Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
 Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка. Поэтому его приобретают для работы в условиях повышенной влажности.
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: Как пользоваться сварочным аппаратом
Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий.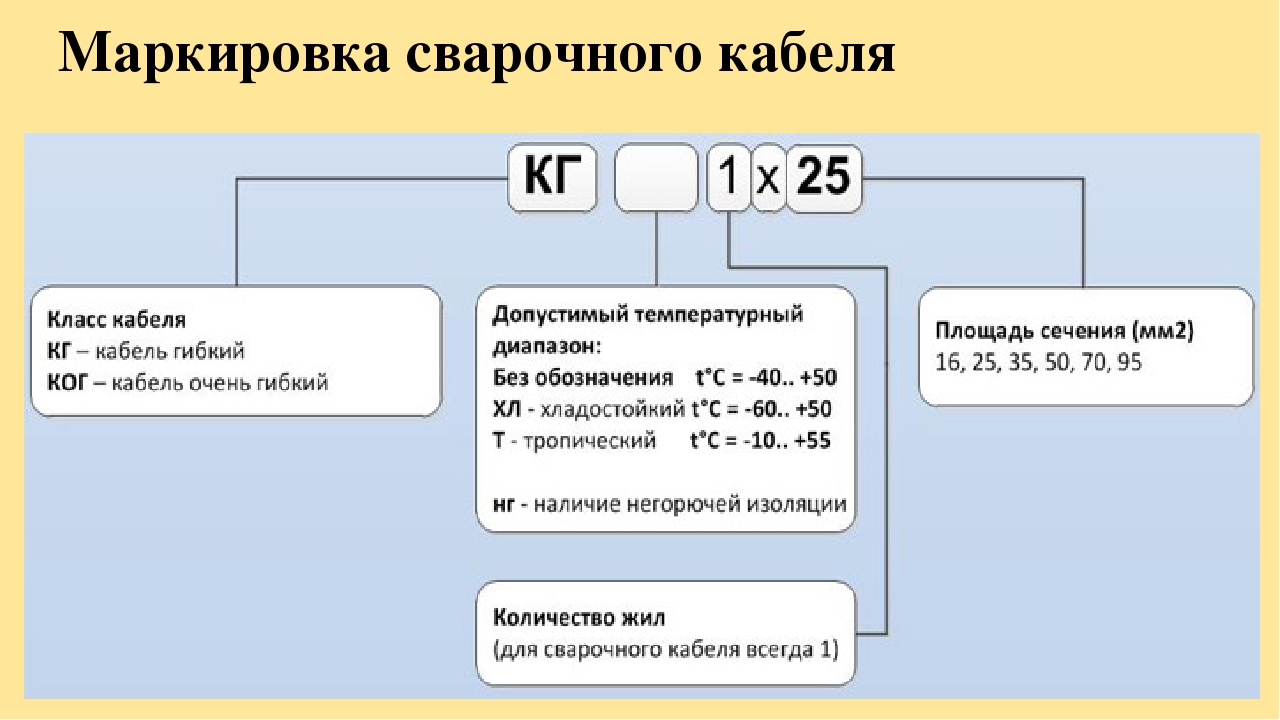 Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка. Поэтому его приобретают для работы в условиях повышенной влажности.
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: Как пользоваться сварочным аппаратом
Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т. п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка. Поэтому его приобретают для работы в условиях повышенной влажности.
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: Как пользоваться сварочным аппаратом
Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка. Поэтому его приобретают для работы в условиях повышенной влажности.
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: Как пользоваться сварочным аппаратом
Выбираем какой кабель для сварочного аппарата лучше
Поиск сварочного кабеля после покупки инверторного аппарата нельзя назвать редкостью. Каким бы хорошим не было сварочное оборудование, провода, идущие с ним в комплекте, часто не соответствуют ожиданиям. Некоторых не устраивает материал жилы, других – длина, третьих – гибкость – и это далеко не все, что может вызывать недовольство.
Какой кабель для сварочного аппарата лучше? Профессиональные сварщики подбирают для себя тот вариант, который максимально удовлетворит их требованиям. От чего отталкиваться? На что обратить внимание? В этой статье вы познакомитесь с основными марками и научитесь отсеивать неправильные варианты, акцентируя внимание на главных характеристиках сварочного кабеля для электродержателя, зажима заземления и коммутацией с электросетью.
Заглянем на полки магазинов – чем отличаются марки кабеля
Во время поиска сварочных кабелей для инвертора чаще всего встречаются следующие аббревиатуры:- КГ
- КОГ1
- КГН
- КГ-ХЛ
- КПЭС
- КВС
- КГТ
Среди них нет унифицированного варианта на все случаи. Для каждой конкретной ситуации оптимальна та или иная комбинация параметров кабеля для сварочного аппарата. Поэтому для начала сделайте правильный выбор марки, а после – разберетесь с основными параметрами – сечением и длиной кабеля, а также материалом сердечника.
Кратко о марках:
КГ
Данный вид можно встретить практически в любом магазине. Аббревиатура расшифровывается как «кабель гибкий». Шнур такого плана можно подключать к сети на 220 или 380 В, и, конечно же, использовать для массы и держателя. Он работает с переменным и постоянным током (до 660 В и 1000 В) при частоте до 400 Гц.КОГ1
Является менее универсальным и прочным, чем предыдущий вариант. Но обладает особой гибкостью – в его жиле используются более тонкие проводки. Это означает меньший радиус разворота, способствующий более комфортному процессу сварки в труднодоступных местах.
КГН
Буква «Н» в маркировке подобного кабеля для сварки означает его негорючесть (устойчивость к высоким температурам). Изоляция КГН изготовлена из жаростойкого материала, выдерживающего нагревание 200 °C и более.Главная особенность провода дает возможность осуществлять сварку или резку в экстремальных температурных условиях (например, сваривание металлов вблизи или в эпицентре источника возгорания). Из-за устойчивости к жару КГН-кабели востребованы среди работников МЧС, ремонтных бригад в судостроительной отрасли и т.д.
КГ-ХЛ
Как уже говорилось ранее, «КГ» – кабель гибкий, остальные две буквы в конце говорят о том, что сварочный кабель может эксплуатироваться на холоде и морозе, достигающем – 60 °C. Способность сохранять гибкость при низких температурах обеспечена использованием в составе оплетки специального каучука.*Если предполагается работа при низких температурах, то данный вид кабеля станет лучшим вариантом для покупки.
КПЭС
Сварочные кабели такого плана применяются для полуавтоматической сварки. Они отличаются наличием внутри спиралевидной трубки для пропуска проволоки. Представители марки рассчитаны на работу с любым видом тока под напряжением 42/48 В при частоте 50 Гц.
Из весомых знаний о КПЭС стоит выделить то, что прослужат они недолго (минимум полтора месяца – максимум полтора года), а на стоимость существенно повлияет диаметр.КВС
Это сварочные кабели с дополнительным защитным слоем полихлорвинила на жиле. Отличаются большей устойчивостью к истиранию, что делает их отличным вариантом для использования на строительных объектах.Стоит отметить, что представители марки КВС куда менее гибки, чем остальные. Помимо устойчивости к механическому воздействию, они легко переносят низкие температуры и могут свободно использоваться в диапазоне от -40 до 40 градусов Цельсия.
КГТ
Буква «Т» в конце означает возможность применения в условиях тропиков. Подобные сварочные кабели характеризуются способностью выдерживать температуру окружающей среды до +85 °C. Выпускаются с покрытием, которое успешно противостоит воздействию влаги, грибка и плесени.
Особенности жил электрокабелей – сколько жил должно быть?
Проводник в сварочном кабеле может быть алюминиевым (омедненным) или медным. Первый вариант отличается более низкой стоимостью, но является менее гибким, имеет меньшее удельное сопротивление, больше греется. Шнур с проводником из алюминия больше подойдет сварщикам-новичкам или для бытовых нужд. Провода с медными жилами незаменимы, если речь заходит о профессиональных работах.При покупке обращайте особое внимание на продукцию от китайских производителей, поскольку в варианте с заявленным медным проводником может содержаться только 70% Cu. В быту подобные электрокабели использовать можно, но профессиональные сварщики обходят их стороной или меняют после некоторого время использования. Распознать низкопробный продукт легко – жилы в нем выглядят тускло.
Все электрокабели бывают одножильными и многожильными (если учитывать варианты не только для сварки). В данном случае имеется в виду количество жил под одной общей изоляцией. Это число можно увидеть в маркировке перед параметром площади сечения.
Например:
1×16 –провод с одной жилой;
11×30 – кабель с одиннадцатью жилами.
Для сварочных аппаратов понадобится одножильный электрокабель, о чем стоит запомнить всем начинающим сварщикам, которые хотят удлинить провода или заменить их на лучший вариант.
Как правильно выбрать сечение кабеля
Металлический сердечник электропровода – это переплетенные между собой тонкие проволочки в количестве от 30 до 1000 шт. Площадь сечения кабеля для сварочного аппарата подбирается в зависимости от используемого тока и мощности установки. С возрастанием ампеража, появляется потребность в большей площади сечения.
К примеру, провод 1×6 мм² выдерживает максимум 11 кВт нагрузки при силе тока от 80 до 100 А. Однако не стоит использовать сварочные кабели на пределе их возможностей из-за риска перегрева и расплавления, поэтому максимальное значение принято делить на 2. То есть вариант 1×6 мм² оптимально будет использовать для работы с аппаратом, который имеет потребляемую мощность 5 кВт. Для ампеража 120-150 А нужно будет использовать электрокабель 1×10 мм², для 150-180 А – 1×16 мм² и т. д.
Для бытовых нужд сгодится вариант 1×16. Если вы работаете в мастерской, то ваш выбор – это провода 1×25, 1×50.
Требования к изоляции провода
Следует приобретать электрокабель с толщиной изоляции не менее 1,1 мм. В противном случае возникнет повышенный риск оголения токоведущей части из-за трения о пол и предметы. На ощупь качественная наружная обмотка гибкая и мягкая. Также обращайте внимание на класс изоляции, обозначаемый буквой. К примеру, «H» – означает способность выдерживать температуру нагрева +180 °C.
Гибкость электрокабеля
Выбирайте продукт не менее четвертого класса по гибкости. Более тугие варианты значительноменее комфортны в использовании: они плохо сматываются, выкручивают руки. Провода с маркировкой КГ принадлежат к пятому классу гибкости, КОГ1 – к шестому.Как правильно выбрать длину кабеля и стоит ли удлинять имеющийся
Потребность в удлинении кабеля для инвертора появляется, когда нужно работать с длинными конструкциями, вроде заборов, или забираться на высоту. Благодаря наращиванию длины, переносить инверторный аппарат придется намного реже.
Однозначный ответ на вопрос, стоит ли удлинять сварочный кабель, дать нельзя. В одних ситуациях его удлинение возможно, в других нежелательно – необходимо учитывать характеристики, которые у вас есть изначально.
Как многим известно, еще из школьных уроков физики, чем больше длина, тем выше сопротивление. На выходе же получается более низкая сила тока. Поэтому для определения оптимального значения следует пользоваться специальной формулой:
l=S/(I ÷ 100)
где l – искомая максимальная длина,
S – площадь сечения имеющегося электропровода,
I – максимальная сила тока, выдаваемая аппаратом.
Допустим, у нас есть инвертор на 160 А и электрокабель с площадью сечения 25 мм². Расчет длины кабеля для инвертора будет выглядеть следующим образом: (25 мм²)/(160 А ÷ 100)=15,625 м.
Также в любом случае следует придерживаться правил техники пожарной безопасности – не превышать максимально допустимую длину кабеля для сварки (30-40 м).
Для наращивания нельзя применять скрутки, поскольку использование подобного метода чревато увеличением сопротивления и повышением риска нагрева. Соединяйте две части проводки надежной медной опрессовкой. Она обеспечивает отличный, плотный контакт.Будьте внимательны к выбора кабеля – используйте знания, полученные в статье, чтобы не совершить ошибок при покупке.
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Сварочный кабель: основные характеристики и требования
Для надежного соединения отдельных элементов металлоконструкций между собой широко используют различные типы сварочных аппаратов. Одним из ключевых его компонентов, кроме электронного блока, является кабель сварочный, по которому организовывается подача тока в зону соединения деталей. Очевидно, что это изделие должно отвечать четким техническим требованиям, обладать определенными конструктивами, с которыми постараемся разобраться далее.
Типичная конструкция и маркировка силового провода
Практически любое подобное изделие представляет собой гибкий изолированный силовой провод, основу которого составляют переплетенные токопроводящие жилы разного суммарного сечения. Каждая отдельная прожилка имеет диаметр около 0,2 мм и обязательно пролуживается. Конструктивные особенности этих изделий рассмотрим на примере кабеля марки КГ.
Как можно видеть на рисунке вверху, силовые провода этой марки состоят из пяти основных компонентов:
- Собственно, токопроводящая жила из медных проволок по 5 классу,
- Базовая обмотка жилы, для которой используется пленка из полиэтелентерефталата,
- Основная изоляция жилы из каучуковой резины,
- Второй слой обмотки,
- Основная резиновая изоляция кабеля. Сырьем для нее может служить изопреновый или бутадиеновый каучук.
На примере можно видеть четырехжильный кабель, но для переносного сварочного аппарата, например, инвертора обычно используют одножильные сечением от 16 до 95 мм2. Принципы маркировки таких проводов можно видеть на следующей иллюстрации:
Несмотря на то, что в схеме обозначения количество токопроводящих элементов ограничено одним, это вовсе не догма и в зависимости от условий сварки, метода и потребляемой мощности, этот параметр может меняться. В частности, двухжильные кабеля, представляющие собой комбинацию анодного и катодного проводников, используют для передачи высокочастотного тока при импульсном методе сварки. Как и в предыдущем примере, основу токопроводящей жилы представляет медная проволока. Автоматические сварочные аппараты, используемые для организации неразъемных соединений труб с идеально ровным швом, обычно комплектуются трехжильными кабелями.
Для многожильных кабелей обычно применяют несколько иные буквенно-цифровые обозначения: КС – кабель сварочный, П – полимерная изоляция, ВЧ (П) – переменный или постоянный ток высокой частоты.
Ключевые требования к сварочным проводам
Учитывая специфические условия эксплуатации этих кабелей, к ним предъявляются достаточно жесткие требования, в частности:
- Высокая механическая прочность, ударостойкость, хорошее противодействие агрессивным веществам и средам,
- Оплетка кабеля должна быть изготавливаться на базе полимеров и предотвращать возможное оголение токопроводящих жил,
- Изоляция должна выдерживать множественные циклы скручивания без механических повреждений,
- Базовая изоляция кабеля должна выполняться из шланговой резины с дополнением в виде полимерных пленок,
- Сечение провода должно соответствовать создаваемой аппаратом нагрузке.
Выбор поперечного сечения кабеля
Неправильный выбор этого параметра может привести к возникновению токов короткого замыкания, что в итоге вызывает тепловое и механическое повреждение всего устройства и отдельных его узлов, например, контроллера тока. Также недостаточное сечение вызывает конденсацию тока на предохранителях, а вместе с ним – автоматическое отключение прибора встроенной системой защиты.
Примерное соответствие номинального тока аппарата и сечения токопроводящего кабеля можно представить в виде таблицы:
Провода современного сварочного аппарата соединяются байонетным или клеммным способами. В первом случае контакт осуществляется за счет спаренных элементов штекера («папа») и гнезда («мама»), которые входят в зацепление. Сам штекер представляет собой штырь с винтовым зажимом жилы, который вставляется в резиновую изолирующую муфту конусообразной формы. Штырь изготавливается из латуни, имеет рабочую (контактную) длину 12 и 20 мм при диаметре 9 и 13 мм соответственно. На внешней поверхности сдержится прямоугольный отлив, которым штырь входит в зацепление с пазом гнезда. Другой вариант организовывается за счет плоского клеммного наконечника под винт. Таким способом, чаще всего кабель соединяется с держателем электродов.
К вопросу о соединении и удлинении кабелей
Что касается удлинения силовых сварочных проводов, то однозначно утвердительного или отрицательного ответа на этот вопрос не существует. Некоторые опытные данные могут свидетельствовать об ухудшении качества шва в таком случае, но очевидных предостережений нет ни в одном руководстве.
Если все же прибегать к подобному решению вопроса, то чаще всего используют специальные байонетные кабельные гнезда и штыри. При этом особое внимание уделяется сопоставлению сечений отдельных участков проводов.
Сварочный кабель какой выбрать. Как выбрать кабель для сварочного аппарата и каким должно быть сечение
какую марку, длину и сечение провода выбрать
Главная и единственная функция сварочного кабеля – бесперебойно и без потерь доставить электроэнергию до места сварки, где она преобразуется в тепло, что приведет к расплавлению металла и последующей сварке.
Кабель состоит из двух проводников, на одних концах которых смонтированы держатель электрода или зажим массы, на других клеммы или штекеры, как на бытовых сварочных инверторах.
Требования
Сварочный кабель должен пропускать рабочий ток сварки с наименьшими потерями. Из доступных материалов максимальная проводимость у меди. Чтобы сам провод не грелся, то есть на нем не происходило заметного падения напряжения, он должен быть достаточно толстым (большого сечения).
Свариваемые конструкции имеют сложную форму, и сваркой приходится заниматься в различных положениях. Электрод должен свободно доставать до любых мест свариваемой конструкции. Поэтому сварочный провод должен иметь максимальную гибкость и не мешать производству работ.
Так как вокруг свариваемых деталей часто бывают металлические токопроводящие конструкции, то провод должен иметь надежную изоляцию. Кроме этого, изоляция должна позволять варить в сложных природных и производственных условиях.
Она должна выдерживать воздействие жары, холода, пролитого масла или другого смазочного материала. Проводник и изоляция должны быть невосприимчивы к ударам, рывкам и химически агрессивным средам.
Так как в процессе работы сварочный провод много раз приходиться сматывать и заматывать, то он должен выдерживать и это. Таким требованиям отвечает многожильный медный провод большого сечения в мягкой маслостойкой резиновой оболочке.
Характеристики
На сегодняшний день не производят универсальный сварочный кабель, который мог бы работать во всех климатических и производственных условиях. Но выпускают довольно большую линейку проводов, которые отвечают главным условиям сварочного кабеля: минимальное сопротивление и гибкость.
У отечественных производителей марка КГ означает, что гибкий кабель сделан из меди. Он предназначен для соединения силовых элементов нестационарного оборудования, может использоваться в качестве сварочного кабеля. Кроме этого имеется специальный сварочный кабель КС. По техническим характеристикам они практически идентичны.
Если на проводе присутствует маркировка КГ 1х16, это означает гибкий силовой одножильный кабель сечением 16 мм2. Допустимый рабочий ток 189 А.
Первая цифра обозначает количество жил, две или три последующие – сечение провода. Буквы ХЛ сообщают о том, что кабель можно использовать при низких рабочих температурах до -60 ⁰C. Дополнительное покрытие предотвращает появление трещин на холоде.
Буква Т говорит о способности провода работать в условиях повышенной влажности и температуры до + 85 ⁰C. Кроме этого буква Т говорит, что провод обладает антисептическими свойствами, не боится грибка и плесени, что характерно для тропического климата.
Аббревиатура КОГ сообщает о том, что жилы сварочного проводника особо гибкие и позволяют использовать его в любых самых неудобных и труднодоступных местах без причинения вреда рабочим качествам.
Такой кабель обеспечивает максимальный комфорт для сварщика. В сварочном кабеле КС буква П означает полимерное покрытие, ВЧ – напряжение высокой частоты. Выбор такого кабеля для инвертора будет идеальным решением.
При проведении сварочных работ в зонах повышенной пожарной опасности необходимо использовать соответствующий сварочный кабель.
Маркировка КГН означает негорючесть. Весь кабель КГ независимо от климатического исполнения полностью герметичный, может использоваться под водой. Единственное, что нужно сделать, это обеспечить герметичность в местах соединения проводника с аппаратом и держателем электрода.
Типы используемых проводников
Основными типами кабелей, применяемым в сварочных устройствах являются:
- одножильные проводники с медной токоведущей жилой, выполненной из множества тонких проволочек, применяются в основном для инвертора;
- двужильные проводники, представляющие собой анод и катод, которые обеспечивают применение высокочастотного тока для импульсной сварки и переменный ток для резки металла;
- трехжильные проводники используются в аппаратах автоматической сварки, применяемых при монтаже трубопроводов и других изделий, где требуется ровный и высококачественный шов.
Для сварочного аппарата в комплекте идут кабели, рассчитанные на рабочие токи устройства. Если их нет, то необходимо выбрать соответствующие сварочные провода.
Обращая внимание на максимальный рабочий ток аппарата. Он указывается в инструкции по эксплуатации прибора. Если в документации указан рабочий ток в пределах 160-189 А, то сварочный провод согласно требованиям ГОСТ должен иметь сечение 16 мм2.
При токах 240-250 А необходим проводник сечением 25 мм2. При использовании полупрофессиональных устройств на 350-362 А требуется проводник сечением 50 мм2.
В профессиональных сварочных аппаратах при максимальных рабочих токах 437 А или 522 А требуются подключить проводники сечением 70 мм2 и 95 мм2 соответственно.
Допустимо ли удлинять
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства. Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.
svaring.com
Кабель для сварочного аппарата: марка, сечение, длина
Сварка – отличный способ соединения деталей, происходит посредством оплавления металлов с помощью сварочной дуги. Такой тип соединений носит название – дуговая сварка. Но для проведения работ нужно знать целый ряд тонкостей – полярность, выбор тока, электродов и, наконец, самого кабеля. Последний нужен для подключения сварочного инвертора к источнику питания, а также подключения зажима массы и электрододержателя непосредственно к самому сварочнику. В этой статье мы рассмотрим, как выбрать кабель для сварочного аппарата, каким должно быть сечение и марка проводника.
Требования к кабелю для сварочника
Во-первых, если вы выбираете кабель для подключения зажима массы и держака электродов к сварочному аппарату, нужно учитывать следующие особенности работы:
- Сварочные аппараты любых типов выдают значительные токи – от 10-20 до 400-500А. При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.
- Сварщику в работе встречаются самые разнообразные задачи, как простые швы в удобных положениях, так и сварка изделий сложных форм или в труднодоступных местах.
- Помимо разнообразных задач, варить приходится как в очень жарких помещениях, так и зимой на морозе.
- Для транспортировки оборудования кабеля сворачивают.
Отсюда выходит, что кабель должен удовлетворять следующим требованиям:
- Силовой сварочный кабель должен быть гибким, чтобы обеспечить удобство в манипуляции электродом или горелкой для сварочного полуавтомата.
- Проводник должен иметь толстую изоляцию и быть устойчивым к агрессивным средам, ударам и разрывам.
- Для работы на холоде проводник должен быть морозостойким.
- Сварка металлов происходит пониженным напряжением, но высоким током, поэтому есть отдельное требование к сечению проводов для подсоединения электрододержателей и массы. Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.
- Должен выдерживать многократные изгибания и сматывания/разматывания при транспортировке.
Подходящие марки и виды кабеля
Наиболее популярным вариантом для сварочного аппарата является кабель КГ, это гибкий одножильный кабель с многопроволочной жилой в резиновой изоляции. Также популярен и КОГ – с повышенной гибкостью. Есть и специализированный КС, это основные марки проводников которые используются для сварочных работ.
В названии может присутствовать и пометка об исполнении:
- Т – тропическое исполнение, может работать при температуре окружающей среды до +50 (по некоторым источникам 85) градусов Цельсия.
- КХ или ХЛ – морозоустойчивый, работает и при -60 градусов Цельсия.
А также приставка П – дополнительная оболочка жилы из полимерных материалов.
Цифры в маркировке говорят о количестве жил и их сечении, например: КГ 1х16 говорит, о том, что он состоит из 1 жилы с площадью поперечного сечения в 16 кв. мм.
Выбор сечения и длины
Сечение кабеля для сварочного аппарата подбирается исходя из тока. Для примерной оценки необходимого сечения мы подготовили таблицу:
| Сечение, кв. мм | Ток, А |
| 1х6 | 80-100 |
| 1х10 | 120 |
| 1х16 | 189 |
| 1х25 | 240 |
| 1х35 | 289 |
| 1х50 | 362 |
| 1х70 | 437 |
| 1х95 | 522 |
Длина кабеля – предмет споров многих мастеров. При увеличении длины, при неизменном сечении возрастает его сопротивление, а также индуктивность. Если выбрать слишком длинный кабель, то не придется сматывать в катушку при сварке вблизи сварочного аппарата, но если выбрать короткий – придется постоянно перемещать сварочник.
С другой стороны, если вы не варите на производстве большие объемы, то оптимальной будет длина сварочного кабеля в 5-10 метров, а аппарат подключить к сети через удлинитель. Тем более, что любительские аппараты инверторного типа, которые чаще остальных используются в последнее время, достаточно компактны и легки, поэтому их переноска не вызовет особых трудностей.
Если всё же вам нужно удлинить имеющийся провод – лучше всего подойдут гильзы.
Кабель для подключения сварочника к сети
Кроме подключения электрода и массы к сварочному аппарату, нужен еще и кабель для подключения сварочника к питающей электросети. Независимо от того, какой тип аппарата, инвертор или трансформатор, сварочный ток достигает сотен ампер, а вот питающий ток гораздо ниже. Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Поэтому для его питания не нужен настолько толстый кабель, как для электрододержателя. Его рассчитывают в зависимости от расстояния от точки подключения до электросети. Если у вас однофазный бытовой аппарат инверторного типа на 220, или двухфазный на 380В трансформатор – то подойдет медный проводник с сечением жил в 2,5-4 кв, мм. По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
Для удобства, достаточно сетевого кабеля длиной 3-5 метров, а для переноски по территории объекта использовать переноску, сечение которой от 2,5 кв. мм, если длина переноски 10-20м. Для уверенной работы аппарата от более длинной переноски, например 40-60 метров, лучше взять кабель с сечением в 4 кв. мм.
Если вы собираетесь пользоваться длинной переноской, то лучше купить удлинитель с катушкой, тогда кабель не будет путаться под ногами и прослужит дольше. Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Для промышленных трёхфазных аппаратов на 380В используют четырёхжильные медные кабеля сечением от 4-6 кв. мм, или алюминиевые – сечением от 16 кв. мм. Не забудьте проверить правильность подключения и направления вращения вентилятора охлаждения, если он присутствует.
Правила эксплуатации
Вместо заключения расскажем о том, как правильно выбрать и эксплуатировать сварочный кабель:
- Подключать провода к сварочному аппарату нужно кабельными наконечниками, их опрессовывают или паяют.
- Для удлинения и стыковки нескольких отрезков используют гильзы или другой метод соединения, кроме скрутки.
- В сварочных инверторах обычно провода подключаются с помощью байонетных разъёмов. Это нужно учесть и заблаговременно купить, иначе вы не сможете использовать кабель с таким сварочным аппаратом. С их помощью можно быстро сменить полярность тока.
- Не покупайте провода слишком большой длины и сечения, если вы не собираетесь использовать весь его потенциал. Это приведет к излишней массе проводников и затруднениям в работе.
- Не подтягивайте поближе к себе сварочник за кабеля, чтобы их не повредить.
- Не превышайте допустимый ток через провода.
- Удлинитель с катушкой станет незаменимым при частом перемещении сварщика по объекту.
Теперь вы знаете, как выбрать кабель для сварочного аппарата по сечению, марке и длине. Напоследок рекомендуем просмотреть полезное видео по теме статьи:
Полезное по теме:
samelectrik.ru
Выбор сварочного кабеля | Полезные статьи
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
Рисунок 1. Кабель гибкий резиновый для сварочных работ марки КГ
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора
Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.
Рисунок 2. Сварочный аппарат бытовой
Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.
cable.ru
Кабель для сварочного аппарата — выбираем нужный
Май 18, 2017
Главная функция кабеля для сварочного инверторного аппарата представляет собой подвод электрического тока к специальному держателю, который будет держать электрод. Чтобы эффективность работы была максимально высокой, следует подбирать кабель по целому ряду параметров, к которым относят площадь поперечного сечения изделия, возможное падение напряжения в сети, общая длина данного оборудования и целый ряд других особенностей.
Для того чтобы добиться беспрерывного и нормального функционирования сварочного аппарата, кабели подбирают в зависимости от того, какие эксплуатационные свойства имеются у инвертора.
- Если максимальная сила тока будет составлять 189 А, то наиболее подходящими окажутся кабеля марки КГ 1х16;
- При 240 А – КГ 1х25;
- 289 А – КГ 1х35;
- 362 А – КГ 1х50;
- 437 А – КГ 1х70;
- 522 А – КГ 1х95.
Какие существуют виды кабелей для сварки?
Сварочные кабели, которые реализуются по весьма высокой цене, обладают рядом отличий в плане качества изготовления, толщины, проводимостью электрического. Кабели могут быть определенных разновидностей:
- Одножильный кабель – данное оборудование производится из медной жилы, отличающейся хорошей эластичностью, при сматывании он имеет превосходную гибкость, к тому же такой материал прекрасно проводит электрический ток. В большинстве случаев подобные кабели используются при работе с переносными инверторными аппаратами;
- Двужильные кабели сочетают в себе катод и анод. Они хорошо проводят электрический ток в случае, если существует необходимость выполнения работ при помощи импульсной сварки. Как правило, подобные кабели для инверторного сварочного аппарата производятся также из меди или же из иных металлических сплавов, хорошо проводящих электрический ток, но обязательно на медной основе;
- Трехжильные кабели предназначены для автоматического оборудования, которое может быть использовано для производства промышленных трубопроводов, где будет происходить транспортировка нефтепродуктов или газа. Дело в том, что в данных работах должен быть получен идеально ровный шов.
Все основные технические и эксплуатационные характеристики указаны в маркировке кабелей:
- КС говорит о том, что данный кабель может применяться для проведения сварочных работ;
- П – дополнительное защитное покрытие токопроводящей жилы с помощью полимерных материалов;
- Цифровые обозначения говорят о количестве жил;
- ВЧ (П) предназначен для применения высокочастотного (переменного) напряжения.
Кабели могут хорошо сопротивляться воздействию высоких и низких температур, влаги и других вредных факторов. Они будут нормально себя чувствовать в диапазоне от -50 до +50 градусов. В большинстве случаев все необходимые кабели идут в комплекте с новым сварочным оборудованием. Расходные изделия, в том числе и кабели, можно приобрести отдельно, однако обязательно следует помнить, что покупать нужно будет продукцию той же маркировки, что и была.
Выбор сечения у сварочного кабеля
Сечение сварочного кабеля является одним из наиболее важных параметров данного материала, так как именно от него будет непосредственно зависеть проводимость и максимальная сила тока. От этого показателя, в свою очередь, также зависит скорость проведения работ, качество формируемого шва.
Если сечение небольшое и составляет порядка 7 квадратных миллиметров, то такие кабели будут подходящими для небольших инверторных аппаратов, способных функционировать от электрической сети бытового типа, напряжение в которой находится на уровне 220 В.
При использовании сварочного оборудования автоматического типа жилы токопроводящих кабелей имеют наибольшее сечение – оно может составлять порядка 47-49 квадратных миллиметров. Сегодня подобная продукция представлена в соответствующих каталогах, где указана не только маркировка кабеля, но и максимальный вольтаж, сила тока, расчетная масса и длина подобного кабеля.
При подборе сечения и количества жил для сварочного кабеля очень важно подобрать правильную продукцию. Дело в том, что использование неподходящего кабеля может в конечном счете привести к тому, что в аппарате произойдет короткое замыкание, из-за которого реостат может выйти из строя или даже воспламениться.
В случае, если сечение кабеля чересчур маленькое и не подходит для инверторного аппарата заданной мощности, то лишний электрический ток будет конденсироваться на предохранителе. Таким оборудованием будет работать попросту невозможно, так как при попытке зажечь дугу сварочный аппарат будет отключаться, сбрасывая напряжение.
Как правильно подключать и использовать сварочные кабели?
При подключении кабелей к инверторному сварочному аппарату следует учитывать ряд немаловажных правил:
- Подключение производится за счет специальных наконечников, жестко закрепленных на концах кабелей при помощи спаивания или прессовки;
- Провода между собой могут соединятся за счет опрессовки. Здесь главное помнить, что соединение нужно будет изолировать между собой;
- Подключение осуществляется к силовым разъемам и держателям электродов, здесь необходимо соблюдать полярность. Менять ее разрешается только в исключительных случаях, когда параметры тока также претерпят определенные изменения;
- В процессе проведения работ специалист не должен подтягивать к себе аппарат при помощи проводов;
- Подключать к сварочному оборудованию разрешается исключительно кабели, которые должны по своей номинальной мощности соответствовать данному аппарату.
Разрешается ли удлинять кабели для сварки?
Данный вопрос является предметом весьма жарких споров среди профессиональных сварщиков. Одни считают, что это недопустимо, объясняя это тем, что чересчур длинные провода могут отрицательно сказаться на работоспособности устройства.
Сварщики, предпочитающие использовать инверторное оборудование, сообщают, что производители ничего об этом не говорят. Это означает, что сварочное оборудование может иметь очень длинные кабели, которые позволяют свести необходимость транспортировки аппарата к минимуму. Однако если сила тока будет недостаточной из-за потерь напряжения в слишком длинном кабеле, дуга станет короче, ею управлять будет значительно сложнее.
electrod.biz
Кабель сварочный КГ – существующие критерии выбора
Кабель сварочный КГ представлен в виде гибкого изолированного провода, состоящего из сплетённых между собой токопроводящих жил. Отдельные жильные элементы выполнены из пролуженных проволок, диаметр которых варьируется от 0,2 до 0,18 мм. Для таких проводов используется специальная маркировка. Кабель сварочный КГ 1*16 преимущественно эксплуатируется в быту. Такой провод предназначен для максимальной нагрузки, эквивалентной 160 амперам. Сверху кабель покрыт специальным изоляционным слоем. При выборе данного элемента необходимо учитывать не только эксплуатационные характеристики провода, но также и возможности сварочного полуавтомата. Совместимость их работы будет определять стабильность и долговечность эксплуатации аппарата.
Виды и назначение сварочного кабеля
Сварочный провод подключается к электросетям с постоянным или переменным напряжением. В зависимости от маркировки, кабель может эксплуатироваться в различных условиях. Речь идёт об использовании данного элемента не только на суше, но и под водой. Всё это обусловлено уникальными характеристиками сварочногопровода:
- устойчивость к механическим повреждениям;
- возможность эксплуатации при колебаниях температуры;
- устойчивость к ультрафиолетовому излучению;
- устойчивость к плесневым образованиям;
- устойчивость к появлению изгибов.
Кроме коммерческого использования, использование такого аппарата может понадобиться при монтаже домашней проводки. Для инвертора целесообразнее всего использовать кабель марки КГ. Он идеально подходит для работы в силовых цепях переменного и постоянного тока.
Отдельные виды сварочного кабеля могут эксплуатироваться даже при минимальных температурных показателях. Речь идёт о вариации продукта с маркировкой КГ-ХЛ. Здесь наружный слой провода представлен в виде хладостойкой резины, выполненной из эластичного каучука.
Кабель с маркировкой КГ-Т отличается повышенной устойчивостью к негативному грибковому воздействию и плесени, которая способна нарушить конструкцию сварочного провода.
При эксплуатации аппарата в труднодоступных местах может возникнуть необходимость использованиясварочного кабеля с максимально гибкой жилой. Здесь целесообразнее применять провод с маркировкой КОГ1. Посредством его использования можно достаточно легко и быстро менять положение инвертора. Оператор оборудования будет иметь удобную точку доступа, а свариваемым поверхностям будет обеспечен равномерный прогрев.
В зонах с повышенной пожарной опасностью рекомендуется использовать кабель КГН, верхний слой которого выполнен из материала, не поддерживающего горения. Благодаря этому, эксплуатация аппарата будет полностью безопасной.
к меню ↑Конструктивные особенности
Сварочный кабель имеет определённые конструктивные особенности, благодаря которым ток способен беспрепятственно поступать в конечную точку назначения. Токопроводящая жила имеет округлую форму и состоит из медных многопроволочных проводов, сечение которых эквивалентно 16 мм2. Разделительный слой представлен в виде плёнки из синтетического материала. Однако при условии, если резина не залипает, то изолирование может осуществляться без разделительного слоя. Это становится возможным благодаря использованию специальной электроизоляционной резины. Срок службы сварочного провода может достигать четырёх лет. По истечении данного временного промежутка рекомендуется приобрести новый кабель.
Оболочка токопроводящей жилы, необходимой для нормального функционирования аппарата, выполнена из силиконовой резины. При использовании одножильной вариации продукта можно прибегнуть к замене оболочки и изоляционного слоя, увеличивая таким образом максимально возможный срок эксплуатации изделия.
к меню ↑Критерии выбора
Сварочный провод имеет несколько различных критериев выбора. При решении вопроса о приобретении данного продукта необходимо в обязательном порядке обращать внимание на сечение кабеля для держателя электродов. Кроме этого, итоговый выбор будет зависеть от предполагаемых условий эксплуатации и модели инвертора.
Для питания сварочного аппарата на высокой стороне рекомендуется использовать двух или трёхжильный провод с одной фазой питания. При использовании четырёх или пятижильной вариации кабеля питание может поступать от трёх фаз. Оптимальное сечение кабеля можно определить, исходя из паспортной мощности аппарата.
Важно! Сечение кабеля должно быть эквивалентно силе сварочного тока. Эксплуатация при несоответствии данных показателей может повлечь за собой выход из строя инвертора.
Чтобы корректно подобрать сечение кабеля, рекомендуется несколько ближе ознакомиться с данными, представленными в таблице.
| Характеристики | Показатели | |||||
| Сечение и кол-во жил (мм2) | 1*16 | 1*25 | 1*35 | 1*50 | 1*70 | 1*95 |
| Диаметр наружной части (мм) | 11,5 | 13,5 | 15,5 | 17,8 | 21,1 | 13,8 |
| Масса (кг/км) | 268 | 384 | 532 | 731 | 955 | 1318 |
| Токовая нагрузка (А) | 189 | 240 | 289 | 362 | 437 | 522 |
Следует акцентировать внимание на том, что оптимальное сечение провода способно обеспечить максимально долгую и бесперебойную работу инвертора.
к меню ↑Можно ли удлинять кабель?
На данный вопрос достаточно сложно ответить в одностороннем порядке. Производителями проведение таких манипуляций не запрещено и чаще всего в инструкции к эксплуатации не указано конкретных действий относительно данного момента. Наряду с этим, многие специалисты предостерегают от подобной практики, мотивируя это возможностью выхода из строя всего аппарата.
Удлинённый провод способен несколько повысить качество и удобство рабочего процесса. Здесь же следует отметить, что большая длина кабеля может привести к утечке напряжения и дальнейшему снижению силы тока. Соответственно, чем длиннее провод, тем вероятнее большие токовые потери.
Работа всех систем инвертора напрямую зависит от выходного напряжения и установленной силы тока. Замер значений осуществляется на клеммах агрегата, а не на конце сварочного провода. При условии недостаточной силы тока характеристики дуги подвергаются изменениям, вследствие чего несколько осложняется процесс управления. С целью достижения желаемого напряжения для кабеля необходимо выставить увеличенный ток на инверторе. Следует заметить, что данное решение чревато выходом из строя агрегата.
Однако при условии, если без удлинения невозможно разрешить поставленные задачи, следует корректно выбирать оптимальное сечение провода.
к меню ↑Выбор сечения при удлинении кабеля
При выборе оптимального сечения следует помнить о необходимости сохранения уровня сопротивления проводов. Удельное объёмное сопротивление проводника не может быть подвергнуто изменениям, так как установленная величина является постоянной для каждого материала. Касательно сечения, то здесь могут быть реализованы определённые метаморфозы.
Важно! Увеличение сечения кабеля определяется соотношением длины сварочного провода. Это значит, что при изменении длины токопроводящей жилы в два раза сечение кабеля будет увеличено в идентичное количество раз.
Только при условии соблюдения данных рекомендаций используемый кабель будет выполнять свои непосредственные функции — поставлять ток в конечную точку назначения в необходимом количестве.
к меню ↑Особенности эксплуатации и правила подключения
Подключение кабеля такого типа к аппарату должно осуществляться в соответствии с определёнными требованиями. Только в этом случае можно рассчитывать на эффективную и бесперебойную работу устройства. В частности, кабель должен подключаться посредством использования припаянных или спрессованных наконечников. Соединение осуществляется методом опрессовки, сварки или пайки с обязательной изоляцией.
Кабель должен подключаться к силовым разъёмам оборудования и электродержателям в обратной полярности. В данном контексте изменение полярности осуществляется на основании изменения параметров сварного тока.
Похожие статьиgoodsvarka.ru
Сечение сварочных кабелей для инверторов и аппаратов
Главная страница » Статьи о сварке » Сварочный пост » Оснастка » Кабель » Сечение сварочных кабелей
Сварочные кабели применяются для соединения оборудования с электрической сетью, а также с электрододержателем и клеммами массы. Поскольку провода выполняют такую важную функцию, как передача значительных величин тока, то к ним предъявляются строгие требования и высокие нормы безопасности.
Требования к кабелям
Главные требования и нормы, предъявляемые к проводникам:
- эксплуатация проводов осуществляется в различных условиях, поэтому они должны обладать устойчивостью к ударам, разрывам и агрессивным химическим средам;
- хранение шнуров осуществляется в смотанном виде, поэтому провод должен выдерживать многократные сматывания и разматывания;
- сечение кабеля для сварочного аппарата должно выдерживать токовую нагрузку оборудования. Поэтому очень важно правильно подбирать сечение провода. Именно данной теме будет посвящена наша статья.
Виды и маркировка
Российские и зарубежные производители предлагают достаточно широкий выбор кабелей, отличающихся между собой техническими характеристиками. К основным типам проводников относят следующие:
- одножильные провода применяются для оснащения переносных агрегатов, жила выполнена из меди или ее сплавов; самая популярная марка, сечение которой варьируется в значительных величинах — КГ, часто используется исполнителями КОГ;
- провода с двумя жилами и более имеют более широкое применение, они используются не только для различных видов сварки: дуговая, импульсная, автоматическая, но и для резки; более подробная информация представлена здесь.
Маркировка проводов для сварки осуществляется посредством сочетания буквенных и числовых обозначений: КС — кабель сварочный, цифры обозначают количество жил.
Кроме этого, производители выпускают проводники для применения в особых климатических условиях: кабели с обозначением Т — тропический, устойчивы к температурам до +50°С; КХ — подразумевает стойкость к холоду, к температурам до -60°С. Проводники без подобных обозначений предназначены для умеренных температур окружающей среды.
Сечение
Для безопасного выполнения работ, а также для исключения возможности поломки оборудования, следует правильно выбирать сечение кабеля для сварки.
Важно! К неисправности оснащения может привести проводник со слишком маленьким сечением. Если сечение будет меньше необходимой величины, то ток по жилам не пойдет и агрегат отключится или перегорит.
Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны. Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками.
Выбор сечения
Расчет сечения сварочного кабеля по току является наиболее простым и быстрым способом подобрать оптимальный вариант проводника.
Многие исполнители располагают сварочным оборудованием инверторного типа. Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Для проведения работы в домашних условиях исполнители используют агрегаты, максимальная величина тока которых составляет порядка 180-200 А. Рассмотрим далее более подробно сварочный кабель для инвертора, какое сечение необходимо для определенных величин тока.
- Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2.
- Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2.
- Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
- Востребован у сварщиков сварочный кабель на 200 Ампер, сечение составляет 25 мм2.
- Сварочный кабель сечение 35 мм2 выдерживает ток в 289 А, поэтому, чаще всего, он используется для оснащения трансформаторов. Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.
Для выполнения работ на профессиональном уровне в большинстве случаев используются уже упоминаемые ранее трансформаторы. Очень важным фактором является определенность в том, какое сечение кабеля нужно для сварочного аппарата подобного типа.
Оборудование трансформаторного типа способно выдавать ток до 500 А. Поэтому для данного оснащения следует использовать провода с сечением в 70 и 95 мм2. Первый способен проводить до 437 А, второй — до 522 А.
Сварочные выпрямители выдают ток, величина которого может достигать 600 А. Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2.
Таблица сечений сварочного кабеля и токовых нагрузок для проводов позволяет узнать оптимальный вариант проводника для оснащения всего необходимого оборудования: инверторы, трансформаторы, выпрямители, держак, клеммы массы.
Определив два важных параметра: максимальная величина тока и сечение провода, можно рассчитать другую важную характеристику — длина кабеля. Более подробная информация здесь.
Данная статья поможет любому исполнителю определить, какого сечения должен быть сварочный кабель при определенных величинах тока.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Как подобрать длину и сечение сварочного кабеля
Сегодня речь пойдет о сварочных кабелях. Точнее об их длине и сечение.
Если на вашем сварочнике стоят полутораметровые обрезки, это совсем не значит, что они такие должны быть. Хотя, если написано в паспорте, что длиннее ставить провода нельзя, то мы вас вынуждены огорчить – вы купили низкокачественный инвертор! Но это сейчас встречается повсеместно (обман покупателей) и даже опытные сварщики бывает ошибаются, покупая «кота в мешке».
Длина сварочного кабеля может быть разная, она подбирается в каждом конкретном случае отдельно. Некоторые умудряются носить с собой аппарат на плече, это не очень хорошая практика, так как внутри устройства все-таки высокое напряжение. Чаще всего такое практикуют любители, которые не знают, что такое нормальная работа (это когда у тебя один держак в руках и не нужно таскать все оборудование с собой постоянно).
Рекомендуемая длина кабеля по учебнику не должна превышать 40 м. Несмотря на это, есть примеры использования кабеля 16мм 2 х50м на трансформаторе на 400А и никаких потерь, перебоев с поджигом и проблем с горением дуги при этом не наблюдается.
Если вы увеличиваете длину сварочного кабеля, не обязательно увеличивать его сечение, потому что это не высоковольтный провод и большие потери здесь исключаются.
Как рассчитать кабель:
S=R2хπ=π/4хD2,
то есть, если его диаметр, например, 1 см, тогда сечение S=25х3,14.
Для расчета сварочного кабеля (он, естественно не моножильный, а многожильный) требуется посчитать сечение жилы, а потом все жилки пересчитать и сложить.
Если у вас инвертор с реальными 200А на выходе, и вы не работаете на производстве с утра и до ночи, то 16 мм2 будет достаточно, больше не нужно. Если у вас сварочник на 140А – покупайте смело 10-12 мм2. Но опять же, если у вас в паспорте написано, что кабель длинный ставить нельзя, лучше не рисковать, хотя сгореть подобное оборудование может, даже если будет стоять в кладовке.
P.S. Если вы владелец Ресанты, у вас кабель алюминиевый. Если не верите, надрежьте изоляцию, подрежьте желтое покрытие и под ним обнаружится светлый блестящий металл.
Какой длины выбрать удлинитель для сварочного аппарата, читайте в следующей статье
svarka-master.ru
Сварочный кабель 105 ° C 600 В – поиск лучших сварочных кабелей
Если вы находитесь здесь, на этом сайте, вам, вероятно, понадобится сварочный кабель. Или, возможно, у вас есть сварочный проект, и вы задаетесь вопросом, следует ли вам использовать сварочный кабель №2 или сварочный кабель №4 – это то, что вам действительно нужно? Вы даже можете натолкнуться на некоторые диаграммы, надеясь определить, какой кабель подходит для ваших нужд. Следует ли заказывать сварочный кабель 2-го калибра или лучше выбрать сварочную проволоку 4-го калибра?
Независимо от того, по какой причине вы зашли на эту страницу, мы рады, что вы зашли.В следующих нескольких разделах этого руководства по проволоке для сварочного кабеля мы раскроем тайны всего, что связано с этими кабелями.
1) Что такое сварочный кабель?
Прежде чем мы перейдем к более сложным вопросам, например, что означает размер сварочного кабеля, как отличить лучший сварочный кабель от кабеля аккумулятора, давайте разберемся с основами. Прежде всего, давайте объясним, что такое сварочный кабель?
Это проводник для электрического тока (сварочного тока), используемого в процессе сварки.Как правило, он состоит из нескольких тонких медных жил, заключенных в прочную непроводящую оболочку. Обычно оболочка изготавливается из синтетического материала – например, резиновый кабель имеет оболочку из резины.
В зависимости от типа и использования куртка также может иметь цветовую маркировку для облегчения идентификации. Например, красный сварочный кабель будет иметь оболочку красного цвета, чтобы отличить его от ошибочно использованного в приложении, требующем кабеля другой спецификации, который может иметь оболочку черного цвета.
2) Сварочный кабель какого размера мне нужен?
Вам необходимо будет купить или использовать проволоку для сварочного кабеля, наиболее подходящую для вашей области применения или проекта. А соответствие кабеля определенной спецификации целям проекта зависит от размера сварочного кабеля. Если подумать об этом (т. Е. О размере кабеля) с точки зрения общего примера, это поможет прояснить эту концепцию.
Если вам нужен шланг для воды, размер этого шланга будет зависеть от его применения. Для полива сада вам понадобится шланг меньшего диаметра.Но если это средство пожаротушения, может потребоваться шланг большего диаметра. То же самое верно и при определении размера сварочного кабеля, который зависит от уровня тока, измеряемого в AMPS (или амперах).
Допустимая нагрузка сварочного кабеля, также известная как номинальная сила тока или допустимая сила тока проволоки сварочного кабеля, определяет максимальное количество тока, которое может безопасно проходить через кабель. Этот показатель (AMP) имеет прямое отношение к требованиям к размеру кабеля. По мере увеличения силы тока в процессе сварки увеличивается диаметр отдельных жил (также называемый площадью поперечного сечения), а также весь кабель в целом.Следовательно, провод с номинальным током 125 А будет тоньше сварочного кабеля на 200 А.
Допустимая нагрузка сварочного кабеля и, следовательно, его размер, также зависят от некоторых других факторов, в том числе:
- Номинальное сопротивление (или номинальное сопротивление)
- Температура окружающей среды
- Длина сварочного кабеля
- Температурный класс изоляционного материала
Все эти характеристики в совокупности помогают определить размер сварочного кабеля. Например, более короткие кабели определенного диаметра пропускают большее количество тока, чем более длинные кабели аналогичного диаметра.
Промышленность обычно классифицирует кабели по так называемому размеру AWG (American Wire Gauge). Рейтинг AWG работает в направлении, обратном размеру кабеля. Чем больше диаметр кабеля, тем меньше номер AWG.
Обычно размеры сварочного кабеля находятся в диапазоне от №4 до №4 / 0. Сварочный кабель 4-го калибра лучше кабеля 3-го калибра. Более крупный размер кабеля также определяется числами меньше 1. Например, размер 0 (также называемый 1/0 и произносится как «одна штука») меньше, чем «00» (также называется 2/0 и произносится как «два». что-нибудь »).Оба эти размера больше сварочного кабеля 4/0.
Площадь поперечного сечения сварочного кабеля также может определять размер кабеля. Эта мера иногда выражается в квадратных миллиметрах (мм2) в метрической шкале. Существуют легко доступные таблицы преобразования, которые показывают размер сварочного кабеля как в размере AWG, так и в размерах, измеряемых в мм2. Например, в приведенной выше таблице при выборе сварочного кабеля 2-го калибра в мм2 эквивалентным международным стандартным размером в мм2 является сварочный кабель 35 мм.
Чтобы выбрать сварочный кабель наиболее подходящего размера для вашего сварочного аппарата, вам необходимо выбрать кабель, рассчитанный на максимальную мощность сварочного оборудования. И это зависит от трех важных факторов:
- Номинальная выходная мощность (переменный или постоянный ток) источника питания сварочного аппарата
- Рабочий цикл источника питания сварочного аппарата; и
- Общая длина сварочного контура
В этой направляющей для сварочного кабеля мы выделили на рисунке выше образец сварочной схемы.Если у вас есть установка, аналогичная показанной на диаграмме выше, вам необходимо сложить общую длину рабочего кабеля (A) и кабеля электрода (B), чтобы определить правильный размер сварочного кабеля.
3) Где купить сварочный кабель пешком?
Иногда вы не слишком хорошо знакомы с различными размерами кабелей в мм2. Вместо этого вы знаете несколько основных требований к вашему кабелю и задаетесь вопросом, где я могу купить сварочный кабель рядом со мной, но пешком – вместо метров или других габаритных размеров.
Что ж, ответить на часть вопроса “где” несложно.Найдите надежного производителя сварочного кабеля, например ZW Cable, и разместите заказ в Интернете. Это действительно так просто. Конечно, прежде чем выбрать поставщика кабеля, будь то резиновый кабель, который вы ищете, или сварочный свинцовый кабель, который вы покупаете, убедитесь, что у него есть опыт и хорошая репутация. Всегда приобретайте кабели у поставщика, имеющего опыт производства высококачественных кабелей и проводов. И, конечно же, убедитесь, что цена на сварочный кабель, которую они предлагают, также конкурентоспособна!
Теперь, как купить правильный кабель, измеряемый в футах? Для этого вам необходимо обратиться к нашей таблице руководств по сварочным кабелям, приведенной выше.Итак, как теперь определить, сколько футов кабеля вам нужно заказать, на основе таблицы? Что ж, при условии, что вы используете источник питания 400 AMPS при рабочем цикле 60%. Затем вы выполняете математические вычисления и складываете общую длину рабочего кабеля (A) и кабеля электрода (B), чтобы определить правильный размер сварочного кабеля. Вы получаете цифру в 100 футов.
Итак, что это говорит вам о необходимой токовой нагрузке и размере сварочного кабеля? Чтобы определить правильный кабель, выполните следующие действия:
- Двигаясь вертикально, сверху вниз, найдите номинал источника питания в столбце с надписью «AMPS» на приведенной выше диаграмме (в нашем примере это число 400)
- Затем, перемещайтесь по горизонтали – слева направо и перейдите к столбцу, определяющему число, показывающее длину (A + B) в заголовке (в нашем примере это 100 футов)
- На пересечении 400 AMPS и 100 футов вы увидите рейтинг AWG необходимого кабеля, который соответствует сварочному кабелю 2/0
Таким образом, для вашего приложения вам потребуется заказать 100 футов сварочного кабеля 2/0.И наоборот, если ваш сварочный аппарат рассчитан на 250 ампер в секунду, а длина комбинированного рабочего кабеля и кабеля электрода составляет 150 футов, вы закажете сварочный кабель 1/0. Это так просто!
Известные производители кабелей, такие как ZW Cable, обычно предлагают высококачественный сварочный кабель по очень разумным ценам. И, если вы не знаете, сколько кабеля вам потребуется, в ногах, в зависимости от допустимой нагрузки сварочного кабеля для вашего приложения, они также помогут вам определить конкретную длину в футах.
4) Сварочный кабель отличается от кабеля аккумулятора?
Понимание горячих споров о сварочном кабеле и кабеле аккумулятора всегда важно при принятии решения о том, какой тип кабеля использовать для сварочного проекта. В этом руководстве по сварочным кабелям рассматриваются некоторые важные аспекты сходства и различий между этими двумя типами кабелей.
В зависимости от области применения сварочный кабель и кабель аккумулятора можно рассматривать как одинаковые; но есть различия в их конструкции.Следовательно, это делает один тип кабеля более полезным для конкретных приложений по сравнению с другим. Все относительно!
Если нужно просто установить соединение между аккумулятором и стартером, то кабель аккумулятора выиграет спор между сварочным кабелем и кабелем аккумулятора. Однако, если для завершения процесса подключения требуется много скручиваний, изгибов и поворотов, то гибкий сварочный кабель является наиболее подходящим.
Еще одно различие, которое необходимо понять, в обсуждении отличного сварочного кабеля и кабеля аккумулятора связано с элементами природы.Благодаря гладкой оболочке из термопластичного поливинилхлорида (ПВХ) кабели аккумуляторных батарей защищены от экстремальных погодных условий, растрескивания, кислотного повреждения и истирания. Именно поэтому они имеют сертификаты UL-558 и UL-553. Однако стандарты UL-1581 для сварочных кабелей означают, что они имеют дополнительный уровень защиты – от огня и высоких температур.
5) Сварочный кабель выполнен из бескислородной меди?
Предположим, вы решили купить сварочный кабель на 200 А. Прежде чем разместить заказ, вам будет полезно понять два основных типа кабелей, из которых вы можете выбрать.Двумя популярными стандартами являются алюминиевые кабели с медной оболочкой (CCA) и бескислородные медные кабели (OFC). Вы можете приобрести кабели CCA, но известный поставщик кабелей также предложит вам гибкий сварочный кабель из бескислородной меди.
На основании приведенного выше изображения, вот что представляет собой каждый из этих трех кабелей:
A.2 / 0 OFC
B.1 / 0 OFC
C.2 / 0 Сварочный кабель
Трудно определить плюсы и минусы кабеля CCA по сравнению с кабелем OFC, просто проведя беглый визуальный осмотр. Цена на сварочный кабель тоже мало что скажет, потому что цена зависит от длины кабеля, номинальной силы тока и размера AWG приобретаемого вами кабеля.Чтобы определить, подходит ли кабель OFC для вашего применения, вам необходимо принять во внимание следующие два фактора:
Во-первых, характеристики алюминия таковы, что он проводит только 61% электроэнергии по сравнению с проводящей медью. Это означает, что сварочный кабель 2/0 типа CCA будет всего на 61% эффективнее сварочного кабеля OFC. Почему? Потому что вам понадобится более толстый кабель CCA, чем его эквивалент OFC, а это значит, что CCA будет выделять меньше тепла, что делает его лучшим выбором в целом.Вам понадобится более крупный калибр CCA (в 1-2 раза больше, чем CCA) для обеспечения того же уровня сопротивления, что и чистая медь (
Второй решающий фактор – окисление. Кабели OFC проходят процесс, который удаляет многие примеси, которые кабели CCA обладают. Это делает сварочный кабель OFC лучшим проводником, который дает сравнительно меньшее сопротивление электричеству. Меньшее сопротивление = большая эффективность.
Очевидно, из-за различий в производственном процессе самый дешевый сварочный кабель может быть типа CCA.
6) Поиск лучших сварочных кабелей
Мы надеемся, что это руководство по сварочным кабелям объясняет, из чего сделаны эти кабели, и как определить правильный размер сварочного кабеля для вашей области применения. Мы также объяснили, как можно отличить сварочный кабель от кабеля аккумулятора, а также о тонкостях, которые могут сделать один тип лучшим выбором по сравнению с другим.
Пришло время выбрать кабель правильного типа для вашего приложения. Здесь, как и в ZW Cable, мы предлагаем широкий выбор продукции для производства сварочных кабелей.Наш широкий ассортимент продукции и низкая цена на сварочный кабель делают нас предпочтительным поставщиком для большинства сварочных проектов.
КАКОЙ РАЗМЕР СВАРОЧНЫЙ КАБЕЛЬ МНЕ НУЖЕН?
Джейсон Беккер
Размер кабеля?Выбор сварочного кабеля подходящего размера для работы может быть очень сложной задачей, но не обязательно. Я часто задаю этот вопрос, когда говорю о сварке в полевых условиях.
Я видел много случаев, когда использовался кабель неправильного размера, что приводило к повреждению сварочного кабеля.Часто для выполнения работы выбирается неправильный кабель просто из-за стоимости одного погонного фута кабеля. Однако стоимость не должна быть решающим фактором при выборе правильного кабеля для работы.
Чтобы выбрать кабель правильного размера, мы должны задать себе 3 очень важных вопроса.
На каком расстоянии от источника тока я буду проводить сварку?
Какова моя ожидаемая сила тока, необходимая для правильного выполнения работы?
Какова номинальная мощность и рабочий цикл моей машины?
Для безопасного выполнения нашей задачи мы должны убедиться, что кабель, который мы собираемся использовать, будет поддерживать ток, необходимый для выполнения работы.Сварочный кабель состоит из тонких жил медной проволоки, которая покрыта изолятором и имеет внешнее покрытие из синтетического или натурального каучука. Внешняя оболочка обеспечивает гибкость, сопротивляется истиранию и предохраняет внутреннюю медную сердцевину от контакта с рабочими и окружающей средой. Изоляция кабеля рассчитана на тепловую стойкость.
Типичные значения: 167 ° F (75 ° C), 194 ° F (90 ° C) и 221 ° F (105 ° C). Медные жилы внутри могут выдерживать гораздо более высокие температуры, но перед этим покрытие расплавится и может привести к возгоранию.Эти кабели обычно рассчитаны на температуру окружающей среды 86 ° F (75 ° C). Более высокие температуры могут привести к снижению пропускной способности по току, поэтому для работы может потребоваться больший диаметр.
Кроме того, сварочные кабели следует разложить в стороны, чтобы они могли рассеивать тепло во время использования. Плотное соединение сварочных кабелей может увеличить нагрев кабелей. Во время использования сварочный кабель может быть слегка теплым на ощупь, но никогда не должен быть «ГОРЯЧИМ». Если кабель горячий, это хороший признак того, что сварочный кабель недостаточен для используемой силы тока или возникло сопротивление из-за повреждения одного или нескольких компонентов сварочной цепи.Вот почему рекомендуется проверять сварочный кабель и компоненты перед сваркой.
Размер кабеля зависит от его площади поперечного сечения и классифицируется Американским калибром проводов (AWG). Согласно этой диаграмме, провода меньшего диаметра имеют большее число, а кабели большего диаметра имеют меньшее число, например, кабель №5 будет иметь площадь поперечного сечения (), тогда как 1/0 (произносится 1 а) будет иметь площадь поперечного сечения (). См. Таблицу ниже
Как далеко от источника питания я буду проводить сварку?
Чтобы определить подходящий размер кабеля, мы должны сначала определить расстояние от источника питания (сварочного аппарата).Это будет общее количество погонных футов всего необходимого сварочного кабеля, включая зажим заготовки и электрододержатель (внешний механизм подачи проволоки, горелку TIG и т. Д.). Например, если работа будет проводиться на расстоянии 100 футов от источника питания, вам, скорее всего, понадобится 200 футов. сварочного кабеля для замыкания электрической цепи.
Какова моя ожидаемая сила тока, необходимая для правильного выполнения работы?
Это очень важная часть определения подходящего размера кабеля, поскольку выбор слишком маленького размера не приведет к пропусканию ожидаемого тока и может вызвать повреждение самого кабеля.Подумайте, как работает садовый шланг. Он может доставить только определенное количество воды за раз. Если мы попытаемся увеличить количество воды в садовом шланге, шланг выйдет из строя. То же самое и с размером провода и током. Данный размер сможет выдержать только определенное количество тока, прежде чем он поглотит слишком много тепла и выйдет из строя. Это может привести к расплавлению изолированной оболочки, повреждению кабеля и возможному возгоранию.
Какова номинальная мощность и рабочий цикл моей машины?
Машины рассчитаны на основе их номинальной мощности и рабочего цикла.Номинальная мощность – это максимальная сила тока, которую может производить машина. Выходная мощность обычно указывается в названии машины, например Rebel 285. Максимальная выходная мощность составляет 285 ампер.
Рабочий цикл – это мера выходной мощности, выраженная в процентах за 10-минутный период. Это отведенное время, в течение которого машина может работать при заданной силе тока до того, как обмотки машины перегреются. Например, машина, рассчитанная на 250 А при 30%, будет способна производить 250 А в течение 3 минут (30% от 10 минут.) до того, как машина выйдет из рабочего цикла и выключится. Затем аппарат должен остыть в течение оставшихся 7 минут перед повторной сваркой. Вообще говоря, чем выше номинальная мощность, тем ниже будет рабочий цикл, и наоборот, при уменьшении мощности рабочий цикл будет увеличиваться. Мощность и рабочий цикл вашей машины должны быть указаны на задней стороне машины или на паспортной табличке.
Давайте попробуем упражнение. Если вам нужно было 150 ампер, а ваша сварная конструкция была 220 футов. от источника питания, кабель какого размера потребуется?
Изображение из Lincoln Electric
Если вы сказали кабель №2, вы правы.
Имейте в виду, что для обеспечения установленной силы тока в кабелях для выполнения работы необходимо поддерживать кабели, навесное оборудование и аксессуары в хорошем рабочем состоянии. Перед использованием все оборудование необходимо проверить. Если клеммы на источнике питания ослаблены, соединения и перемычки подключены ненадежно, кабели порезаны, порезаны или повреждены, вы не получите желаемый выходной сигнал. Поврежденные кабели могут вызвать дополнительное сопротивление в сварочной цепи и тем самым ограничить сварочный ток.Эти области также будут нагреваться из-за сопротивления и могут вызвать дополнительные проблемы. Всегда проверяйте исправность оборудования и его исправное состояние.
Зажимы для заготовок – еще один предмет, который обычно является причиной падения силы тока. Убедитесь, что он надежно подключен и не поврежден, и убедитесь, что вы получили зажим для заготовки хорошего качества, многие зажимы, которые поставляются с источниками питания в наши дни, довольно дешевые и хрупкие и сделаны из материалов, которые не проводят электричество, а также им следует.Не торопитесь и потратьте лишнюю пару долларов на прочный зажим для заготовок из меди / латуни. Сварка будет намного проще, если вы сделаете свою установку как можно более электрически эффективной. Я надеюсь, что вы нашли информацию в этой статье познавательной, и хотел бы поблагодарить вас за то, что вы нашли время, чтобы ее прочитать. До следующего раза, сделайте каждый шов лучше, чем последний.
AWG в мм2 – Американский калибр провода в сравнении с квадратным сечением, мм
| Номер AWG | Сечение кабеля в мм² | Внешний диаметр Ø мм | Сопротивление проводника в Ом / км | ||||
|---|---|---|---|---|---|---|---|
| 1000 MCM | 507 | 29,3 | 0,036 | ||||
| 900 | 456 | 27,8 | 0,04 | ||||
| 750 | 380 | 25,4 | 9020,0213 0,02 600 | 304 | 22,7 | 0,061 | |
| 550 | 279 | 21,7 | 0,066 | ||||
| 500 | 253 | 20,7 | 0,07 450 | 228 | 19,6 | 0,08 | |
| 400 | 203 | 18,5 | 0,09 | ||||
| 350 | 177 | 17,3 90 214 | 0,10 | ||||
| 300 | 152 | 16,0 | 0,12 | ||||
| 250 | 127 | 14,6 | 0,14 | ||||
| 4/0 | 107,2 | 11,68 | 0,18 | ||||
| 3/0 | 85,0 | 10,40 | 0,23 | ||||
| 2/0 | 67,4 | 9 , 27 | 0,29 | ||||
| 0 | 53,4 | 8,25 | 0,37 | ||||
| 1 | 42,4 | 7,35 | 0,47 | ||||
| 2 | 33,6 | 6,54 | 0,57 | ||||
| 3 | 26,7 | 5,83 | 0,71 | ||||
| 4 | 21,2 | 5 , 19 | 0,91 | ||||
| 5 | 16,8 | 4,62 | 1,12 | ||||
| 6 | 13,3 | 4,11 | 1,44 | ||||
| 7 | 10,6 | 3,67 | 1,78 | ||||
| 8 | 8,34 | 3,26 | 2,36 | ||||
| 9 | 6,62 | 2,91 | 2,77 | ||||
| 10 | 5,26 | 2,59 | 3,64 | ||||
| 11 | 4,15 | 2,304,44 | |||||
| 12 | 3,31 | 2,05 | 5,41 | ||||
| 13 | 2,63 | 1,83 | 7,02 | ||||
| 14 | 2,08 | 1,63 | 8,79 | ||||
| 15 | 1,65 | 1,45 | 11,2 | ||||
| 16 | 1,31 | 1,29 | 14,7 | ||||
| 17 | 1,04 | 1,15 | 17,8 | ||||
| 18 | 0,8230 | 1,0240 | 23,0 | ||||
| 19 | 0,6530 | 0,9120 | 28,3 | ||||
| 20 | 0,5190 | 0,8120 | 34,5 | ||||
| 21 | 0,4120 | 0,7230 | 44,0 | ||||
| 22 | 0,3240 | 0,6440 | 54,8 | ||||
| 23 | 0,25900,5730 | 70,1 | |||||
| 24 | 0,2050 | 0,5110 | 89,2 | ||||
| 25 | 0,1630 | 0,4550 | 111,0 | ||||
| 26 | 0,1280 | 0,4050 | 146,0 | ||||
| 27 | 0,1020 | 0,3610 | 176,0 | ||||
| 28 | 0,08040,3210 | 232,0 | |||||
| 29 | 0,0646 | 0,2860 | 2 82,0 | ||||
| 30 | 0,0503 | 0,2550 | 350,0 | ||||
| 31 | 0,0400 | 0,2270 | 446,0 | ||||
| 32 | 0,0320 | 0,2020 | 578,0 | ||||
| 33 | 0,0252 | 0,1800 | 710,0 | ||||
| 34 | 0,0200 | 0,1600 | 899,0 | ||||
| 35 | 0,0161 | 0,1430 | 1125,0 | ||||
| 36 | 0,0123 | 0,1270 | 1426,0 | ||||
0,0100 | 0,1130 | 1800,0 | |||||
| 38 | 0,00795 | 0,1010 | 2255,0 | ||||
| 39 | 0,0060,0897 | 2860,0 |
4/0 также известен как 0 000; 1 мил = дюйм = 0,0254 мм
* показано в MCM (круговые фрезы) для больших поперечных сечений
1 CM = 1 круг.mil = 0,0005067 мм²
1 MCM = 1000 Circ. мил = 0,5067 мм²
Какой размер сварочного кабеля 1 0?
Размер
| Калибр | Макс.Ампер | Диаметр проводника (дюймы) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 4 AWG | 150 | 0,228 | |||||||
| 2 AWG | AWG | 240 | 0,343 | ||||||
| 1 / 0 | 285 | 0.373 |
Нажмите, чтобы увидеть полный ответ
Кроме того, каков диаметр сварочного кабеля 4 0?
| Калибр (AWG / kcmil) | Сварочный кабель (600 В) | Тип UL 1283 (8–2 AWG) 5 Тип UL 1284 (1 AWG – 500 kcmil) 6 |
|---|---|---|
| 2 / 0 | 0,090 | 259/1330 |
| 3/0 | 0,011 | 259/1330/1672 |
| 4/0 | 0.011 | 259/551/2109 |
| 250 (DLO: 262,6) | 0,125 | 2451 |
Можно также спросить, какие факторы определяют размер сварочного кабеля, необходимого для работы? Помимо площади поперечного сечения, другими факторами , которые влияют на допустимую нагрузку на сварочный кабель , являются его длина , номинальное сопротивление (т. Е. Номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут пропускать больше тока, чем более длинные кабели того же диаметра .
Точно так же люди спрашивают, сколько ампер может выдержать сварочный кабель 4 0?
| AMPS | 100 ‘ | 150′ |
|---|---|---|
| 450 | 2/0 | 4/0 |
| 500 | 3/0 | 4/0 |
| 3/0 | 4/0 | |
| 600 | 4/0 | Требуемые размеры кабелей указаны в номерах манометров |
Какой длины должны быть сварочные провода?
От 101 до 150 футов вы будете использовать сварочный кабель 3-го калибра , а от 151-200 футов вам следует использовать сварочный кабель 2-го калибра .Наконец, на высоте 201–251 фут вы будете использовать сварочный кабель 1 калибра. Я больше не добавляю отведений , потому что, если ваши отведений являются теми же длинными , вам нужно либо переместить машину, либо получить другую.
FAQ: диаграмма AWG и метрическая система
AWG или American Wire Gauge – стандартная мера в США для диаметра электрических проводников. Таблица размеров проволоки American Wire Gauge основана на количестве матриц, изначально необходимых для протягивания меди до требуемого размерного размера.Это означает, что чем выше номер AWG, тем меньше диаметр провода. Наши кабели Belden и пары в кабелях для КИП – это некоторые из электрических кабелей, у которых размер жилы выражается в формате AWG. Наш кабель с тройным номиналом, соответствующий американскому стандарту UL758, при необходимости может быть преобразован в провода сечений AWG.
Самый распространенный метод определения размеров проводов – это площадь поперечного сечения, выраженная в мм². Следующая таблица преобразования AWG в метрическую систему преобразует AWG в миллиметры и дюймы, а также указывает площадь поперечного сечения.
Метрическая таблица преобразования AWG (AWG в мм)
Американский калибр проводов (AWG) | Диаметр (дюйм) | Диаметр (мм) | Площадь поперечного сечения (мм 2 ) |
|---|---|---|---|
| 0000 (4/0) | 0,460 | 11,7 | 107.0 |
| 000 (3/0) | 0,410 | 10,4 | 85,0 |
| 00 (2/0) | 0,365 | 9,27 | 67,4 |
| 0 (1/0) | 0,325 | 8,25 | 53,5 |
| 1 | 0,289 | 7,35 | 42,4 |
| 2 | 0,258 | 6,54 | 33,6 |
| 3 | 0.229 | 5,83 | 26,7 |
| 4 | 0,204 | 5,19 | 21,1 |
| 5 | 0,182 | 4,62 | 16,8 |
| 6 | 0,162 | 4,11 | 13,3 |
| 7 | 0,144 | 3,67 | 10,6 |
| 8 | 0,129 | 3,26 | 8,36 |
| 9 | 0.114 | 2,91 | 6,63 |
| 10 | 0,102 | 2,59 | 5,26 |
| 11 | 0,0,907 | 2,30 | 4,17 |
| 12 | 0,0808 | 2,05 | 3,31 |
| 13 | 0,0720 | 1,83 | 2,63 |
| 14 | 0,0641 | 1,63 | 2,08 |
| 15 | 0.0571 | 1,45 | 1,65 |
| 16 | 0,0508 | 1,29 | 1,31 |
| 17 | 0,0453 | 1,15 | 1,04 |
| 18 | 0,0403 | 1,02 | 0,82 |
| 19 | 0,0359 | 0,91 | 0,65 |
| 20 | 0,0320 | 0,81 | 0,52 |
| 21 | 0.0285 | 0,72 | 0,41 |
| 22 | 0,0254 | 0,65 | 0,33 |
| 23 | 0,0226 | 0,57 | 0,26 |
| 24 | 0,0201 | 0,51 | 0,20 |
| 25 | 0,0179 | 0,45 | 0,16 |
| 26 | 0,0159 | 0,40 | 0,13 |
Если этот метрический калькулятор AWG не предоставляет вам нужную информацию, свяжитесь с техническими экспертами The Cable Lab, которые с удовольствием ответят на ваши вопросы или рассчитают соответствующий размер AWG / метрики для ваша установка.
Вернуться к часто задаваемым вопросам
H01N2-D, Производители и поставщики сварочного кабеля
Окончательное руководство по покупке сварочного кабеля
Что такое сварочный кабель?
Сварочные кабели обычно определяются как пара электрических кабелей, которые подают питание на различные сварочные аппараты и действуют по отношению к свариваемым материалам.
Выводы сварочного кабеля прикреплены к сварочному аппарату. Здесь один провод соединяет машину с электрическим держателем.Другой вывод затем подключается к сварочному аппарату для работы.
Сварочный кабель представляет собой переносной шнур с одножильным проводом, скрученным для обеспечения гибкости. Он выпускается в размерах от 6 AWG до 500 MCM. Сварочные кабели, как известно, служат в качестве электрических проводников, по которым протекает сварочная мощность / ток.
Эти кабели включают медные жилы, заключенные в прочную непроводящую оболочку из синтетического каучука, которая, кстати, бывает разных цветов.
Медные жилы делают кабель более гибким по сравнению с другими электроизоляционными оболочками и проводниками.Это главным образом потому, что он устойчив к экстремальным воздействиям внешних факторов.
Он также спроектирован так, чтобы выдерживать высокие температуры, чтобы избежать повторяющихся движений по неровным поверхностям во время работы. Изоляционная оболочка обеспечивает отличную защиту от масел, кислот охлаждающей жидкости, озона, разрывного пламени, истирания и других химикатов.
Сварочные кабели, как и любой другой проводник, могут передавать как переменный, так и постоянный ток. Итак, используете ли вы переменный или постоянный ток, сварщик имеет большее значение для определения того, какой электрод использовать, и влияет на тип сварного шва.Пока кабель может выдерживать количество ампер, генерируемых при определенном напряжении (не превышающем 600 вольт), он будет работать.
Существуют различные типы сварочного кабеля, например 0361TQ, H01N2-D, H01N2-E и т. Д. Сварочный кабель H01N2-D является термостойким и маслостойким. Это негорючий гибкий кабель (HOFR). Он используется для передачи сильного тока от электросварочного аппарата к сварочному инструменту.
Эти кабели очень гибкие и подходят для использования в критических условиях, например, в станках, судостроении, автомобилестроении и т. Д.Вы также можете использовать эти кабели для несварочных применений, таких как гибкие хвостовики на источнике питания, соединения сборных шин и заземляющие обратные провода.
H01N2-D Особые характеристики:
- Высокая гибкость
- Термостойкость до +85 ° C
- Морозостойкость
- Устойчивость к ультрафиолетовому излучению
- Сохраняет хорошую гибкость под воздействием общих газов и масел
Применение сварочного кабеля
Сварочный кабель, часто используемый в высокопроизводительных приложениях, представляет собой вторичный резистивный кабель напряжения для различных сварочных инструментов.Он также работает как силовой кабель, который подключается к промышленному оборудованию и генераторам.
Например, инструменты для электродуговой сварки обычно зависят от двух отдельных кабелей для работы:
- Один, который действует как основной источник питания для устройства
- Один, который питает вторичный источник питания
Сварочный кабель может не питать генератор, но он необходим для электрода.
Сварочные кабели одобрены для использования в источниках питания, где напряжение не превышает 600 вольт.Оболочка из EPDM или неопрена делает этот вид кабеля наиболее подходящим выбором для жестких аккумуляторных батарей.
Это отличная альтернатива кабелю аккумулятора. Вы также можете использовать его в морских приложениях. Однако изоляция должна быть водо- и маслостойкой, чтобы не стать чрезмерно насыщенной.
Ниже приведены некоторые области применения сварочного кабеля:
- Кабели для аккумуляторов
- Дуговая сварка
- Зарядное устройство для аккумуляторов Провода для проводов
- Держатель электрода
- Кабели для развлекательного или сценического освещения
- Провода для гальваники
- Свет и звук системы
- Сварочные боксы для автобусов
- Коммуникационные фургоны
- Переносное освещение
- Солнечная энергия
- Кабели для подъемников
- Сварочные заземляющие провода
- Заземляющие соединения с дуговой сваркой
- Сварка Провода электродов
- Линии зарядного устройства
- Электропитание
Как выбрать правильный размер сварочного кабеля
Сечения сварочного кабеля обычно измеряются по номинальной силе тока.Это максимальное значение тока, которое может безопасно передаваться по кабелю.
Помимо размера, номинальные температуры и длина материала могут влиять на размер кабеля, который вы выбираете.
Даже если сварочный кабель одинакового диаметра, кабель меньшей длины может передавать больше энергии, чем кабель большего диаметра.
Медь в кабеле нагревается сопротивлением. Выбрав подходящий размер, вы можете ожидать, что ваш кабель будет теплым на ощупь во время использования.
Однако, если вы пропустите слишком большой ток через меньший кабель, он неизбежно перегреется. Это не только испортит кабель, но и вызовет опасность пожара.
Хотя использование слишком большого сварочного кабеля не представляет опасности, оно может быть неэффективным. Более длинные и большие количества кабеля обходятся дороже из-за большего количества медных жил.
Все сводится к тому, почему вы должны выбрать сварочный кабель правильного размера. Это действительно безопаснее и рентабельнее.
При покупке сварочного кабеля необходимо знать общую длину сварочного контура.Это в основном весь путь, по которому проходит ток при сварке, включая сварочную горелку, сварочный аппарат или стержневой электрод, электрододержатель или проволоку, рабочий кабель и рабочий зажим.
Вам необходимо знать максимальную силу тока, которую вы планируете использовать со своим сварочным аппаратом и, в конечном итоге, с кабелем. Обычно результат можно найти на автомате.
И, наконец, необходимо выяснить номинальную мощность. Это процент от 10-минутного периода времени. Он измеряет, сколько электроэнергии можно использовать до того, как сварочный кабель перегреется и полностью отключится.Вы найдете его на боковой стороне машины или в руководстве пользователя.
После ознакомления с приведенной выше информацией пора выбрать кабель, подходящий для вашей работы. Размеры обычно измеряются американским калибром проводов (AWG).
В метрической системе размер сварочного кабеля выражается в квадратных миллиметрах (мм2). Это часть поперечного сечения кабеля.
| Размер кабеля (AWG) | Эквивалентный размер (мм2) | Стандартный внутренний размер | |
| 6 | 13.3 | 10 мм2 | |
| 5 | 16,8 | 16 мм2 | |
| 4 | 21,1 | 25 мм2 | |
| 3 | 26,7 | 902 9022 9022 9022 9022 9022||
| 1 | 42,4 | 50 мм2 | |
| 1/0 | 53,5 | 50 мм2 | |
| 2/0 | 67,4 | 70 мм2 | |
| 30 | 95 мм2 | ||
| 4/0 | 107,2 | 120 мм2 |
Чем сварочный кабель отличается от других кабелей?
Сварочные кабели очень гибкие и долговечные. Для дуговой сварки необходимо перемещать электрод по цеху и по свариваемым стыкам.
Следовательно, важно иметь гибкий сварочный кабель, обеспечивающий легкость перемещения. Большое количество концентрических прядей и резиновая изоляция могут повысить гибкость кабеля.
Прочный сварочный кабель имеет решающее значение, поскольку сварка часто проводится в промышленных условиях, где порезы, искры, истирание, воздействие воды и масла могут быстро изнашивать более слабый кабель.
1. Сварочный кабель и кабель аккумулятора
Кабель аккумулятора представляет собой одножильный медный кабель с изоляцией из сшитого полиэтилена или ПВХ. У него более толстые медные жилы, и они не так плотно уплотнены в оболочке из ПВХ, что делает его менее гибким по сравнению с другими типами кабелей.Предлагаются размеры от 6 AWG до 4/0 AWG.
Эти кабели лучше всего подходят для простого подключения и защиты. Однако кабель аккумулятора становится жестким, и работать с ним в холодную погоду довольно сложно.
Это из-за и без того ограниченной гибкости. Вы можете найти кабели аккумулятора в стандартном кабеле цепи аккумулятора черного и красного цвета.
Однако, сравнивая кабель аккумулятора со сварочным кабелем, легко увидеть, что, хотя кабель аккумулятора имеет меньшее количество медных жил на провод, чем точный размер сварочного кабеля, заземляющий кабель, также известный как сварочный кабель, безусловно, является лучшим выбором для приложений, где удобство использования и гибкость превыше всего.
Также известно, что количество меди на фут сварочного кабеля выше, чем в кабеле аккумулятора, что позволяет ему работать с высоковольтными приложениями.
Несмотря на то, что аккумуляторные кабели труднее работать по сравнению со сварочными кабелями, особенно в более холодном климате, они оба работают примерно одинаково в этой среде.
2. Сварочный кабель и OFC
OFC – волоконно-оптический кабель, представляет собой узел, подобный электрическому кабелю. Однако он содержит одно или несколько оптических волокон, которые используются для переноса света.
Элементы здесь индивидуально покрыты пластиковыми слоями, а затем заключены в защитную трубку, подходящую для среды, в которой будет проложен кабель OFC.
Различные типы OFC используются для различных приложений, таких как междугородная связь, обеспечение высокоскоростного широкополосного соединения между различными частями здания и т. Д.
Что касается содержания меди, то это все OFC. Итак, количество прядей / размеров будет существенной разницей.Сварочный кабель обычно будет иметь меньше жил и, следовательно, будет немного менее гибким. Однако большинство из них это никогда не беспокоило.
Допустимая нагрузка сварочного кабеля
Допустимая нагрузка, также известная как допустимая сила тока, номинальная сила тока или допустимая сила тока, относится к максимальной величине тока, которую кабель может безопасно проводить.
Сила тока или ток – это мера количества заряженных частиц (кулонов), проходящих мимо фиксированной точки за 1 секунду. Другими словами, сила тока – это мера объема заряженных частиц, перемещаемых за секунду относительно фиксированной точки, или объемный расход через проводник.
Различные сварочные кабели, работающие на одинаковом напряжении (например, 600 В), будут иметь разные номинальные токи в зависимости от ряда факторов. Сюда входит номинальная температура изоляции, длина кабеля, калибр и тип оборудования, к которому он подключен.
Факторы, влияющие на допустимую нагрузку сварочного кабеля:
1. Номинальное электрическое сопротивление и температура изоляции
Три основных фактора, которые следует учитывать с точки зрения электрической системы, – это сопротивление, сила тока и напряжение.Подобно тому, как трение представляет собой силу сопротивления движения между двумя объектами (если, конечно, объект не движется через вакуум), сила, которая сопротивляется потоку электрических зарядов, проходящему через объект, называется электрическим сопротивлением.
Это означает, что теперь у вас будет больше потерь энергии в сварочных кабелях с большим номинальным сопротивлением при передаче электроэнергии, поскольку энергия тратится на преодоление сопротивления сварочного кабеля.
Более того, как и в случае с трением, энергия, используемая для обхода электрического сопротивления, превращается в тепло.По сути, это означает, что чем больше ампер проходит через сварочный кабель, тем горячее становятся провода.
Чем выше номинальное сопротивление кабеля, тем меньше ампер вы сможете безопасно работать без перегрева сварочного кабеля. Пропускная способность также зависит от номинальных температур изоляционного материала.
Сам медный провод выдерживает высокие температуры, возникающие из-за более высокого тока. Однако изоляция, защищающая медные провода, может расплавиться задолго до того, как сами провода получат какое-либо критическое повреждение.
2. Температура окружающей среды
Более высокие температуры повышают электрическое сопротивление. Как уже упоминалось, медная проволока может нагреваться намного сильнее, чем температура окружающей среды – в диаграммах проводов обычно указаны номинальные температуры окружающей среды 30 ° C и проводника 105 ° C. Но температура окружающей среды может повлиять на способность сварочного кабеля рассеивать тепло в окружающую среду.
3. Длина, форма, площадь поперечного сечения и материал кабеля
Все эти факторы напрямую влияют на то, какое электрическое сопротивление будет у вас в цепи.= Сварочный кабель состоит из многожильных медных проводов и обычно имеет круглую форму. На допустимую нагрузку на ваш кабель влияет калибр кабеля, который определяет поперечное сечение многожильных проводов и длину.
4. Использование нескольких кабелей в непосредственной близости
Как и в случае с температурой окружающей среды, несколько кабелей, лежащих близко друг к другу или поверх друг друга, могут рассеивать меньше тепла, чем кабели с дополнительным пространством вокруг них.
Характеристики сварочного кабеля
Многие ведущие компании предлагают широкий ассортимент высоковольтных сварочных кабелей.У них есть команда опытных рабочих, которые разрабатывают такие продукты, используя изоляторы и проводники высшего качества. Они обрабатываются с использованием передовых технологий под руководством профессиональных экспертов.
При сварке следует учитывать следующие спецификации:
- Максимальное сопротивление – максимальное значение тока, которое может выдержать сварочный кабель.
- Изоляция – изоляция сварочного кабеля из неопрена, ПВХ или EPDM.Куртки из EPDM и неопрена являются гибкими и устойчивыми к суровой погоде, влаге, истиранию и воде. Но они не подходят для контакта с газом или любой другой жидкостью на нефтяной основе. Кроме того, ПВХ менее гибкий, но обладает высокой устойчивостью к разрывам и порезам.
- Длина – сварочный кабель должен быть достаточно большим, чтобы дотянуться до каждого угла помещения, в котором вы будете выполнять сварку. Однако вам нужно помнить о двух вещах: один кабель подключается от сварочного аппарата к сварочному аппарату. электрод, а другой будет соединяться от сварочного аппарата с свариваемой деталью (также называемый заземляющим проводом или рабочим зажимом).
- Калибр – чем больше и тоньше ваш сварочный кабель, тем ниже будет его допустимая нагрузка. Итак, если вам нужен длинный кабель, вы также можете выбрать более толстые размеры, чтобы компенсировать длину. Это также предотвратит повреждение сварочного аппарата.
- Гибкость – чем больше количество жил, тем более гибким будет кабель. Убедитесь, что кабель достаточно гибкий.
- Цвет – Черный, Оранжевый, Синий, Красный
| Манометр | Максимальный ток | Номинальный наружный диаметр (дюйм.) | Диаметр проводника (дюймы) | Скрутка проводника | ||||
| 6 AWG | 115 | 0,303 | 0,2 | 260/30 | ||||
| 4 AWG | 9022 9022 | 150 | 364/30||||||
| 2 AWG | 205 | 0,413 | 0,3 | 624/30 | ||||
| 1 AWG | 240 | 0,481 | 0,343 | 767/9 | 285 | 0.526 | 0,373 | 975/30 |
| 2/0 | 325 | 0,564 | 0,426 | 1196/30 | ||||
| 3/0 | 380 | 0,621 902 | 0,621 902 30 | |||||
| 4/0 | 440 | 0,686 | 0,56 | 1950/30 |
Продукция для сварочного кабеля
Прямой провод | Таблица допустимой нагрузки сварочного кабеля
ВЫБОР ПРАВИЛЬНОГО СВАРОЧНОГО КАБЕЛЯ
Таблица допустимой нагрузки сварочного кабеляDirect Wire призвана помочь профессионалам в области сварки выбрать нужный калибр и длину кабеля.Эта информация предназначена только для справки, и пользователю настоятельно рекомендуется проконсультироваться с лицензированным инженером-электриком для конкретного сварочного применения.
При сварке использование кабеля правильного сечения имеет решающее значение для обеспечения высококачественных сварных швов и защиты пользователя и его сварочного оборудования. Технические характеристики, которые следует учитывать при выборе сварочного кабеля, включают:
АМПЕРСИОННОСТЬ: Допустимая нагрузка сварочного кабеля (также известная как допустимая нагрузка по току или номинальный ток) относится к максимальной величине тока (в амперах), которую провод кабеля может непрерывно и безопасно переносить без превышения номинальной рабочей температуры.
ДЛИНА: Сварочные кабели должны быть достаточно длинными, чтобы пользователь имел достаточную длину для доступа ко всем рабочим зонам, не создавая опасности. Важно помнить, что (1) номинальная допустимая нагрузка уменьшается по мере увеличения длины из-за дополнительного сопротивления, и (2) сварочный кабель должен быть разложен в стороны, чтобы тепло рассеивалось во время использования.
РАЗМЕР МАНОМЕТРА: Крайне важно выбрать правильный размер калибра для данного сварочного применения. Более длинный и тонкий сварочный кабель будет иметь меньшую допустимую нагрузку.Если необходим более длинный кабель, пользователь должен рассмотреть более толстый калибр. Измерительный прибор неправильного размера не будет пропускать ожидаемый ток, что может вызвать чрезмерное поглощение тепла (опасность плавления и возгорания), выход из строя и повреждение оборудования.
КОНСТРУКЦИЯ: В конструкции сварочного кабеля используется многожильный одножильный провод, изолированный (или покрытый оболочкой) одним слоем термореактивного материала EPDM или неопрена с номинальной температурой от -50 ° C (-58 ° F) до 105 ° C (221 ° C). ° F). Превосходные свойства гибкости, долговечности и сопротивления также жизненно важны для способности сварочного кабеля работать в различных областях применения и средах.
СТАНДАРТЫ И УТВЕРЖДЕНИЯ: Сварщики должны обращать внимание на ключевые отраслевые стандарты и разрешения, обеспечивая качество и производительность при одновременной защите от некачественного производства. Для сварочного кабеля они могут включать SAE J1127 (аккумулятор), NFPA 70 / NEC Article 630, UL 558 и 583 (и другие) и CA Prop 65.
Сварочные кабели премиум-класса Flex-A-Prene® и Ultra-Flex® компанииDirect Wire соответствуют или превосходят стандарт SAE J1127, который требует минимального количества меди на калибр (т.е.е. гарантированное содержание меди), соответствующий размер для конкретных применений, а также испытания механических и эксплуатационных характеристик.
ГИБКОСТЬ: Тонкая медная скрутка и высококачественная внешняя изоляция / слой оболочки придают сварочному кабелю повышенную гибкость, более плавное протягивание по различным поверхностям и простоту перемещения на рабочей площадке.
ЦВЕТ И МАРКИРОВКА: Цветной сварочный кабель и индивидуальная маркировка могут использоваться для различных приложений, включая право собственности и идентификацию, точную (или последовательную) маркировку, отраслевые стандарты и разрешения, физические и механические характеристики, брендинг и многое другое.
ПРЕДЛАГАЕМАЯ ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ДЛЯ СВАРОЧНОГО КАБЕЛЯ
| 50 ‘ | 75′ | 100 ‘ | 125′ | 150 ‘ | 175′ | 200 ‘ | 225′ | 250 ‘ | 275′ | 275 | 325 ‘ | 350′ | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AMPS | AWG или kcmil / MCM | |||||||||||||
| 100 | # 4 | # 2 | # 2 | # 1 | # 1 | 1/0 | 2/0 | 2/0 | 3/0 | 3/0 | 3/0 | 4/0 | 4/0 | |
| 150 | # 2 | # 2 | # 1 | 1/0 | 2/0 | 3/0 | 3/0 | 4/0 | 4/0 | 250 | 250 | 250 | 350 | |
| 200 | # 2 | # 1 | 2/0 | 3/0 | 3/0 | 4/0 | 4/0 | 250 | 350 | 350 | 350 | 350 | ||
| 250 | # 1 | 1/0 | 3/0 | 4/0 | 4/0 | 250 | 350 | 350 | 350 | |||||
| 300 | # 1 | 2/0 | 3/0 | 4/0 | 250 | 350 | 350 | 350 | ||||||
| 350 | 1/0 | 3/0 | 4/0 | 250 | 350 | 350 | ||||||||
| 400 | 2/0 | 3/0 | 250 | 350 | 350 | |||||||||
| 450 | 2/0 | 4/0 | 250 | 350 | 350 | |||||||||
| 500 | 3/0 | 4/0 | 350 | 350 | ||||||||||
| 550 | 4/0 | 250 | 350 | |||||||||||
| 600 | 4/0 | 250 | 350 | |||||||||||
ПРИМЕЧАНИЕ 1: Только для справки.