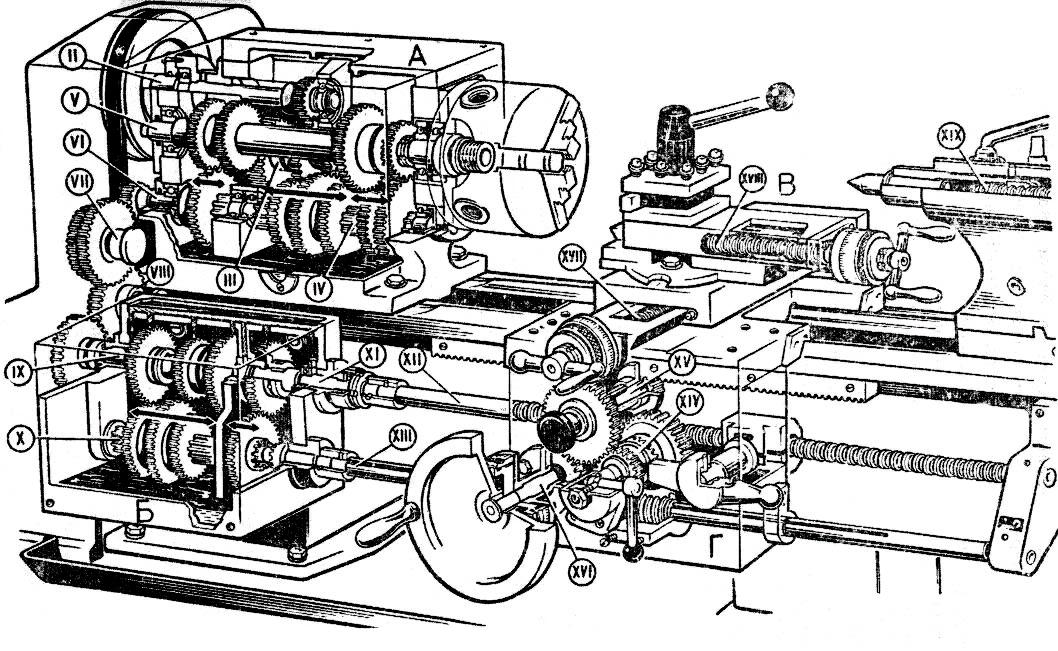
2. Кинематическая схема
( по плакату)
На кинематической схеме токарно-винторезного станка валы и шестерни условно развернуты в одной плоскости. Все валы пронумерованы римскими цифрами в последовательности передачи вращательного движения :
валэлектродвигателя—I,
приводнойвалкоробки скоростей—II,
промежуточныйвал—III,
валсподвижными блокамизубчатыхколес—IV,
шпиндельV.
Это дает возможность наглядно проследить передачу вращательного движения на шпиндель станка, изменение частот вращения шпинделя (скорость резания) за счет перемещения блоков зубчатых колес на валу VI, передачу вращательного движения на коробку подач. Начиная с вала VI, можно проследить изменение направления подачи, работу гитарного механизма, передачу вращательного движения на ходовой вал и ходовой винт с помощью муфт, работу фартука суппорта и изменение частот вращения ходового вала и ходового винта (скорость механической подачи) за счет перемещения блока зубчатых колес на валу.
Слайд 5
4. Первичное закрепление знаний.
1. Как передается главное движение от электродвигателя на шпиндель? 2. Как изменить скорость резания? 3. Как передается движение от шпинделя на ходовой винт? Ходовой вал? 4. Как изменить скорость механической подачи? 5. Как изменить направление движения механической подачи?
5.
Практическая работа.
Слайд 6
Изучение строения ТВ 6М. Органы управления. Переключение передач. Крепление заготовок.
Органы управления. Переключение передач. Крепление заготовок.
6. Рефлексия.
7.
Итоги урока.
Оценивание.
Домашнее задание: Проработать соответствующий материал по конспекту.
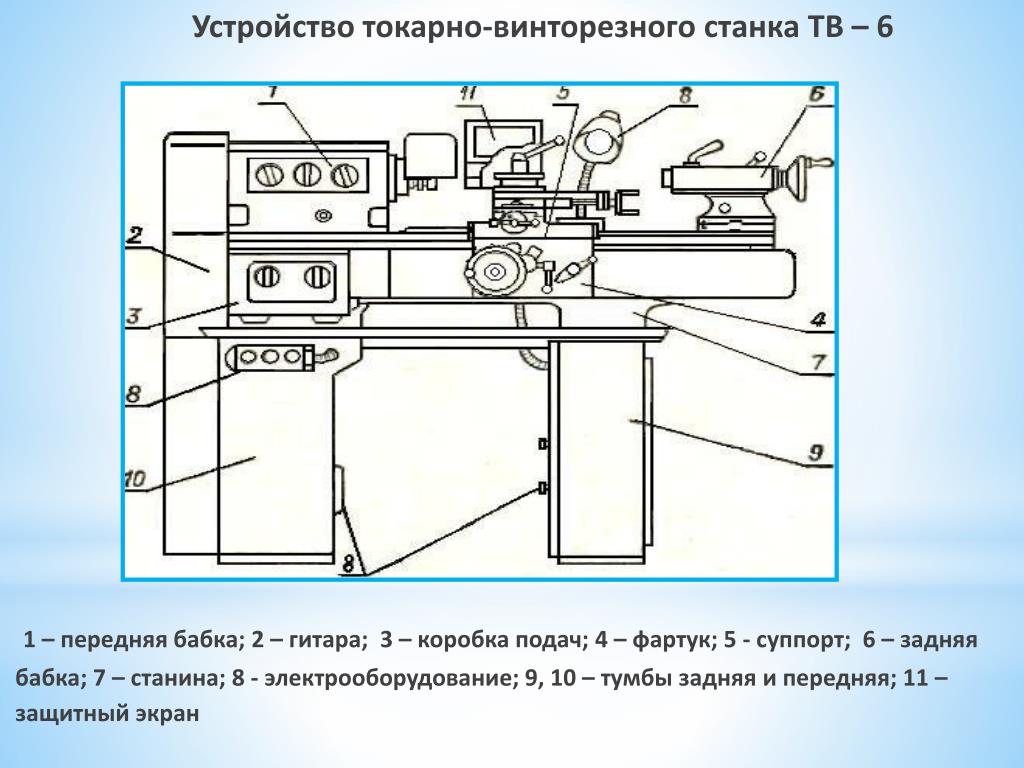
Расположение составных частей токарно-винторезного станка ТВ6
Расположение составных частей токарно-винторезного станка ТВ6
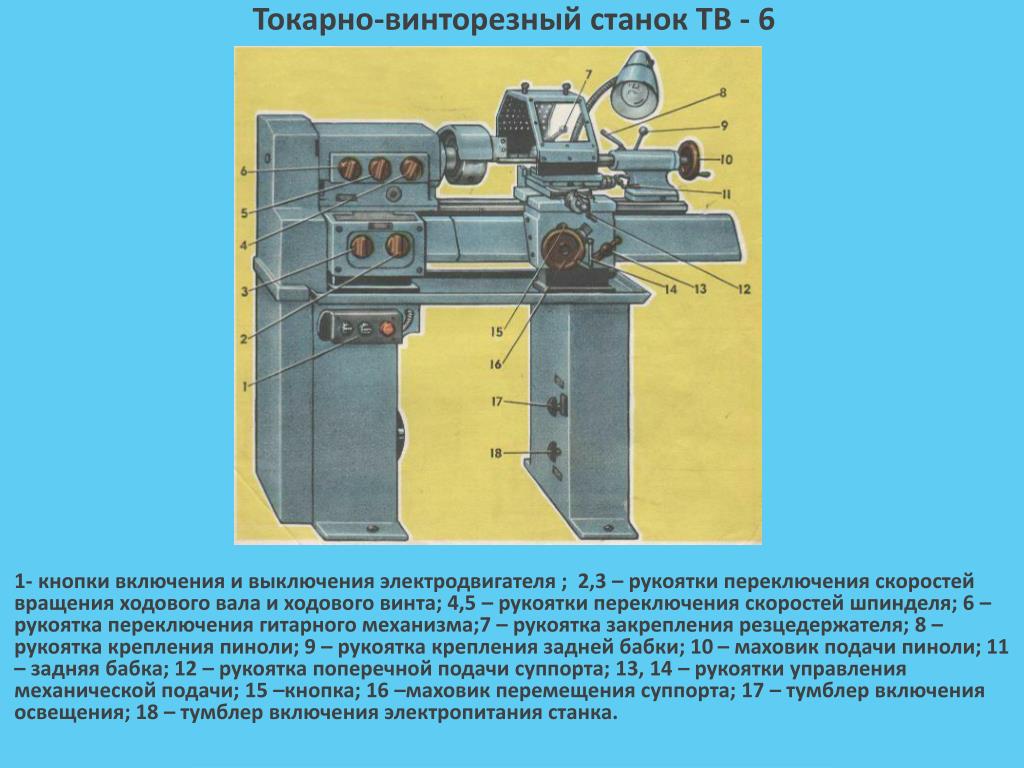
Спецификация составных частей токарно-винторезного станка ТВ6
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения гитарного механизма
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятка поперечной подачи суппорта
- Рукоятка закрепления резцедержателя
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли
- Рукоятка крепления задней бабки
- Маховик подачи пиноли
- Рукоятки управления механической подачей
- Рукоятки управления механической подачей
- Кнопка
- Маховик перемещения суппорта
- Кнопки включения и отключения электродвигателя
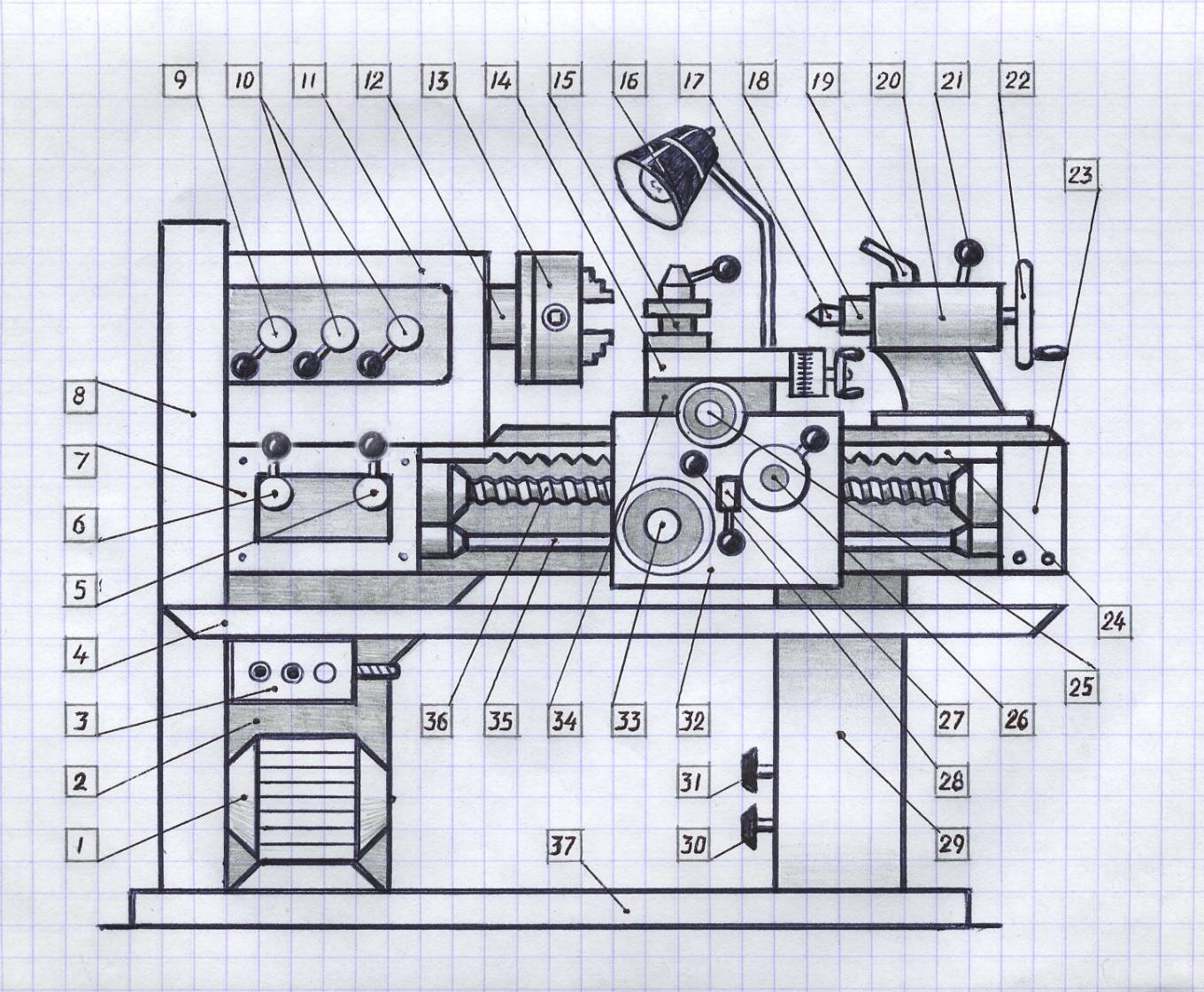
Расположение органов управления токарно-винторезным станком ТВ-6
Расположение органов управления токарно-винторезным станком ТВ-6
Спецификация органов управления токарно-винторезного станка ТВ-6
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валик
- Реверсивная кнопка включения и остановки станка
- Ограждение к патрону
- Защитный экран
- Рукоятка крепления резцовой головки
- Светильник местного освещения К-1М
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка перемещения верхних (резцовых) салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Маховик ручного перемещения продольной каретки
- Рукоятка включения гайки ходового винта
- Рукоятка включения предельной механической подачи
- Ограждение щитка для ходового винта и вала
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671. 041-84
 041-84
041-84Таблица органов управления токарно-винторезным станком тв-6
Таблица символов токарно-винторезного станка тв-6
Управление станком тв-6
Пуск и остановка электродвигателя станка производится нажатием кнопок «Пуск» и «Стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 3).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта — левое или правое.
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5: «Винт-вал» в правом положении «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «От себя».
- Рукоятка включения реечной шестерни 7 — в положении «На себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении.

II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «Вал-винт» — в левом крайнем положении «Вал».
- На фартуке — рукоятка самохода 8 во включенном положении «На себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «От себя».
III. Положение рукояток и рычагов при ручной продольной подаче
- На передней бабке — положение рукоятки трензеля 3 в среднем положении.
- На коробке подач — положение рычага «Вал-винт» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении.
IV. Положение рукояток управления для получения необходимых режимов резания согласно рис.
 14
14Паспорт токарно-винторезного станка ТВ-6М.
Данное руководство по эксплуатации «Токарно-винторезный станок ТВ-6М» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6М.
Содержание Паспорта токарно-винторезного станка ТВ-6М:
- Схема расположения органов управления
- Конструкция основных узлов станка
- Электрооборудование
- Установка станка и подготовка его кработе
- Смазка станка
- Управление станком
- Приемы работ на станке
- Правила техники безопастности при работе на станке
- Уход за станком
- Возможные неисправности и методы их устранения
- Кинематическая схема станка
- Ведомость комплектации станка
- Чертежи быстроизнашивающихся деталей
Скачать бесплатно Паспорт токарно-винторезного станка ТВ-6М в нормальном качестве можно по ссылке расположенной ниже:
Схема кинематическая токарно-винторезного станка ТВ-6
Механизмы токарно-винторезного станка ТВ-6
Кинематическая схема токарно-винторезного станка ТВ-6
Перечень подшипников токарно-винторезного станка ТВ-6
Паспорт токарного станка ТВ-6
Данное руководство по эксплуатации «Паспорт токарного станка ТВ-6» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6.
Содержание
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
- Назначение
- Состав станка
- Устроиство и работа станка и его составных частей
- Спецификация шарикоподшипников
- Система смазки
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
- Указания мер безопастности
- Порядок установки
- Первоначальный пуск станка
- Управление станком
- Регулирование станка
- Уход за станком
- Возможные неисправности в работе со станком и методы их устранения
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
- Техническая характеристика
- Основные данные суппорта
- Комплект поставки
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ ГАРАНТИИ ИЗГОТОВИТЕЛЯ ПРИЛОЖЕНИЯ
- Чертежи быстроизнашивающихся деталей
Скачать бесплатно Паспорт токарно-винторезного станка ТВ-6 в нормальном качестве можно по ссылке расположенной ниже:
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60. .1000 .1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
устройство, технические характеристики, описание и отзывы
Практические занятия являются залогом успешного образования специалиста. Нельзя стать настоящим токарем, только лишь изучая теорию по учебникам. Здесь необходимо в первую очередь научиться работать за станком. С этой целью еще в 80-х прошлого века было начато производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебно-станочного оборудования. Данный станок изготавливали для обучения азам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Нельзя стать настоящим токарем, только лишь изучая теорию по учебникам. Здесь необходимо в первую очередь научиться работать за станком. С этой целью еще в 80-х прошлого века было начато производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебно-станочного оборудования. Данный станок изготавливали для обучения азам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Назначение
Токарный станок ТВ-6 разрабатывался для обучения азам токарного дела. Поэтому никаких заоблачных характеристик от него ждать не нужно. Станок подходит для выполнения наиболее простых операций:
- Подготовка отверстий.
- Обрезка торцов.
- Отрезка части заготовки.
- Выполнение метрической резьбы.
- Расточка деталей, имеющих цилиндрическую (коническую) форму.
Токарный станок ТВ-6 («школьник», как его еще называют) может работать только с цветными металлами и сталью. Такой выбор объясняется тем, что материал во время обработки не должен выделять летучие соединения и пыль, оказывающие пагубное воздействие на окружающих.
Такой выбор объясняется тем, что материал во время обработки не должен выделять летучие соединения и пыль, оказывающие пагубное воздействие на окружающих.
Основные характеристики
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограммов его длина составляет 144 сантиметра, ширина – 47 см, высота – 110 см. Благодаря этому станок прекрасно вписывается даже в небольшие мастерские.
Результатом небольших габаритов являются небольшие размеры деталей, которые могут обрабатываться на станке. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. При этом протачивание возможно на промежутке, длина которого не больше 30 см. Если говорить о высоте, то над станиной могут обрабатываться детали с диаметром до 20 см. Над суппортом это значение составляет всего 8 сантиметров.
Главные характеристики в сравнении с показателями других агрегатов можно увидеть на фотографии ниже.
Устройство токарного станка ТВ-6
Лучше понять возможности аппарата поможет понимание того, из каких узлов и механизмов состоит агрегат. Ведь именно конструкция обеспечивает указанные технические характеристики.
Ведь именно конструкция обеспечивает указанные технические характеристики.
Конструкция представлена следующими основными механизмами:
- Тумба (условно разделена на две части).
- Экран для обеспечения безопасности.
- Коробка передач.
- Фартук.
- Бабка (также условно выделяют переднюю и заднюю).
- Станина.
- Гитара.
- Электрический двигатель.
- Корыто.
Коробка скоростей с 6 ступенями является передним узлом. К ней присоединен вал, который передает вращение от двигателя. Для этого используется ременная передача. Направление движения держателя резцов изменяется за счет специального механизма, установленного в коробке. Регулируется это с помощью рукояти. При ее повороте шестерня передвигается в одно из крайних положений. Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе участвует блок шестеренок. Если же зубчатое колесо передвигается в правое положение, происходит вращение в обратную сторону. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия при помощи сверла.
От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия при помощи сверла.
Разберем устройство токарно-винторезного станка ТВ-6 более подробно. Для этого рассмотрим основные его механизмы и узлы (их принцип действия и устройство) отдельно.
Тумба
Конструкция токарного станка разделяет тумбу на две части: переднюю и заднюю. Они имеют схожее, но неодинаковое устройство.
Передняя тумба собрана в форме буквы «П». Чтобы конструкция была более прочной, снизу и сверху монтированы ребра жесткости. Сзади тумбы размещен двигатель. Включается (выключается) он нажатием кнопки, которая находится спереди тумбы.
Отличием задней тумбы является то, что ее конструкция вместо двигателя включает электрический щиток.
Гитара и коробка передач
Гитарой называют передаточный механизм зубчатых колес. Она необходима для передачи движения от главного вала непосредственно к коробке. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, которое равно одной четвертой.
Токарный станок ТВ-6 имеет постоянное передаточное число, которое равно одной четвертой.
Гитара передает вращение на коробку передач. Она, в свою очередь, состоит из следующих деталей:
- Вал (2 шт.).
- Шестеренки (5 шт. с разными характеристиками).
- Муфта.
- Блок-шестерня.
- Сливная пробка.
- Ходовой валик.
- Рукоять для настроек (2 шт.).
Параметры резьбы определяются за счет изменения настроек рукояти, которая размещается на лицевой стороне коробки передач. При ее вращении (а она имеет 3 положения) блок шестерня, двигающаяся по шлицам, зацепляет другую шестерню. На панели коробки находится еще одна рукоять, которая запускает ходовой валик и винт.
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.
Суппорт
Установка резцов в токарном станке по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4 салазок (кареток) резцы двигаются:
- По направляющим в осевом направлении.
- В направлении, перпендикулярном движению первой каретки.
- В осевом направлении по направляющим третьей салазки.
Каретки установлены последовательно, то есть друг на друге. Деталь закрепляется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм отжимается, и его положение закрепляется штифтом.
Бабка
Второй конец детали при обработке на токарном станке ТВ-6 фиксируется с помощью задней бабки. Она имеет основание и корпус, за счет которых крепится к направляющим станины. По ним бабка и осуществляет движение. Внутри за счет маховика двигается в продольном направлении пиноль. Во внутреннее отверстие пиноли, по форме напоминающее конус, вставляются сверла, патроны и другой инструмент.
Она имеет основание и корпус, за счет которых крепится к направляющим станины. По ним бабка и осуществляет движение. Внутри за счет маховика двигается в продольном направлении пиноль. Во внутреннее отверстие пиноли, по форме напоминающее конус, вставляются сверла, патроны и другой инструмент.
Отзывы
Токарный станок ТВ-6 – прекрасный представитель времен Советского Союза. Изготовленный в восьмидесятых прошлого века, он встречается до сих пор. И отказываться от него многие пользователи не собираются. Это надежный, долговечный станок, качественно выполняющий свои функции.
Решаясь на покупку данной модели токарного станка, опытные пользователи советуют ответить для себя на два главных вопроса:
- Какая точность нужна.
- Какие виды работ планируется выполнять на станке.
Конечно же, современные импортные аналоги обходят станок ТВ-6 по точности. Но если нужно снять более толстый слой металла, то равных «школьнику» не найти.
Что касается второго вопроса, то не все работы станок способен выполнить.