Вертикально-сверлильный станок 2Н125: паспорт, технические характеристики
Вертикально-сверлильный станок 2Н125 является одним из наиболее распространенных и надежных сверлильных станков в металлообрабатывающей промышленности для единичного и мелкосерийного выпуска продукции.
Содержание:
- 1 Сведения о производителе
- 2 Назначение и область применения
- 2.1 Принцип работы и особенности конструкции
- 3 Общий вид
- 4 Расположение основных частей
- 5 Габарит рабочего пространства
- 6 Расположение и перечень органов
- 7 Порядок работы
- 8 Ремонт, видео
- 8.1 Механическая подача шпинделя
- 8.2 Выключение подачи на определенную глубину
- 8.3 Нарезание резьбы
- 8.4 Указания по эксплуатации
- 9 Технические характеристики
- 10 Кинематическая схема
- 11 Описание основных узлов
- 11.1 Коробка скоростей
- 11.2 Механизм переключения скоростей и подач
- 11.
 3 Коробка подач
3 Коробка подач - 11.4
- 11.5 Сверлильная головка
- 11.6 Шпиндель
- 12 Регулировка и наладка
- 13 План и размеры фундамента
- 14 Проверка качества
- 15 Паспорт
- 16 Электрооборудование
- 16.1 Электрическая схема
- 16.2 Перечень элементов к схеме
- 17 Как выглядит коробка скоростей и система смазки, видео
 3 Коробка подач
3 Коробка подачСведения о производителе
Сверлильный станок 2Н125 производится Стерлитамакским станкостроительным заводом. На текущий момент является заменой устаревшей модели 2А125 — сверхмощного вертикально-сверлильного станка, рассчитанного на жесткие условия промышленного использования и способного сверлить точные и аккуратные отверстия в широком диапазоне материалов.
Стерлитамакский станкостроительный завод (СТМЗ) был основан в 1725 году в городе Стерлитамак, Россия. Завод был одним из крупнейших производителей металлургического и машиностроительного оборудования в СССР. В период Советской эпохи завод выпускал множество продуктов, включая турбины, паровые котлы, металлургическое оборудование и машины для нефтяной и газовой промышленности.
После распада СССР завод переживал трудное время, из-за нехватки финансовых ресурсов и конкуренции с западными компаниями. В настоящее время завод продолжает работать и занимается ремонтом и модернизацией оборудования.
Назначение и область применения
Сверлильный станок 2Н125 широко используется в производственной, строительной и ремонтной отраслях для сверления отверстий большого (до 25 мм) и малого диаметра в различных материалах, таких, как: металл, дерево, пластик, справы цветных металлов и т.д.
Сверлильный станок 2Н125 предназначен для сверления отверстий, рассверливания, зенкования, развертывания. Используется в различных отраслях промышленности, машиностроении, металлургии, автомобилестроении частных мастерских и авторемонтных сервисах.
Большая колонна и основание сверлильного станка 2Н125 обеспечивают устойчивость во время работы, а встроенная механическая система подачи шпинделя позволяет точно контролировать глубину сверления. Его также можно настроить для нарезания резьбы, изменяя скорость вращения шпинделя и регулируя скорость подачи.
Сверлильный станок 2Н125 — это универсальный станок, который используется для широкого спектра задач сверления, что делает его отличным выбором для тех, кто занимается металло- и деревообработкой.
Принцип работы и особенности конструкции
Сверлильный станок 2Н125 — это станок средних размеров и относится к классу вертикальных. Оснащен цифровым считывающим устройством (DRO), которое отображает скорость вращения шпинделя и глубину сверления в миллиметрах. Это позволяет легко контролировать ход сверления и обеспечивает точную глубину сверления.
Сверлильный станок 2Н125 оснащен рабочей подсветкой, которая может использоваться для освещения рабочей зоны и облегчения обзора просверливаемого отверстия. Также в его комплектацию входят прецизионные шлифованные и закаленные направляющие, которые обеспечивают плавное и точное движение головки и колонны.
На сверлильном станке 2Н125 предусмотрена возможность нарезания резьбы, для этого имеется возможность включения реверса двигателя главного движения.
Общий вид
Расположение основных частей
Габарит рабочего пространства
Конус Морзе №3, А=250, Б=700, В=60, D=45, D1=23,825, М=400.
Расположение и перечень органов
Порядок работы
Порядок работы многоэтапный и требует тщательной проверки на каждом шаге. В противном случае работа сверлильного станка 2Н125 будет сильно замедлена. На выходе мы получим низкое качество изделий. Рассмотрим более подробно.
Сначала необходимо закрепить в сверлильную головку необходимый инструмент (сверло, метчик, развертку и т.д.), установить стол в удобное для работы положение зафиксировав его зажимом, установить требуемую для работы частот вращения шпинделя и подачу. Если будем использовать ручную подачу, то необходимо отжать до отказа в направлении от себя колпак, который распложен в центре крестового штурвала.
Ремонт, видео
Механическая подача шпинделя
Механическая подача шпинделя на сверлильном станке 2Н125 работает за счет работы винта и рукоятки (крестовый штурвал) для перемещения шпинделя вверх и вниз вдоль колонны сверлильного станка 2Н125.
Винт соединен с рукояткой и шпинделем, и когда рукоятка поворачивается, она вращает винт, который, в свою очередь, перемещает шпиндель вдоль колонны. Это позволяет пользователю регулировать расстояние между шпинделем и столом, что полезно при сверлении на разную глубину или для выполнения любых других работ.
Выключение подачи на определенную глубину
Итак, чтобы настроить подачу сверлильного станка 2Н125 на заданную глубину необходимо повторить что было выше, а точнее закрепить сверло в патрон, выставить стол, зафиксировать деталь. Теперь крутим штурвал, пока сверло не упрется в деталь, в том месте, где планируем делать отверстие. Таким образом мы выставляем «0».
Крутим винт и отпускаем лимб сверлильной головки, потом этот лимб выставляем напротив цифры, которая соответствует нашей глубине. Закрепляем лимб. Не забудьте учесть угол заточки сверла, так как, мы дотронулись до детали кончиком сверла. Кулачок с буквой «П» закрепить так, чтобы его риска совпала с соответствующей риской на лимбе.
Нарезание резьбы
Патрон для нарезания резьбы — это специальный тип патрона, предназначенный для фиксирования метчика. Пошаговая инструкция по нарезанию резьбы на сверлильном станке 2Н125 следующая:
- Помещаем метчик в патрон, после чего патрон закрепляем в шпинделе.
- Надежно фиксируем деталь, в которой будем нарезать резьбу на столе.
- Неспеша опускаем шпиндель с закрепленным патроном до того момента пока метчик не упрется в деталь.
- Устанавливаем лимб, который находится на сверлильной головке, напротив.
- Необходимой цифры, которая указывает на глубину обработки. Совместить риску кулачка «П» с соответствующей риской на лимбе и закрепить кулачок.
- Сначала необходимо включить механическую подачу, после чего вручную опускаем метчик в отверстие. Так продолжается два или три оборота, после чего руками уже делать ничего не надо.
- Как только метчик достигнет заданную глубину нарезания резьбы, осуществляется автоматический реверс шпинделя и соответственно метчик автоматически выйдет с отверстия.
- По завершения нарезания резьбы включаем обратно нормальное (правое) вращение шпинделя.

Указания по эксплуатации
- Надежно закрепите заготовку.
- Выберите подходящее сверло для материала которое соответствует размеру необходимого отверстия.
- Отрегулируйте стол и шпиндель на нужную высоту для работы.
- Запустите сверлильный станок 2Н125 и дайте ему набрать полную скорость перед началом сверления.
- Прикладывайте постоянное, умеренное давление на сверло, когда оно врезается в материал.
- Используйте смазочно-охлаждающую жидкость, например, масло или водорастворимую охлаждающую жидкость, чтобы смазать сверло и смыть мусор.
- По окончании сверления выключите сверлильный станок 2Н125 и дождитесь полной остановки шпинделя, прежде чем вынимать заготовку.

Важно отметить, что сверлильный станок 2Н125 — это мощные инструменты, которые при неправильном использовании могут привести к серьезным травмам. Всегда надевайте соответствующие средства защиты, такие как защитные очки или маску, и избегайте свободной одежды или украшений, которые могут застрять в движущихся частях. Держите руки и пальцы подальше от сверла во время работы.
Регулярное обслуживание сверлильного станка 2Н125 также важно для поддержания его в хорошем рабочем состоянии, например, регулярная чистка и смазка движущихся частей, подтягивание ослабленных болтов и замена изношенных или поврежденных деталей. Для получения конкретных инструкций по обслуживанию необходимо обратиться к руководству.
Технические характеристики
Кинематическая схема
Описание основных узлов
Всегда важно знать основные узлы сверлильного станка 2Н125, они требуют более пристального внимания и ухода.
Коробка скоростей
Коробка скоростей сверлильного станка 2Н125 отвечает за управление скоростью вращения шпинделя.
Шпиндель сверлильного станка 2Н125 получает 12 скоростей от передвижных блоков 5, 7,8. Электродвигатель приводит в движение коробку скоростей через зубчатую передачу 9 и гибкую муфту 10. Пара зубчатых передач 3 передают вращение на коробку подач. Весь этот узел смазывается насосом, который крепится на плите 4.
Механизм переключения скоростей и подач
Механизм управления скоростью и подачей сверлильного станка 2Н125 позволяет оператору устанавливать требуемую скорость вращения шпинделя и скорость подачи.
Рукоятка 2 позволяет приключать передачи, за переключение подачи сверлильного станка 2Н125 отвечает, рыча 3.
Коробка подач
Данный узел помещен в короб и вмонтирован в сверлильную головку сверлильного станка 2Н125. Он смонтирован в верху опоры возле червячного механизма, с помощью муфты 4 передается вращение червяку. В результате перемещения блоков шестеренок, может быть получено до 9 подач.
Сверлильная головка
Сверлильная головка сверлильного станка 2Н125 собрала в себе коробку скоростей, шпиндель, коробку подач, механизм подач, противовес, узел переключения скоростей и подач. Все это помещено в отлитый из чугуна короб.
Все это помещено в отлитый из чугуна короб.
Слева на сверлильной голове находится лимб 4, мы им настраивали глубину сверления и нарезания резьбы, также там имеется настройка кулачков. При необходимости вручную переместить головку сверлильного станка 2Н125 вверх или вниз имеется специальный узел, состоящий из реечной пары 1 и червячной пары 2
Шпиндель
Шпиндель сверлильного станка 2Н125 (на рисунке по цифрой 2) устанавливается на четыре подшипника, которые в свою очередь смонтированные в гильзе 3, которая имеет возможность перемещаться вдоль оси. С помощью гайки 1 можно регулировать подшипники.
Регулировка и наладка
Регулировка и наладка сверлильного станка 2Н125 включает следующие этапы:
- Зажим заготовки. Первым шагом является закрепление заготовки на столе с помощью тисков или струбцин. Это важно для удержания заготовки на месте во время сверления и для того, чтобы отверстие было просверлено в правильном месте.
- Выбор сверла. Следующим шагом будет выбор сверла, соответствующего материалу и размеру просверливаемого отверстия. Убедитесь, что сверло острое, и надежно затянуто в патроне.
- Регулировка стола и шпинделя. Стол должен быть отрегулирован на правильную высоту. Это обеспечит правильное расстояние сверла от заготовки. Шпиндель также должен быть отрегулирован на нужную высоту, чтобы сверло центрировалось на заготовке.
- Выравнивание заготовки. Перед сверлением убедитесь, что заготовка правильно выровнена относительно сверла. Это можно сделать с помощью центровочного пуансона или с помощью перекрестия на столе.
- Регулировка скорости подачи. Скорость подачи — это скорость, с которой сверло погружается в заготовку. Ее можно регулировать, поворачивая ручку скорости подачи на сверлильной головке. Для твердых материалов рекомендуется использовать более медленную скорость подачи, а для мягких материалов можно использовать более быструю скорость подачи.
- Использование смазочно-охлаждающей жидкости (СОЖ). При необходимости используйте смазочно-охлаждающую жидкость, например, масло или водорастворимую охлаждающую жидкость, чтобы смазать сверло и смыть мусор. Это поможет продлить срок службы сверла и улучшить качество обработки отверстия.
 Следующим шагом будет выбор сверла, соответствующего материалу и размеру просверливаемого отверстия. Убедитесь, что сверло острое, и надежно затянуто в патроне.
Следующим шагом будет выбор сверла, соответствующего материалу и размеру просверливаемого отверстия. Убедитесь, что сверло острое, и надежно затянуто в патроне.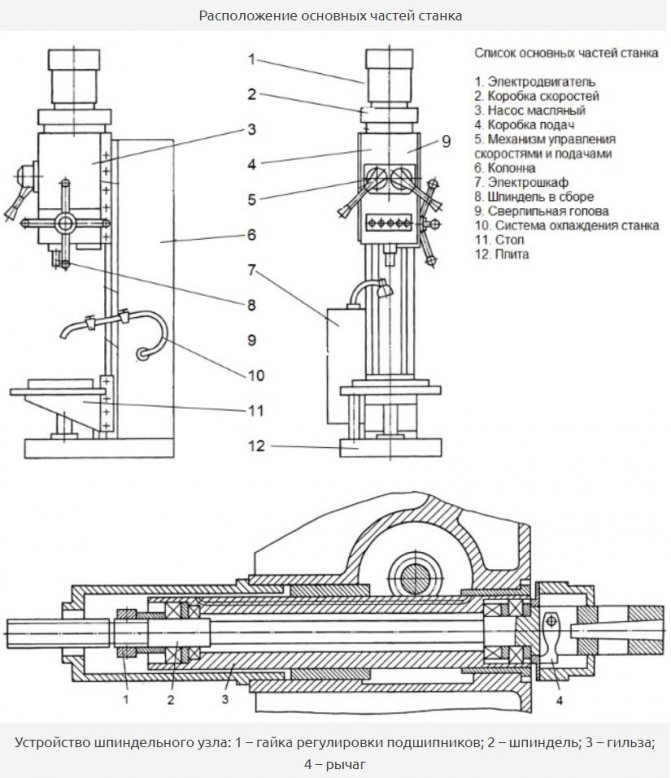 При необходимости используйте смазочно-охлаждающую жидкость, например, масло или водорастворимую охлаждающую жидкость, чтобы смазать сверло и смыть мусор. Это поможет продлить срок службы сверла и улучшить качество обработки отверстия.
При необходимости используйте смазочно-охлаждающую жидкость, например, масло или водорастворимую охлаждающую жидкость, чтобы смазать сверло и смыть мусор. Это поможет продлить срок службы сверла и улучшить качество обработки отверстия.План и размеры фундамента
Проверка качества
Паспорт
Скачать бесплатно инструкцию по эксплуатации (паспорт) вертикально-сверлильного станка 2Н125 в формате PDF
Электрооборудование
Сверлильный станок 2Н125 основан преимущественно на механической подаче шпинделя. Для его перемещения, а также для перемещения режущего инструмента используются шестерни, рычаги и другие механические компоненты.
Однако сверлильный станок 2Н125 может иметь электрические компоненты для управления работой, например, шаговые двигатель, приводящий в движение шпиндель, или выключатель, управляющий питанием станка.
Основные электрические компоненты:
- Выключатель питания. Используется для включения и выключения оборудования.
- Двигатель. Приводит в действие шпиндель и вращает режущий инструмент.
- Предохранители. Защищают станок от электрической перегрузки.
- Электрические провода и кабели. Соединяют различные электрические компоненты станка между собой.
- Блок управления. В нем находится электрическая схема управления машиной.

Электрическая схема
Перечень элементов к схеме
Как выглядит коробка скоростей и система смазки, видео
Вертикально сверлильный станок 2н125л
2Н125Л — Станок вертикально-сверлильный
Купить станочный подшипник с доставкой
Технические характеристики:
Станки модели 2н125л предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Наибольший диаметр сверления в стали, мм 25 Конус Морзе шпинделя № 3 Расстояние оси шпинделя до направляющих колонны, мм 250 Наибольший ход шпинделя, мм 200
Расстояние от торца шпинделя:
До стола, мм 60 – 700 До плиты, мм 690 – 1060
Наибольшее (установочное) перемещение сверлильной головки, мм 170 Перемещение шпинделя за один оборот штурвала, мм 122, 46 Рабочая поверхность стола, мм 400 х 450 Наибольший ход стола, мм 270
Технические характеристики вертикально-сверлильного станка 2Н125.

| Величины | ||
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | мм | 25 |
| Размеры конуса шпинделя по ГОСТ 25557-82 | Морзе 3 | |
| Расстояние от оси шпинделя до направляющих колоны | мм | 250 |
| Наибольший ход шпинделя | мм | 200 |
| Расстояние от торца шпинделя до стола | мм | 60-700 |
| Расстояние от торца шпинделя до плиты | мм | 690-1080 |
| Наибольшее (установочное) перемещение сверлильной головки | мм | 170 |
| Перемещение шпинделя за один оборот штурвала | мм | 122, 46 |
| Рабочая поверхность стола | мм | 400х450 |
| Наибольший ход стола | мм | 270 |
| Установочный размер центрального Т-образного паза в столе по ГОСТ 1574-75 | мм | 14H9 |
| Установочный размер крайних Т-образных пазов в столе по ГОСТ 1574-75 | мм | 14h21 |
| Расстояние между двумя Т-образными пазами по ГОСТ 6569-75 | мм | 180 |
| Количество скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя | об/мин | 45-2000 |
| Количество подач | 9 | |
| Пределы подач | мм/об | 0,1-1,6 |
| Наибольшее количество нарезаемых отверстий в час | 60 | |
| Управление циклами работы | ручное | |
| Род тока питающей сети | трёхфазный | |
| Напряжение питающей сети | В | 380/220 |
| Тип двигателя главного движения | 4АM90L4 | |
| Мощность двигателя главного движения | кВт | 2,2 |
| Тип электронасоса охлаждения | Х14-22М | |
| Мощность двигателя электронасоса охлаждения | кВт | 0,12 |
| Производительность электронасоса охлаждения | л/мин | 22 |
| Высота станка | мм | 2350 |
| Ширина станка | мм | 785 |
| Длина станка | мм | 915 |
| Масса станка | кг | 880 |
2Н125Л Станок вертикально-сверлильный.
 Назначение, область применения
Назначение, область примененияВертикальный сверлильный станок модели 2Н125Л с поворотным столом, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами и применяется во вспомогательных и основных немеханических цехах машиностроительных заводов, а также в ремонтных службах немашиностроительных предприятий.
На станке можно обрабатывать детали, устанавливаемые как на столе, так и на плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения.
Вертикально-сверлильный станок модели 2Н125Л предназначен для выполнения широкого круга сверлильных операций: сверления, рассверливания, зенкерования, развертывания. На станке допускается нарезание резьб с ручным управлением реверсирования шпинделя. На станке можно обрабатывать детали на фундаментной плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения по столу (либо с незначительным перемещением), что значительно облегчает обслуживание станка.
Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения по столу (либо с незначительным перемещением), что значительно облегчает обслуживание станка.
Принцип работы и особенности конструкции станка
Станок 2Н125Л относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках 2Н125Л механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
На станке допускается нарезание резьб с ручным реверсированием шпинделя.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Что собой представляет станок модели 2Н125
Полностью оправдывая свою универсальность, аппарат 2Н125 позволяет эффективно выполнять целый перечень технологических операций:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
Расположение основных частей станка
В оснащении этого вертикально-сверлильного станка имеется только один шпиндельный узел, что делает конструкцию оборудования простой и надежной. На современном рынке представлен ряд модификаций данного станка с несколькими сверлильными головками, в которые можно устанавливать различные инструменты, чтобы выполнять обработку деталей с более высокой производительностью.
На современном рынке представлен ряд модификаций данного станка с несколькими сверлильными головками, в которые можно устанавливать различные инструменты, чтобы выполнять обработку деталей с более высокой производительностью.
Устройство шпиндельного узла: 1 – гайка регулировки подшипников; 2 – шпиндель; 3 – гильза; 4 – рычаг
Технические характеристики рассматриваемого агрегата оптимально подходят для того, чтобы использовать его в условиях мелкосерийного производства. Вертикально-сверлильные станки 2Н125 лучше всего демонстрируют себя при обработке деталей средней толщины, изготовленных из стали не слишком высокой прочности. Согласно паспорту, на рассматриваемом станке можно использовать сверла, диаметр которых не превышает 25 мм. Модификации модели отличаются расширенными характеристиками: на них можно работать со сверлами диаметром до 35 мм.
Несмотря на то, что массовый выпуск вертикально-сверлильного станка 2Н125 был налажен в середине прошлого века, его до сих пор можно встретить в оснащении многих производственных предприятий. Основной причиной высокой надежности устройства является кинематическая схема, которая благодаря своим характеристикам способна эффективно работать даже в самых сложных условиях. Простота кинематической схемы также способствует тому, что в случае поломки такое оборудование можно достаточно быстро отремонтировать, используя для этого стандартный набор инструментов.
Основной причиной высокой надежности устройства является кинематическая схема, которая благодаря своим характеристикам способна эффективно работать даже в самых сложных условиях. Простота кинематической схемы также способствует тому, что в случае поломки такое оборудование можно достаточно быстро отремонтировать, используя для этого стандартный набор инструментов.
Схема кинематическая и графики вращения главного привода станка: a) 2Н125; b) 2Н135 (нажмите для увеличения)
Конечно, вертикально-сверлильный станок модели 2Н125 не отличается такими же компактными габаритами и удобством в работе, как многие современные устройства, но эти незначительные недостатки компенсируют его высокая надежность и доступная цена.
Расположение основных частей сверлильного станка 2Н125Л
Расположение основных узлов сверлильного станка 2н125л
Перечень основных частей сверлильного станка 2Н125Л
- Привод 2Н125Л.21.000
- Тиски поворотные*) 2Н125Л. 60.000
- Охлаждение 2Н1251.80.000
- Электрооборудование 2Н125Л.90.000
- Коробка скоростей 2Н1251.20.000
- Коробка подач 2Н1251.30.000
- Шпиндель 2Н125Л.50.000
- Колонна, стол, плита 2Н125Л.10.000
- Механизм подъема стола 2Н125Л.11.000
- Сверлильная головка 2Н125Л.40.000
 60.000
60.000Расположение органов управления сверлильным станком 2Н125Л
Расположение органов управления сверлильным станком 2н125л
Перечень органов управления сверлильным станком 2Н125Л
- Вводной выключатель
- Кнопка включения левого вращения шпинделя
- Кнопка включения правого вращения шпинделя
- Лампа контроля сети
- Кнопка «Стоп»
- Рукоятка переключения скоростей
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Рукоятка механизма подач
- Кулачок для настройки глубины обработки
- Квадрат для ручного перемещения сверлильной головки
- Тумблер включения охлаждения
- Тумблер проворота шпинделя
- Выключатель освещения
Конструкция вертикально-сверлильного станка 2Н125Л
Коробка скоростей
Коробка скоростей (рис. 6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
Переключение блоков шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет по три фиксированных положения по окружности и вдоль оси. Рукоятка 6 располагается на лицевой поверхности сверлильной головки и через шестерню 7 и круговую рейку 8 перемещает две штанги 9 и 10, на которых закреплены вилки, связанные с переключаемыми блоками. Дополнительная фиксация положения блоков шестерен производится за счет фиксации штанг 9 и 10 при помощи шариковых фиксаторов. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
Привод станка
Привод (рис.7) служит для обеспечения эластичной связи вала электродвигателя с коробкой скоростей станка.
Привод состоит из отдельного корпуса I, на котором монтируется электродвигатель. На валу электродвигателя закрепляется полумуфта 2, которая при помощи пальцев 3 и резинового кольца 4 передает вращение полумуфте-шестерне 5. Полумуфта-шестерня зацепляется с первичной шестерней коробки скоростей.
Коробка подач
Коробка подач (рис.8) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 4. Привод коробки подач осуществляется от шестерни 5, сидящей на гильзе 3 (рис. 6) коробки скоростей.
6) коробки скоростей.
На первом валу коробки подач имеется передвижной блок-шестерня 2 (рис. , при помощи которого осуществляется три автоматические подачи шпинделя. Переключение блоков-шестерен осуществляется одной ручкой 3, которая при помощи шестерен 5 передвигает вилку б, связанную с переключаемым блоком.
Фиксация положения блоков-шестерен производится за счет фиксации ручки 3 и шарикового фиксатора, имеющегося в вилке 6. На выходном валу коробки подач установлена шестерня I, передающая вращение на червяк механизма подач.
Предохранительная муфта служит для выключения механической подачи при достижении заданной глубины обработки и находится на входном валу сверлильной головки.
Сверлильная головка
Зубофрезерный станок 53а50
Наибольший наружный диаметр нарезаемого колеса 500 мм. Наибольший модуль нарезаемого колеса 8 мм. Мощность двигателя N
д = 8 кВт; КПД станка n = 0,65. Частота вращения шпинделя, мин -1 ; 40; 50; 63; 80; 100; 125; 160; 200; 240; 315; 405.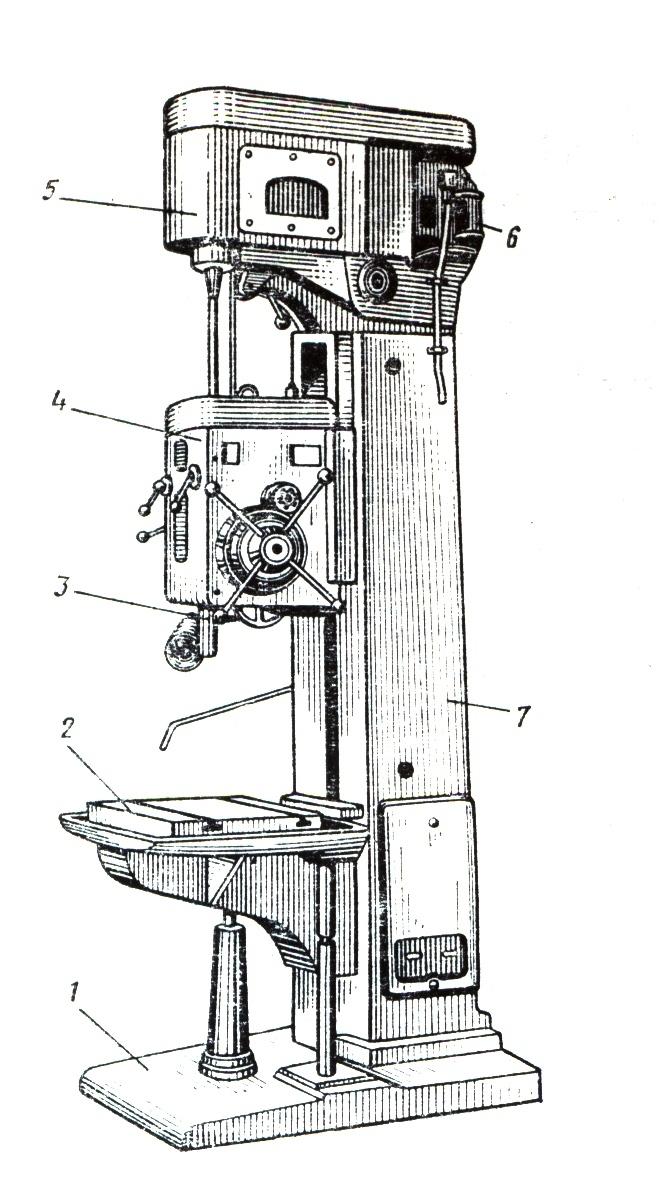 Вертикальная подача суппорта (фрезы) за один оборот заготовки, мм/об: 0,75; 0,92; 1,1; 1,4; 1,7; 2,0; 2,2; 2,5; 2,8; 3,1; 3,4; 3,7; 4,0; 5,1; 6,2; 7,5. Радиальная подача, мм/об: 0,22; 0,27; 0,33; 0,4; 0,48; 0,55; 0,66; 0,75; 0,84; 1,0; 1,2; 1,53; 1,8; 2,25.
Вертикальная подача суппорта (фрезы) за один оборот заготовки, мм/об: 0,75; 0,92; 1,1; 1,4; 1,7; 2,0; 2,2; 2,5; 2,8; 3,1; 3,4; 3,7; 4,0; 5,1; 6,2; 7,5. Радиальная подача, мм/об: 0,22; 0,27; 0,33; 0,4; 0,48; 0,55; 0,66; 0,75; 0,84; 1,0; 1,2; 1,53; 1,8; 2,25.
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Происходит ручная подача шпинделя.
Современные модификации оборудования
За длительный период своего существования вертикально-сверлильный станок модели 2Н125 был подвергнут нескольким модификациям, что было вызвано необходимостью сделать устройство более удобным в работе. Однако, если изучить технические паспорта модифицированных моделей, можно обратить внимание на то, что их кинематические схемы незначительно отличаются друг от друга. Это свидетельствует о том, что все модифицированные устройства так же надежны, как и базовая модель.
Передняя панель станка 2Н125, выпущенного полвека назад и до сих пор работающего в инструментальном цехе
На современном рынке можно встретить следующие модификации вертикально-сверлильного станка 2Н125.
2Н125А
Это модель, в которой разработчики попытались автоматизировать процесс выполнения ряда технологических операций. Перед началом обработки детали оператор станка может выставить рабочие параметры, что осуществляется при помощи регулировки специальных кулачков и манипуляций с органами управления оборудования.
2Н125С
Характеристики этого вертикально-сверлильного станка позволяют устанавливать на нем шпиндельный узел, в котором предусмотрено несколько гнезд для фиксации инструмента, что значительно повышает эффективность использования такого устройства и производительность обработки.
2Н125Н
На данных вертикально-сверлильных станках, согласно паспорту, устанавливаются не только многошпиндельные сверлильные головки, но и поворотные рабочие столы, что значительно расширяет функциональность этих аппаратов и делает работу на них более удобной и производительной.
2Н125К
Рабочий стол таких вертикально-сверлильных станков имеет крестовую конструкцию.
Крестовой стол-тиски, размещаемый на стандартном столе станка 2Н125
2Н125Ф2
