Фрезерный станок с ЧПУ Beaver 2513 AVT6 – ЛТТ-Поволжье
Назначение
Фрезерный станок с ЧПУ предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование).
Виды обрабатываемых материалов
Древесина любых пород, композитные материалы (ДСП, ДВП, МДФ, фанера и т.д.),«Alucobond», «Dibond», любые полистиролы (в том числе ПВХ и полистиролы с поликарбонатом), гетинакс, искусственный камень, цветной металл, акриловое стекло и оргстекло, модельный пластик и т.п.
Схема обработки
Комплектация
| № | Наименование | Кол-во, шт. | Примечание |
| 1 | Ящик для инструмента | 1 | |
| 2 | Набор фрез для обработки дерева/МДФ/ДСП | 1 | |
| 3 | Набор цанг | 1 | ER32 |
| 4 | Набор ключей | 1 | |
| 5 | Прижим для крепления деталей | 8 | |
| 6 | Программное обеспечение «Type3» | 1 | |
| 7 | Вакуумный насос «Becker» | 1 | 4. 0 кВт 0 кВт |
| 8 | Система аспирации | 1 | 3.0 кВт |
| 9 | Руководство пользователя | 1 |
Область применения
Мебельное производство
Простые и сложные фасады (в том числе с художественной резьбой), накладки на мебель, элементы эксклюзивной мебели со сложной резьбой. Криволинейный раскрой ДСП, ДВП, МДФ, в том числе ламинированных;
Отделка интерьеров
Элементы каминов и бильярдных столов, барельефы и многое другое, все это с резьбой любой сложности;
Отделка экстерьеров
- Фигурные наличники на окна и двери с резьбой насквозь;
- Декоративные элементы для украшения деревянных домов, бань, ресторанов и гостиниц;
- Балясины из доски для отделки веранд и беседок, ограды и т.д.;
Эксклюзивные изделия
Художественная резьба (изображения людей и зверей), сувенирная продукция, шкатулки, письменные наборы, часы и т.д.;
Производство дверей
- Фрезерование криволинейных вырезов в филенчатых дверях под стекло и филенку;
- Изготовление филенок, в том числе эксклюзивных с глубокой художественной резьбой;
- Инкрустация дверей вставками из ценных пород дерева, накладки на железные двери и т.
 д.;
д.; - Изготовление инкрустация для дверей из ценных пород дерева.;
 д.;
д.;Модельное производство
Изготовление мастер моделей, литьевых моделей, прототипов изделий, форм для вакуумной формовки, штампов и клише из различных материалов, включая алюминий, латунь, бронзу, «CEBATOOL» и модельный пластик.;
Реклама
Криволинейный раскрой листовых пластиков, ПВХ, акрила и других материалов. Вырезка букв, логотипов, подставок, эмблем и т.д.
Получаемые изделия «2D-обработка»
Массив древесины
ДСП и МДФ
Мебельные фасады
Изготовление художественного паркета из ценных пород дерева
Различные пластики, ПВХ, акрил и другие материалы
Получаемые изделия «3D-обработка»
Массив древесины
Цветные металлы
Конструктивные особенности
| Цельносварная массивная стальная станина Выполнена из толстостенных стальных труб прямоугольного сечения толщиной 6-8 мм, что обеспечивает высокую степень жесткости конструкции станка, устойчивость к статическим и динамическим нагрузкам, поглощает вибрацию при работе.
| |
| Массивный стальной портал Изготовлен из толстостенных стальных труб прямоугольного сечения толщиной 8 мм (усиленных до 16 мм в местах сопряжений), что обеспечивает высокую степень жесткости портала станка, устойчивость к статическим и динамическим нагрузках. Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки порталов за одну установку на металлообрабатывающих центрах с ЧПУ. Данная конструкция возможность получить гарантированно высокую точность и качество при обработке заготовок практически из любых материалов на предельно возможных максимальных скоростях обработки.
| |
| Высокоточные линейные направляющие повышенной жесткости «THK» (Япония) За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала, суппорта и высокооборотного шпинделя по осям X, Y и Z. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров. Станки Beaver – единственные станки для деревообработки, на которые устанавливаются направляющие premium класса «THK». | |
| Система картриджной смазки направляющих «THK-LACS» (Япония) Позволяет обеспечить необходимую смазку направляющих по осям перемещения X, Y, Z, при этом количество смазочного материала четко дозировано и расходуется в минимальном количестве. Данная картриджная система позволяет значительно снизить время на обслуживание станка и риск повреждения направляющих за счет недостаточного или избыточного количества смазочного материала. | |
| Кожухи для защиты направляющих Имеют специальный форму и изгиб предотвращающий попадание обрезков и пыли на направляющие в процессе обработки. | |
| Промышленный электрошпиндель 6,0 кВт – 18 000 об/мин «HSD» (Италия) Высокая частота вращения (18 000 об/мин) и увеличенная мощность (6,0 кВт) дает возможность осуществлять обработку деталей из древесины, а также ДСП, МДФ, пластика, акрилового стекла и других материалов для изготовления различной продукции с высоким качеством.В шпинделе установлены необслуживаемые керамические подшипники рассчитанные на работу в средних условиях загруженности предприятий. Охлаждение двигателя принудительное от вентилятора установленного на валу шпинделя. | |
| Датчик измерения и калибровки длины инструмента Осуществляет автоматический контроль длины инструмента и позволяет, начиная работу, быстро ввести данные о поверхности стола (Z=0) и о высоте материала. | |
| Усиленная конструкция шпиндельной площадки В целях снижения уровня вибраций во время обработки проведена модернизация шпиндельной площадки. Увеличено сечение литой конструкции, добавлены дополнительные ребра жесткости, а также установлены усиленные направляющие и ШВП. Данная модернизация повысила скоростные характеристики особенно во время обработки с трехосевой интерполяцией. | |
| Косозубые передачи шестерня – рейка по осям X-Y В отличие от передач с прямыми зубьями, косые входят в зацепление постепенно, а не сразу по всей длине. Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Обновление модельного ряда. С осени 2013г. | |
| Комбинированный вакуумный стол с «Т»-пазами. Рабочий стол станка представляет собой синтез вакуумного стола и алюминиевого стола с «Т» – пазами. Такая конструкция дает максимальную гибкость и широчайшие возможности при выборе способа фиксации заготовки. Вакуумный стол разбит на четыре зоны для удобства фиксации заготовок различных габаритов. Все модели станков Beaver с возможность вакуумного крепления заготовок имеют специальную конструкцию стола, который позволяет крепить заготовку, как при помощи вакуума, так и при помощи механических зажимов. | |
| Пневматические упоры для базирования заготовок Пневматические упоры для базирования заготовок позволяют значительно упростить работу оператора станка, т.к. данный процесс является достаточно трудоемким и многое зависит от оператора, на сколько точно он сможет установить заготовку на рабочую поверхность стола. Использование упоров позволяет повысить производительность на 5-15%. Упоры имеют возможность регулировки и работают от педали выдвигаясь только в необходимый момент и далее возвращаясь в исходное положение, не мешая работе шпинделя. | |
| Шкаф управления Шкаф управления – самый основной элемент станка и от его надежности зависит дальнейшая стабильная работа станка. Шкаф управления станком Beaver 2513AVT6 оснащен комплектующими ведущих мировых производителей (Delta, Schneider, Omron, Telemecanique, Siemens) скомпонована в отдельный блок, изолированный от вибраций, перегрева и других внешних воздействий. Все компоненты и соединения расположены на строго отведенных местах имеют легкий доступ для контроля и обслуживания. | |
| Промышленные системы запуска Промышленные системы запуска и выключения электросистем станка надежно защищены от внешних воздействий и имеют класс защиты соответствующий работе на промышленных предприятиях. Гарантированна исправная работа во время всего срока службы оборудования. | |
| Защитные кабелеукладчики по осям X и Y Обеспечивают защиту кабелей от внешних повреждений (защищает от механических повреждений при падении габаритных обрезков), что увеличивает ресурс работы станка и повышает уровень безопасности на производстве. | |
| Система принудительного охлаждения шкафа управления Система принудительного охлаждения в боковых частях шкафа управления позволяет всем управляющим компонентам работать в нормальном режиме, даже в условиях повышенных температур. | |
| < |


 Обеспечивает быстрый ввод параметров, защиту поверхности стола, что повышает производительность станка и уровень безопасной работы.
Обеспечивает быстрый ввод параметров, защиту поверхности стола, что повышает производительность станка и уровень безопасной работы. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели.
Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели.


Фрезерный станок с ЧПУ EXT SHG 1224
планшетные компьютеры
CMS Joomla 3.5
Рабочее поле: 1220х2440 мм. Мощность шпинделя: 1,5 кВт (Возможна установка шпинделя 2,2 кВт). Цанговый патрон: ER-16. Высота портала: 120 мм. Фрезерный станок предназначен для 2D и 3D фрезерования пластика, металлов (Cu, Al), МДФ, композитных материалов, оргстекла, мебельных фасадов, дерева, фанеры.
Фрезерный станок ЧПУ EXT SHG 1224 предназначен для раскроя и 2D/3D фрезерования листовых материалов, таких как древесина мягких и твердых пород, композитные материалы (ДСП, ДВП, МДФ), “Alucobond”, “Dibond”, любые полистиролы (в том числе ПВХ и полистиролы с поликарбонатом), гетинакс, искусственный камень, акриловое стекло и оргстекло, модельный пластик, алюминий, латунь и т. д.
д.
Станок можно использовать в мебельном, рекламном, модельном производствах и т.п. Для изготовления простых и сложных элементов из различных материалов в 2 и 3 плоскостях.
Фрезерный станок ЧПУ EXT SHG 1224 выполнен в напольном исполнении. Блок управления (электрошкаф) выполнен в отдельном блоке и подключается к станку кабелями с надежными штекерами.
Cтанок имеет рабочий стол покрыт алюминиевым профилем с T – образными пазами и защитным пластиком (жертвенник). Цельносварная станина станка выполнена из прокатного швеллера. Портал фрезера выполнен из профилированного алюминия увеличенной жесткости.
Механическая часть фрезерного станка состоит из шаговых двигателей (Y-1 шт., X-1 шт., Z- 1 шт.), ШВП (гайка-винт)по осям X, Y, линейных стальных рельсовых направляющих с шариковыми кулисами HIWIN (Германия) и по Z круглых стальных направляющих.
Фрезерный станок работают от сети 220 Вольт. Электрическая схема фрезерного станка состоит из блоков питания, драйверов шаговых двигателей YAKO (YKA 2811MA, YKB 2608MG), инвертора DELTA (VFD022M21A), интерфейсной платы (0501), шпинделя с воздушным охлаждением 1. 5 кВт ER-16 (Китай), DSP контроллера (DSP A11).
5 кВт ER-16 (Китай), DSP контроллера (DSP A11).
Фрезерный станок оснащен концевыми датчиками OMRON (Япония), а так же датчиком нахождения материала (датчик инструмента).
В комплекте с фрезерным станком поставляется программное обеспечение TYPE 3 Router 8, на русскомя языке, для создания и подготовки управляющей программы (УП) для фрезерного станка.
Фрезерный станок имеет ряд технических особенностей, позволяющих автоматизировать производственные процессы и сделать работу более простой и продуктивной:
- Датчик инструмента. Позволяет сократить время на позиционирование инструмента.
- DSP контроллер (DSP A11) со встроенной энергонезависимой памятью предоставляет полный контроль производственного процесса.
- Шпиндель SDK80/24ZR 1.5 кВт ER-16 с воздушным охлаждением отличается высокими техническими характеристиками.
-
Программное обеспечение Type3 Router 8 на русском языке.
- Отдельно стоящий блок управления (электрошкаф). Изолирует от вибраций, перегрева и других внешних воздействий электронные элементы станка.
- Кнопка экстренной остановки для быстрой остановки фрезерного станка в случае необходимости.
Характеристики
| Рабочее поле (XYZ), мм: | 1220×2440×120 |
| Размер рабочего стола, мм: | 1350×2940 |
| Станина: |
Сварная из толстостенного стального профиля прямоугольного сечения с последующим термическим отпуском металла |
| Мощность шпинделя, кВт: | 1.5 ER-16 (Китай) |
| Базовая точность (XYZ), мм | ±0.01 |
| Точность позиционирования, мм (не более): |
±0. 05 на 300 05 на 300 |
| Система управления: | DSP A11 |
| Структура оси Y: | Профильные квадратные HIWIN – 20/ ШВП PMI |
| Структура оси X: | Профильные квадратные HIWIN – 20/ ШВП PMI |
| Структура оси Z: | Линейные круглые PMI – 16/ ШВП PMI |
| Точность репозиционирования, мм (не хуже): | 0.02 |
| Максимальная рабочая скорость, мм/мин: | 5000 |
| Максимальная скорость, мм/мин: | 6000 |
| Скорость вращения шпинделя, об/мин: | 6000…24000 |
| Способ охлаждения шпинделя: | Воздушное естественное |
| Диаметр фрез, мм: |
1. ..10 ..10 |
| Рабочая температура, °С: | 10…45 |
| Интерфейс подключения: | USB |
| Программное обеспечение: | Type3, ArtCam, Rhino, PowerMill и др. |
| Тип данных: | G коды |
| Концевые датчики: | Omron TL-Q5MC1 (XYZ) |
| Электропитание, В: | 220 ±10% 50 Hz |
| Размер без упаковки, мм: | 2800×1600×1500 |
| Размер упаковки, мм: | 3240×2130×1140 |
| Объем, м3: | 6.40 |
| Масса нетто, кг: | 840 |
| Масса брутто, кг: | 980 |
| Страна производитель: | Китай |
| Гарантия, мес: | 12 |
- < Prev
- Next >
быстрое продвижение сайтов
ПМЖ в Германию
Как проектировать детали для станков с ЧПУ
В этом полном руководстве по проектированию для станков с ЧПУ мы собрали базовые и расширенные методы проектирования и советы, которые помогут вам добиться наилучших результатов при изготовлении нестандартных деталей.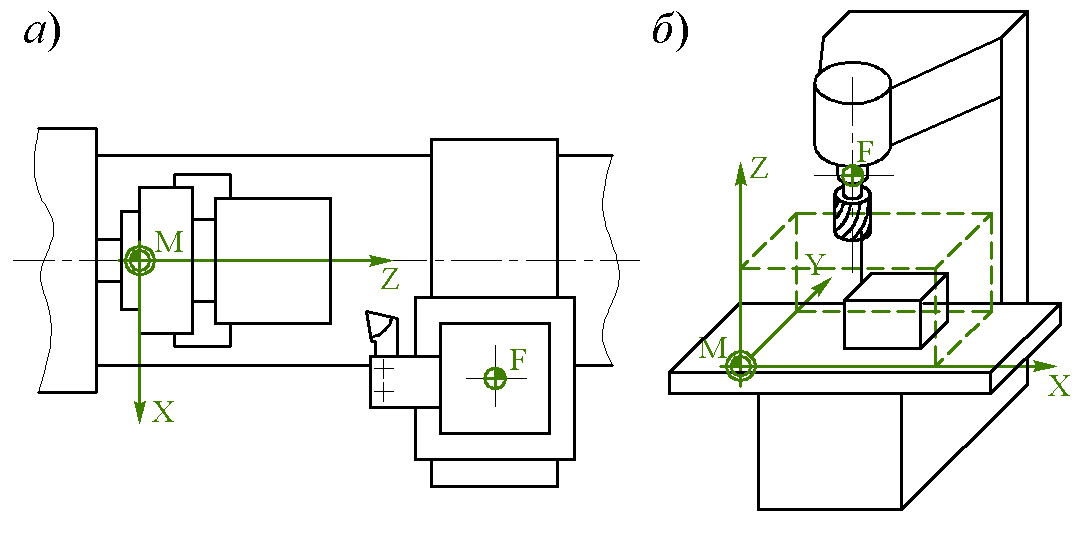
Есть несколько простых шагов, которые вы можете предпринять, чтобы оптимизировать свои конструкции для обработки с числовым программным управлением (ЧПУ). Следуя правилам проектирования для производства (DFM), вы можете получить больше от широких возможностей обработки с ЧПУ. Однако это может быть непросто, поскольку не существует общеотраслевых стандартов.
В этой статье мы предлагаем подробное руководство по передовым методам проектирования станков с ЧПУ. Чтобы собрать эту обширную актуальную информацию, мы запросили отзывы у отраслевых экспертов и поставщиков услуг по обработке с ЧПУ. Если вы оптимизируете расходы, проверьте это руководство по проектированию экономичных деталей для станков с ЧПУ.
Знаете ли вы, что мы предлагаем услуги по обработке с ЧПУ у местных производителей?
Изучите наши варианты местных источников с помощью Hubs Local Загрузите свой дизайн для бесплатной мгновенной оценки
 youtube.com/embed/lEyNWtM6MW4″ frameborder=”0″ allow=”encrypted-media” allowfullscreen=””>
youtube.com/embed/lEyNWtM6MW4″ frameborder=”0″ allow=”encrypted-media” allowfullscreen=””> Что такое процесс обработки с ЧПУ?
Это схема станка с ЧПУCNC-обработка – это субтрактивная технология производства. В ЧПУ материал удаляется из твердого блока с помощью различных режущих инструментов, которые вращаются с высокой скоростью — тысячи оборотов в минуту — для производства детали на основе модели САПР. И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
Детали, обработанные на станках с ЧПУ, имеют высокую точность размеров и жесткие допуски. ЧПУ подходит как для крупносерийного производства, так и для разовых работ. Фактически, обработка с ЧПУ в настоящее время является наиболее рентабельным способом производства металлических прототипов, даже по сравнению с 3D-печатью .
Прочитайте наше введение в основной принцип обработки с ЧПУ .
Каковы основные ограничения конструкции ЧПУ?
CNC предлагает большую гибкость дизайна, но есть несколько ограничений. Эти ограничения относятся к базовой механике процесса резания и в основном касаются геометрии инструмента и доступа к нему.
Геометрия инструмента
Наиболее распространенные режущие инструменты с ЧПУ (концевые фрезы и сверла) имеют цилиндрическую форму и ограниченную длину резания.
По мере удаления материала с заготовки геометрия инструмента переносится на обрабатываемую деталь. Это означает, например, что внутренние углы детали с ЧПУ всегда имеют радиус, независимо от того, насколько маленький режущий инструмент использовался.
Доступ к инструменту
Для удаления материала режущий инструмент приближается к заготовке непосредственно сверху. Элементы, к которым нет доступа таким образом, не могут быть обработаны на станках с ЧПУ.
Из этого правила есть исключение: подрезы. В конце этой статьи есть раздел о подрезах.
Мы рекомендуем выровнять все элементы вашей модели (отверстия, полости, вертикальные стенки и т. д.) по одному из шести основных направлений. Однако рассматривайте это правило как рекомендацию, а не ограничение, поскольку 5-осевые системы ЧПУ предлагают расширенные возможности удержания заготовки.
Доступ к инструменту также является проблемой при обработке элементов с большим отношением глубины к ширине. Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию станка и снижает достижимую точность.
Производство упростится, если вы спроектируете детали, которые можно обрабатывать на станках с ЧПУ с помощью инструмента максимально возможного диаметра и минимально возможной длины.
Проблема, которая часто возникает при разработке детали для станков с ЧПУ, заключается в том, что не существует общеотраслевых стандартов. Производители станков и инструментов с ЧПУ постоянно совершенствуют возможности технологии, расширяя границы возможного. В таблице ниже приведены рекомендуемые и допустимые значения для наиболее распространенных функций, встречающихся в деталях, обработанных на станках с ЧПУ.
Производители станков и инструментов с ЧПУ постоянно совершенствуют возможности технологии, расширяя границы возможного. В таблице ниже приведены рекомендуемые и допустимые значения для наиболее распространенных функций, встречающихся в деталях, обработанных на станках с ЧПУ.
Полости и карманы
Иллюстрация полостей и кармановРекомендуемая глубина впадины: В 4 раза больше ширины впадины
Концевые фрезы имеют ограниченную длину резания (обычно в 3–4 раза больше их диаметра). Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
Ограничение глубины полости в четыре раза по сравнению с ее шириной обеспечивает хорошие результаты.
Если требуется большая глубина, рассмотрите возможность проектирования деталей с переменной глубиной полости.
Фрезерование глубоких полостей: Полости, глубина которых более чем в шесть раз превышает диаметр инструмента, считаются глубокими. Соотношение диаметра инструмента к глубине полости до 30:1 возможно при использовании специальной оснастки (максимальная глубина: 35 см с концевой фрезой диаметром 1 дюйм).
Соотношение диаметра инструмента к глубине полости до 30:1 возможно при использовании специальной оснастки (максимальная глубина: 35 см с концевой фрезой диаметром 1 дюйм).
Внутренние края
Изображение внутренних краевВертикальный угловой радиус
Рекомендуется: ⅓ глубины полости (или больше)
Использование рекомендуемого значения радиуса внутреннего угла гарантирует, что можно использовать инструмент подходящего диаметра и согласуется с рекомендациями по рекомендуемой глубине полости.
Увеличение угловых радиусов немного выше рекомендуемого значения (например, на 1 мм) позволяет инструменту резать по круговой траектории вместо угла 90°. Это предпочтительнее, поскольку обеспечивает более высокое качество отделки поверхности. Если требуются острые внутренние углы под углом 90 градусов, рассмотрите возможность добавления подточки под Т-образную кость вместо уменьшения радиуса угла.
Радиус пола
Рекомендовано: 0,5 мм, 1 мм или без радиуса
Возможно: любой радиус
Концевые фрезы имеют плоскую или слегка закругленную нижнюю режущую кромку. Другие радиусы пола можно обрабатывать с помощью инструментов со сферическим концом. Хорошей практикой проектирования является использование рекомендуемых значений, так как это предпочитают машинисты.
Тонкие стенки
Минимальная толщина стенки
Рекомендовано: 0,8 мм (металлы), 1,5 мм (пластики)
Выполнимо: 0,5 мм (металлы), 1,0 мм (пластики)
Уменьшение толщины стенки снижает жесткость материала, что увеличивает вибрации при обработке и снижает достижимую точность. Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае.
Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае.
Отверстия
Диаметр
Рекомендуется: стандартное сверло
Возможно: любой диаметр больше 1 мм
Отверстия обрабатываются с помощью сверла или концевой фрезы. Размер сверл стандартизирован (в метрических и имперских единицах). Развертки и расточные инструменты используются для чистовой обработки отверстий, требующих жестких допусков. Для высокоточных отверстий диаметром менее 20 мм рекомендуется использовать стандартный диаметр.
Максимальная глубина
Рекомендуемый: 4-кратный номинальный диаметр
Типовой: 10-кратный номинальный диаметр
Выполнимый: 40-кратный номинальный диаметр
Отверстия нестандартного диаметра необходимо обрабатывать концевой фрезой инструмент. В этом случае применяются ограничения максимальной глубины полости, и следует использовать рекомендуемое значение максимальной глубины.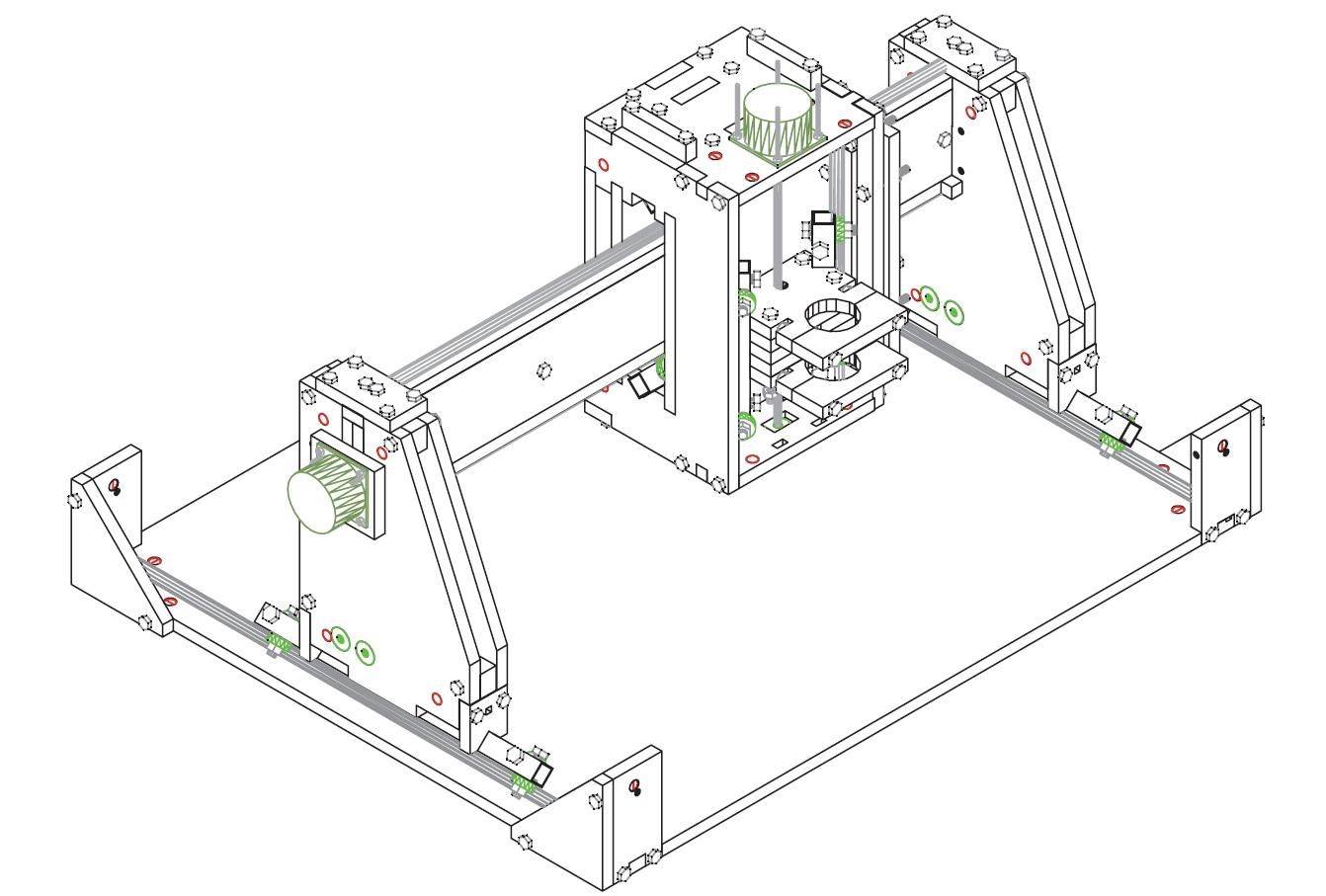 Отверстия глубже стандартного значения обрабатываются специальными сверлами (минимальный диаметр 3 мм). Глухие отверстия, обработанные дрелью, имеют коническую форму дна (угол 135 градусов), а отверстия, обработанные концевой фрезой, — плоские.
Отверстия глубже стандартного значения обрабатываются специальными сверлами (минимальный диаметр 3 мм). Глухие отверстия, обработанные дрелью, имеют коническую форму дна (угол 135 градусов), а отверстия, обработанные концевой фрезой, — плоские.
При обработке с ЧПУ нет особых предпочтений между сквозными и глухими отверстиями.
Резьба
Иллюстрация резьбыРазмер резьбы
Минимум: M1 (и меньше, в некоторых случаях)
Рекомендуется: M6 или больше
Резьба нарезается метчиками, а наружная резьба – плашками. Метчиками и плашками можно нарезать резьбу до М2. Инструменты для нарезания резьбы с ЧПУ широко распространены и предпочитаются машинистами, поскольку они снижают риск поломки метчика. Резьбонарезные инструменты с ЧПУ можно использовать для нарезания резьбы до M6.
Длина резьбы
Минимум: 1,5-кратный номинальный диаметр
Рекомендуется: 3-кратный номинальный диаметр диаметр). Таким образом, резьба длиннее, чем в 3 раза больше номинального диаметра, не требуется.
Таким образом, резьба длиннее, чем в 3 раза больше номинального диаметра, не требуется.
Для резьбы в глухих отверстиях, нарезанных метчиками (т. е. для всех резьб меньше M6), добавьте длину без резьбы, равную 1,5-кратному номинальному диаметру на дне отверстия. Когда можно использовать инструмент для нарезания резьбы с ЧПУ (например, резьба больше M6), отверстие можно нарезать по всей его длине.
Мелкие элементы
Иллюстрация мелких элементов ЧПУМинимальный диаметр отверстия
Рекомендовано: 2,5 мм (0,1 дюйма”)
Выполнимо: 0,05 мм (0,005 дюйма”)
Большинство механических мастерских могут точно обрабатывать полости отверстий и отверстий с помощью инструментов до 2,5 мм (0,1 дюйма) в диаметре. Все, что ниже этого предела, считается микрообработкой. Для обработки таких элементов требуются специальные инструменты (микросверла) и экспертные знания, потому что физика процесса резания меняется с этим масштабом. Поэтому рекомендуется избегать их без крайней необходимости.
Поэтому рекомендуется избегать их без крайней необходимости.
Допуски
Иллюстрация допусков ЧПУ Стандартный: +-0,1 мм
Допустимый: +-0,02 мм
Наши допуски: 2768 средний или тонкий. Если допуски не указаны, партнеры-производители будут использовать выбранный сплав 2768.
Допуски определяют границы допустимого размера. Достижимые допуски варьируются в зависимости от базового размера и геометрии детали. Приведенные выше значения являются разумными рекомендациями.
Текст и надписи
Рекомендуется: размер шрифта 20 (или больше), гравировка 5 мм
Гравированный текст предпочтительнее тисненого, так как удаляется меньше материала. Рекомендуется использовать минимальный размер шрифта -20 без засечек (например, Arial или Verdana). Многие станки с ЧПУ имеют предварительно запрограммированные процедуры для этих шрифтов.
Настройки станков с ЧПУ и ориентация деталей
Схема детали, требующей нескольких настроек Доступ к инструменту является одним из основных конструктивных ограничений при обработке с ЧПУ. Чтобы достичь всех поверхностей модели, заготовку необходимо несколько раз повернуть.
Чтобы достичь всех поверхностей модели, заготовку необходимо несколько раз повернуть.
Всякий раз, когда заготовка вращается, станок должен быть повторно откалиброван и должна быть определена новая система координат.
При проектировании важно учитывать настройки машины по двум причинам:
Общее количество установок машины влияет на стоимость. Вращение и повторное выравнивание детали требует ручной работы и увеличивает общее время обработки. Это часто приемлемо, если деталь нужно повернуть до трех или четырех раз, но все, что превышает этот предел, является чрезмерным.
Для достижения максимальной относительной точности позиционирования необходимо обработать два элемента в одном и том же установе. Это связано с тем, что новый шаг калибровки вносит небольшую (но не пренебрежимо малую) ошибку.
Что такое 5-осевая обработка с ЧПУ?
5-осевой станок с ЧПУ перемещает режущие инструменты или детали по пяти осям одновременно. Многоосевые станки с ЧПУ могут изготавливать детали сложной геометрии, поскольку они имеют две дополнительные оси вращения. Эти машины устраняют необходимость в нескольких установках машины.
Многоосевые станки с ЧПУ могут изготавливать детали сложной геометрии, поскольку они имеют две дополнительные оси вращения. Эти машины устраняют необходимость в нескольких установках машины.
Каковы преимущества и ограничения 5-осевой обработки с ЧПУ?
Пятиосевая обработка с ЧПУ позволяет инструменту постоянно оставаться по касательной к режущей поверхности. Траектории движения инструмента могут быть более сложными и эффективными, что приводит к получению деталей с лучшим качеством поверхности и меньшим временем обработки.
Тем не менее, 5-осевое ЧПУ имеет свои ограничения. Базовая геометрия инструмента и ограничения доступа к инструменту остаются в силе (например, нельзя обрабатывать детали с внутренней геометрией). При этом стоимость использования таких систем выше.
Поднутрения для станков с ЧПУ
Поднутрения — это элементы, которые нельзя обработать с помощью стандартных режущих инструментов, так как некоторые из их поверхностей недоступны непосредственно сверху.
Существует два основных типа поднутрений: Т-образные пазы и ласточкины хвосты. Подрезы могут быть односторонними или двусторонними и обрабатываются специальными инструментами.
Режущие инструменты с Т-образными пазами состоят из горизонтального режущего диска, прикрепленного к вертикальному валу. Ширина поднутрения может варьироваться от 3 мм до 40 мм. Мы рекомендуем использовать стандартные размеры ширины (т. е. целые миллиметры или стандартные дюймовые доли), так как более вероятно, что соответствующий инструмент уже доступен.
Для режущих инструментов типа «ласточкин хвост» угол является определяющим размером элемента. Стандартными считаются инструменты типа «ласточкин хвост» под углом 45 и 60 градусов. Инструменты с углом 5, 10 и до 120 градусов (с шагом 10 градусов) также существуют, но используются реже.
Т-образный паз (слева), подрез типа «ласточкин хвост» (посередине) и односторонний подрез на внутренней стенке (справа).
Конструкция с выточками для станков с ЧПУ
При проектировании деталей с выточками на внутренних стенках не забудьте добавить достаточный зазор для инструмента. Хорошее эмпирическое правило состоит в том, чтобы добавить пространство, равное как минимум четырехкратной глубине поднутрения между обработанной стеной и любой другой внутренней стеной.
Для стандартных инструментов типичное соотношение между диаметром резания и диаметром вала составляет 2:1, что ограничивает глубину резания. Когда требуется нестандартная выточка, механические мастерские обычно изготавливают собственные инструменты для выточки по индивидуальному заказу. Это может увеличить время выполнения и стоимость, поэтому по возможности избегайте этого.
Составление технического чертежа
Технические чертежи иногда используются инженерами для передачи станочнику конкретных производственных требований. Если вам интересна эта тема, прочитайте эту статью о
как, когда и зачем использовать технические чертежи.
Если вам интересна эта тема, прочитайте эту статью о
как, когда и зачем использовать технические чертежи.
Загрузка технического чертежа с котировкой Hubs
Обычно мы не требуем технического чертежа для заказов на нашей платформе, но в некоторых случаях они могут добавить ценный контекст к запросу котировки. Некоторые спецификации проекта нельзя включить в файл STEP или IGES. Например, вам потребуется включить двухмерный технический чертеж, если ваша модель включает резьбовые отверстия или валы и/или размеры с допусками более жесткими, чем для выбранного сплава 2768.
Если вы добавляете технический чертеж, убедитесь, что он соответствует спецификациям загруженных файлов. Если технические чертежи не соответствуют загруженным файлам или спецификации предложения:
Спецификации предложения считаются отправной точкой для технологии, материала и отделки поверхности.
Технические чертежи считаются отправной точкой для спецификаций резьбы, спецификаций допусков, деталей отделки поверхности, запросов на маркировку деталей и спецификаций термообработки.
Файл САПР считается точкой отсчета для проектирования детали, геометрии, размеров и расположения элементов.

Для получения дополнительной информации ознакомьтесь с нашей политикой спецификаций .
Каковы лучшие практики Hubs для обработки с ЧПУ?
Конструктивные детали, которые можно обрабатывать с помощью инструмента максимально возможного диаметра.
Добавьте большие скругления (не менее ⅓ глубины полости) ко всем внутренним вертикальным углам.
Ограничение глубины полостей в 4 раза больше их ширины.
Совместите основные черты вашего дизайна с одним из шести основных направлений. Если это невозможно, можно использовать 5-осевую обработку с ЧПУ.
Отправьте вместе с чертежом технический чертеж, если ваш проект включает резьбу, допуски, характеристики обработки поверхности или другие примечания для оператора станка.

Вам нужны детали, обработанные на станках с ЧПУ? Загрузите свои дизайны, и наш инструмент DFM предложит оптимизацию и мгновенно предоставит цену.
Готовы преобразовать файл САПР в нестандартную деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенную сметуПримеры программ для фрезерных станков с ЧПУ
Пример программы для фрезерных станков с ЧПУ для станков с ЧПУ. Пример программирования фрезерного станка ЧПУ Программа ЧПУ G0 X-60 Y0 G1 X-70 (P1) G2 X-25.02 Y25.97 R30 (P2) G1 X2.46 Y10.13 (P3) G3 X8.5…
Программа станков с ЧПУ для программистов станков с ЧПУ, которые начали изучать основные методы программирования ЧПУ. Пример программы фрезерного станка с ЧПУ Программа ЧПУ N40 G90 G00 X0 Y0 N50 G01…
G02 G03 Пример программы фрезерного станка с круговой интерполяцией. G02 G03 Пример программы фрезерного станка с ЧПУ G0 X30 Y-30 (P1) G1 Y22. 67 (P2) G3 X24.07 Y26.18 R4 (P3) G2 X-18.27…
67 (P2) G3 X24.07 Y26.18 R4 (P3) G2 X-18.27…
Программа фрезерного станка с ЧПУ, которая комбинирует/объединяет несколько дуги. Многодуговая программа фрезерного станка с ЧПУ G2 G3 I J Программа обработки деталей ЧПУ N10 M6 T1 G43 h2 M3 N15 S500 F120 N20…
Скругление углов и снятие фаски Haas Пример программы ЧПУ Haas, показывающий, как можно запрограммировать фаску и радиус скругления угла. Haas Chamfering Чтобы запрограммировать Chamfer N10 G01 X20 Y30 ,C3 Haas…
Программа фрезерной обработки с ЧПУ для описания того, как два или более радиуса могут быть соединены вместе в программе фрезерной обработки с ЧПУ. Пример подпрограммы фрезерного станка ЧПУ N10 T1 h2 M6…
Примеры программ фрезерного станка ЧПУ показывают использование G-кодов G91 G41 G43. Фрезерная программа ЧПУ G91 G41 G43 Программа обработки деталей ЧПУ N05 G54 N10 M6 T1 G43 h2 M3 N15…
Пример программы фрезерования с ЧПУ, показывающий, как можно создать программу ЧПУ для обработки карманов на фрезерном станке с ЧПУ. Этот пример программы использует фрезерование Peck для резки материала до…
Этот пример программы использует фрезерование Peck для резки материала до…
Пример программы фрезерования с ЧПУ, который иллюстрирует, как программа ЧПУ может быть легко преобразована из режима абсолютной программы G90 в режим инкрементальной программы G91. Пример программы фрезерного станка с ЧПУ G90 Абсолют…
В этом примере программы ЧПУ показано, как функции копирования фигур G72.1 и G72.2 могут вызывать друг друга в одной программе обработки деталей. Внимательно прочитайте примечания по программированию ниже. Программирование ротационного копирования Fanuc G72.1 с помощью G72.1…
Fanuc G72.2 Linear Copy Используя G72.2 Linear Copy G-код, фигура, заданная подпрограммой, может быть повторно создана с помощью линейного перемещения. Программирование G72.2 P… L… I… J… Параметры Параметр Описание…
Fanuc G72.1 Пример программирования вращательного копирования, G72.1 G-код используется для многократного создания фигуры с вращательным движением. Копирование с вращением Fanuc G72. 1 Использование G-кода G72.1 для копирования с вращением указанная цифра…
1 Использование G-кода G72.1 для копирования с вращением указанная цифра…
Пример программы ЧПУ для резки Quincunx на контроллере плазменной резки с ЧПУ. Этот пример программы запрограммирован в G91 Инкрементальное программирование. Что такое станок плазменной резки с ЧПУ Плазменная резка…
Полный пример программирования с ЧПУ для машинистов, работающих на станке для электроэрозионной резки (электроразрядная обработка) Резка проволоки с ЧПУ Введение Резка электроэрозионной проволокой, также известная как электроэрозионная обработка,…
ЧПУ Пример кода программы с рисунком, показывающим, как можно фрезеровать дугу на фрезерном станке с ЧПУ. G02 Круговая интерполяция по часовой стрелке с I и J используется для…
Пример кода программы ЧПУ, чтобы показать, как G-код вращения координат Fanuc G68 можно использовать в подпрограмме, чтобы максимально использовать ее функциональные возможности. G68 Координата вращения Пример Основная программа N5…
Цикл сверления G81 используется для простых операций сверления/засверливания. Синтаксис G81 X… Y… Z… R… K… F… Параметр Описание X Положение отверстия по оси x. Y Положение отверстия по оси Y. Z…
Синтаксис G81 X… Y… Z… R… K… F… Параметр Описание X Положение отверстия по оси x. Y Положение отверстия по оси Y. Z…
Цикл сверления G82 также называется циклом зенкерования G82. G82 является обычным циклом сверления, единственное отличие состоит в том, что он задерживается в течение заданного времени в нижней части…
Цикл сверления с шагом G83 выполняет операцию сверления несколькими шагами, этот метод делает глубокое сверление простым и экономичным. Подача при резке осуществляется прерывисто до дна отверстия…
Цикл нарезания резьбы G84 выполняет операцию нарезания резьбы, нарезание резьбы выполняется вращением шпинделя по часовой стрелке, когда дно отверстия достигнуто, шпиндель вращается в обратном направлении для… можно бурить экономично. Программный код ЧПУ не требует пояснений, никаких сложных методов не используется. G81 Сверление два…
Это упражнение по программированию фрезерного станка с ЧПУ даст вам больше информации для понимания чертежа и того, как найти точную координату каждой точки чертежа. Полностью на базе G91 Инкрементальная система измерения размеров,…
Полностью на базе G91 Инкрементальная система измерения размеров,…
Вертикальные обрабатывающие центры являются жизненно важной частью станочного цеха с ЧПУ. Вот пример программирования вертикального обрабатывающего центра для машинистов с ЧПУ, которые только начали изучать ЧПУ…
Пример программы компенсации радиуса фрезы показывает, как G41 , G40 можно использовать в программе фрезерного станка с ЧПУ. Код компенсации режущего инструмента, используемый в этой программе: G41 Компенсация радиуса режущего инструмента слева…
Код примера программирования фрезерного станка с ЧПУ с рисунком, показывающим, как G41 Компенсация радиуса режущего инструмента слева используется в программе фрезерного станка с ЧПУ. Фрезерная программа с ЧПУ (G41 Компенсация радиуса фрезы слева)…
Очень простой пример программы для фрезерной обработки с ЧПУ, который покажет операторам с ЧПУ использование концепций программирования фрезерной обработки Siemens Sinumerik. Эта программа написана для 4-осевого фрезерного станка с ЧПУ, где C…
Программа фрезерного станка с ЧПУ для демонстрации использования G02 Круговая интерполяция по часовой стрелке G03 Круговая интерполяция против часовой стрелки Программа фрезерного станка с ЧПУ G90 G01 X0 Y0 X30 G03 X54 R12 G01 X82 G02…
A очень простое упражнение по программированию станков с ЧПУ для станков с ЧПУ. Этот пример кода ЧПУ показывает использование G90 Абсолютное Программирование G91 Инкрементальное программирование Упражнение по программированию станков с ЧПУ G90 Абсолют…
Этот пример кода ЧПУ показывает использование G90 Абсолютное Программирование G91 Инкрементальное программирование Упражнение по программированию станков с ЧПУ G90 Абсолют…
Пример программы G-кода для начинающих Пример программы G-кода для программистов станков с ЧПУ, которые работают или хотят изучать программирование станков с ЧПУ. Аналогичный G-код…
G-код Программирование для начинающих Изучение G-кода не так уж сложно. Прочитайте и узнайте о G-коде. Поймите, как работает этот G-код. Затем сделайте простой…
Очень простой пример программирования с ЧПУ, который показывает, как контур может быть повторен несколько раз с дополнительным преимуществом проклевывания. Так что на этот раз станки с ЧПУ сверлят клеем…
Координата Fanuc G68 Вращение G-код упрощает оператору станков с ЧПУ выполнение схемы операций под углом поворота. Вот базовый пример программирования ЧПУ, который помогает…
Вот пример подпрограммы Fanuc, который показывает, как станки с ЧПУ могут упростить написание и поддержку своих программ ЧПУ, используя метод подпрограммирования.