Принцип работы сварочного трансформатора, его устройство
Хотя в последние годы сварочные трансформаторы были вытеснены инверторными устройствами, но у классического способа сварки остается немало приверженцев, тем более что он может работать даже при неблагоприятной погоде. Например, в сильный мороз.
Содержание
Чем отличается трансформатор от инвертора
Аппараты для сварки инверторного типа преобразуют переменный ток в постоянный. Затем он опять инвертируется снова в переменный. На выходе получается электрический ток с частотой от 50 до 80 Гц.
При этом напряжение понижается до 90, а в некоторых моделях аппаратов до 30 В. Понижение напряжения необходимо для увеличения силы тока, который достигает 500 А. После этого напряжение опять выпрямляется. Сварка ведется на пульсирующем постоянном токе.
Такое многоходовое преобразование электроэнергии приводит к значительной сложности устройства. Прибор укомплектовывается понижающим трансформатором, фильтрами, модуляторами, регуляторами, целым рядом датчиков. Все это греется, поэтому в конструкцию включают кулер для охлаждения.
Все это греется, поэтому в конструкцию включают кулер для охлаждения.
Положительной стороной инвертора выступает его компактность, малый вес. Электродуга получается стабильной, что сказывается на качестве шва.
Схема сварочного трансформатора намного проще, не содержит электронных компонентов. Он выигрывает у инверторного вида аппаратов:
в 2-4 раза меньшей стоимостью;
недорогим ремонтом;
возможностью любительской сборки;
простотой конструкции;
возможностью работы в сильный мороз;
принцип действия сварочного трансформатора также намного проще.
При этом по ряду позиций трансформатор сильно проигрывает:
большая масса и габариты;
увеличенное потребление энергии;
дуга нестабильна и зависит от напряжения в сети;
отсутствуют дополнительные функции.


Устройство сварочного трансформатора
Основными частями аппарата являются:
первичная обмотка из изолированного провода, на которую поступает ток от сети или генератора;
магнитопровод, набирается из пластин, сделанных из электротехнической стали, он служит основой, на которой наматываются обмотки, в ней же образуется магнитный поток;
вторичная обмотка, с витками неизолированного провода, то нужно для повышения теплоотдачи, снижения сопротивления, делается подвижной.
Также аппарат состоит и из дополнительных деталей:
винты крепления;
кнопки и переключатели для управления оборудованием;
изолированный провод для подключения сварочного трансформатора;
корпус;
клеммы для снятия сварочного напряжения.

Принцип работы сварочного трансформатора
Устройство и работа сварочного трансформатора основано на свойстве преобразования переменного тока. На первичную обмотку подается ток от сети, либо от генератора.
Ток протекает по виткам первичной обмотки. При этом в магнитопроводе возникает электродвижущая сила. Под действием ЭДС во вторичной обмотке генерируется собственный магнитный поток, благодаря которому появляется электроток.
С вторичной обмотки снимается преобразованный ток с пониженным напряжением и повышенной силой тока. Это необходимо для того, чтобы получившаяся электродуга могла плавить металл.
Обмотка сварочного трансформатора
Знание принципа работы сварочного трансформатора позволяет не только создавать необходимый для сварки ток, но и регулировать его в широких пределах.
Для этого в обмотках сварочного трансформатора меняется общее число используемых витков и их соотношение на обеих из обмоток.
Изменение разницы числа витков, по которым протекает ток, дает возможность получать нужные характеристики выходного тока.
Обычно в аппаратах реализована простейшая ступенчатая система регулировки, когда с обмоток выводятся клеммы для подключения сварочного кабеля. Подключая кабель к нужному выводу, сварщик меняет силу тока сварки.
Заключение
Сварочный трансформатор подойдет для тех, кому нужен аппарат для работы без перерывов, в жару и мороз. Такое оборудование практически неубиваемое, а в крайнем случае поломку можно устранить самостоятельно с небольшими тратами.
Многие сварщики и сейчас предпочитают старый, добрый трансформатор или пользуются им наряду с инвертором. Поэтому производители выпуск приборов старого типа не прекращают.
Большой выбор моделей сварочных аппаратов можно найти в интернет магазине «Лига сварки».
Как вам статья?
расчет и ток в первичной и вторичной обмотке
Современному человеку тяжело представить себе создание и возведение металлических конструкций без использования сварки.![]() Данный метод позволяет качественно и надежно соединять между собой металлические детали.
Данный метод позволяет качественно и надежно соединять между собой металлические детали.
В результате технология сварки получила широкое распространение и в промышленности, и в быту. Сердцем сварочного аппарата является трансформатор. Его задача заключается в преобразовании электричества сети до необходимого значения.
Содержание
- Роль трансформатора в сварке
- Устройство трансформатора
- Принцип работы
- Работа на холостом ходу
- Схема конструкции и ее модификации
- Расчёт
- Итог
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.
Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.

Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В.
Предназначен для бытовых нужд. - Трехфазный трансформатор – работает при напряжении сети 380 В.
Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
Устройство трансформатора
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Естественно, каждый процесс сваривания в зависимости от особенностей материалов требует определенные параметры трансформатора. В результате это отображается в принципе действия и особенностях конструкции трансформатора.
Изменения касаются регулировки параметров. В каждом конкретном случае требуется определенный подход. Например, работа с тонкими металлическими изделиями предполагает точную настройку параметров, чтобы исключить возможность перепалить детали.
Многие модели характеризуются практически одинаковым набором функций и состоят из одних и тех же узлов, а главное отличие между ними заключается в размерах.
В результате становится возможным изготовление однотипных приборов, имеющих различные диапазоны регулировки по максимальному току и напряжению, что, в свою очередь, будет определять и диаметры электродов, с которыми можно работать.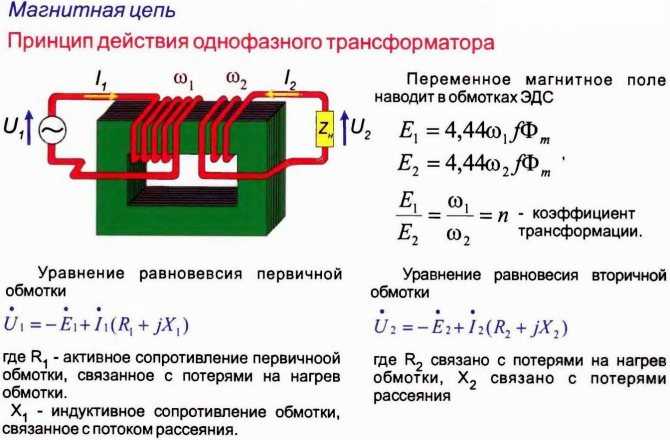
Также в трансформаторе может находиться и . Его главной задачей является преобразование переменного тока сети в постоянный. В результате сварку можно будет выполнять более качественно. В таком случае схема устройства будет включать еще один элемент.
В других случаях устройство трансформаторов может существенно отличаться из-за принципа регулировки напряжения, несмотря на выполнение одних и тех же функций их строение различно.
Устройство сварочного трансформатора.Существует несколько основных вариантов регулировки:
- изменением расстояния между первичной и вторичной обмоткой;
- за счет подвижного шунта, изменяющего расстояние зазора;
- благодаря секционной обмотке.
Что касается простых пользователей, то для них, вне зависимости от варианта устройства, все сводится к простому повороту ручки.
Кроме перечисленных выше особенностей устройства данного прибора, в нем могут быть реализованы и дополнительные элементы, такие как: вентиляция, система автоотключения, средства для перемещения и транспортировки. Тем не менее указанные элементы влияют на комфорт использования прибора, а не на его принцип работы.
Тем не менее указанные элементы влияют на комфорт использования прибора, а не на его принцип работы.
Чтобы лучше понять устройство сварочного трансформатора, его лучше рассматривать на примере конкретной модели. Одним из вариантов является сварочный трансформатор ТДМ, выпускаемый в широком модельном ряду.
Данное оборудование применяется для понижения напряжения сети до необходимого значения. Конечно же, для различных режимов и холостого хода необходимо различное напряжение, в связи с чем в этом аппарате имеется возможность регулировки параметров, что позволяет добиться нужных характеристик.
Устройство и обслуживание сварочного трансформатора ТДМ такое же, как и у многих других моделей. По сути данный аппарат является регулируемым источником питания сварочного процесса.
Он позволяет осуществлять сварку тонкого металла и более толстых деталей, в зависимости от параметров техники и режимов. Данный аппарат может быть классифицирован по следующим признакам.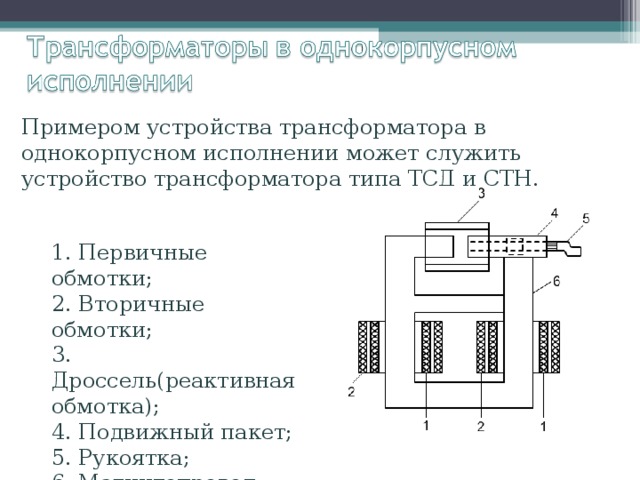
Тип подключения:
- возможность подключения к обычной бытовой сети с обыкновенной розеткой, что делает возможным его использование в домашних условиях;
- трехфазные аппараты являются более сложными в подключении и применяются в основном в промышленных целях, кроме того такие устройства отличаются более высокой мощностью.
В зависимости от назначения выделяют:
- бытовые аппараты, предназначенные для простых вариантов ручной дуговой сварки, осуществляемой обыкновенными электродами с покрытием;
- промышленные – устройства способные питать сразу несколько рабочих мест одновременно.
Кроме того, существуют и отличия в принципе регулировки напряжения. Выделяют устройства с нормальным рассеиванием магнитного поля, обычно это тиристорные трансформаторы. Такие аппараты применяются в сварке с использованием флюса.
С увеличенным рассеянием существует большее количество моделей, к которым относятся аппараты с подвижным шунтом, подвижной катушкой, а также устройства с секционной обмоткой.
Обычно трансформатор переменного тока имеет следующее устройство:
- первичная обмотка, на которую подается ток из сети;
- вторичная обмотка;
- подвижный элемент замкнутого магнитопровода;
- система подвеса аппарата;
- движущийся винт, позволяющий регулировать воздушный зазор между обмотками;
- рукоять винта управления.
Естественно, приведенное выше устройство не является единственным вариантом исполнения. Это всего лишь один из наиболее распространенных и популярных вариантов трансформатора с подвижными обмотками.
Если необходимо сделать самодельный сварочный трансформатор, тогда нужно, чтобы в нем были реализованы следующие элементы:
- Центральная часть – магнитопровод, изготавливаемый из нескольких пластин, гальванически разъединенных между собой.
Самодельные сердечники делают из электротехнической стали, которую можно взять из «донорской» техники. - Обмотки из изолированного провода размещаются на сердечнике.
Длина провода, его сечение и количество витков непосредственно влияет на характеристики аппарата. - Регулировку тока можно осуществлять, используя различные решения, приведенные ранее.
Речь идет про подвижный шунт, обмотки и т.д. - В целях защиты устройства его помещают в корпус.
- Не стоит забывать и про дополнительные элементы, такие как: вентиляция, ручки для более комфортной транспортировки и т.д.
Можно также соединить два трансформатора своими руками с разделением первичной обмотки на две.
Принцип работы
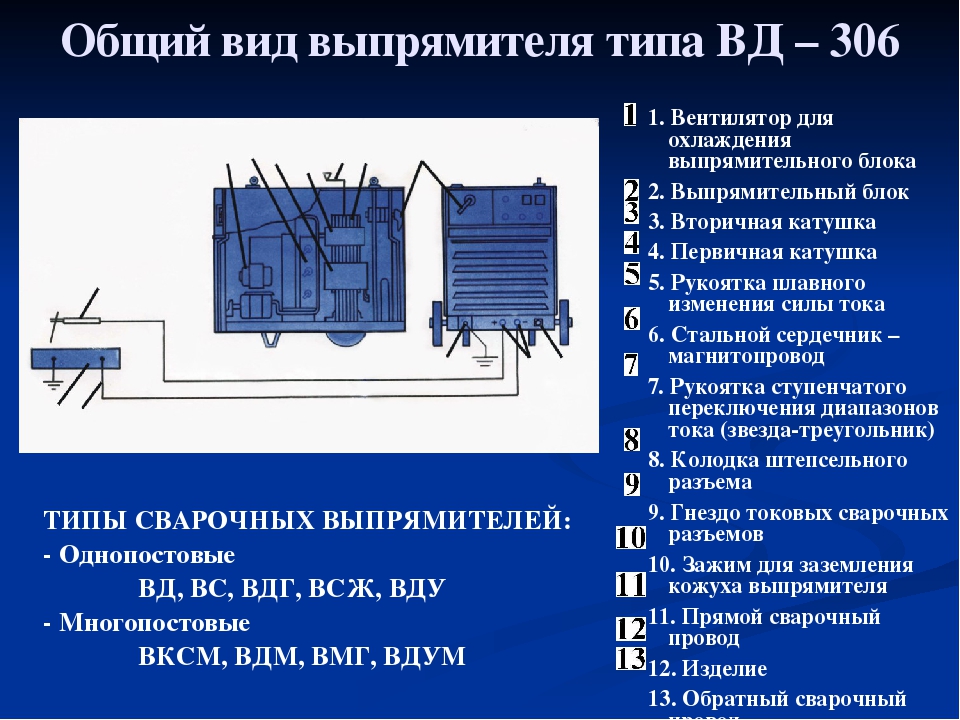
Принцип работы сварочного трансформатора заключается в снижении напряжения сети до необходимого значения в 60-80 В и повышении силы тока до 40-500 А. Чаще всего такие устройства поддерживают переменный ток. Тем не менее существуют и другие варианты, выдающие постоянный ток. Их называют выпрямителями.
Чаще всего такие устройства поддерживают переменный ток. Тем не менее существуют и другие варианты, выдающие постоянный ток. Их называют выпрямителями.
Устройство и принцип действия сварочного трансформатора основаны на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Так, если намотать на первую обмотку сто витков, а на вторую – 5, то коэффициент трансформации в таком случае будет равен двадцати. В результате после подключения прибора в обычную бытовую сеть, он на выходе будет выдавать одиннадцать вольт, т.е. значение в двадцать раз меньшее, чем в сети.
Изменить нагрузку можно путем изменения зазора магнитопровода. Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.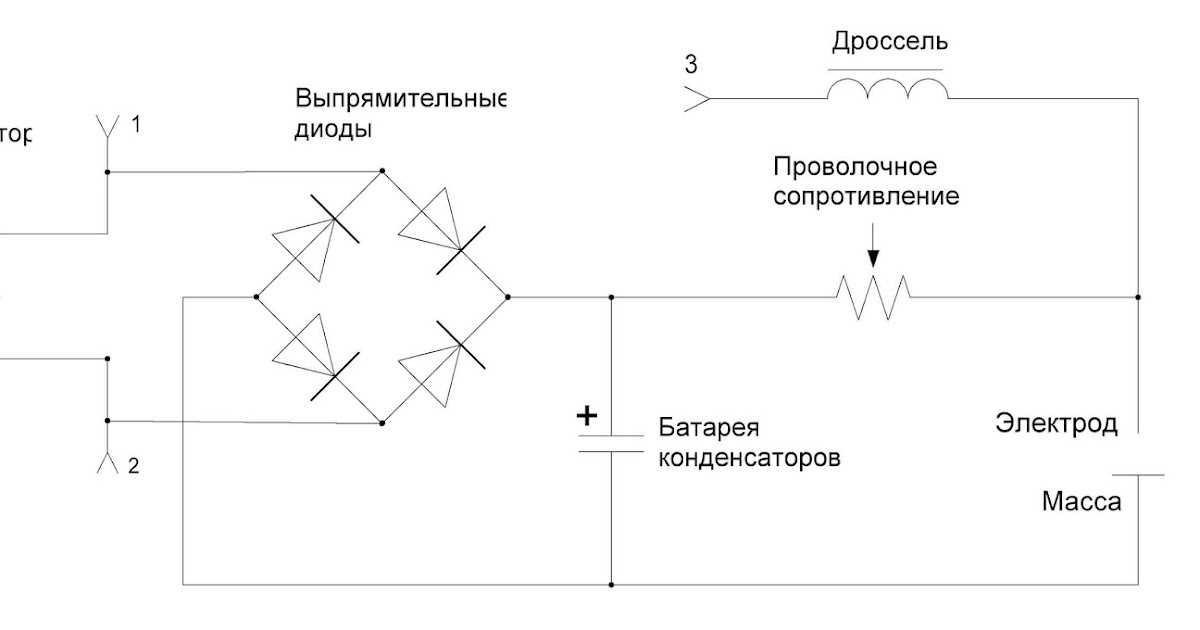
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Схема конструкции и ее модификации
Помимо стандартного варианта устройства данного аппарата, возможно наличие и некоторых дополнительных узлов, позволяющих в определенной степени усовершенствовать агрегат.
Схема сварочного трансформатора может быть дополнена:
- вторичными намотками;
- конденсаторами;
- стабилизаторами;
- тиристорными фазорегуляторами.
Кроме того, в схему может быть добавлено сопротивление, позволяющее регулировать силу тока, когда разведение катушек уже не дает необходимого результата. Данный вариант устройства сварочного аппарата отлично подойдет для работы с тонким металлом.
Сопротивление может быть выполнено в виде отдельного блока с набором контакторов, задающих необходимую величину Ом.
Стоит отметить, что с того времени, как впервые была открыта электрическая дуга и создан первый сварочный агрегат, прошел не один десяток лет. На протяжении всего этого времени способы сварки, а вместе с ними и оборудование, постоянно совершенствовались.
На данный момент существует несколько вариантов, отличающихся различной сложностью конструкции и принципом работы. Когда речь заходит про возможность изготовить своими руками, то следует выделить два основных наиболее популярных варианта сварки: контактную и дуговую.
Трансформаторы дуговой сварки получили наиболее широкое распространение среди народных мастеров.
Сварочный аппарат на основе трансформатора.Причин данному явлению существует несколько:
- широкий диапазон применения;
- достаточно простая конструкция, отличающаяся высокой надежностью;
- мобильность и простота использования.
Однако подобная модификация обладает и некоторыми недостатками, главным из которых является низкий коэффициент полезного действия и зависимость качества сварки от навыков рабочего.
Ремонтные и строительные работы, возведение металлических конструкций, сварка труб – это лишь некоторые области человеческой жизнедеятельности, в которых ручная дуговая сварка применяется наиболее широко.
Кроме того, данный метод позволяет не только осуществлять соединение различных металлических деталей, но и резать их.
Конструкция подобных агрегатов достаточно проста. Они состоят из трансформатора с первичной и вторичной обмоткой, регулятора силы тока, держателя электродов и зажима массы.
Конечно же, главным узлом подобных приборов является непосредственно трансформатор. Конструкция этого элемента может быть различной, однако самым популярным является тороидальный трансформатор с П-образным магнитопроводом.
Такой узел устроен следующим образом: намотка сварочного трансформатора выполнена из медного или алюминиевого провода.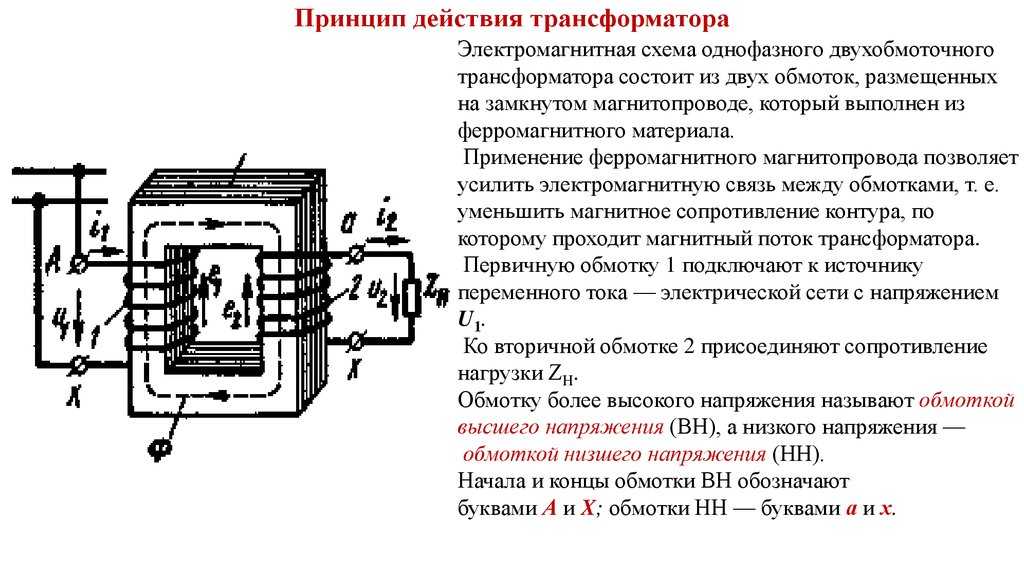 Количество витков, а также толщина провода зависит от требуемых характеристик аппарата.
Количество витков, а также толщина провода зависит от требуемых характеристик аппарата.
Точечная сварка или, как ее называют, контактная, несколько отличается от дуговой. Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
В происходит локальный нагрев изделия в месте соединения за счет прохождения тока между двумя электродами. Металл в таком варианте также расплавляется и соединяется, однако это происходит только в месте контакта электрода с изделием.
Данный способ соединения металлических заготовок получил широкое распространение в автомобильной промышленности, строительстве и т.д.
Кроме самой методики отличия имеются и в конструкции центрального элемента данного аппарата. В первую очередь тут отсутствуют наплавочные электроды. Вместо них применяются медные заточенные стержни, между которыми устанавливают соединяемые изделия.
Трансформаторы в таких агрегатах отличаются значительно меньшей мощностью. Также наличие конденсаторов в подобном устройстве обязательно, в то время как в электродуговых аппаратах можно обойтись и без них.
Тем не менее в независимости от того, какой трансформатор будет использован, главное знать его характеристики. Также важно понимать, за что они отвечают и как их можно поменять. Ниже в таблице представлены некоторые параметры данного элемента.
| Параметры | Тип трансформатора | |||||||
| СП-1 | ТСП-2 | СТШ-500 | ТС-500 | ТД-500 | ТД-300 | ТД-304 | ТДП-1 | |
| Напряжение сети, В | 220/380 | 220/380 | 380 | 220/380 | 380 | 380 | 380 | 220/380 |
| Номинальный ток, А | 160 | 300 | 500 | 500 | 500 | 300 | 300 | 160 |
| Интервал изменения сварочного тока, А | От 105 до 180 | От 90 до 300 | От 145 до 650 | От 165 до 650 | От 80 до 700 | От 60 до 400 | От 60 до 385 | От 55 до 175 |
| Номинальное напряжение дуги, В | 25 | 30 | 30 | 30 | 30 | 30 | 35 | 26,4 |
| Напряжение холостого хода, В | 65-70 | 62 | 60 | 60 | 60-76 | 61-79 | 61-79 | 68 |
| Номинальная мощность, кВ*А | 12 | 19,4 | 33 | 32 | 32 | 19,4 | 19,4 | 11,4 |
| КПД устройства | 0,750 | 0,760 | 0,90 | 0,850 | 0,870 | 0,860 | 0,870 | 0,720 |
| Коэффициент мощности cosϕ | 0,46 | 0,6 | 0,53 | 0,53 | 0,53 | 0,51 | 0,6 | 0,65 |
| Размеры, мм | ||||||||
| Длина | 254 | 510 | 670 | 840 | 515 | 692 | 692 | 435 |
| Ширина | 424 | 370 | 666 | 576 | 725 | 620 | 620 | 290 |
| высота | 435 | 590 | 753 | 1060 | 815 | 710 | 710 | 535 |
| Масса, кг | 38 | 65 | 220 | 250 | 210 | 137 | 137 | 38 |
Важной характеристикой является также количество фаз и напряжение сети. В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
Однако возможно использование и трехфазного сварочного трансформатора, который питается от сети 380 В. Данная характеристика является основной при создании и проектировании сварочного агрегата.
Номинальный сварочный ток определяет возможности аппарата в сваривании и резке металлических деталей различной толщины. Если речь идет о самодельном трансформаторе, тогда в них величина данного параметра не превышает двухсот ампер. На практике этого вполне достаточно для выполнения практически любых работ, которые могут появиться быту.
Также следует отметить, что большее значение номинального тока приведет к увеличению массы аппарата. Например, промышленный трансформатор, способный обеспечить ток в тысячу ампер, весит около трехсот килограмм.
Соединение металлических изделий различной толщины требует определенного значения силы тока, в противном случае металл попросту не расплавится и не соединится. В этих целях в аппаратах предусмотрено наличие регулятора, позволяющего задавать сварочный ток.
Обычно интервал регулировки определяется потребностями применения электродов заданного диаметра. В самодельных устройствах диапазон значений тока может варьироваться от 50 до 200 ампер.
Особенности конструкции сварочных трансформаторов.Соединение металлических заготовок различной толщины с помощью одного и того же устройства требует не только контроля величины номинального тока, но и использования электродов различного диаметра.
Следует хорошо представлять для себя тот факт, что сварка тонкими электродами требует меньшего значения величины номинального сварочного тока, а работа с толстыми электродами – наоборот, больших величин. Тоже самое относится и к толщине металла.
Как уже было отмечено ранее, сварочный трансформатор работает на понижение напряжения электрической сети. На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
Важно понимать: данный параметр нельзя регулировать, он задается изначально.
Устройства для предполагают еще более низкое значение напряжения от полутора до двух вольт. Это вполне закономерно, исходя из связи величины напряжения с силой тока. Чем больше ток, тем меньше будет напряжение.
Ключевой характеристикой устройства является номинальный режим работы. Он определяет продолжительность беспрерывной работы, а также время, необходимое для остывания.
В самодельных приборах данный показатель обычно находится на уровне тридцати процентов. Это значит, что в течении десяти минут можно беспрерывно работать только три минуты, а остальное время аппарат должен «отдыхать».
Потребляемая и выходная мощность – не столь важные параметры. Тем не менее на их основе можно рассчитать коэффициент полезного действия. Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Напряжение холостого хода является важным критерием для дуговой сварки. При более высоких значениях этого параметра вызвать дугу проще. Выше уже упоминалось о том, что обычно данное значение не превышает восьмидесяти вольт.
Обойтись без принципиальной схемы данного устройства при его самостоятельном изготовлении просто невозможно. По большому счету в конструкции прибора не должно возникнуть особых трудностей, особенно если речь идет про дуговой метод соединения изделий.
С развитием микроэлектроники и электротехники схема трансформатора совершенствовалась. В интернете можно без проблем найти принципиальную схему данного узла. На ней обязательно будут присутствовать различные диодные мосты, регуляторы и, возможно, блоки сопротивления.
Что касается схемы, соответствующей аппарату точечного соединения металлических заготовок, то она существенно сложнее. На ней можно встретить конденсаторы, тиристоры и диоды. Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.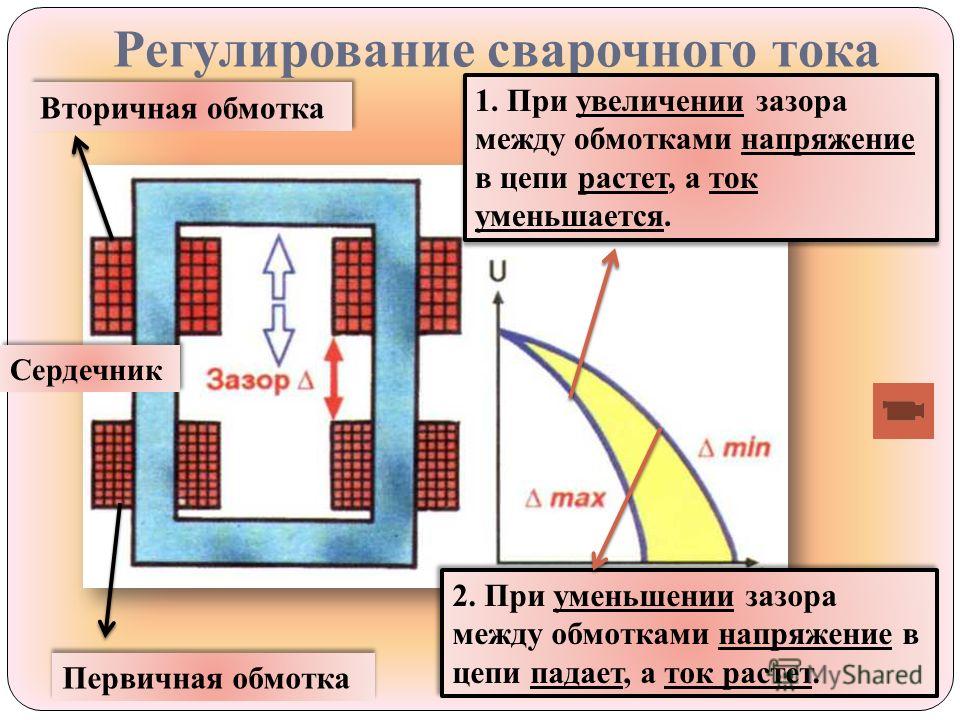
Существует множество различных схем. Ознакомиться с ними можно как во всемирной паутине, так и в специализированных журналах или книгах.
Расчёт
Ранее уже говорилось о том, что трансформатор для сварки состоит из сердечника, первичной и вторичной обмотки. Именно эти узлы и определяют основные рабочие параметры прибора.
Необходимо заранее определиться с тем, какими должны быть напряжение на обмотках, номинальный ток и т.д. Основываясь на этих значениях следует провести расчет обмоток, сердечника и сечения провода.
В расчете необходимо использовать такие величины, как:
- напряжение сети, являющееся напряжением первичной обмотки U1;
- напряжение вторичной обмотки U2, величина которого не должна быть меньше восьмидесяти вольт;
- номинальная сила тока вторичной обмотки I, определяемая исходя из толщины металла и электродов, с которыми предстоит работать;
- сечение сердечника Sc, площадь которого определяет надежность прибора;
- площадь окна сердечника So выбирается исходя из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода;
- плотность тока А/мм2 – важный параметр, определяющий электропотери в обмотках.

Чтобы лучше представлять специфику расчета параметров трансформатора, следует рассмотреть весь этот процесс на примере. Предположим, что известны следующие данные: U1=220 В, U2=60 В, I= 180 А, Sc=45 см2, Sо=100 см2, и плотность тока 3 А/мм2.
В первую очередь следует определить мощность: P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Затем устанавливается необходимое количество витков в первичной и вторичной обмотке. Данное значение определяется из количества витков на один вольт: K = 50/Sс = 50/45 = 1,11; и максимальной силы тока на первичной обмотке: Imax = P/U = 6750/220 = 30,7 А.
После того, как будут получены значения данных параметров, можно определить количество витков на вторичной обмотке: W2 = U2*K = 60*1,11 = 67 витков.
Расчет витков в первичной обмотке рассчитывается по другой формуле, которая будет указана ниже.
Нередко в случае необходимости расчета тороидального трансформатора определяют ступени регулирования силы тока. Это необходимо для вывода провода на определенном витке. Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.
Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.
Но для начала следует установить напряжение каждой ступени. Сделать это можно исходя из простого соотношения U=P/I.
Конструктивные особенности сварочного трансформатора.Например, нужно сделать четыре ступени на 90, 100, 130 и 160 ампер. Мощность устройства составляет 6750 Ватт. Воспользовавшись приведенным соотношением, получим: 75, 67,5, 52, 42,2 вольт. Затем данные подставляются в выражение для ступеней.
В результате получим такие значения: 197, 219, 284, 350 витков. К последней величине следует добавить еще 5 процентов. В результате количество витков составит 385.
В конечном итоге нужно определить сечение провода на обмотках. Чтобы получить это значение необходимо максимальный ток обмотки разделить на плотность тока.
Приведенный выше расчет достаточно прост. Он не вызовет труда ни у одного мастера. Однако порой даже на такие простые вещи не хочется терять время. Также всегда существует вероятность того, что в каком-то действии может быть допущена машинальная описка или опечатка, что приведёт к серьезным последствиям.
Обезопасить себя и сберечь время поможет онлайн калькулятор, позволяющий произвести все описанные выше расчеты автоматически.
После того, как будут произведены все расчеты и при наличии схемы, можно приступать к сборке устройства. Сложной работу не назовешь, однако она потребует определённой усидчивости. Это связано с необходимостью четкого подсчета количества витков.
Выше уже говорилось о высокой популярности именно тороидального варианта устройства, однако далее будет рассмотрен случай трансформатора с П-образным сердечником. Данная модификация отличается большей простотой, именно поэтому она и выбрана.
В первую очередь необходимо изготовить каркасы для обмоток. В этих целях можно использовать текстолитовые плиты. Данный материал нетрудно найти, так как он широко применяется при создании плат. Из них собираем каркасы и изолируем их термостойкой изоляцией. Затем делаем обмотку.
После того, как будет уложен слой, его необходимо заизолировать и только после этого приступать к укладке следующего.![]() По завершению данного процесса на концах отводов закрепляются медные болты.
По завершению данного процесса на концах отводов закрепляются медные болты.
После формирования обмотки собирается магнитопровод. В качестве материала используется железо, созданное специально в этих целях. Металл характеризуется определенными значениями магнитной индукции, и неправильная марка стали способна все испортить.
Металлические пластины для сердечника можно снять со старых устройств или приобрести по отдельности. Сами пластины имеют толщину около одного миллиметра, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.
Высококачественный самодельный трансформатор может не получиться с первого раза. Виной этому могут быть различные ошибки связанные с неправильными расчетами и отсутствием практики сборки подобных устройств.
Если процесс расчета можно существенно упростить с помощью онлайн калькулятора, то опыт можно получить только методом проб и ошибок. Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Итог
Трансформатор является центральным узлом любого сварочного аппарата. Его главная задача – снижение напряжения и одновременное повышение силы тока до необходимого значения. Благодаря этому становится возможным соединение металлических изделий между собой.
Устройство сварочного трансформатора является достаточно простым. На данный момент в интернете можно найти большое количество схем реализации данного элемента. Так что его можно собрать даже в бытовых условиях. Однако для этого необходимо правильно выполнить расчет сварочного трансформатора.
Низковольтный сильноточный трансформатор для точечной сварки -Ningbo Ville Electric Co.
 ,Ltd.
,Ltd.Изолирующий трансформатор представляет собой устройство, использующее принцип электромагнитной индукции для изменения напряжения переменного тока. Основными компонентами являются первичная катушка, вторичная катушка и железный сердечник (магнитопровод). Низковольтный сильноточный трансформатор представляет собой особый вид разделительного трансформатора, который характеризуется тем, что первичное (входное) напряжение обычно однофазное 220 В, 380 В или трехфазное 380 В, 440 В, 660 В, 1140 В, и т. д. Вторичный уровень (выход) управляет нагрузкой с низким напряжением и большим током. Вторичное напряжение зависит от тока нагрузки и сопротивления. Выходное напряжение включает 1,5 В, 3 В, 5 В, 6 В, 7 В, 9 В.В, 12В, 15В, 24В и 36В. Регулятор напряжения установлен со стороны входной мощности для плавного бесступенчатого регулирования напряжения. Входное и выходное напряжение и ток могут быть тщательно спроектированы и изготовлены в соответствии с требованиями пользователя.
Технический параметр
Количество фаз: однофазная
емкость: 500Va ~ 2000KVA
Входное напряжение: однофазная 220 В / 380V (настраиваемое по мере необходимости)
Выходное напряжение: 1. 5V 3V 4V 7V 7V 8 В 8 В 8 В 8 В 7 В 8 В 7 В 7 В 7 В 7 В. 9В 12 В 15 В 18 В 24 В 36 В (настраиваемый)
5V 3V 4V 7V 7V 8 В 8 В 8 В 8 В 7 В 8 В 7 В 7 В 7 В 7 В. 9В 12 В 15 В 18 В 24 В 36 В (настраиваемый)
Частота: 50/60 Гц, в пределах 1000 Гц по необходимости
Эффективность: ≥ 95 % 180°
Эффективность работы: 95%
Искажение формы волны: без дополнительных искажений формы волны
Сопротивление изоляции: ≥ 50 мОм
Повышение температуры: 60K
Электрическая прочность: синусоидальное напряжение промышленной частоты 3500В в течение 1 минуты без пробоя и пробоя
Перегрузочная способность: удвоение номинального тока в течение 1 минуты
Исполнительный стандарт: изделие соответствует vde0550, iec439, jb5555 и gb226
Температура окружающей среды: -20 ℃ ~ + 50 ℃
Влажность: ≤ 95% относительной влажности конденсация
Высота над уровнем моря: < 1000 м
Относительная влажность: < 90%
Режим охлаждения: сухое самоохлаждение / воздушное охлаждение / водяное охлаждение
Рабочее место: отсутствие агрессивных газов и проводящей пыли
пары, химические отложения, пыль, грязь, другие взрывоопасные и коррозионно-активные газы и токопроводящая пыль, серьезно воздействующие на изоляцию трансформатора
Низковольтный сильноточный трансформатор может использоваться в нагреве, точечной сварке, испытаниях и других местах, таких как кузнечное производство, отжиг гальваники и ковки, нагрев котлов, нагревание кремниево-молибденовых стержней, стекольный завод, горячая обработка металлических форм, нержавеющая сталь. волочение стальной проволоки, плавка, печь для соляных ванн, передвижной кран, упаковочная машина, нагрев лопастей машины для выдувания пленки, гальванический электролиз, сварка, машина для точечной сварки, плавка, генератор сильного тока, токоподъемник, трансформатор Автоматические выключатели, контакторы, тепловые реле, выключатели и т. д. используются в качестве источника питания для испытаний на короткое замыкание, испытаний на повышение температуры, испытаний характеристик защиты, испытаний на непрерывную нагрузку, испытаний на измерение электрических параметров и т. д. Некоторые продукты оснащены отводами напряжения на первичной стадии, что позволяет регулировка напряжения после отключения питания.
волочение стальной проволоки, плавка, печь для соляных ванн, передвижной кран, упаковочная машина, нагрев лопастей машины для выдувания пленки, гальванический электролиз, сварка, машина для точечной сварки, плавка, генератор сильного тока, токоподъемник, трансформатор Автоматические выключатели, контакторы, тепловые реле, выключатели и т. д. используются в качестве источника питания для испытаний на короткое замыкание, испытаний на повышение температуры, испытаний характеристик защиты, испытаний на непрерывную нагрузку, испытаний на измерение электрических параметров и т. д. Некоторые продукты оснащены отводами напряжения на первичной стадии, что позволяет регулировка напряжения после отключения питания.
Популярные проблемы электронных сварочных машин и решений
В основном электронная сварочная машина – это электрическая олова и имеет свои собственные принципы. его будет сложно запустить
Если вы не знаете, как справиться с воздействием на работу, это усложнит гарантийный процесс
Сначала вы должны понять функцию каждого блочного узла сварочного аппарата.![]()
Основная кнопка питания: Основная функция — выпрямление и преобразование напряжения переменного тока в напряжение постоянного тока.
Преобразователь постоянного напряжения в высокое переменное напряжение: Этот блок представляет собой полупроводниковое устройство, которое действует как переключатель переменного тока для изменения выходного напряжения через импульсный трансформатор.
Припаять блоки выпрямителя: получить высокочастотный переменный ток, выпрямитель, фильтр и дать сварочную кучу.
Блок обратной связи: сварочный ток/напряжение припоя на выходе обратной связи для импульсного блока для стабилизации сварочного тока/напряжения сварки.
Блок настройки сварочного тока: установка сварочного тока/напряжения сварки.
Работа с генератором импульсов: генерирует импульсы переменной ширины, которые изменяют среднюю мощность в зависимости от нагрузки.
Некоторые популярные неисправности и решения:
Утечка тока:
К ней приводит прикосновение к крышке электрошока
Причины: Сварочный аппарат долгое время работает в пыльной среде, которая прилипает к аппарату или аппарат намокает. Неправильная проводка вызывает внутреннее короткое замыкание.
Решения: Очистите металлическую пыль с помощью воздушного компрессора, осушителя. Проверьте соединения и затяните болт, чтобы не касаться корпуса.
Машина работает громко:
В случае поломки машины из-за незакрепленных баллонов. Можно снова закрутить
Если машина разбилась в движении, берите по гарантии.
Слабый сварочный аппарат:
Причин и решений много
Неправильно отрегулирован сварочный ток: включите руль, чтобы увеличить сварочный ток.
Размер входного провода мал: замените его на больший размер.
Неконтролируемый электрический контакт : Проверить, подтянуть лампочки от питания к машине.
Низкая мощность (ниже 180 В): Поверните рулевое колесо, чтобы увеличить напряжение для компенсации низкой мощности. Если этого недостаточно, купите машину, работающую стабильно, когда мощность слабая.
Слишком большое оттягивание сварочного аппарата от источника питания приводит к падению давления: следует использовать большую проволоку.