СВАРОЧНЫЙ ТРАНСФОРМАТОР – это… Что такое СВАРОЧНЫЙ ТРАНСФОРМАТОР?
- СВАРОЧНЫЙ ТРАНСФОРМАТОР
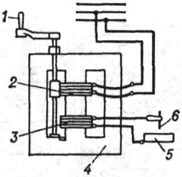
аппарат для регулируемого питания сварочных процессов перем. током (см. рис.). Для дуговой сварки применяют С. т., состоящие из двух отд. частей – понижающего трансформатора и дросселя, и в однокорпусном исполнении. Для повышения стабильности горения дуги во вторичную цепь С. т. включают осциллятор, к-рый используют также для зажигания дуги при сварке неплавящимся электродом. Для контактной сварки применяют С. т. с миним. сопротивлением вторичного контура, для чего вторичная обмотка обычно имеет 1 или 2 витка. Регулирование напряжения достигается изменением числа витков в первичной обмотке.

Схема сварочного трансформатора с подвижной обмоткой (при увеличении расстояния между первичной и вторичной обмотками трансформатора сила сварочного тока снижается): 1 – ручка регулятора силы тока; 2 – подвижная обмотка; 3 – неподвижная обмотка; 4 – магнитопровод; 5 – свариваемая деталь; 6 электрод
Большой энциклопедический политехнический словарь. 2004.
- СВАРОЧНЫЙ ГЕНЕРАТОР
- СВЕКЛОПОДЪЁМНИК
Смотреть что такое “СВАРОЧНЫЙ ТРАНСФОРМАТОР” в других словарях:
сварочный трансформатор — Трансформатор, предназначенный для питания установок электрической сварки [ГОСТ 16110 82] Тематики трансформатор Классификация >>> EN ac transformer type welderarc welderarc welding transformerwelding transformer … Справочник технического переводчика
Сварочный трансформатор — 2.31. Сварочный трансформатор Трансформатор, предназначенный для питания установок электрической сварки Источник: ГОСТ 16110 82: Трансформаторы силовые. Термины и определения оригинал документа Смотри также родственные термины … Словарь-справочник терминов нормативно-технической документации
сварочный трансформатор — suvirinimo transformatorius statusas T sritis fizika atitikmenys: angl. arc welding transformer; welding transformer vok. Schweißtransformator, m rus. сварочный трансформатор, m; трансформатор сварки, m pranc. transformateur de soudage, m … Fizikos terminų žodynas
Сварочный трансформатор — English: Weldinged transformer Трансформатор, предназначенный для питания установок электрической сварки (по ГОСТ 16110 82 ст сэв 1103 78) Источник: Термины и определения в электроэнергетике. Справочник … Строительный словарь
сварочный трансформатор контактной машины — сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура. [ГОСТ 22990 78] Тематики сварка, резка, пайка Синонимы сварочный трансформатор … Справочник технического переводчика
Сварочный трансформатор контактной машины — – трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура. [ГОСТ 22990 78] Рубрика термина: Сварочное оборудование Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Сварочный трансформатор контактной машины — 20. Сварочный трансформатор контактной машины Сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура Источник: ГОСТ 22990 78: Машины контактные. Термины и определения… … Словарь-справочник терминов нормативно-технической документации
вращающийся сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN rotary welding transformer … Справочник технического переводчика
многопостовой сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва] Тематики электротехника, основные понятия EN multioperator welding transformer … Справочник технического переводчика
однопостовой сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN single operator welding transformer … Справочник технического переводчика
dic.academic.ru
что это такое, как устроен и как работает, зачем используется
Сварочный трансформатор – это классический тип аппаратуры для сваривания металлов. Его история насчитывает уже более 100 лет.
Трансформатор для сварки показал себя неприхотливой, но надежной техникой, способной к свариванию очень толстостенных деталей. Он имеет достаточно высокий уровень силы сварного тока. В XXI веке сварочные трансформаторы несколько утратили спрос.
Ведь компании стали выпускать инверторы с подходящим функционалом и по сравнительно низкой цене. Однако для старшего поколения мастеров он остается важным инструментом в работе.
Описание устройства трансформатора для сваривания металлов, его типы и применение можно узнать в этой статье. Она поможет разобраться в азах сваривания металлов при помощи этого аппарата и подобрать подходящую модель.
А также параметры сетевого напряжения, функционал, число рабочих постов и методики изменения силы тока.
Содержание статьиПоказать
Общая информация
Трансформаторный тип сварного оборудования – классика среди оборудования для сварки.
Его основная задача – преобразовывать напряжение электросети из 220-380В в более низкие показатели, либо повышение недостающего уровня напряжения до рабочих параметров.
Вне зависимости от года выпуска, они применяются для ручного вида дугового сваривания с использованием покрытого типа электродов.
Сварочный трансформатор подходит для всех видов работ, бытовых либо промышленных.
В ХХ веке этот вид сварной аппаратуры применялся для профессионального сваривания, однако к концу столетия они стали уступать место более компактным инверторам – оборудованию нового поколения. Но они все еще применяются многими мастерами.
Достоинствами сварочных трансформаторов можно назвать бюджетность самого аппарата и его деталей. В связке с простотой устройства это позволяет самостоятельно проводить ремонт в случае неисправностей.
Такие аппараты достаточно мощные, способные сваривать толстостенные детали. При этом они неприхотливы в хранении и просты в эксплуатации.
Однако у аппарата есть и недостатки. Крупные размеры и вес снижают мобильность. Сложности при поджиге и нестабильность горения сварной дуги влияют на скорость и качественность работы неопытного мастера.
Отсутствуют переключатели для корректирования силы тока – оно происходит при помощи изменения показателя величин индуктивного сопротивления. Либо корректированием вторичного типа напряжения холостого хода.
Устройство трансформаторного аппарата и принципы его применения

Трансформатор в составе имеет 2 узла: трансформаторный и регуляторный. Первый предназначен для снижения уровня напряжения, которое поступает из электросети 220-380В. Второй отвечает за установку необходимой силы тока.
Существует несколько типов трансформаторных узлов. Они зависят от уровня напряжения, обеспечивающего стабильность работы прибора. Есть три основных типа трансформаторов: однофазный, двухфазный и трехфазный.
Модель однофазного типа комплектуется сердечником и двумя обмотками. В состав двухфазного входит два однофазных, а трехфазного – три однофазных элемента.
Регуляторный узел состоит из дросселя насыщения. Регулировка силы тока происходит изменением зазора дроссельного магнитопровода. Для этого нужно снимать корпусную крышку, что не очень удобно.
Поэтому мастера часто самостоятельно дорабатывают трансформатор, комплектуя его выведенной наружу ручкой, которой регулируют силу тока механически.
Трансформаторный и регуляторный узлы – основа сварочного трансформатора. Однако кроме них в его состав включены другие устройства.
Они не слишком усложняют механизм, потому аппараты этого типа редко получают неисправности. А в случае поломки ремонт можно провести самостоятельно.
Принцип работы трансформаторного агрегата

Принцип работы сварочных устройств работает на преобразовании тока из постоянного типа в переменный. Это производится для того, чтобы разжечь дугу.
Однако трансформаторные агрегаты для сваривания металлов устроены иначе. Они – приборы, выполняющие работу применением постоянного сварочного тока. Для него достаточно адаптации напряжения электросети в подходящий для сваривания уровень.
С этой задачей справляется трансформаторный узел, входящий в его комплектацию. С его помощью полученное из электросети напряжение понижается до рабочего показателя.
А узел регулировки настраивает силу сварного тока. Принцип работы прост и понятен. Дополнительным элементом в работе будет заземление.
Виды трансформаторов для сваривания металлов

Классификация трансформаторных аппаратов для сварных работ проходит по нескольким категориям:
- Напряжение электросети
- Функционал
- Способы корректировки сварного тока
- Число рабочих постов.
- Изучим категории классификации детальнее.
Трансформатор для дугового вида сваривания подходит питанию от электросети 220-380В. Совместимость с разными показателями напряжения электросети зависит от количества фаз в аппарате.
Существует 3 типа аппаратов (однофазный, двухфазный и трехфазный). Первый вид совместим с напряжением 220В. Трехфазый подходит для работы с розеткой 380В. Двухфазные модели достаточно редки.
Комбинированные модели трансформаторов работают с любым напряжением электросети.
Функциональность

Этот критерий определяет назначение модели аппарата. Есть 3 типа трансформаторов по функционалу: бытовой, профессиональный и промышленный. Они обладают разными характеристиками и функциями.
Бытовой тип имеет ограниченные 200А возможности. В то время как профессиональный способен генерировать свыше 300А. Это позволяет им работать с достаточно толстыми металлическими деталями.
Для сложных задач подойдет промышленный вид сварных трансформаторов. Однако сейчас в промышленности большинство из них заменено более технологичными моделями.
Число рабочих постов

Трансформаторный тип сварочной аппаратуры применяется для разного числа рабочих постов. Их количество зависит от того, сколько сварочных кабелей возможно подключить к аппарату.
Условно трансформаторы разделены на два типа. Однопостовый и многопостовый. Первый тип обеспечивает одно рабочее место. То есть, к нему возможно подключение только одного кабеля для работы одного мастера.
Второй тип рассчитан на подключение 3-6 сварочных кабелей, позволяя одновременно работать тому же числу рабочих.
Способы регулирования силы сварного тока

Одна из основных трансформаторных деталей – узел регулировки, состоящий из дросселя насыщения. Он корректирует силу сварного тока, изменяя расстояние между катушками. Но существуют другие пути регулирования этого показателя.
Корректировка силы сварного тока проводится не только при помощи дросселя насыщения.
Можно воспользоваться дросселем магнитного зазора, передвижным либо подмагниченным шунтом, реактивной либо рассеивающей обмоткой, подвижным типом катушки конденсатора. А также тиристорными регуляторами либо импульсными стабилизаторами.
Разновидности моделей трансформаторов предоставляют возможность подобрать себе подходящую. Определяя, какую модель взять, стоит исходить из рабочих задач, для решения которых она будет применяться.
Для бытовых работ подойдет однофазный однопостовый сварочный агрегат с силой тока достигающей 300А и корректировкой дросселем насыщения. Эти модели понятны в использовании и хранении.
Заключение
Сварочный трансформатор – простой, понятный агрегат для сваривания металлов в бытовых, либо промышленных масштабах. Они вытесняются мобильными и технологичными инверторами.
Однако и сейчас у них есть возможности, которые обеспечивают им применение в сварочных делах.
С помощью трансформаторов для сварных работ можно соединять даже толстостенные детали, проводить сварку любой сложности. Однако это требует опыта и навыков, достаточных для создания ровных, долговечных швов.
Умение работать со сварочными трансформаторами обеспечивает быструю адаптацию к более легким в применении моделям.
prosvarku.info
Сварочные трансформаторы: принцип действия, конструкция

С появлением электричества появилась возможность соединять металлические элементы с помощью сварки. Для этого применяются специальные сварочные трансформаторы, работающие от трёхфазного и однофазного напряжения. Однофазные модели предназначены для включения в стандартную бытовую сеть 220 Вольт. А трехфазный сварочный аппарат, чаще всего, применяется в производственных целях, он обладает большой мощностью, габаритами и продолжительной эксплуатацией без перерыва. Однако есть на рынке данной техники и универсальные устройства, которые могут работать и от 220 В, и от 380В. Разумеется, что для разных материалов существует свой индивидуальный процесс сварки, поэтому каждый сварочный агрегат оборудован системой регулировки и точной настройки.
Принцип действия сварочного трансформатора
По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт.
На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.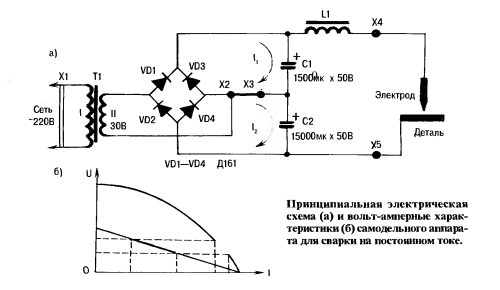
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику.
Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Как рассчитать сварочный трансформатор
Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника.
Существует два вида сердечника:
- броневой;
- стержневой;
- тороидальный (круглый).
При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые.
Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А.
Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна:
P = U2 × I2 × cos (φ) / η
где, U2 – напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7.
А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час.
Pдл = U2 × I2 × (ПР/100)1/2 × 0.001
ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %;
Намотка сварочного трансформатора
Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков
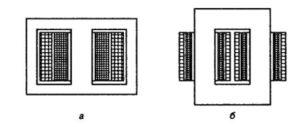
С обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
С разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
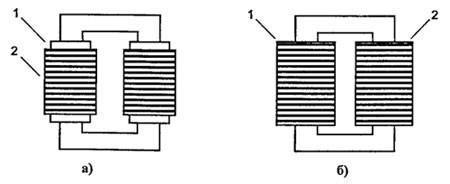
Sиз — измеренное сечение магнитопровода (см2)
Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить.
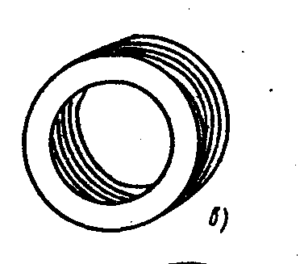
Улучшение сварочного трансформатора
Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу.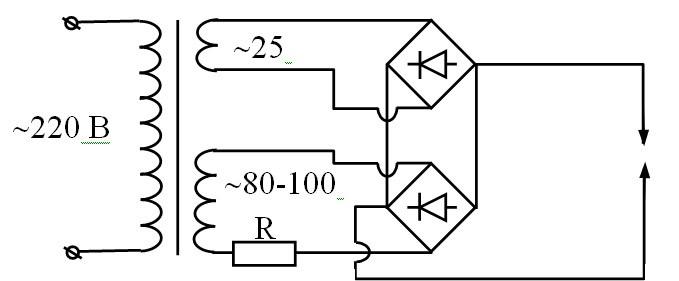
Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию.
amperof.ru
расчет и ток в первичной и вторичной обмотке

Современному человеку тяжело представить себе создание и возведение металлических конструкций без использования сварки. Данный метод позволяет качественно и надежно соединять между собой металлические детали.
В результате технология сварки получила широкое распространение и в промышленности, и в быту. Сердцем сварочного аппарата является трансформатор. Его задача заключается в преобразовании электричества сети до необходимого значения.
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.
Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.

Виды сварочных трансформаторов.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В.
Предназначен для бытовых нужд. - Трехфазный трансформатор – работает при напряжении сети 380 В.
Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
Устройство трансформатора
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Естественно, каждый процесс сваривания в зависимости от особенностей материалов требует определенные параметры трансформатора. В результате это отображается в принципе действия и особенностях конструкции трансформатора.
Изменения касаются регулировки параметров. В каждом конкретном случае требуется определенный подход. Например, работа с тонкими металлическими изделиями предполагает точную настройку параметров, чтобы исключить возможность перепалить детали.
Многие модели характеризуются практически одинаковым набором функций и состоят из одних и тех же узлов, а главное отличие между ними заключается в размерах.
В результате становится возможным изготовление однотипных приборов, имеющих различные диапазоны регулировки по максимальному току и напряжению, что, в свою очередь, будет определять и диаметры электродов, с которыми можно работать.
Также в трансформаторе может находиться и . Его главной задачей является преобразование переменного тока сети в постоянный. В результате сварку можно будет выполнять более качественно. В таком случае схема устройства будет включать еще один элемент.
В других случаях устройство трансформаторов может существенно отличаться из-за принципа регулировки напряжения, несмотря на выполнение одних и тех же функций их строение различно.

Устройство сварочного трансформатора.
Существует несколько основных вариантов регулировки:
- изменением расстояния между первичной и вторичной обмоткой;
- за счет подвижного шунта, изменяющего расстояние зазора;
- благодаря секционной обмотке.
Что касается простых пользователей, то для них, вне зависимости от варианта устройства, все сводится к простому повороту ручки.
Кроме перечисленных выше особенностей устройства данного прибора, в нем могут быть реализованы и дополнительные элементы, такие как: вентиляция, система автоотключения, средства для перемещения и транспортировки. Тем не менее указанные элементы влияют на комфорт использования прибора, а не на его принцип работы.
Чтобы лучше понять устройство сварочного трансформатора, его лучше рассматривать на примере конкретной модели. Одним из вариантов является сварочный трансформатор ТДМ, выпускаемый в широком модельном ряду.
Данное оборудование применяется для понижения напряжения сети до необходимого значения. Конечно же, для различных режимов и холостого хода необходимо различное напряжение, в связи с чем в этом аппарате имеется возможность регулировки параметров, что позволяет добиться нужных характеристик.
Устройство и обслуживание сварочного трансформатора ТДМ такое же, как и у многих других моделей. По сути данный аппарат является регулируемым источником питания сварочного процесса.
Он позволяет осуществлять сварку тонкого металла и более толстых деталей, в зависимости от параметров техники и режимов. Данный аппарат может быть классифицирован по следующим признакам.
Тип подключения:
- возможность подключения к обычной бытовой сети с обыкновенной розеткой, что делает возможным его использование в домашних условиях;
- трехфазные аппараты являются более сложными в подключении и применяются в основном в промышленных целях, кроме того такие устройства отличаются более высокой мощностью.

Первичная и вторичная обмотка трансформатора.
В зависимости от назначения выделяют:
- бытовые аппараты, предназначенные для простых вариантов ручной дуговой сварки, осуществляемой обыкновенными электродами с покрытием;
- промышленные – устройства способные питать сразу несколько рабочих мест одновременно.
Кроме того, существуют и отличия в принципе регулировки напряжения. Выделяют устройства с нормальным рассеиванием магнитного поля, обычно это тиристорные трансформаторы. Такие аппараты применяются в сварке с использованием флюса.
С увеличенным рассеянием существует большее количество моделей, к которым относятся аппараты с подвижным шунтом, подвижной катушкой, а также устройства с секционной обмоткой.
Обычно трансформатор переменного тока имеет следующее устройство:
- первичная обмотка, на которую подается ток из сети;
- вторичная обмотка;
- подвижный элемент замкнутого магнитопровода;
- система подвеса аппарата;
- движущийся винт, позволяющий регулировать воздушный зазор между обмотками;
- рукоять винта управления.
Естественно, приведенное выше устройство не является единственным вариантом исполнения. Это всего лишь один из наиболее распространенных и популярных вариантов трансформатора с подвижными обмотками.
Если необходимо сделать самодельный сварочный трансформатор, тогда нужно, чтобы в нем были реализованы следующие элементы:
- Центральная часть – магнитопровод, изготавливаемый из нескольких пластин, гальванически разъединенных между собой.
Самодельные сердечники делают из электротехнической стали, которую можно взять из «донорской» техники. - Обмотки из изолированного провода размещаются на сердечнике.
Длина провода, его сечение и количество витков непосредственно влияет на характеристики аппарата. - Регулировку тока можно осуществлять, используя различные решения, приведенные ранее.
Речь идет про подвижный шунт, обмотки и т.д. - В целях защиты устройства его помещают в корпус.
- Не стоит забывать и про дополнительные элементы, такие как: вентиляция, ручки для более комфортной транспортировки и т.д.
Можно также соединить два трансформатора своими руками с разделением первичной обмотки на две.
Принцип работы
Принцип работы сварочного трансформатора заключается в снижении напряжения сети до необходимого значения в 60-80 В и повышении силы тока до 40-500 А. Чаще всего такие устройства поддерживают переменный ток. Тем не менее существуют и другие варианты, выдающие постоянный ток. Их называют выпрямителями.

Конструкция трансформатора для сварки.
Устройство и принцип действия сварочного трансформатора основаны на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Так, если намотать на первую обмотку сто витков, а на вторую – 5, то коэффициент трансформации в таком случае будет равен двадцати. В результате после подключения прибора в обычную бытовую сеть, он на выходе будет выдавать одиннадцать вольт, т.е. значение в двадцать раз меньшее, чем в сети.
Изменить нагрузку можно путем изменения зазора магнитопровода. Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Схема конструкции и ее модификации
Помимо стандартного варианта устройства данного аппарата, возможно наличие и некоторых дополнительных узлов, позволяющих в определенной степени усовершенствовать агрегат.
Схема сварочного трансформатора может быть дополнена:
- вторичными намотками;
- конденсаторами;
- стабилизаторами;
- тиристорными фазорегуляторами.
Кроме того, в схему может быть добавлено сопротивление, позволяющее регулировать силу тока, когда разведение катушек уже не дает необходимого результата. Данный вариант устройства сварочного аппарата отлично подойдет для работы с тонким металлом.
Сопротивление может быть выполнено в виде отдельного блока с набором контакторов, задающих необходимую величину Ом.
Стоит отметить, что с того времени, как впервые была открыта электрическая дуга и создан первый сварочный агрегат, прошел не один десяток лет. На протяжении всего этого времени способы сварки, а вместе с ними и оборудование, постоянно совершенствовались.
На данный момент существует несколько вариантов, отличающихся различной сложностью конструкции и принципом работы. Когда речь заходит про возможность изготовить своими руками, то следует выделить два основных наиболее популярных варианта сварки: контактную и дуговую.
Трансформаторы дуговой сварки получили наиболее широкое распространение среди народных мастеров.

Сварочный аппарат на основе трансформатора.
Причин данному явлению существует несколько:
- широкий диапазон применения;
- достаточно простая конструкция, отличающаяся высокой надежностью;
- мобильность и простота использования.
Однако подобная модификация обладает и некоторыми недостатками, главным из которых является низкий коэффициент полезного действия и зависимость качества сварки от навыков рабочего.
Ремонтные и строительные работы, возведение металлических конструкций, сварка труб – это лишь некоторые области человеческой жизнедеятельности, в которых ручная дуговая сварка применяется наиболее широко.
Кроме того, данный метод позволяет не только осуществлять соединение различных металлических деталей, но и резать их.
Конструкция подобных агрегатов достаточно проста. Они состоят из трансформатора с первичной и вторичной обмоткой, регулятора силы тока, держателя электродов и зажима массы.
Конечно же, главным узлом подобных приборов является непосредственно трансформатор. Конструкция этого элемента может быть различной, однако самым популярным является тороидальный трансформатор с П-образным магнитопроводом.
Такой узел устроен следующим образом: намотка сварочного трансформатора выполнена из медного или алюминиевого провода. Количество витков, а также толщина провода зависит от требуемых характеристик аппарата.
Точечная сварка или, как ее называют, контактная, несколько отличается от дуговой. Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
В происходит локальный нагрев изделия в месте соединения за счет прохождения тока между двумя электродами. Металл в таком варианте также расплавляется и соединяется, однако это происходит только в месте контакта электрода с изделием.
Данный способ соединения металлических заготовок получил широкое распространение в автомобильной промышленности, строительстве и т.д.
Кроме самой методики отличия имеются и в конструкции центрального элемента данного аппарата. В первую очередь тут отсутствуют наплавочные электроды. Вместо них применяются медные заточенные стержни, между которыми устанавливают соединяемые изделия.
Трансформаторы в таких агрегатах отличаются значительно меньшей мощностью. Также наличие конденсаторов в подобном устройстве обязательно, в то время как в электродуговых аппаратах можно обойтись и без них.
Тем не менее в независимости от того, какой трансформатор будет использован, главное знать его характеристики. Также важно понимать, за что они отвечают и как их можно поменять. Ниже в таблице представлены некоторые параметры данного элемента.
| Параметры | Тип трансформатора | |||||||
| СП-1 | ТСП-2 | СТШ-500 | ТС-500 | ТД-500 | ТД-300 | ТД-304 | ТДП-1 | |
| Напряжение сети, В | 220/380 | 220/380 | 380 | 220/380 | 380 | 380 | 380 | 220/380 |
| Номинальный ток, А | 160 | 300 | 500 | 500 | 500 | 300 | 300 | 160 |
| Интервал изменения сварочного тока, А | От 105 до 180 | От 90 до 300 | От 145 до 650 | От 165 до 650 | От 80 до 700 | От 60 до 400 | От 60 до 385 | От 55 до 175 |
| Номинальное напряжение дуги, В | 25 | 30 | 30 | 30 | 30 | 30 | 35 | 26,4 |
| Напряжение холостого хода, В | 65-70 | 62 | 60 | 60 | 60-76 | 61-79 | 61-79 | 68 |
| Номинальная мощность, кВ*А | 12 | 19,4 | 33 | 32 | 32 | 19,4 | 19,4 | 11,4 |
| КПД устройства | 0,750 | 0,760 | 0,90 | 0,850 | 0,870 | 0,860 | 0,870 | 0,720 |
| Коэффициент мощности cosϕ | 0,46 | 0,6 | 0,53 | 0,53 | 0,53 | 0,51 | 0,6 | 0,65 |
| Размеры, мм | ||||||||
| Длина | 254 | 510 | 670 | 840 | 515 | 692 | 692 | 435 |
| Ширина | 424 | 370 | 666 | 576 | 725 | 620 | 620 | 290 |
| высота | 435 | 590 | 753 | 1060 | 815 | 710 | 710 | 535 |
| Масса, кг | 38 | 65 | 220 | 250 | 210 | 137 | 137 | 38 |
Важной характеристикой является также количество фаз и напряжение сети. В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
Однако возможно использование и трехфазного сварочного трансформатора, который питается от сети 380 В. Данная характеристика является основной при создании и проектировании сварочного агрегата.
Номинальный сварочный ток определяет возможности аппарата в сваривании и резке металлических деталей различной толщины. Если речь идет о самодельном трансформаторе, тогда в них величина данного параметра не превышает двухсот ампер. На практике этого вполне достаточно для выполнения практически любых работ, которые могут появиться быту.
Также следует отметить, что большее значение номинального тока приведет к увеличению массы аппарата. Например, промышленный трансформатор, способный обеспечить ток в тысячу ампер, весит около трехсот килограмм.
Соединение металлических изделий различной толщины требует определенного значения силы тока, в противном случае металл попросту не расплавится и не соединится. В этих целях в аппаратах предусмотрено наличие регулятора, позволяющего задавать сварочный ток.
Обычно интервал регулировки определяется потребностями применения электродов заданного диаметра. В самодельных устройствах диапазон значений тока может варьироваться от 50 до 200 ампер.
Соединение металлических заготовок различной толщины с помощью одного и того же устройства требует не только контроля величины номинального тока, но и использования электродов различного диаметра.

Особенности конструкции сварочных трансформаторов.
Следует хорошо представлять для себя тот факт, что сварка тонкими электродами требует меньшего значения величины номинального сварочного тока, а работа с толстыми электродами – наоборот, больших величин. Тоже самое относится и к толщине металла.
Как уже было отмечено ранее, сварочный трансформатор работает на понижение напряжения электрической сети. На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
Важно понимать: данный параметр нельзя регулировать, он задается изначально.
Устройства для предполагают еще более низкое значение напряжения от полутора до двух вольт. Это вполне закономерно, исходя из связи величины напряжения с силой тока. Чем больше ток, тем меньше будет напряжение.
Ключевой характеристикой устройства является номинальный режим работы. Он определяет продолжительность беспрерывной работы, а также время, необходимое для остывания.
В самодельных приборах данный показатель обычно находится на уровне тридцати процентов. Это значит, что в течении десяти минут можно беспрерывно работать только три минуты, а остальное время аппарат должен «отдыхать».
Потребляемая и выходная мощность – не столь важные параметры. Тем не менее на их основе можно рассчитать коэффициент полезного действия. Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Напряжение холостого хода является важным критерием для дуговой сварки. При более высоких значениях этого параметра вызвать дугу проще. Выше уже упоминалось о том, что обычно данное значение не превышает восьмидесяти вольт.
Обойтись без принципиальной схемы данного устройства при его самостоятельном изготовлении просто невозможно. По большому счету в конструкции прибора не должно возникнуть особых трудностей, особенно если речь идет про дуговой метод соединения изделий.
С развитием микроэлектроники и электротехники схема трансформатора совершенствовалась. В интернете можно без проблем найти принципиальную схему данного узла. На ней обязательно будут присутствовать различные диодные мосты, регуляторы и, возможно, блоки сопротивления.
Что касается схемы, соответствующей аппарату точечного соединения металлических заготовок, то она существенно сложнее. На ней можно встретить конденсаторы, тиристоры и диоды. Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Существует множество различных схем. Ознакомиться с ними можно как во всемирной паутине, так и в специализированных журналах или книгах.
Расчёт
Ранее уже говорилось о том, что трансформатор для сварки состоит из сердечника, первичной и вторичной обмотки. Именно эти узлы и определяют основные рабочие параметры прибора.
Необходимо заранее определиться с тем, какими должны быть напряжение на обмотках, номинальный ток и т.д. Основываясь на этих значениях следует провести расчет обмоток, сердечника и сечения провода.
В расчете необходимо использовать такие величины, как:
- напряжение сети, являющееся напряжением первичной обмотки U1;
- напряжение вторичной обмотки U2, величина которого не должна быть меньше восьмидесяти вольт;
- номинальная сила тока вторичной обмотки I, определяемая исходя из толщины металла и электродов, с которыми предстоит работать;
- сечение сердечника Sc, площадь которого определяет надежность прибора;
- площадь окна сердечника So выбирается исходя из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода;
- плотность тока А/мм2 – важный параметр, определяющий электропотери в обмотках.
Чтобы лучше представлять специфику расчета параметров трансформатора, следует рассмотреть весь этот процесс на примере. Предположим, что известны следующие данные: U1=220 В, U2=60 В, I= 180 А, Sc=45 см2, Sо=100 см2, и плотность тока 3 А/мм2.
В первую очередь следует определить мощность: P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Затем устанавливается необходимое количество витков в первичной и вторичной обмотке. Данное значение определяется из количества витков на один вольт: K = 50/Sс = 50/45 = 1,11; и максимальной силы тока на первичной обмотке: Imax = P/U = 6750/220 = 30,7 А.
После того, как будут получены значения данных параметров, можно определить количество витков на вторичной обмотке: W2 = U2*K = 60*1,11 = 67 витков.
Расчет витков в первичной обмотке рассчитывается по другой формуле, которая будет указана ниже.
Нередко в случае необходимости расчета тороидального трансформатора определяют ступени регулирования силы тока. Это необходимо для вывода провода на определенном витке. Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.
Но для начала следует установить напряжение каждой ступени. Сделать это можно исходя из простого соотношения U=P/I.

Конструктивные особенности сварочного трансформатора.
Например, нужно сделать четыре ступени на 90, 100, 130 и 160 ампер. Мощность устройства составляет 6750 Ватт. Воспользовавшись приведенным соотношением, получим: 75, 67,5, 52, 42,2 вольт. Затем данные подставляются в выражение для ступеней.
В результате получим такие значения: 197, 219, 284, 350 витков. К последней величине следует добавить еще 5 процентов. В результате количество витков составит 385.
В конечном итоге нужно определить сечение провода на обмотках. Чтобы получить это значение необходимо максимальный ток обмотки разделить на плотность тока.
Приведенный выше расчет достаточно прост. Он не вызовет труда ни у одного мастера. Однако порой даже на такие простые вещи не хочется терять время. Также всегда существует вероятность того, что в каком-то действии может быть допущена машинальная описка или опечатка, что приведёт к серьезным последствиям.
Обезопасить себя и сберечь время поможет онлайн калькулятор, позволяющий произвести все описанные выше расчеты автоматически.
После того, как будут произведены все расчеты и при наличии схемы, можно приступать к сборке устройства. Сложной работу не назовешь, однако она потребует определённой усидчивости. Это связано с необходимостью четкого подсчета количества витков.
Выше уже говорилось о высокой популярности именно тороидального варианта устройства, однако далее будет рассмотрен случай трансформатора с П-образным сердечником. Данная модификация отличается большей простотой, именно поэтому она и выбрана.
В первую очередь необходимо изготовить каркасы для обмоток. В этих целях можно использовать текстолитовые плиты. Данный материал нетрудно найти, так как он широко применяется при создании плат. Из них собираем каркасы и изолируем их термостойкой изоляцией. Затем делаем обмотку.
После того, как будет уложен слой, его необходимо заизолировать и только после этого приступать к укладке следующего. По завершению данного процесса на концах отводов закрепляются медные болты.
После формирования обмотки собирается магнитопровод. В качестве материала используется железо, созданное специально в этих целях. Металл характеризуется определенными значениями магнитной индукции, и неправильная марка стали способна все испортить.
Металлические пластины для сердечника можно снять со старых устройств или приобрести по отдельности. Сами пластины имеют толщину около одного миллиметра, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.
Высококачественный самодельный трансформатор может не получиться с первого раза. Виной этому могут быть различные ошибки связанные с неправильными расчетами и отсутствием практики сборки подобных устройств.
Если процесс расчета можно существенно упростить с помощью онлайн калькулятора, то опыт можно получить только методом проб и ошибок. Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Итог
Трансформатор является центральным узлом любого сварочного аппарата. Его главная задача – снижение напряжения и одновременное повышение силы тока до необходимого значения. Благодаря этому становится возможным соединение металлических изделий между собой.
Устройство сварочного трансформатора является достаточно простым. На данный момент в интернете можно найти большое количество схем реализации данного элемента. Так что его можно собрать даже в бытовых условиях. Однако для этого необходимо правильно выполнить расчет сварочного трансформатора.
tutsvarka.ru
Сварочный трансформатор — Википедия
Материал из Википедии — свободной энциклопедии
Сварочный трансформатор — трансформатор, предназначенный для различных видов сварки.
Сварочный трансформатор с регулированием напряжения при помощи изменения величины зазора между катушкамиСварочный трансформатор преобразует напряжение сети (220 или 380 В) в низкое напряжение, а ток из низкого – в высокий, до тысяч ампер.
Сварочный ток регулируется благодаря изменению величины либо индуктивного сопротивления, либо вторичного напряжения холостого хода трансформатора, что осуществляется посредством секционирования числа витков первичной или вторичной обмотки. Это обеспечивает ступенчатое регулирование тока.
Сварочные трансформаторы классифицируются следующим образом:
- По количеству обслуживаемых рабочих мест
- По фазности напряжения в сети: однофазные, трехфазные.
- По конструкции: с регулировкой вторичного напряжения магнитным рассеянием, регулировкой переключением количества витков, с регулируемым выходным напряжением посредством дросселя насыщения.
Характеристики
К характеристикам сварочных трансформаторов относятся:
- Коэффициент мощности
- Напряжение сети
- Вторичное напряжение
- Мощность
- Пределы регулирования тока
Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должна быть не менее 60-65 В; напряжение дуги при ручной сварке обычно не превышает 20-30 В.
Для сварки переменным током широко применяют однофазные трансформаторы, которые понижают напряжение с 220 В до величины не более 70 В. В промышленности чаще всего используют трехфазные сварочные трансформаторы, где напряжение с 380 В понижается до величины не более 70 В. Бывают и двухфазные (с объединенными в две фазы по 220 в) сварочные трансформаторы, которые понижают напряжение с 380 в до 70 В. Они отличаются между собой только величиной коэффициента преобразования напряжения и тока, вследствие разницы во входных напряжениях и, соответственно, в построении первичной обмотки; в трехфазных есть три первичные обмотки, а в однофазных и двухфазных есть только одна первичная обмотка, только с той разницей, что витков на этой обмотке в двухфазных больше, соответственно с напряжением, в первых 220 В, а во вторых 380 В.
Вольт-амперная характеристика вторичной цепи трансформаторов, должна обеспечивать ведение устойчивого сварочного процесса, учитывает статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частой смене полярности переменного тока.
Литература
- Источники питания сварочной дуги: Учебник. — М.: Высш. школа, 1982. — 182 с, ил. 40 к.
- Алексєєв Е. Д., Мельник В. І. Зварювання в промисловому будівництві. — Стройиздат, 2000. — 377 с.
- Альошин Н. П., Щербинский В. Г. Контроль якості зварювальних робіт. — М.: Вища. школа, 2006. — 167 с.
- Безпека виробничих процесів/Под ред. С. В. Бєлова — М.: Машинобудування, 1995. — 448 с.
- Блінов A. H., Лялін К. В — Організація і виробництво зварювально-монтажних робіт, — М: Стройиздат, 1998. — 343 с.
- Думова С. І. Технологія електричного зварювання плавленням. — Л.: Машинобудування, 2007. — 468 с.
Ссылки
http://www.sibelektrod.ru/publ/svarochnye_transformatory/svarochnyj_transformator_prakticheskij_spravochnik/2-1-0-71
http://www.autowelding.ru/index/0-27
wikipedia.green
Характеристика сварочного трансформатора | Строительный портал
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
- Рабочие характеристики сварочного трансформатора
- Схема сварочного трансформатора
- Расчет сварочного трансформатора
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Где:
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
P – мощность (Вт).
U – напряжение (В).
I – ток (А).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
strport.ru
Сварочный трансформатор: устройство, принцип работы аппарата
Тот, кто имеет свой дом, знает, как часто приходится заниматься ремонтом, что-то конструировать или строить. Поэтому в хозяйстве обязательно должны быть различные инструменты. Нередко приходится выполнять операции с металлом: отрезать, соединять его. Иногда можно обойтись простыми скрутками, болтовыми соединениями, но в некоторых случаях единственным вариантам остается сварка. Самый простой способ в этом случае – электродуговая сварка, а самый доступный и надежный аппарат – это сварочный трансформатор.
Трансформаторный агрегат хорош тем, что работает от любой розетки, где имеется стандартное переменное напряжение, а внутренняя схема сварочника настолько проста, что там абсолютно нечему ломаться.

Виды сварочных трансформаторов
В продаже можно встретить такие сварочные аппараты трансформаторного типа, выпускаемые серийно:
- Агрегаты с регулированием амплитуды, у которых нормальное магнитное рассеяние, а дроссель имеет воздушный зазор.
- Сварочники на переменном токе с регулированием амплитуды, у которых увеличенное магнитное рассеяние – обмотки в подвижном состоянии или разнесенные, имеющие реактивный характер, магнит подвижный или шунт, который подмагничивается, со стабилизацией конденсаторной или импульсного типа.
- Тиристорные модели, где регулируется фаза – стабилизация выполнена по импульсному типу либо методом подпитки.
В первых двух категориях сварочных трансформаторов бытовой или профессиональной комплектации регулировка амплитуды осуществляется за счет изменения трансформаторного сопротивления или при помощи регулировки напряжения, когда холостой ход. Форма однофазного сигнала, а именно синусоида, остается неизменной.
Сварочные трансформаторы-тиристорники имеют в своей схеме фазорегулирование. Основные типы таких агрегатов работают по принципу преобразования синусоиды сигнала в форму, близкую к импульсам разных чередующихся полярностей.
Устройство оборудования
При классическом устройстве сварочного трансформатора с подвижной обмоткой он содержит следующие элементы:
- Металлический корпус прямоугольной формы, где по всем сторонам имеются продольные отверстия для циркуляции воздуха при охлаждении.
- Крышку, на которой расположен элемент регулировки сварочного тока.
- Сам трансформатор с двумя обмотками первичного и вторичного назначения с магнитопроводом или сердечником замкнутой конструкции, регулировочным винтом, по ленточной резьбе которого перемещается ходовая гайка с закрепленной на ней обмоткой.
- Рукоять, связанную с регулировочным винтом и служащую для управления зазором.
- Клеммы или зажимы для подключения к сварочному агрегату силовых кабелей с держателем электрода и общей клеммой.
Магнитопровод
Так как магнитопровод в сварочном трансформаторе является одним из главных элементов, следует поговорить о нем отдельно. Основная задача магнитопровода состоит в передаче магнитного поля от первичной обмотки ко вторичной. При этом сам замкнутый сердечник не является элементом, который каким-либо образом может повлиять на силу тока. Материал, из которого он изготовлен, – это сталь электротехническая. Сердечник не имеет цельнометаллической формы, а собран из отдельных пластин, изолированных друг от друга специальным лаком.

Целью объединения пластин в одну группу является способ предотвращения появления в сердечнике токов, противодействующих магнитной индукции и таким образом ослабляющих ее.
Как снизить шумы сварочного трансформатора? При прохождении токов большой величины в обмотках трансформатора за счет сильного магнитного поля пластины сердечника начинают издавать гул. Чтобы его уменьшить, необходимо как можно сильнее стянуть пластины.
Принцип работы сварочного трансформатора
Трансформатор сварочного типа является прибором понижающего типа. Он преобразует высокое напряжение в более низкое. За счет этого увеличивается сила тока во вторичной обмотке, которая способна плавить металл во время сварки. В самом физическом процессе – принципе работы в трансформаторе с подвижной обмоткой – нет ничего сложного:
- При подаче на обмотку первичного типа высоковольтного переменного напряжения в ней образуется поток магнитного поля, который имеет переменный характер.
- Этот магнитный поток пронизывает сердечник. Последний в свою очередь передает поле на вторую обмотку, при этом снижая потери магнитной индукции в пространстве.
- Магнитная индукция наводит во вторичной обмотке электродвижущую силу (ЭДС), которая заставляет электроны металла перемещаться, то есть получается электрический ток.
- Так как витков во вторичной обмотке меньше, чем в первичной катушке, напряжение на выходе трансформатора падает, а ток возрастает.
- При замыкании электрода о заготовку возникает электрическая дуга, которая и переносит частицы металла с электрода на свариваемые детали.
Кроме режима сварки, когда сварочный трансформатор находится под нагрузкой, схема сварочного трансформатора может быть в режиме холостого хода.
Холостой ход
Холостой ход не означает, что нет протекания тока в проводе вторичной катушки. За счет магнитных потоков рассеяния он может возникать. Это не всегда безопасно для сварщика, так как напряжение на зажимах вторичной обмотки трансформатора при холостом ходе увеличивается сильнее, нежели под нагрузкой, и можно получить электрический удар.
Чтобы этого избежать, металлический корпус агрегата всегда должен быть заземлен. Также в некоторых моделях сварочных трансформаторов ставят блок защиты от возрастающего тока холостого хода. Включение этого блока происходит сразу по завершении сварочной операции.
Какие характеристики учитывать при покупке
Помните! При покупке сварочного аппарата на базе трансформатора нужно осознавать, что этот прибор хорош своей простотой, но редко можно получить на нем красивый сварной шов. Поэтому недорогие аппараты такого типа подойдут только для бытовых нужд без претензий на профессиональную сварку. Если же брать серьезные трансформаторные агрегаты с системой стабилизации дуги, то они будут прилично стоить и должны себя оправдывать.
Осуществляя выбор сварочного оборудования, смотрят на следующие параметры:
- Величину сварочного тока, которая у слабых бытовых моделей не более 200 ампер, у полупрофессиональных будет доходить до 300 ампер, у мощных производственных моделей превышает отметку в 300 ампер.
- Толщину электрода и тип, с которым способен работать аппарат. Для сварки тонкостенных и средних по толщине металла заготовок подойдет сварочник, работающий с 2- и 5-миллиметровыми электродами, для сварки толстых стенок агрегат должен иметь возможность плавить электроды диаметром свыше 5 мм.
- Мощность потребления и выходная КПД. Более мощные трехфазные агрегаты чаще используют как промышленное оборудование.
Популярные модели
ЗУБР ЗТС-200 – компактный трансформатор, которым можно варить сталь низкоуглеродистой марки. Установка может брать питание как от трехфазной, так и от однофазной сети, что выбирается специальным переключателем. Прибор обеспечивает сварной ток в диапазоне от 60 до 200 ампер, чего достаточно для решения бытовых задач при работе с металлами толщиной не более 6 мм. Во избежание перегрева модель снабжена тепловым предохранителем.

PRORAB FORWARD 180 – дешевый маломощный сварочный трансформатор для работы с чугуном и сталью. На нем применяют электроды диаметром не более 4 мм, мощность сварного тока не превышает 180 ампер. Запитывать устройство можно от 380 и 220 В. Производитель укомплектовал сварочник силовыми проводами с крокодилом и держателем электродов, щитком для защиты лица, щеткой по металлу и удалителем шлака.

ELITECH АС 200Т – сварочный трансформатор полупрофессиональной категории с питанием от сети любого типа. Мощная модель (в пределах 10 кВт), которая рассчитана на продолжительную непрерывную работу с выдачей максимального тока 200 ампер. Допустимо работать тонкими электродами от 1.6 до 4 мм толщины. Пользователи отзываются о сварочнике как об очень неприхотливом устройстве.
Изучите продукт! Самое лучшее при выборе сварочного трансформатора – изучить наиболее удачные технические параметры для такой категории устройств и сопоставить их с параметрами реальных моделей, предлагаемых на рынке.
Варианты самодельных устройств
Необязательно покупать сварочник, можно собрать конструкцию сварочного трансформатора своими руками. Для этого применяют один из следующих способов:
- Используют старый ЛАТР (автотрансформатор). Самое важное в ЛАТРе – это его мощный сердечник тороидальной формы. Таких магнитопроводов берут два экземпляра и наматывают на каждом кольце по обмотке. Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.
- Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину.
- Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы.
Всем, кто знает, какой сварочный трансформатор лучше выбрать среди моделей, представленных на рынке, или имеет опыт изготовления такого устройства, поделитесь навыками в комментариях!
wikimetall.ru