Как делать сварные швы. Практические приёмы
09 Март
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварные швы,угловые швы
Сварка тонкого металла сама по себе часто вызывает затруднения у начинающих сварщиков. Но ещё сложнее варить 2 детали разной толщины, когда одна из деталей совсем тонкая (1-2 мм) и прожигается насквозь, а вторая значительно толще. В этой статье я дам рекомендацию, которая поможет сваривать под углом детали разной толщины. Читать полностью…
28 Февраль
Автор: Михаил Щербаков. Рубрика: сварные швы
На протяжении всей своей деятельности в области обучения электросварке я получаю вопросы от своих читателей по поводу принудительного охлаждения деталей после сварки водой. Кроме того, я замечаю, что среди мастеров-любителей очень распространена эта привычка. Но правильно ли охлаждать сварочный шов водой? И как же нужно делать на самом деле? В этой статье раскрою эту темы подробно. Вообще, это тема большая и сложная, но я объясню всё буквально «на пальцах».
04 Октябрь
Автор: Михаил Щербаков. Рубрика: вертикальный шов,сварка тонкого металла,сварные швы,угловые швы
При выполнении сварных соединений из тонкого металла основная сложность для новичков заключается в подборе сварочного тока, особенно, когда требуется выполнить вертикальный шов. При некоторых значениях тока тонкая стенка детали расплавляется насквозь, и получаются дыры. Если ток уменьшить, то электрод прилипает к свариваемой детали и дуга не горит. И трудно найти такой ток, при котором не получались бы дыры, но при этом устойчиво горела дуга и не прилипал электрод.
(Для таких ситуаций в инверторах есть импульсный режим, но данная статья о том, что делать, когда такого режима нет.)
Читать полностью…
24 Сентябрь
Автор: Михаил Щербаков. Рубрика: сварные швы,угловые швы
Многие сварщики-любители выполняют угловой шов с грубыми ошибками. Особенно это относится к начинающим сварщикам, которые только осваивают этот навык.
А сейчас на основе фотографии того же читателя я разберу его угловой сварочный шов. Вообще, к такому результату приводит сочетание многих ошибок, но всё же я постараюсь свой рассказ структурировать.
Итак, поехали.
Читать полностью…
14 Май
Автор: Михаил Щербаков. Рубрика: сварные швы
Какое-то время назад один из моих читателей попросил указать на его ошибки при выполнении сварочных швов, и прислал несколько их фотографий. Но я знаю, что сварочные швы у начинающих электросварщиков часто получаются с одинаковыми ошибками, поэтому, я решил написать об этом статью с подробным разбором этих сварочных швов.
 Тем не менее, я всё же побуду «следователем» и попробую определить, какие ошибки были допущены в процессе сварки. Читать полностью…
Тем не менее, я всё же побуду «следователем» и попробую определить, какие ошибки были допущены в процессе сварки. Читать полностью…16 Декабрь
Автор: Михаил Щербаков. Рубрика: сварные швы,сварочный ток
Как обещал, продолжаю отвечать на вопросы подписчиков. Как и прошлом аналогичном посте, орфографию и пунктуацию сохраняю авторскую.
Вопрос:
Можно ли дефекты шва исправлять путём повторного провара?
Ответ:
Да, можно и нужно!
Читать полностью…
05 Декабрь
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварные швы,сварочный ток,электроды
Подписчики часто задают мне такие вопросы, ответы на которые будет полезно узнать многим. Поэтому, в этом посте я отвечу на такие вопросы, а также потом я периодически буду делать такие посты с ответами. Орфографию и пунктуацию авторов буду сохранять.
Итак, поехали.
Читать полностью…
20 Ноябрь
Комментарии к записи Распространённые ошибки начинающего сварщика отключены
Автор: Михаил Щербаков. Рубрика: сварные швы,сварочный ток
Рубрика: сварные швы,сварочный ток
Как следует из названия статьи, в ней я расскажу про некоторые грубые ошибки сварщика, которые особенно часто допускают начинающие сварщики. Мне часто приходят письма от читателей, которые недоумевают, почему у них не получается сваривать тонкий металл 1-2 мм электродом 3-4 мм. Ну, давайте вспомним физику. Точнее, даже не вспомним, просто представим сварочный процесс.
Сварщик подносит электрод к детали, зажигает дугу, она греет металл и … сразу же получается дыра. Почему?
Читать полностью…
Как правильно варить вертикальный шов электросваркой или дуговым (электродуговым) инвертором для начинающих: как сваривать вертикалы сварочным электродом
06Дек
Содержание статьи:
- Особенности сваривания вертикала
- Общие определения и требования
- Виды соединений
- Положение в пространстве
- Как правильно варить вертикальный шов электросваркой
- Горизонтальное соединение
- Как правильно варить потолочный вертикал
- Управление положением проводника
- Параметры для вертикального сварочного шва
- Инструкция для начинающего сварщика
- Зачистка швов
- Дефекты
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и ручной электродуговой (дуговой) сваркой, какие проблемы встречаются в работе и как с ними справляться.
Особенности сваривания вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основные сложности:
- На расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
- Чтобы упростить переход электрода в кратер, специалисты рекомендуют делать швы короткой дугой.
- Для кристаллизации металла и создания нужного соединительного элемента важно своевременно отводить стержень и дать материалу остыть.
- Чтобы добиться лучшего результата, необходимо пользоваться точечной техникой, обеспечивающей низкое крепление комплектующих.
При учете всех пунктов, вы сможете создать качественные швы.
| Диаметр электрода (см) | Полярность | Тип тока | Сварочная дуга в вертикальное положении |
| 0,4 | обратная | постоянный | 110-140 |
| 0,3 | 85-100 | ||
| 0,25 | 65-80 |
Общие определения и требования
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложится аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения 2 частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.


Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы жестко фиксируются. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длится дольше. При увеличении ширины заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии. Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то рубец получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то рубец получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не нужна |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два откоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек.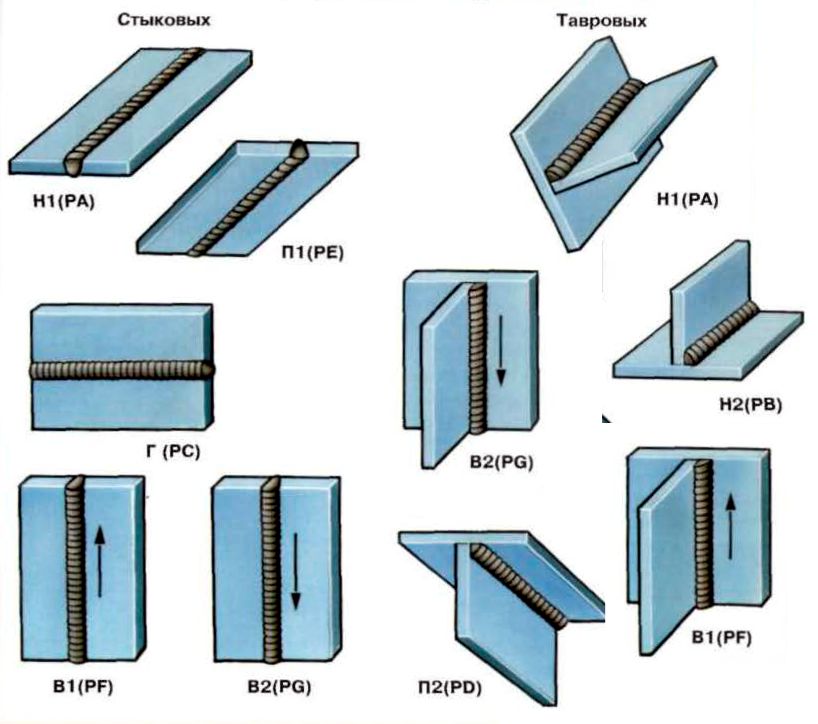 Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовке расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взят неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу. Избежать этого легко. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник необходимо постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Полуавтомат
Технология имеет несколько нюансов:
- Расплавленный материал должен быстро застывать, чтобы капли не стекали вниз. Это можно отрегулировать с помощью уменьшения размера сварочной дуги.
- Направление движения при работе — снизу-вверх. Только так удастся сварить ровный шов без подтеков. В обратном случае для качественного результата необходимо использовать короткую дугу, располагать электрод перпендикулярно плоскости, на которой вы работаете, а также соблюдать острый угол между материалом и механизмом.
Полуавтоматом можно варить в техниках треугольник, елочка и лестница.
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее направление – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
- Начинать работу лучше всего перпендикулярно поверхности, подвергающейся обработке.
- Чтобы уменьшить количество металла, который стекает при нагревании, можно увеличить показатель силы тока и ускорить перемещение электрода (в этом случае дуга, как и ширина шовного соединения, станет больше).
Перемещается несколькими способами:
- Используя колебательные движения перпендикулярно стыковой части.
- Применяя возвратно-поступательные колебания параллельно стыку.
- Прямым действием.

Но не всегда каждый из принципов может быть реализован. Бывают ситуации, когда нужно изменить не только силу нажатия или положение, но и направление. Ниже расскажем, что для этого требуется сделать.
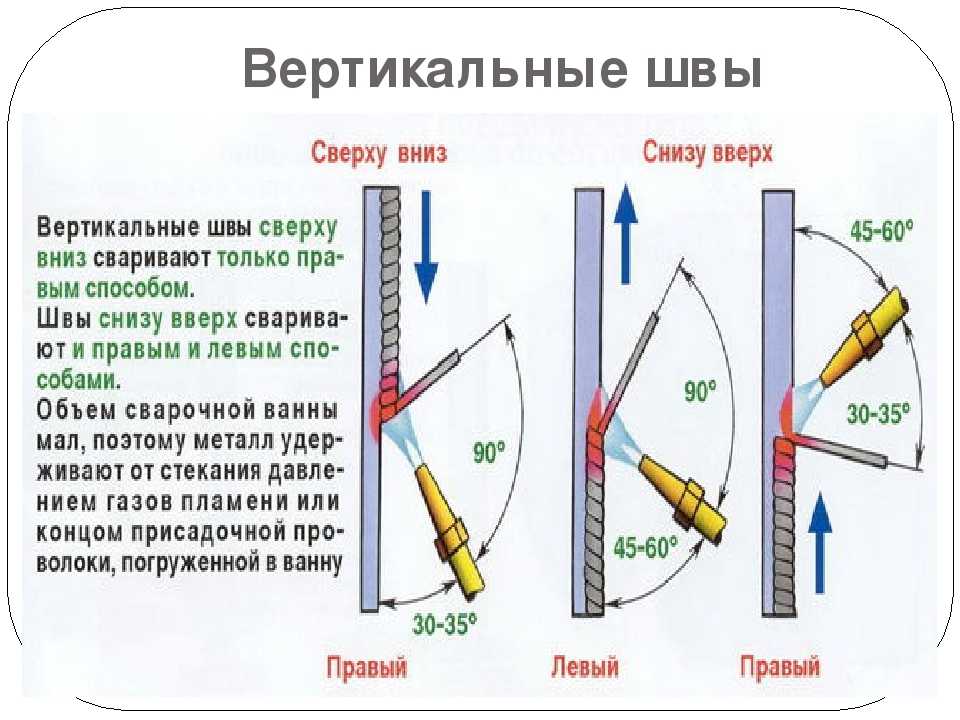
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом. Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод направляется вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой. Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо осуществлять поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75. Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Возвратно-поступательные движения (для рутиловых электродов)
Актуальны для сварки корневых проходов, тонких составных частей (до 0,5 см) и деталей из нержавеющей стали. Техника следующая:
- В первую очередь проваривается участок длиной 5-10 мм.
- Электрод возвращается на 1/3 проваренного шва.
- Нагревательный элемент перемещается по стыку еще на 10-15 мм. Пункты повторяются до завершения работы.
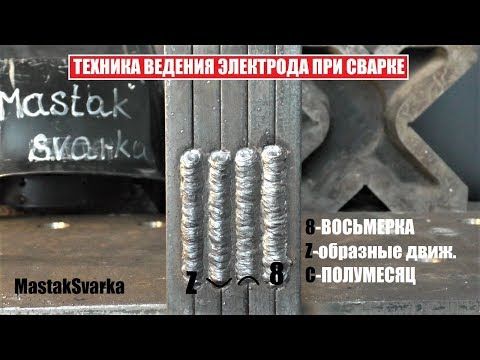
Елочка
Такой тип сварки швов реализуется следующим образом:
- В основании создается порожек, препятствующий вытеканию материала из полости.
- Электрод уводится до упора вверх и вправо до угла.
- Следом нагревательный элемент смещается в верхнюю часть и влево.
Последние 2 пункта повторяются до завершения работы. Чтобы шов получился качественным, важно соблюдать одну скорость, контролировать силу нажатия и не допускать стекания капель на проваренную часть.
Треугольник
Применяется для сварки деталей, имеющих большую толщину. В результате получается широкий шов. Технология:
- В первую очередь прогревается металлическая поверхность.
- В нижней части будущего шва создается порожек для задержки капающего металла.
- Процесс начинается с центра с небольшой задержкой — это необходимо для плавности перехода.
- Поочередно электрод перемещается от левой к правой кромке, задерживаясь на 0,5 секунд.
- Далее элемент возвращается в центральную часть и повторяет движения до завершения работы.
Полумесяц и Z-образные перемещения
Техника исполнения:
- Наплавляется порожек, удерживающий капли металла, внизу шва.
- Металлическая поверхность прогревается перед обработкой.
- Электрод передвигается от левого края к правому до конца работы.

Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства. Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу. Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.

Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
 Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу. Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для закрепления материала посмотрим видеоролик:
Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для закрепления материала посмотрим видеоролик:
Что такое шов в сварке?
При сварке очень важно знать все типы сварных швов. Один сварной шов, с которым я был совершенно незнаком, но понял, насколько он важен, — это шов.
Так что же такое сварной шов? Шовная сварка — это процесс сварки сопротивлением, при котором медные электроды соответствующей формы прикладывают давление для создания области высокого сопротивления между металлическими листами. Ток, проходящий через эту область, выделяет тепло из-за высокого электрического сопротивления. Сварной шов создается путем плавления.
Читайте дальше, чтобы узнать больше о шовной сварке и различных процессах, с помощью которых она может выполняться.
Для чего используется шовная сварка?
Шовная сварка является одним из наиболее широко используемых сварочных процессов. Узнайте об основах шовной сварки, ее применениях и методах получения высококачественных швов.
Качество готовых металлических изделий зависит от качества процесса сварки, используемого для соединения узла. Инженеры должны знать, какие методы сварки подходят для различных ситуаций, а также методы сварки, которые дадут наилучшие результаты.
Сварщики и инженеры могут выбирать из двух разных стилей сварки. Этими методами являются стежковая сварка и шовная сварка. Основное различие между ними заключается в том, что шовная сварка является прерывистой, а шовная – непрерывной.
Оба метода основаны на подводе тепла для расплавления и плавления металла для соединения металлических деталей. Это может привести к изменению свойств металла, в частности, в околошовной зоне.
Следует иметь в виду, что методы шовной сварки и шовной сварки имеют разные свойства.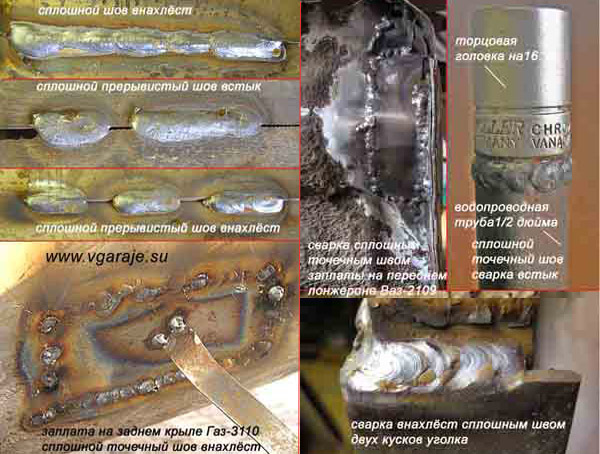 Следовательно, они используются для разных целей. Правильный выбор сварки может быть разницей между надежным сварным швом и слабым.
Следовательно, они используются для разных целей. Правильный выбор сварки может быть разницей между надежным сварным швом и слабым.
Конструктор должен определить, следует ли использовать шовную или стежковую сварку. Необходимо учитывать различные факторы, такие как требуемая прочность соединения, применение готового изделия, а также другие конструктивные факторы.
Таким образом, на производственном чертеже будет указан метод сварки, который должен быть реализован, а также перечислены другие инструкции. Это дает сварщику много полезной информации, например, о том, следует ли использовать шовную или стежковую сварку.
Что такое шовная сварка и ее виды?
При шовной сварке сплошной шов создается вдоль сварного соединения. Эту процедуру можно выполнять как для плоских, так и для угловых швов.
Сварка швов почти всегда выполняется при соединении труб и труб. Шовные сварные швы более долговечны и прочны, чем шовные швы, поскольку они охватывают всю длину сварного соединения.
Равномерно сваренная область создается шовной сваркой, так как поверхности соединяются сваркой. На самом деле, во многих случаях сварной шов, выполненный контактной сваркой, может быть прочнее, чем соединяемый основной металл.
Благодаря этим неоспоримым преимуществам шовная сварка является предпочтительным выбором для операций сварки, где прочность готового сварного соединения является первостепенным фактором. Однако шовная сварка может сэкономить время и деньги при сварке, где требования к прочности могут быть снижены. Он также лучше подходит для более тонких профилей, так как вызывает меньшую деформацию в результате меньшего подвода тепла.
Шовная сварка также известна как контактная сварка. В этой процедуре сварки вместо сварочного электрода используется ролик.
Шовную сварку можно разделить на 2 типа сварочных процессов: шовная сварка трением и шовная сварка сопротивлением. Имейте в виду, что оба метода сварки могут использоваться для соединения разнородных металлов в дополнение к аналогичным металлам.
Сварка контактным швом
Сварка контактным швом имеет некоторое сходство с точечной сваркой. Ключевым отличием является то, что при контактной шовной сварке сварочные электроды состоят из колес с приводом от двигателя, тогда как при контактной точечной сварке используются стационарные стержни.
Из-за используемой технологии сварки контактная шовная сварка является идеальным методом соединения металлических листов. Таким образом, он является основным в производстве изделий из листового металла.
Вот как это делается. При контактной шовной сварке свариваемые кромки плотно удерживаются сильным механическим усилием, пока через эту область проходит ток. Конфигурация внахлест выполняется между контурными медными электродами. Поскольку используется сварка сопротивлением, сплавление происходит там, где листы удерживаются вместе под действием большой силы, поскольку это область наибольшего электрического сопротивления.
Колеса электродов в форме дисков выделяют тепло в результате прохождения тока через точку контакта. Так как это место наибольшего электрического сопротивления, тепловыделение здесь максимальное. Металлические листы подаются между этими электродными колесами. Таким образом, получается сплошной контактный сварной шов. Это также известно как негерметичный сварной шов.
Так как это место наибольшего электрического сопротивления, тепловыделение здесь максимальное. Металлические листы подаются между этими электродными колесами. Таким образом, получается сплошной контактный сварной шов. Это также известно как негерметичный сварной шов.
Проволока медная плавящаяся
Сварка сопротивлением также осуществляется с помощью плавящейся проволоки. Этот альтернативный метод имеет определенное сходство с обычной шовной сваркой. Ключевое отличие состоит в том, что в электродном колесе имеется канавка, так что между соединяемым основным металлом и электродным колесом можно вставить расходуемую медную проволоку. Катушка подает медную проволоку, которая в конечном итоге сбрасывается в виде металлолома. В результате такого расположения для сварки доступна чистая поверхность.
Этот метод сварки подходит для сплавления нержавеющей стали и металлов с покрытием. Этот процесс способен давать стабильные результаты, а также позволяет достигать высоких скоростей сварки, превышающих 70 метров в минуту.
Расходуемый провод определенно увеличивает стоимость. Однако эти дополнительные расходы компенсируются стоимостью медного лома, а также высоким качеством сварки. У шовной сварки есть и другие преимущества, такие как отсутствие сварочного дыма и стабильное качество благодаря автоматизации. Помимо стабильного качества, производительность также высока благодаря сварке швов.
Что такое шовная сварка и чем она отличается?
Стыковая сварка легко распознается, поскольку она не является непрерывной. Скорее, он прерывистый. Это отличает ее от шовной сварки, которая является непрерывной. Он включает в себя повторение одного и того же набора процедур по всей длине сварочного зазора. Сварщик должен инициировать сварку, продолжать сварку на определенном расстоянии вдоль сварного шва, а затем сделать паузу.
Затем он должен повторить эту процедуру на небольшом расстоянии от точки, где заканчивался предыдущий сварной шов. Сварщик будет повторять этот процесс до тех пор, пока не будет достигнута конечная точка сварочного зазора.
Стыковая сварка подходит как для плоских швов, так и для угловых швов.
Сварка стежком используется в ситуациях, когда необходимо ограничить подвод тепла, чтобы уменьшить искажение формы в результате сильного нагрева. Большое количество тепла может привести к деформации материала, что приведет к искажению размеров.
Помимо нежелательных изменений размеров, высокие уровни подвода тепла могут также изменить механические и химические свойства свариваемого основного материала.
Термические эффекты сварки являются одной из самых больших проблем, с которыми приходится сталкиваться сварщикам. Поскольку соединяемые компоненты нагреваются при сварке, детали могут расширяться. Однако при соединении деталей в результате сплавления они начнут сжиматься из-за охлаждения. Это сужение при охлаждении может привести к высокому уровню напряжения в сварном соединении и даже вызвать растрескивание. Это серьезный дефект сварки, который со временем может превратиться в трещину.
Подвод тепла также создает зону термического влияния, где металлургические свойства основного металла будут отличаться от остального материала. Это может привести к ряду неблагоприятных изменений свойств материала, которые могут ухудшить качество соединения.
Например, в алюминии тепло сварки может аннулировать отпуск, так что материал возвращается к своим первоначальным свойствам. Аналогично, при сварке стали существует опасность образования хрупкой околошовной зоны, которая более подвержена растрескиванию, чем остальной основной металл.
Большое тепловложение является серьезной проблемой для тонких металлических листов и деталей. При избыточном нагреве существует опасность прожога, т. е. образуется отверстие там, где основной металл прогорел или расплавился под действием высокого уровня нагрева.
Сварка стыковым швом является практичным способом смягчения этих нежелательных эффектов высокой температуры. У этой техники есть и другие преимущества. Шовная сварка означает, что расходуется меньше присадочного материала. Это приводит к экономии и снижению затрат.
Это приводит к экономии и снижению затрат.
Операция выполняется за меньшее время, так как требуется меньше сварки по сравнению со сваркой непрерывным швом. Это сокращение времени сварки повысило производительность и ускорило процедуру сварки.
Однако есть и существенные недостатки, на которые следует обратить внимание. Поскольку общая длина сварного шва короче, прочность сварного соединения значительно ниже. Это существенный недостаток, особенно в отношении критических применений, где прочность сварного шва имеет первостепенное значение.
Еще одним большим недостатком является то, что несваренные детали могут превратиться в щели, через которые может попасть грязь и другие посторонние материалы. В результате нежелательный материал будет скапливаться в сварном шве, что также может привести к коррозии.
Все, что вам нужно знать
5 июля 2022 г.
Когда вы занимаетесь сваркой, вы должны знать, какие существуют типы сварных швов. Шовная сварка — это один из тех типов сварки, с которыми люди не слишком хорошо знакомы.
Шовная сварка — это один из тех типов сварки, с которыми люди не слишком хорошо знакомы.
В этой статье вы не только познакомитесь со шовной сваркой, но и узнаете все, что нужно знать о процессе шовной сварки, приемах и видах сварки.
Перед этим давайте кратко ознакомимся с тем, что такое шовная сварка.
Что такое сварной шов?Шовная сварка представляет собой процесс контактной сварки, при котором два или более перекрывающихся металлических листа постепенно соединяются путем локального плавления. Этот сплав осуществляется вдоль сустава благодаря работе двух циркулирующих электродов.
Медные электроды прикладывают давление к намеченной точке контакта между двумя металлическими листами для получения идеальных швов. Это создаст относительно высокое сопротивление протеканию электрического тока между обоими листами, выделяя тепло. В результате выделяемого тепла происходит сплавление и создается шов сварного шва.
Сварные швы производятся вращательным движением двух электродов вместо обычных электродов с наконечниками.
Анатомия шовной сваркиШовная сварка представляет собой сплавление одинаковых или разнородных металлических листов по шву. Этому способствует применение нагревательного тепла от сопротивления электрического тока. Этот популярный тип контактной сварки прост в эксплуатации и дает несколько случаев перекрытия.
Процесс контактной шовной сварки в первую очередь приводит к образованию двух различных типов сварных швов вблизи кромки (шва) двух перекрывающихся металлических листов; прерывистый/стежковый шов и непрерывный шов (об обоих типах вы узнаете позже в этой статье).
При этом способе сварки роликовые электроды направляются к соединяемым листам металла. Обе заготовки помещаются под давление, и через них пропускают электрический ток. Как объяснялось ранее, этот процесс будет выделять тепло, расплавляя оба металлических листа. Это иногда называют «точечной сваркой», потому что все действия происходят в одном месте.
Это иногда называют «точечной сваркой», потому что все действия происходят в одном месте.
Перед тем, как приступить к сварке швов для вашей компании или проектов «сделай сам», вот список мер предосторожности, которые необходимо принять:
Как и в любом другом процессе, в котором используется электрический ток, вы должны быть особенно осторожны с величиной тока, который вы подаете на свои заготовки.
Когда подаваемый ток слишком высок, точка контакта между металлическим листом и электродом становится слишком горячей и опасной.
Промывка места сварки водой может помочь уменьшить выделение слишком большого количества тепла. Это также помогает поддерживать охлаждение роликов во время сварки.
Всегда следите за скоростью сварки.
Шовная сварка выполняется с использованием различных технологий. В этом разделе вы узнаете о трех важных способах выполнения этого типа сварки.
В этом разделе вы узнаете о трех важных способах выполнения этого типа сварки.
Чтобы вы быстро поняли концепцию каждой техники, давайте рассмотрим их по отдельности, а не вместе.
Три метода сварки:
Сварка контактным швомСварка контактным швом является наиболее распространенным методом шовной сварки, который является разновидностью контактной точечной сварки. Основное различие в электрическом сопротивлении заключается в том, что электроды приводятся в действие двигателем по сравнению со стационарным стержнем при контактной точечной сварке.
Этот метод сварки подходит для изготовления металлов, так как он позволяет свободно протекать электрическому току через металлические листы для сращивания, пока они удерживаются на месте механическим усилием. Как и при других видах сварки, контактная шовная сварка приводит к сплавлению в точке контакта обоих металлических листов.
Это происходит потому, что точка контакта представляет собой место с самым высоким сопротивлением электрическому потоку, выделяющее больше тепла, чем другие металлические детали. Тепло, выделяемое электродами с электроприводом, создает непрерывный сварной шов, поскольку металлические листы помещаются между ними. Это приводит к негерметичному сварному шву или сварному шву сопротивления качению.
Тепло, выделяемое электродами с электроприводом, создает непрерывный сварной шов, поскольку металлические листы помещаются между ними. Это приводит к негерметичному сварному шву или сварному шву сопротивления качению.
Существует два основных типа контактной шовной сварки. В одном процессе может использоваться прерывистое движение, когда скорость ролика заранее не определена, в то время как в другом способе может использоваться непрерывное движение, когда скорость электродного ролика задается заранее до подачи тока.
Изображение машины для шовной сварки от Spot Weld, Inc.
Оба типа шовной сварки сопротивлением имеют свое значение и индивидуальный вклад в ваш проект. Ниже приводится исчерпывающее объяснение отличительных особенностей как прерывистой, так и непрерывной шовной сварки сопротивлением.
Сварка с прерывистым швом При сварке с прерывистым или прерывистым швом сварной шов создается в стратегических точках, а не продолжается по прямой линии. Эта шовная сварка сопротивлением лучше всего подходит для соединения толстых металлов, когда непрерывный шов не применяется.
Эта шовная сварка сопротивлением лучше всего подходит для соединения толстых металлов, когда непрерывный шов не применяется.
Эта шовная сварка является практичным способом уменьшить ненужное воздействие сильного тепла. Кроме того, прерывистая шовная сварка дает вам преимущество в меньшем расходе присадочного материала, что снижает затраты.
Преимущества процесса прерывистой шовной сварки
- Этот процесс занимает меньше времени, поскольку требует меньше усилий, чем непрерывная шовная сварка.
- Повышение производительности и ускорение сварки благодаря сокращению времени сварки.
С другой стороны, сварка прерывистым швом имеет некоторые недостатки, на которые стоит обратить внимание. Из-за короткого общего времени сварки прочность точки сварки относительно низкая. Это может стать серьезным препятствием при работе с проектами, в которых прочность сварного шва важнее времени завершения.
Непрерывная шовная сварка Непрерывная шовная сварка полностью противоположна прерывистой шовной сварке. Для достижения этого требуется больше времени, и сварные швы идут по прямой без разрывов. Две вещи характеризуют этот тип контактной шовной сварки; во-первых, бесперебойная подача электрического тока, протекающего через электроды к соединяемым металлам. Во-вторых, заранее задана скорость прокатки электродов.
Для достижения этого требуется больше времени, и сварные швы идут по прямой без разрывов. Две вещи характеризуют этот тип контактной шовной сварки; во-первых, бесперебойная подача электрического тока, протекающего через электроды к соединяемым металлам. Во-вторых, заранее задана скорость прокатки электродов.
Вы можете создать непрерывный сварной шов, при котором заготовки находятся под постоянным давлением для получения однородного сварного шва внахлест.
Сварка контактным швом с плавящейся проволокой
Сварка контактным швом с плавящейся проволокой представляет собой метод, альтернативный традиционной контактной шовной сварке, за исключением ролика с катящимся электродом, который имеет канавки для введения профилированной медной проволоки между заготовками и диском. .
Медная проволока пропускается вокруг колеса во время сварки непосредственно перед его выгрузкой в контейнер для металлолома. Это необходимо для обеспечения чистой поверхности при работе над вашими проектами. Сварка швов сопротивлением плавящейся проволоки идеально подходит для сварки нержавеющей стали и стали с покрытием в очень надежном процессе.
Сварка швов сопротивлением плавящейся проволоки идеально подходит для сварки нержавеющей стали и стали с покрытием в очень надежном процессе.
С помощью этого метода сварки вы можете достичь скорости сварки более 70 метров в минуту. Хотя расходуемая проволока вносит свой вклад в общую стоимость этого типа сварки, медный лом, который вы получаете, дает компенсирующий эквивалент.
- Сварка швом трением
При сварке швом трением при соединении металлов в качестве источника тепла для создания шва используется трение, а не электроды. Заготовки соединяются без плавления (в их твердой фазе), как и при другом процессе сварки, включающем трение. Это подразумевает отсутствие взаимной диффузии между подложкой и расходуемым стержнем — буквально не происходит слияния.
Сварка трением лучше всего подходит для соединения металлов, которые, естественно, трудно свариваются обычными методами дуговой сварки. Тепло при шовной сварке трением создается плавящимся стержнем, который вдавливается в осевом направлении в U- или V-образный паз. Соединяемые детали перемещают под расходуемый брусок, оставляя налет в канавке.
Соединяемые детали перемещают под расходуемый брусок, оставляя налет в канавке.
При шовной сварке основным параметром является сварочный ток. Количество электрического тока, пропускаемого через прокатные электроды к границе раздела между заготовками, определяет количество выделяемого тепла.
Ниже приведены полезные процедуры сварки швов:
- Убедитесь, что соединяемые материалы хорошо очищены, идеально расположены внахлест и помещены между электродами, чтобы скрепить детали.
- Включите подачу охлаждающей жидкости. Иногда электроды охлаждают, распыляя на них воду или пропуская охлажденную жидкость в электроды.
- Включите подачу тока. Первый импульс электрического тока приводит электроды во вращательное движение, перемещая заготовки вперед.
- Быстрое включение и выключение источника тока создает перекрывающиеся самородки, известные как стежковая сварка.
- Точечная сварка называется точечной, если каждая точечная сварка выполняется в результате временного прерывания сварочного тока.

Шовная сварка является популярным методом соединения металлических листов в непрерывный шов. Шовная сварка используется практически на нержавеющей стали, алюминии, вольфраме и титане в качестве предпочтительного процесса сварки для сварщиков. В большинстве случаев шовная сварка помогает изготавливать автомобильные глушители и металлические контейнеры.
Небольшие экземпляры с перекрытиемСварка швов — ваш лучший выбор, если вы когда-либо беспокоитесь о перекрытии сварных швов. Он оставляет меньше случаев перекрытия, чем точечная и рельефная сварка. Нахлест шва при шовной сварке редко превышает 10 мм.
Это просто Сварка швов проста в эксплуатации и требует лишь базовых навыков работы. Благодаря простоте шовной сварки сварщики могут добиться высокой производительности. Помимо соединения одинаковых и разнородных металлов, шовная сварка надежна и не вызывает особых проблем.
При сварке швов происходит меньшая тепловая деформация, поскольку тепло направляется в маленькое пятно. Ток также включается с интервалами, чтобы свести к минимуму потери. Электроды также могут иметь увеличенный срок службы из-за использования низкого тока по сравнению с точечной сваркой.
Лучше всего подходит для герметичных контейнеров для газа и жидкостиСварка швов лучше всего подходит для соединений газов и жидкостей. С помощью этого процесса сварки производятся радиаторы, жестяные банки и стальные бочки, поскольку они могут создавать как воздухонепроницаемые, так и водонепроницаемые уплотнения. Это также лучший способ сварки для изготовления металлических сварных швов, требующих защиты от утечки воздуха или воды.
Процесс быстрой сварки Сварка швов — это процесс, который нужно использовать, если вам нужен быстрый подход к сварке. Поскольку весь процесс полностью автоматизирован, шовная сварка выполняется быстрее, чем рельефная и точечная сварка. Перемещение, загрузка и выгрузка компонентов выполняются автоматически, что делает весь процесс очень быстрым и простым. Вы также можете установить скорость сварки для повышения производительности.
В процессе шовной сварки не происходит газообразования или выделения дыма. Это связано с тем, что материал наполнителя может вызывать загрязнение, когда он не используется.
Прочные и прозрачные сварные швыСварка контактным швом обеспечивает прочные сварные швы с первоклассной надежностью. Кроме того, швы имеют лучший внешний вид за счет отсутствия вмятин. Соединения формируются под давлением и нагреванием, чтобы получить прочный сварной шов.
Инструменты, изготовленные методом шовной сварки, всегда обладают лучшими механическими свойствами.
Применение шовной сварки Помимо изготовления емкостей для жидкости и воздуха, контактная шовная сварка имеет несколько других применений, особенно в автомобильной промышленности.
Во-первых, шовная сварка используется для изготовления автомобильных топливных баков. Производители автомобилей также используют шовную сварку для производства шасси спортивных автомобилей. Поскольку сварные швы прочные, они делают шасси гоночных автомобилей прочными и безопасными.
Сварка контактным швом также используется при изготовлении теплообменников. Многие теплообменники, изготовленные с применением шовной сварки, имеют превосходное качество. Они обеспечивают высокую коррозионную стойкость, а также являются экономичным способом изготовления.
Шовная сварка также может широко применяться в следующем отношении:
- Помогает делать соединения внахлестку.
- Сварка швов используется при производстве нескольких масляных выключателей, герметичных баков, баков самолетов и трансформаторов.
- Пригодится для сварки деталей сосудов, которые должны быть водонепроницаемыми и воздухонепроницаемыми
- Отлично сваривает трубы и трубы
В компании, в которой я работаю, есть сварщик швов, но я им не занимаюсь.