Виды сварочной проволоки для полуавтомата: типы и классификация
Сварочная проволока является одним из основных присадочных материалов, которые используются во время газовой сварки, а также для дуговой в среде защитных газов, которой является аргонодуговая сварка. Главной особенностью ее является то, что она не имеет покрытия. Таким образом, для получения качественного результата сваривания необходимо использовать дополнительную защиту, которой зачастую выступает газ. Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур.

Сварочная проволока для полуавтомата
Данный материал применяется как для ручной сварки, так и для автоматической и полуавтоматической. Благодаря тому, что товар поставляется в катушках, можно осуществлять непрерывную подачу присадочной проволоки во время автоматического сваривания. Специально для таких случаев выпускают порошковые разновидности, которые дают эффект наилучшего качества, хотя могут применяться и другие виды. При выборе стараются больше ориентироваться на состав, так как чем ближе он к основному металлу, тем лучше получится шов. Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.

Сварочная проволока согласно ГОСТ 2246-70
Преимущества
- Проволока отлично подходит для работы с автоматическими системами, так как они настраиваются на подачу со скоростью равной скорости плавления;
- Мотки составляют несколько метров, благодаря чему ими удобно пользоваться в производственной сфере;
- Отсутствие покрытия уменьшает вероятность появления брака из-за недостаточной просушки, вкраплений в составе и прочих негативных факторов;
- Существует множество моделей отличающихся только по толщине, что помогает удобно подобрать марку для работы с той или иной толщиной заготовки;
- Здесь наблюдается минимальный процент образования шлака, что не только улучшает качество соединения, но и убирает множество последующих процедур по зачистке готового результата и так далее.
Недостатки
- Проволока требует постоянной защиты, что повышает себестоимость процесса соединения металла;
- Хранить большие мотки далеко не всегда удобно, тем более что для этого требуются специальные условия, которые не всегда возможно обеспечить;
- Большие мотки также неудобно использовать в частной сфере, если требуется относительно небольшое количество процедур;
- При покупке проволоки в мотках достаточно сложно подобрать универсальный диаметр, так что нужно иметь в запасе одновременно несколько вариантов для разных типов заготовок;
- Практически всегда требуется использовать дополнительно флюс.
Классификация
Рассматривая виды сварочной проволоки, стоит понимать, для каких именно процедур они предназначены и какими свойствами обладают. Для этого есть несколько систем классификации. В первую очередь следует выделить основные группы, которые касаются содержания легирующих элементов в составе:
- С низким содержанием углерода в присадочном материале;
- Незначительное количество легирующих веществ в составе;
- Высоколегированная сварочная проволока.
Отдельно стоит выделить порошковую проволоку, которая преимущественно используются для автоматической сварки и дает отличный результат качества. Она представляет собой трубку, сделанную из малоуглеродистой стали, которая наполняется раскислительными порошками, стабилизаторами, которые предназначены для улучшения горения сварочной дуги, а также шлакообразующими веществами.

Порошковая проволока для сварки полуавтоматом
Классификация сварочной проволоки еще касается материалов ее изготовления. Классы распределяются согласно основному металлу, который занимает больше всего места в составе, тогда как остальное является мелким вкраплением для улучшения свойств сваривания. Выделяют такие разновидности как:
- Алюминиевая;
- Медная;
- Нержавеющая;
- Стальная;
- Стальная омедненная.
Помимо этого, каждая марка разделяется на несколько типов по размеру. Как правило, шаг увеличения диаметра составляет от 0,5 до 1 мм.

Сварочная проволока диаметром 1 мм
Для сварки стали
Типы сварочной проволоки для соединения стали являются достаточно распространенными, так как с этим металлом и его сплавами очень часто приходится встречаться.
| Марка | Характеристики |
| Св-08Г1C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08Г1НМА | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов, которые обладают высокой прочностью. Работает под флюсом |
| Св-08Г2C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08ГМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГНМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГСМТ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в смеси (Ar-80%, CO2-20%). |
Для сварки нержавейки
Марки сварочной проволоки, которые предназначаются для сваривания нержавейки, имеют много нюансов в составе, так как это очень капризный металл, сваривание которого сложно на техническом и физической уровне. Ведь при сварке нержавейки металл ведет подобно воде и сильно растекается, не говоря уже о том, что к проволоке выдвигаются особые требования.
| Марка | Характеристики |
| Св-04Х19Н11М3 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром — 19%, никель — 11% и молибдена — 3%. Для сварки требуется защитный газ |
| Св-06Х19Н9Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
| Св-07Х25Н13 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
| Св-08Х20Н9Г7Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания аустелитных нержавеющих сталей. Для сварки требуется защитный газ |
| Св-10Х16Н25АМ6 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
Для сварки алюминия
Алюминий также является сложным в сварке металлом, который требует особого присадочного материала для качественного проведения работы. Сварка алюминия проводится с помощью следующих основных марок проволоки:
| Марка | Характеристики |
| Д16 | Создается на основе сплава алюминия, меди и магния. |
| В92Ц | Создается на основе сплава алюминия, магния и цинка. |
| АК4 | В составе присутствует алюминий, марганец, медь, железо и никель. |
| ВАД23 | В составе присутствует алюминий, марганец, медь и прочие элементы. |
Для сварки меди
Медная проволока является достаточно востребованной и имеет множество марок. Многие виды сварочной проволоки для полуавтомата делаются именно из этого материала. Здесь приведены только несколько из них.
| Марка материала | Характеристики материала |
| OK Autrod 19.12 | Применяется для сварки чистой меди и ее сплавов. |
| OK Autrod 19.30 | Применяется для низколегированной меди и бронзы. Хорошо подходит для сваривания оцинкованных деталей. |
| OK Autrod 19.40 | Применяется для сварки литого проката из меди, алюминия и бронзы. Швы получаются прочными и износостойкими. Может использоваться для наплавки поверхности подшипников. |
Проволока для чугуна и сплавов никеля
Чугун является специфическим металлом, так как обладает высокой хрупкостью, несмотря на большую твердость. Отсутствие пластичности выдвигает свои требования к сварке.
| Марка материала | Характеристики материала |
| ПП-АНЧ-1 | Используется без подогрева. Твердость до 300 НВ. |
| ПП-АНЧ-2 | Используется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
| ПП-АНЧ-3 | Используется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Размеры сварочной проволоки
| Диаметр, мм | Сила тока, А |
| 2 | 120 |
| 3 | 160 |
| 4 | 210 |
| 5 | 250 |
| 6 | 290 |
| 7 | 330 |
| 8 | 350 |
| 9 | 370 |
| 10 | 400 |
svarkaipayka.ru
Сварочная проволока для полуавтоматов. Советы по выбору
 Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали.
Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем:
Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.

В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам;
Т — титан;
Ю — алюминий;
Ф — ванадий;
Б — ниобий;
Д — медь;
М — молибден;
С — кремний;
Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».

Диаметры сварочной проволоки
Номинальные диаметры проволоки применяемой для сварки полуавтоматом имеют размеры от 0,3 мм до 12 мм. Всего существует 17 стандартных диаметров.
Предварительно, при сварке автоматом выбирают проволоку диаметром до 5 мм, а при полуавтоматической, механизированной – до 2 мм, в основном её диаметр зависит от толщины металла.
Для достижения требуемого качества сварочного шва, при сварке деталей и конструкций из легированных и высоколегированных сталей, химический состав самой проволоки обязательно должен быть таким, чтобы в получаемом шве содержание углерода ограничивалось 0,10 – 0,12%, а кремния было менее 0,5%.
Для сварки специализированных сталей применяются высоколегированные аустенитные и ферритные сварочные проволоки. Однако аустенитная высоколегированная сварочная проволока для полуавтоматов после волочения нагартовывается (нагартовка – наклёп) и становится более жёсткой, а её пластичность снижается. В связи с этим подача проволоки такого малого диаметра от 2 – 3 мм по шлангам при сварке полуавтоматом, облегчается, в отличие от подачи проволоки большего диаметра.
Сварка с применением газовой смеси отличается лучшими техническими показателями. Поэтому в настоящее время повсеместно используют смесь углекислого газа и нейтрального аргона, имеющую процентное соотношение – 75-80% Ar и 20-25% CO2.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц).
Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.

Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки.
В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.

Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки.
Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.

С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час.
При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
proinstrumentinfo.ru
Сварочная проволока: классификация, маркировка, применение
Сварочная проволока – это металлическое изделие определенной длины с небольшим поперечным сечением. Как правило, ее применяют для изготовления гибких электродов, а также как присадочный материал при ручной, автоматической и полуавтоматической сварке, обеспечивая высокое качество швов и надежное соединение. Значительной особенностью изделий является то, что ее поверхность не имеет покрытия, поэтому для высококачественного сваривания рекомендуется использовать добавочную защиту, газ.

Разновидности
Следует помнить, что для каждого металла нужно правильно подобрать определенный вид проволоки. От этого будет зависеть качество сварки и шва. Использование чистой, не ржавой и без шероховатостей проволоки сделает шов намного пластичней и качественней, а значит, предоставит максимальную защиту от коррозии. Существуют такие виды проволоки:
- Омедненная – это проволочная продукция, которая применяется для дуговой сварки углеродистых и низколегированных сталей, обеспечивая бесперебойную работу любого сварочного аппарата. При использовании минимизирует разбрызгивание металла, а также гарантирует высокое качество сварных швов.
- Порошковая – обычно имеет вид трубки, состоящей из малоуглеродистой стали, заполненной специальными порошками раскислителей и шлакообразующими веществами. Используется, как правило, для автоматической сварки, помогает минимизировать образование шлака и содействует уменьшению работ по зачистке швов.
- Проволока сплошного сечения используется для полу- и автоматической сварки, для изготовления электродов.
- Неомедненная проволока применяется для механизированной сварки, а также при работе с деталями из низкоуглеродистых сортов стали, не требующей исправления качества швов.
- Активированные проволоки – изделия, которые также состоят из порошковых наполнителей и применяются для сварок в углекислом газе.
- Газосварочная – применяется для сварочных работ с углеродистыми и низкоуглеродистыми видами стали.
- Алюминиевая – широко применяется в полуавтоматической сварке алюминиевых конструкций, придает швам низкую пористость и применяется в молочной и судостроительной промышленностях.
- Проволока из нержавейки применяется для соединения нержавеющих типов стали, наплавления которой защищают от коррозии и трещин.
- Флюсовая – используется при сварке полуавтоматом углеродистых, среднеуглеродистых и низкоуглеродистых видов стали.
- Легированная – помогает проводить любые сварки в разных газовых смесях, является идеальным сварочным материалом для аргонного сваривания.
Классификация
При выборе сварочной проволоки нужно сразу определиться, каких целей вы хотите достичь, а также тщательно изучить предназначение каждого из видов. Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
- Содержат в присадочном материале маленькое содержание углерода.
- Состав содержит незначительное число легирующих веществ.
- Высоколегированная проволока для сваривания.
Сварочная проволока из стали считается наиболее востребованной для применения в разных сварочных целях. В соответствии с нормами ГОСТ2246-70 выделяют целых 77 видов различного сечения, в миллиметровых размерах:
- Размеры 0,3-1,6 мм используют для сварки металлических изделий в защитном газе с помощью сварки автоматов или полуавтоматов.
- Для изготовления электродов применяют сечения 1,6-12,0 мм.
- Для работы сварочной проволокой под флюсом используют сечения с размерами 2,0-6,0 мм.
Маркировка
Маркировка сварочной проволоки применяется для понимания, с какими материалами придется иметь дело сварщику. Каждый мастер сварочных работ должен хорошо разбираться в маркировке, во избежание проблем с итоговой работой, а также для обеспечения собственной безопасности.

Расшифровка сварочной проволоки
Первые цифры маркировки обозначают диаметр, измеряемый в миллиметрах. Потом идут две определенные буквы, которые указывают назначение изделий (СВ – сварочная и так далее). Дальнейший указатель показывает содержание углерода в сварочной проволоке, измеряется в сотых долях от процента. Далее находятся буквы, указывающие наличие определенных легирующих компонентов (Х – хром и т. д.) При содержании данных элементов более 1% их указатель располагается после буквы. Обозначение букв А или же АА означает чистоту относительно вредных примесей. Сварочная проволочная продукция для создания электродов в обозначении имеет букву Э, тогда как омедненная проволока маркируется буквой О.
Химический состав для сваривания стали
Электроды, применяемые при сварке стали, должны гарантировать хорошие механические свойства соединения сварки на высоком уровне, а также высокую производительность при сваривании деталей. Плавящийся электрод – это сварочная проволока бесконечной длины.

Марки проволоки для сварки углеродистых сталей в среде различных газов
Существует три группы сварочной проволочной продукции по химическому составу ГОСТ 2246-70:
- Углеродистые (содержат углерод в количестве не более 0, 12%), применяют для сварочных работ с низкоуглеродистыми, среднеуглеродистыми сталями.
- Легированные, предназначены для сваривания низколегированных и теплостойких сталей.
- Высоколегированные, используют в работе с хромоникелевыми, нержавеющими и иными видами легированных типов стали.
Производители сварочной проволочной продукции
Здесь приведены некоторые российские производители сварочной проволоки:
- «СварМонтажСтрой» – ООО, известная российская компания по изготовлению проволоки для любого вида сварки. Благодаря современному оборудованию и европейским технологиям производство изделий соответствует высочайшим стандартам.
- Организация ООО «Петромет», относящаяся к Ленинградскому Сталепрокатному заводу, занимается изготовлением сварочной проволочной продукции.
- ООО «Велд-Метиз» – российская компания, расположенная в городе Москва, выпускающая разные виды проволоки.
- ОАО Волгоградский сталепроволочноканатный завод.
- ОАО Западно-Сибирский металлургический комбинат, расположенный в городе Новокузнецк.
Таким образом, сварочная проволочная продукция на сегодняшний день выступает эффективным и практичным изделием, которое широко используется сварщиками для создания гибких электродов, а также в качестве присадочного материала в случае выполнения ручной, полу- и автоматической сварки.
svarkagid.ru
Проволока для полуавтомата – виды и правила выбора
Полуавтоматическая сварка металла работает так же, как и обычная электродуговая, за счет расплавления соединяемых деталей и электрода. Только в качестве последнего используется специфический расходный материал.
Какими свойствами должен обладать такой электрод и как подбирается проволока для полуавтомата?
Технология сварки полуавтоматом
Полуавтоматическое оборудование применяют при сваривании различных типов материалов и конструкций. 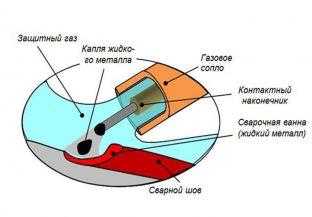 Чаще всего распространены работы по соединению алюминия, меди или нержавейки. Такие металлы варят под защитой, для чего полуавтомат имеет дополнительное оборудование по подаче инертного газа (аргона) к сварочной ванне.
Чаще всего распространены работы по соединению алюминия, меди или нержавейки. Такие металлы варят под защитой, для чего полуавтомат имеет дополнительное оборудование по подаче инертного газа (аргона) к сварочной ванне.
Защитный инертный газ не позволяет вступать в реакцию расплавленному металлу с атмосферным кислородом. Без него в составе шва образуются окислы, разрушающие соединение.
Также полуавтоматом варят и углеродистые стали без подачи защитного газа.
Сама технология работы аппарата построена на плавлении специальной проволоки, которую подают к месту сварки специальным механизмом.
Виды проволоки
Существует более 70 видов различных проволок, которые применяют в процессе сваривания металлов. Каждая из них имеет различные свойства, что позволяет применять конкретную технологию к определенному материалу. Все это разнообразие можно поделить на две большие группы:
- Сплошные.
- Порошковые проволоки.
Проволока сплошного сечения
Сплошные виды проволоки используются для сваривания углеродистых и низколегированных марок стали. Бывает двух разновидностей: омедненные и неомедненные.

Омедненная сварочная проволока
Омедненная сварочная проволока для полуавтомата используется, чтобы повысить антикоррозионные свойства шва. Но при плавлении такой материал выделяет пары меди, что вредно для здоровья сварщика. Поэтому чаще всего стали использовать проволоки без омеднения.
Для повышения стойкости к окислению соединений, такой вид расходника имеет антикоррозионные покрытия. Электрод без медного покрытия подразделяется также на отдельные подвиды: для сварки нержавеющей стали и с легирующими элементами в составе используют одни, а для алюминиевых деталей и их сплавов — другие модели. Основные виды:
- Сплошные по сечению для варки конструкционной стали с низким составом углерода и легирующих элементов.
- Для легированной, высокопрочной и термостойкой стали.
- Сплошная для нержавеющей стали.
- Для сварки алюминия, меди и их сплавов.
Также есть типы расходников со сплошным сечением. Они предназначены для сваривания чугуна, никелевых сплавов и для наплавки при ремонте деталей.
Порошковые типы
По своей конструкции такой расходник выполнен в виде трубки с наполнением в виде порошка — шихты.
Шихта — это смесь газо- и шлакообразующих добавок. Зачем это нужно?
Во время процесса плавления добавки под воздействием высокой температуры образуют покрытие из газов и шлаков для перекрытия доступа атмосферного воздуха. Это не позволяет образовываться окислам в сварочной ванне.
Такая технология позволяет сваривать детали без дополнительной подачи аргона.
Также производятся проволоки и для сварки с использованием подачи аргона, гелия или углекислого газа. Различают эти виды по маркировкам. Как и сплошные, порошковые проволоки имеют отдельные модели для сварки различных материалов: алюминия, меди и их сплавов, сварки чугуна, легированных и низколегированных сталей и прочие.
Модели этого расходного материала могут быть как легированными, так и низколегированными. Их отличают по процентному составу легирующих элементов. Если их менее 2,5%, то такой вид низколегированный.
Маркировки материала
Чтобы было понятно, какую конкретно проволоку нужно приобрести для сварных работ, существует маркировка, по которой определяется состав и назначение.
Например, приобретая расходники для полуавтомата, Вы видите такую маркировку — CB-08Г2С. Что это значит?
СВ — номенклатура, обозначающая сварочное назначение проволоки.
08 — это процентное соотношение углерода в составе, в данном случае 0,08%.
Г2 — значит, что в этом материале содержится 2% марганца.
С — в состав входит не менее 0,5% кремния.
Исходя из такой маркировки, можно понять, что данный расходник имеет легированные элементы, низкоуглеродистый и подходит для варки соответствующих материалов.
Какие легирующие элементы могут входить в состав расходного материала для сварки?
Если вместо обозначения СВ, имеется сочетание НП, то это значит, что такой материал предназначен для наплавления и использовать ее в сварке нецелесообразно.Также в маркировке впереди могут присутствовать такие обозначения, как А или АА. В первом случае это означает, что в составе сталь высокого качества, во втором — наиболее очищенная сталь.
Как выбрать нужный материал
Сварочные расходники для полуавтомата подбираются в зависимости от материалов, которые нужно сваривать, а также способа варки (с газом или без).
Для соединения низкоуглеродистой стали используют виды электрода с малым процентом углерода в составе (с цифрами в маркировке 080, а также с составом кремния). Конструкции из такого материала соединяют путем сваривания проволокой для полуавтомата без газа.
Если нужно сваривать легированные и нержавеющие стали, то, в соответствии с обозначениями, подбирают наиболее подходящий расходник.
Сварка алюминия происходит в защитной среде аргона, а значит понадобиться материал сплошного сечения с подходящим составом. Алюминиевую проволоку для полуавтомата рекомендуется быстро использовать после распаковки, так как после длительного хранения на ее поверхности появятся те же окислы от контакта с атмосферным кислородом.
Как и алюминий, медь варят в аргоне или другом газе. Расходники подбирают в зависимости от деталей. Можно выделить такие виды проволоки:
- Для сваривания чистых и малолегированных медных деталей.
- Для сваривания бронзы и других низколегированных медных сплавов.
- Для сварного соединения литых и прокатных видов меди.
Часто бывает, что путем сварки нужно соединить разные виды металла. Для этого используют наплавочные типы (обозначение НП).
Такие металлы, как чугун и никель имеют коррозионные и жаростойкие свойства, следовательно, нужно подобрать соответствующую проволоку с никелевым составом.
Для чугуна используются рутиловые порошковые типы проволоки.
Диаметр нужной проволоки будет зависеть от толщины деталей. Для полуавтомата он может быть от 0,3 миллиметров до 2 мм. Опытный сварщик, зная технологию, может использовать один по толщине расходник в очень широком диапазоне работ.
Если Вы решили обучиться работе со сваркой полуавтоматом, то лучше всего, чтобы в этом деле Вам помог опытный специалист. Профессионал сможет подобрать нужные материалы или объяснить универсальные способы использования той или иной проволоки.
А что Вы можете посоветовать по выбору сварочной проволоки для полуавтомата, исходя из собственного опыта? Какие типы проволоки наиболее универсальны по Вашему мнению? Нам Важен ваш опыт в таких видах сварочных работ. Оставьте свои замечания в блоке комментариев к этой статье.
wikimetall.ru
Сварочная проволока. Сварка
Сварочными называют материалы, которые обеспечивают возможность протекания сварочных процессов и получение качественных сварных соединений. К таким относят присадочные, покрытые электроды, флюсы, защитные газы и некоторые другие материалы.
С применением присадочных материалов выполняются практически все сварочные швы. Роль данных материалов, помимо получения необходимой геометрии шва, заключается еще и в обеспечении высоких эксплуатационных характеристик при минимальной склонности к образованию дефектов. В большинстве случаев состав присадочного материала мало отличается от химического состава свариваемого металла. Присадочные материалы разрабатывают применительно к конкретным группам свариваемых металлов и сплавов, а также к их отдельным маркам. При этом учитывают и методы сварки, определяющие потери отдельных элементов.
Присадочный материал должен содержать меньшие количества газов и шлаковых включений, быть более чистым по примесям. Присадочные материалы используют в виде металлической проволоки сплошного сечения или порошковой проволоки (с порошковым сердечником). Применяют также прутки, пластины, ленты.
К сварочной проволоке предъявляют высокие требования по состоянию поверхности, предельным отклонениям по диаметру, овальности и другим показателям. Для заполнения разделки шва в зону дуги вводят присадочный металл в виде прутка или проволоки.
При ручной дуговой сварке применяют плавящиеся электроды в виде прутков или стержней с покрытием. При механизированной сварке используют электрод в виде проволоки, намотанной на кассету. Изготовляют стальную холоднотянутую проволоку круглого сечения диаметрами 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм и поставляют в мотках (бухтах) из одного отреза.
Проволока первых семи диаметров предназначена в основном для полуавтоматической и автоматической сварки в защитном газе. Для автоматической и полуавтоматической сварки под флюсом применяют проволоку диаметром 2–6 мм. На изготовление стержней электродов идет проволока диаметром 1,6–12,0 мм. Поверхность проволоки должна быть гладкой, чистой, без окалины, ржавчины, грязи и масла.
По химическому составу стальная проволока делится на три основные группы:
• углеродистая (6 марок) – с содержанием углерода не более 0,12 % – предназначена для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
• легированная (30 марок) – для сварки низколегированных, конструкционных, теплостойких сталей;
• высоколегированная (41 марка) – для сварки хромистых, хромоникелевых, нержавеющих и других специальных легированных сталей.
Проволока маркируется индексом Св (сварочная), буквами и цифрами. Обозначения легирующих примесей следующие:
Г – марганец,
С – кремний,
X – хром,
Н – никель,
М – молибден,
В – вольфрам,
Ф – ванадий и др.
Первые две цифры указывают содержание углерода в сотых долях процента, а цифры после буквы, указывающей легирующие примеси, – количество данного элемента в процентах. Отсутствие цифры после буквенного обозначения легирующего элемента означает, что этого элемента в материале проволоки менее одного процента. Буква А в конце марки указывает на пониженное содержание вредных примесей (серы и фосфора). Например, сварочная проволока марки Св–08ХГ2С содержит 0,08 % углерода, до 1 % хрома, до 2 % марганца и до 1 % кремния. Содержание углерода в сварочной проволоке не превышает 0,12–0,15 %, что снижает склонность металла шва к газовой пористости и образованию твердых закалочных структур.
Содержание кремния в углеродистой проволоке составляет менее 0,03 %, так как наличие кремния способствует образованию при сварке пор в металле шва. Допустимое содержание серы и фосфора также ограниченно (0,04 % каждого элемента), так как они даже при малой концентрации способствуют образованию трещин в сварном шве.
Медь и ее сплавы сваривают проволокой и прутками из меди и сплавов на медной основе.
Алюминий и алюминиевые сплавы сваривают сварочной проволокой из алюминия и его сплавов.
Для сварки других металлов и сплавов применяют сварочную проволоку или стержни, изготовленные либо по ГОСТу на свариваемый металл, либо по техническим условиям.
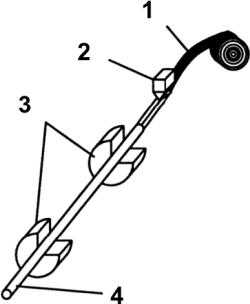
Рис. 57.
Схема изготовления порошковой проволоки:
1 – стальная лента; 2 – бункер с шихтой; 3 – фильеры; 4 – порошковая проволока
Рис. 58.
Поперечное сечение порошковых проволок:
а – кольцевая; б – с одной загнутой кромкой; в – с двумя загнутыми кромками; г – двухслойная
Порошковая электродная проволока (рис. 57, 58) применяется вместо дорогостоящей легированной сварочной проволоки. Она состоит из таллической оболочки и сердечника. Металлическая оболочка служит для подвода сварочного тока и удержания порошкового сердечника. Сердечник представляет собой смесь порошков минералов, руд, ферросплавов и металлических порошков. Участвуя в металлургическом процессе при сварке, смесь обеспечивает защиту металла сварочной ванны от кислорода и азота воздуха, раскисление и легирование металла шва, образование легко удаляемого шлака и получение высококачественного шва. Сварку порошковой проволокой производят открытой дугой, под флюсом или в защитных газах.
Порошковая лента применяется вместо порошковой проволоки (рис. 59) для получения более широкого слоя наплавленного металла и увеличения производительности наплавки. Она сворачивается в рулоны, применяется для наплавки автоматами, снабженными специальными устройствами для подачи ленточных электродов. Широкое применение получили проволоки, не требующие при сварке дополнительной защиты (самозащитные), и проволоки, используемые с газовой защитой зоны сварки (газозащитные).
Сварка порошковой проволокой получает большое применение при изготовлении и монтаже строительных конструкций на строительно-монтажной площадке благодаря высокой производительности и низкой чувствительности к внешним условиям. Наибольшее применение получили проволоки малого диаметра (1,6–2,4 мм) марок ПП—АН1, ПП—АНЗ, ПП—АН7, ПН—АНН, ПП–1ДСК, ПП–2ДСК и др. Они позволяют получить сварные швы с высокими механическими свойствами.
Рис. 59.
Схема изготовления порошковой ленты:
а – отбортовка нижней ленты; б – заполнение порошком и укладка верхней ленты; в – завальцовка кромок нижней ленты; г – выдавливание углублений для уплотнения порошка и придания гибкости ленте
Разработан и успешно применяется способ сварки самозащитной проволокой, т. е. сплошной легированной проволокой без защитной среды (открытой дугой). Металл специальных электродных проволок, применяемых для этого способа, содержит раскисляющие и стабилизирующие элементы. При сварке происходит компенсация выгорания марганца и кремния за счет повышенного содержания их в металле проволоки. Имеющиеся в электродной проволоке алюминий, титан, цирконий и церий обеспечивают хорошее раскисление сварочной ванны, образуя соединение, переходящее в шлак.
Эти элементы связывают азот, нейтрализуя его вредное действие на пластичность и вязкость металла. Введение церия и циркония повышает ударную вязкость и пластичность металла шва. Они также способствуют устойчивости процесса сварки и уменьшению разбрызгивания металла. Этим способом можно производить сварку в углекислом газе постоянным током прямой полярности, что позволяет значительно повысить коэффициент наплавки и производительности сварки. Для этого способа применяют проволоки марок Св–20ГСТЮА и Св–15ГСТЮЦА.
Таблица 12
Порошковые проволоки
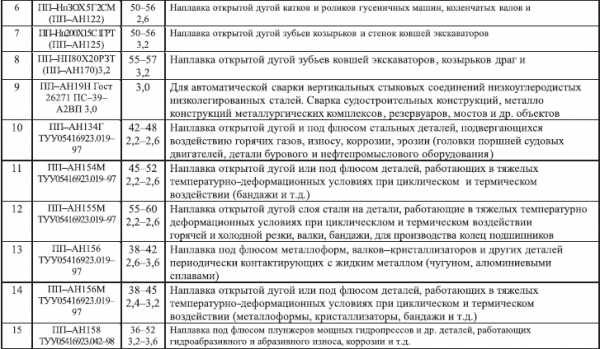
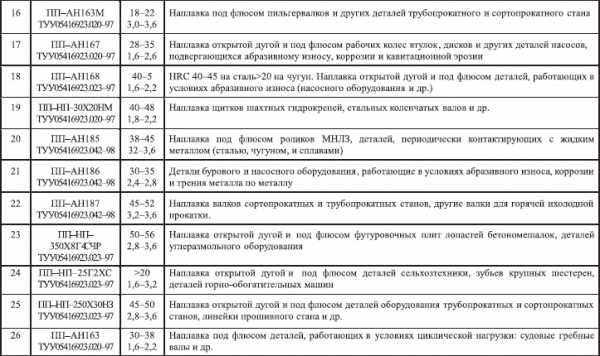
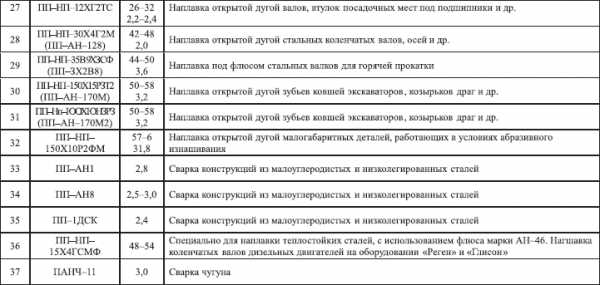
Для сварки используют электроды:
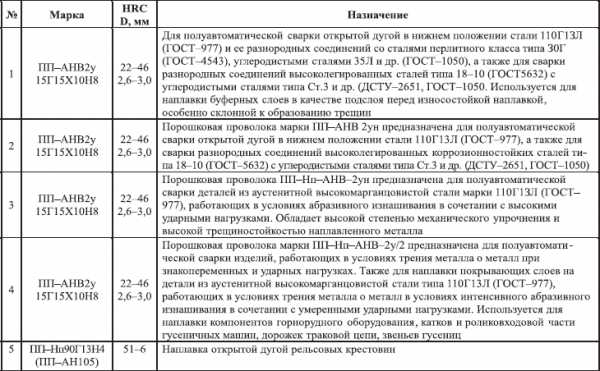
НИИ–48Г (Э–10Х20Н9Г6С) – для сварки ответственных конструкций из низколегированных и специальных сталей, высокомарганцовистых сталей типа 110Г13Л, а также сварки таких сталей с хромоникелевыми аустенитными сталями;
ОЗЛ–19 (10Х23Н12Г) – для сварки и заварки дефектов литья из высокомарганцовистой стали марки 110ПЗЛ, а также сварки этой стали с другими сталями, в том числе с легированными типа 30ХГСА и углеродистыми типа сталь 35, сварки в нижнем, вертикальном и ограниченно потолочном положениях шва постоянным током обратной полярности;
ЭА–112/15(10Х15Н25М6Г2АФ) – для сварки легированных высокопрочных сталей типа АК и высокомарганцовистых сталей;
ЭА–395/9 (08Х16Н26М6АГ2) – для сварки ответственных конструкций из легированных сталей повышенной и высокой прочности в термически упрочненном состоянии без последующей после сварки термической обработки, в том числе сталей типа АК, а также сварки углеродистых и низколегированных сталей с аустенитными сталями, например, типа 110Г12Л;
ЭА–981/15 (10Х15Н25М6Г2АФ) – для сварки легированных прочных сталей типа АК и высокомарганцовистых сталей типа 110Г13 разработанная институтом электросварки им. Е. О. Патона самозащитная порошковая проволока ПП АНВ – 2у.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Маркировка и расшифровка сварочной проволоки для полуавтомата
Сварочная проволока относится к основным расходным материалам, которые используются при сварке, когда защитной среды выступают газы. Дело в том, что на ней нет покрытия, поэтому, для обеспечения высокого качества соединения следует обеспечить дополнительную защиту от негативного влияния внешних факторов, в частности, из атмосферы. Естественно, что для работы с каждым видом металла требуются свои виды сварочной проволоки. Здесь требуется учитывать не только основной металл, содержащийся в материале, но и дополнительные примеси, нюансы которых проявляются в маркировке.

Сварочная проволока
Маркировка сварочной проволоки создается для того, чтобы при выборе можно было понять, с чем именно придется столкнуться. Даже небольшие вкрапления дополнительного металла могут повлиять на свойства присадочного материала. В основном отображается химический состав, как самая важная характеристика. Также может отображаться диаметр, процентное содержание того или иного элемента и прочие вещи, в зависимости от конкретной ситуации. В соответствии с разновидностями существует несколько типов маркировки, так стандартные и порошковые присадочные материалы существенно отличаются друг от друга и маркировка сварочной проволоки у них также будет различной. Все виды маркировки должны соответствовать ГОСТ 2246-70.

Маркировка сварочной проволоки
В технических характеристиках и руководствах по выбору режимов зачастую указывают определенную марку, так как их выпускают на протяжении многих лет в одних и тех же вариантах. Это проверенные временем соотношения, которые поддерживают все современные производители. Есть уже распространенные марки сварочной проволоки для полуавтомата, автоматической сварки, а также ручной. Все они одинаково успешно применяются как в производственной, так и в частной сфере. Каждый мастер, который задействован в этой сфере, должен разбираться с особенностями обозначения в различных марках, чтобы точно выбирать требуемый материал для работы. Это поможет отличить проволоку широкого спектра применения от узкоспециализированной и так далее. Таким образом, если требуется сварка медных труб, то можно без труда будет выбрать расходный материал с нужным содержанием меди и дополнительных легирующих элементов. Поддержка стандартов изготовления позволяет точно соблюдать пропорции, вне зависимости от того, где именно выпускалась та или иная проволока.
Обозначения в маркировке сварочной проволоки
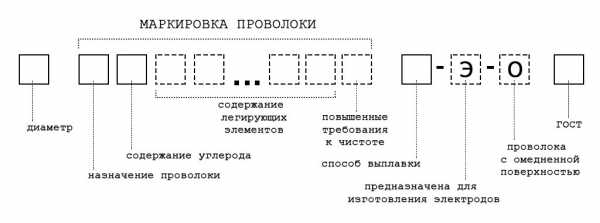
Маркировка сварочной проволоки имеет определенный порядок, который отвечает за данные, которые передаются буквы и цифры, содержащиеся в названии марки. Это сокращает ее длину, делая все компактнее, и помогает лучше раскрыть необходимые нюансы содержания.
Первой цифрой, которая стоит перед всеми буквенными обозначениями и зачастую как-то выделяется от основной массы, как минимум тем, что стоит она обособленно, является диаметр.
За цифрой стоит буквенное обозначение, раскрывающее предназначение проволоки. Здесь может быть два варианта. Первым из них является «Нп», что означает наплавочная проволока, вторым «Св» — сварочная. Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала. К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода — 0,06%.

Пример маркировки сварочной проволоки
После указания типа материала и содержания в нем углерода, могут стоять еще отдельные буквы, которые дают показания чистоты состава по вредным примесям. Зачастую такими примесями становится фосфор и сера. В маркировке это буквы «А» и «АА» Если рассматривать на примере СВ08, то при отсутствии букв допускается 0,04% содержания примеси фосфора и серы, в марке СВ08АА – до 0,02%, а в марке СВ08А – до 0,03%.
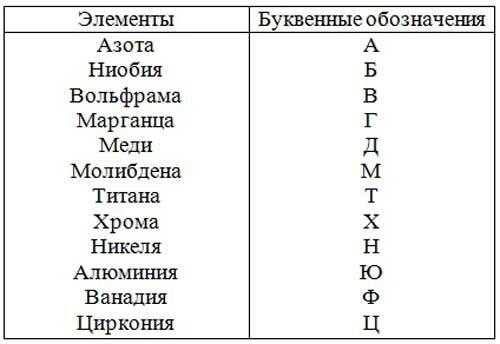
Далее идет перечисление легирующих элементов в составе. Существуют следующие обозначения:
- М – молибден;
- С – кремний;
- Н – никель;
- Х – хром;
- Ц – цирконий;
- Д – медь;
- Ф – ванадий;
- Т – титан;
- Г – марганец;
- Ю – алюминий.
Не за всеми буквами можно встретить цифры. Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
После указания химического состава указывается один их способов выплавки проволоки, что может быть очень важно при ответственных условиях использования. Существуют такие основные способы обозначения:
- ВИ – выплавка в вакуумно-индукционных печах;
- ВД – выплавка в вакуумно-дуговых печах;
- Ш – выплавка при помощи электрошлакового переплава.
Если такая же проволока может использоваться для производства электродов, то в обозначении ставится буква «Э». Если же она имеет лишь одно применение и используется исключительно для газовой сварки, то дополнительного обозначения не ставится.
Нередко производят проволоку с омедненной поверхностью. В таком случае в конце добавляется буква «О» — омедненная.
В самом конце марки ставится ГОСТ, по которому она изготавливается. Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
Расшифровка сварочной проволоки
Для более понятного обозначения, стоит привести несколько примеров, как проводится расшифровка марки сварочной проволоки. К примеру, сварочная проволока 04Х19Н9. Это присадочный материал для сварки, который содержит 0,04% углерода и может содержать до 0,04% примесей серы и фосфора в своем составе. Помимо этого в нем содержится 19% хрома и 9% никеля. Здесь нет омедненной поверхности и материал используется только для сварки в газовой среде.
Маркировка сварочной проволоки 04Х19Н9
Также стоит рассмотреть более подробно, как происходит расшифровка сварочной проволоки СВ 06Х19Н10М3Г:
- СВ – используется для сварки;
- 06 – содержание углерода в ней составляет 0,06%;
- Х19 – содержание хрома 19%;
- Н10 – содержание никеля 10%;
- М3 – содержание молибдена 3%;
- Г – содержание марганца 1%, так как не стоит ни какой цифры.
Расшифровка порошковой проволоки может иметь некоторые отличия, за счет особенностей ее конструкции. Здесь также лучше рассмотреть на примере ПП-АН3 3,0 ПС44А2Н ГОСТ 26271-84
- ПП – проволока порошковая;
- АН3 — марка проволоки;
- 3,0 – диаметр;
- ПС – проволока самозащитная;
- 44 – 440 Мпа предел текучести готового шва, полученного при помощи данного материала;
- А – доля элементов в составе достигает фосфор – 0,03%, сера – 0,03%, углерод 0,15%;
- 2 – 35 Дж/см в квадрате ударная вязкость готового шва;
- Н – нижнее пространственное положение во время сварки;
- ГОСТ 26271-84 – стандарт производства изделия.
svarkaipayka.ru
Какая нужна сварочная проволока для полуавтомата и как её выбрать
Сварочная проволока играет решающую роль в процесс сварки – с ее помощью происходит соединение двух и более элементов в единую конструкцию из металла разного рода. Отличительной чертой присадочного материала является высокое качество сварного шва. Отчасти это обусловлено механизированной подачей электрода, в качестве которого как раз и выступает проволока, однако, немаловажно также и наличие некоторого опыта работы оператора.
Где применяется присадочный материал
Сварочная проволока-электрод для полуавтомата сегодня весьма востребована, так как это основной расходный материал такого оборудования. По составу она должна быть максимально приближена к основному типу используемого для сварочных работ металла. Поэтому существует немало вариаций присадки, однако, более прочих распространена нержавеющая проволока. Ее используют практически повсеместно (разные отрасли промышленности, производство медицинского оборудования, энергетика и многие другие), что обусловлено ее антикоррозийными свойствами и высококачественным сварным соединением.
Смотрим видео, критерии выбора материала:
В зависимости от условий эксплуатации и типа агрегата используются материалы разного состава. Например, сварочная проволока для полуавтомата без газа может отличаться по виду. В данном случае рекомендуется использовать флюс или порошковую проволоку, что обеспечит облако защитного газа без необходимости использования газовых баллонов. Такая присадка по мере сжигания выделяет защитный газ, чего вполне достаточно для выполнения качественного шва.
Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.
По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:
Маркировка изделия
Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Далее указываются определенные требования к чистоте присадочного материала (количество в процентах примесей серы и фосфора). Способ выплавки позволяет получить представление о методе изготовления материала. Если проволочный сварочный полуавтомат использует электрод из проволоки, то об этом можно узнать из обозначения — указывается буква Э.
Виды проволоки для сварочных работ
Для создания качественного соединения металлических деталей используется присадку разных видов, каждый из которых создан для работы при определенных условиях. Проволочный сварочный полуавтомат может выполнять шов посредством следующих видов проволоки:
- Со сплошным сечением;
- Порошковая;
- Активированная.
Если структура присадочного материала сплошного сечения вполне понятна – изделие, полностью выполненное из определенного рода сплава для сварки разных металлов. А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.
Таблица диаметров
Данный вид изделий встречается в разных исполнениях: двухслойная проволока, с одним и двумя загибами трубчатой оболочки, классический вариант без изменения конфигурации оболочки. Такое разнообразие исполнений объясняется необходимостью избежать деформаций изделия и преждевременного высыпания внутреннего содержимого проволоки. Однако помимо конструктивных особенностей встречаются разные варианты по составу порошкообразного вещества:
- Флюоритные;
- Рутиловые;
- Рутил-флюоритные;
- Рутил-органические;
- Карбонатно-флюоритные.
Существуют исполнения, предназначенные для работы в среде углекислого газа, а в других случаях проволочный сварочный инверторный полуавтомат с использованием порошковой присадки может функционировать без специально создаваемой газовой защиты и тогда эту функцию выполняет сама проволока. Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Активированный вид в чем-то сходна с порошковым вариантом, но в данном случае используется на порядок меньшее количество порошкообразного вещества (не более 7% от общей массы изделия). Благодаря использованию всего лишь малой доли такого наполнителя технология изготовления позволяет запрессовать его в проволоку сплошного сечения.
Материал для сварки стали
Стальная проволока представлена 77 марками, которые регламентирует ГОСТ 2246-70. Выбор диаметров довольно широк: от 0,3 до 12,0 мм. Для работы в определенных условиях рекомендуется использовать присадочный материал конкретного размера.
Например, проволока сварочная флюсовая для агрегата полуавтомата должна иметь диаметр из диапазона значений от 2 до 6 мм, размеры от 0,3 до 1,6 мм подходят для полуавтоматической сварки в среде защитного газа.
Материал для сварки алюминия
Для алюминия и сплавов используется изделие диаметров от 0,8 до 12,5 мм. В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
Сварка алюминия и его сплавов производится в среде защитного газа — аргона. Это обусловлено тем, что такой материал очень быстро окисляется при контакте с воздушной средой. По этой же причине рекомендуется после вскрытия упаковки максимально быстро задействовать проволоку.
Материал для сварки нержавеющей стали

Данный вид присадки крайне распространен ввиду надежности сварочного соединения с его использованием. Сварочная проволока нержавейка для агрегатов полуавтоматов изготавливается по госту 18143-72. В качестве исходного материала для производства такой проволоки используется высоколегированная жаростойкая сталь.
Именно присутствие этого вида металла позволяет получить на выходе высоконадежное и устойчивое к образованию коррозии соединение металлических деталей.
Проволока для сварки меди
В зависимости от исполнений такой материал может использоваться для проведения сварочных работ в разных областях: в автомобилестроении, для соединения участков трубопроводов, изготовления и ремонта подшипников скольжения, оцинкованных деталей и прочее.

Типы медной сварочной проволоки
Такой материал варится в среде защитного газа – аргона. В зависимости от состава проволоки она может применяться для сварки разных металлических сплавов.
Материал для чугуна и никелевых сплавов
Данная группа также отличается коррозионной и жаростойкостью, что позволяет использовать такую проволоку для выполнения сварочных работ изделий на основе никелевых сплавов, высоколегированных сталей и разнородных материалов.
 Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Проволока для сварки титана
Наилучшим вариантом в данном случае будет холоднотянутая проволока, изготовленная из листового металла. Как и для любого другого вида материала, состав ее должен быть максимально приближен к составу свариваемого металла. Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Как подобрать диаметр
Этот параметр напрямую зависит от того, какой толщины металл планируется сваривать. Например, если будет использоваться основной материал толщиной 3-5 мм, то следует купить сварочную проволоку для агрегата полуавтомата диаметром не более 2 мм. Еще один критерий выбора – сила тока, с которой будет выполняться сварка. Для выбора следует использовать специальные таблицы.
Таким образом, помимо выбора параметров полуавтоматической сварки (сила тока, скорость подачи проволоки), важно правильно подобрать вид присадочного материала, а также не ошибиться с выбором размеров.
generatorvolt.ru