При сверлении ЛДСП выламывает нижний слой ламината – Работа с деревом (Фанера, МДФ, ДСП, Картон/Бумага)
#1 OFFLINE CeRuR4
Отправлено 27 Январь 2014 – 13:36
Немного не в тему, но подскажите как сверлить ЛДСП.
Нужно делать сквозные отверстия от 3мм до 6мм с шагом в миллиметр. Пробовали 3мм фрезы A1LX и A2LX , но она выламывают нижний слой ламината.
Если использовать сверло для сквозных отверстий, то проблем нет, но встает проблема огромного количества смен инструмента.
Может какие фрезы по алюминию попробовать?
- Наверх
#2 OFFLINE yaso73
Отправлено 28 Январь 2014 – 06:47
 Сильно маленькие диаметры.Так что только свёрла.
Сильно маленькие диаметры.Так что только свёрла. - Наверх
#3 OFFLINE DEDAlex
Отправлено 28 Январь 2014 – 07:18
Нужно делать сквозные отверстия от 3мм до 6мм с шагом в миллиметр.
Точно с ШАГОМ в 1мм? Это ж при таких диаметрах почти паз получается… Ну да даже если с зазором в 1 мм – что за нужда такая, не посвятите? В мебели стандартный шаг 32мм. А миллиметр… Ну да не суть…
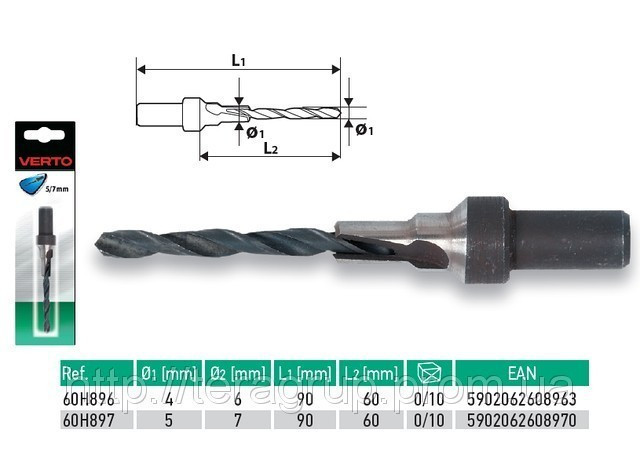
Существуют сверла специально для сквозного и глухого сверления ДСП, они используются в сверлильно-присадочных станках и в сверлильных группах обрабатывающих центров. Дабы никакому производителю/продавцу не отдавать предпочтение: https://www.
Начиная с диаметра 4мм они идут с хвостовиком 10мм с лыской, так что непосредственно в цангу 10мм зажимать не рекомендуется, лучше использовать адаптер.
ДАВНО ЖИВУ-ПРИВЫК УЖЕ…
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
- Наверх
#4 OFFLINE yaso73
Отправлено
Согласен.Меня тоже несколько смутило расстояние 1мм. Думаю,что это либо опечатка,либо какая-то неточность.Либо расстояние не между центрами,а между краями отверстий.
Думаю,что это либо опечатка,либо какая-то неточность.Либо расстояние не между центрами,а между краями отверстий.
Как я понял – свёрла освоили.Проблема смены – это да… руками долго,нудно.По поводу установки – простой переходник с 10 на 12.Надеваем на сверло(на хвостовик сверла для присадочных) и оно встаёт в 12мм цангу,как родное.
Ну а по поводу смены – если объём большой,то либо терпеть и крутить гайки,либо что-то колхозить… Если маленький объём – крутить,без вариантов…
Но фрезы никакие не помогут – факт.По дсп(лдсп) – только алмаз.А алмазов на 3мм… проблемно очень… честно говоря:даже не видел.
- Наверх
#5 OFFLINE CeRuR4
Отправлено 28 Январь 2014 – 09:55
Да, это я что-то неоднозначно написал. Шаг в миллиметр это для диаметров, т. е. диаметры 3, 4, 5 и 6мм.
е. диаметры 3, 4, 5 и 6мм.
- Наверх
#6 OFFLINE DEDAlex
Отправлено 28 Январь 2014 – 13:41
Ну так а шаг какой? Что за станок (шпиндель какой)?
Что это вообще в результате получится?
Чем больше информации от вас – тем больше советов от нас. Как-то так…
ДАВНО ЖИВУ-ПРИВЫК УЖЕ…
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
- Наверх
#7 OFFLINE vv92
Отправлено 28 Январь 2014 – 14:19
CeRuR4, не делитесь. Тут есть профи, за ними глаз да глаз нужен-сами начнут отверстия сверлить.
Тут есть профи, за ними глаз да глаз нужен-сами начнут отверстия сверлить.
Попробуйте заглубиться в стол (подкладку положите, я мусор не сдуваю со стола-полет нормальный). Фрезы одноперые, делаю два прохода, второй небольшей, подачи по максимуму, но без фанатизма-можно и без вращения проткнуть.
Знаю технику безопасности как свои три пальца.Эксперт – это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#8 OFFLINE CeRuR4
Отправлено 28 Январь 2014 – 16:47
Хотел стол сфоткать, чтобы излить свою боль)))
В общем история такая
станок – отечественная поделка BigZee
 5квт без быстросъёма, теперь офигиваю от того сколько времени тратится на смену инструмента
5квт без быстросъёма, теперь офигиваю от того сколько времени тратится на смену инструментастол вот такой:
На него кинули 25мм МДФ с кучей дырок.
Пробовали вот такие зажимы использовать https://www.festool….030&name=mft-sp для крепления уже готовых заготовок в которые шурупы вкручивать нельзя. Но зажимы деталь чуть приподнимают, задумка не очень вышла.
Хотя сам стол с подготовкой под вакуум. Но… когда я захотел докупить вакуумную помпу, то продавцы сказали, что это стол “рекламный” и для фиксации ЛДСП и МДФ не подойдет.
Поэтому первый вопрос, так ли это?
С обработкой МДФ в принципе проблем нет. Шурупы держат лист на ура + отвод стружки вниз не дает болтаться деталям.
Но надо станок отбить побыстрее. И надумали кроить и присаживать ЛДСП.
Кроить не вышло. Вакуума нет, лист прогибается и вибрирует. В итоге сколы, даже прифуговка не помогает.
Хотя от фрезы ничего не зависит. Лист бананом, какая там нижняя кромка…
Лист бананом, какая там нижняя кромка…
Тогда решили попробовать присаживать уже распиленные на форматке заготовки. Но опять нижний ламинат выламывает.
- Наверх
#9 OFFLINE DEDAlex
Отправлено 28 Январь 2014 – 17:15
Понятно. Ну как я уже и советовал, используйте сверла от присадочника.
Для быстрой смены инструмента ничего выдумывать не нужно. Есть несколько стандартных систем быстросъемных патронов на сверлильно-присадочных станках. https://www.google.r…iw=1067&bih=733
 Благодаря ему можно настраивать вылет сверла из патрона (например, после перезаточки). Вам останется только изготовить адаптер, копирующий шпиндель присадочника выбранной системы. Время на смену сверла 2 секунды, если работать двумя руками – одной снимаем, другой ставим.
Благодаря ему можно настраивать вылет сверла из патрона (например, после перезаточки). Вам останется только изготовить адаптер, копирующий шпиндель присадочника выбранной системы. Время на смену сверла 2 секунды, если работать двумя руками – одной снимаем, другой ставим.Нелишне на шпиндель будет изготовить кольцевой подпружиненный прижим, прижимающий заотовку в месте сверления, для пердотвращения вибраций – заготовка-то не прижата вакуумом.И в этом случае для крепления заготовок будет достаточно базирующих упоров по двум сторонам и эксцентриковых либо рычажных (типа Clamp-а) с противоположной стороны детали, прижимающих её к этим базирующим упорам. Заточка же сквозных сверл позволяет сверлить без сколов с вылетом “в пустоту” на обратной стороне. Ну а уж с подложкой-то…
ДАВНО ЖИВУ-ПРИВЫК УЖЕ…
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
© Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
- Наверх
#10 OFFLINE CeRuR4
Отправлено 28 Январь 2014 – 18:02
Недавно купил Vitap Alfa 35, не прижился он. Все по старинке дрелью на коленке сверлят.
Утром смотрел что там за система. На нашем пневматика. Удобно, но для фрезера опять облом.
А вот если на таком резьбу сточить?
Там М10, без резьбы почти 8мм будет.
- Наверх
#11 OFFLINE DEDAlex
Отправлено 28 Январь 2014 – 18:55
Вот такой адаптор, зажимаемый в цангу вашего шпинделя вам и нужно сделать. А уж патроны со сверлами менять руками за две секунды.
А уж патроны со сверлами менять руками за две секунды.
А пневматика там на рабочей подаче – к смене патронов отношения не имеет. Патроны с инструментом вручную меняются – вы к станку подойдите – разберитесь
Тот патрон, что на вашем фото – это еще древний Scheer-овский стандарт (не быстросменный) – смысла от протачивания и зажимания его в цангу не вижу – скорости смены сверл это не добавит ничуть.
ДАВНО ЖИВУ-ПРИВЫК УЖЕ…
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
- Наверх
Как просверлить ДСП (ЛДСП) без сколов?
Содержание:
- В чем сложность сверления ДСП
- Какие сверла лучше использовать
- Как проделать аккуратное отверстие в древесной плите
Древесные плиты – материал прочный, хороший, качественный и недорогой. Из него чаще всего изготавливают мебель, декоративные предметы и разнообразные детали.
Из него чаще всего изготавливают мебель, декоративные предметы и разнообразные детали.
Как правило, ДСП легко поддается обработке, но некоторые сложности в ее процессе, все же, возникают. Сложным является аккуратный распил таких плит, а также их сверление. И дело не в том, что плита твердая, а в том, что структура ее не цельная. У нее нет волокон, как у дерева, зато есть разнонаправленные стружки и опилки. Они и создают помехи при сверлении, не позволяя выполнить работу тщательно и чисто, без неровностей на краях отверстия.
Для того, чтобы правильно просверлить материал и при этом не повредить поверхность, нужно правильно подобрать сверло. Также очень важно во время процесса сверления следовать определенным правилам.
Данная статья нацелена на то, чтобы научить вас выполнять сверление ДСП аккуратно, быстро и красиво. Прочитав ее, вы узнаете все тонкости и нюансы сверления древесины и древесно-стружечных плит, получите информацию, как и чем сверлить ДСП, и как при этом избежать сколов и трещин в материале.
В чем особенности древесно-стружечных плит
Древесно-стружечные плиты не являются особенно твердым материалом, однако сделать в них аккуратную дыру весьма сложно Причина кроется в неоднородности данного материала. Все плиты типа ДСП, МДФ, ЛДСП изготовлены методом склеивания древесных опилок. То есть, они состоят из затвердевшего клея и разнородной по твердости стружки.
При сверлении режущая часть сверла задевает и удаляет обе составляющих части – и стружку, и клей. А у них разная плотность, поэтому они по-разному реагируют на сверление, что дает в результате очень неровный край. Появляются трещины, сколы, зазубрины.
Неоднородность материала грозит еще одной проблемой – сверло уходит в сторону. Отверстие получается не перпендикулярное, а наискосок.
С ламинированными плитами работать особенно тяжело, ведь ламинат начинает крошиться в месте проделывания отверстия. Еще одна трудность сверления ламинированных поверхностей – сверло соскальзывает. При этом теряется точность, отверстие может получиться совсем не в том месте, где планируется.
Чем сверлить древесно-опилочный материал
Опилочные материалы ДСП, ЛДСП и МДФ сложны по своей неоднородной структуре, это все-таки – деревянный материал. И своими особенностями он схож именно с деревом, а не с металлом, бетоном или пластиком. А поэтому для сверления стружковых плит подойдут те сверла, которые подходят для дерева. Хотя стандартные сверла для металла также можно использовать.
Если речь идет о маленьких отверстиях, то древесно-стружечные материалы можно просверлить самым популярным видом сверлильной оснастки – обычным перьевым сверлом.
Перьевое сверло состоит из двух частей – режущей части и хвостовика. Рабочая часть представлена в виде лопатки, конец которой оснащен острым элементом. При выборе такого сверла следует учитывать, что толщина режущего элемента зависит от размера режущей части: чем больше диаметр, тем больше режущая часть. Если диаметр инструмента составляет меньше 10 мм, то режущая часть будет иметь размер до 2 мм. Сверла, диаметр которых превышает 10 мм (в некоторых моделях диаметр может достигать до 20 мм). Хвостовик – элемент, за счет которого сверло крепится на патрон сверлильного инструмента. В данном типе сверла хвостовик представлен в виде шестигранника, обеспечивающий быстрое и надежное крепление. Проделанное отверстие получается идеально ровным с гладкими стенками. Благодаря длинному наконечнику, сверло может глубоко проникать в материал и устанавливаться точно на том месте, где нужно просверлить.
Хвостовик – элемент, за счет которого сверло крепится на патрон сверлильного инструмента. В данном типе сверла хвостовик представлен в виде шестигранника, обеспечивающий быстрое и надежное крепление. Проделанное отверстие получается идеально ровным с гладкими стенками. Благодаря длинному наконечнику, сверло может глубоко проникать в материал и устанавливаться точно на том месте, где нужно просверлить.
Отверстия, у которых диаметр побольше, проделываем:
- сверлом Форстнера;
- «балеринкой»;
Что касается сверла Форстнера, то оно чаще всего используется при сверлении отверстий для мебельных петель, замков. Оно идеально проделывает несквозную лунку с плоским дном. Такое сверло оснащается двумя режущими кромками, посередине находится центральный режущий зубец и пазы. Это позволяет инструменту во время сверления выбрасывать стружку наружу, предотвращая его засорение и увеличивая срок службы. Основной плюс данного сверлильного инструмента – правильно выбранное направление, которого придерживается сверло во время всей работы. При сверлении возможны небольшие отклонения (до 0,1 мм), но это не страшно, поскольку в итоге отверстие получает гладкие стенки и ровные края.
Самые популярные сверла по ДСП
ТОП 5
Ваш промокод на скидку
«Балеринка» (этот вид сверла имеет еще одно название – кругорез по дереву). Помимо самого сверла, устройство состоит из кронштейна и резцов, оснащенных зажимами. Основной плюс такого сверла – универсальность, поскольку им можно проделать отверстие любого диаметра и глубины. При выборе сверлильного устройства нужно учитывать, для какого материала оно предназначено, обращать внимание на то, из скольких режущих элементов состоит инструмент. Важными критериями также является материал резца и надежность производителя (от этого зависит прочность и долговечность сверла). Минусом такого сверла является то, что его очень трудно установить на конкретной точке и просверлить отверстие точно указанного диаметра.
Также для сверления древесно-стружечных плит используют специальные сверла. Аккуратную и очень точную дыру в ДСП можно проделать:
- коронкой с калеными зубьями;
- коронкой с державкой.
Коронка с каленным зубом оснащена тонкой режущей частью. Единственный минус данного сверлильного устройства – невозможность проделать глухие отверстия, а также просверлить отверстия точно указанного диаметра. Чтобы отбить внутреннюю часть можно использовать стамеску, но в таком случае края и стенки могут получиться неровными.
Коронка с державкой имеет конструкцию, которая отличается повышенной жесткостью. Благодаря повышенной жесткости, отклонения сверла получаются незначительными, насадка не идет наискось. Поэтому отверстия получаются ровными и гладкими.
Как сверлить ЛДСП без сколов
Отверстия в древесине, ДСП проделываются обычной дрелью, можно использовать и шуруповерт, а также перфоратор, у которого есть функция дреления. Сверлящей насадкой служит одно из вышеперечисленных сверл: перьевое, балеринка, сверло Форстнера или корончатые сверла.
Для того, чтобы избежать колотых краев отверстий, не давайте сразу высокие обороты инструменту. Сверление древесно-стружечных плит всегда осуществляется на небольшой скорости. Поэтому перед началом работы нужно настроить инструмент на небольшое количество оборотов. В процессе работы их можно немого повышать.
Чтобы точно знать, в какой именно точке нужно проделывать отверстие, можно шилом или маркером сделать отметку. Тогда сверло не уйдет в сторону, и отверстие получится идеальным.
Основная проблема при сверлении, которая встречается у многих мастеров, – появление сколов, когда сверло по окончании работы выходит наружу. Но можно просверлить ДВП, а также ламинированную плиту и без сколов. Для этого не нужно спешить, скорость сверления никогда не будет вам помощником при работе с древесными плитами. Здесь лучше все взвесить и действовать поэтапно.
Опытные мастера используют такие способы сверления ДВП, ЛДВП:
- Двухсторонний. Для начала следует проделать тонкое отверстие, затем просверлить по обеим сторонам до середины.

- С подставкой. Есть еще второй способ – приложить деревянную планку к той стороне, откуда выходит сверло. После окончания сверления подставка с дерева убирается.
Обе эти технологии не отличаются какой-либо сложностью. Вы можете попробовать их, потренироваться на куске ненужной древесной плиты. А затем подобрать способ сверления древесно-стружечных плит для своих работ – какая больше подходит, при какой у вас отверстие получается более аккуратным.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
ДСП Алмазная фреза PCD Z=3+3 Деревообрабатывающий инструмент
ДСП Алмазная фреза PCD Z=3+3 Деревообрабатывающий инструмент
Эти алмазные фрезы идеально подходят для контурной обработки и калибровки. Механические операции на нешлифованном ДСП, ЛДСП и ламинированных плитах МДФ.
Фрезы PCD для резки ДСП Особенности:
• Наконечники PCD
• Твердосплавный погружной наконечник
• Положительный и отрицательный угол сдвига
• Макс. об/мин: 24 000
• Отлично подходит для обработки ламинированных панелей из ДСП и ламинированного МДФ.
• Идеально подходит для раскладывания.
• Чрезвычайно высокая скорость подачи вперед.
• Низкий уровень шума.
• Алмаз h4,5 затачивается до 6 раз.
• Производительность в 50 раз выше по сравнению с твердосплавными фрезами благодаря специальной • алмазной формуле: лучшее соотношение цены и качества!
• Улучшенное качество резки: верхняя и нижняя стороны.
Подходит для: ДСП, МДФ, ХДФ, ламинированного двухслойного МДФ, хдф, ламинированного двухслойного ДСП.
Diamond bits for Particle Board Sizes:
Item No | CED(mm) | CEL(mm) | SHK (мм) | OVL (MM) | Зубы № Z | Высота зубов: H | |||||||||||||||||||
| 0002 F008 | 12 | 25 | 12 | 70 | 3+3 | 4 | |||||||||||||||||||
F010 | 20 | 28 | 20 | 90 | 3+3 | 4 | |||||||||||||||||||
F020 | |||||||||||||||||||||||||
F020 | 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9008 9000 9008 | | |||||||||||||||||||||||
| . 0087 37 | 20 | 96 | 3+3 | 4 | |||||||||||||||||||||
F030 | 20 | 45 | 20 | 105 | 3+3 | 4 | |||||||||||||||||||
F040 | 20 | 28 | 25 | 96 | 3+3 | 4 | |||||||||||||||||||
F050 | 20 | 37 | 25 | 105 | 3+3 | 4 | |||||||||||||||||||
F060 | 20 | 45 | 25 | 105 | 3+3 | 4 | |||||||||||||||||||
F070 | 25 | 28 | 25 | 96 | 3+3 | 4 | |||||||||||||||||||
F080 | 25 | 37 | 25 | 105 | 3+3 | 4 | |||||||||||||||||||
F090 | 25 | 45 | 25 | 113 | 3+3 | 4 | |||||||||||||||||||
F100 | 25 | 55 | 25 | 123 | 3+3 | 4 9003 |
. 1 спиральная алмазная коронка, 2 спиральная алмазная коронка, 3 спиральная алмазная коронка и т. д.
Добро пожаловать, чтобы связаться с нами, если какие-либо запросы на станки с ЧПУ!
| Выберите номер артикула 001.42. |