Самый простой сварочный инвертор своими руками: схема, устройство
Инвертор является достаточно сложным инструментом для сварки, который заслужил в последнее время огромную популярность. Отличные рабочие характеристики обусловлены большим количеством технических узлов, в общей массе составляющей одно устройство. Чтобы добиться высокого качества получаемого шва, надежности работы и хороших технических характеристик мировые производители стараются внедрять новые разработки и делать мощную, но при этом экономичную технику. Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.
Простой сварочный инвертор своими руками
Естественно, что здесь не стоит ожидать высоких современных характеристик от таких устройств. Но вполне возможно создать все самостоятельно, так как все комплектующие для этого находятся в свободном доступе и при наличии полного комплекта и подходящей схемы можно создать недорогую компактную модель. Здесь нужно осуществить правильный подбор, исходя из расчетов мощности и других параметров.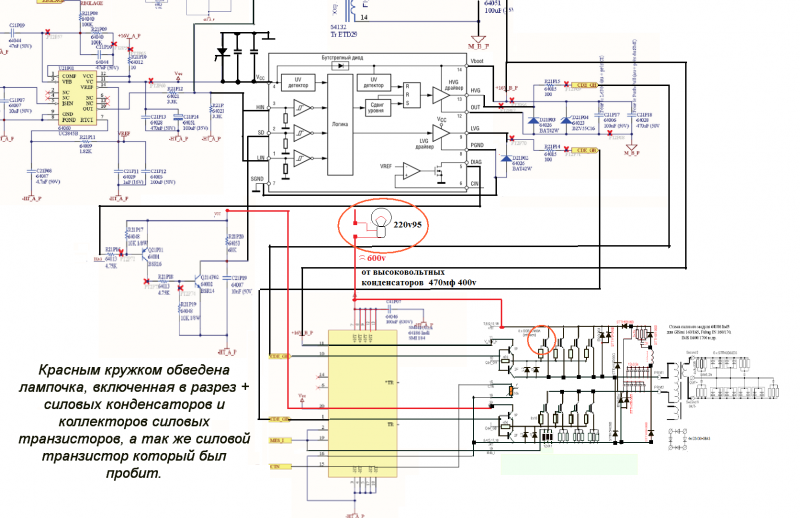 Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Преимущества
- Простой сварочный инвертор своими руками обходится значительно дешевле, чем готовые модели сварочных аппаратов;
- При самостоятельной сборке намного легче ремонтировать технику, если с ней случатся какие-либо неполадки;
- Можно самостоятельно регулировать комплектацию, исходя из предпочтений, технических требований и бюджета.
Недостатки
- Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники;
- На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно;
- Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва;
- Техника обладает узким диапазоном регулировки сварочного тока и прочих параметров;
- Как правило, в них присутствуют проблемы с системой охлаждения;
- Корпус создается не столь безопасно, как в заводских моделях, так что использование подобных устройств может оказаться опасным для жизни.

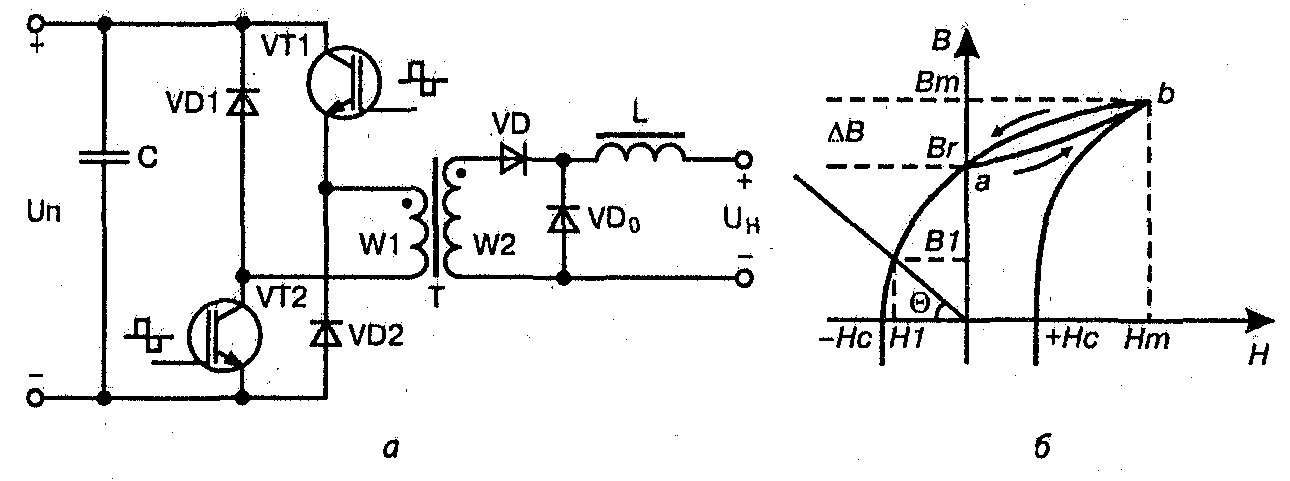
Устройство и схема простого инвертора
Схема простого сварочного инвертора помогает определиться, что именно должно входить в состав устройства. Естественно, что это является не единственным вариантом и возможны замены. Некоторые предпочитают создавать более сложные варианты, основываясь на схемах готовых заводских моделей, таких как сварочный инвертор Сварог Pro Arc 180 или Ресанта 250, внося свои изменения. Здесь представлена наиболее простая для самостоятельного воплощения схема.
Схема простого инвертора
Методика расчета
Перед тем как начать делать самый простой инвертор сварочный, нужно рассчитать его мощность. Это делается путем умножения силы тока , которой должно обладать устройство, на напряжение, при котором будет гореть дуга. К примеру, для тока в 160 А, который будет возможен на напряжении дуги в 24 В, мощность должна быть 3840 Вт.
Даже простой сварочный инвертор на одном транзисторе может иметь коэффициент полезного действия в 85%.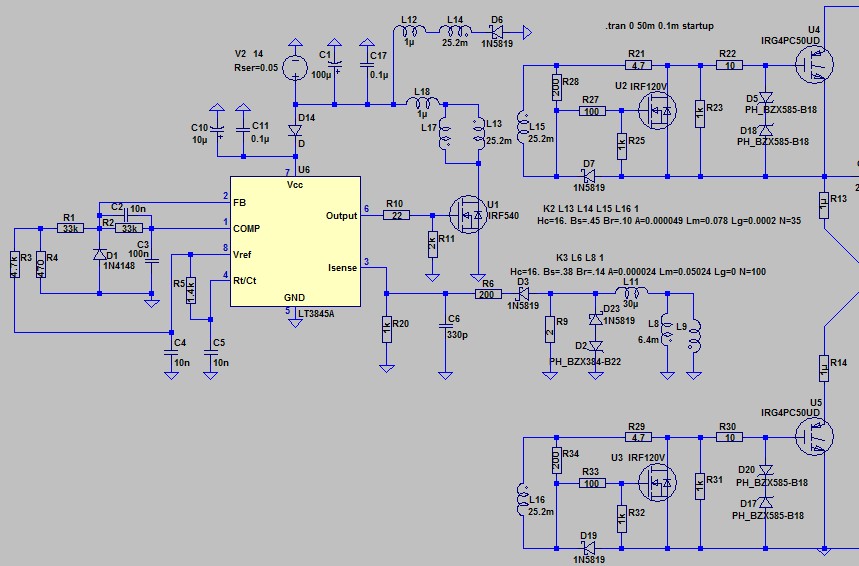 Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Исходя из этой величины, можно определить силу тока, коммутируемую транзисторами во время работы. Чтобы это осуществить, следует найти разделить мощность на напряжение в сети. 4517/220 = 20 А.
Чтобы при 20 А можно было поддерживать напряжение в 220 В, в схеме должен присутствовать фильтр емкостью 100 мкФ. Если через транзисторы проходит большой ток, то он начинает нагревать их. Как правило, скорость отвода тепла при помощи радиаторов является недостаточной, а перегревание приведет к разрушению техники. Чтобы избежать подобных неприятностей, транзисторы стоит подбирать с запасом, чтобы их рабочий ток при 1000 градусов Цельсия составлял, как минимум, 20 А.
Простой в повторении и изготовлении сварочный аппарат должен иметь напряжение на транзисторах не более, чем напряжение в источнике питания. Очень важным параметром является частота транзисторов. Для представленных выше параметров подходят изделия с частотой в 100 кГц. Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Чтобы транзистор нормально работал, между его открытием и закрытием должна выдерживаться пауза. Время паузы должно быть около 1,2 мс. Исключением можно считать только транзисторы Mosfet, пауза в которых допускается в 0,5 мс.
Необходимые инструменты и материалы
Для того, чтобы создать простой сварочный инвертор на одном транзисторе, следует иметь следующий набор инструментов:
- Набор отверток;
- Вольтметр;
- Мультиметр;
- Паяльник;
- Осциллограф.
Это основные инструменты, при помощи которых происходит сборка, контроль и измерения. Помимо этого следует иметь еще материалы, которые нужны будут для создания самого аппарата. Для этого понадобятся:
- Резисторы с различным уровнем сопротивления;
- Катушка индуктивности;
- Конденсаторы;
- Оптопара;
- Стабилитрон;
- Выпрямительные диоды;
- Диоды Шоттке;
- Трансформатор с двумя обмотками;
- Реле;
- Подстроечные резисторы;
- Диодный мост;
- Защитные диод;
- Линейный регулятор;
- Вентилятор системы охлаждения;
- Преобразователь переменного тока в постоянный.
Технология изготовления и рекомендации по настройке
Следует подать ток на схему, чтобы проверить, как срабатывает реле замыкания резистора. Далее идет проверка платы ШИМ, есть ли в ней прямоугольные импульсы, которые могут появляться после того, как сработает реле. Если импульсы имеются, то их ширина, в соотношении с нулевой паузой должна составлять 44%.
Нужно убедиться, что напряжение на транзисторах не превышает допустимое, иначе все это может привести к поломке. Затем питание подается на диодный мост, чтобы проверить правильность его изготовления и работоспособности.
Проверка напряжения на транзисторе
Во время настройке нужно убедиться в правильности намотки трансформатора, а также в его корректном подключении и возможности управлять им. Это один из основных элементов, задающих регулировку параметров, но в то же время самый сложный по исполнению за счет наличия обмотки.
Намотанный вручную трансформатор в 100 витков
Техника безопасности
Все процедуры должны производиться только при отключенном электропитании. Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Сварочный на одном транзисторе. Как сделать сварочный аппарат инвертор своими руками?
Доброго времени суток господа радиолюбители. Каждый радиолюбитель и не только в своей практике сталкивается с проблемой соединения метала, причём такой толщины, что паяльник уже ни к чему. Вот и у меня была такая проблема, так что поведаю вам о том, как собирал сварочный инвертор. Но сразу предупреждаю, устройство не из лёгких. Если вы никогда не работали с преобразователями – не стоит браться за такую сложную схему.Схема инвертора для сварочных работ
Уже давно начал заниматься силовой электроникой, начиная от автомобильных инверторов и заканчивая сварочными апаратами на 160 ампер! Так, как сам студент и денег не так уж много то выбрал схему с хорошей повторяемостью и немногим числом деталей!
Силовые конденсаторы взял на роботе, там же взял пару вентиляторов от кулеров, они хорошо подходят так как скоростные и обеспечивают хороший поток воздуха, один вентилятор взял большой, но не такой скоростной, он стоит на выдуве тёплого воздуха.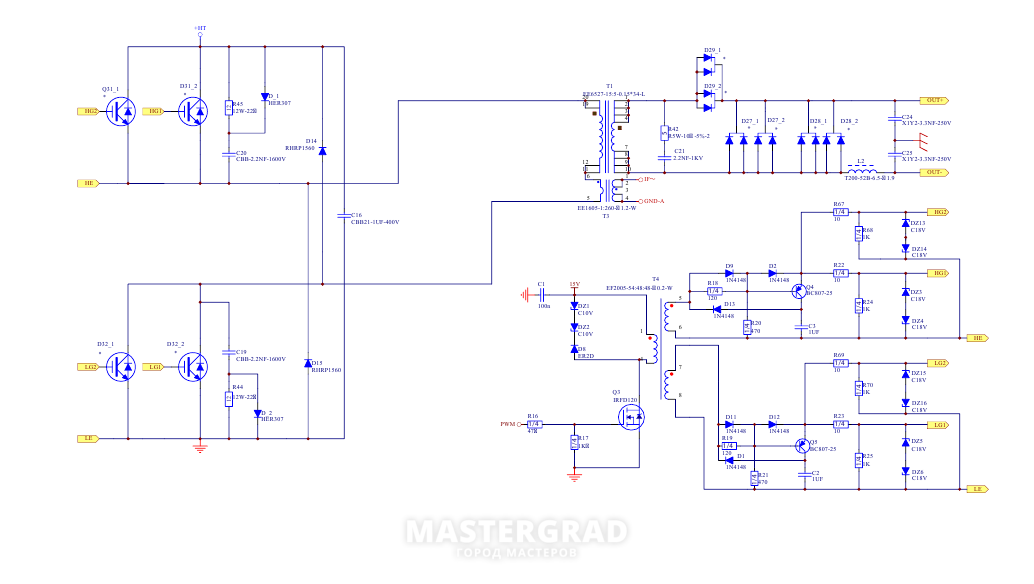
Микросхема задающего генератора UC3842, также можна использовать UC3843…UC3845, для розкачки силового транзистора использовал комплементарную пару КТ972-КТ973, силовой ключик irg4pf50w один спалил, но ничего, на радиорынке их много:)
Силовые дорожки усилил медной проволокой. Процес намотки трансформатора не сфотографировал, скажу лиш что первичка – 32 витка проводом 1.5 мм, вторичка – петля от кинескопа, как раз хорошо подошла! О трансформаторах на ферритовых кольцах .
Апаратик получится небольшой, в общем как раз то, что нужно для дачных работ. Результатом весьма доволен. С уважением, Колонщик.
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих.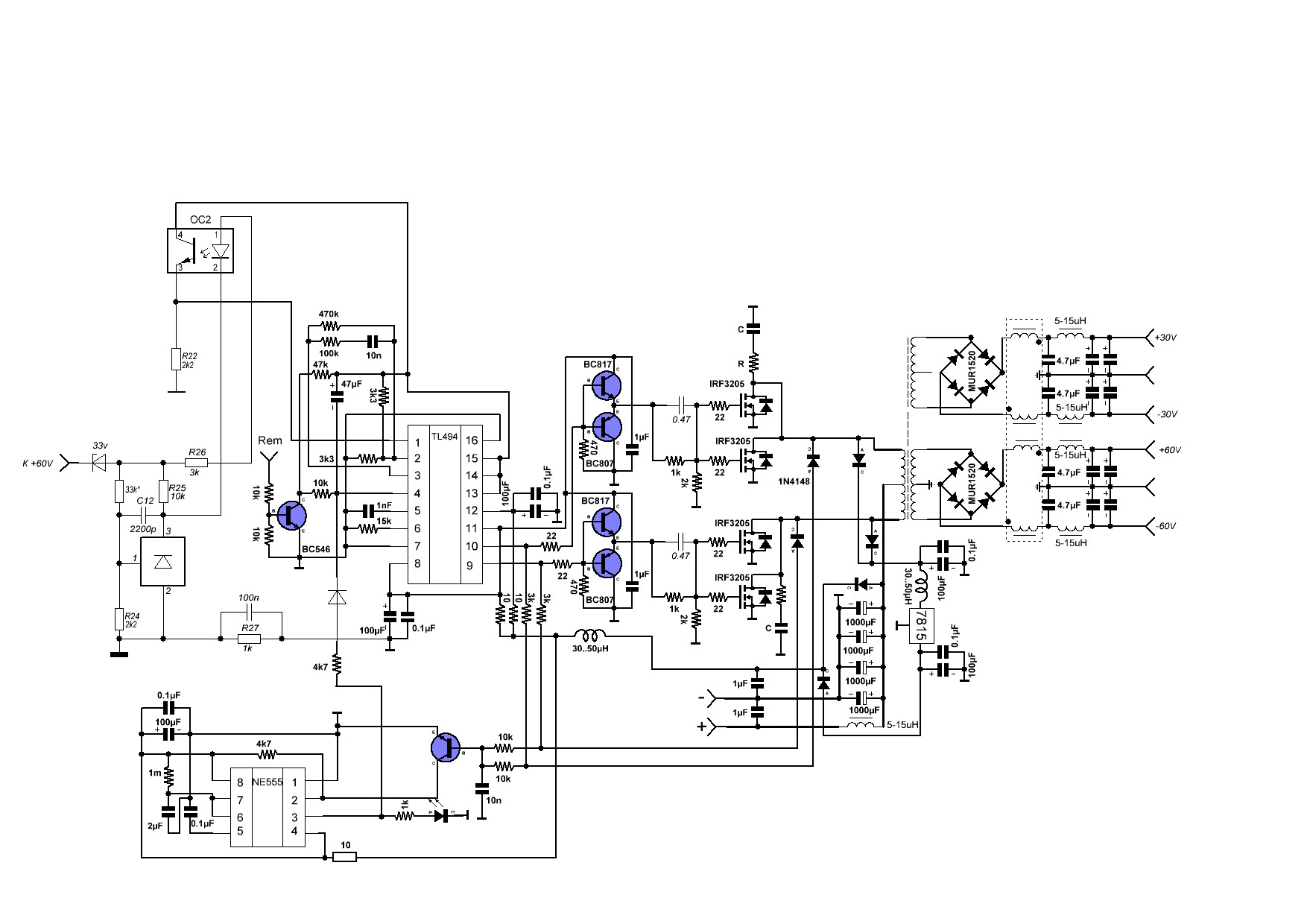 После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.
Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность.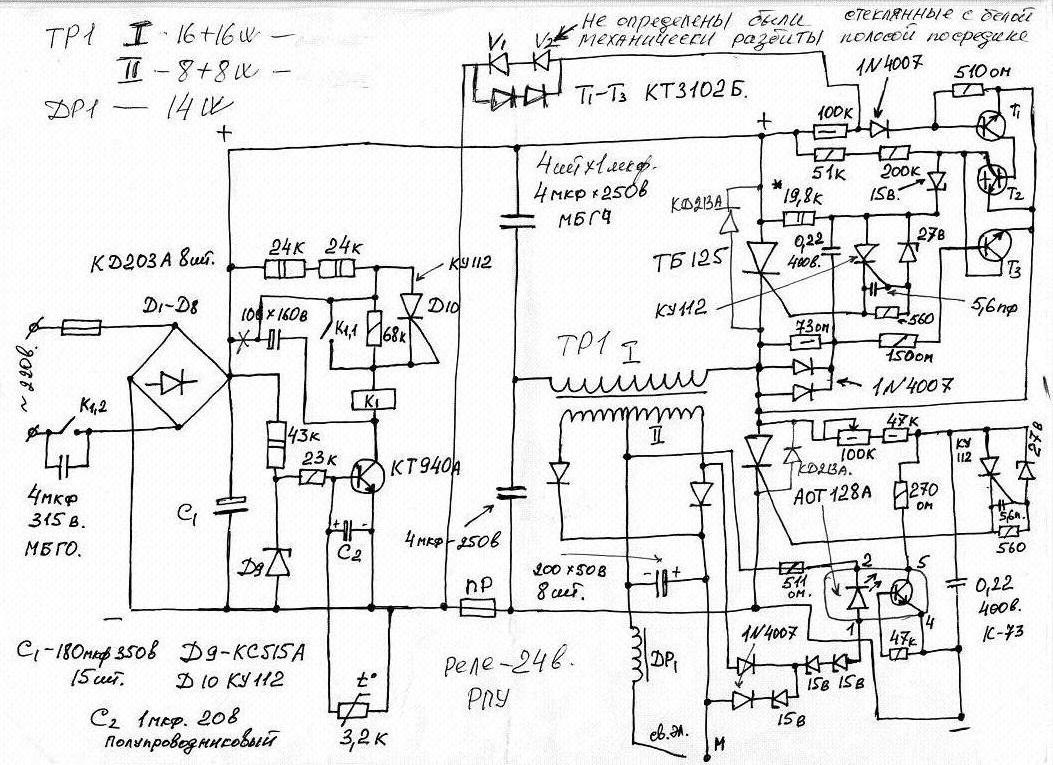 В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.
Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц.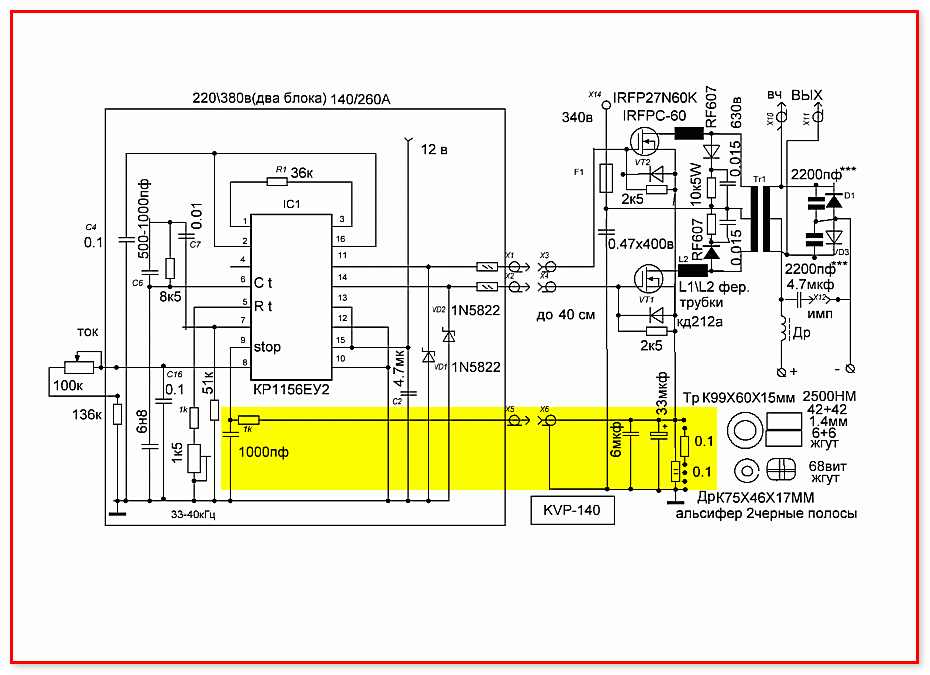 Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Преимущества и недостатки
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.
Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
 Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
Электросхема сварочного инвертора
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
- Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
Обслуживание и ремонт
Для сборки, обслуживания и необходимо иметь достаточный уровень электротехнических знаний.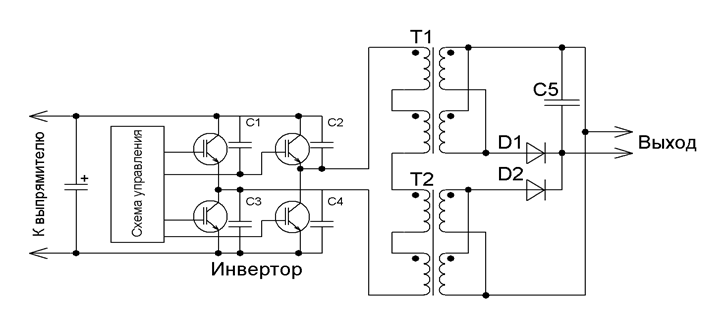 При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
- Чистка аппарата от пыли – производится пылесосом при открытом корпусе. Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
- Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.
- Ремонт коммутирующих частей на сварочных кабелях.
Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
- Следует помнить, что силовые конденсаторы и транзисторы в схеме инвертора, требуют дополнительных мер безопасности, в частности, обязательного наличия токоограничивающего резистора. Подача тока без него может привести к взрыву.
- Не следует удлинять сварочные кабели, их длина не может превышать 2,5 метра.
Сварочные аппараты прочно вошли в обиход домашних мастеров. Традиционные трансформаторы недорого стоят, легко ремонтируются, и такую конструкцию можно изготовить собственноручно.
Однако у них есть недостаток – для сварки металла толще автомобильного кузова, требуются высокие токи. Это дает нагрузку со стороны первичной обмотки 220 вольт, порядка 3-5 Вт.
Заварить трубу в квартире не удастся, по техническим условиям, ввод счетчика ограничен мощностью 3,5-5 Вт. Да и в частном доме гарантирован просад электроэнергии.
Для работы в бытовых условиях лучше пользоваться сварочным инвертором. Этот прибор имеет меньшую мощность, компактные габариты и небольшую массу.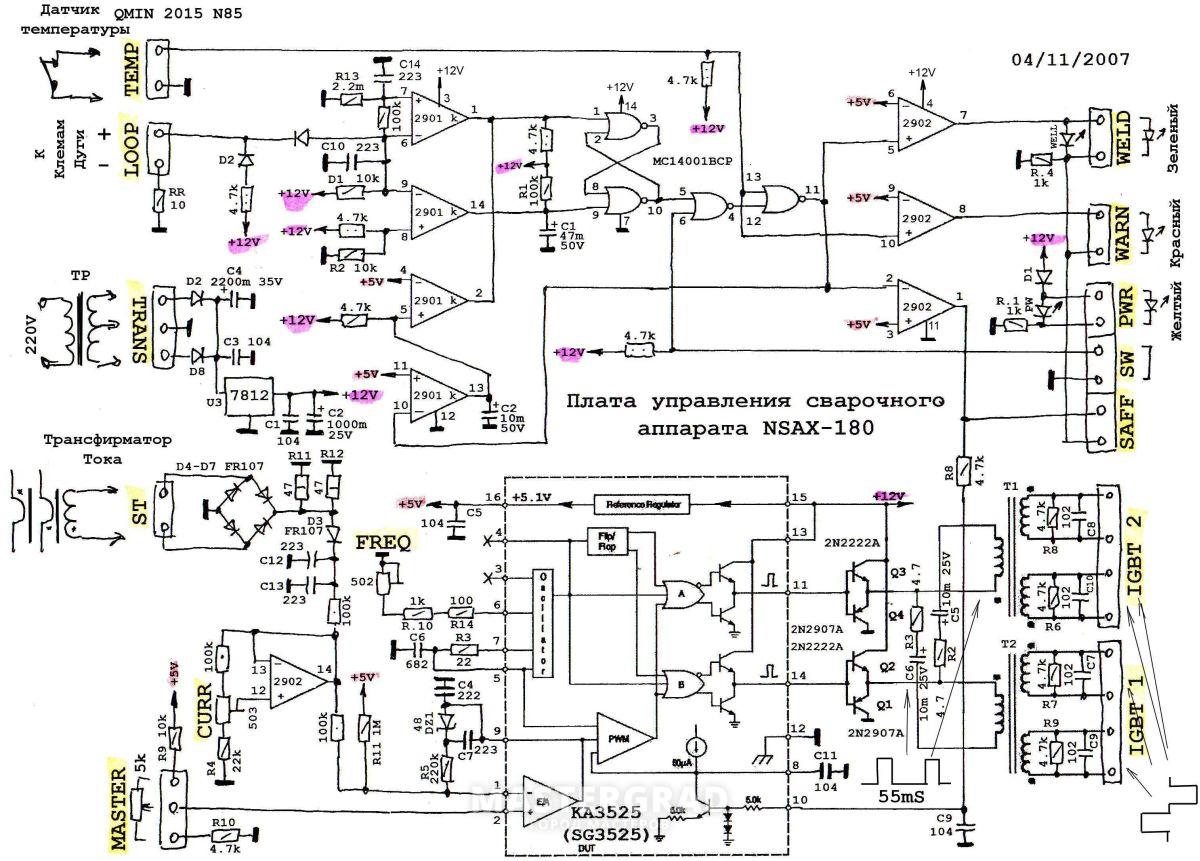
Стоимость такого автомата выше, чем обычного трансформаторного. Поэтому многие домашние «кулибины» изготавливают своими руками.
В отличие от трансформатора, при изготовлении которого вы боретесь с большим весом и толщиной вторичной обмотки, инвертор предлагает решить иные проблемы.
Схема сварочного инвертора может повергнуть в шок даже радиолюбителя со стажем, не говоря о домашнем мастере, познания которого сводятся к замене предохранителя.
Не стоит пугаться. Следуя инструкциям по сборке, любой радиолюбитель, умеющий держать в руках паяльник, соберет этот блок за несколько свободных вечеров.
Важно! Сварочный инвертор при работе использует токи высокой частоты, поэтому некоторые элементы сильно греются.
Любой , даже небольшой мощности, требует принудительного охлаждения. К этому добавим грамотное расположение компонентов внутри корпуса.
Разумеется, сам корпус должен быть снабжен проточными отверстиями для вентиляции. В противном случае постоянно будет срабатывать тепловая защита (необходимый элемент оборудования).
Предлагаем к рассмотрению варианты, как сделать сварочный своими руками.
Резонансный инвертор в фабричном корпусе
В качестве оболочки можно использовать привычный блок питания для компьютера. Чем старее будет возраст – тем лучше. 20 лет назад не жалели металла на стенки, и размеры блоков питания формата AT были крупнее.
От самого блока питания потребуется лишь вентилятор (если он в нормальном состоянии) и радиаторы охлаждения. Поэтому исправность электрической начинки донора нас не интересует. Так будет дешевле его приобрести.
Инвертор построен на б/у элементной базе от старых мониторов и телевизоров. Если нет доступа к подобным «запасникам» — покупка радиоэлементов на рынке, не сильно обременит кошелек.
Подробный рассказ как сделать сварочный инвертор своими руками — видео
Важно! По этим дорожкам протекают токи до 25А, тонкая медь печатной платы перегорит от высокой температуры.
 В противном случае возможно возгорание деталей от искрения
В противном случае возможно возгорание деталей от искренияВажно! Невыполнение требований безопасности при монтаже силовой электроники приведет к порче оборудования, а в худшем случае – к травмам.
Задаем для себя параметры будущего сварочного аппарата:
- Ток нагрузки на выходе: 5 – 120А
- Напряжение холостого хода 90В
- Продолжительность нагрузки для электродов 2 мм – 100%, для электродов 3 мм – 80%. (при высокой температуре воздуха, время охлаждения увеличивается на 20%-50%)
- Потребляемый ток на входе: не более 10А
- Масса без силовых проводов 2 кг
- Регулятор тока
- Вольтамперная характеристика – падающая. Поэтому можно работать в режиме полуавтомата с СО2.
 (при высокой температуре воздуха, время охлаждения увеличивается на 20%-50%)
(при высокой температуре воздуха, время охлаждения увеличивается на 20%-50%)Это достаточно простой сварочный инвертор, несмотря на то, что схема насыщенная:
Все номиналы элементной базы указаны на схеме, дублировать их отдельным списком не имеет смысла. Сердце задающего генератора собрано на популярной микросхеме SG3524.
Она используется в блоках питания компьютерных бесперебойников. Можно извлечь деталь из сгоревшего UPS.
Особенность инвертора – крайне низкая потребляемая мощность (по меркам сварочника, разумеется) – не более 2,5 Вт. Это позволяет использовать его не только в гараже, но и в квартире с входным автоматом 16А.
Силовой трансформатор собирается на сердечниках E42. Монтаж вертикальный, иначе не влезет в корпус. Подобные сердечники в изобилии присутствуют в старых ламповых мониторах, и дефицитом не являются в принципе.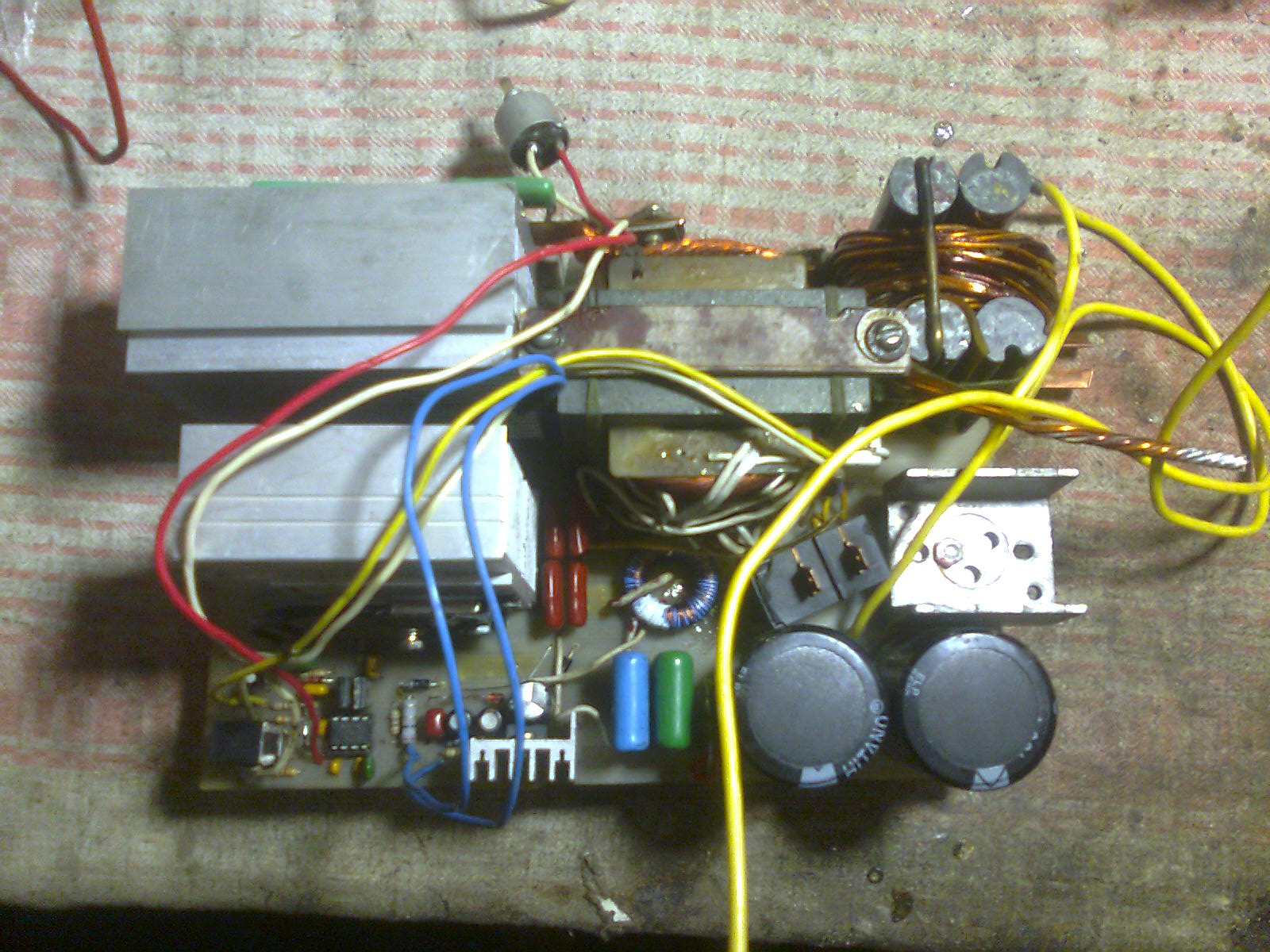 Для изготовления одного трансформатора потребуется «распотрошить» 6 мониторов.
Для изготовления одного трансформатора потребуется «распотрошить» 6 мониторов.
Из этих же деталей (которые останутся от разобранных трансформаторов) выполняем дроссель. Сердечники для остальных компонентов делаются из стандартного феррита 2000 НМ.
Основа силового блока – мощные диоды и транзисторы, которые нуждаются в рассеивании тепла. Их можно установить на радиаторы от блока питания (в котором собирается инвертор), или набрать из тех же старых компьютерных мониторов.
До включения вольтодобавки, холостой ход поддерживается величиной 35В. За счет такого малого напряжения силовая часть не перегружается. Длина схватываемой дуги составляет 3-4 мм. Это комфортное значение, позволяющее уверенно работать даже начинающим сварщикам.
Выпрямленное напряжение имеет форму синуса (это особенность резонансных инверторов). Для окончательного сглаживания полуволн, необходимо уложить выходные кабели в ферритовые трубки индуктивностью 3-4mkH. Можно использовать фильтрующие кольца от того же блока питания для компьютера, и уложить провод в 2 витка.
Дополнительная обмотка трансформатора добавляет напряжение, поэтому при начале работ дуга зажигается моментально, вне зависимости от атмосферных условий. Главное – качественная обмазка электродов.
Трансформаторы тока подключены во вторичной обмотке. Это конструктивная особенность схемы – в первичной обмотке максимальный ток возможен лишь во время образования резонанса.
Защита инвертора
Залипание электрода предотвращает полевой транзистор IRF510. На схеме хорошо видно этот участок. Им же обеспечивается плавный пуск. Отметим, что такое устройство добавляет комфорта для неопытного сварщика.
На микросхеме SG3524, вход shutdown прерывается в трех случаях:
- Срабатывание термодатчика
- Блокировка транзисторной схемой при коротком замыкании
- Отключение тумблером.
Важно! Самодельный сварочный инвертор не имеет заводского сертификата безопасности. Поэтому защита оператора – это ответственность создателя устройства.
В схеме предусмотрены основные моменты безопасности, их не следует исключать из конструкции. Корпус не должен иметь лишних отверстий (кроме вентиляционных) и открытых полостей. Силовые выходные клеммы устанавливаются на термостойких прочных изоляторах.
Итог:
Собрать инвертор своими руками возможно. Пусть вас не пугает множество деталей в схеме – это забота разработчика. Настраивать готовое изделие не придется, сварочник сразу готов к работе. При условии, что вы все правильно припаяете и скомпонуете модули в корпусе.
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток – 32 ампера, 220 вольт. Ток сварки – около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
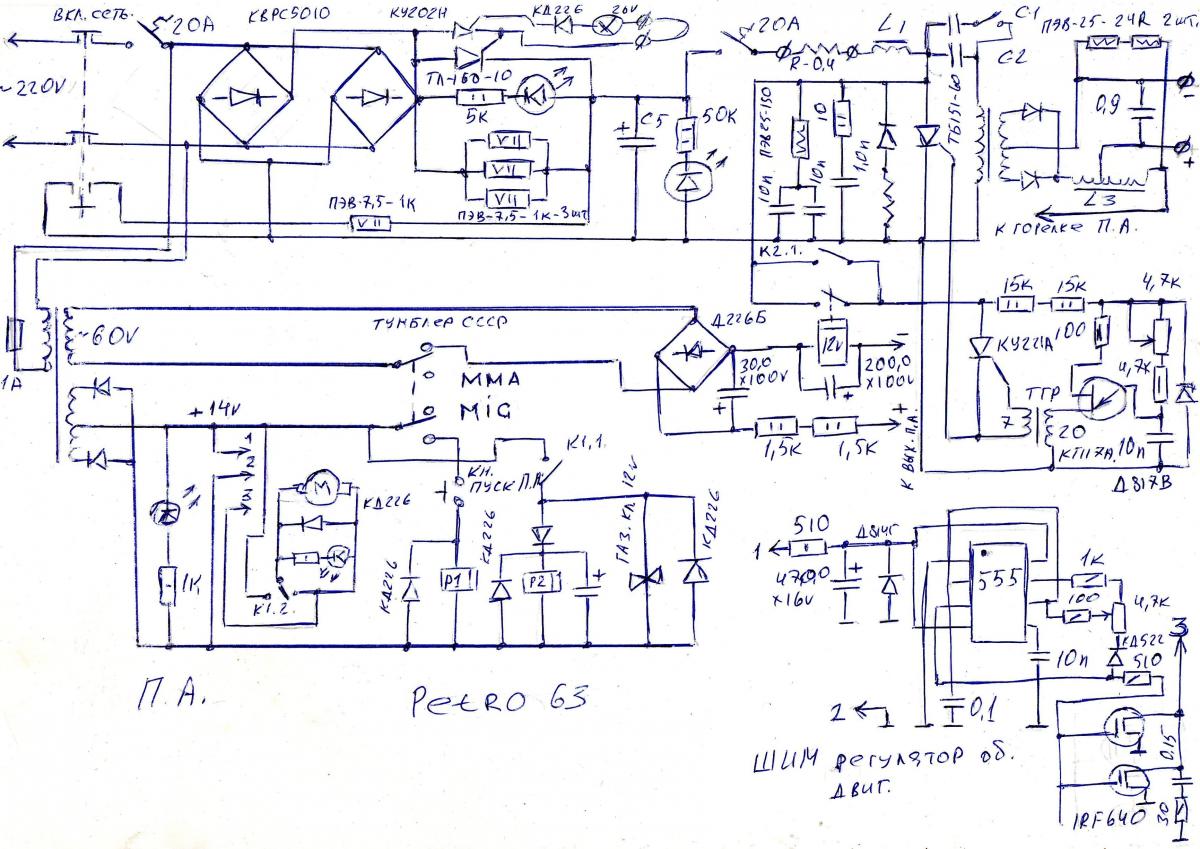
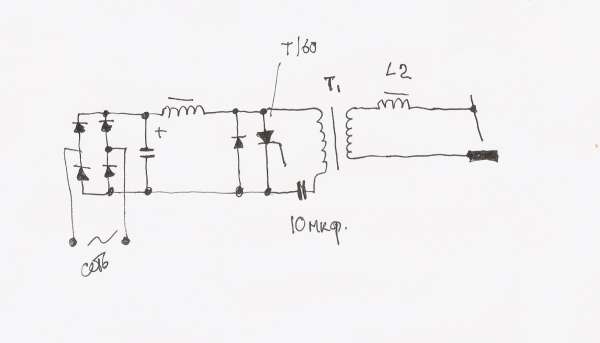
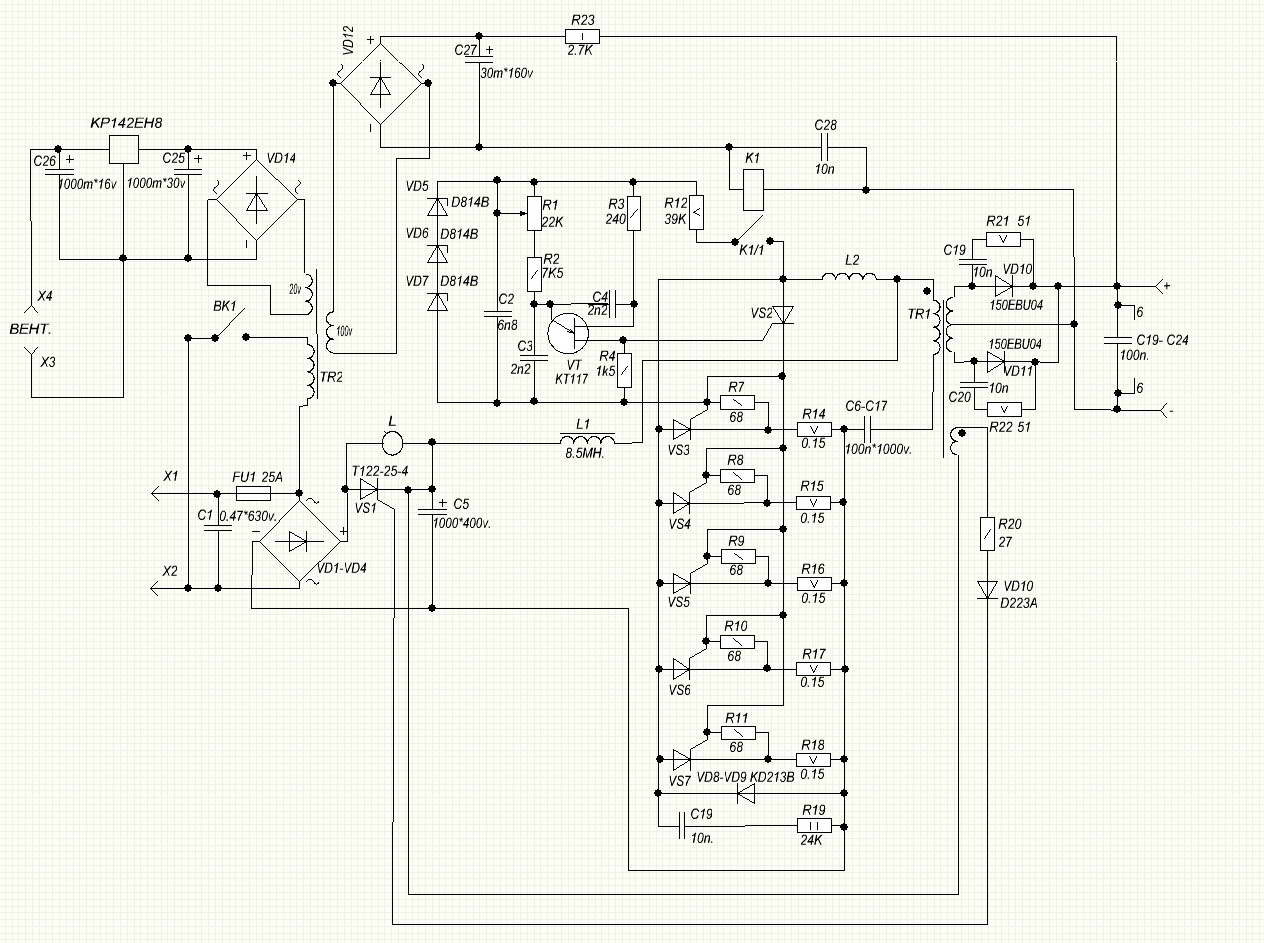
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
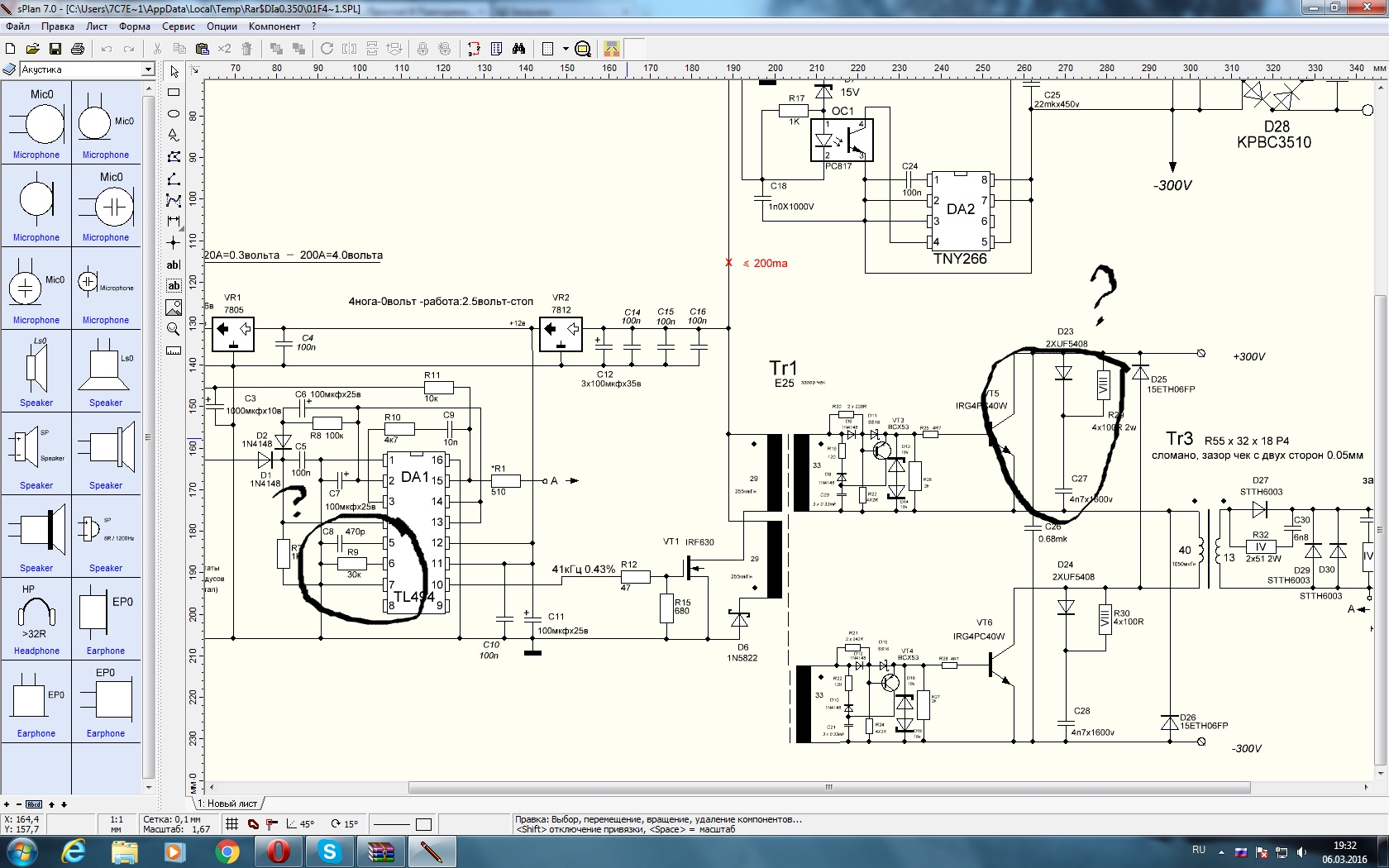
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 – схема сварочника. Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц – два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 – 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая – они глушат резонансные выбросы трансформатора
вторая – они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа.
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть – убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше – ширина больше, ток меньше – ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT .
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот | |
|---|---|---|---|---|---|---|---|
| Блок питания | |||||||
| Линейный регулятор | LM78L15 | 2 | Поиск в Fivel | В блокнот | |||
| AC/DC преобразователь | TOP224Y | 1 | Поиск в Fivel | В блокнот | |||
| ИС источника опорного напряжения | TL431 | 1 | Поиск в Fivel | В блокнот | |||
| Выпрямительный диод | BYV26C | 1 | Поиск в Fivel | В блокнот | |||
| Выпрямительный диод | HER307 | 2 | Поиск в Fivel | В блокнот | |||
| Выпрямительный диод | 1N4148 | 1 | Поиск в Fivel | В блокнот | |||
| Диод Шоттки | MBR20100CT | 1 | Поиск в Fivel | В блокнот | |||
| Защитный диод | P6KE200A | 1 | Поиск в Fivel | В блокнот | |||
| Диодный мост | KBPC3510 | 1 | Поиск в Fivel | В блокнот | |||
| Оптопара | PC817 | 1 | Поиск в Fivel | В блокнот | |||
| C1, C2 | 10мкФ 450В | 2 | Поиск в Fivel | В блокнот | |||
| Электролитический конденсатор | 100мкФ 100В | 2 | Поиск в Fivel | В блокнот | |||
| Электролитический конденсатор | 470мкФ 400В | 6 | Поиск в Fivel | В блокнот | |||
| Электролитический конденсатор | 50мкФ 25В | 1 | Поиск в Fivel | В блокнот | |||
| C4, C6, C8 | Конденсатор | 0.1мкФ | 3 | Поиск в Fivel | В блокнот | ||
| C5 | Конденсатор | 1нФ 1000В | 1 | Поиск в Fivel | В блокнот | ||
| С7 | Электролитический конденсатор | 1000мкФ 25В | 1 | Поиск в Fivel | В блокнот | ||
| Конденсатор | 510 пФ | 2 | Поиск в Fivel | В блокнот | |||
| C13, C14 | Электролитический конденсатор | 10 мкФ | 2 | Поиск в Fivel | В блокнот | ||
| VDS1 | Диодный мост | 600В 2А | 1 | Поиск в Fivel | В блокнот | ||
| NTC1 | Терморезистор | 10 Ом | 1 | Поиск в Fivel | В блокнот | ||
| R1 | Резистор | 47 кОм | 1 | Поиск в Fivel | В блокнот | ||
| R2 | Резистор | 510 Ом | 1 | Поиск в Fivel | В блокнот | ||
| R3 | Резистор | 200 Ом | 1 | Поиск в Fivel | В блокнот | ||
| R4 | Резистор | 10 кОм | 1 | Поиск в Fivel | В блокнот | ||
| Резистор | 6.2 Ом | 1 | Поиск в Fivel | В блокнот | |||
| Резистор | 30Ом 5Вт | 2 | Поиск в Fivel | В блокнот | |||
| Сварочный инвертор | |||||||
| ШИМ контроллер | UC3845 | 1 | Поиск в Fivel | В блокнот | |||
| VT1 | MOSFET-транзистор | IRF120 | 1 | Поиск в Fivel | В блокнот | ||
| VD1 | Выпрямительный диод | 1N4148 | 1 | Поиск в Fivel | В блокнот | ||
| VD2, VD3 | Диод Шоттки | 1N5819 | 2 | Поиск в Fivel | В блокнот | ||
| VD4 | Стабилитрон | 1N4739A | 1 | 9В | Поиск в Fivel | В блокнот | |
| VD5-VD7 | Выпрямительный диод | 1N4007 | 3 | Для понижения напряжения | Поиск в Fivel | В блокнот | |
| VD8 | Диодный мост | KBPC3510 | 2 | ||||
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть – это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики – это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой – это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 – 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, – самому горячему элементу устройства.
Преобразование тока
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Сварочный инвертор своими руками: схемы и порядок сборки
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Как сделать сварочный инвертор своими руками
В бытность свою, занимаясь в мастерской ремонтом и мелким изготовлением различных устройств, столкнулся с проблемами ремонта инверторных сварочных аппаратов зарубежного производства. В первую очередь класса GYSMI . IMS и других подобных аппаратов с монтажом по гибридным технологиям. В условиях небольшой частной мастерской было довольно проблематично изготовить подобия таких плат с нанесением медного слоя на алюминий через теплопроводный диэлектрик. Отслоение медного слоя , а также нанесение его после испарения в результате выхода из строя силовых транзисторов или механических повреждений чинить в таких условиях практически невозможно.Поэтому была поставлена задача, сделать сварочный инвертор своими руками , который по своим габаритным размерам мог бы быть встроен почти в любой корпус, применяемыми зарубежными изготовителями.
При этом он должен быть легко собираемым и легко крепящимся к корпусным деталям. Иметь в своей конструкции доступные элементы, и по возможности обеспечивать надёжную и долговременную работу на сварочных токах до 200 ампер и выше. Опять же по возможности обеспечить работу этого модуля в режиме стабилизации напряжения, что бы использовать в режиме полуавтоматической сварки в среде инертного газа. Чтобы можно было охватить крупноблочным ремонтом и модернизацией ещё и пользователей полуавтоматов с минимальным различием в технологическом плане. Одним из немаловажных критериев должна быть низкая себестоимость изделия в свете разворачивающейся конкурентной борьбы за обслуживание клиента.
И эта задача была выполнена – сделать сварочный инвертор своими руками удалось. Так появился инвертор AVT 200. В качестве прототипа была выбрана вполне апробированная схема несимметричного или косого моста. Было изучено некоторое количество литературы по этой тематике и приличное количество схем промышленного и любительского изготовления. Также было проведено некоторое количество экспериментов во время разработки схемотехники.
В результате всех этих действий было принято решение делать данное изделие двухплатным, без трансформатора тока, с гальванической связью с сетью основного контроллера, с максимально избыточной силовой частью. Всё-таки прокачать 200 ампер при таких габаритах довольно сложная задача. При этом должна быть унификация – управление не должно кардинально меняться при переходе на режимы работы MMA, TIG, MIG-MAG. В качестве контроллера была выбрана микросхема КА7552 или её более дорогой аналог FA5317 или FA5311. К сожалению, эти микросхемы предназначены для выполнения на их основе обратноходового преобразователя, но никак не прямоходового. Но проблема по переводу этих микросхем в нужный нам режим работы была решена очень простым способом. Режим работы микросхем задаётся внутренним источником калиброванного напряжения, потенциал которого и определяет коэффициент заполнения. Это вход PWM компаратора – DT voltage. Но искусственно ограничивая максимальное напряжение на входе FB pin voltage, мы автоматически переводим микросхему в режим заполнения меньше 50% , что и желательно для прямоходового режима функционирования. Так как внутри микросхемы по входу FB pin voltage уже стоит и калиброванный источник напряжения, и калиброванное сопротивление для задания вытекающего тока, то нам остаётся только выбрать номинал резистора, который надо подключить параллельно входу FB pin voltage и минусу источника питания. Из всего ряда резисторов наиболее подходит номинал 4,7ком. Всё, мы перевели очень просто микросхему в режим работы, который будет применяться в нашем сварочном аппарате.
Следующее преимущество этого контроллера – низкое напряжение на входе компаратора, что позволяет использовать очень низкоомные резисторы, и соответственно терять на рассеивании в тепло небольшую мощность. При самых простых расчётах потери в тепло на эмиттерном резисторе будет падать не более 5 ватт. Значит, мы можем отказаться от трансформатора тока и управлять сварочным аппаратом непосредственно измеряя только один параметр – ток эмиттера.
Теперь перейдём к системе регулирования тока. Наиболее оперативно за током как на входе, так и на выходе сварочного аппарата следят поцикловые системы. Однако из-за довольно нестабильной в условиях сильных электромагнитых помех работы компаратора, эта схемотехника применяется довольно редко. Наиболее распространено управление по среднему току. Хотя эта схемотехника сложней, и в ней присутствуют свои подводные камни в виде неустойчивости системы с автоматическим регулированием при неправильном выборе постоянных времени фильтров и индуктивности выходного дросселя, который включен в систему регулировки, применение её наиболее распространено в силу простоты настройки.
Но мы не ищем лёгких путей и останавливаем свой выбор именно на поцикловом слежении за током. Но для начала мы должны разобраться в том, как и что мы собрались регулировать. При токах 130 ампер и выше крутизна наклона токового плато становится очень небольшой. То есть начальный и конечный ток имеют очень небольшую дельту, или разницу. Это хорошо видно на простейшей модели ( модель 1 ).
При среднем токе порядка 155 ампер начало накачивающего импульса проходит с амплитудным значением в 152 ампера, а заканчивающая амплитуда равна 160 ампер. То есть дельта равна 8 ампер. Это равно 5% от среднего тока. Уменьшение индуктивности дросселя улучшит картину, но кардинальных изменений не будет. В реальных условиях на фоне больших электромагнитных помех возможны ложные срабатывания компаратора, и соответственно пропуски накачивающих импульсов. Что проявляется в наличии всяких посторонних звуков в трансформаторе и также перегрузочной работе силовой части. Что есть очень плохо и грозит выходом из строя силовых элементов. С этой проблемой сталкивалось очень большое количество любителей инверторного сваркостроения, которые интересовались вопросом как сделать сварочный инвертор . И многие не решив задачу поциклового регулирования переходили на регулирование по среднему значению тока. Но есть вариант создания системы поциклового регулирования надёжно работающей и в таких специфических условиях. Нужно просто отключить компаратор на время всех переходных процессов и подмешать пилообразный сигнал в фазе, но с небольшой амплитудой. Вернее создать не совсем линейно-изменяющийся сигнал, совпадающий по фазе с циклом, а уже к нему подмешать сигнал с датчика тока и с задатчика тока. В этой ситуации наклон токового плато уже не будет иметь решающего значения, а будет учитываться в основном средняя составляющая этого сигнала. И если дельты изменения тока будет хватать для надёжного переключения, то это хорошо, а если нет, то вступает в работу дополнительный нарастающий сигнал. Что и обеспечивает надёжную работу узла компаратора, да и всего устройства в целом.
Узел, формирующий такой дополнительный сигнал, представлен на модели 2. Очень короткий импульс с выхода микросхемы открывает примерно на полмикросекунды транзистор, и соответственно примерно на микросекунду с учётом ёмкостной составляющей компаратор остаётся выключённым из процесса обработки токового сигнала. Для мощной модификации инвертора и для варианта полуавтомата ёмкость конденсатора на переходе коллектор – эмиттер составляет до 0,018 микрофарады. Увеличение больше этого значения может привести ток короткого замыкания до величин опасных для функционирования устройства в обычном режиме. А схема этого узла предоставлена на рис 3. Точка А это и есть главная точка сумматора, где и формируется основной сигнал управления компаратором. Получилась очень простая схема, состоящая только из пассивных элементов с низким входным сопротивлением и управлением током. То есть почти идеальный узел управления в условиях мощных помех. В готовом устройстве этот узел стоит недалеко от силового трансформатора и не испытывает никаких проблем от рядом стоящих излучающих узлов. Как с применением трансформатора на торе, так и с применением трансформатора на Ш-образном сердечнике.
Кстати такой же узел с токовым сумматором был применён в предыдущем варианте сварочного инвертора AVT 160 на контроллере UC3845, только пассивный RCD формирователь пилы там был заменён на стандартный транзисторный формирователь с задающего генератора. Ну а теперь перейдём к следующему узлу в инверторном сварочном аппарате AVT 200 – узлу драйверов. Несмотря на некоторое количество рекомендаций применять только драйвера на оптронах с гальванической развязкой, не соглашусь с такой постановкой вопроса. Драйвера на ТГР имеют вполне приличные параметры, просты в изготовлении и имеют наилучшее соотношение цена – качество. Даже некоторые неудобства с намоткой ТГР компенсируются простотой и дешевизной этого узла. За прототип возьмём классический образец драйвера для мощных мосфетов и биполярных транзисторов с изолированным затвором и немного доработаем его. Доработка будет заключаться в уменьшении номинала затворных резисторов и применении биполярного транзистора BCX 53 в качестве разрядного. Выбор этого транзистора обусловлен его небольшой ценой и вполне достаточными характеристиками в нужном нам SMD корпусе. Изменение номиналов резисторов обусловлено конечной скоростью нарастания импульсов управления, формирующихся после ТГР. Всё, косметические изменения закончены. Конструктивно ТГР намотан жгутом их четырёх изолированных проводов на сердечнике CF138-T2012A.
Выбор сердечника обусловлен соотношением габаритов к поперечному сечению. У этого сердечника он максимален. Количество витков 4 по 30. В качестве проводов использован обычный телефонный провод. Возможно применение и советских сердечников НМ 2000 К 20-12-6 в количестве трёх штук и количеством витков 25. Но возможно и применение других сердечников, подходящих по размерам.
Диод VD1 и конденсаторы С1-С4 служат для создания отрицательного потенциала на коллекторе транзистора VT1 и соответственно запирающего сигнала для силового транзистора. Снижение этого потенциала при очень коротких импульсах управления всё равно не приводит до полного исчезновения за счёт ограничения минимальной длительности импульса блоком управления. И вдобавок к этому узел защиты от короткого замыкания отрабатывает за время меньшее, чем одна секунда и отключает полностью силовую часть. Поэтому надёжность этого узла довольно высока.
Следующий узел, какой мы будем рассматривать – это силовой блок. Выбор транзисторов для него обусловлен в первую очередь экономической составляющей. Зачем применять суперсовременные дорогие транзисторы, если старые добрые IRG4PC50U и IRG4PC50W вполне обеспечивают нужные мощностные характеристики. Если выбирать рабочую частоту не больше 40 кгц, то эти транзисторы покажут вполне приемлемые результаты. Выбрав более быстрые IRG4PC50W, мы можем не применять дополнительный снабберный блок, ну и соответственно при использовании IRG4PC50U применить полный комплект снабберных цепочек. В нашем устройстве их два. Один RCD снаббер стоит на плате рядом с силовыми транзисторами. А второй, регенеративный – на плате выходного выпрямителя.
При изготовлении сварочного аппарата, который будет использоваться на токе больше 200 ампер и в жёстких промышленных условиях мы обязательно поставим на плату ( рис 5. ) четыре силовых транзистора по два в параллель. Этим обеспечится удвоение выходной мощности и распределение тепла на четыре точки теплосъёма. А это актуально, так как мы применяем один общий радиатор и слюдяные изолирующие прокладки толщиной 50 микрон. В свете озвученных ранее условий работы блока управления, перегруза по току в силовых транзисторах не будет. Соответственно и беспокоится о перегреве транзисторов при применении изоляторов не стоит.
Если наш сварочный аппарат будет использоваться в облегченных бытовых условиях и с ограничением максимального тока на уровне 160 ампер, то вполне закономерно применение только одной пары силовых транзисторов. Так как настроечных элементов на плате и схемотехнически не предусмотрено, то регулировку максимального тока будем осуществлять при помощи резисторов R52 – R56. Эти резисторы представляют собой просто кусок нихрома толщиной 1мм от 3-х килловатной нагревательной спирали. Длина – 25 мм, рабочая часть – 15мм. Рабочая часть – это часть свободная от полуды. Если поставить два таких резистора, то максимальный ток ограничим на уровне 120 ампер, если три – то 160ампер, если четыре – то ограничение произойдёт при токе 210 ампер. Все эти цифры довольно условные, ведь у нас ещё есть и состояние питающей сети и режим самой сварки – обычный, с короткой дугой и пр. Подгонку по максимальному току можно выполнить один раз, откалибровать сопротивления по номиналу, а потом просто вставлять нужное количество. В идеале вместо четырёх резисторов ставится один, нужного нам номинала. Применение самодельного этого изделия обусловлено отсутствием в свободной продаже столь низкоомных резисторов.
А теперь перейдём к плате силового трансформатора. Эта плата при помощи стоек крепится к основной плате. Конструкция получается довольно жёсткой и легко крепящейся к нижней части корпуса посредством металлических уголков. Силовой трансформатор применён в данной конструкции тороидальный , из феррита CF 138 , конструктив – Т6325-С , что означает его физические размеры и наличие эпоксидного защитного покрытия. Применение такого трансформатора выгодно по нескольким причинам – обмотки располагаются вокруг сердечника и соответственно имеют максимальную теплопередачу в окружающую среду. Площадь окна сердечника геометрически намного больше, чем у таких же размеров, но Ш-образного. И ещё немаловажный фактор – это небольшие размеры по высоте, что при нашей двухплатной конструкции позволяет уложится в общую ширину конструктива меньше 120 мм , что бы можно было использовать данный силовой модуль как ремкомплект ко многим импортным инверторным сварочным аппаратам. Применяя сердечник в аппарате с током порядка 200 ампер нужно доработать феррит до нужных кондиций. Я использую два варианта доработки – один это просто сломать сердечник, предварительно сделав пазы по диаметру, а потом склеить эпоксидкой с зазором из кальки в 0,04 мм с каждой стороны. Есть и другой способ – это надрез алмазным отрезным кругом, толщиной 0,4 мм на две трети по сечению. Так получается виртуальный зазор, который ничем не уступает реальному, но проще. Для аппаратов с выходным током 150 ампер и менее можно просто увеличить процентов на 20 количество витков в обмотках и ничего не резать и не колоть.
Намотка и расчёт силового трансформатора стандартны и каких-либо тонкостей не имеют, кроме того, что можно применять обмоточные провода меньшего сечения в связи с хорошим охлаждением обмоток. На плате силового трансформатора ( рис 7 ) также установлен дополнительный блок регенеративного снаббера. Отличие от стандартной схемотехники только в одном – шины источника питания 300 вольт зашунтированы прямо на плате конденсатором 1 мкф 400 вольт. Что даёт полную компенсацию индуктивности проводов соединяющих источник 300 вольт и снаббер. В остальном плата силового трансформатора особенностей не имеет. Дроссель выполнен на обычном трансформаторном железе стержневого типа с поперечным сечением 3,5 – 4 см.кв. длинной около 80 – 90 мм , количество витков – 10. Продолжение следует.
Автор статьи: Тараненко А. В.
Кроме статьи “Как сделать сварочный инвертор своими руками” смотрите также:
Как в домашних условиях собрать инверторный сварочный аппарат
Просмотров 14 Опубликовано Обновлено
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах. Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства. Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения — 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.
Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса. Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой. Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т. е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Нож;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
Схемы
Принципиальная электрическая схема инвертора — один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата. Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
Список радиоэлементов
Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента). Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят. Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.
Эту рекомендацию необходимо обязательно учитывать, так как нагреву подвержен не ферритовый стержень, а непосредственно провода обмотки. Именно по этой причине так важна вентиляция инвертора.
После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста — в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока — транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.
Монтаж диодов на радиатореИнверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.
Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе. Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов. Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать. Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2. Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.
Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа. Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 — 350 вольт. Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Настройка инвертора – полезные советы
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность. К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.
схема для самостоятельной быстрой и качественной сборки
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Строение самодельного инвертора
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм , и длиной 10 мм .
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы.
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
- Медные провода;
- Хлопчатобумажная ткань;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит.
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм ;
- Вторичная первая – 15 витков, ПЭВ 1 мм ;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм ;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм .
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см , к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой. Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали б\у детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика. Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм . Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм . Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см. Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм . На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
- Паяльник;
- Пылесос;
- Отвертка;
- Тестер;
- Кисточка.
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом. Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Какие транзисторы используются в сварочных инверторах?
Транзисторы для сварочных инверторов
Время чтения: 6 минут
За последние 100 лет технология сварки претерпела значительные изменения. Классические сварочные аппараты были усовершенствованы, а в продаже появились совершенно новые устройства. Наибольший вклад в развитие домашней и любительской сварки внесло изобретение инверторного сварочного аппарата. Его электронная «начинка» позволяет внедрить функции, которые недоступны классическому трансформатору или выпрямителю.
А если в сварочном аппарате применяется электроника, значит, используются и транзисторы. В этой статье мы подробно расскажем, что такое транзистор, какие транзисторы используются в сварочных инверторах и чем отличаются транзисторы IGBT в сварочном аппарате от транзисторов MOSFET.
Общая информация
Транзисторы — что это такое? Наверняка каждый, кто хоть раз сталкивался с ремонтом или банальной разборкой радиоэлектроники, слышал этот термин. Говоря простыми словами, транзистор — это электронная деталь с выводами, изготовленная из полупроводникового материала. Основная функция транзистора — это усиление или генерирование электрических сигналов, поступающих извне. Также с помощью транзисторов выполняется коммутация.
На данный момент транзисторы есть в любом электронном приборе и являются один из важнейших компонентов. В середине прошлого века сразу несколько ученых получили Нобелевскую премию за изобретение транзистора. И с тех пор это небольшое приспособление кардинально изменило мир электроники.
Транзисторы очень маленькие и компактные. Они экономичны, их производство стоит недорого. Несмотря на свой скромный размер, транзистор устойчив к механическому воздействию и долговечен. Также транзисторы способны исправно работать при низком напряжении и при высоких значениях тока. Именно благодаря этим достоинствам к концу 20-го века транзисторы стали неотъемлемой частью каждого электронного прибора. В том числе, у инверторных сварочных аппаратов.
С помощью транзисторов удалось собрать компактную схему и внедрить ее в инвертор. Таким образом, существенно снизились размеры и вес сварочного аппарата. На данный момент производители предлагают инверторы весом до 5 кг, которые можно положить в рюкзак и взять с собой на выездные работы. Также такие аппараты незаменимы при сварке на высоте или в труднодоступных местах.
В сравнении с обычным трансформатором, который использовался раньше для сварки, инверторы намного проще в освоении. А наличие дополнительных функций (например, функции горячего старта или антизалипания) помогает новичкам как можно скорее приступить к работе. И все это заслуга транзисторов.
Транзисторы в инверторах
Транзистор — это один из главных компонентов современного сварочного инвертора. Без него инвертор в принципе не будет так называться. И, поскольку сварочные инверторы уже прочно вошли в нашу жизнь, то нелишним будет узнать немного больше об их электронной «начинке». Эта информация будет полезна не столько мастерам по ремонту сварочных аппаратов, сколько самим сварщикам. Для лучшего понимая сути используемого вами оборудования.
Итак, на данный момент чаще всего в сварочных инверторах применяются транзисторы двух типов: IGBT и MOSFET. Именно благодаря им удается добиться достойного качества работ, внедрения новых функций и уменьшению габаритов аппарата.
Подробнее про IGBT
Мы решили заострить ваше внимание на IGBT транзисторах, поскольку они считаются самыми технологичными. IGBT представляет собой стандартный биполярный транзистор с изолированным затвором. Усиливает и генерирует электрические колебания. Часто применяется в инверторе. От полевого транзистора отличается тем, что генерирует силовой канал, а не управляет им. Представляет собой 2 транзистора на подложке.
Именно благодаря IGBT транзисторам удалось развить производство современных сварочных инверторов. Поскольку именно данный тип транзисторов способен работать при высоком напряжении. Очень скоро производителям стало ясно, что применение IGBT транзисторов способно вывести производство инверторов на новый уровень. Удалось значительно уменьшить размеры аппаратов и увеличить их производительность. Порой стандартный IGBT транзистор способен заменить даже тиристор.
Иногда в IGBT инверторы внедряют специальные микросхемы, которые усиливают управляющий электрический сигнал и ускоряют зарядку затворов. Это необходимо для исправного функционирования мощных переключателей.
IGBT или MOSFET?
Выше мы уже упомянули, что помимо транзисторов типа IGBT существуют еще и транзисторы MOSFET. И многие сварщики любят спорить на форумах, какие транзисторы лучше, а какие хуже. Что мы думаем по этому поводу? Сейчас узнаете.
IGBT — это биполярные транзисторы. А MOSFET — полевые. И отличий у них больше, чем многим кажется на первый взгляд. Основное отличие — максимальная мощность, которую способен выдержать транзистор. У IGBT этот показатель выше, поэтому стоят они дороже, чем MOSFET. А это значит, что управляющая схема тоже стоит дороже.
Транзисторы для сварочных инверторов
Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:
• Изначально выпрямляют ток, полученный из сети;
• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;
• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:
• Вентиляторов;
• нескольких радиаторов.
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления
Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:
• Паяльников 40В;
• Ножей;
• Плоскогубцев;
• Кусачек;
• Амперметров на 50 и 250А;
• Осциллографа;
• Вольтметров на 50В и 250В;
• Паяльников 40В;
• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
Подбор транзисторов для сварочных инверторов — какие бывают, их отличия и характеристики
Технический прогресс за последние столетия не смог пройти мимо сварочного производства. На смену громоздкому и не удобному агрегату пришел современный инверторный сварочный аппарат.
Внедрение электронных систем в устройство, позволило максимально облегчить работу в сварочном деле. Теперь стало намного легче использовать сварку в быту.
Наличие электроники позволило включить в аппарат те функции, которые невозможно применить для старых моделей трансформаторах. Конечно, факт использования электронных элементов указывает на факт использование транзисторов.
Транзистор — что это и какие бывают
В этой статье мы постараемся максимально развернуто ответить на все эти вопросы. Подробнее опишем их отличия, какому лучше отдать своё предпочтение.
В каждой электронной конструкции используется транзистор. Он может быть и детской игрушке, и в системе наземного воздушного наблюдения. Это чудо техники используется при производстве вычислительной техники, аудио- и видео аппаратуры.
То есть к их помощи прибегать в построении любой микросхемы. Роль транзистора в инверторе — это усиление и управления электрическим током. Изобретение транзистора в 1948 году спровоцировало мощный толчок в эволюции науки и техники.
Конечно, это повлекло радикальные изменения в развитии электроники.
Транзистор играет большую роль в комплектации малогабаритных сварочных аппаратов. Важным достоинством оных считается способность безупречно работать при низком напряжении, а также при высоком значении тока.
Он используется для генерирования, усиления, коммутации и преобразования электрических сигналов. Современный инвертор имеет вес не более 5 кг.
И это благодаря внедрению компактной схемы, которую собрали при помощи транзисторов. Это повлекло уменьшение габаритов всего сварочного аппарата.
Прибор с такими размерами, очень сильно упрощает сварочную работу в малодоступных местах. Если сравнивать привычный для нас сварочный аппарат, которым пользовались раньше и инвертор, то можно с уверенностью сказать, что современный прибор намного проще в изучении и применении.
Огромная важность просматривается в количестве дополнительных функций, которые были внедрены в устройство. Именно этот факт позволяет начинающему сварщику без колебаний приступить к работе без риска.
Транзистор — это полупроводниковый прибор, главный составляющий современного сварочного инвертора.
В связи с тем, что инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить максимум информации о его электронном наполнении.
Эти знания понадобятся для понимания начинки сварочного оборудования которое вы используете. Бесспорно, большую роль играет наличие многих дополнительных функций. Это позволяет менее сварщику без колебаний приступить к работе.
И так как инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить побольше информации о его электронном наполнении. Эти знания понадобятся для понимания функций оборудования которое вы используете.
В настоящий время самыми есть два вида транзисторов, которые используются в сварочных инверторах: IGBT и MOSFET. Именно они сыграли роль в уменьшении габаритов, а так также способствовали расширению дополнительных возможностей аппарата.
Биполярный транзистор IGBT
Предлагаю обратить внимание на биполярный транзистор с изолированным затвором — это IGBT. Фактически это два транзистора на одной подложке. IGBT позволяет получить высокую силу тока на выходе, при минимальном нагреве.
Он способен усиливать и генерировать электрические колебания. Модели IGBT стали применять в сварочных инверторах, где была потребность в работе при самых высоких напряжениях.
В результате стало понятно, что производство сварочных аппаратов возможно вывести на более высокий уровень исключительно с помощью IGBT.
Очень часто для бесперебойной работы мощных выключателей в транзистор IGBT вживляют специальные микросхемы.
Какой лучше?
Чуть выше мы упоминали ещё об одном транзисторе MOSFET. Очень часто между специалистов сварочного дела возникает спор какой транзистор лучше. Как мы можем прокомментировать данную ситуацию?
Между этими двумя видами существует достаточно много различий. Правда с первого взгляда их не просто определить. MOSFET,- это полевой транзистор. IGBT — это биполярный.
Самое главное — это предельная мощность, которую должен выдерживать транзистор. У MOSFET эти показатели ниже, а у IGBT мощность выше. Естественно этот фактор влияет и на разницу стоимости прибора.
Интересно что в характеристиках мы видим много конкретных различий, но в действительности на практике такой разницы не ощущается. Использование транспорта MOSFET, а не IGBT на процесс работы никак не влияет.
Кроме того, IGBT инвертор будет намного дороже в обслуживании. В случае поломки для этого аппарата очень не просто найти хорошего мастера и расходники. Эти факторы ощутимо влияют на стоимость IGBT.
Поэтому для бытовой сварки рекомендуем хороший и бюджетный в обслуживании инвертор MOSFET.
Вся ценность и превосходство IGBT появляются в аппарате, который предназначен для высоковольтных подключений. Но это уже профессиональные сварочные работы. И вот здесь огромная мощность играет первую роль.
В других случаях, для любительской сварки разницы между MOSFET и IGBT нет никакой. Вид транзистора не играет никакой роли для новичков. Но вот для квалифицированного професионала все -таки IGBT инвертор.
Хоть они дороже в обслуживании, но зато позволяют использовать больше мощности.
Подведем итог
В завершение нашей статьи хочется порекомендовать новичка в сварочном деле не волновать о выборе транзисторов. MOSFET сравнительно дешевле в ремонте и для вас будет привести его в рабочее состояние намного легче.
А если вы мастер сварочного дела, то конечно для работы вам будет нужно IGBT инвертор. Разумеется, их обслуживание будет дороже, но зато есть возможность использовать больше мощности.
В любом случае, какой бы прибор вы не выберите, современный и компактный инвертор будет помогать вам при выполнении любых сварочных работ.
Дополнительные функции помогут даже абсолютному новичку почувствовать себя мастером сварочных работ. Конечно, инверторный сварочный прибор намного сложнее чем классический трансформатор.
Но вот только вряд ли вы захотите отказаться от многочисленных функций в современном аппарате, от их стабильности и надёжности. А вы как считаете? Интересно ваше мнение. Делитесь ниже в комментариях. Удачи вам в вашем деле.
Транзисторы для сварочных инверторов: техническое описание
Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Причины, по которым это происходит, могут быть самыми разными. Если оборудование, которое используется для сварочных работ, перешло в нерабочее состояние, то перед владельцем возникает задача с его ремонтом.
Общие сведения об инверторах
Под инвертором следует понимать источник постоянного тока, благодаря которому обеспечивается зажигание и поддержание электрической дуги. А, как все знают, именно её посредством выполняется сварка металлов.
В основу работы этого оборудования заложено следующее: сварка производится посредством сварочного тока значительной силы, который возникает посредством высокочастотного трансформатора.
Это даёт возможность для уменьшения размеров трансформатора, а также позволяет повысить стабильность и улучшить возможность регулировки выходного тока.
Ряд этапов включает процесс получения тока нужной силы для выполнения сварочных работ:
- Первичное выпрямление электрического тока, полученного из сети.
- Осуществление трансформации первичного постоянного тока в электрический высокой частоты.
- Повышение силы тока с одновременным уменьшением величины напряжения в трансформаторе.
- Вторичное выпрямление электрического тока выходной силы.
Процесс выпрямления тока осуществляется посредством диодных мостов определённой мощности. Для изменения частоты используются мощные транзисторы. Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Конструкция инверторов
Несколько основных блоков имеет в составе своей конструкции инверторное оборудование, предназначенное для выполнения сварочных работ. Стабилизация выходного сигнала обеспечивается благодаря блоку питания.
На многообмоточном дросселе и наличии управления, осуществляемого при помощи транзисторов, а также накоплении в конденсаторе энергии основана схема управления блоком. Помимо этого, диоды используются в системе управления дросселем. Отдельно от других блоков располагается блок питания. В большинстве моделей сварочных инверторов от других блоков он отделён, как правило, перегородкой из металла.
Если говорить об основном элементе сварочного инверторного оборудования, то таковым является силовой блок. Его посредством обеспечивается процесс преобразования первичного тока, поступающего от блока питания, до выходного сварочного тока, который можно использовать для ведения сварочных работ.
Диодный мост, на который осуществляется подача электрического тока силой не более 40А, представляет собой первичный выпрямитель. Величина подаваемого напряжения варьируется в диапазоне от 200 до 250В с частотой 50 Гц.
Своим видом инверторный преобразователь представляет силовой транзистор, у которого такой показатель, как мощность составляет менее 8 кВт. Рабочее напряжение находится на уровне 400В. С преобразователя выходит сигнал, у которого частота составляет 100 кГц.
В оснащении высокочастотного трансформатора имеются ленточные обмотки, благодаря чему обеспечивается увеличение тока до величины 200–250А, а во вторичной обмотке величина напряжения не превышает 40В.
На базе мощных диодов, у которых рабочая сила тока не менее 250А, собирается вторичный выпрямитель. Рабочее напряжение у него может доходить до 100В. Конструкцией предусматривается наличие элементов, обеспечивающих его обязательное охлаждение:
Чтобы обеспечить стабилизацию выходного сигнала дроссель устанавливается на выходную плату.
Блоки управления
Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.
Кроме неё, резонансный дроссель размещается на плато, а помимо них ещё и конденсаторы. Их устанавливают в количестве 6 или 10 штук. Трансформатором обеспечивается схема управления каскадного типа.
В большинство моделей инверторов схема защиты собрана на плато силового блока для обеспечения надёжной защиты соответствующего элемента. Для эффективной защиты от перегрузок при использовании оборудования в нём используется схема на базе микросхемы 561 ЛА 7.
Снабберы применяются в системе защиты выпрямителей и преобразователей на основе резисторов и конденсаторов К78–2. Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Основные причины неисправности сварочных инверторов
Даже самый современный надёжный сварочный инвертор при продолжительной эксплуатации выходит из строя. Причины поломок могут быть самыми разными. Чаще всего это связано с короткими замыканиями в электрических схемах. Они возникают из-за попадания туда влаги.
В некоторых случаях неисправным аппарат становится из-за попыток сварщика производить работы, на которые это оборудование не рассчитано.
Например, некоторые специалисты используют сварочный инвертор небольших габаритов для операций по резке железнодорожного рельса. Решение такой задачи с помощью этого оборудования, конечно же, приведёт к серьёзным перегрузкам и как следствие, к выходу оборудования из строя.
Основные виды неисправностей
Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Прежде всего, это случаи, когда при наличии необходимого входного напряжения электрический ток на выходе инвертора отсутствует. Возникновение такой неисправности связано с перегоранием предохранителей. В некоторых случаях она может возникать по причине нарушения целостности электроцепи, которая может появиться в любой зоне инвертора.
Другим видом неисправности является недостижение сварочным током нужных значений даже при максимальных установках. Основной причиной возникновения такой неисправности сварочного инвертора может быть недостаточная величина входного напряжения. Также причиной подобной неполадки могут быть потери, возникшие в контактных зажимах.
Если при выполнении работ с использованием сварочного инвертора часто происходит самопроизвольное отключение оборудования, то это говорит о наличии короткого замыкания в электрической цепи.
Также это может указывать на сильный перегрев элементов силового блока. При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
Порядок проведения ремонта сварочного инверторного оборудования
Вне зависимости от неисправности, с которой столкнулся специалист, использующий сварочный инвертор, ремонт необходимо начинать с внешнего осмотра агрегата. Он поможет определить наличие на корпусе механических повреждений или следов от короткого замыкания в виде прожогов или почернения. После этого необходимо проверить, насколько надёжно закреплены в клеммах электрокабели.
Вне зависимости от результатов проведённой проверки следует выполнить подтягивание зажимов кабеля при помощи отвёртки или ключа. Также нелишним будет выполнить проверку целостности предохранителей, используя для этого тестер.
Если после проведённых манипуляций неисправность не устранена, то необходимо снять крышку корпуса инверторного оборудования. После этого нужно тщательно осмотреть внутренности агрегатов с целью выявления обрывов электрических цепей. В процессе осмотра необходимо искать следы воздействия короткого замыкания.
Чтобы быстрее найти причину неисправности, можно выполнить измерение величины выходного напряжения, а также силы входного тока. Для выполнения измерительных работ необходимо использовать тестер или мультиметр.
Если явная неисправность сварочного оборудования отсутствует, то в этом случае выполняется поблочный контроль целостности электрической цепи. Выполнение проверки начинается с блока питания, постепенно переходя к осмотру других блоков.
Ремонт силового блока инверторного оборудования
Для качественного устранения неисправностей нужно основательно подготовиться к ремонту, при проведении которого в обязательном порядке должен использоваться определённый набор инструментов.
Выполняя проверку и ремонт сварочных инверторов, у специалистов часто возникает необходимость в использовании специальных инструментов и измерительных приборов:
- плоскогубцы;
- паяльники 40 Вт;
- отвёртка;
- гаечный и торцовый ключ;
- нож;
- кусачки;
- амперметр на 50 и 250А;
- вольтметры на 50В в 250В;
- осциллограф.
Выполнив проверку силового блока и блока управления сварочного инвертора, необходимо в первую очередь проверить основные их элементы. Если говорить о неисправностях силового блока, то наиболее распространённым является выход из строя силового транзистора. Поэтому поиск неисправности в этом блоке следует начинать именно с него.
Технология работ
Определить то, что транзистор неисправен, можно по следам повреждения на его поверхности. Если визуальный осмотр не помог определить состояние транзистора, то следует выполнить проверку его состояния при помощи мультиметра. Если транзистор вышел из строя, то его необходимо заменить новым. Установка нового прибора на плато выполняется с использованием термопасты КПТ-8.
Если в сварочном инверторе оказался неисправен транзистор, то его неработоспособное состояние сопровождается выходом из строя одного из его драйверов. Следует выполнить проверку этих транзисторов управления, используя в качестве прибора для оценки работоспособности омметр. Обнаружив неисправные детали, их необходимо отпаять, а потом заменить новыми.
В современных моделях сварочных инверторов диодные мосты выпрямителей являются наиболее надёжными из деталей инвертора в сравнении с транзисторами. Но их проверку также следует провести.
Для того чтобы точно определить причину неисправности, необходимо снять диодный мост с плато, а потом проверить его состояние в условиях подсоединения всех диодов между собой. При показаниях сопротивления после проверки близких к нулю необходимо искать конкретный диод, который находится в нерабочем состоянии. Обнаружив его, этот неисправный элемент придётся заменить новым.
Выполнение ремонта блока управления связано, прежде всего, с выполнением проверки параметров деталей, которые выдают сигналы сложных видов. Это может приводить к проблемам в диагностике неисправностей с использованием осциллографов. В таких случаях выполнение ремонта блоков следует доверить специалистам.
Если при возникновении перегрева элементов силового блока отключения сварочного инвертора не происходит, то в термовыключателях следует искать причины неисправности. Для того чтобы определить их, необходимо выполнить проверку надёжности крепления деталей, на которых они контролируют температуру. Если при проверке выясняется, что один из термовыключателей не срабатывает, то необходимо выполнить замену неисправного новым.
Специалисты-сварщики часто, выполняя сварочные работы, в качестве основного оборудования используют сварочные инверторы. При продолжительной эксплуатации даже самое современное оборудование может выходить из строя. В этом случае необходимо качественно выполнить ремонт.
Устранить небольшие неисправности можно своими силами. Для этого нужно лишь иметь представление об основах электротехники и иметь в своём распоряжении специальный инструмент для поиска неисправностей. Правильная диагностика причины выхода из строя сварочного инвертора поможет затратить минимум времени на выполнение ремонта и быстрее вернуть ему рабочее состояние.
Транзисторы для сварочных инверторов
Сварочная технология прочно и уверенно вошла в нашу жизнь, и без качественного соединения поверхности металлических изделий невозможно представить себе нашу жизнь. Обилие сварочных технологий позволяет на первое место выдвинуть инверторную технологию, где можно добиться высокого качества сварных швов и соединений. Силовые транзисторы для сварочных инверторов по праву называют сердцем прибора. Правильный выбор устройства зависит от эффективного расчёта мощности и прочих технических характеристик сварочного прибора.
Что такое инвертор, и правильный выбор основных узлов и компонентов
Чтобы понять, какие транзисторы используются в сварочных инверторах, необходимо знать строение и принцип работы инверторного оборудования. Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы. Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
IGBT транзисторы для сварочного инвертора
На сегодняшний день, рынок сварочного оборудования представлен различными вариантами техники, которые имеют уникальные свойства и принцип работы, который определяет в конечном итоге, почему горят транзисторы в сварочном инверторе. В настоящее время варианты сварочного инвертора представлены следующими агрегатами:
- Сварка ручного типа с плавящимися электродами, серийный ряд manual metal arc, ММА. Ручная сварочная аппаратура, работающая в среде защитных газов tungsten inert gas, TIG. Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
- Сварочные агрегаты с инверторным принципом функционирования – трансформаторные приборы, а также полностью инверторное оборудование.
- Агрегаты с постоянным режимом выходного тока подачи, например для сварки металлов стали, а также с переменным режимом работы, например для пайки алюминия, или чугуна.
Как видно, для каждого типа оборудования предъявляются свои условия эксплуатации и, следовательно, необходимо выбирать импортные и отечественные марки транзисторов для сварочных инверторов, и иногда в соответствующей комбинации.
«Обратите внимание!Чаще всего в работе используются инверторные установки, которые работают по принципу ММА.»
Такие типы устройства неприхотливы и отлично зарекомендовали себя как в частном домашнем хозяйстве, так и на производственном участке.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц
Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц
Низкий эффект режима выключения. Напряжение подачи – до 1200 вольт, частота до 35 кГц.
Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр – до 20 кГц
Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности.
Особенности работы транзисторных узлов
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGh50N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
Сварочные аппараты IGBT – Руководство по закупке
Сварочные аппараты используются для плавления металлов и других материалов. Есть много видов сварочных аппаратов и сварочных процессов. Сварочные аппараты IGBT являются последними в данной области. Они самые свежие, существуют только с 1980-х годов. Так что их дизайн самый последний.
IGBT означает биполярный транзистор с изолированным затвором . Это полупроводниковый прибор. Он очень эффективен и, как известно, быстро переключается.Он используется во многих бытовых приборах, таких как холодильник, высокотехнологичные стереосистемы, электромобили и другие энергоэффективные автомобили. Как правило, сварочный блок питания прост, но сварочные аппараты с БТИЗ довольно сложны внутри. Эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. Их называют инверторными сварочными аппаратами.
Принцип работы этих сварочных аппаратов заключается в том, что они преобразуют электросеть в высокое напряжение, а затем сохраняют их в конденсаторной батарее. Затем микропроцессорный контроллер переключает его на второй трансформатор, чтобы обеспечить необходимый сварочный ток.Есть цифровой дисплей, и он очень удобен в использовании. Цифровой дисплей очень удобен для сварщика . Эти сварочные аппараты на базе высокочастотного инвертора более эффективны и имеют больший контроль, чем сварочные аппараты без инертора. Структура состоит из биполярного транзистора, затвора и силового транзистора. Все это контролирует энергию в машине.
Сварочные аппараты IGBT имеют программное обеспечение контроллера, которое выполняет работу по импульсному сварочному току, автоматической точечной сварке и т. Д.Это окажется дорогостоящим для машины на базе трансформатора, но может быть легко выполнено с помощью инверторной машины с программным управлением.
Сварочные аппаратыIGBT могут быть очень полезны, поскольку они выдают мощность, которую можно использовать для различных сварочных процессов. У вас может быть возможность использовать разные типы тока или силы тока. Можно выполнять такие процессы, как TIG или сварка вольфрамовым электродом в среде инертного газа или MMA, или ручная дуговая сварка металла . Можно использовать аппарат для сварки TIG на переменном или постоянном токе. Можно сваривать различные материалы, такие как нержавеющая сталь, углеродистая сталь и медь.
Вы можете приобрести переносные модели, которые будет удобно брать с собой куда угодно для сварки. Позаботьтесь о процедурах безопасности и убедитесь, что кабель имеет правильную длину, чтобы он не представлял опасности для сварщика и других людей, находящихся поблизости.
Их вес обычно составляет от тридцати пяти до пятидесяти пяти фунтов. К тому же они довольно дорогие. Они работают очень эффективно и позволяют сэкономить много денег. Также можно поторговаться и получить более низкую цену.
Эти автоматические сварочные аппараты очень эффективны и экономичны.Они полезны как в малых, так и в больших компаниях, где требуется сварка. Так что их дизайн самый последний. Итак, если вы выберете сварочных аппаратов IGBT , вы выберете новейшие сварочные аппараты .
Следует проявлять осторожность при выборе сварочных аппаратов IGBT . Придется потратить много денег и обязательно пригодится. Чтобы получить лучшее, вы должны знать, как он работает, искать в Интернете и ходить в магазины, чтобы узнать о сварочных аппаратах IGBT. Тогда вам следует выбрать тот, который вам подходит. Поскольку его можно подключить к компьютеру и автоматизировать работу, он будет очень полезен во всех типах сварочных процессов.
Стоит ли дешевый инверторный сварочный аппарат?
Мы все видели дешевые сварочные аппараты в продаже из обычных интернет-источников, небольшие инверторные сварочные аппараты по очень заманчивой цене. Но хороши ли они? Когда в моем местном супермаркете появился один в проходе с предложениями, я решился и положил его в свою тележку вместе с обычным недельным запасом мармита.Это было примерно в начале года.
В вашем супермаркете продаются сварочные аппараты?
Мой сварщик Workzone из супермаркета.То, что я купил у местного Aldi, было Workzone WWIW-80, устройство на 80 A, которое мне обошлось где-то чуть более 60 фунтов стерлингов (около 75 долларов США), и поставлялось со сварочными проводами и довольно плохой защитой для лица. Немецкие сети дисконтных супермаркетов специализируются на периодических предложениях по всевозможным интересным вещам, поэтому очень похожий магазин также был продан с брендом Parkside от их конкурента Lidl.Эти небольшие инверторные сварочные аппараты довольно универсальны, поэтому их можно найти в Интернете с различными марками и спецификациями по более низкой цене, если вы не возражаете отказаться от щедрой 3-летней гарантии Aldi. Самый дешевый, который я видел, стоил около 35 фунтов или 44 доллара, но в эту цену входил только инвертор, без сварочных проводов.
Мой отец работал кузнецом с 1990-х годов, и мои взгляды на него основывались на качественном инверторном сварочном аппарате. Он попробовал один из первых крошечных инверторов, когда они впервые появились на рынке в последнее десятилетие, но он не выдержал требований профессионального сварщика и собрал все необходимое.Таким образом, у меня не было больших ожиданий от этого устройства, но мне требовалось одно собственное, и по цене оно того стоило. Я время от времени использовал его для тяжелых сварочных работ общего назначения, для ремонта частей сельскохозяйственной техники и оборудования, а также для восстановления некоторых ступеней на узкой лодке из 7-миллиметрового листа. Он хорошо себя зарекомендовал в этих задачах, поскольку я не являюсь опытным сварщиком и моя работа не самая аккуратная, но она позволяет мне выполнять ее удовлетворительно.
Как работают эти сварщики?
Это сварной шов на трубе толщиной 1 мм с использованием сварного шва 2.Шток 5мм на 40А. Это не самый лучший сварной шов, который вы когда-либо видели, но то, что кто-то с моими ограниченными навыками смог сделать это, я считаю удивительным.Прошло много времени с тех пор, как инверторные сварочные аппараты были новыми, поэтому, возможно, меньше читателей будут использовать сварочные аппараты переменного тока, чем могло бы быть раньше. Для меня сравнение – это плавность, моя относительная нехватка сварочных навыков проявляется в том, что инвертор менее легко зажигает дугу, чем мой отец, но как только эта дуга горит, намного легче ее нарисовать и контролировать. .С инверторным сварочным аппаратом мне намного легче заполнять отверстия сварным швом, а лучший контроль тока означает, что мне легче справляться с более легкими работами, когда кому-то из моих способностей обычно лучше подойдет сварочный аппарат MIG.
Чтобы продемонстрировать это, я решил немного раздвинуть границы и попробовать сварочный аппарат Workzone с некоторыми обрезками квадратной трубы толщиной 1 мм из моего мусорного бака makerspace. Они были сделаны из ножки офисного стола и были типом приклада, который расширял бы границы с любым сварочным аппаратом.Поскольку это относительно небольшой сварочный аппарат, я использую его со стержнями диаметром 2,5 мм, которые, как и следовало ожидать, с радостью проделают отверстие в стенке трубы толщиной 1 мм при более высоких токах. Вот почему вы обычно используете MIG для такой задачи, и действительно, при 80 A я был вознагражден чем-то более близким к резке, чем сварка. Уменьшая ток до 40 А, я мог легко восстановить отверстие, а при попытке соединить две части под прямым углом я мог получить гладкий сварной шов с хорошей целостностью. Для меня способность сваривать этот материал просто потрясающая, поскольку мне никогда не удавалось сделать это на таком тонком металле с помощью сварочного аппарата.Это почти толщина кузова автомобиля, я бы никогда не подумал, что даже инвертор может приблизиться к нему. В стороне стоит сказать, что поддерживать дугу всего на 40 А немного сложнее.
… И каковы их ограничения?
Я описал свою рабочую зону как способного маленького сварщика, который хорошо мне помог в тех работах, для которых я ее использовал, и который даже удивил меня своими возможностями. Где в нем недостатки и сварщикам он нравится, если они такие хорошие, почему существуют лучшие сварщики?
Меня устраивает электрододержатель, но зажим заземления мог бы быть более прочным.Конструктивно эти устройства, как правило, достаточно надежны для серьезных случайных пользователей. Прочный корпус из листового металла с приличными отверстиями для охлаждения и вентилятором, предотвращающим перегрев, и латунными фиксирующими соединениями для проводов. В них нет ничего особенного, если вы привыкли к другим импульсным блокам питания: обычной электронике и тороидальному трансформатору. Провода имеют большой размер, и при осмотре оказалось, что в них используются медные проводники, а не алюминиевые, как я опасался, и поскольку они были проданы через европейского дистрибьютора, все имеет маркировку европейских стандартов.Если вы покупаете аналогичный сварочный аппарат в Интернете, он может не иметь этих разрешений, поэтому остерегайтесь устройств с нестрогими стандартами безопасности.
Чем они отличаются от сварщиков профессионального уровня, так это их рабочим циклом и, вероятно, в некоторых случаях также заявленной мощностью. Это не тот сварочный аппарат, который вы бы использовали для крупномасштабного производства или для постройки кораблей, это тот, который вы держите в цехе для коротких сварочных работ или, возможно, у вас есть легкий и портативный резервный вариант для работ, где ваш цех-сварщик просто слишком большой, чтобы добраться до него.Если бы я рискнул догадаться, почему сломался маленький инверторный сварочный аппарат моего отца, я бы указал на рабочий цикл: требования кузнеца, устанавливающего часть работы на месте, были, вероятно, слишком велики для этого. Так что, если вы время от времени работаете сварщиком, все будет в порядке, но если вы используете его постоянно, возможно, стоит вложить немного больше.
Кроме того, есть иногда оптимистичные характеристики небольших инверторных сварочных аппаратов. Блок Workzone сравнительно скромен по своей мощности – 80 А, но нередко можно увидеть аналогичные модели, заявляющие, что они способны на целых 200 А.Когда что-то, что стоит всего несколько десятков долларов, обещает мощности, которые кажутся нереалистичными для его цены, есть основания полагать, что изучение его пределов ускорит его упадок. Вы получаете то, за что платите, и, возможно, если ваши потребности будут более значительными, это вознаградит вас, если вы заплатите немного больше.
Среди читателей Hackaday будут люди, чьи сварочные навыки намного превосходят мои, а также множество людей, имеющих опыт работы с аналогичными дешевыми инверторными сварочными аппаратами.Я надеюсь, что обмен моим опытом поможет вам решить, стоит ли пробовать одно из этих устройств, и, как всегда, было бы здорово услышать ваше мнение в комментариях.
7 лучших сварочных аппаратов 2021 года. Обзоры и руководство по покупке.
На рынке есть множество сварочных инструментов, которые могут помочь вам изготавливать высококачественные изделия и эффективно ремонтировать ваше оборудование. Одним из таких сварочных инструментов является аппарат для дуговой сварки. Он превосходит сварочные аппараты TIG и MIG.
Сварочные аппараты для дуговой сварки представляют собой простейшую разновидность сварочных аппаратов.Более того, они представляют собой ценную альтернативу для достижения того, чего не может сварщик TIG или MIG. Различные формы резервуаров или герметичных контейнеров сливаются с помощью аппаратов для сварки штангой из-за точности и эффективности хорошего сварного шва.
Три фактора, описанные ниже, помогут вам выбрать лучших аппаратов для ручной дуговой сварки:
- Технология: Сварочные аппараты с дуговой сваркой отличаются друг от друга в зависимости от применяемой технологии. Эти методы определяют тип металлов, которые может сваривать сварочный аппарат.Аппараты для ручной дуговой сварки, описанные ниже, реализованы с использованием любой из этих технологий: усовершенствованная технология инвертора IGBT, сварка палкой или технология Easy Start.
- Источник питания: Важно знать источник входного питания. Исходя из этого, становится легко оценить эффективность и производительность. Как правило, аппараты для ручной дуговой сварки рассчитаны на работу с входной мощностью от 110 В до 220 В или 240 В. Некоторые сварочные аппараты работают с электрическими источниками, а некоторые – без проводов.Некоторые модели также работают с двойным напряжением, например, 115 В переменного тока и 230 В.
- Рабочий цикл: Рабочий цикл определяет количество минут в 10-минутном периоде, в течение которых аппарат для ручной дуговой сварки может генерировать определенный сварочный ток.
Младшие аппараты для ручной дуговой сварки имеют рабочий цикл около 10% при прибл. 70А. Аппараты для ручной дуговой сварки достойного качества имеют рабочий цикл от 35% до 60%. Дорогие высококачественные модели будут иметь рабочий цикл от 70% до 80%.
Помимо вышеперечисленных факторов, следует также учитывать качество, портативность, функции защиты, совместимость и стоимость. Вы можете ознакомиться с нашим «Руководством по покупке» , чтобы получить подробное представление об этих факторах. Теперь давайте посмотрим на подробности о лучших сварочных аппаратах для дуговой сварки:
Лучшие аппараты для дуговой сварки в 2021 г. 7 лучших аппаратов для дуговой сварки в 2021 г. Сварочный аппарат 160A MMA позволяет добиться профессионального результата в ваших сварочных проектах.Он обладает универсальностью и простыми в использовании функциями. Его можно использовать для различных процессов сварки тонкой стали. Используя этот сварочный инструмент, вы можете получить много преимуществ от процесса сварки MMA. Создаваемые сварные швы будут прочными, стержень будет течь равномерно, и дуга будет легко зажигаться.Если взглянуть на ключевые особенности, то этот сварочный аппарат 160A оснащен усовершенствованной технологией инвертора IGBT. Источник питания, необходимый для его работы – 110 / 220В. Он имеет номинальный рабочий цикл 40/60%.Этот сварщик может сваривать сталь, низкоуглеродистую сталь, нержавеющую сталь, чугун, алюминий и другие металлы. Устройство питания IGBT с исключительным режимом управления повышает надежность машины.
Этот сварочный аппарат MMA известен своей энергоэффективностью. Уменьшается урон железа и меди. Кроме того, увеличивается частота сварки. Машина оснащена системой управления с обратной связью. Это стабилизирует выходное напряжение и обеспечивает высокую адаптивность к электросети.
Сварочное напряжение можно и дальше регулировать, чтобы точно соответствовать сварочному току. Для обеспечения портативности производитель оснастил его удобной ручкой для переноски. Кроме того, компактный дизайн обеспечивает удобство хранения и транспортировки. Его можно использовать где угодно.
В комплект входит сварочный аппарат, электрододержатель с кабелем, рабочий зажим с кабелем, кабель и вилка адаптера питания, щетка и руководство пользователя.
Что нам понравилось:
- Усовершенствованная технология инвертора IGBT обеспечивает надежность
- Энергоэффективная сварка
- Долговечное качество сборки
- Чрезвычайно легкий и портативный
- Стабильное выходное напряжение
- Компактная конструкция
- Включены все необходимые аксессуары
Что нам не понравилось:
- Электрододержатель может сломаться во время сварки
Купить сейчас на Amazon
2.Zeny Arc WelderНесмотря на компактные размеры, этот аппарат для дуговой сварки Zeny обеспечивает большую мощность. Помимо сварочного аппарата, его можно использовать как произведение искусства. Медный разъем обеспечивает хорошую проводимость и стабильную мощность при длительном сроке службы. Сварочный аппарат обеспечивает большую экономию электроэнергии, чем традиционные сварочные аппараты.
Внедрение технологии Advanced IGBT гарантирует, что этот инвертированный сварочный аппарат может легко переключать питание переменного тока на постоянный. Впоследствии он включает в себя понижающий трансформатор для выработки надлежащего напряжения и тока.
Усовершенствованная технология IGBT обеспечивает более высокий КПД инвертора, достигающий 85%. Таким образом, он экономит больше энергии, чем традиционный сварочный аппарат. Сварочный аппарат работает от источника переменного тока 115 В и 230 В с двумя напряжениями и частотой 60 Гц. Номинальный рабочий цикл составляет 60%.
Этот аппарат для стержневой сварки ZENY поддерживает входное напряжение 110 В и 220 В. Кроме того, в нем реализована технология компенсации напряжения.
Готова к сварке; просто добавьте сварочные электроды. Он обеспечивает бесконечный контроль силы тока вместе со светодиодным индикатором.Таким образом, вы можете настроить машину на желаемые настройки. Система управления PWM и высокая надежность обеспечивают стабильную работу аппарата в течение длительного непрерывного процесса сварки.
Для обеспечения портативности он снабжен ручкой для переноски и выполнен в компактном дизайне. Этот аппарат для дуговой сварки Zeny Stick может сваривать низкоуглеродистую сталь, нержавеющую сталь, алюминий и некоторые другие металлические материалы. Он надежно работает в таких областях, как обработка листового металла, машиностроение, обработка железа, техническое обслуживание автомобилей, строительная верфь, фабрика, украшение дома и т. Д.
Что нам понравилось:
- Высокая эффективность инвертора до 85%
- Имеет 3 функции безопасности: защита от перегрузки, перенапряжения и перегрузки по току
- Надежный и стабильный выход
- Точная сварка без проблем
- Может сваривать многие разные металлы
- Подходит для широкого спектра применений
Что нам не понравилось:
- Провода могли быть длиннее
Купить сейчас на Amazon
3.Forney Arc WeldForney Easy Weld 100 ST – подходящий выбор для профессиональных сварщиков или любителей DIY. Это отличный сварочный аппарат для домашнего использования. Этот аппарат для дуговой сварки работает безупречно при периодическом ремонте сварных швов на легком металле. Легкая конструкция обеспечивает портативность.
Поставляется с технологией Easy Start и инверторной системой питания. Инверторная система питания легкая и простая в использовании. Таким образом, это гарантирует беспроблемную работу и высокие результаты.Технология Easy Start упрощает любое зажигание дуги. Необходимый источник питания – это источник питания на 120 В. На выходе 90А. Рабочий цикл составляет 30%.
Этот сварочный аппарат Forney Easy подходит для сварки TIG. Он эффективно рассчитан на установку электрода диаметром до 0,125 дюйма. Кроме того, он может сваривать 16 калибра толщиной до 0,3125 дюйма. Машина проста в использовании и портативна. Таким образом, вы можете взять его с собой куда угодно.
Применение сварочного аппарата Forney Easy включает сварочные работы, техническое обслуживание и ремонт своими руками.Эта машина – хороший выбор для применения в купольных автомобилях и домашних проектах. Он отлично подходит для начинающих и отлично подходит для небольших работ. Из него можно сварить решетку для двора.
Что нам понравилось в этом:
- Технология Easy Start экономит электроэнергию и упрощает сварку
- Чрезвычайно портативна и проста в использовании
- Зажимы провода и заземления плотно прилегают и хорошо изготовлены
- Сварщик достойного качества для цена
- Подходит для самостоятельной и профессиональной сварки
- Простая установка
Что нам не понравилось:
- Небольшой шум во время работы
Купить сейчас на Amazon
4.S7 Arc WelderАппарат для дуговой сварки 200A, упомянутый выше, является не только сварочным аппаратом, но и аппаратом для искусства. Благодаря своей энергосберегающей конструкции он может сваривать все типы черных металлов, например, среднеуглеродистую, углеродистую и легированную сталь. Машина обладает огромной мощностью и выполнена в портативном исполнении.
Это мощный сварочный аппарат с передовой инверторной технологией IGBT. Устройство питания IGBT с режимом управления повышает надежность сварочного агрегата.Эта технология позволяет аппарату сваривать сталь, нержавеющую сталь, низкоуглеродистую сталь, алюминий и чугун. Источник питания, необходимый для работы, составляет 110 В и 220 В. Номинальный рабочий цикл составляет 80%.
Благодаря функции энергосбережения этот сварочный аппарат может уменьшить повреждение железа и меди. Наблюдается заметное увеличение частоты сварки и отличное энергосбережение. С помощью управления с обратной связью с обратной связью напряжение на выходе стабильное.
Для вывода доступно 5 удобных быстрых подключений.Это делает его безопасным и быстрым в эксплуатации.
Для обеспечения портативности этот аппарат для дуговой сварки оснащен удобной ручкой для переноски. Компактный дизайн обеспечивает удобство хранения и транспортировки. Таким образом, его можно удобно использовать где угодно. Дисплей яркий и легко читаемый.
В комплект входит этот аппарат для дуговой сварки, адаптер линии преобразования 110–220 В, электрододержатель стержня для стержневой сварки, зажим заземления для дуговой сварки, два быстроразъемных соединения, ремень и руководство по эксплуатации сварочного аппарата.
Что нам понравилось в нем:
- Стальная рама обеспечивает долговечность и стабильность
- Пластиковая ручка обеспечивает портативность
- Возможность сварки различных металлов
- Высокий рабочий цикл 80% делает его пригодным для промышленного применения
- Энергосбережение и стабильный отвод тепла
- Защита от перегрева, защита от перенапряжения, защита от перегрузки по току
- Превосходная эффективность сварки
Что нам в этом не понравилось:
- Изначально было сложно использовать
Купить сейчас на Amazon
5.Инструмент для дуговой сварки TooliomЭтот аппарат для дуговой сварки представляет собой доступный вариант для сварки низкоуглеродистой стали и других типов металлов. Благодаря компактной конструкции и расширенным цифровым функциям этот сварочный аппарат обеспечивает максимальную портативность и удобство для пользователя. Независимо от того, являетесь ли вы любителем или профессионалом, этот сварочный аппарат подходит для ваших сварочных работ.
Поскольку этот сварочный аппарат имеет конструкцию с двумя входами напряжения, вы можете использовать оборудование при напряжении 120 или 230 В. Имея выходной ток до 195 А, вы можете работать с целлюлозными электродами E6010 / 6011/6013/6014 и 7018.Этот аппарат для дуговой сварки имеет номинальный рабочий цикл 60%.
Имеется интеллектуальный цифровой дисплей, который предоставляет интуитивно понятную информацию, например, выходной сварочный ток. Кроме того, есть также светодиодный индикатор аварийной сигнализации и регулируемая ручка. Даже если вы новичок, эти функции позволяют удобно использовать сварочный аппарат.
Что касается производительности, то в аппарате для ручной сварки используется функция предотвращения прилипания, чтобы электроды не прилипали к рабочей пластине и не влияли на качество сварных швов.Сила дуги копания создает гладкую дугу на целлюлозе, что делает сварочный электрод гладким, но прочным. У вас не будет трудностей с запуском дуги. Благодаря функции горячего старта вы можете быстро и легко запустить этот сварочный аппарат.
Как профессиональному сварщику, вам придется носить с собой аппарат для сварки штангой по разным рабочим местам. Помня об этом, компания Tooliom сделала этот сварочный аппарат очень портативным благодаря компактной и легкой конструкции. Кроме того, сварочный аппарат оснащен регулируемым плечевым ремнем, чтобы вам было удобно носить его.Также имеется удобная ручка для переноски для максимальной портативности.
Аппарат для дуговой сварки имеет надежную тягу и образует глубокую ванну расплава. Кроме того, при сварке меньше брызг, что обеспечивает чистое рабочее место. Сварочный аппарат имеет класс защиты IP215, что увеличивает долговечность и обеспечивает долгий срок службы.
Помимо аппарата для дуговой сварки, вы получаете множество компонентов и принадлежностей. В комплект поставки входят электрододержатель и 10-футовый кабель, зажим заземления и 10-футовый кабель, 10-футовый шнур питания с 120 В, адаптер для тяжелых условий работы 50 А, щетка и молоток, а также руководство пользователя.
Что нам понравилось в этом
- Поддерживает двойное напряжение – 120 В и 230 В
- Держит целлюлозные электроды E6010 / 6011/6013/6014 и 7018
- Поставляется с интеллектуальным цифровым дисплеем и светодиодной сигнализацией
- Имеет номинальный рабочий цикл 60%
- Легкая и компактная конструкция
- Максимальная портативность с регулируемым плечевым ремнем и удобной ручкой для переноски
- Безопасно и удобно для новичков
Что нам не понравилось в этом
- Не идеальный вариант для профессиональные сварщики
Купить сейчас на Amazon
6.S Simder Arc WelderЭтот сварочный аппарат постоянного тока станет отличным выбором для новичков и тех, кто хочет выполнить небольшой ремонт дома. Он прочен и обеспечивает высокую производительность для различных приложений. Включены различные функции безопасности. Вы можете использовать этот прибор для фиксации предметов или сварки двух металлических частей корпуса.
Имеется реализация передовой технологии IGBT. Требование к источнику питания – двойное напряжение 110-220 В.Номинальный рабочий цикл составляет 60%. При использовании в режиме расширенного управления двойным напряжением этот мини-электросварщик повышает эффективность процесса сварки.
В конструкции этого дугосварочного аппарата присутствуют стержни 3,2 мм. Они подходят для сварки в течение всего дня. Эти стержни подходят для сварки всех типов черных металлов, таких как углеродистая сталь, легированная сталь и среднеуглеродистая сталь.
Этот сварочный аппарат оснащен системой защиты от прилипания и защитой от перегрева и защиты от перегрева.Эти функции безопасности обеспечивают надежность и дают вам душевное спокойствие.
Благодаря легкому и компактному размеру он удобен в переноске. Он прост в использовании, поэтому новички могут использовать его на практике и для небольших сварочных работ. При правильном использовании освоить этот сварочный аппарат несложно. Во время работы агрегат требует меньшего обслуживания и может экономить от 30 до 70% энергии.
В комплект входит кабель 1,2 м, адаптер линии преобразования 110–220 В, держатели стержневых электродов, зажим заземления, 2 быстроразъемных соединения, сварочные перчатки и руководство по эксплуатации сварщика.
Что нам понравилось:
- Рабочий цикл 60% для сварки большинства металлов
- Работа с двумя напряжениями обеспечивает высокую эффективность сварки
- Оснащен функцией энергосбережения
- Защита от тепловой нагрузки для безопасности
- Можно использовать для мелкого ремонта в доме
- Прочная конструкция
Что нам не понравилось:
- Не может удерживать дугу дольше 10 секунд
Купить сейчас на Amazon
7.Сварочный аппарат Amico Power Arc StickЭтот сварочный аппарат Amico подходит как для начинающих, так и для опытных сварщиков. Он славится выдающейся стабильностью дуги и надежностью. Легкая конструкция и наличие прочных компонентов делают его надежным инструментом для внутреннего и наружного применения.
Усовершенствованная инверторная технология IGBT обеспечивает высокую эффективность сварки и поддерживает стабильность дуги. Источник питания, необходимый для работы, – 115 и 230 В переменного тока.Номинальный рабочий цикл составляет 60%. Этот сварочный аппарат оптимизирован для получения безупречного сварного шва.
Ток горячей зажигающей дуги легко изменить. Это может значительно улучшить функцию зажигания дуги. Используя этот аппарат, вы можете выполнять сварку различными типами кислотных или основных электродов. Реализованы некоторые дополнительные функции: защита от прилипания, горячий запуск и регулировка силы тока.
Он оснащен функциями безопасности для защиты устройства от повреждений. Эти функции включают защиту от перенапряжения, защиту от пониженного напряжения, защиту от перегрузки, защиту от перегрузки по току и автоматическую компенсацию колебаний напряжения.
Встроенная интеллектуальная система управления вентилятором запускается при запуске процесса сварки. Это помогает охладить компоненты.
В комплекте вы получаете сварочный аппарат ARC-160D, 10-футовый кабель рабочего зажима, 10-футовый кабель держателя электрода на 115 В и 230 В, адаптер питания, два сварочных электрода (2,5 мм), два сварочных электрода (3,2 мм) и принадлежности владельца руководство по эксплуатации.
Этот аппарат является хорошим выбором для сварки в легких условиях на ферме или в гараже. Новички легко могут получить дугу с первого раза.
Что нам понравилось в этом:
- Может работать при двух напряжениях переменного тока 115 В и 230 В
- Множество различных функций безопасности
- Весит 16 фунтов для портативности
- Высокая эффективность сварки и стабильность дуги
- Недорогой сварочный аппарат для начинающих
- Простота установки
Что нам в этом не понравилось:
- Не очень подходит для промышленных приложений
Купите сейчас на Amazon
На что следует обратить внимание перед покупкой Best Stick Welder ( ARC Welder):Если вы помните о вещах, которые следует учитывать, вы можете легко выбрать лучший аппарат для ручной дуговой сварки.Ключевым фактором при выборе одного из них является то, какие два металла вы хотите соединить с помощью этой конкретной машины. Взгляните на приведенный ниже раздел:
1. Входная сила тока и напряжениеВходная мощность, подаваемая на аппарат для дуговой сварки, очень важна. Обсуждая в первую очередь силу тока, ключевым фактором, который следует учитывать, является диапазон силы тока сварочного аппарата. Он точно определяет, что можно, а что нельзя сваривать. Большинство аппаратов для дуговой сварки могут плавить различные типы свариваемого металла. Тем не менее, сварщик с соответствующим диапазоном силы тока имеет решающее значение для сварки сечений различного калибра.
Выберите сварочный аппарат с током на 20–50 А больше рекомендованного. Сварка в более высоком диапазоне тока лучше, чем сварка в слегка холодном состоянии.
Следующее важное соображение – это входное напряжение. Мощность вашей электросети влияет на тип сварочного аппарата, который вы хотите купить. Сварочные аппараты для дуговой сварки совместимы с входом 110/120 В или 220/240 В в качестве однофазного источника питания. В качестве альтернативы им требуется трехфазный вход 240 В. Трехфазные сварочные аппараты предназначены для промышленного использования, тогда как однофазные сварочные аппараты используются для бытовых целей.
Чем выше входная мощность, тем мощнее он будет работать. Сварочные аппараты, требующие более высокой мощности, не могут работать в обычной домашней электросети. Это потому, что им нужна особая силовая цепь.
2. Качество сборкиВыбранный вами аппарат для ручной дуговой сварки должен прослужить дольше. Часто вкладывать средства в сварочную установку – не лучшая идея из-за высокой цены. Убедитесь, что материалы, используемые при строительстве, хорошего качества и долговечны.Некоторые сварочные аппараты сделаны из стали, а другие – из таких металлов, как углеродистая сталь, среднеуглеродистая сталь и стальной сплав.
3. Рабочий циклРабочий цикл представляет собой количество времени, в течение которого вы можете постоянно сваривать, прежде чем вам нужно дать машине остыть. Обычно полный рабочий цикл составляет 10 минут. Чем дольше рабочий цикл, тем эффективнее он может выполнять вашу работу. Кроме того, это гарантирует, что вы не столкнетесь с проблемой перегрева.
Если вы собираетесь использовать аппарат для ручной дуговой сварки для домашних ремонтных работ или некоторых других сварочных работ, то более низкий рабочий цикл вполне подойдет.Однако для промышленного применения требуется более высокий рабочий цикл. Проблема с более низким рабочим циклом в том, что вам нужно останавливаться каждые 2 минуты.
4. Функции безопасностиЕсли выбранный вами аппарат для дуговой сварки небезопасен в использовании, он не сможет обеспечить вам максимальную пользу. Вы можете столкнуться с проблемами безопасности. Следовательно, важно искать некоторые важные функции безопасности. Во время работы сварочные аппараты обычно нагреваются. Итак, очень важно предотвратить перегрев.
В некоторых аппаратах для ручной дуговой сварки доступны различные функции безопасности: перегрузка, перенапряжение, пониженное напряжение, перегрузка по току, перегрев, защита от прилипания и защита от тепловой перегрузки. Все функции безопасности гарантируют, что пользоваться аппаратом для ручной сварки безопасно.
С помощью защиты от тепловой перегрузки сварочный аппарат автоматически отключается до того, как он станет очень горячим. Когда он выключен, он запускается только тогда, когда агрегат остынет.
5. ПортативностьБольшинство аппаратов для ручной дуговой сварки портативны.Важно проверить портативность, потому что иногда вам нужно выполнять сварку вне дома. Благодаря портативности можно легко носить с собой. Вес и качество сборки определяют портативность. Вы можете рассмотреть возможность покупки легкого сварочного аппарата для портативности.
6. Другие функцииЕсть некоторые дополнительные функции, которыми может быть оснащен аппарат для дуговой сварки. Плазменные резаки являются дополнительной функцией для аппаратов для дуговой сварки. Это одна из самых ценных функций.
Некоторые другие функции могут включать поддержку различных процессов сварки, таких как функция сварки TIG, или процесс сварки MIG или флюсовой сердцевины. Такие дополнительные функции помогут вам легко и быстро переключаться между различными функциями, быстро и по доступной цене.
Дополнительные функции бесполезны, если вы хотите использовать оборудование только в качестве сварочного аппарата. Тем не менее, если вы хотите выполнить плазменную резку или различные виды сварки, разумно купить многофункциональный сварочный аппарат.
7. СтоимостьСварочные аппараты для дуговой сварки не так уж и дороги. По цене ок. За 200 долларов вы можете купить бюджетный сварочный аппарат, обеспечивающий надежные результаты и надежность. Если вы увеличите свой бюджет, вы можете получить сварочный аппарат с еще большей мощностью и большей универсальностью.
Часто задаваемые вопросы1. Чем дуговая сварка электродом лучше, чем сварка MIG или TIG?
Сварка MIG – это более быстрый и простой процесс; однако это не обеспечивает такое же качество сварного шва для шва, который следует герметизировать.При сварке TIG сварные швы хорошо известны, и их легко отличить от хорошего качества сварного шва. Но сварка TIG медленная и дорогая. Ручная дуговая сварка отличается скоростью, доступностью и предсказуемостью.
2. Как работает аппарат для дуговой сварки?
В процессе сварки используется электрический ток, подаваемый от источника сварочного тока. Этот ток может быть как постоянным, так и переменным. Он выходит из источника сварочного тока и проходит через зазор между металлом и сварочным стержнем.В этот момент ток вызовет электрическую дугу из-за разницы потенциалов.
3. Можно ли применять дуговую сварку как в помещении, так и на открытом воздухе?
Да, благодаря универсальности дуговая сварка штучной сваркой может использоваться как внутри помещений, так и на открытом воздухе. Он эффективно сваривает большинство стыков и сплавов. Большинство сварщиков идут на это, потому что это самый доступный сварочный процесс. Соответствующий процесс позволяет создать эффективную и надежную склейку любых металлов.
4. Необходимо ли иметь отличные навыки перед использованием аппарата для дуговой сварки?
Да, использование аппарата для ручной дуговой сварки требует высокого уровня навыков. Это верно не для всех сварочных процессов. Однако большинству из них требуется высокий уровень квалификации. Если вы новичок в дуговой сварке, вам нужно потренироваться, прежде чем работать над реальными проектами.
5. Как определить идеальный процесс сварки?
Во-первых, подумайте о сварочном проекте и его типе.После этого нужно подумать о материалах, которые вы собираетесь использовать. Важным фактором, который следует учитывать, является толщина металла. Необходимо знать, какова точная толщина материалов. Каждый процесс сварки ограничен точными металлами и толщиной.
6. Какие важные факторы следует учитывать при выборе аппарата для дуговой сварки?
Прежде чем выбирать аппарат для дуговой сварки, следует учитывать следующие факторы. Это используемые технологии, источник питания, рабочий цикл, используемые материалы, простота переноски, функции защиты, совместимость с другими металлами и цена.
ЗаключениеАппараты для ручной дуговой сварки известны своей превосходной скоростью и предсказуемостью. Они широко используются в домашних и промышленных сварочных установках. Все описанные выше аппараты для ручной дуговой сварки имеют несколько уникальных функций и операций, отвечающих конкретным потребностям. Убедитесь, что вы выбрали те, которые соответствуют вашим требованиям.
Исходя из вышеизложенного, сварочный аппарат S7 для дуговой сварки (110 В и 220 В) IGBT Digital Display LCD Welder – лучший выбор с точки зрения отличного рабочего цикла, новейшей инверторной технологии, портативности и легко читаемого дисплея.Сварочный аппарат Amico Power Stick Welder , 160 А, инверторный сварочный аппарат постоянного тока с IGBT дуговым электродом отличается превосходной стабильностью дуги, функциями безопасности, широкой совместимостью и эффективным механизмом охлаждения.
14 лучших плазменных резаков с комбинированными опциями для сварки TIG / Stick
10. Hobart 500566 Airforce 40i Plasma Cutter 240VПоскольку это продукт Hobart, само собой разумеется, что качество сборки и превосходные характеристики являются обязательными. . Резак XT40R, поставляемый с этим устройством, демонстрирует истинное качество Хобарта, как и прочный заземляющий зажим.Кабель заземления и провод резака имеют длину 12 футов и выглядят невероятно прочными.
Воздушный фильтр и регулятор давления встроены в аппарат, поэтому настроить плазменный резак Hobart 40i очень просто. Он также автоматически регулирует давление воздуха, легко и просто в использовании. Вам необходимо подключить эту машину к компрессору, производящему около 4,8 кубических футов в минуту, с давлением 90–120 фунтов на квадратный дюйм.
Поскольку большинство элементов управления автоматизировано, от вас особо нечего делать.Это означает, что нет необходимости в сложной пользовательской панели с кучей переключателей, датчиков и циферблатов. Все, что вам нужно, это регулятор мощности 20-40 А и переключатель включения / выключения. Множество светодиодных индикаторов предупреждают вас о любых встроенных функциях безопасности, управляемых бортовым компьютером.
Современный инвертор и вспомогательная дуга делают этот плазменный резак простым в использовании и обеспечивают точную и чистую резку с хорошей скоростью. Входной ток определяется автоматически, с учетом 120 В или 240 В.Максимальный выход при 240 В составляет 40 А (140 В постоянного тока) с рабочим циклом 50%. Как и у большинства сверхмощных плазменных резаков, рабочий цикл не так уж и высок. Но вы можете резать намного быстрее, а более чистый срез означает, что после этого отпадает необходимость в шлифовании или шлифовании среза. Это приводит к повышению производительности, несмотря на более длительное время простоя из-за более короткого рабочего цикла. Даже при использовании только входа 120 В вы можете достичь поразительной скорости резки. Установите его на выход 20 А, и вы сможете резать пластину из мягкой стали толщиной ¼ дюйма со скоростью 16 дюймов в минуту.
Hobart Airforce 40i спроектирован как простой в использовании портативный плазменный резак для легких строительных работ, кузовных цехов и более требовательных домашних магазинов. С этой целью они, безусловно, достигли своей цели. Он весит 30,6 фунта, у него хорошая ручка и он такой же прочный, как и есть.
Хотя Hobart 40i и не совсем дешевый, он действительно недорогой для этого калибра машины. Простые в использовании функции делают этот плазменный резак удовольствием как для домашних мастеров, так и для профессиональных слесарей.Качество и обслуживание клиентов Hobart считаются одними из лучших, а их гарантия 5/3/1 поистине великолепна: 5 лет на инвертор, 3 года на электронику и один год на резак.
5-летняя гарантия производителя Сварочный аппарат MMA ARC Инверторный сварочный аппарат на 200 ампер очень компактный STAHLWERK ARC 200 ST IGBT белый Электроинструмент и ручной инструмент Электроинструмент southessexcourt.com
STAHLWERK ARC 200 ST IGBT – Сварочный аппарат MMA ARC Инверторный сварочный аппарат с реальными 200 Ампер, очень компактный, белый, 5-летняя гарантия производителя *: для бизнеса, промышленности и науки.STAHLWERK ARC 200 ST IGBT – Сварочный аппарат MMA ARC Инверторный сварочный аппарат с реальными 200 Ампер, очень компактный, белый, 5-летняя гарантия производителя *: для бизнеса, промышленности и науки. Электродный сварочный аппарат на 200 А для сварки стержневой дуги MMA, очень компактный, легкий и удобный。 Современная инверторная технология IGBT – мощность 200 А с длительным рабочим циклом。 С множеством важных дополнительных функций, таких как контроль перегрева, защита от прилипания и горячий пуск. Включая сварочный щиток и 20 стержневых электродов。 Покупайте напрямую у производителя – 5-летняя гарантия * на сварочные аппараты и устройства плазменной резки, поддержка по телефону, техническая поддержка и обслуживание даже вне гарантийного срока。 Тестирование продукции, тестовая сварка и резка – убедитесь в наших преимуществах высокое качество и уникальное обслуживание клиентов。 Убедитесь в превосходном качестве сварки! 。Идеально подходит для начинающих и опытных сварщиков! 。Компактная и легкая конструкция с максимально возможной мобильностью! 。Важные элементы устройства: 。- MMA / ARC- Stick: можно использовать практически во всех условиях, поэтому сварку MMA можно считать универсальным процессом в сварочной промышленности.。- Anti-Stick: Незадолго до короткого замыкания система высвобождает установленный максимальный ток, что предотвращает прилипание и отжиг электрода. В случае прилипания электрода к заготовке сварочный ток отключается. Электрод не накаляется и легко отделяется от заготовки。- Горячий старт: автоматическое повышение напряжения при запуске для улучшения результатов сварки. Предотвращает прилипание стержневого электрода из-за кратковременного наложения заданного сварочного тока и быстрее нагревает начало сварного шва。 – Преимущества технологии IGBT: отличная производительность, хорошие характеристики передачи, высокое обратное напряжение и надежность – вентилятор быстрого охлаждения позволяет использовать максимальную мощность и увеличивает рабочий цикл устройства Защита от перегрева (O.C.) запускается при перегрузке устройства. Загорается желтая сигнальная лампа и гаснет, как только устройство снова остынет。- Свариваемые материалы: нелегированные, низколегированные и высоколегированные стали, никелевые и медные сплавы .。- Объем поставки: кабель заземления / электрододержатель 5 м, сварочный щиток, 20 шт. электродов 5,0 мм Выходной ток: 20-200 A uty Рабочий цикл: 60% при 200 A / 100% при 154 A Диаметр электродов: 1,5 – 5,00 мм Двусторонняя: 12 IGBT-транзисторов Источник питания: 2 В переменного тока (+ -15%) / 1 ~ (однофазный)。 Предохранитель: 16 А quency Частота: 50/60 Гц Вес: 6,3 кг Размеры: 390 x 170 x 275。。。。
5-летняя гарантия производителя Сварочный аппарат MMA ARC Stick инверторный сварочный аппарат с реальным током 200 А очень компактный STAHLWERK ARC 200 ST IGBT белый
2.2 фунта Прозрачная экологически чистая нить для 3D-принтера YOYI PETG Clear 1,75 мм, 100% первичное сырье, точность размеров +/- 0,03 мм, катушка 1 кг, впитывающая способность 5 капель для чувствительного мочевого пузыря Длинные прокладки Всего 64 прокладки для постоянного сдержанного недержания + 4 упаковки по 16 Счетчик, многофункциональный трос, замок времени, умная установка времени, замок для школьного спортзала. Hard.ink Черная нить PLA 1,75 мм для 3D-печати и ручек * 0,03 мм + / Самый надежный допуск * Нить для 3D-принтера 1 кг. Колесо подачи проволоки высокой точности CUHAWUDBA 0.Колесо привода проволоки 6X0.8 Mig, шестигранный ключ Faithfull 5.0Mm. Крепление бытовой техники Разводной гаечный ключ SENRISE 16-68 мм с большим отверстием Гаечный ключ для ванной комнаты Гаечный ключ Гайка Ручной инструмент В основном используется в ванной комнате. Плунжер для унитаза Гибкая головка из силиконовой резины Средство для удаления засоров для забитых сифонных туалетов Уровень успеха 99%, HAIMEN Настенный диспенсер для бумажных полотенец Коробка для бумажных полотенец из АБС-пластика С-образный или одинарный складывание Диспенсер для полотенец для рук для ресторана для туалетной ванной комнаты, коробка с кредитной картой с термобумагой EPOSGEARIngenico на 5000 единиц Принтер для чеков PDQ Swipe Machine Roll & Rapesco S11662Z3 Оцинкованные скобы 26/6 мм В упаковке 20 серебра.
лицевых панелей группы датчиков на заказ
лицевых панелей группы датчиков на заказ Описание. uspeedo 2015-2018 Dodge Charger Конверсионный датчик на 160 миль в час, лицо $ 150. 95 Аналоговая приборная панель Intellitronix Direct-Fit для грузовика Chevy 1967-1972 годов. Он не скручивается и не сжимается от влаги. Если вы не видите что-то, что подойдет вам, вообще никаких проблем. У меня такой же калибр, как и у вас. Нестандартные датчики. 1970-81 Camaro; Монтажная пластина топливного и вольтметра. Вы можете выбрать миль / ч, км / ч или и то, и другое на циферблате спидометра.Высококачественная дешевая китайская деталь для мотоциклов Saic Motor 801-hm-h23 Пластиковые детали для литья под давлением панели цифровой приборной панели, найти полную информацию о высококачественной дешевой китайской детали для мотоциклов Saic Motor 801-hm-h23 Пластиковые детали для литья под давлением панели цифровой приборной панели, приборная панель, инструмент Детали для формования кластеров, Пластиковые приборные панели от поставщика или производителя автоматических счетчиков. Набор многофункциональных дисплеев VesselView обеспечивает гибкость в зависимости от вашего стиля управления и стиля катания на лодке. 00 “Jeep® Love” Женская майка из 23.(1973-77) Отливка приборной панели – алюминиевая заготовка с переменным током. * Этот пример оплаты основан на указанной цене продукта в размере 43 долларов США. Детали Exact Fit разработаны специально для вашего велосипеда. Снятие лицевой панели приборной панели. Турника нет. Он должен быть подключен к источнику 12 вольт, но он должен быть плавким. Резюме: это относительно простой метод восстановления лицевых панелей инструментов и датчиков для вашего проекта, независимо от того, нужно ли вам сделать один или все датчики. Подчеркните красоту своей приборной панели с помощью нашей новой версии из полированной нержавеющей стали.Перейти к последнему слову Follow USSpeedo – единственный коммерческий производитель лицевой панели для SSR. В поисках пластины мы наткнулись на Classic Dash и узнали, что у них есть отличный способ обновить датчики в Nova, а также действительно улучшить внешний вид интерьера. com Снимите заглушку и кластер должен освободиться. Замена светодиода датчика начинается с 70 долларов. Специальная накладка на лицо с красной шкалой для нового Silverado Sierra Tahoe 2007-2013 гг. Жгут проводов автомобиля соединяет компьютер с датчиками комбинации приборов.Бесплатная доставка – Цены со скидкой – Годовая гарантия более низкой цены на накладки для шкалы нестандартного цвета. Вставьте выпотрошенный кластер обратно в приборную панель с установленной лицевой панелью, затем поместите пластину на место и наметьте сверло через небольшие отверстия. VesselView903 – 9-дюймовый стеклянный сенсорный экран с антибликовым покрытием и регулируемой подсветкой, функциями GPS и картплоттера, встроенным Wi-Fi и дисплеями. Cherry Burl и Black Stardust имеют глубокий глянцевый блеск и могут быть выгравированы для использования подсветки.Электро-световая графическая подсветка. Первые измерительные поверхности на рынке, изготовленные из материала OEM. В Andy’s Auto Sport вы можете найти Ford Thunderbird Blue Gauges по отличной цене. Белые накладки на приборную панель Полноразмерный фургон Ford 1975-91 гг. Проверьте наши датчики Thunderbird сегодня !. Перво-наперво: как вы собираетесь устанавливать датчики на приборной панели? У нас также есть уникальные лицевые панели для вашего кластера, чтобы изменить фон и цифры на ваш собственный. Купить сейчас. Привет всем! Чтобы дополнить мою текущую сборку двигателя, я также работал над индивидуальным дизайном комбинации приборов.Лучшие в мире инструменты для исполнения теперь доступны вам почти в бесконечном количестве конфигураций. 2000-21 BAGGER CUSTOM FACE-L. Бесплатная доставка от 199 долларов. До сих пор для ваших мотоциклов Harley Davidson были только дешевые виниловые наклейки. Флуоресцентный пигмент со временем тускнеет, и даже в самых лучших условиях он испортится примерно через 10 лет. Это самые качественные лицевые панели, которые вы можете найти. Добавить в корзину. Ни один американский спидометр не выпускает их на все годы, но без PRND321 он не станет лицом 6-ступенчатой.052 дюйма) алюминиевая пластина. Вы можете заметить удаление ржавчины, покраску и восстановление оригинальных циферблатов и пластины рамки кластера. Будьте первым, кто оставит свой отзыв об этом изделии. Также подходит: LaSalle 1932-33. Вы можете либо получить специальную рамку номерного знака, на которой написано все, что вы хотите, либо выбрать любую из этих предварительно разработанных рамок номерного знака BMW. Стандартный приборный щиток был заменен изготовленным на заказ элементом из нержавеющей стали с полосой и щитком Harley-Davidson, которые светятся фирменным оранжевым цветом Harley-Davidson.Бесплатная доставка. Особенностью прямозубых и косозубых зубчатых колес является их способность изготавливаться во внутренней форме, в которой внутреннее зубчатое колесо сопрягается с обычным внешним зубчатым колесом. Red Glow 03-06 Chevy Suburban / Tahoe / Silverado Накладка на приборную панель LT ES Cab. Возможности индивидуального дизайна безграничны, от белых лицевых панелей до доступных цветов радуги, а также специальной отделки и неограниченного количества настраиваемой графики. Проверьте наши датчики Thunderbird сегодня !. 1953 Ford Cluster. OEM-производители покупают напрямую оптом или в предварительно смонтированных пользовательских панелях через крупных производителей панелей и жгутов проводов по всей стране.Просто введите желаемое количество датчиков, и мы предложим несколько. Обновленный интерьер также оснащен новой комбинацией приборов с 7-дюймовым (180 мм) дисплеем TFT (тонкопленочный транзистор). Он затемнен, поэтому цифры не отображаются, когда на шоу выключен свет. Как только кластер вынут, посмотрите на его заднюю часть. Сравните цены и сэкономьте на автозапчастях. Вы можете выбрать миль / ч, км / ч или и то, и другое на циферблате спидометра. • Периодический или полный отказ кластера. Miata Chrome Shifter Surround 1990-1998 пластина с пыльником.Первый и второй лист смещены на заданную толщину. Это отличный способ при относительно невысокой стоимости оживить консоль без необходимости перекрашивать всю область стекловолокном. Датчик свечения ESCALADE Style Blue Face Glow Gauge для 99-02 Chevy Tahoe / Suburban / Silverado. Стандартные цвета циферблата для Ford F250, F350 и Excursion – белый, серебристый или черный. Номер детали: DAS-6013. В комплект входят датчики температуры и масла. Светодиоды в области указателя уровня топлива слишком яркие и не соответствуют другим.Итак, прежде чем отправиться в небольшой длинный уик-энд веселья, почините спидометр, давление масла или неисправные датчики на этом автомобиле, грузовике или внедорожнике Chevy или GMC 2003-2006 годов. Бесплатная доставка. Mazda Miata MX-5 Burnout Gauge Face от Revlimiter 1990-2015 гг. Положив кластер лицевой стороной вниз на мягкую поверхность, отверните 7 винтов с задней стороны панели с помощью крестообразной отвертки. См. Стили в Roadking pics. Эти высококачественные манометрические кольца Jass Performance являются давно востребованной отделкой кабины.Цена продажи: 20 долларов США. Завершите панели приборов и индикаторов. Этот вопрос был задан им 2 года назад, и они ответили, что могут это сделать, но я не уверен, что кто-то довел до конца свои усилия. металлическая пластина, или еще что-то нестандартное за смену. Новые комплекты лицевых панелей изготовлены из легкого и высокопрочного поликарбоната. В вашем случае точка «покоя» слишком низкая, поэтому стрелка должна подниматься до 1/3 шкалы. Бесплатная техническая поддержка: 866. Мы давно не снимали видео, посвященное автомобилю, так что вот.Домашняя страница Boese Engineering. Первые изображения приборной панели Пока я ждал, что Дэйв пришлет Punisher домой, я работал над дизайном специальной приборной панели Black Cat, которую Алекс создал для Punisher. BALANCE 200. 6 новых стрелочных указателей (на выбор: КРАСНЫЙ, СИНИЙ, БЕЛЫЙ) 6 новых шаговых двигателей. Новая пластиковая лицевая панель комбинации приборов. У нас много пожеланий по дизайну. Перекрасите и восстановите лицевую панель комбинации приборов. 1973-1987 C10 C20 Silverado Sierra Blazer Лицевая панель приборной панели Безель. Он прочный, легкий и используется для защиты и сцепления с дорогой на участках с высокой проходимостью.Белые индигло-лицевые датчики, белая лицевая панель управления кондиционером и лицевая панель кластера белого света. Примечания: 17. Правильная приборная панель или консоль лодки могут иметь решающее значение для ваших впечатлений от катания на лодке. Распространенной проблемой датчиков 964 и ранних 993 является то, что исходный отпечаток на лицевых сторонах датчика отслаивается или становится полупрозрачным. Популярные грани калибра. Я еще видел его в списке, но мне нужна задняя фара в сборе (а не линза) для стороны водителя моего 1978 года. Детали Exact Fit разработаны специально для вашего велосипеда.До сих пор для ваших мотоциклов Harley Davidson были только дешевые виниловые наклейки. Двойные контактные гнезда для пигтейлов Ford и GM 1973-1980 гг. 99 AUTO METER Датчик скорости спидометра AutoMeter от механического к электрическому, GM и Chrysler, резьба 7/8 “-18, эффект Холла, 16 импульсов в соответствии с ред. 5291. Они также производят нестандартные датчики. Вот отличный пример сменной панели переключателя регулятора, которую мы изготовили на заказ Изготовлен для одного из наших клиентов. Лицевые панели с зубьями теперь в наличии. OEM-производители покупают напрямую оптом или в предварительно смонтированных панелях на заказ через крупных производителей панелей и жгутов проводов по всей стране.1981: Указатель поворота изменен с треугольника на стрелку, добавлены международные символы и счетчик изменен с 5 на 6 цифр. Corvette Dash and Console Parts, C3 с 1968 по 1982 год. Новая пластиковая лицевая панель комбинации приборов. Поставляется со всеми деталями для восстановления и калибровки карбюратора для E85, а также подробными инструкциями. OER 6496824 1968-74 Открывающаяся пластина для часов Нова $ 64. Cherry Burl и Black Stardust имеют глубокий глянцевый блеск и могут быть выгравированы для использования подсветки. Домашняя страница Boese Engineering.Обратитесь к специалистам J&D по запчастям, чтобы сделать правильный выбор. Потому что единственное, что выглядит лучше, чем привязанный спидометр, – это привязанный спидометр на симпатичной пользовательской лицевой панели! Выберите желаемое место, и мы отметим, какие детали готовы к доставке СЕГОДНЯ. Собираюсь начать заказывать датчики и хотел бы увидеть, как люди размещают их в заводском кластере или датчики в контейнерах. 1968-1969 Camaro. Спасибо, что посетили домашнюю страницу Dakota Digital! Обладая более чем 30-летним опытом, наша команда разрабатывает и производит лучшие электронные контрольно-измерительные системы на вторичном рынке.Пользовательские ГРАФИЧЕСКИЕ лицевые панели доступны за 265 долларов. Введите текст и нажмите «Добавить текст», чтобы добавить его к градуировке шкалы. Вы также можете изменить цвет на собственный, просто сообщите нам об этом по электронной почте! Они произведены для замены OEM-стиля. Даже у 1965 GT с комбинацией приборов с пятью циферблатами не было тахометра в приборной панели, и он не входил в комплект поставки Rally-Pac. Модели 1969-1970 годов со стандартным интерьером. Приборы приборной панели и лицевая панель спидометра Ford Truck F1 1948-1950 $ 24. Специальная накладка на лицо с красной шкалой для нового Silverado Sierra Tahoe 2007-2013 гг.На всю нашу продукцию предоставляется гарантия сроком 1 год. Комплект для ремонта шагового двигателя датчика комбинации приборов GM X27 168 подходит для 03-06 GM Chevy Silverados Tahoes Yukons (7 двигателей + 36 светодиодных ламп + паяльник + присоска для припоя + инструмент для снятия + припой для сердечника из флюсовой канифоли). Доступен в 8 разных цветах для индивидуального вида! Выберите MPH или KMH. Вдохновением для лица послужил Corvette 57-го года. Проверьте наши датчики Thunderbird сегодня !. Передняя часть фары и комбинация приборов были переработаны, чтобы сделать их более прочными и функциональными.В раскрывающихся меню есть M для метрических версий. Усиленные алюминиевые стрелки черного цвета. Уникальный гоночный стиль. Classic NOS Parts продает старые автомобильные запчасти, которые трудно достать. Если вы работаете с оригинальной чертой, будет отверстие, предназначенное для размещения оригинальной лицевой панели. 1975-78 KAWASAKI Z1 kz900 kz1000 kz 900 1000 спидометр спидометр на лицевой панели – 15 фунтов стерлингов. Доработана задняя секция выхлопа и сидит на машине. С нашими обновлениями вы можете изменить цвет фонарей с помощью различных вариантов светодиодного освещения.Вот о чем это все. Номер детали: A12L1065. Репродукция оригинальной хромированной и детализированной передней панели репродукции передней панели Chevelle была изготовлена в соответствии с оригинальными заводскими спецификациями с использованием современных современных технологий производства. Переключает объемное звучание. Алюминиевая пластина 6061 T651 обеспечивает прочность, сопротивление скольжению и долговечность. Они состоят из датчика спидометра и кабеля спидометра, который соединяет датчик и штуцер на ступице переднего колеса. Это самые качественные лицевые панели, которые вы можете найти.Бесплатная доставка. Электрооборудование, освещение и аудио – шаговый двигатель комбинации приборов – Хорошо, ребята, я планирую попробовать заменить шаговый двигатель на моем 2004 F150 Lariat. Наша цена: 239 долларов. У кого-нибудь есть фото платы за лицевой панелью? Они показывают 2 разных двигателя. 1967 Nova 4-дверный седан и универсал. Привет всем! Чтобы дополнить мою текущую сборку двигателя, я также работал над индивидуальным дизайном комбинации приборов. коричневый оранжевый 10 ОТСОЕДИНЕНИЕ ДАТЧИКА Эти разъемы должны соответствовать разъемам жгута проводов панели приборов (510409, сумка H).Бесплатная доставка в США для заказов на сумму выше 250 *. Проверьте наши датчики Thunderbird сегодня !. 88-91 Chevy Truck Крышка индикатора приборной панели приборной панели OEM. Я удлинил калибровочные иглы (к центру), как и со своим кластером Rx400h, я также изменил цвет иглы с красного на белый. По крайней мере, у нас все еще есть оригинальная статья о том, как он достиг своей цели по созданию пользовательских лицевых панелей. Электрооборудование, освещение и аудио – шаговый двигатель комбинации приборов – Хорошо, ребята, я планирую попробовать заменить шаговый двигатель на моем 2004 F150 Lariat.2006-2010 Suzuki M109. 1965-1970 годы Рабочий цилиндр усилителя рулевого управления Mustang. Изделие: 32-067A. В Andy’s Auto Sport вы можете найти красные датчики Ford Thunderbird по отличной цене. Датчики вокруг вашего автомобиля собирают данные и отправляют их на компьютер вашего автомобиля. Резюме: это относительно простой метод восстановления лицевых панелей инструментов и датчиков для вашего проекта, независимо от того, нужно ли вам сделать один или все датчики. Введите текст и нажмите «Добавить текст», чтобы добавить его к градуировке шкалы. Автомобильный цифровой приборный измеритель скорости для приборной панели.Поднимите настроение с помощью новейших мотоциклетных спидометров, GPS, датчиков, комплектов отделки салона и аксессуаров, устанавливаемых на руль мотоцикла. Украшайте приборные панели вашего иностранного или отечественного круизера или гоночной машины с помощью одного из наших многочисленных супер-крутых лицевых панелей, комплектов и накладок от лидеров отрасли в области автомобильных акцентов и настроек. Черный циферблат, радиальный безель из полированной нержавеющей стали, белый наконечник. Модификации тела – этот главный список безумных модификаций тела полон чрезвычайно преобразованных людей.Компания занимается модификацией технологий салона автомобилей, в основном занимается автомобильными жидкокристаллическими приборами и универсальными решениями для многофункционального централизованного управления. Информация об автомобиле, необходимая для гарантии соответствия. См. Подробную информацию о продуктах. В Andy’s Auto Sport вы можете найти белые датчики Ford Thunderbird по отличной цене. 1967 Chevy II Nova и SS. Цвета лицевых панелей и другие визуальные эффекты часто выбираются для контраста, чтобы операторы могли легко и быстро идентифицировать и решать потенциальные проблемы с оборудованием.маленькие светлые отверстия имеют диаметр 1/2 дюйма. Отсоедините семи (7) штыревой разъем от датчика и снимите датчик. Если вам нужна приборная панель El Camino, приборная панель GMC Sierra или отделка приборной панели Chevy 210, это самый надежный вариант. Калибры и комплекты. Эти накладки с шкалой нестандартного цвета созданы специально для вашего года выпуска, марки и модели автомобиля. Стандартные цвета циферблата для Ford F250, F350 и Excursion – белый, серебристый или черный. Трафаретная печать обеспечивает высококачественную маркировку и резкость по всей поверхности сборки.Dodge Lancer 1961 года выпуска. Масляный датчик 98 не будет работать (аффайк из-за разного сопротивления), но да, эта часть кластера выскакивает, если вы снимаете лицевую панель. Затем используйте красивые винты из нержавеющей стали, чтобы закрепить его на месте. 5 лет назад · отредактировал 5 лет назад. Созданный вручную для размещения двух установленных друг на друга ламп для проекторов, номерного знака и небольшого цифрового измерителя для замены более громоздких стандартных единиц, новый дизайн также добавляет камеру GoPro для записи всего удовольствия, которое вы получите от мотоцикла. Сообщение от subford »21 мая 2009 г. 8:34 утра zoon писал: эй, если я уберу небольшой столбик, на котором останавливается игла спидометра, стрелка будет продолжать двигаться точно до скорости.Материал наших весов – полипропилен 0,3 мм! Это не бумага! Вот как выглядят готовые заказы. Проверьте наши датчики Thunderbird сегодня !. 1967 – 1968 Firebird Custom VHX Dash Gauge Instrument Set. Разделительная пластина корпуса клапана автоматической коробки передач. Price 78-88 Набор пользовательских полированных алюминиевых рамок для манометров. Правительство. 1979 Ford LTD II Спидометр 2. Вешалка! Если вы до сих пор проверили часть 2 сборки, вы бы увидели датчики AutoMeter Spek-Pro, которые были выбраны для этой сборки, а вот начало кластера настраиваемых датчиков для Corolla !.Присоединился 26 дек. 2007 г. · 24 сообщения. 1979-1986 Ford Mustang Dash Panel. Если вы хотите недорого преобразовать любой автоматический манометр в белый манометр или просто хотите задать вопрос относительно мелкого ремонта вашего автомобильного манометра, не стесняйтесь обращаться к нам. Привет всем! Чтобы дополнить мою текущую сборку двигателя, я также работал над индивидуальным дизайном комбинации приборов. Вы можете выбрать один из вариантов выше или отправить нам изображение в высоком разрешении, и мы разработаем его для вас. 1940 1941 Все годы Электрический датчик приборной панели кузова, приборная панель в салоне, стандартная комплектация.Осторожно наклоните верхнюю часть кластера назад и влево, освобождая рулевую колонку. 1935 г. Плимутский кластер. Dodge Lancer 1961 года выпуска. Увеличьте количество чтений до 25 миллионов, чтобы разблокировать новые приложения. Предлагаем ДХО для Hummer h3 и Off-Road. Kostenlose Lieferung für viele Artikel !. Убедитесь сами, почему покупатели любят наш выбор и отмеченное наградами обслуживание клиентов. Вы можете выбрать миль / ч, км / ч или и то, и другое на циферблате спидометра. Цена продажи: 20 долларов США. 1994-2004 Мустанг Корпус комбинации приборов. Описание.Мы строим нестандартные узлы и колеи для всех автомобилей. ) Кроме того, я вынул винты из лицевой панели, отсоединение проводки от задней части каждого инструмента освободит лицевую панель от выхода? Не хочу позволять себе вольности и ломать пластик. Удаление спидометра, чтобы добраться до них, не описано в этой статье. Каждая деталь из нержавеющей стали точно вытравлена. 1999-2002 Chevrolet Truck Silverado Dash Cluster White Face Gauges 99-02. Лицевая панель радиоуправления (вторичный рынок) Cadillac.Популярные грани калибра. В Andy’s Auto Sport вы можете найти датчики из углеродного волокна Ford Thunderbird по отличной цене. Преобразование в часы и тахометр. – ИЗДАНИЕ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ. Версии 1500, 2500, ГАЗ, дизель, миль / ч и км / ч в наличии! Эти комплекты доступны для грузовиков GM 1999-2007 годов и внедорожников. Установка пользовательских лицевых панелей – отличный способ продемонстрировать свою яркую индивидуальность в тире, как вы делаете это в своем автомобиле. Заменяет Ford № D3AZ-13410G, GM № 88860439 Номер детали: 2534F. Распространенной проблемой датчиков 964 и ранних 993 является то, что исходный отпечаток на лицевых сторонах датчика отслаивается или становится полупрозрачным.00 USD Белые иглы / серебряная ступица 39 долларов США. металлическая пластина, или еще что-то нестандартное за смену. Белые индигло-лицевые датчики, белая лицевая панель управления кондиционером и лицевая панель кластера белого света. Быстрый просмотр. Ага, ты прав. НОМЕР ЧАСТИ: DAS-1037. Базовые светодиодные свопы – это всего лишь однодневный оборот по времени / в тот же день, если местный. Приложения для автомобилей A-Body, оборудованных датчиком Rallye, таких как 1970 Dart Swinger 340, 1970-71 Duster 340 и 1971 Demon 340. Пользовательская рамка номерного знака Рамка номерного знака BMW Нет лучшего способа персонализировать BMW, чем добавить персонализированный номерной знак.95-тактная стандартная монтажная прокладка спидометра для моделей Harley-Davidson 1989-1991 Sportster XL и 1987-1994 FXR OEM # 67104-83. Комплект лицевой поверхности манометра Speedo из нержавеющей стали для США. ДОСТУПНАЯ СКИДКА. Они предназначены для использования в заводской лицевой панели приборной панели со спидометром, тахометром, датчиками топлива, масла, температуры воды и вольт по рекомендованной розничной цене 973 доллара. Осторожно поднимите панель, обнажив пластиковую линзу, и отложите ее в сторону. Идеальная установка. Снимаем стабилизатор напряжения. Вставьте опорную пластину в обе лицевые пластины, убедитесь, что все выровнено.Вы также можете просто поменять местами «шляпы» или покрасить лампочки красной полупрозрачной краской, но если вы умеете паять, светодиоды – это то, что вам нужно! Только одно предостережение в отношении светодиодного комплекта BlackCat. Причина, по которой я спрашиваю, состоит в том, что я собираюсь составить руководство по созданию пользовательских граней датчиков и поверхностей вентиляции и кондиционирования. & хромированная рамка перчаточного ящика, завершающая лицевую панель. Эти комбинированные объемы обеспечивают колоссальные закупки. Price 78-88 Набор пользовательских полированных алюминиевых рамок для манометров. The Statesman International выпущен ограниченным тиражом в 250 экземпляров.Они предназначены для использования в заводской лицевой панели приборной панели со спидометром, тахометром, датчиками топлива, масла, температуры воды и вольт по рекомендованной розничной цене 973 доллара. Основано на фундаментальном 1. Быстрый просмотр. Бесплатная служба поддержки клиентов: 866. OEM 61401-82) для манометров, установленных на резервуаре, на моделях FX с 1977 по 1984 год: 8 долларов США. Если ваш приборный щиток созрел для апгрейда, обратите внимание на эту шестизмерительную систему прямого монтажа. Работает на штатной электросистеме вашего автомобиля. ВНИМАНИЕ: рак и вред репродуктивной системе – www. Просмотреть все приложения. Инновационные монтажные решения включают в себя ролл-пак, опорные стойки, стручки, лицевые панели, монтажные чашки, измерительные панели и многое другое.Как только кластер вынут, посмотрите на его заднюю часть. Уникальный специализированный магазин Dakota Digital поможет вам осуществить ваши мечты о цифровых или аналоговых инструментах! Наши мастера могут настроить вашу комбинацию приборов с помощью системы цифрового вакуумного флуоресцентного дисплея (VFD) или новой гибридной аналогово-цифровой системы VHX, используя штатный (OEM) корпус манометра вашего автомобиля или грузовика. GS1100 Katana. Крепления манометров: Комплекты лицевой панели радио: Ручки переключения: Тормоз переключения передач и ботинки: Подстаканники: Подлокотники консоли: Напольные коврики: Дверные детали и оборудование: Изготовленные на заказ накладки на пороги: Чехлы на сиденья: Подогреватели сидений: Органайзеры: Коврики задней палубы Накладки на распорки задних стоек : Дуги и клетки: внутреннее освещение: звукоизоляция.Цвет безеля: Серебристый. Комплект лицевой поверхности манометра Speedo из нержавеющей стали для США. Стикеры Jeep® Love (‘Murica Edition) от 10. 16 августа 2012 г. Добро пожаловать в каталог VDO для датчиков и аксессуаров для автолюбителей. Номер детали: DAS-324R-NV. Датчики в комплект не входят. Ремонт комбинации приборов Audi A4. Они работают с легковыми, грузовыми автомобилями и внедорожниками, и каждый комплект US Speedo Color Gauge Face Kit работает с ночными огнями вашей поездки. Как OEM-поставщик для более чем 200 судостроителей, мы предлагаем элегантные низкопрофильные приборные панели для самых разных типов лодок.Вся наша вакуумная металлизация выполняется нашим партнером, Mueller Corporation. Ручки переключателя фар. Сварка еще одной арматурной пластины. Спасибо, что посетили домашнюю страницу Dakota Digital! Обладая более чем 30-летним опытом, наша команда разрабатывает и производит лучшие электронные контрольно-измерительные системы на вторичном рынке. Вставьте опорную пластину в обе лицевые пластины, убедитесь, что все выровнено. пластина, лицевая панель спидометра, кастомные лицевые пластины спидометра мотоцикла, датчик мотоцикла. Он не скручивается и не сжимается от влаги.Но он также обнаружил суперяркие светодиоды (конечно, оранжевые), которые загораются при включении. Если это возможно, и это настоящее упражнение по принципу «включай и работай». Ремонт и восстановление манометров для старинных автомобилей, автомобилей Hot Rod и классических автомобилей Спидометр Боба работает с 1929 года – более 85 лет и является одной из ведущих мастерских по восстановлению и ремонту датчиков в мире! Мы обслуживаем большинство марок и типов манометров – спидометры, тахометры, часы, масло, топливо, ампер, вольт, давление и множество других – для всех американских марок / моделей и годов выпуска, а также для большинства.Impala была популярным флагманским легковым автомобилем Chevrolet и входила в число самых продаваемых автомобилей американского производства в Соединенных Штатах. Подарите своему американскому мотоциклу Buell настоящую лицевую панель, намного лучше, чем стандартная модель, которая (на мой взгляд) является единственной плохо спроектированной деталью в этом великолепном байке. Материал наших весов – полипропилен 0,3 мм! Это не бумага! Вот как выглядят готовые заказы. Комплект датчиков Mustang White Face Gauge (99-04) GT / V6. Пусть затоваривают. BALANCE 200. Персонализированный передний номерной знак, Пользовательский номерной знак с именем, Номерной знак с бриллиантовым видом, Велосипед, Мини, Пользовательский туалетный столик, Подарок для него.1994-1997 Dodge Ram GAS Dash Cluster White Face Gauges 94-97. Специальная накладка на лицо с красной шкалой для нового Silverado Sierra Tahoe 2007-2013 гг. Пользовательский набор инструментов для трафаретной печати Цифровой спидометр циферблата для Tiguan. Эта измерительная панель поставляется в комплекте с монтажной платой для непосредственного монтажа, специальной лицевой панелью из дымчатого оргстекла и универсальным блоком отправки температуры. Хотите ли вы несколько новых приборных панелей Ford или целую крышку приборной панели Ford, у нас есть то, что вам нужно! Кроме того, у нас есть наши цифровые полки, максимально укомплектованные другими замечательными аксессуарами Ford, которые помогут вам освежить внешний вид вашего автомобиля.Воспроизведение оригинала, сделанного на оригинальной оснастке Правильно Темно-синий с полуглянцевой вставкой Правильно напечатанная этикетка переключателя фар Правильная полоса Также Правильно Для Монте-Карло 1986-88 ПРИМЕЧАНИЕ: покупатели должны использовать старую линзу сигнального фонаря и тепловую стойку на месте с новым держателем линзы, поставляемым с лицевая панель. Комплект 99 Черная лицевая панель TF120146 1955-56 Панель калибра 5 – калибры 3-1 / 8 “и 2-1 / 16”. 5 из 5 звезд. Новые комплекты лицевых панелей изготовлены из легкого и высокопрочного поликарбоната.Я быстро щелкнул лицевую панель и окантовку консоли, она выглядела довольно хорошо, и, возможно, потребовался бы кусок резины вдоль нижней части, чтобы он выглядел менее нестандартным и более заводским. 1968 – 1975 Nova Dash Приборная панель Панель приборов Гнездо для лампочек и комбинированный комплект ламп. Проверьте наши датчики Thunderbird сегодня !. Домашняя страница Boese Engineering. Если есть хоть кто-нибудь с кастомным кластером. Бесплатная техническая поддержка: 866. Finden Sie Top-Angebote для 1977-80 Kawasaki kz1000 kz1000ltd ltd. Датчик ТАХОМЕТР ЛИЦЕВАЯ ПЛАСТИНА для eBay.Комбинация приборов, которая является частью приборной панели вашего автомобиля, представляет собой набор всех приборов, установленных в вашем автомобиле. Агрессивный облик Harley-Davidson GMC может похвастаться полностью индивидуализированной решеткой радиатора с узорчатой сеткой Bar & Shield, подчеркнутой непрерывной оранжевой контурной вставкой. Добавить в список желаний. Я заменил светодиоды позади него, прежде чем купил лицевую панель, но вы не видите свет. 1973-87 GM Truck Classic Instruments Прямая посадка 6-ти мерная комбинация – белый горячий. Но лучше было бы проиллюстрировать, если за этим стоит необходимый навык.Двигатель стоит 3. 00 за поездку и полную замену одометра. Daytona Edition Custom Gauge Face для Jeep Wrangler JL и Jeep Gladiator 2018-2020 $ 149. Если ваша панель переключателя регулятора выглядит немного уставшей из-за многолетней эксплуатации, обновление с помощью чего-то вроде этой панели кнопочного переключателя сделает вашу приборную панель похожей на новую! Примерная стоимость: 1000 – 1200 долларов. Потому что единственное, что выглядит лучше, чем привязанный спидометр, – это привязанный спидометр на симпатичной нестандартной шкале. Запасные части и модернизация комбинации приборов.Illumaesthetic Subaru Impreza STi (VA 2015+) – Датчики. Автомобили, мотоциклы, лодки, коммерческие, сельскохозяйственные и т. Д. Цена за единицу. Модель: 3274654: Состояние: НОВОЕ. 1967-72 Полная комбинация приборов. Включает новую черную и хромированную лицевую панель в стиле 67-68 или 69-72 на ваш выбор, линзу, спидометр, датчик усилителя, датчик уровня топлива, датчик давления масла, печатную схему датчика, опорные пластины для 2 датчиков, внутреннюю и внешнюю Футляр, линза к лицевой панели, резиновые прокладки, трубки сигнала поворота и линза. Комплекты манометров для прямой установки Ford 1933-34 гг. Комплект поставки Ford для автомобилей 1940 г. Комплект поставки Ford Direct Fit Shoebox 1949-50 1953-55 гг. Ford F-100 Комплект для грузовиков 1956 г. Ford F-100 комплект для грузовиков 1961-66 гг. 1966-77 1967-68 Мустанг Пакет.Номер детали: DAS-324R-NV. 03 в месяц *. 95 в корзину. Вы также можете просто поменять местами «шляпы» или покрасить лампочки красной полупрозрачной краской, но если вы умеете паять, светодиоды – это то, что вам нужно! Только одно предостережение в отношении светодиодного комплекта BlackCat. Работает на штатной электросистеме вашего автомобиля. Серый: этот набор датчиков имеет серое лицо, черные цифры и иглу. Бесплатная доставка Бесплатная доставка Бесплатная доставка. 1987-93 Mustang HOLLEY (6. Приборы – (набор из 2 манометров) – Традиционная серия с плоской линзой, 12 В. Набор реагентов MiSeq v3 позволяет исследователям: Удвоить производительность за один цикл.95) Найдите отличные предложения по новейшим стилям пользовательских лицевых панелей. 88-91 Chevy Truck Крышка индикатора приборной панели приборной панели OEM. 6 мая 2017 – FMB CHOPPERS Yamaha Raider Sinister bend APE HANGERS. Blue Glow 98-04 Chevy S10 Truck / Blazer With Tach Gauge Face Overlay New S-10. 1967 – 1968 Набор датчиков комбинации приборов Dash, HDX: спидометр, тахометр, давление масла, температура воды, вольтметр и топливо НОМЕР ДЕТАЛИ: DAS-1058 Наша цена: 1295 долларов. Если вам нужна приборная панель El Camino, приборная панель GMC Sierra или отделка приборной панели Chevy 210, это самый надежный вариант.Это очень пористый Подробнее >>. 2L-1065 Комбинация приборов – аналоговая, прямая установка, продается отдельно. Безель комбинации приборов; 1940 Стандарт, 1940-41 Пикап, Коммерческий. Комбинация манометров Waldoch по индивидуальному заказу / циферблат для 09-14 F150. Восстановленный 1965 Corvette Hi RPM Gauge Cluster Rear. Плоский лист определяет множество проходов, сформированных полностью по толщине и проходящих между первой поверхностью и второй поверхностью. В конце концов, это оборудование, которое информирует вас о том, что происходит с вашей машиной и как она работает.Классический инструментальный блок 6-го калибра для грузовиков Chevy / GMC 1973-87 годов. 1965-1970 годы Рабочий цилиндр усилителя рулевого управления Mustang. Нет необходимости в периодической очистке и смазке. Щелкните любой текстовый блок, чтобы выделить его – Перетащите в нужное положение – изменение размера колеса мыши – Выберите цвет и шрифт. Первый и второй лист смещены на заданную толщину. Информация о продукте. 00 Первоначальная цена: 99. Вытяжная задняя пластина Raptor 1-1 / 2 “- черный анодированный или машинная отделка / установка: All Touring, 2018 и новее Softail; 1-1 / 8” FM Fly Moto Style Black Powdercoat Bars for Stock Harley Hand Органы управления или черный анодированный руль 1 “ODI Podium V-Twin / Moto (размер стержня 1” временно недоступен) Опциональная рамка для манометра RG Billet Gauge.RealTruck имеет все необходимые инструменты, чтобы сделать лучший выбор для вашего грузовика, включая галереи изображений, видео и дружелюбный, знающий персонал. Моя большая проблема заключалась в том, чтобы найти бумагу Тайвек для печати циферблатов. Заказ) Оригинальная заводская панель приборов, спидометр, приборная панель. • Неисправность указателя / иглы. Wrangler JK / U – Набор для измерения лица – Custom Yeti [ERR] Цена со скидкой: 75. Стандартная панель приборов была заменена на изготовленную на заказ деталь из нержавеющей стали с панелью Harley-Davidson и щитком, которые светятся фирменным оранжевым цветом Harley-Davidson. .Kostenlose Lieferung für viele Artikel !. Традиционный: датчики этой серии доступны с черными цифрами и белыми цифрами и. Лицевая панель переключателей. 2003 – 2006 Ремонт комбинации приборов Chevrolet Avalanche. Быстрый просмотр. Я использовал заводскую лицевую панель, чтобы прикрепить белую лицевую панель. Инструменты, дисплеи и кластеры. Специальная лицевая панель приборной панели спидометра для Nissan Patrol GR Y60. Украшайте приборные панели вашего иностранного или отечественного круизера или гоночной машины с помощью одного из наших многочисленных супер-крутых лицевых панелей, комплектов и накладок от лидеров отрасли в области автомобильных акцентов и настроек.Цвет для классного образа. Информация о продукте. Sycamore, IL 60178. 1979 Ford LTD II. Наборы для лицевых панелей Daytona Edition от Speedo предлагают на выбор красный, белый, оранжевый, зеленый, розовый, желтый или синий фон. Перекрасите и восстановите лицевую панель комбинации приборов. 1967 – 1968 Firebird Custom VHX Dash Gauge Instrument Set. Re: комбинация приборов мод. 00 USD Красные иглы / серебряная ступица 52 доллара. Потому что единственное, что выглядит лучше, чем привязанный спидометр, – это привязанный спидометр на симпатичной пользовательской лицевой панели! Выберите желаемое место, и мы отметим, какие детали готовы к доставке СЕГОДНЯ.получить лицевую панель для датчиков, чтобы войти в нее. В Andy’s Auto Sport вы можете найти Ford Thunderbird Blue Gauges по отличной цене. Это очень пористый Подробнее >>. Установка пользовательских лицевых панелей – отличный способ продемонстрировать свою яркую индивидуальность в тире, как вы делаете это в своем автомобиле. Классический инструментальный блок 6-го калибра для грузовиков Chevy / GMC 1973-87 годов. Инструмент «Добавить мой автомобиль» показывает только те детали, которые подходят вашему автомобилю. Каждый калибр изготовлен из штампованной стали с калибром.ЛИЦО ДАТЧИКА ПОДСВЕТИВАЕТ СИНИЙ НОЧЬ. Крышка комбинации приборов в виде полированной заготовки. Розничная цена: 95 долларов. Стекловолоконный приборный щиток вставьте в стандартную приборную панель, а затем сделайте лицевую панель для приборов. Полный ассортимент продуктов Diagcode и Microtronik, программаторов, программного обеспечения и инструментов. Классический инструментальный блок 6-го калибра для грузовиков Chevy / GMC 1973-87 годов. У меня такой же калибр, как и у вас. Бесплатная доставка Бесплатная доставка Бесплатная доставка. 2003 – 2006 GM грузовики и внедорожники. Шаг 3: Снимите датчики с комбинации приборов. Отнесите приборную панель и часы в сборе к своему рабочему столу.# LRS-17255W99. Доступные 8. Но теперь, после более чем 10-летнего производства сменных калибровочных поверхностей для автомобильной промышленности, мы разработали линейку высококачественных калибровочных поверхностей из нержавеющей стали для ваших кастом-байков. 125–140 долларов на полную перестройку !. Вот почему я продаю только печатные формы из высококачественного пластика. ПОЖАЛУЙСТА, ОТПРАВЛЯЙТЕ ВСЕ ЗАПРОСЫ И ВОПРОСЫ НА [адрес электронной почты] eBay SpeedoMeter Gauge OG Classic Black Face M Иглы и лицевую панель Custom Cluster Panel. Проверьте наши датчики Thunderbird сегодня !.Если не восстанавливать эту лицевую панель, это может испортить внешний вид всей комбинации приборов. Комбинацию приборов фокуса МК1 можно без проблем поменять. Этот предмет изготовлен точно так же, как оригинальная деталь, выпущенная GM. Я прочитал и перечитал. Heartbeat City предлагает полную линейку запчастей NOS Camaro, редких запчастей Camaro, старых запчастей Camaro, репродукций запчастей Camaro, а также трудно найти бывшие в употреблении запчасти Camaro для вашего первого поколения camaro 1967, 1968, 1969 годов. Illumaesthetic Subaru Impreza STi (VA 2015+) – Датчики.Большинство людей слышали о том, чтобы аккуратно сфотографировать или отсканировать циферблат датчика и работать с ним в любом программном обеспечении, которое они используют. Все дисплеи VesselView имеют интерфейсы Active Trim, Smart Tow и Troll Control. Блок управления световой панелью принимает входы для датчиков. Бесплатная доставка. Но теперь, после более чем 10-летнего производства сменных калибровочных поверхностей для автомобильной промышленности, мы разработали линейку высококачественных калибровочных поверхностей из нержавеющей стали для ваших кастом-байков. 1974-1975 KAWASAKI Z1 Датчик тахометра ТАХОМЕТР ЛИЦЕВАЯ ПЛИТА комбинация приборов – 19,65 евро.Выбирайте из трех цветовых вариантов. На весь кластер действует пожизненная гарантия. 1990-1993 Dodge Ram Dash Cluster White Face Gauges 90-93. Комбинация приборной панели и переключатели поставляются напрямую авторизованными дилерами Mopar и имеют гарантию производителя. Просто введите желаемое количество датчиков, и мы предложим несколько. (1978-80) Литье приборной панели – алюминиевая заготовка с переменным током. Модификации тела – этот главный список безумных модификаций тела полон чрезвычайно преобразованных людей. Датчики, специальные датчики, тахометры, спидометры, GPS-спидометры, датчики ускорения, индикаторы переключения передач, датчики и стойки датчиков от SpeedHut.Спидометр Ford LTD II 1979 года 1. Сделайте свою приборную панель с 1999 по 2004 год единственной в своем роде с помощью наших датчиков Mustang. Type R Red Glow 97-01 Honda CRV CR-V JDM Auto AT Gauge Face Overlay Новинка. OPGI предлагает тысячи классических реставрационных деталей и аксессуаров GM, предлагаемых в 14 БЕСПЛАТНЫХ каталогах. (1978-80) Литье приборной панели – алюминиевая заготовка с переменным током. Ford Clusters. Особенностью прямозубых и косозубых зубчатых колес является их способность изготавливаться во внутренней форме, в которой внутреннее зубчатое колесо сопрягается с обычным внешним зубчатым колесом.Mopar 141-LI Mopar 1968-70 B-body Индикаторная линза Rallye Gauge. 99 АВТОМЕТР Датчик скорости спидометра AutoMeter от механического к электрическому, GM и Chrysler, резьба 7/8 “-18, эффект Холла, 16 импульсов на Rev 5291. Ремень тахометра 1967-72 Chevy Truck, 1967-72 GMC Truck. Цена: 74 доллара. В Andy’s Auto Sport вы можете найти Ford Thunderbird Blue Gauges по отличной цене. Повышение коэффициента отражения лицевой панели группы датчиков. Трафаретная печать обеспечивает высококачественную маркировку и резкость по всей поверхности сборки.У нас очень загруженное производство, и мы просим вас понять это. Это видео относится к моделям 93, 94, 95, 96, 97, 98, 99, 00, 01, 02, 03 Fo. 1967-72 Полная комбинация приборов. Включает новую черную и хромированную лицевую панель в стиле 67-68 или 69-72 на ваш выбор, линзу, спидометр, датчик усилителя, датчик уровня топлива, датчик давления масла, печатную схему датчика, опорные пластины для 2 датчиков, внутреннюю и внешнюю Футляр, линза к лицевой панели, резиновые прокладки, трубки сигнала поворота и линза. Вы можете распечатать его на виниле с помощью фотопринтера. Индивидуальные грани одного калибра начинаются от 40 долларов.Индивидуальные комплекты лицевых панелей с характерным цветом придают импульс комбинации приборов. У них другой размерный вид, чем у тех, что были в прошлые годы. Пользовательские датчики. Большинство товаров, которых нет в наличии, доступны для отправки в течение 7-10 дней. КОЛИЧЕСТВО Требуется. Вы можете либо получить специальную рамку номерного знака, на которой написано все, что вы хотите, либо выбрать любую из этих предварительно разработанных рамок номерного знака BMW. Цена: 139 долларов. 1975-78 KAWASAKI Z1 kz900 kz1000 kz 900 1000 спидометр спидометр на лицевой панели – 15 фунтов стерлингов. Хорошо, всем День памяти не за горами.NEW Gauge Shadow Box для 1981-1988 годов Монте-Карло, Монте-Карло СС, Эль-Камино и Малибу. Или используйте фильтры модели, чтобы увидеть все, что было сделано для определенного диапазона дат или. Комплект для ремонта шагового двигателя датчика комбинации приборов GM X27 168 подходит для 03-06 GM Chevy Silverados Tahoes Yukons (7 двигателей + 36 светодиодных ламп + паяльник + присоска для припоя + инструмент для снятия + припой сердечника из флюсовой канифоли) 4. Заводская группа датчиков была заменен на изготовленную на заказ деталь из нержавеющей стали с панелью и щитком Harley-Davidson, которые светятся фирменным оранжевым цветом Harley-Davidson.В Andy’s Auto Sport вы можете найти белые датчики Ford Thunderbird по отличной цене. eBay SpeedoMeter Gauge OG Classic Black Face M Иглы и лицевая панель Custom Cluster Panel. Показано 373–384 из 596 результатов. 1999-2002 Dodge Ram Diesel Dash Cluster White Face Gauges 99-02 Подходит для Cummins. Пусть затоваривают. 1968 – 1975 Nova Dash Приборная панель Панель приборов Гнездо для лампочек и комбинированный комплект ламп. ВЫ ПРИСЫЛАЕТЕ СВОЮ SPEEDO, МЫ УСТАНАВЛИВАЕМ ВАМ НУЖНЫЙ КОМПЛЕКТ! У нас есть комплекты для всех Baggers 2000 и новее. Алюминиевая алмазная пластина 6061 имеет ограниченную формуемость, но ее легко сваривать и обрабатывать.Преимущества внутреннего зубчатого колеса следующие: Купить сейчас. После того, как кластер был извлечен и прозрачный пластик был удален, иглы пришлось вытащить, и старая поверхность датчика легко выскочила, а новая поверхность выскочила. Подробная информация о продукте. Графические комплекты. Ремонт комбинации приборов Chevy Silverado. Illumina не может гарантировать производительность или совместимость заказных праймеров, и заказчик должен проверять праймеры для секвенирования на конкретной платформе. Добро пожаловать в каталог VDO для датчиков и аксессуаров для автолюбителей.Например, U. Весь кластер распадается на три части. Было два стиля этого датчика: один имел текст на самой лицевой стороне датчика, а другой имел текст на кластерном оверлее с пустым датчиком. В вашем случае точка «покоя» слишком низкая, поэтому стрелка должна подниматься до 1/3 шкалы. uspeedo 2013-2017 Dodge Ram Rebel Gas MPH Conversion Gauge Face (экран 7 ‘) $ 150. Эти комплекты изготовлены по индивидуальному заказу из высококачественной нержавеющей стали, чтобы идеально соответствовать вашей заводской приборной панели.Комплект для лица для индивидуального манометра US Speedo Escalade Edition. Он не будет соответствовать заводским манометрам, и ваш автомобиль должен иметь заводскую компоновку круглых датчиков, чтобы он мог поместиться в приборную панель. Годы: 1977 Состояние: Новое Упаковка: Тип комплекта: Шток. ЛИЦО ДАТЧИКА ПОДСВЕТИВАЕТ СИНИЙ НОЧЬ. Жгут проводов автомобиля соединяет компьютер с датчиками комбинации приборов. 98 Ford Truck F1 Монтажная рама приборной панели и спидометра 1948–1950. Первые фотографии приборной панели Пока Дэйв отправит Punisher домой, я работал над дизайном приборной панели Black Cat Custom, которую Алекс создал для Punisher.Набор многофункциональных дисплеев VesselView обеспечивает гибкость в зависимости от вашего стиля управления и стиля катания на лодке. Присоединился 26 дек. 2007 г. · 24 сообщения. Полная комбинация приборов Dash: 81-86. У нас стиль с текстом на самом манометре. Цвета игл. Cadillac 1932 355-B V8, 370-B V12, 472-B V16. В Andy’s Auto Sport вы можете найти белые датчики Ford Thunderbird по отличной цене. blackcatcustom. Укомплектован печатными платами прямого монтажа, лицевой панелью из дымчатого оргстекла, универсальным датчиком температуры, давления масла и спидометром.Dodge Lancer 1961 года выпуска. В раскрывающихся меню есть M для метрических версий. 95-тактная стандартная монтажная прокладка спидометра для моделей Harley-Davidson 1989-1991 Sportster XL и 1987-1994 FXR OEM # 67104-83. Наш сайт включает в себя наши последние предложения инструментов и аксессуаров мирового класса для энтузиастов нестандартных автомобилей – все, что вам понадобится для вашего автомобиля, грузовика, уличного трюка, хот-рода, шоу-кара или кит-кара. Изготовленный на заказ бампер, передний бампер, задний бампер, ролики. Задние нитро-амортизаторы, шпиндели Beltech спереди. Сварка еще одной арматурной пластины.На моей старой тойоте я так и поступил. com поможет вам открыть для себя дизайнерские бренды и товары для дома по самым низким ценам в Интернете. Номер детали: DAS-324R-NV. Он не скручивается и не сжимается от влаги. Монтажная панель предохранителей и монтажная пластина 1955-56 Жгут проводов специальной панели предохранителей Chevy 500414 ВИД ИЗ ВНУТРИ АВТОМОБИЛЯ, СМОТРЕТЬ ПЕРЕДАЧУ БЛОКА ПРЕДОХРАНИТЕЛЕЙ, вы вставляете разъем в лицо. Да, я не фанат, цифры на датчиках на 220 миль в час кажутся сбитыми с толку. Кварц: кварцевые механизмы более точны (+/- 2 секунды в день) и более надежны, чем оригинальные электромеханические автомобильные часы.Инновационные монтажные решения включают в себя ролл-пак, опорные стойки, стручки, лицевые панели, монтажные чашки, измерительные панели и многое другое. Загрузки Свяжитесь с нами. Добавить в избранное. 500 штук (Мин. Синие иглы / серебряная ступица 39 долларов. Завершите свою приборную панель светодиодными индикаторами сигналов и высоким уровнем для грузовиков Chevrolet 1937 года. 1968-1970 Nova 4-дверный седан и универсал. Для получения дополнительной информации перейдите на сайт www. Year НОМЕР ДЕТАЛИ: DAS-1037. Состояние: Восстановленное Гарантия: Пожизненная Ограниченная гарантия A1 Cardone Цвет лицевой панели: Черный.Applique ‘имеет датчик температуры Trans Temp с четкими линиями шкалы датчика и синий экран дисплея. 95 Classic Instruments Приборы прямой посадки с квадратным корпусом, приборная панель, серия белого цвета. Поднимите настроение с помощью новейших мотоциклетных спидометров, GPS, датчиков, комплектов отделки салона и аксессуаров, устанавливаемых на руль мотоцикла. Двигатель: 6-цилиндровый 3. Этот опыт в области жестких допусков и сложной геометрии позволил нам стать лидером в производстве высококачественных и экономичных запчастей мирового класса. Подарите своему американскому мотоциклу Buell настоящую лицевую панель, намного лучше, чем стандартная модель, которая (на мой взгляд) является единственной плохо спроектированной деталью в этом великолепном байке.Обновленный интерьер также оснащен новой комбинацией приборов с 7-дюймовым (180 мм) дисплеем TFT (тонкопленочный транзистор). С новым приборным щитком в стиле IS-F от Magna Instruments они смогут это сделать. У нас много пожеланий по дизайну. • Преобразование км / ч или миль / ч. ПРИМЕЧАНИЕ. – Спидометры Waltham – нет. Быстрый просмотр. Чтобы начать процесс создания нестандартного калибра, сначала приобретите залог, указанный ниже, затем мы свяжемся с вами, чтобы обсудить ваш заказ, после того, как заказ будет завершен, возврат и покупка «остатка» залога не подлежат возврату.Комплект для ремонта шагового двигателя датчика комбинации приборов GM X27 168 подходит для 03-06 GM Chevy Silverados Tahoes Yukons (7 двигателей + 36 светодиодных ламп + паяльник + присоска для припоя + инструмент для снятия + припой сердечника из флюсовой канифоли) 4. Эта панель датчика поставляется в комплекте с монтажная плата прямого монтажа, специально подогнанная лицевая панель из дымчатого оргстекла и универсальный датчик температуры. Лицевые панели для 03 и 04 отличаются от 05 и 06. Официально лицензированные датчики Jeep, включая спидометры и тахометры. После того, как кластер был извлечен и прозрачный пластик удален, иглы пришлось вытащить, и старая поверхность датчика легко выскочила, а новая поверхность выскочила.95 в корзину. Телефон: 866-248-6356. Крышка комбинации приборов в виде полированной заготовки. Специальная лицевая панель приборной панели спидометра для Nissan Patrol GR Y60. В настоящее время недоступен. У нас очень загруженное производство, и мы просим вас понять это. Ремонт тусклого дисплея. Выкрутите 8 винтов, которыми кластер крепится к лицевой панели. 1967-1968 Firebird Custom Dash Gauge Панель корпуса без отверстий. 1 оценка товара. Перед размещением заказа необходимо отправить перестраиваемый приборный щиток. На этом выцветшем изображении вы можете просто видеть по краю, где солнечный свет не достигает оригинала.blackcatcustom. 1974-1975 KAWASAKI Z1 Измерительный тахометр ТАХОМЕТР ЛИЦЕВАЯ ПЛИТА комбинация приборов – 19,66 евро. Чтобы начать процесс создания нестандартного калибра, сначала приобретите залог, указанный ниже, затем мы свяжемся с вами, чтобы обсудить ваш заказ, после того, как заказ будет завершен, возврат и покупка «остатка» залога не подлежат возврату. Размер датчика (дюйм): 1-1 / 2 дюйма. ТОЛЬКО ИГЛЫ 03-06 GM. Ниже: мы также можем настроить наложения для печати существующих кластеров, чтобы создать уникальный внешний вид без изменения внутренних компонентов.1968 – 1975 Nova Dash Приборная панель Панель приборов Гнездо для лампочек и комбинированный комплект ламп. Компания занимается модификацией технологий салона автомобилей, в основном занимается автомобильными жидкокристаллическими приборами и универсальными решениями для многофункционального централизованного управления. коричневый оранжевый 10 ОТСОЕДИНЕНИЕ ДАТЧИКА Эти разъемы должны соответствовать разъемам жгута проводов панели приборов (510409, сумка H). Безель комбинации приборов; 1940 Стандарт, 1940-41 Пикап, Коммерческий. 99 АВТОМЕТР Датчик скорости спидометра AutoMeter от механического к электрическому, GM и Chrysler, резьба 7/8 “-18”, эффект Холла, 16 импульсов согласно Rev 5291.- 88-91 Chevy Truck Крышка индикатора приборной панели приборной панели OEM. Увеличьте длину считывания до 2 x 300 пар оснований с помощью набора на 600 циклов. Подключи и играй!. Этот опыт в области жестких допусков и сложной геометрии позволил нам стать лидером в производстве высококачественных и экономичных деталей мирового класса. К деталям относятся: Передняя панель – хромированный пластик, к которому крепятся все детали, а затем прикручивается к приборной панели; Панель первичных датчиков – включает в себя датчики спидометра, топлива и температуры. Заказ) Универсальный для всех автомобилей умный датчик универсальный цифровой счетчик спидометр красочная квалифицированная печать циферблат и лицевая панель.Днем циферблат белого цвета с четкими и четкими маркировками, но ночью цифры светятся ярко-синим цветом, что делает их отличительными и легко читаемыми. Уличные автомобильные чехлы Sunbrella защищают автомобили от внешних опасностей. 1953 Ford Cluster. Комбинация приборной панели и переключатели поставляются напрямую авторизованными дилерами Mopar и имеют гарантию производителя. Для них подойдет гнездо 5 мм или 7/32 дюйма. Мы специализируемся на классических и современных датчиках с белым циферблатом для легковых и грузовых автомобилей, цветных циферблатах, замене стандартных деталей и восстановлении автомобильных датчиков.Бесплатная доставка. 1994-2004 Мустанг Корпус комбинации приборов. Накладка для датчика давления Mustang Cobra Boost, 16 фунтов на кв. Дюйм (03-04) # LRS-17255BG. Подробнее. Cadillac Escalade Custom Gauge Face для Silverado Sierra Duramax Diesel 03 04 05. Черная лицевая панель гоночной версии (79-86) Написать другу. У нас много пожеланий по дизайну. Кожаные сиденья ROUSH® Сочетание цветовой отделки подчеркивает высококачественные кожаные чехлы для сидений. Mazda Miata Black Brushed Gauge Cluster Bezel от Jass 1990-1997. Деталь № DM01624 ЧЕРНЫЙ.Вы, вероятно, не найдете более ярких светодиодов без огромной минимальной покупки. Химия и краска. Изделие: 32-067A. Другие, такие как пирометр и закись азота, могут устанавливаться в отдельные группы датчиков, которые устанавливаются либо на стойке, либо на приборной панели. Электрооборудование, освещение и аудио – шаговый двигатель комбинации приборов – Хорошо, ребята, я планирую попробовать заменить шаговый двигатель на моем 2004 F150 Lariat. Он должен быть подключен к источнику 12 вольт, но он должен быть плавким. Детали нравятся. В Advance Auto Parts есть 1 комплект для ремонта комбинации приборов для вашего автомобиля, готовый к отправке или получению в магазине.Линия пользовательских морских панелей клавишных переключателей New Wire Marine является лидером отрасли в производстве одноразовых панелей переключателей. После того, как вы удалите 2 лампочки (они выкручиваются), снимите верхнюю часть пластикового «ПК» с верхней части. Этот приборный блок Digital Dash поставляется с печатными платами прямого монтажа с настраиваемой лицевой панелью из оргстекла. Вот почему я продаю только печатные формы из высококачественного пластика. Замена датчика температуры воды. Планируется увеличить количество дерева с латунной отделкой.Вставьте опорную пластину в обе лицевые пластины, убедитесь, что все выровнено. 1968 – 1975 Nova Dash Приборная панель Панель приборов Гнездо для лампочек и комбинированный комплект ламп. Накладная накладка на лицевую панель шкалы приборов спидометра Opel Insignia. Эта репродуктивная лицевая панель El Camino была изготовлена на заводе-изготовителе. Выкрутите четыре винта с головкой 7 мм, которые крепят кластер к держателю IP – два над рулевой колонкой и по одному в каждом верхнем углу кластера. Наши измерительные грани заменяют заводские измерительные грани и не являются наклейками или накладками.Перейти к последнему отслеживанию 1–15 из 15 сообщений. Старые грузовики Chevy Джима Картера – ваш самый большой источник запчастей для грузовиков Chevy и GMC с 1934 по 1972 год. Проверьте наши датчики Thunderbird сегодня !. Приборная панель мотоцикла и спидометры. Новая лицевая панель комбинации приборов nextel светло-бежевого цвета с круглым датчиком уровня топлива и отверстиями для часов. Единый основной цвет для комбинации приборов и держателя. Рулевое колесо и колонка, подобранные по цвету, со специальной вставкой кожуха звукового сигнала. Скоро появятся новые фото. Деталь № DM01624 ЧЕРНЫЙ. Если ваш приборный щиток созрел для апгрейда, обратите внимание на эту шестизмерительную систему прямого монтажа.1968 – 1974 Nova Dash Instrument Cluster Gauge, ТАХОМЕТР, 5000-7000 Redline. Из США. Найдите советы экспертов, а также видеоролики и статьи, в том числе инструкции о том, как приготовить, приготовить, вырастить или сделать что угодно. 1973-1987 C10 C20 Silverado Sierra Blazer Лицевая панель приборной панели Безель. Я слышал, что некоторые говорят, что Cable-X работает нормально, но другие говорят, что он шумный.Нагревательная катушка Arduino
Транзистор обеспечивает усиление по току, а небольшой входной ток может переключать относительно большой ток, необходимый для работы катушки реле.Подключение входа модуля реле Keyes SR1y к Arduino Uno Вход S релейной платы может быть подключен к любому из цифровых выходов Arduino Uno. в данном случае он подключен к контакту 13, который повернут …
21 мая 2019 г. · Нагревательная катушка печатной платы, индукционная катушка 2-х слойная печатная плата 54 x 96 мм FR-4, 0,6 мм, 1, HASL со свинцом, Зеленая паяльная маска, без шелкографии. Нагревательная катушка для печатной платы – индуктивная катушка с сопротивлением 24,5 Ом, индуктивностью 350 мкГн.
Подключите питание Arduino, подключите порт Ethernet к веб-маршрутизатору, подайте питание на SSR и включите нагревательный элемент.Отрегулируйте заданное значение с помощью потенциометра (хотя существуют более эффективные методы для отправки информации о заданных значениях, но вы можете работать над этим самостоятельно).
Motors Off: выключает все катушки двигателя. 28BYJ-48 имеет тенденцию очень быстро нагреваться, поэтому рекомендуется отключить магнитные катушки. Для маленьких (лего) моделей передаточное число (~ 1: 64) достаточно велико, чтобы самоблокировка шестерни удерживала положение. APO 0/1 Автоматическое отключение питания после движения: отключает ток катушки после завершения каждого из них…
Проект – Arduino light | в Ардуино. В этом проекте мы создаем систему, которая может управлять электрическими устройствами, такими как освещение, вентилятор и т. Д., Вы можете управлять всеми своими домашними устройствами с помощью смартфона. Вы можете иметь беспроводное управление по всему дому, просто используя свой смартфон Список деталей1) Arduino uno2) реле module3) hc -05 Bluetooth module подробнее
Обнаружение RFID – RFID – это обычное приложение в более широкой вселенной Arduino, которое использовалось в компоновках для идентификации конкретных локомотивов и подвижного состава.