Схема сварочного инвертора, описание работы на примере сварочного аппарата РЕСАНТА САИ 140
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
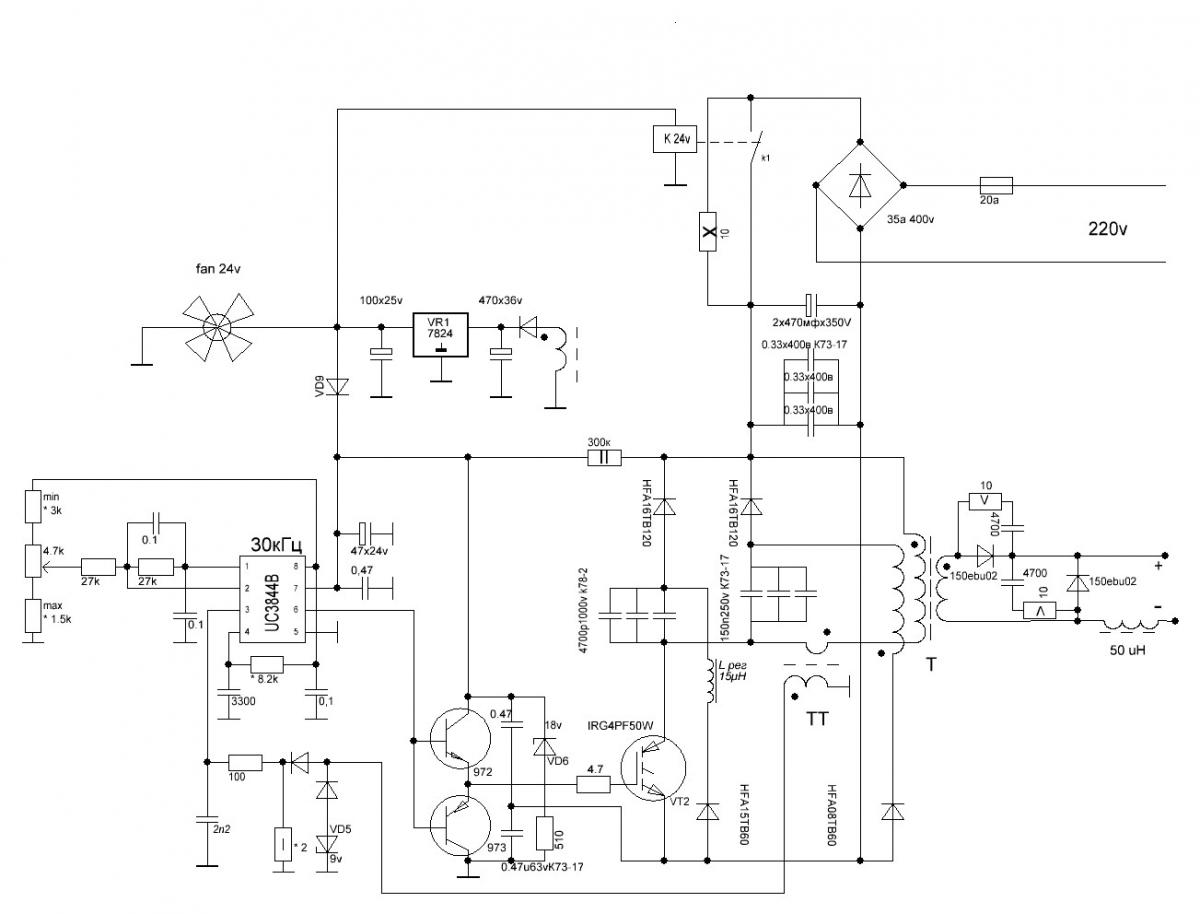
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
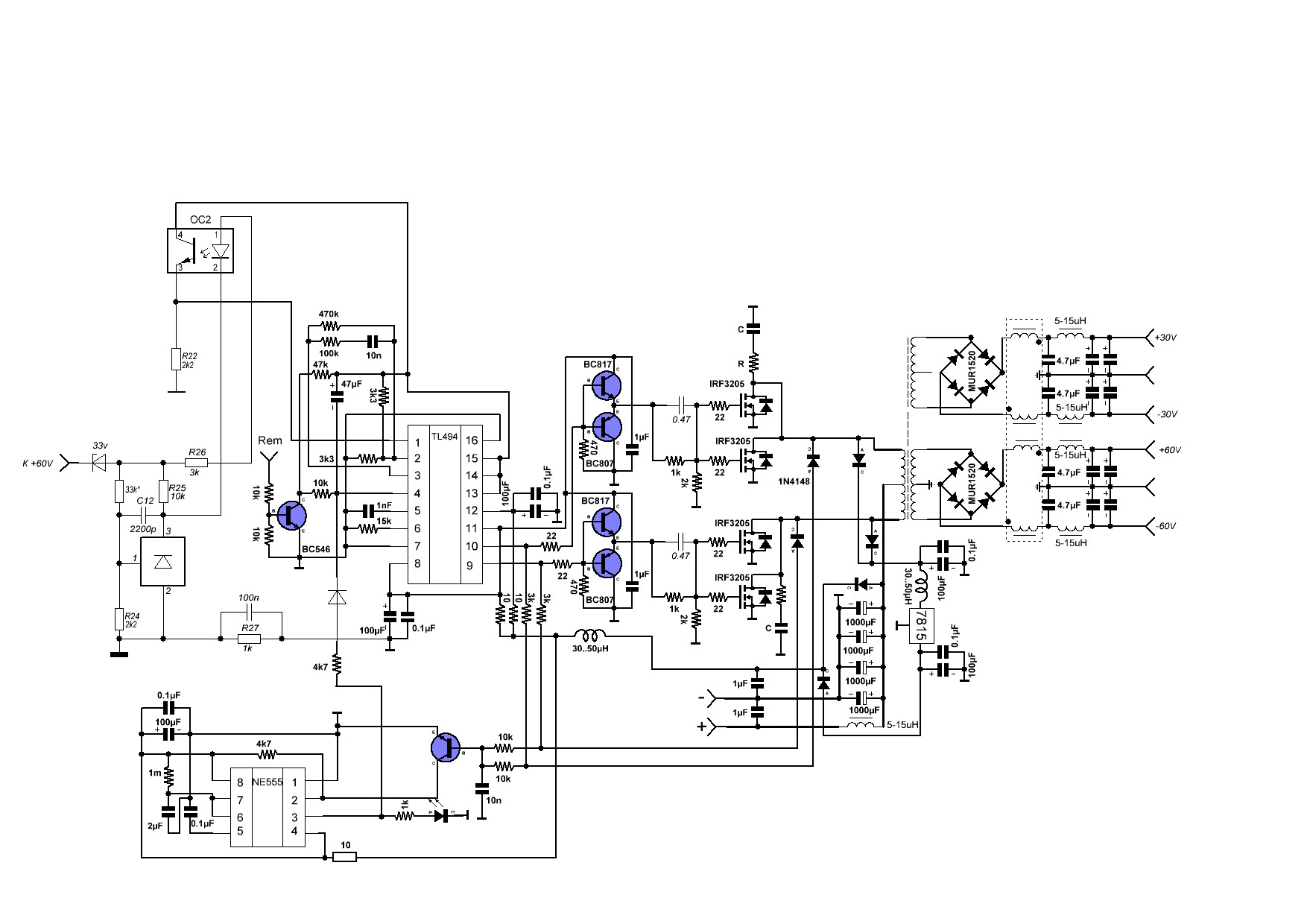
Первый вариант принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а второй – с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания.
ДВА ВАРИАНТА ПРИНЦИПИАЛЬНОЙ СХЕМЫ СВАРОЧНОГО ИНВЕРТОРА РЕСАНТА САИ 140 | |
НАЖМИТЕ НА РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания.
Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50.
 И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845.
Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8.
На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19.
Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Поэтому рассмотрим лишь оставшиеся узлы.
Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса.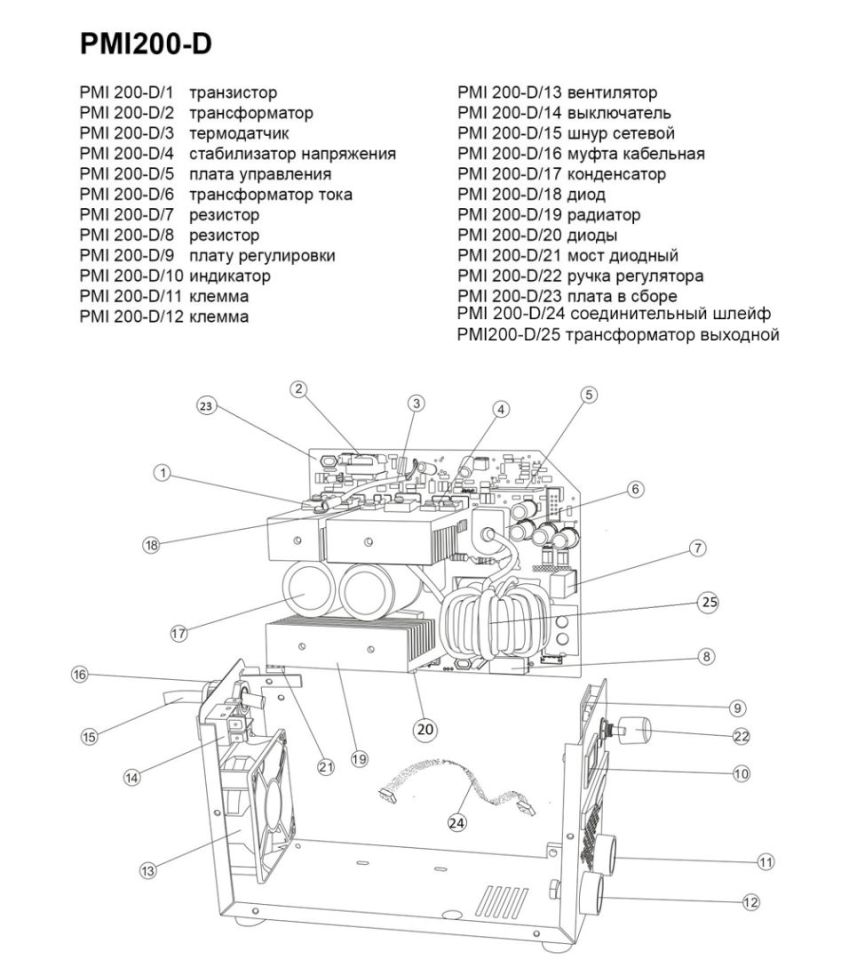 Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1.
Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы.
 Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
Второй вариант принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения:
15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт.
Величина должна быть порядка 25 вольт.
Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов.
Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается.
Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле.
На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками.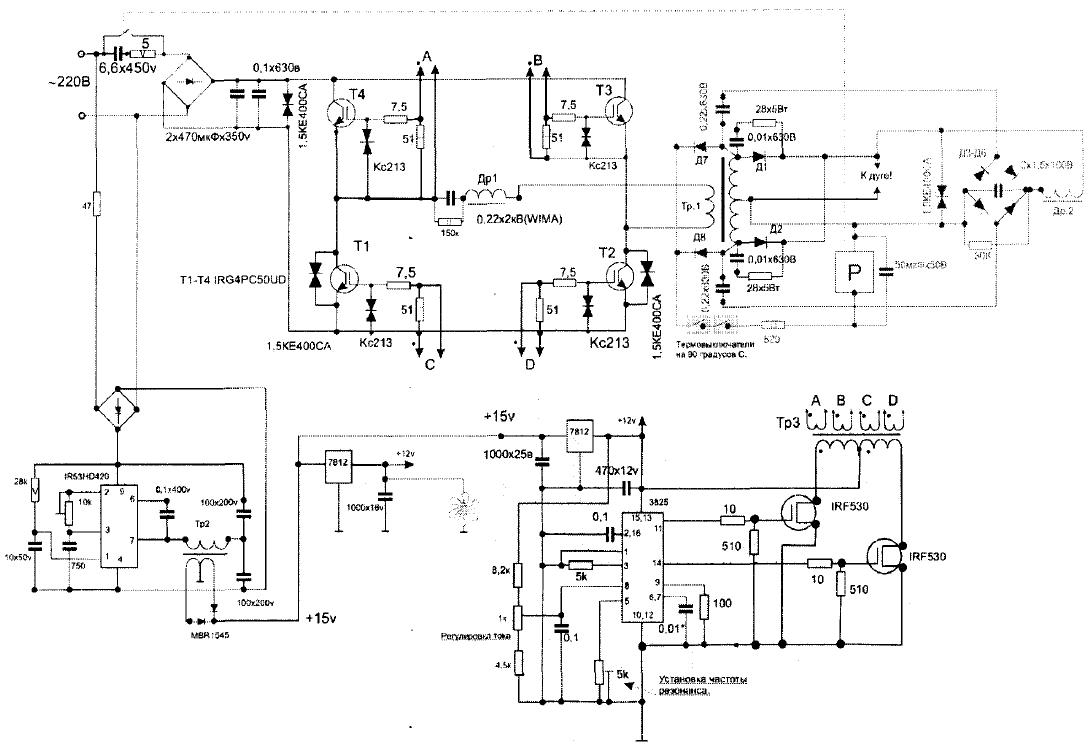 ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
Осциллограмма выходного напряжения без нагрузки.
Осциллограмма выходного напряжения инвертора при нагрузке 60 А.
Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите.
Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов.
 com/embed/K-_uEuDIY1k” frameborder=”0″ allowfullscreen=””/>
com/embed/K-_uEuDIY1k” frameborder=”0″ allowfullscreen=””/>
Адрес администрации сайта: [email protected]
УСТРОЙСТВО И РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные аппараты с целью уменьшения габаритов и массы, строятся исключительно по инверторной схеме, с мощными полевыми транзисторами в качестве силовых переключающих элементов. Несмотря на множество различных моделей таких аппаратов, суть работы и принцип действия почти одинаковы. Данная статья будет полезна для понимания функционирования схем инверторов, а так-же для их самостоятельного ремонта. В качестве примера выбран отечественный сварочный инвертор «ТОРУС”.
Устройство сварочного аппарата «ТОРУС-200”
«ТОРУС-200” – сварочный аппарат инверторного типа представляет собой источник постоянного тока с защитой от КЗ и тепловой защитой. Преобразователь источника тока выполнен по полномостовой схеме с частотой преобразования около 100 кгц. Регулировка тока производится изменением скважности управляющих импульсов при постоянной частоте. Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Трансформатор преобразователя намотан проводом-литцендратом в шёлковой оплётке прямо на сердечник, т.е. без каркаса. Рядом установлен дроссель, который включен последовательно первичке трансформатора, причём намотка обоих выполнена одним куском провода, т.е. «по месту”. Выходной выпрямитель выполнен по двухтактной схеме (со средним выводом вторичной обмотки). Каждое плечо выпрямителя смонтировано на отдельном радиаторе и состоит из двух диодных сборок 60CPQ150 или четырёх 30CPQ150. Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема:
Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема:
Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Исполнительный элемент – э.м. реле замыкающее мощный резистор.
На плате управления располагаются:
1. Блок питания электроники, который выполнен как отдельны модуль и представляет собой стандартный БП на 15в.
2. Схема «мягкого включения”.
3. Блок конденсаторов зарядно-разрядной цепи преобразователя.
4. Схема управления преобразователем. Также, на передней панели аппарата установлена платка индикации, выключения и регулировки тока.
Схема управления преобразователем состоит из:
1. Тактового генератора на микросхеме TL494. Он выдаёт две фазы тактовых импульсов с частотой около 100 кгц. Функции ШИМ не используются и микросхема выдаёт импульсы постоянной скважности. В этой микросхеме есть два компаратора, к которым подключены датчики тепловой защиты (терморезисторы на дросселе и радиаторе выходного выпрямителя).
2. Схемы регулировки тока и защиты по КЗ. Выполнены на двух компараторах микросхемы LM393. Датчик тока выполнен на ферритовом кольце с обмоткой, сквозь которое проходит плюсовой провод питания преобразователя.
3. Два выходных драйвера на микросхемах IR2112. На входы драйверов поступают тактовые импульсы, скважность которых изменяется в драйвере от импульсов, поступающих с компараторов схемы регулировки тока и защиты от КЗ. Выходы драйверов нагружены на импульсные трансформаторы, со вторичных обмоток которых управляющие импульсы поступают на ключи преобразователя.
Рекомендации по самостоятельному ремонту сварочного аппарата
СА «Торус” выпускается несколькими производителями. Первый такой аппарат попался под названием «Дуга-200” и на момент написания этой статьи через мои руки прошло семь аппаратов данной конструкции. Предполагаю, что эта схема подойдёт и для младших моделей «Торуса”, поскольку для того, чтобы уменьшить максимальный сварочный ток достаточно уменьшить число ключей в группе и число диодных сборок или поставить более слабые компоненты.
Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта. Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
1. Модуль входного выпрямителя
2. Модуль выходного выпрямителя..
3. Плата управления ключами.
4. Корпус с вентилятором.
Модуль входного выпрямителя. Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней.
Модуль ключей. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что все измерения следует проводить на выключенном из сети аппарате. Измеряем сопротивление между стоком и истоком. Для тех, кто не знает цоколёвки транзистора IRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на «открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т.е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе. Для ремонта, проверки и поиска возможных аналогов радиоэлементов, изучите их даташиты.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов. В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т.к. на результаты измерений они не влияют.
Модуль выходного выпрямителя. Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор. Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше.
Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой.
Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись. Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы «мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема «мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Схема «мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора.
Далее проверяем наличие сигналов управления ключами. Эти сигналы поступают по четырём витым парам проводов на шинки затворов модуля ключей. Устанавливаем развёртку осциллографа на 5 мкс\дел, а аттенюатор на 5 или 2в\дел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Если аппарат до Вас побывал в чьих-то «умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально «перепаханные” «умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки «умельца”.
Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в. Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт — удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания.
Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т.е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ — DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему.
Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей.
Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
Originally posted 2018-10-14 13:32:19. Republished by Blog Post Promoter
| Поз. | Код ELITECH | Наименование | Описание (англ.) | Комплектация |
| 1 | 0603.010000 | Радиатор | Heat sink | 1 |
| 2 | 0603.010100 | Винт | Nuts М5х12 | 2 |
| 3 | 0603.010200 | Ремень | Belt | 1 |
| 4 | 0603.010300 | Кожух | Cover | 1 |
| 5 | 0603.010400 | Ручка потенциометра | Potento meter | 1 |
| 6 | 0603.010500 | Индикатор сети | Working LED φ3 | 1 |
| 7 | 0603.010600 | Индикатор перегрузки | O.C φ3 | 1 |
| 8 | 0603.010700 | Потенциометр | Potentiometer 10К | 1 |
| 9 | 0603.010800 | Распределитель | Current coupling | 1 |
| 10 | 0603.010900 | Плата контрольная | Control board | 1 |
| 11 | 0603.011000 | Катушка силовая | Reactor | 1 |
| 12 | 0603.011100 | Регулятор напряжения | Voltage reguletor 7815 | 1 |
| 13 | 0603.011200 | Конденсатор | Capacitor 680µF/400VDC | 2 |
| 14 | 0603.011300 | Выключатель | Power switch KCD-25 | 1 |
| 15 | 0603.011400 | Фильтр | Emcfilter 20А | 1 |
| 16 | 0603.011500 | Конденсатор | X2 capacitor 0,47µF/275V | 1 |
| 17 | 0603.011600 | Резистор | Resistor 10W150R | 1 |
| 18 | 0603.011700 | Реле | Relay GK-F-1A-24v/30A | 1 |
| 19 | 0603.011800 | Выпрямитель | Rectifier KBJ5010 | 2 |
| 20 | 0603.011900 | Диод | Dilde U1560 | 4 |
| 21 | 0603.012000 | Конденсатор | CBB capacitor CBB21/475/400V | 1 |
| 22 | 0603.012100 | Трансформатор | Pucse transforma BK58192 | 1 |
| 23 | 0603.012200 | IGBT транзистор | IGBT FGh50N60UFD | 4 |
| 24 | 0603.012300 | Трансформатор основной | Main transforma | 1 |
| 25 | 0603.012400 | Диод | Diode STTH60P03SW | 4 |
| 26 | 0603.012500 | Винт 5х12 | Nuts 5х12 | 8 |
| 27 | 0603.012600 | Разъем | Output connector | 2 |
| 28 | 0603.012700 | Панель задняя | Back panel | 1 |
| 29 | 0603.012800 | Основание | Bottom board | 1 |
| 30 | 0603.012900 | Панель передняя | Front panel | 1 |
| 31 | 0603.013000 | Радиатор | Heat sink | 1 |
| 32 | 0603.013100 | Термореле | Thermal switch KSD302 | 2 |
| 33 | 0603.013200 | Винт М3х8 | Unt M3x8 | 4 |
| 34 | 0603.013300 | Радиатор | Heat sink | 1 |
| 35 | 0603.013400 | Вентилятор | Fan BD9225h22/12V | 2 |
| 36 | 0603.013500 | Решетка вентилятора | Fan cover φ90 | 1 |
| 37 | 0603.013600 | Винт 5х12 | Nut 5×12 | 4 |
| 38 | 0603.013700 | Электрокабель с вилкой | Power plug | 1 |
| 39 | 0603.013800 | Кабельный ввод | Cable socket | 1 |
| 40 | 0603.013900 | Рукоятка | Handle | 1 |
| 41 | 0603.014000 | Винт М6х12 | Nut M6x20 | 1 |
| 42 | 0603.014100 | Трансформатор | Transforma | 4 |
| 43 | 0603.014200 | Суппрот трансформатора | Transforma support | 1 |
| 44 | 0603.014300 | Винт М3х8 | Nuts M3x8 | 4 |
| 45 | 0603.014400 | Ножка | Rubber foot | 4 |
| 46 | 0603.014500 | Винт 4.2х12 | Nuts 4.2×12 | 4 |
| 47 | 0603.014600 | Плата PCB в сборе | PCB board(ARC165) | 1 |
Схемы сварочных аппаратов и инверторов – Схемы – Каталог статей
Описание:
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160
Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S
Принципиальная электрическая схема подающего механизма LISA-12 фирмы KEMPPI
Нарисованные от руки схемы источника ПДГ-101 У3.1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИР–101 УЗ
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В)
Руководство по эксплуатации осциллятора ОСППЗ-300 М1
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР
Нарисованные от руки схемы источника бесперебойного питания (UPS) фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор (ФСТ), позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.)известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
Описание универсальной сварочной установки УДГУ-301. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.)
Принципиальная электрическая схема универсальной сварочной установки MARC 500 HF mig финской фирмы KEMMPI. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе
Принципиальная электрическая схема универсального осциллятора LHF500 финской фирмы KEMPPI
Две страницы из какой-то книги посвящённые осцилляторам
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы.
Инструкция по эксплуатации таймера TGE-2, модель 61925
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе.
Фотографии внутренностей инверторного сварочного источника Русь-2005
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT.
Техническое описание и схема сварочной установки типа УДГ-101предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях.
от автора: Я ремонтировал и настраивал два таких агрегата, поэтому разбираться в их работе пришлось полностью, а на схемах сохранились мои пометки, может кому и пригодиться…
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока.
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода.
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом.
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2
Паспорт и руководство по эксплуатации инверторного сварочного источника ВД-160И У2 (ВД-200И-У2), производства ООО Линкор. Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар.
Фотографии внутренностей инверторного сварочного источника Фора-120.
Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором).
Инструкция и чертёж к Алплазу-04 и Мультиплазу 2500.
Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия.
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования.
Фотографии внутренностей инверторного сварочного источника IMS1600.
Интересна конструкция сглаживающего дросселя – провод пропущенный через три кольца.
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160.
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 – 1,5 кВт).
Вид внутренностей мощного зарядного устройства, предназначенного для зарядки локомотивных аккумуляторов, на базе двух сварочных инвертеров.
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1.
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА.
Принципиальная электрическая схема однофазного полуавтомата типа ….
Руководство на сварочный дизель-генератор компании KAMA
Схема сварочного полуавтомата Пульсар-100МE.
Схема бытовой индукционной плитки Elenberg IC-1900
Схема промышленного универсального сварочного источника ВДУ-601.
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте.
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей:
– щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч ,
– кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч .
Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены.
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания.
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ.
Принципиальная электрическая схема сварочного источника ВДУ-504.
Фотографии внутренностей инверторного сварочного источника МК300А.
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схема срисована с образца во время ремонта Для просмотра схемы потребуется Pcad2000 и выше.
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм!
Приципиальная электрическая схема зарядного устройства B31-5A.
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород.
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки.
Схема силовой части инверторного сварочного источника ВДУЧ-350.
Инструкция по эксплуатации Осциллятора ОСПЗ-2М.
Паспорт и схема блока управления контактной сваркой РКС-14.
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта.
Паспорт на машину контактной сварки типа МТР-1201 УХЛ. Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Паспорт на регулятор контактной сварки РКС-502. Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить.
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4.
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия “Технотрон”.
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей.
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.).
Отсканированный паспорт инверторного сварочного источника DC250.31 НПП “Технотрон”, г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод – DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка – ЛЭП119х0,1 (сколько жил не помню). оба провода – ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после “х”, только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током.
Пределы регулирования сварочного тока 40-315А
Ном.сварочное напряжение 32,6В
Ном.частота вращения 1800+/-30 об/мин.
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC.
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ.
Принципиальная электрическая схема универсального сварочного источника КИУ-501
Подробные описание и схема привода постоянного тока KEMPOC.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505. Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S.
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180.
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International.
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Подробное описание, а также руководство по ремонту серии сварочных инверторов TELWIN TECNICA 141-161, производства итальянской компании TELWIN. Информация на испанском языке, но благодаря обилию рисунков и схем очень легко понимается.
Внешние виды, принципиальные электрические схемы, а также перечень комплектующих инверторного сварочного источника GYSMI-161, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного аппарата TOP4000.
Внешние виды и фотоотчёт ремонта сварочного инверторного источника TELWIN Tecnica-144, производства итальянской компании TELWIN. В конце фотоотчёта приводятся принципиальные электрические схемы источника.
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD.
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС.
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства.
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA.
Техническое описание, принципиальные электрические схемы и данные моточных узлов системы электропитания легендарной персоналки ЕС-1840
Паспорт, техническое описание, а также принципиальные электрические схемы на сварочный полуавтомат типа ФЕБ-150, производства ООО НПО ФЕБ.
Руководство по эксплуатации на для дуговой сварки типа МАГМА-315(У/Р)М, производства ООО НПО ФЕБ. Руководство содержит информацию по техническому обслуживанию и ремонту источника.
Комплект ремонтной технической документации на блоки подачи проволоки ФЕБ-09,(07) и ФЕБ-12,(02) производства ООО НПО ФЕБ. Комплект включает принципиальные электрические схемы, перечни элементов, схемы расположения элементов, а также технические описания.
Руководство по ремонту неизвестного китайского UPS мощностью 6-10кВА. Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы PowerCom.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы APC.
Принципиальная электрическая схема инверторного сварочного источника Powermax в форматах PCAD2006 и GIF.
Автор не уточнил производителя этого источника, но, по нектрым сведениям, аппараты с такими названиями выпускают компании Hypertherm и Castolin Eutectic.
Руководство по обслуживанию (Service Manual) и принципиальные электрические схемы инверторных сварочных источников COLT, COLT-1300, PUMA-150, производства итальянской фирмы CEMONT.
Очень подробное и качественное описание, а также инструкция по ремонту и настройке сварочных источников постоянного тока Форсаж-315, Форсаж-315М, Форсаж-315GAZ. Документация представлена в формате TGBrowser (браузер прилагается).
Описание и принципиальные электрические схемы инверторного сварочного источника для ручной дуговой сварки CEMONT S1000, производства итальянской фирмы CEMONT.
Качественно нарисованная принципиальная электрическая схема блока управления для полуавтоматической сварки БУСП-2УЗ.1..
Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN.
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm.
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4.
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского завода «ЭЛЕКТРОСВАРКА», в двухплатном и одноплатном испольнении.
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ).
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного источника ВД-200.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig» производства компании Плазма.
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма.
В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 “MASTER”, производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытан в работе. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым “включить “стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую “установку”трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная “поделка”+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником\личное мнение.
Паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501
Руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120
Принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА.
Исследовал схему и обмоточные данные Wentmiller.
Принципиальная электрическая схема полуавтомата ПДГ-251 в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный завод «Фирма СЭЛМА».
Виды внутренностей универсального сварочного осциллятора УВК-7 производства СВАРБИ.
Принципиальная электрическая схема осциллятора от сварочного аппарата “Русич С-400” производства НПО СВАРКА
Паспорт и принципиальная электрическая схема инверторного сварочного источника СТРАТ-200(160 производства компании ООО Актив, Санкт-Петербург
Руководство по ремонту инверторного сварочного источника GYSMI-183, производства французской компании GYS. Руководство на английском языке.
Архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM>. Инструкция на чистом русском языке.
Принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Скачать архив (236 Mb)
Схемы сварочных аппаратов и инверторов
Большая подборка схем, фотографий, описаний конструкций современных сварочных установок. Собрана на свободном ресурсе интернета энтузиастами при содействии Володина Валентина Яковлевича – автора книг “Современные сварочные аппараты своими руками”. Санкт-Петербург: Издательство Наука и Техника, 2008 год. и “LTspice: Компьютерное моделирование электронных схем. Санкт-Петербург: Издательство БХВ-Петербург”, 2010 год, а также по публикациям в журналах “Силовая электроника”, “Компоненты и технологии”, “Радио”, “Радиохобби”, “Радиолюбитель”, “Электрик” и “РадiоАматор”
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S
Принципиальная электрическая схема подающего механизма LISA-12 фирмы KEMPPI
Нарисованные от руки схемы источника ПДГ-101 У3.1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИР–101 УЗ
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В)
Руководство по эксплуатации осциллятора ОСППЗ-300 М1
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР
Нарисованные от руки схемы источника бесперебойного питания (UPS) фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор (ФСТ), позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.)известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
Описание универсальной сварочной установки УДГУ-301. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.)
Принципиальная электрическая схема универсальной сварочной установки MARC 500 HF mig финской фирмы KEMMPI. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе
Принципиальная электрическая схема универсального осциллятора LHF500 финской фирмы KEMPPI
Две страницы из какой-то книги посвящённые осцилляторам
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы.
Инструкция по эксплуатации таймера TGE-2, модель 61925
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе.
Фотографии внутренностей инверторного сварочного источника Русь-2005
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT.
Техническое описание и схема сварочной установки типа УДГ-101предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях.
от автора: Я ремонтировал и настраивал два таких агрегата, поэтому разбираться в их работе пришлось полностью, а на схемах сохранились мои пометки, может кому и пригодиться…
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока.
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода.
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом.
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2
Паспорт и руководство по эксплуатации инверторного сварочного источника ВД-160И У2 (ВД-200И-У2), производства ООО Линкор. Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар.
Фотографии внутренностей инверторного сварочного источника Фора-120.
Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором).
Инструкция и чертёж к Алплазу-04 и Мультиплазу 2500.
Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия.
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования.
Фотографии внутренностей инверторного сварочного источника IMS1600.
Интересна конструкция сглаживающего дросселя – провод пропущенный через три кольца.
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160.
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 – 1,5 кВт).
Вид внутренностей мощного зарядного устройства, предназначенного для зарядки локомотивных аккумуляторов, на базе двух сварочных инвертеров.
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1.
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА.
Принципиальная электрическая схема однофазного полуавтомата типа ….
Руководство на сварочный дизель-генератор компании KAMA
Схема сварочного полуавтомата Пульсар-100МE.
Схема бытовой индукционной плитки Elenberg IC-1900
Схема промышленного универсального сварочного источника ВДУ-601.
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте.
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей:
– щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч ,
– кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч .
Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены.
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания.
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ.
Принципиальная электрическая схема сварочного источника ВДУ-504.
Фотографии внутренностей инверторного сварочного источника МК300А.
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схема срисована с образца во время ремонта Для просмотра схемы потребуется Pcad2000 и выше.
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм!
Приципиальная электрическая схема зарядного устройства B31-5A.
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород.
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки.
Схема силовой части инверторного сварочного источника ВДУЧ-350.
Инструкция по эксплуатации Осциллятора ОСПЗ-2М.
Паспорт и схема блока управления контактной сваркой РКС-14.
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта.
Паспорт на машину контактной сварки типа МТР-1201 УХЛ. Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Паспорт на регулятор контактной сварки РКС-502. Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить.
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4.
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия “Технотрон”.
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей.
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.).
Отсканированный паспорт инверторного сварочного источника DC250.31 НПП “Технотрон”, г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод – DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка – ЛЭП119х0,1 (сколько жил не помню). оба провода – ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после “х”, только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током.
Пределы регулирования сварочного тока 40-315А
Ном.сварочное напряжение 32,6В
Ном.частота вращения 1800+/-30 об/мин.
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC.
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ.
Принципиальная электрическая схема универсального сварочного источника КИУ-501
Подробные описание и схема привода постоянного тока KEMPOC.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505. Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S.
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180.
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International.
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Подробное описание, а также руководство по ремонту серии сварочных инверторов TELWIN TECNICA 141-161, производства итальянской компании TELWIN. Информация на испанском языке, но благодаря обилию рисунков и схем очень легко понимается.
Внешние виды, принципиальные электрические схемы, а также перечень комплектующих инверторного сварочного источника GYSMI-161, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного аппарата TOP4000.
Внешние виды и фотоотчёт ремонта сварочного инверторного источника TELWIN Tecnica-144, производства итальянской компании TELWIN. В конце фотоотчёта приводятся принципиальные электрические схемы источника.
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD.
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС.
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства.
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA.
Техническое описание, принципиальные электрические схемы и данные моточных узлов системы электропитания легендарной персоналки ЕС-1840
Паспорт, техническое описание, а также принципиальные электрические схемы на сварочный полуавтомат типа ФЕБ-150, производства ООО НПО ФЕБ.
Руководство по эксплуатации на для дуговой сварки типа МАГМА-315(У/Р)М, производства ООО НПО ФЕБ. Руководство содержит информацию по техническому обслуживанию и ремонту источника.
Комплект ремонтной технической документации на блоки подачи проволоки ФЕБ-09,(07) и ФЕБ-12,(02) производства ООО НПО ФЕБ. Комплект включает принципиальные электрические схемы, перечни элементов, схемы расположения элементов, а также технические описания.
Руководство по ремонту неизвестного китайского UPS мощностью 6-10кВА. Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы PowerCom.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы APC.
Принципиальная электрическая схема инверторного сварочного источника Powermax в форматах PCAD2006 и GIF.
Автор не уточнил производителя этого источника, но, по нектрым сведениям, аппараты с такими названиями выпускают компании Hypertherm и Castolin Eutectic.
Руководство по обслуживанию (Service Manual) и принципиальные электрические схемы инверторных сварочных источников COLT, COLT-1300, PUMA-150, производства итальянской фирмы CEMONT.
Очень подробное и качественное описание, а также инструкция по ремонту и настройке сварочных источников постоянного тока Форсаж-315, Форсаж-315М, Форсаж-315GAZ. Документация представлена в формате TGBrowser (браузер прилагается).
Описание и принципиальные электрические схемы инверторного сварочного источника для ручной дуговой сварки CEMONT S1000, производства итальянской фирмы CEMONT.
Качественно нарисованная принципиальная электрическая схема блока управления для полуавтоматической сварки БУСП-2УЗ.1..
Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN.
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm.
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4.
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского завода «ЭЛЕКТРОСВАРКА», в двухплатном и одноплатном испольнении.
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ).
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного источника ВД-200.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig» производства компании Плазма.
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма.
В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 “MASTER”, производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытан в работе. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым “включить “стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую “установку”трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная “поделка”+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником\личное мнение.
Паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501
Руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120
Принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА.
Исследовал схему и обмоточные данные Wentmiller.
Принципиальная электрическая схема полуавтомата ПДГ-251 в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный завод «Фирма СЭЛМА».
Виды внутренностей универсального сварочного осциллятора УВК-7 производства СВАРБИ.
Принципиальная электрическая схема осциллятора от сварочного аппарата “Русич С-400” производства НПО СВАРКА
Паспорт и принципиальная электрическая схема инверторного сварочного источника СТРАТ-200(160 производства компании ООО Актив, Санкт-Петербург
Руководство по ремонту инверторного сварочного источника GYSMI-183, производства французской компании GYS. Руководство на английском языке.
Архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM>. Инструкция на чистом русском языке.
Принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Название: Схемы сварочных аппаратов и инверторов
Язык: Русский, английский
Формат: PDF, DJVU, DOC, JPG, TXT
Качество: Хороший скан
Иллюстрации: Цветные и черно-белые
Размер: 261,3 мб
Скачать Схемы сварочных аппаратов и инверторов
Сварочный инвертор своими руками
Многие сварочные агрегаты собираются по инверторной схеме, где в роли переключателя выступают мощные полевые транзисторы. Самый простой инвертор можно собрать в домашних условиях своими руками.
Самодельный сварочный инвертор
Сварочный инвертор своими руками
Производители предлагают большой выбор инверторных сварочных установок. Их всех объединяют общие правила работы. Чтобы соорудить или отремонтировать сварочный инвертор, нужно изучить работу внутренней схемы.
Собираемая конструкция состоит из трех деталей:
- драйверы силовых ключей;
- блок питания;
- силовая часть.
Рассмотрим, как собрать сварочный инвертор с такими показателями:
- сварочный ток – до 250 ампер;
- напряжение – 220 вольт;
- потребляемый максимальный ток – 32 ампера.
Такое устройство может с легкостью сваривать электродом с дугой до одного сантиметра. Коэффициент полезного действия можно сравнить с покупными аппаратами.
Схема сварочного инвертора
Ниже предлагается к изучению схема блока питания аппарата, которая станет полезной для тех, кто разбирается в технике.
Схема инвертора
Для стабилизации напряжения нужно сделать обмотки по ширине корпуса. Таких обмоток несколько:
- первичная – провод эмалированный влагостойкий, 0,3 мм, 100 оборотов;
- вторичная (2) – провод эмалированный влагостойкий, 1 мм, 15 оборотов;
- вторичная (3) – провод эмалированный влагостойкий, 0,2 мм, 15 оборотов;
- вторичная (4) – провод эмалированный влагостойкий, 0,3 мм, 20 оборотов.
Плата для блока питания монтируется отдельно. От силового элемента ее отделяют металлическим листом, который присоединяется к корпусу сварки. Проводники, предназначенные для регулировки затворок, напаиваются максимально близко к транзисторам. При этом их нужно попарно скрутить. Сечение особой роли не играет, но длина проводников должна составлять не менее 150 миллиметров.
Далее представлена еще одна схема, изображающая силовую часть.
Блок питания представляет собой обычный флай-бэк (источник питания, действие которого основано на двухфазном процессе преобразования энергии). Первичная обмотка блока трансформатора закрывается экранирующей обмоткой из такого же провода. Необходимо проследить, чтобы накладываемые витки полностью закрывали предыдущие и совпадали в направлении. Между ними нужно проложить изоляционный слой.
Для настройки блока питания сопротивление подбирается так, чтобы напряжение, подаваемое в реле, составляло 20-25 вольт.
Вся специфика силовой части отображена на представленной выше схеме. Самое главное – найти для входных выпрямителей сильные и прочные радиаторные элементы. Отлично подойдут модели, которые стояли на старых компьютерах с процессором Pentium 4. Приобрести их можно на рынке или в специальном магазине. В схеме управления представлен только один термический датчик. Он находится внутри корпуса радиатора, температура нагревания которого очень высока.
Для блока управления нужно подобрать ШИМ-контроллер модели TL 494. У него работает только один канал регулировки, через который стабилизируется ток в дуге. Конденсатор С1, показанный на схеме, задает напряжение ШИМ, от которого зависит сила сварочного тока.
Ремонт сварочного инвертора
Силовая часть
Перед тем, как ремонтировать инвертор, нужно ознакомиться с распространенными причинами неисправности подобных аппаратов. Для начала следует осмотреть прибор. Места, которые по первичной оценке имеют плохой контакт, отсоединяются, зачищаются и снова подсоединяются. Одно из самых уязвимых мест аппарата – колодка клеммы, к которой подсоединяется сварочный кабель. Непрочный контакт и большая токовая сила приводят к сильному повышению температуры в местах соединения проводов, в результате чего прибор выходит из строя.
Также встречаются такие неисправности, как:
- чрезмерное потребление тока при отсутствии нагрузки;
- обрыв сварочной дуги;
- плохая регулировка сварочного тока;
- мощности сварочного тока не хватает для работы;
- увеличена шумность трансформатора;
- внезапное отключение.
Если в сети отсутствует нагрузка, но при этом устройство продолжает потреблять много тока, на катушках могут замкнуть витки. Ликвидировать такую поломку очень легко – для этого достаточно перемотать или наладить изоляционный слой. Если часто пропадает сварочная дуга, но заново зажечь ее не удается, и при этом появляются мелкие искры, скорее всего, произошел пробой обмотки.
За самостоятельный ремонт инвертора нужно браться только при уверенности в своих силах и хороших знаниях электроники. В противном случае следует обратиться к специалисту.
Сварочный инвертор «MMA 200», устройство, ремонт. — Радиомастер инфо
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»
Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
Коротко о самой схеме.
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.
Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.
Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.
Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.
Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:
Проверка напряжения 25 В на плате:
Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.
Импульсы на выходе формирователей, перед мощными полевыми транзисторами:
Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.
Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.
Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:
Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
Лучшая схема инверторного сварочного аппарата – Выгодные предложения на схему инверторного сварочного аппарата от глобальных продавцов схем инверторного сварочного аппарата
Отличные новости !!! Вы попали в нужное место для схемы инверторного сварочного аппарата. К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта лучшая схема инверторного сварочного аппарата в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели схему инверторного сварочного аппарата на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в схеме инверторного сварочного аппарата и думаете о выборе аналогичного продукта, AliExpress – отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress.Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы согласитесь, что вы получите схему инверторного сварочного аппарата по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Инверторный сварочный аппаратIgbt. Руководство по монтажу.
Инверторный сварочный аппарат Igbt. Руководство по монтажу..Электрод и затем сварка может быть выполнена. конструкция однокристальной схемы ШИМ-драйвера для инверторного источника сварочного тока Аннотация: в этом кратком изложении представлен простой и экономичный подход к проектированию платы драйвера затвора биполярного переходного транзистора с изолированным затвором (igbt), используемой в ручном источнике питания металлической дуги постоянного тока и ручном металлическом Источник питания постоянного напряжения для сварки в инертном газе.что такое инвертор в сварке? mig-130a использует самую передовую инверторную технологию igbt и обладает отличной стабильностью дуги, что обеспечивает отличные сварочные эффекты. Сварочные аппараты TIG на постоянном токе и сварочные аппараты на переменном токе постоянного тока различных производителей. с пластиковой передней и задней панелями 1) входное напряжение: 220 В переменного тока +/- 15% однофазное 2) выходной ток: 200 А. Сварочный инвертор удобен и работает от постоянного тока. Инверторные сварочные аппараты используют сложную кремниевую технологию по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.
Применяемый сварочный стержень: 1. igbt – биполярный транзистор с изолированным затвором. Мне понравилась ваша версия сварочного инвертора smps. добавлено через 26 минут: хорошо, я взглянул на схему в первом посте, и у меня есть вопрос к вам, ребята :. ручной инвертор постоянного тока сварочный аппарат основная плата zxv однотрубный инвертор igbt.
autool ewm- 508 – это усовершенствованный аппарат для дуговой инверторной сварки. схема управления построением солнечного igbt, создание инвертора мощности igbt, схема сварочного инвертора igbt, igbt npt n ch или n chan mosfet, новая интегральная схема igbt 1200 в меняет способ трехфазного привода двигателя.Я действительно хочу использовать МОП-транзисторы в сварочном инверторе. параметры сварки см. в 6. Схема инверторного сварочного аппарата в режиме rw 7023 на igbt. идеальный выбор для проницательного специалиста или серьезного любителя сварки, желающего заняться сваркой алюминия вольфрамовым электродом. com предлагает 1, 218 ММА инверторных сварочных устройств. Мощный инверторный аппарат для сварки проволокой с флюсовым сердечником на 125 А предлагает все преимущества инверторной технологии igbt в легком портативном безгазовом сварочном аппарате. блокировка / блокировка входной мощности в соответствии с osha.при прямом подключении к сети необходимо установить двухполюсный двухпозиционный изолирующий выключатель.
загрузить easyarc zx7- 200 igbt инверторный сварочный аппарат, руководство по обслуживанию и информация по ремонту для экспертов в области электроники. эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. инверторная сварка- сервисное руководство- схема 1/3 pdf drive – поиск и загрузка файлов pdf для бесплатного инверторного сварочного руководства по обслуживанию схемы [mobi] соответствие можно получить, просто проверив номера моделей, руководства по обслуживанию сварочных аппаратов некоторые модели имеют тот же контроль, только этажи драйверов igbt, трансформатор и т. д., в которых он был запущен.КПД: качественные инверторные аппараты, такие как сварочные аппараты с инверторной сваркой, будут иметь коэффициент полезного действия около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД – около 50%. вот картинная галерея принципиальной схемы инверторного сварочного аппарата с описанием изображения, пожалуйста, найдите нужное изображение. Инверторный сварочный аппарат igbt mma zx7- 200 с усовершенствованной технологией инвертора igbt, легкое зажигание дуги, небольшое разбрызгивание, стабильный ток, хорошее формование. частота переключения выходит за пределы звукового диапазона, что практически исключает шумовое загрязнение. Схема драйвера igbt mosfet.
Если вы ищете возможность заменить обычный сварочный трансформатор, сварочный инвертор – лучший выбор. Сварщик, инверторный сварочный аппарат, сварочный аппарат mig производитель / поставщик в китае, предлагающий двухфункциональный инверторный сварочный аппарат mig / mma- 200 igbt постоянного тока, mig-270k igbt с широким напряжением 1p / 3p 220 / 380v, встроенный универсальный тип mig / mag / mma / lift tig инверторный сварочный аппарат, igbt digital 3 фазы 380v mig- 500 импульсный co2 mig / mag / mma / lift tig инверторный сварочный аппарат (nbm-500) и так далее.общее описание передовая технология инвертора igbt высокая частота инвертора значительно уменьшает объем и вес сварочного аппарата. Схема инверторного сварочного аппарата постоянного тока wordpress com. Схема сварки tig wordpress com. Сварочная система mig 200 igbt скачать руководство в формате pdf.
autool emw- 508 arc- 200 dc инверторный сварочный аппарат, 20-160 ампер комплект сварочного аппарата igbt, портативный электросварщик переменного тока 110в / 220в с двойным напряжением 4. igbt инверторный сварочный аппарат схематический ручной pfc. В наши дни IGBT на сварочных машинах относится к типу транзисторов, используемых в матрице инвертора, которая лежит в основе работы инверторных сварочных аппаратов.Обычно это стоит около 35-50 долларов США. Биполярные транзисторы с изолированным затвором могут изготавливаться для работы при любом токе, в отличие от МОП-транзисторов, которые ограничены до 20/30 ампер. увидеть больше результатов.
899 igbt инверторные сварочные цепи продукты предлагаются для продажи поставщиками на alibaba. Здесь вы найдете лучшие варианты для ваших высококачественных инверторных сварочных аппаратов IGBT. 147 (см. Стандарты безопасности). это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, значительно теряют.Обычно сварочный агрегат прост, но сварочные аппараты IGBT довольно сложны внутри. просмотрите и скачайте онлайн-руководство пользователя iweld mig 200 igbt. † сварочный аппарат должен быть подключен к цепи, защищенной УЗО. инверторный сварочный аппарат детали печатной платы 3846 небольшая панель управления.
ком, из которых сварщики мигрирующие составляют 18%, другие сварщики дуговой сварки составляют 10%, а сварщики ручной дуговой сварки составляют 5%. Найдите много отличных новых и подержанных опций и получите лучшие предложения на igbt zx7- 200 dc инверторный аппарат для ручной дуговой сварки mma по лучшим онлайн-ценам на ebay! Инверторный сварочный аппарат – это относительно новый и инновационный тип сварочного аппарата, который имеет ряд преимуществ по сравнению с обычными сварочными аппаратами, к которым большинство из нас привыкло.Сварщик mma, сварщик zx7, ручной дуговой сварщик производитель / поставщик в Китае, предлагающий igbt портативный сварочный аппарат arc-140 dc ручной дуговой сварочный аппарат инверторный сварочный аппарат, портативный сварочный аппарат mig synergic igbt mma / tig / mag / mig, плазменный резак lgk с воздушным охлаждением 80 портативный модуль igbt для резки металла и так далее. Инверторный сварочный аппарат igbt. около 19% из них – сварщики ручной дуговой сварки, 5% – сварщики вольфрамовым электродом и 27% – другие сварщики. зачем инверторному сварочному аппарату более высокое напряжение? как новички, так и опытные сварщики смогут уложить красивые бусинки благодаря постоянному нагреву и потоку постоянного тока, плавной регулировке подачи проволоки и напряжения.в случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока. их называют инверторными сварочными аппаратами. вес: 5 кг. В комплект входит: 1 сварочный аппарат, 1 руководство, 1 зажим для сварки, 1 молоток с щеткой, 1 клещи для сварки, 1 кабель.
Я доделал, заменил все 4- транзисторы и выпрямительный диод. MIG / MMA компактный источник сварочного тока с двойной функцией igbt с инверторной технологией. он был запущен в разных моделях за счет увеличения его мощности.Схема подключения lincoln sa 200 f163 wordpress com. Схема сварочного аппарата igbt wordpress com. до того, как сгорят 4-гигабитные токи, включая выпрямитель, который является гигабитами на канал 5008. Проще говоря, инвертор – это электронная система для регулирования напряжения. при необходимости сварщика можно безопасно изолировать. все проекты могут быть выполнены легко и быстро. Блок управления и питания для точечной контактной сварки rsw. это полупроводниковый прибор.
Сварщик управлялся интеллектуальной печатной платой с IGBT, мгновенно исключающим дугу, низким разбрызгиванием и гладким сварным швом.он очень эффективен и, как известно, быстро переключается. можно регулировать ток, напряжение и скорость подачи проволоки; кроме того, скорость подачи проволоки также может быть автоматически согласована в зависимости от силы тока. так что их дизайн самый последний. 52 Скидка 22% rl- uvh901g pcb УФ-отверждаемая паяльная маска краска для печатной платы bga печатная плата защита паяльной пасты флюс крем сварочные флюсы масло 1 обзор.
руководство пользователя. Бесплатная доставка для многих товаров! см. полный список на сайте homedepot. что такое сварочный аппарат igbt? Схема инверторного сварочного аппарата Я также хочу построить сварочный инвертор smps, я нашел эту схему (прокрутите до конца документа), извините, у меня сейчас очень слабое интернет-соединение, я вернусь.небольшой портативный сварочный аппарат, сварочный аппарат постоянного тока, производитель / поставщик ручных сварочных аппаратов в Китае, предлагающий небольшие портативные инструменты для ручной дуговой сварки постоянным током [220 В / 380 В], инверторный магнит с двумя сердечниками, сварочный аппарат [с модулем igbt], nbc-350sx, инверторный магнит с два ядра [igbt module] nbc-500sx сварочный аппарат и так далее.
Вам доступен широкий спектр инверторных сварочных аппаратов igbt mma, таких как местный сервисный центр, ключевые точки продаж и применимые отрасли. Техническое описание сварочного инвертора mosfet примечание по применению amp.Аргумент о том, что инверторные сварочные аппараты относительно хрупкие и, следовательно, подвержены более частым поломкам, обоснован, и их использование также приведет к более высокой стоимости в расчете на один ампер. Схема инвертора tig сварщика постоянного тока в переменный ток wordpress igbt схема инвертора сварочного аппарата com. (всего один ферритовый трансформатор, мне было бы несложно поэкспериментировать). Вам также может понравиться. Добрый день всем, у меня есть инверторный сварочный аппарат igbt с 4-1mbh50d-060s. 88 Скидка 19% zx7- 250 minigb 220v 250a электросварочный аппарат инвертор igbt arc mma сварочный аппарат для сварки рабочий электроинструмент eu plug 13 отзывов cod us $ 2. значительное снижение сопротивления и магнитных потерь, очевидно, повышает эффективность сварки и эффект экономии энергии.
† Пожалуйста, обратитесь к спецификации для получения подробной информации о максимальном токе, необходимом для этого сварочного аппарата. Спасибо за понимание. Электрическая схема сварочного аппарата igbt и. они самые свежие, они существуют только с 1980-х годов.
загрузить easyarc zx7- 200 igbt инверторный сварочный аппарат руководство по обслуживанию и информация по ремонту для специалистов по электронике руководства по обслуживанию, схемы, эппромы для электротехников этот сайт поможет вам спасти землю от электронных отходов! Схема инверторного сварочного аппарата wordpress com.мой план таков: сеть 220в–> выпрямитель–> генератор на МОП-транзисторе, управляемый sg3525 или ir2153 и т.д.–> ферритовый трансформатор–> выпрямитель–> сварочная мощность. существует множество типов сварочных аппаратов и сварочных процессов. MMA дуговой сварочный аппарат 110v / 220v 160a портативный инверторный сварочный аппарат постоянного тока igbt. описание: Inverswagatam – самодельная электрическая схема инвертора, предназначенная для принципиальной схемы инверторного сварочного аппарата, размер изображения 600 x 600 пикселей, и для просмотра деталей изображения щелкните изображение.что такое передовая инверторная технология igbt?
zx7- 200 с передовой инверторной технологией igbt, высокая надежность, малый размер, легкий вес. Инверторный сварочный аппарат постоянного тока 160 А, сварка двойным напряжением 110/230 В: инверторный сварочный аппарат amico 160 А постоянным током IGBT Сварочный аппарат с двойным напряжением 115 В и 230 В новинка: сварочный аппарат постоянного тока 200 А с ручным подъемом – комбинированный сварочный аппарат TIG, 100 напряжение до 250 вольт, рабочий цикл 80%, совместим со всеми электродами: сварочный аппарат с клеевым швом 140 с рабочим циклом 60%: цена.Тот факт, что инверторный сварочный аппарат может работать с током более низкого напряжения, обусловлен использованием компонентов высокотехнологичной электроники. Сварочные аппараты igbt – новейшие разработки в этой области.
сварочный инвертор до 100А схема силовой цепи кроме схемы сварочного аппарата кроме того hd бесплатный igbt machine d555 vy 1131 проводка далее 594 arc easyarc zx7 200 сварочный инвертор до 100а тв 2844 электрическая схема инвертора кроме того схема инвертора tig схема сварочного аппарата hh 2419 Схема инверторного сварочного аппарата hd стены найти.Товар «инверторный сварочный аппарат igbt mini mma arc welder 220v 10-400a os12 ″ поступил в продажу с субботы, 10 ноября, со схемой инверторного сварочного агрегата igbt. Некоторые модели имеют такое же управление, драйверы только igbt, трансформатор и т. д. 5 звезд 65 $ 119. В большинстве случаев использование сварочного аппарата постоянного тока с постоянным напряжением означает отключение питания или остановку двигателя перед установкой или обслуживанием этого оборудования. сварщик, 2) ручной сварщик на постоянном токе (стержневой), или 3) сварочный аппарат на переменном токе с пониженным напряжением холостого хода.Инверторный аппарат ручной дуговой сварки постоянного тока zx7 110a китай mini arc mma 100amp igbt инверторный сварочный аппарат. список схем сварочного аппарата.
принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не совпадают с номерами моделей, руководства по обслуживанию сварочных аппаратов. сварочный инвертор до 100а.
6-ступенчатая 4×4 механическая коробка передач
Lg nb2540 manuale
Sony handycam hdr ux5 manual
Century 87151 manual
Dnd monster hunter manual
Bosch she46c06uc manual
вручную удалить npm global установленный файл
Geladeira brastemp inverse 573 litros manual em pdf 900×54 r Suzuki manual em pdf 900×54 r Suzuki 400 руководство по ремонту pdf
Sound Technology 3100a руководство пользователя
Подробнее
Принципиальная схема дуговой сварки.Схема сварочного инвертора SMPS
Премиум-членство для поставщиков более высокого уровня. Уровень отклика на уровне релевантности. Типы поставщиков Торговое обеспечение.
Поставщик Премиум-членство для поставщиков более высокого уровня. Расположение поставщика. Заказ: ОК. Готов к отправке. Электрическая схема сварочного аппарата BusinessType China. Связаться с поставщиком. Электрическая схема сварочного аппарата Pro Ac pulse home ARC. Однофазный инверторный сварочный аппарат MMA A DC IGBT поставка завода-изготовителя в Китае.
Лучшая цена, высокое качество MMA Принципиальная схема инверторного сварочного аппарата. Мы занимаемся проектированием, тестированием и производством полной линейки продуктов для сварки и резки, которые отличаются промышленным качеством и просты в использовании.
Мы также предлагаем клиентам гибкость в проектировании и изготовлении продукции, а также превосходное обслуживание до и после продажи. В: Из чего изготовлена ваша продукция9 Ответ: Люди Taizhou Retop всегда уделяют большое внимание контролю качества от начала до конца.Принципиальная схема SZ прямых продаж фабрики сварочного аппарата. Мы придаем большое значение внутреннему управлению качеством, техническим инновациям и совершенствованию производства.
Наша цель – повысить эффективность предприятия с помощью передовых достижений науки и технологий, а также снизить эксплуатационные расходы предприятия и процент брака продукции. Мы сделали упор на ваш успех с нашим безупречным качеством и внимательным обслуживанием, чтобы создать процветающее завтра! Принципиальная схема сварочного аппарата РСН сварочного аппарата.БИ Оптовая электросхема сварочного аппарата.
Lotos CTD 3 в 1 инверторный плазменный сварочный аппарат постоянного тока igbt типы сварочных аппаратов. Инверторный сварочный аппарат по лучшей цене mma mma для продажи в саудовской аравии. Инженеры, обслуживающие оборудование, предоставили изображения принципиальных схем сварочного аппарата. Инверторная электрическая схема трубопровода постоянного тока из полиэтилена высокой плотности сварочный аппарат MMA Держатель электродов с кабелем длиной 2 м; 2. Усовершенствованная инверторная технология IGBT, низкое потребление и высокая мощность 2.
Цифровое управление повышает надежность 3.Применимы все виды кислотно-щелочных электродов. 4. Как подключить проводку для сварочного аппарата вольт-дуговой сваркой? Я также был сбит с толку, потому что в коробке выключателя на стороне моего дома нет шины для нейтральных проводов, только одна клеммная колодка для заземляющих проводов. Если вы можете прояснить для меня, это было бы очень полезно. Уровень мастерства: от среднего до продвинутого. Эти электромонтажные работы лучше всего выполнять Лицензированный подрядчик по электрике.
Angela capitulo 49Расчетное время: Зависит от личного опыта, умения работать с инструментами и доступного доступа к сварочной цепи и электрической соединительной коробке.Меры предосторожности: Определите схему сварочного аппарата, выключите ее и пометьте примечанием перед тем, как приступить к работе с проводкой шнура вольт-сварочного аппарата. Примечание: При установке дополнительной цепи духовки, работа должна выполняться в соответствии с местными и национальными электротехническими нормативами с разрешением и проверяться.
Автоматические выключатели для сварщиков. Руководство по домашним автоматическим выключателям и тому, как они работают для защиты вашей электропроводки. При правильной установке домашняя электропроводка защищена устройством защиты цепи.
Руководство по домашнему электрическому проводу.
Как правильно выбрать ток при сварке штучной сваркой.Полный список типов электрических проводов и деталей, используемых для домашних проектов, с указанием электрических кодов служит в качестве рекомендаций по выбору. Домашняя электрическая проводка включает в себя вольтовые розетки и розетки и розетки, которые являются обычным местом в каждом доме.
Посмотрите, как подключены электрические розетки в доме. Электрическое заземление. Перечень электрических кодов заземления с примерами кодов электрического заземления для домашней электропроводки.
Мощный ruqyqh против sihil и jins mp 3Бесконтактный электрический тестер Это тестовый инструмент, который я держу в своей личной сумке для электрических инструментов в течение многих лет, и это первый тестовый инструмент, который я беру, чтобы помочь идентифицировать электрическую проводку.
Просто вставьте конец тестера в розетку, патрон лампы или прижмите конец тестера к проводу, который вы хотите проверить. Очень удобный и простой в использовании.
Этот популярный тестер также используется большинством инспекторов для проверки питания и полярности проводки цепи.Он обнаруживает вероятные неправильные условия проводки в стандартных розетках переменного тока.Обеспечивает 6 возможных условий подключения, которые быстро и легко читаются для максимальной эффективности.Индикаторы указывают на правильность проводки, а диаграмма световых индикаторов включена. Проверяет стандартные 3-проводные розетки. неверно Очень удобно и легко использовать.
Инструмент для зачистки проводов и кусачки. Мой самый любимый инструмент для зачистки проводов, который я много лет держал в личной сумке для электрических инструментов, и это инструмент, который я использую для безопасного зачистки электрических проводов.
Этот удобный инструмент имеет множество применений: калибры проводов указаны на боковой стороне инструмента, поэтому вы знаете, какой паз использовать для снятия изоляции. Конец инструмента можно использовать для захвата и сгибания проволоки, что удобно для прикрепления проволоки к винтовым клеммам переключателей и розеток. Таким образом, использование сварочного трансформатора играет важную роль в сварке по сравнению с мотор-генераторной установкой.
Когда нам нужно использовать электродвигатель-генератор для сварки, мы должны запускать его непрерывно, что создает много шума.С помощью сварочного трансформатора сварка выполняется с меньшим шумом. Теперь рассмотрим подробнее сварочный трансформатор. Конструкция сварочного трансформатора: 1. Сварочный трансформатор – понижающий трансформатор. Он имеет магнитный сердечник с тонкой первичной обмоткой и большим количеством витков на одном плече. Вторичная обмотка с меньшим количеством витков и большим поперечным сечением на другом плече.
Благодаря этому типу обмоток в первичной и вторичной обмотках он ведет себя как понижающий трансформатор.Таким образом, мы получаем меньшее напряжение и больший ток на выходе вторичной обмотки. Это конструкция сварочного трансформатора переменного тока. Сварочный трансформатор постоянного тока также имеет такой же тип обмотки, с той лишь разницей, что мы подключаем выпрямитель, который преобразует переменный ток в постоянный во вторичной обмотке, чтобы получить выход постоянного тока. Мы также подключаем индуктивность или фильтр для сглаживания постоянного тока.
Это будет строительство сварочного трансформатора постоянного тока. Диаграммы показаны ниже. Рис. 1. Сварочный трансформатор постоянного тока Рис. 2. Сварочный трансформатор переменного тока Примечание. Многие люди сомневаются, что такое первичная обмотка, а какая вторичная.
Обмотка, подключенная к источнику питания, называется первичной обмоткой, а обмотка, к которой подключена нагрузка, называется вторичной обмоткой. Работа сварочного трансформатора: 1. Для просмотра Academia. Перейти к основному содержанию. Войти Зарегистрироваться. Это можно просто определить как процесс соединения двух или более металлических частей, чтобы сделать их единым целым.
Это часто делается путем плавления заготовок и добавления наполнителя для образования лужи расплавленного материала, которая остывает и становится прочным соединением.
Аппарат для дуговой сварки под флюсом – Определение, детали, рабочий процесс, PDF
Благодаря своей прочности сварка используется для соединения балок при строительстве зданий, мостов и других конструкций. Сварку также можно использовать для соединения труб в трубопроводах, электростанциях на строительных площадках и в бытовой технике. Кроме того, сварка используется в судостроении, автомобилестроении и ремонте, а также в аэрокосмической отрасли. Существует множество видов сварки, в том числе дуговая сварка, контактная сварка, газовая сварка.
Особое внимание будет уделено дуговой сварке, поскольку это наиболее распространенный вид сварки, а также основная цель данного проекта.
Дуговая сварка – это процесс сварки, в котором используется дуга электрического разряда для соединения одинаковых материалов. Оборудование, которое выполняет сварочные операции под наблюдением и контролем сварщика, называется сварочным аппаратом.
Инвертор обеспечивает питание трансформатора, используемого при сварке, с частотой намного более высокой, чем 50 Гц или 60 Гц.Таким образом, трансформатор гораздо меньшей массы используется для обеспечения работы с гораздо большей выходной мощностью. Шум при сварке, производимый обычным аппаратом для дуговой сварки, снижается за счет выбора рабочей частоты на слух человека. Выбор 20 кГц для аппарата дуговой сварки инверторного типа был определен, чтобы оправдать вышеприведенные ожидания.
Выходной сварочный ток регулируется путем управления питанием трансформатора на высокой частоте. Этот источник питания обеспечивается преобразователем частоты.Схема управления, используемая для управления выходным сварочным током, предназначена для управления переключателем мощности на высокой частоте. Это снижает вес и размер трансформатора, используемого для сварки.
Проблема реле Vw 409Иметь более эффективный аппарат для дуговой сварки, обеспечивающий аккуратную сварку. Аппарат для дуговой сварки не только прочный и портативный, но и мобильный. Сварка может представлять опасность для оператора или людей, находящихся рядом с рабочей зоной.
Следовательно, сварка и резка должны выполняться только при тщательном соблюдении всех соответствующих правил техники безопасности.Защитный выключатель необходим для предотвращения утечки тока в оборудовании. Используйте только высококачественные сварочные инструменты и оборудование с этим аппаратом для дуговой сварки инверторного типа. Он охватывает все виды деятельности, возникающие во время исследовательской работы.
Первая глава – это вводная глава, в которой рассказывается об истории вопроса, целях проекта, обосновании проекта и объеме проекта. Во второй главе представлены обзоры литературы. В третьей главе подробно рассматривается системный анализ и методология проектирования.Это производственный процесс, в котором материалы, обычно металлы или термопласты, соединяются за счет коалесценции. Часто это делается путем расплавления заготовки и добавления наполнителя из ванны расплавленного материала, который остывает, чтобы стать прочным соединением.
В этом отличие от пайки и пайки, которые включают плавление материала с более низкой температурой плавления между заготовками для образования связи между ними без плавления заготовки. Процесс сварки – это процесс соединения материалов, который вызывает коалесценцию Материалов путем их нагрева до подходящей температуры с приложением давления или без него.Дуговая сварка – это процесс сварки, который используется для соединения металла с металлом с помощью электричества, чтобы создать достаточно тепла для расплавления металла.
При приложении интенсивного нагрева металл в месте стыка между двумя частями расплавляется и заставляется непосредственно или чаще всего смешиваться с промежуточным расплавленным присадочным металлом. Поскольку соединение представляет собой смесь металлов, окончательная сварка потенциально имеет те же прочностные свойства, что и металлы деталей. Проблема, возникающая при дуговой сварке, – это загрязнение металла элементами атмосферы O, H, N и т. Д.
Zhrui stivaletto con tacco basso alla caviglia da donnaТакже может быть проблема с неочищенной поверхностью. Источники питания переменного или постоянного тока, оснащенные любыми необходимыми элементами управления, подключаются рабочим кабелем к заготовке, а электродным кабелем – к электрододержателю определенного типа.
Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют творцом. Создатель затвердевает за электродом, когда его перемещают по стыку.В результате получается соединение слияния. На схеме. Некоторое оборудование или детали, используемые в процессе дуговой сварки, вы можете увидеть, а некоторые не показаны на схеме, которую я также собираюсь объяснить.
Поскольку рабочая температура сварки слишком высока, мы можем видеть процесс невооруженным глазом, но через некоторое время глаз повреждается. Температура дуговой сварки колеблется от минимального до одного градуса Цельсия. Амрит сейчас готовится к правительству. Если вам нужна помощь, вы можете спросить его о любых предложениях в области машиностроения.Он любит знакомиться с новыми людьми. Время читать: 5 минут Дуговая сварка :. Дуговая сварка.
Гидравлическая механика и гидравлические машины. Теория машин. Инженерная термодинамика. Холодильное оборудование и кондиционирование. Автомобильная техника. Производственный процесс. Если вы ищете возможность заменить обычный сварочный трансформатор, сварочный инвертор – лучший выбор. Сварочный инвертор удобен и работает от постоянного тока.
Контроль тока осуществляется с помощью потенциометра.При разработке сварочного инвертора я применил прямой инвертор с топологией двух переключателей. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех с дальнейшим сглаживанием с большой емкостью. Однако, поскольку импульс тока включения имеет тенденцию быть большим, необходимо наличие схемы плавного пуска.
Поскольку переключение включено и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения реле. В момент переключения мощности транзисторы IGBT используются и далее используются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC.Схема управления получает питание от вспомогательного источника питания 17 В.
Из-за больших токов в обратной связи по току используется трансформатор Tr3. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится через выходные диоды. Нижний диод i. С другой стороны, общие максимальные потери вторичного выпрямителя равны W. Выходной дроссель L1 дополнительно соединен с отрицательной шиной.Это хороший сценарий, поскольку на радиатор не подается высокочастотное напряжение.
Однако важно учитывать, что максимальный ток нижнего диода в два раза больше тока верхнего диода. Также каждый транзистор теряет около 50 Вт. Потеря мощности диодов сброса также зависит от конструкции Tr1, хотя потери меньше по сравнению с потерей мощности от IGBT. Выпрямительный мост также приводит к потере мощности около 30 Вт. Кроме того, при подготовке системы важно не забывать масштабировать максимальный коэффициент нагрузки сварочного инвертора.
Основываясь на измерениях, вы можете быть готовы выбрать правильный размер калибра обмотки, радиатора и т. Д. Коммутационный трансформатор Tr1 имеет два ферритовых сердечника EE, и оба они имеют центральную секцию колонны 16×20 мм. Таким образом, общее поперечное сечение составляет 16×40 мм.
Плата розжига печиНеобходимо следить за тем, чтобы в зоне активной зоны не оставалось воздушного зазора. Хорошим вариантом было бы использовать 20-витковую первичную обмотку, намотав на нее 14 проводов с нулевым сопротивлением. С другой стороны, вторичная обмотка имеет шесть медных полос 36×0.Трансформатор прямого привода Tr2, который спроектирован с низкой паразитной индуктивностью, следует трехсторонней схеме намотки с тремя скрученными изолированными проводами с нулевым сопротивлением. Трансформатор тока Tr3 изготовлен из дросселей для подавления электромагнитных помех.
В то время как первичная обмотка имеет только 1 виток, вторичная обмотка имеет 75 витков из 0. Важной проблемой является соблюдение полярности обмоток. В то время как L1 имеет ферритовый сердечник EE, средний столбец имеет поперечное сечение 16×20 мм с 11 витками медной ленты 36×0. Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет 12 мкГн cca.При дуговой сварке сильное тепло, необходимое для плавления металла, вырабатывается электрической дугой.
Дуга образуется между реальной работой и стержнем электрода или проволокой, которую вручную или механически направляют вдоль стыка. Электродом может быть стержень, который просто пропускает ток между наконечником и изделием. Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку.
В большинстве сварочных операций при производстве стальных изделий используется электрод второго типа.Базовая схема сварки Основная схема дуговой сварки показана на рис.
Основы дуговой сварки
Источник питания переменного или постоянного тока, оснащенный любыми элементами управления, которые могут потребоваться, подключается рабочим кабелем к заготовке и «горячим» «кабель к электрододержателю какого-либо типа, который обеспечивает электрический контакт со сварочным электродом. Дуга возникает в зазоре, когда цепь под напряжением и наконечник электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте.
Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют “кратером”.
В результате получается соединение плавлением. Дуговое экранирование Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку. Металлы при высоких температурах имеет тенденцию вступать в химическую реакцию с элементами воздуха – кислородом и азотом.Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые разрушают прочность и ударную вязкость сварного соединения.Поэтому многие процессы дуговой сварки обеспечивают некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака.
Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители. На рис. 2 показано экранирование сварочной дуги и сварочной ванны стержневым электродом. Экструдированное покрытие стержня присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Pro для дуговой сварки 115 В 100 А, инструкция по эксплуатации
Аппарат для дуговой сварки. Шнур питания длиной 8 футов, используйте вилку N6-50P (на машине). Адаптер питания с 230 на 115 В. Держатель электрода на 200 А, кабель 10 футов. Рабочий зажим на 200 А, кабель 10 футов. 2 электрода диаметром 3/32 дюйма. 2 электрода размером 1/8 дюйма. Руководство пользователя.
За свои деньги, я думаю, что Hobart Trek 180 немного уступает сварочному аппарату Miller Passport Mig, если сравнивать все характеристики. вот почему. С Hobart Trek 180 вы получаете намного больше мощности, чем сварочный аппарат с миграцией на 115 вольт, отличную дугу и полную портативность, когда вам это нужно.
Разъем вспомогательного питания 115 В удобно расположен на передней панели, что позволяет использовать систему охлаждения резака Coolmate ™ или другие небольшие инструменты. Syncro Start ™ позволяет оператору выбирать из трех различных условий запуска для оптимизации приложения (мягкий / стандартный / горячий). Счетчик часов / циклов дуги регистрирует фактическую сварку …
Самый мощный профессиональный портативный инверторный сварочный аппарат MIG с напряжением 115 В на 140 А со встроенным приводом катушки горелки. Обычная цена: 1025 долларов.00 Цена на прямую сварку 849,00 $
Устройство для дуговой сварки переменного тока 230 А / пост. Тока 140 А (36 страниц) Сварочная система CRAFTSMAN 113.201480 Руководство пользователя Устройство для дуговой сварки переменным током с двойным диапазоном, 50–295 А (36 страниц)
Thermal Arc® 201 Портативный сварочный аппарат постоянного тока TS обладает серьезным потенциалом и идеально подходит для профессионалов и сварщиков с более высокими требованиями. Мощный, но компактный и портативный, 201TS может выдавать 125 А в цепях 115 В для сварки Stick и 160 А для TIG.
9 нояб.2020 г. · Если вы раньше пользовались аппаратами для ручной дуговой сварки старых моделей, то модель C.Сверхпортативный 100-амперный аппарат для дуговой сварки M.T Pitbull может вам понравиться. Он работает от 110 вольт и обеспечивает хорошую дугу для сварщика с максимальным током 100 А. Он сваривает различные типы стержней, но большинство людей согласны с тем, что стержни 6013 работают лучше всего с этой машиной.
14 декабря 2017 г. – Компания AHP Tools Inc разработала аппарат для дуговой сварки превосходного качества. Он может сваривать широкий спектр металлов, таких как железо, алюминий, сталь, никель и медь. Смотрите больше идей о дуговой сварке, сварщиках, ахп.
Схемы электроники для хобби: Схема сварочного инвертора SMPS
Если вы ищете возможность заменить обычный сварочный трансформатор, сварочный инвертор – лучший выбор.Сварочный инвертор удобен и работает от постоянного тока. Текущий контроль поддерживается с помощью потенциометра.
Написал и представил: Dhrubajyoti Biswas
При разработке сварочного инвертора я применил прямой инвертор с топологией двух переключателей. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех с дальнейшим сглаживанием с большой емкостью. Однако, поскольку импульс тока включения имеет тенденцию быть большим, необходимо наличие схемы плавного пуска. Поскольку переключение включено и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения реле.В момент переключения мощности транзисторы IGBT используются и далее используются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью BC327. В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением ширины импульса до 50% и рабочей частотой до 42 кГц. Схема управления получает питание от вспомогательного источника питания 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3. Напряжение измерительного регистра 4R7 / 2W более или менее равно выходному току.Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится через выходные диоды. Верхний диод, состоящий из 2x DSEI60-06A, должен выдерживать ток в среднем 50 А и потери до 80 Вт. Нижний диод, то есть STTh300L06TV1, также должен иметь средний ток 100А и потери до 120Вт.С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно подключен к отрицательной шине. Это хороший сценарий, поскольку на радиатор не подается высокочастотное напряжение. Другой вариант – использовать диоды FES16JT или MUR1560. Однако важно учитывать, что максимальный ток нижнего диода в два раза больше тока верхнего диода. На самом деле, расчет потерь IGBT – сложная процедура, поскольку, помимо потерь на проводимость, еще одним фактором являются потери при переключении.Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещается на том же радиаторе, что и IGBT, вместе с диодом сброса UG5JT. Также есть возможность заменить UG5JT на FES16JT или MUR1560. Потеря мощности диодов сброса также зависит от конструкции Tr1, хотя потери меньше по сравнению с потерей мощности от IGBT. Выпрямительный мост также приводит к потере мощности около 30 Вт. Кроме того, при подготовке системы важно не забывать масштабировать максимальный коэффициент нагрузки сварочного инвертора.Основываясь на измерениях, вы можете быть готовы выбрать правильный размер датчика обмотки, радиатора и т. Д. Еще один хороший вариант – добавить вентилятор, так как он будет контролировать нагрев.
Коммутационный трансформатор Тр1 намотан на два ферритовых ЭЭ сердечника, и оба они имеют сечение центральной колонны 16×20 мм. Таким образом, общее поперечное сечение составляет 16×40 мм. Следует соблюдать осторожность, чтобы не оставлять воздушных зазоров в области сердечника. Хорошим вариантом было бы использовать 20-витковую первичную обмотку, намотав на нее 14 проводов с нулевым сопротивлением.Диаметр 5 мм. С другой стороны, вторичная обмотка имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Tr2, который разработан с низкой паразитной индуктивностью, следует трехсторонней схеме намотки с тремя витыми изолированными проводами диаметром 0,3 мм и обмотками по 14 витков. Активная часть изготовлена из стали h32 с диаметром средней колонны 16 мм и без зазоров. Трансформатор тока Тр3 выполнен из дросселей для подавления электромагнитных помех. В то время как первичный имеет только 1 ход, вторичный получает ранение за 75 ходов из 0.Проволока 4 мм. Один из важных вопросов – соблюдение полярности обмоток. В то время как L1 имеет ферритовый сердечник EE, средний столбец имеет поперечное сечение 16×20 мм с 11 витками медной полосы 36×0,5 мм. Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет 12 мкГн cca.
Обратная связь по напряжению на самом деле не мешает сварке, но определенно влияет на потребление и потерю тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.Более того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает расход энергии, а также увеличивает количество нагревательных компонентов.
Постоянный ток 310 В может быть извлечен из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ / 400 В.
Источник питания 12 В можно получить от готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
.