Инертные и активные защитные газы, их смеси
Инертные
Не вступают в химическое взаимодействие с металлами и практически не растворяются в металлах
Аргон (Ar) – бесцветный, без запаха, негорючий, неядовитый газ, почти в 1,5 раза тяжелее воздуха. В металлах нерастворим как в жидком, так и в твердом состояниях. Выпускается (ГОСТ 10157-79) двух сортов: высшего и первого.
В газе высшего сорта содержится 99,993 % аргона, не более 0,006 % азота и не более 0,0007 % кислорода. Рекомендуется для сварки ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов.
В газе первого сорта содержится 99,98 % аргона, до 0,01 % азота и не более 0,002 % кислорода. Рекомендуется для сварки стали и чистого алюминия.
Гелий (Не) – бесцветный газ, без запаха, неядовитый, значительно легче воздуха и аргона. Выпускается (ГОСТ 20461-75) двух сортов: высокой чистоты (до 99,985 %) и технический (99,8%).
Используется реже, чем аргон, из-за его дефицитности и высокой стоимости. Однако при одном и том же значении тока дуга в гелии выделяет в 1,5 – 2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительному увеличению скорости сварки.
Гелий применяют при сварке химически чистых и активных материалов, а также сплавов на основе алюминия и магния.
Азот (N2) – газ без цвета, запаха п вкуса, неядовитый. Используется только для сварки меди и ее сплавов, по отношению к которым азот является инертным газом. Выпускается (ГОСТ 9293-74) четырех сортов: высшего – 99,9% азота; 1-го – 99,5%; 2-го – 99,0%; 3-го – 97,0%.
Активные
Защищают зону сварки от воздуха, но сами растворяются в жидком металле либо вступают с ним в химическое взаимодействие
Кислород (О2) – газ без цвета, запаха и вкуса. Негорючий, но активно поддерживающий горение. Технический газообразный кислород (ГОСТ5583-78) выпускается трех сортов: 1-й сорт – 99,7% кислорода; 2-й – 99,5%; 3-й – 99,2%. Применяется только как добавка к инертным и активным газам.
Применяется только как добавка к инертным и активным газам.
Углекислый газ (СО2) – бесцветный, со слабым запахом, с резко выраженными окислительными свойствами, хорошо растворяется в воде. Тяжелее воздуха в 1,5 раза, может скапливаться в плохо проветриваемых помещениях, в колодцах, приямках. Выпускается (ГОСТ 8050-85) трех сортов: высший-99,8% СО2, 1-й-99,5% и 2-й-98,8%. Двуокись углерода 2-го сорта применять не рекомендуется. Для снижения влажности СО2 рекомендуется установить баллон вентилем вниз и через 1-2 ч открыть вентиль на 8-10 с для удаления воды. Перед сваркой из нормально установленного баллона выпускают небольшое количество газа, чтобы удалить попавший внутрь воздух.
В углекислом газе сваривают чугун, низко- и среднеуглеродистые, низколегированные конструкционные коррозионностойкие стали.
Газовые смеси
Сварочные смеси служат для улучшения процесса сварки и качества сварного шва
Смесь аргона и гелия. Оптимальный состав: 50% + 50% или 40% аргона и 60% гелия. Пригоден для сварки алюминиевых и титановых сплавов.
Оптимальный состав: 50% + 50% или 40% аргона и 60% гелия. Пригоден для сварки алюминиевых и титановых сплавов.
Смесь аргона и кислорода при содержании кислорода 1-5% стабилизирует процесс сварки, увеличивает жидко текучесть сварочной ванны, перенос электродного металла становится мелкокапельным. Смесь рекомендуется для сварки углеродистых и нержавеющих сталей.
Смесь аргона и углекислого газа. Рациональное соотношение – 75-80% аргона и 20-25% углекислого газа. При этом обеспечиваются минимальное разбрызгивание, качественное формирование шва, увеличение производительности, хорошие свойства сварного соединения. Используется при сварке низкоуглеродистых и низколегированных конструкционных сталей.
Смесь углекислого газа и кислорода. Оптимальный состав: 60-80% углекислого газа и 20-40% кислорода. Повышает окислительные свойства защитной среды и температуру жидкого металла. При этой смеси используют электродные проволоки с повышенным содержанием раскислителей, например Св-08Г2СЦ. Шов формируется несколько лучше, чем при сварке в чистом углекислом газе. Смесь применяют для сварки углеродистых, легированных и некоторых высоколегированных конструкционных сталей.
Шов формируется несколько лучше, чем при сварке в чистом углекислом газе. Смесь применяют для сварки углеродистых, легированных и некоторых высоколегированных конструкционных сталей.
Смесь аргона, углекислого газа и кислорода – трехкомпонентная смесь обеспечивает высокую стабильность процесса и позволяет избежать пористости швов. Оптимальный состав: 75% аргона, 20% углекислого газа и 5% кислорода. Применяется при сварке углеродистых, нержавеющих и высоколегированных конструкционных сталей.
Защитные газы | Сварка и сварщик
Защитные газы применяют при TIG сварке (сварка аргоном) и сварке полуавтоматом (MIG и MAG).
Основное назначение защитного газа для сварки – предотвращение прямого контакта окружающего воздуха с металлом сварочной ванны, вылетом проволоки и дугой. Защитный газ влияет на стабильность горения дуги, форму сварного шва, глубину проплавления и прочностные характеристики металла шва.
В качестве защитных газов используют инертные и активные газы, а также их смеси.
К инертным газам относятся аргон и гелий. Химически они не взаимодействуют с металлом и не растворяются в нем и обеспечивают защиту дуги и металла шва от воздуха, поэтому можно выполнять сварку плавящимся (MIG) и неплавящимся (TIG) электродом.
К активным защитным газам относятся углекислый газ, кислород, азот, водород и др. Активные газы защищают от воздействия воздуха, но сами химически взаимодействуют с жидким металлом или растворяются в нём. Ввиду того, что активные газы активно взаимодействуют т.е. окисляют вольфрам, их применяют исключительно при сварке плавящимся электродом (MAG).
В некоторых случаях преимущества и лучшие технологические свойства имеют сварочные смеси только инертных или инертных и активных газов.
- Азот
- химический элемент, атомный номер 7, атомная масса 14,0067. В воздухе свободный азот (в виде молекул N2) составляет 78,09%. Немного легче воздуха, плотность 1,2506 кг/м3 при нулевой температуре и нормальном давлении.
 Температура кипения -195,8°C. Критическая температура -147°C и критическое давление 3,39 МПа. Бесцветный, без запаха и вкуса, нетоксичен, невоспламеняемый, невзрывоопасен и не поддерживающий горение газ в газообразном состоянии при обычной температуре обладает высокой инертностью. Химическая формула – N. В обычных условиях молекула азота двухатомная – N 2.
Температура кипения -195,8°C. Критическая температура -147°C и критическое давление 3,39 МПа. Бесцветный, без запаха и вкуса, нетоксичен, невоспламеняемый, невзрывоопасен и не поддерживающий горение газ в газообразном состоянии при обычной температуре обладает высокой инертностью. Химическая формула – N. В обычных условиях молекула азота двухатомная – N 2.
 Температура кипения -195,8°C. Критическая температура -147°C и критическое давление 3,39 МПа. Бесцветный, без запаха и вкуса, нетоксичен, невоспламеняемый, невзрывоопасен и не поддерживающий горение газ в газообразном состоянии при обычной температуре обладает высокой инертностью. Химическая формула – N. В обычных условиях молекула азота двухатомная – N 2.
Температура кипения -195,8°C. Критическая температура -147°C и критическое давление 3,39 МПа. Бесцветный, без запаха и вкуса, нетоксичен, невоспламеняемый, невзрывоопасен и не поддерживающий горение газ в газообразном состоянии при обычной температуре обладает высокой инертностью. Химическая формула – N. В обычных условиях молекула азота двухатомная – N 2.- Аргон
- химический элемент периодической системы Д. И. Менделеева, инертный газ, атомный номер 18, атомная масса 39,948. Объемная концентрация аргона в воздухе 0,9325% об. или 1,2862% вес. Аргон тяжелее воздуха, плотность 1,78 кг/м3 при нулевой температуре и нормальном давлении. Температура кипения -185,85°C. Обладает низким потенциалом ионизации 15,7 В. С большинством элементов аргон не образует химических соединений, кроме некоторых гидридов. В металлах аргон, как в жидком, так и в твердом состоянии нерастворим. При обычных условиях – бесцветный, негорючий, неядовитый газ, без запаха и вкуса. Химическая формула – Ar.
 Химическая формула – Ar.
Химическая формула – Ar.- Гелий
- химический элемент, атомный номер 2, атомная масса 4,0026, относится к инертным газам, без цвета и запаха. Объемное содержание гелия в воздухе 0,00052%. Гелий значительно легче воздуха, плотность 0,1785 кг/м
- Углекислый газ
- бесцветный газ с едва ощутимым запахом не ядовит, тяжелее воздуха. Углекислый газ широко распространен в природе. Растворяется в воде, образуя угольную кислоту Н2CO3, придает ей кислый вкус. В воздухе содержится около 0,03% углекислого газа. Плотность в 1,524 раза больше плотности воздуха и равна 0,001976 г/см3 (при нулевой температуре и давлении 101,3 кПа). Потенциал ионизации 14,3В. Химическая формула – CO2.

- Кислород
- химический элемент, атомный номер 8, атомная масса 15,9994. Обычно концентрация кислорода (в виде молекул O2) в атмосфере на уровне моря составляет по объему 21%. Кислород немного тяжелее воздуха, вес 1 м3 при 0° и 760 мм рт. ст. равен 1,43 кг. Плотность по отношению к воздуху 1,1. При температуре -182,97°C и давлении 760 мм рт. ст. кислород превращается в голубоватую легко подвижную жидкость, энергично испаряющуюся при нормальной температуре. При этом занимаемый газом объем уменьшается примерно в 850 раз. При нагревании жидкий кислород снова превращается в газ. Вес 1 л жидкого кислорода при температуре -183°C равен 1,14 кг. Жидкий кислород при атмосферном давлении затвердевает при температуре -218,4°C и образует кристаллы голубоватого цвета. Химическая формула – O. В обычных условиях молекула кислорода двухатомная – O2.
- Водород
- химический элемент, первый по порядковому номеру в периодической системе Д.

Сварочные смеси применяются в сварочном производстве относительно недавно и связано это в первую очередь с высокой стоимостью отдельных компонентов: аргона и гелия. До середины 90-х годов повсеместно в странах СНГ для сварки полуавтоматом углеродистых сталей применяли углекислый газ, поскольку он тяжелее воздуха и хорошо обеспечивает защиту сварочной ванны, а для сварки алюминия и нержавеющих сталей — аргон, так как он, являясь инертным газом препятствует окислению и выгоранию легирующих элементов. Но по ряду отрицательных характеристик, однокомпонентные газы заменяются двух-, трех- и даже четырехкомпонентными сварочными смесями, чтобы полностью использовать все положительные качества каждого отдельно взятого газа.
Для хранения и транспортировки сжатых, сжиженных и растворенных газов, находящихся под давлением, применяют стальные баллоны. Баллоны имеют различную вместимость – от 0,4 до 55 дм3.
Газовый баллон – стальная емкость, предназначенная для хранения и транспортировки сжатых, сжиженных и растворенных газов под давлением.
Газовые баллоны изготовляют из бесшовных труб углеродистой и легированной стали. Для сжиженных газов допускается применение сварных корпусов при рабочем давлении менее 3 МПа.
Некоторые стандарты допускают изготовление корпуса из алюминия или композитных материалов, например ISO 11439. В качестве композитного материала применяют полимер, армированный углеродным волокном, который имеет очень высокие прочностные показатели. Газовые баллоны из композитных материалов сложнее в изготовлении, но у них есть главное преимущество – малый вес.
Подогреватель, расходомер и осушитель применяют при полуавтоматической сварке или как её еще называют MIG и MAG. Расходомер необходим для учета и установке оптимального расхода газа или сварочной смеси.
Расходомер необходим для учета и установке оптимального расхода газа или сварочной смеси.
Поскольку углекислый газ в баллоне находится в жидком состоянии, при отборе из баллона происходит процесс испарения и превращение в газ, который уже поступает в сварочную горелку полуавтомата. В результате перехода из жидкого состояния в газообразное резко уменьшается температура газа и происходит процесс замерзания влаги в каналах редуктора и их заполнение льдом. Во избежание данного негативного эффекта применяют подогреватели газа, которые устанавливают между вентилем баллона и редуктором или расходомером. Но и этого иногда недостаточно так как из углекислоты необходимо удалить лишнюю влагу и для этого применяют осушители газа.
Страницы
- 1
- 2
- 3
- следующая ›
- последняя »
Основные сварочные газы и их смеси
Независимо от того, начинаете ли вы заниматься сваркой или занимаетесь сваркой уже много лет, понимание необходимых газов может помочь упростить вашу работу. nexAir обладает техническими ноу-хау в области сварочных газов и их соответствующих смесей, чтобы удовлетворить все ваши потребности в подаче газа.
nexAir обладает техническими ноу-хау в области сварочных газов и их соответствующих смесей, чтобы удовлетворить все ваши потребности в подаче газа.
Излишне говорить, что сварочные газы являются жизненно важным компонентом для получения желаемых и стабильных сварных швов. Они делают это различными способами, в том числе защищают сварной шов от разрушительных химических реакций и улучшают внешний вид работы.
В этом руководстве рассматриваются основные способы использования сварочных газов и их смесей. Продолжайте читать, чтобы узнать больше.
Типичные сварочные газы и их применение
- Аргон
Обозначаемый символом (Ar), аргон является частью шести благородных газов, о которых вы, возможно, узнали на уроках естествознания. Газ инертен (не вступает в реакцию с другими материалами), что делает его идеальным для сварки.
Сварщики обычно используют аргон в качестве защитного агента, что делает его одним из наиболее важных газов, необходимых в процессе сварки.
Другие свойства, которые делают аргон пригодным для использования в больших масштабах, включают негорючесть, отсутствие запаха, бесцветность и нетоксичность. nexAir не ставит под угрозу качество поставляемого аргона, поэтому вы можете двигаться вперед в своих сварочных работах.
- Гелий
Газообразный гелий инертен, как и аргон, но используется в сварке по-другому благодаря своей теплопроводности. Свойства этого газа привлекают сварщиков, так как он предотвращает взрывы вещей. Гелий также является невероятно стабильным и нереактивным элементом. Таким образом, сварщики работают в защищенной среде при работе с химически активными материалами.
Гелий обладает высокой теплопроводностью. Следовательно, его также можно применять в качестве защитного газа для сварки материалов с высокой теплопроводностью. Это включает в себя сплавы алюминия, меди и магния.
- Углекислый газ
Некоторые сварщики часто не понимают, зачем им нужен углекислый газ, когда они продвигаются вперед в своей работе.
Сварщики могут использовать углекислый газ в чистом виде для достижения интересных эффектов. Газ обеспечивает глубокий шов желаемой ширины. В то время как сварка, которую он производит, может быть не такой точной, как аргон, CO2 становится наиболее надежным вариантом для очень толстых материалов.
Как правило, если у вас ограниченный бюджет и вам нужен защитный газ, идеальным выбором будет углекислый газ. Вы можете положиться на nexAir KnowHow, чтобы оценить ваш вариант использования и посоветовать, какой защитный газ выбрать.
Обратите внимание, что правильный выбор защитного газа жизненно важен для успеха вашей операции соединения. Идеальным подходом было бы сначала определить ваши требования в соответствии с типом свариваемого материала, чтобы вы могли принять правильное решение.
Смеси сварочных газов
Некоторые газы в чистом виде не используются в процессе сварки. Однако, смешавшись с другими, они могут помочь вам продвинуться вперед с помощью сварных швов.
Давайте сначала рассмотрим некоторые из этих газов, которые необходимо смешивать с другими, прежде чем оценивать распространенные смеси.
- Кислород
Любой сварщик, работающий с кислородом, должен делать это с осторожностью, поскольку слишком большое количество O2 может привести к окислению и ухудшению конечного результата. Однако, если вы держите концентрацию кислорода менее 10%, вы можете комбинировать его с другими газами, чтобы он действовал как активный защитный газ.
- Водород
Обычно водород присутствует в защитных смесях, если его концентрация не превышает 10%. Газ также помогает создать горячую, более широкую бусину, которая намного глубже, чем может доставить кислород. Другие области применения включают плазменную резку при высокой концентрации, а также сварку аустенитной нержавеющей стали.
- Азот
Во-первых, ни один сварщик не должен пытаться использовать азот в качестве защитного газа. В конце концов, это один из реактивных элементов, от которых вы защищаете свой сварной шов. Однако в сочетании с аргоном он может помочь обеспечить коррозионную стойкость стальных сварных швов.
Сварочные газовые смеси, на которые следует обратить внимание
Технические ноу-хау газоснабжающей компании могут помочь повлиять на качество поставляемых ею смесей. Это объясняет, почему вам нужно сосредоточиться на работе с поставщиками с самым высоким рейтингом, такими как nexAir, для обеспечения ваших газовых смесей.
Обратите внимание на следующие варианты:
- Аргон + гелий
Эта смесь лучше всего работает с химически активными металлами, включая алюминий, никелевые сплавы и медь. Как объяснялось выше, вы можете использовать аргон в чистом виде. Однако добавление гелия обеспечивает высокую текучесть сварочной ванны. Функция жидкости означает, что газы будут подниматься на поверхность и выходить, оставляя после себя высококачественную сварку.
Функция жидкости означает, что газы будут подниматься на поверхность и выходить, оставляя после себя высококачественную сварку.
- Аргон + кислород
Вы всегда можете положиться на низкую концентрацию кислорода, чтобы уменьшить недостатки чистого аргона в качестве защитного газа. Кислород помогает улучшить теплопередачу, увеличивая время пребывания сварочной ванны в расплавленном состоянии. Это помогает с последовательным плавлением вашего металла.
- Аргон + углекислый газ + кислород
Это одна из самых универсальных смесей, которая работает с металлом различной толщины. Некоторые сварщики даже используют термин «универсальная смесь» для обозначения этой комбинации. Обладает лучшей концентрацией и высокой эффективностью, что обеспечивает хороший перенос распыла.
- Аргон + гелий + кислород
Сочетание этих трех компонентов дает газовую смесь, на которую можно положиться при работе с черными материалами. Для цветных материалов будет достаточно смеси аргона и гелия.
- Аргон + углекислый газ + водород
В аргон можно добавить небольшое количество водорода и двуокиси углерода, чтобы получить смесь, которая увеличивает смачивание нержавеющей стали, минимизирует нагар и поддерживает стабильность дуги.
- Аргон + гелий + углекислый газ
Смесь обеспечивает более эффективную теплопередачу, чем чистый аргон, что обеспечивает желаемые результаты в виде валиков.
Заключение
Компания по снабжению сварочным газом, обладающая техническими ноу-хау по газовым смесям, может значительно улучшить ваши сварочные работы. Свяжитесь с nexAir сегодня, чтобы узнать больше о том, как они могут помочь вам в присоединении к работе.
Различные типы сварочных газов и их применение
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Сварка намного сложнее, чем иногда кажется. Одна из проблем, с которыми сталкиваются многие люди, когда они впервые приступают к сварке, заключается в том, какой газ следует использовать?
Существует 10 основных газов, которые используются при сварке , и их можно смешивать вместе, чтобы получить еще больше возможностей!
Хорошая новость заключается в том, что вы можете научиться быстро выбирать между ними, чтобы получить работу, которую вы хотите сделать, и сделать ее хорошо.
Наш справочник по различным типам доступных газов должен уменьшить любую путаницу и убедиться, что каждый раз, когда вы свариваете, вы выбираете правильный газ для своей работы и делаете это с уверенностью!
Также вы можете ознакомиться с нашими обзорами лучших регуляторов сварочного газа
Инертные и реактивные газы при сварке: краткий обзор
Существует два типа газов, применимых для сварки:
- Инертные газы. Инертный означает «нереакционноспособный при определенных условиях». Это включает, но не ограничивается благородными газами (которые обычно не вступают в реакцию в большинстве условий). Благородные газы также являются элементарными (чистыми элементами), но другие инертные газы обычно являются соединениями.
Однако важно помнить, что все инертные газы можно заставить вступать в реакцию при определенных условиях, поэтому выбор газа для сварки является важным шагом.
 Инертный означает «нереакционноспособный при определенных условиях». Это включает, но не ограничивается благородными газами (которые обычно не вступают в реакцию в большинстве условий). Благородные газы также являются элементарными (чистыми элементами), но другие инертные газы обычно являются соединениями.
Инертный означает «нереакционноспособный при определенных условиях». Это включает, но не ограничивается благородными газами (которые обычно не вступают в реакцию в большинстве условий). Благородные газы также являются элементарными (чистыми элементами), но другие инертные газы обычно являются соединениями. - Реактивные газы. Как следует из названия, эти газы выбраны за их способность реагировать с другими элементами или соединениями. Они могут вызвать изменения в состоянии сварного шва или условиях сварки.
Для чего используется газ при сварке?
Существует целый ряд различных применений газа при сварке. Сюда может входить следующее: очищайте дугу от загрязнений (таких как пыль, другие газы, грязь и т. д.),
Также используется для повышения стабильности дуги и обеспечения надлежащего переноса металла во многих сварочных процессах. следить за тем, чтобы сварочная ванна оставалась чистой ниже шва (это называется продувкой), а также для покрытия и нагрева.
следить за тем, чтобы сварочная ванна оставалась чистой ниже шва (это называется продувкой), а также для покрытия и нагрева.
Если вы неправильно используете газ при сварке, вы можете получить слабый или пористый сварной шов или обнаружить, что во время сварки образуется слишком много брызг. Брызги не разрушат сварной шов, но снижают производительность, так как требуют усилий для его очистки.
Если вы хотите прочитать об опасностях, которые представляют собой сварочные дымы и сварочные газы, ознакомьтесь с этой статьей.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения для каждого символа!
Защитный газ
Воздух, попадающий в дугу, образует пузырьки воздуха в расплавленном металле. Это делает сварной шов слабым и непривлекательным. При сварке MIG или TIG необходимо использовать защитный газ, за исключением случаев, когда присадочный материал имеет «флюсовое покрытие» или «флюсовую проволоку».
Как правило, защитные газы инертны. Это связано с тем, что они не будут реагировать в процессе сварки и не изменят стабильность или структуру предполагаемого сварного шва.
Выбор инертного газа повлияет на характер сварки и может улучшить проплавление, изменить текучесть металла при его плавлении и обеспечить гладкую поверхность валика.
Продувочный газ
Продувочный газ действует так же, как и защитный газ, но на нижней стороне сварного шва.
Обычно это делается во время сварки нержавеющей стали путем герметизации нижней части соединения и продувки его газом (вы можете использовать тот же или другой газ, что и на другой стороне соединения).
Защитный газ
Защитный газ применяется нечасто, но его делают, когда вы хотите убедиться, что сварной шов не будет окрашен или загрязнен после того, как сварка будет завершена. Пространство вокруг сварного шва заполняется газом для удаления любых переносимых по воздуху загрязняющих веществ.
Иногда это включает в себя помещение готового предмета в резервуар с газом, а в других случаях – вытеснение газа из существующего пространства и замена его инертным газом.
Газовый нагрев
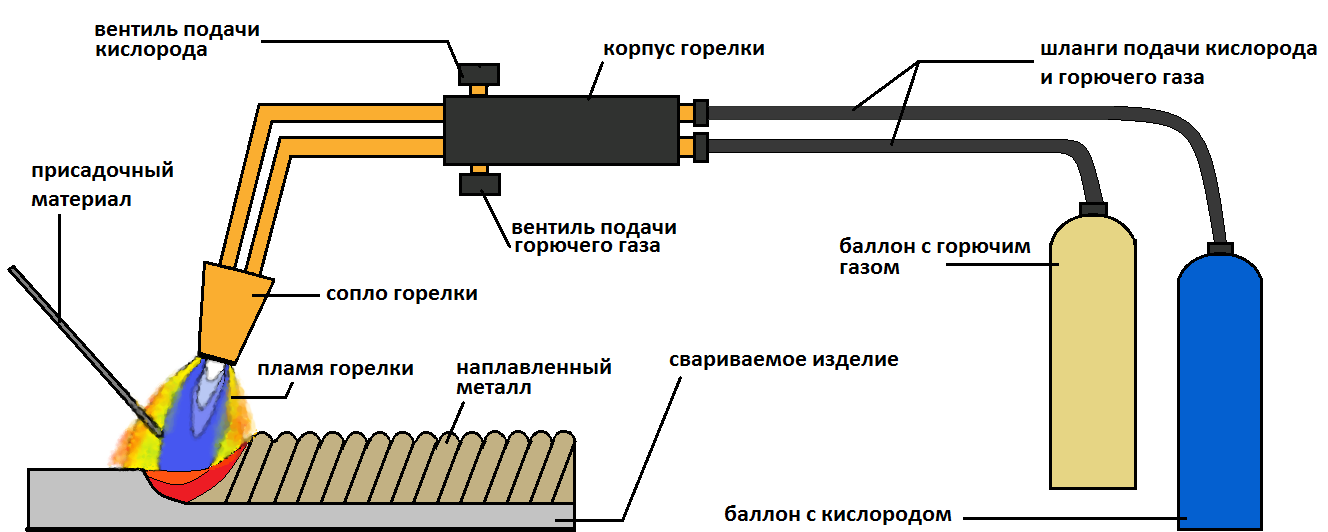
Существует такой тип сварки, как газовая сварка и пайка, в которых используется газ, проходящий через горелку, для увеличения теплоты реакции на присадочном стержне. Это, конечно, требует реактивного газа.
Нет необходимости в дуге, когда газ обеспечивает мощность нагрева.
Во многих случаях нагрев газом является процессом предварительного нагрева перед обычными сварочными работами.
Различные типы газов, используемых для сварки
Существует 10 различных «чистых» газов, которые можно использовать при сварке. К ним относятся:
Аргон (Ar)
Используется во многих сварочных процессах из инертных благородных газов. Аргон не будет реагировать с большинством других веществ (хотя и будет реагировать при очень высоких температурах). Поскольку это третий по распространенности газ на Земле, это также очень дешевый выбор для использования (в США).
Поскольку это третий по распространенности газ на Земле, это также очень дешевый выбор для использования (в США).
Это защитный газ, используемый при работе с нержавеющей сталью, алюминием и титаном. Его нельзя использовать в чистом виде для обычной углеродистой стали, поскольку дуга будет недостаточно стабильной. С другой стороны, смесь аргона и CO2 обеспечивает необходимую стабильность дуги при сварке низкоуглеродистой стали.
Сварочный газ аргон в основном используется для защиты и, в частности, для защиты от загрязняющих веществ в воздухе.
Может использоваться на начальной стадии сварки или может использоваться для продувки нижней стороны соединения. Это надежный выбор для сварочного газа MIG и выбор номер один для сварки TIG.
Аргоновый баллон является основным продуктом большинства сварочных работ, так как аргонная сварка действительно очень распространена.
Углекислый газ или CO
2 Также известен как газ MIG Еще один очень распространенный вариант среди природных газов (мы выдыхаем CO 2 , как и все животные, хотя растения его вдыхают). Он дешев и прост в производстве в промышленных масштабах. Сварочный газ CO2 (в основном используется для сварки MIG) используется для защиты дуги и сварочной ванны.
Он дешев и прост в производстве в промышленных масштабах. Сварочный газ CO2 (в основном используется для сварки MIG) используется для защиты дуги и сварочной ванны.
CO2 стоит даже меньше, чем аргон, но качество сварного шва заметно снижается по сравнению с аргоном, и это также может привести к большему разбрызгиванию, чем аргон.
Таким образом, он чаще используется в смеси с чем-то другим, чем в чистом виде CO 2 . Смеси Argon CO 2 очень распространены.
Если вы хотите прочитать о сварке MIG с использованием чистого CO2, ознакомьтесь с этой статьей
Кислород (O2)
Мы дышим кислородом, и он очень важен для всей другой жизни на Земле. Он ничего не имеет на вкус, ничем не пахнет и очень реактивен. Чтобы использовать кислород при сварке, его обычно смешивают с другими защитными газами, чтобы изменить текучесть расплавленного металла, и это также может ускорить процесс.
Вы также можете использовать его для добавления тепла при сварке. Если вы смешаете его с ацетиленом, вы можете создать пламя, которого будет достаточно, чтобы сварить сталь (единственное пламя, которое будет).
Если вы смешаете его с ацетиленом, вы можете создать пламя, которого будет достаточно, чтобы сварить сталь (единственное пламя, которое будет).
Кислород также может предотвратить необходимость в «защитной присадочной проволоке» при сварке.
Гелий (He)
Гелий обладает уникальным свойством не замерзать – можно получить жидкое состояние, но не твердое. Это также заставляет вас говорить смешно, если вы вдыхаете его, и именно здесь с ним сталкивается большинство из нас.
На Земле не так много гелия, и его трудно производить, поэтому он довольно дорог по сравнению с другими вариантами сварочных газов. Он используется для защиты как сам по себе, так и в смесях, поскольку он может помочь обеспечить глубокое проникновение и увеличить погонную энергию, но с ним может быть трудно получить стабильный запуск дуги.
Лучше всего работает при смешивании с аргоном, который компенсирует непостоянные начальные свойства гелия. Такая смесь используется, например, при сварке никелевых сплавов.
Азот (N)
Самый распространенный природный газ, составляющий большую часть нашей атмосферы. Азот можно использовать в защите (для плазменной резки или лазерной сварки).
Его можно смешивать для образования смесей с другими защитными газами, что позволяет использовать его для некоторых специалистов. Этот газ не работает с углеродистой сталью, но может очень хорошо работать с металлами, богатыми азотом.
Это также хороший выбор, если вы хотите сделать одеяло, поскольку оно очень дешевое и может использоваться в больших помещениях, не беспокоясь о влиянии затрат.
Водород (H)
Водород является очень реакционноспособным и простым элементом, и все же, несмотря на это, он в основном используется в качестве защитного газа при сварке. Он используется в смесях в очень малых количествах, и это очень безопасно, и это может помочь увеличить теплоту смеси. Он также используется в процессе, называемом «атомарно-водородная сварка».
Для этого требуется чистый водород, который создает невероятную теплоту до 7200°F, что помогает сваривать металлы с невероятно высокими температурами плавления. Стоит отметить, что сварка атомарным водородом очень опасна, и для ее выполнения вам потребуется очень специальная подготовка.
Стоит отметить, что сварка атомарным водородом очень опасна, и для ее выполнения вам потребуется очень специальная подготовка.
Три газа, следующие за ацетиленом, пропаном и пропиленом, используются при кислородно-топливной сварке и чрезвычайно легко воспламеняются.
Ацетилен
Ацетилен очень легко воспламеняется и легко воспламеняется на воздухе. Это очень легко сделать и довольно дешево в использовании.
Сочетается с кислородом и используется в качестве источника топлива при определенных видах сварки. Он производит очень горячее пламя, способное резать или сваривать большинство металлов.
Пропан
Пропан также легко воспламеняется и легко воспламеняется на воздухе. Он более известен как СНГ (жидкий нефтяной газ) и используется в качестве источника топлива во многих контекстах.
При контакте с кожей обжигает. Удивительно, однако, что его нельзя использовать при газовой сварке, потому что в отличие от ацетилена при горении в кислороде он не создает восстановительной зоны (которая очищала бы стальную поверхность при сварке).
Используется в основном для пайки после завершения сварки.
Пропилен
Пропилен на самом деле не чистый газ, это смесь с кислородом. Он будет гореть при гораздо более высокой температуре, чем пропан и кислород, и он полностью подходит для неструктурной сварки плавлением, пайки, нагрева и многого другого.
Однако, как правило, он поставляется в небольших одноразовых канистрах, которые недостаточно велики для нагрева во время сварки крупных изделий.
Сжатый воздух
Как и следовало ожидать, сжатый воздух является самым дешевым из газов, используемых при сварке, потому что это воздух. (Хотя его часто немного очищают). Когда вы смешиваете сжатый воздух с другим топливом, это может вызвать сильное пламя при более низкой температуре, чем пламя на кислородном топливе. Для сварщиков это означает, что они могут лучше контролировать толщину углеродного покрытия, наносимого на сварной шов.
Различные типы газовых смесей, используемых при сварке
Аргон и CO2
Наиболее распространенной газовой смесью для защиты при сварке является CO 2 Аргонная смесь. Он может работать от 95% до 80% аргона и от 5% до 20% CO 2 . В большинстве случаев это позволяет получить приятный гладкий сварной шов и свести к минимуму количество брызг.
Он может работать от 95% до 80% аргона и от 5% до 20% CO 2 . В большинстве случаев это позволяет получить приятный гладкий сварной шов и свести к минимуму количество брызг.
Чем толще сталь, которую вы хотите сварить, тем больше углекислого газа вам потребуется в смеси, и чем она тоньше, тем больше аргона вам понадобится. Это также одна из основных смесей, используемых в качестве сварочного газа MIG, и подробнее об этом вы можете прочитать в этой статье 9.0003
Аргон, CO2 и кислород
Если вам нужно немного больше текучести в сварочной ванне, вам, вероятно, нужна смесь аргона, CO 2 газа и кислорода. Вы получаете довольно схожие свойства со смесью аргона и углекислого газа, когда дело доходит до готового сварного шва.
Однако, в дополнение к улучшенной текучести, это также может повысить скорость процесса сварки и значительно повысить производительность сварщика.
Аргон, гелий, CO2
Существует широкий спектр различных смесей, если выбранный вами сварочный газ представляет собой смесь аргона, гелия и углекислого газа. В зависимости от того, для чего он будет использоваться, в смеси будет преобладать либо гелий, либо аргон.
В зависимости от того, для чего он будет использоваться, в смеси будет преобладать либо гелий, либо аргон.
Используемые газы делают эту смесь пригодной для сварки чего угодно, от углеродистой стали до нержавеющей стали, и ее можно даже использовать в качестве газа для сварки алюминия. (хорошая смесь для сварки нержавеющей стали на аппаратах MIG)
Гелий и аргон
Если вы ищете газ для сварки алюминия, то вам, вероятно, подойдет смесь гелия и аргона. Помимо алюминия, он также подходит для сварки сплавов.
Почему? Хорошо, потому что смесь обеспечивает более глубокий уровень провара, а также обеспечивает широкую отделку самого сварного шва.
Аргон и кислород (o2)
Эта смесь газов не подходит для нержавеющей стали, и если вы свариваете ею сталь, обычно это будет легкая сталь. Его цель состоит в том, чтобы помочь с плавлением материала стали.
В этой газовой смеси аргона обычно не содержится много кислорода, потому что в противном случае она будет слишком горячей, а сварка аргоновым газом предназначена для более тонких вещей и тонких материалов.
Аргон и водород
Если вы выполняете сварку TIG с газом, смесь водорода и аргона идеальна, когда вам нужен чистый сварной шов. Водород предотвращает попадание кислорода воздуха в сварной шов и его окисление.
Побочным продуктом этой реакции является вода, которая быстро испаряется под действием тепла сварки.
Азот и водород
Эта смесь имеет достаточно специальное применение и является защитным газом для подготовки аустенитных (с высоким содержанием хрома и никеля при низком углероде) нержавеющих сталей.
Обеспечивает более высокий уровень проплавления и ускоряет процесс сварки. Это также помогает улучшить механические свойства конечного продукта из нержавеющей стали.
Лазерные газы при сварке
Как и следовало ожидать, в отрасли лазерной обработки действуют довольно строгие стандарты для лазерных газов — они могут содержать гелий, азот, CO2 и даже CO (угарный газ).
Их основной целью является предотвращение попадания в лазерную систему загрязняющих веществ, которые могут снизить мощность лазера и резко увеличить затраты из-за повреждения оптики и затрат на ремонт из-за простоев.
Системы подачи газа
Системы подачи защитных газов могут влиять на качество газа.
Подача чистого газа
Баллоны со сжатым газом
Эти баллоны требуют регулярной заправки, поэтому их легче всего загрязнить. Иногда они имеют встроенную проверку чистоты на клапане (для этого требуется клапан баллона). Некоторые марки доступны для покупки с полным анализом поставляемых с ними примесей.
Цилиндры с жидкостью
Вы, как правило, получаете более высокий уровень контроля качества с цилиндрами с жидкостью (иногда также называемыми VGL или сосудами Дьюара). Вы также можете получить анализ примесей, поставляемых в пункте покупки.
Сжиженные газы наливом
Вы ожидаете, что этот газ будет иметь высокий уровень чистоты, поскольку он транспортируется непосредственно с производства в хранилище на месте.
Системы хранения туб
Они монтируются на прицепе (но иногда могут устанавливаться на салазках или на земле) и, как и сжатые баллоны, регулярно пополняются, что может привести к загрязнению.
Подача смешанного газа
Многие из наиболее распространенных защитных газов поставляются в баллонах или из множества других систем хранения. Многое из этого будет основано на требуемом качестве и требуемом количестве.
Использование переключающих коллекторов при использовании баллонов или пакетов со сжатыми защитными газами может свести загрязнение к минимуму.
Трубопровод
Качество трубы, по которой газ перемещается от точки подачи к газовой дуге, также имеет жизненно важное значение. В некоторых ситуациях дуговой сварки металлическим электродом сварочная ванна может быть очень легко загрязнена. Сварная нержавеющая сталь является лучшим трубопроводом в этих ситуациях.
О газовой безопасности
Большинство газов, используемых при сварке, не воспламеняются, но это не означает, что с ними можно обращаться небрежно. Однако с горючим газом, таким как ацетилен, следует обращаться с особой осторожностью.
Горючий газ должен находиться рядом со сварочным аппаратом только во время его использования. Вы должны иметь под рукой огнетушитель класса B при дуговой сварке металла с горючими газами. (Если вы не можете найти этикетку CO 2 , допустим сухой порошок, но не вода).
Вы должны иметь под рукой огнетушитель класса B при дуговой сварке металла с горючими газами. (Если вы не можете найти этикетку CO 2 , допустим сухой порошок, но не вода).
Инертный газ нельзя поджечь. Однако вы можете задохнуться от него, если позволите ему заполнить пространство, в котором вы находитесь. Если вы выполняете дуговую сварку в условиях с плохой вентиляцией, вы должны убедиться, что у вас есть надлежащие защитные процессы для работы.
Это означает вытяжные вентиляторы, детекторы газа, корректировщик, и вы также должны делать регулярные перерывы, чтобы уменьшить общую опасность проблем с дыхательными путями.
Всегда следите за тем, чтобы ваш бензобак был в хорошем состоянии, в то время как несчастные случаи случаются редко — если клапан оторвется в верхней части бака — все это будет летать по комнате очень опасным образом. Это особенно важно при использовании газовой сварки MIG, у них много мелких деталей и клапанов, которые могут протекать и создавать проблемы для вас.
Это особенно важно при использовании газовой сварки MIG, у них много мелких деталей и клапанов, которые могут протекать и создавать проблемы для вас.
Часто задаваемые вопросы (FAQs)
Что произойдет, если вы сварите без защитного газа?
Сварной шов станет пористым и слабым. Вы никогда не должны выполнять сварку без защитного газа, если только вы не работаете с материалом для дуговой сварки, плакированным флюсом, или с флюсовой сердцевиной. Расплавленная сварочная ванна и сварной шов будут загрязнены поглощением азота, кислорода и водорода из атмосферы.
Какие сварочные газы являются инертными?
Аргон и гелий инертны и содержат CO 2 и азот часто считаются полуинертными газами для сварки MIG.
Какой газ используется при сварке?
Существует 10 различных газов, включая аргон, CO 2 , кислород, гелий , азот, водород, ацетилен, пропан, пропилен и сжатый воздух. Их также можно найти в различных смесях для получения различных результатов дуговой сварки.
Какой газ чаще всего используется при сварке?
Наиболее распространенным газом для сварщиков является аргон и CO 2 смесь, потому что она недорогая и дает хорошие результаты в большинстве условий.
Что такое защитный газ при сварке?
Аргон и CO 2 (в основном используются в сварочных аппаратах MIG. Из-за этого можно услышать, как люди называют их газовыми сварочными аппаратами MIG) являются наиболее распространенными защитными газами при сварке, но в некоторых случаях могут использоваться и другие газы. Даже кислород можно добавить в смесь газов, чтобы он стал защитным газом для дуговой сварки металлическим газом (но это бывает редко).
Какой газ лучше всего подходит для сварки MIG?
Аргон считается лучшим газом для дуговой сварки металлическим газом. Его можно использовать для сварки всех марок. Однако его часто смешивают с другими газами для улучшения результатов, которые он дает, включая CO 2 , гелий и даже кислород.