Как варить вертикальные и горизонтальные швы в домашних условиях
главная » ТЕХНОЛОГИИ » Швы и соединения
Швы и соединения
На чтение 4 мин
Содержание
- Какие условия нужно создать для качественного шва
- Технология вертикальной сварки
- Варка электродом
- Использование полуавтомата
- Инструкция для начинающих
- Принципы сварки горизонтального шва
- Рекомендации для сварщиков
Электродуговая сварка — процесс объединения структуры металлов под воздействием высокой температуры. Технология распространена в разных отраслях промышленности и хозяйства. Этим методом можно соединять любые металлические детали. Каждый мастер должен знать, как варить вертикальный шов.
Какие условия нужно создать для качественного шва
Обработка вертикальных поверхностей требует соблюдения следующих требований:
- На этапе поджога электрод выставляют в прямоугольное положение.
 Если нарушить это правило, подача тока в рабочую область будет нестабильной.
Если нарушить это правило, подача тока в рабочую область будет нестабильной. - Для снижения риска возникновения подтеков уменьшают длину сварочной дуги. Начинающие сварщики в целях повышения производительности не соблюдают это требование. Кристаллизация металла протекает медленнее, поэтому образуются дефекты.
- Стержень, удерживаемый под наклоном, делает шов более равномерным, однако соблюдать такое требование в течение долгого времени сложно.
- При появлении подтека повышают силу тока, расширяют обрабатываемую область. Это ускоряет процесс затвердевания расплава.
- Особое внимание уделяют подготовке краев. Детали очищают от грязи, следов коррозии, масел.
- Точечная сварка вертикальных швов снижает вероятность образования подтеков.
 Если нарушить это правило, подача тока в рабочую область будет нестабильной.
Если нарушить это правило, подача тока в рабочую область будет нестабильной.Технология вертикальной сварки
Вертикальная плоскость предусматривает применение разных способов (в зависимости от типа соединяемых металлов, наличия соответствующих навыков).
Варка электродом
Создаваемые подобным способом швы имеют разные виды.
При выборе параметров работы аппарата учитывают характеристики соединяемых материалов.
При сварке электродом применяют следующие способы формирования шва:
- стыковой;
- внахлест;
- тавровый;
- угловой.
Для поддержания устойчивой дуги края деталей очищают от загрязнений. Угловой шов сваривают, правильно подбирая толщину стержня. Она должна быть меньшей, чем ширина обрабатываемой области.
Для исключения образования подтеков электрод ведут, двигаясь в разные стороны.
Использование полуавтомата
При использовании инверторного сварочного аппарата учитывают следующие моменты:
- Способ предварительной обработки деталей выбирают в соответствии с типом предстоящих работ. При этом определяют толщину металла и его обрабатываемость.
- Дуга должна быть короткой, сила тока — средней.
- Обработанный специальным составом стержень размещают под наклоном 80º против свариваемых изделий.
- Создавая вертикальный шов, стержнем водят по всей ширине сварочной ванны.

Качественное сварное соединение получают при отрыве дуги. Этот способ следует использовать новичкам, т.к. он прост и удобен. В период отрыва металл остывает, вероятность образования подтеков снижается. Однако это негативно влияет на производительность.
В процессе сварки важно соблюдать следующие условия:
- Ставить наконечник на полочку кратера.
- Рабочую часть сдвигать из стороны в сторону, охватывая всю обрабатываемую область. Можно использовать принцип петель или короткого валика.
- Снизить показатель силы тока на 5 А от среднего значения, что позволит задать иную форму и другие параметры шва.
Основные показатели выбирают экспериментальным способом. Поэтому качество соединения зависит от того, знает ли работник, как правильно варить вертикальный шов (электросварка помогает сформировать любые соединения).
Инструкция для начинающих
Работа с инвертором для начинающих требует облачения в следующие элементы защитной экипировки:
- рабочий костюм, перчатки, ботинки из огнеупорных материалов;
- головной убор, закрывающий затылок;
- маску сварщика, защищающую глаза и лицо.

Чтобы соединить металлы, применяют исправное ручное или полуавтоматическое оборудование. Электрические компоненты должны быть изолированы прочным корпусом от остальных деталей. Не допускается использование кабелей с поврежденной оплеткой, не соответствующих техническим характеристикам аппарата. Рабочее место сварщика снабжают всем необходимым: специальным столом, заземляющей шиной, осветительным прибором, средствами противопожарной защиты.
Сначала работники изучают правила электросварки, способы формирования сварных соединений.
Принципы сварки горизонтального шва
В этом случае рабочий наконечник ведут как справа-налево, так и в обратном направлении.
При сварке горизонтальных швов на вертикальной поверхности ванна смещается вниз, поэтому требуется достаточно большой угол наклона электрода. Значение устанавливают с учетом скорости движения стержня, силы тока, что препятствует смещению сварочной ванны. Если металл образует наплывы в нижней части, скорость движения повышают, нагревая материал в меньшей степени.
Другой способ — сварка с отрывом дуги (дуговая сварка). В периоды передышки можно незначительно снизить силу тока: металл, остывая, прекратит стекать. Перечисленные способы применяют попеременно.
Рекомендации для сварщиков
При формировании швов в вертикальном и горизонтальном положениях специалист не должен допускать отрыва расплава от обрабатываемой области.
Это возможно, если соблюдать рекомендации, зависящие от техники сварки:
- Снизу вверх. Электрод ведут от нижней точки к верхней. Таким способом удается получить наиболее качественное соединение. Для образования шва достаточной ширины используют разные варианты движения стержня, например «елочкой». На первом этапе стыки прихватывают в нескольких местах, исключающих смещение свариваемых заготовок. Угол наклона стержня удерживают в пределах 45-90°. Электрод двигают со средней скоростью. Допускаются зигзагообразные движения.
- Сверху вниз. Такой метод подойдет опытному сварщику. Стержень выставляют под прямым углом. При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения — прямоугольными, пилообразными или волнообразными зигзагами.
 При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения — прямоугольными, пилообразными или волнообразными зигзагами.
При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения — прямоугольными, пилообразными или волнообразными зигзагами.Метод сверху вниз также считается правильным, но сложным. Он позволяет получить наиболее качественные стыки.
Как начинать сварку шва начинающим, чтобы не было зашлаковки
✅ Дата публикации статьи: 2021-04-05| 📌 Категория: Технологии сварки | 👁 15 просмотров
Содержание статьи:
Как начинать сварку шва начинающим, чтобы не было зашлаковкиДля начинающих сварка металла достаточно сложный процесс, поскольку многие не понимают, как правильно начинать варить шов. Чаще всего электрод прилипает к металлу или дуга не хочет зажигаться. В результате этого возникают и другие проблемы.
В результате этого возникают и другие проблемы.
Например, многие не понимают, как отличить шлак от металла. Шлак начинает заливать сварное соединение, что образует множество дефектов.
Как правильно начинать сварку шва электродом? Что нужно знать, и какие нюансы существуют? Давайте разбираться.
Подготовка к сварочным работам
Если вы начинающий сварщик, то не рекомендуется пропускать ряд подготовительных работ, которые будут гарантировать успех в сварочном деле. Со временем все станет на «автомат», и вы будете начинать сварку, даже не обращая на это никакого внимания. Однако на первых порах важно учитывать каждый нюанс.
В первую очередь подготовьте деталь к сварке. Если на металле присутствует ржавчина, следы масла или краски, окалина, то, обязательно избавьтесь от них. Варить плохо подготовленный металл сложно, тем более для начинающих сварщиков.
Второй момент связан с настройкой сварочного аппарата. Если это инвертор постоянного тока, то подберите режим сварки, определитесь с полярностью. В том случае если вы будете варить тонкий металл, инвертор целесообразно подключить следующим образом: на электрод подать плюс, а на заготовку минус. Это обратная полярность, которая не даст прожигать металл.
В том случае если вы будете варить тонкий металл, инвертор целесообразно подключить следующим образом: на электрод подать плюс, а на заготовку минус. Это обратная полярность, которая не даст прожигать металл.
Также правильно выставьте сварочный ток на аппарате. Рекомендуемые значения следует подбирать по диаметру используемых электродов. На 1 мм электрода требуется около 30 А сварочного тока. Итого, чтобы варить электродом «тройка», на инверторе следует выставить ток 80-90 Ампер. Если диаметр электродов меньше, то и значения сварочного тока должны быть ниже.
Как начинать сварку шва начинающим сварщикам
Итак, металл и сварочный аппарат подготовлены к работе, настало время начинать варить. Здесь важен первый сантиметр сварки, дальше пойдёт как по маслу, нужно только приноровиться, чтобы электрод не прилипал к поверхности металла.
Чтобы все получилось, нужно выполнить следующее: в тот момент, когда электрод загорелся, нужно удлинить сварочную дугу, чтобы электрод не прилип к металлу. Хорошо прогревшись, электрод станет варить намного лучше, а дуга будет более стабильной.
Хорошо прогревшись, электрод станет варить намного лучше, а дуга будет более стабильной.
Во время этого процесса начинаем сваривать заготовки, таким образом, чтобы между ними появился мостик из расплавленного металла. Затем понемногу уменьшаем длину сварочной дуги и делаем её не более 3-5 мм.
Сварка длинной дугой имеет и ещё одно немаловажное преимущество, поскольку зашлаковка металла происходит меньше. За счет длиной сварочной дуги возникает сильное давление, которое просто сдувает весь шлак с поверхности металла.
Таким образом, начав сварку правильно, можно избавиться от многих проблем в самом начале. В частности электрод не будет прилипать к металлу, дуга станет гореть стабильно, и у вас не возникнет абсолютно никаких проблем с зашлаковкой сварочного шва.
Поделиться в соцсетях
Шовная сварка, обзор | Bancroft Engineering
Одним из наиболее широко используемых методов сварки для создания воздухонепроницаемого и водонепроницаемого соединения является сварка швов.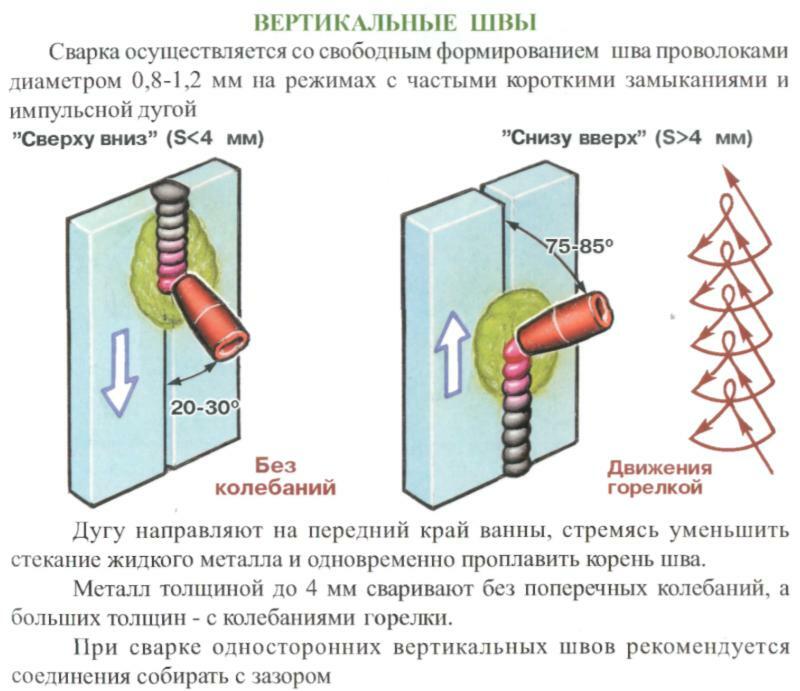 Процесс шовной сварки может быть выполнен с использованием GMAW, GTAW или контактной сварки. Сегодня мы собираемся поделиться некоторой базовой информацией об этом высококачественном варианте сварки, а также идеями о том, как автоматизация может улучшить процесс сварки швов в вашей команде — давайте углубимся в это!
Процесс шовной сварки может быть выполнен с использованием GMAW, GTAW или контактной сварки. Сегодня мы собираемся поделиться некоторой базовой информацией об этом высококачественном варианте сварки, а также идеями о том, как автоматизация может улучшить процесс сварки швов в вашей команде — давайте углубимся в это!
Что такое шовная сварка?
Процесс соединения заготовок из одинаковых или разнородных материалов непрерывным швом известен как шовная сварка. Одним из самых больших преимуществ шовной сварки является то, что материалы могут быть похожими или разными. Шовная сварка бывает трех видов:
- Традиционная шовная сварка: Сварка внахлест с использованием процесса GTAW или GMAW.
- Сварка швов трением : Непрерывный шов завершается теплом, выделяемым за счет трения, а не электродами.
- Сварка контактным швом : Сварка контактным швом представляет собой метод, при котором сварочные электроды представляют собой колеса с приводом от двигателя.

Шовная сварка GTAW
Применения для шовной сварки
В мире сварки шовная сварка является одним из наиболее предпочтительных способов использования непрерывного шва для соединения двух разных металлических частей. Сварка швов обеспечивает минимальное искажение тепла и приводит к воздухонепроницаемым и водонепроницаемым швам без образования газа. Благодаря этим преимуществам (и многим другим) шовная сварка имеет множество распространенных применений:
- Бочки и выхлопные системы
- Сосуды под давлением
- Стальные бочки
- Радиаторы
- Топливные баки транспортных средств
- Холодильники
- Масляные трансформаторы
- Гораздо больше!
Процесс соединения заготовок из одинаковых или разнородных материалов непрерывным швом известен как шовная сварка. Одним из самых больших преимуществ шовной сварки является то, что материалы могут быть похожими или разными.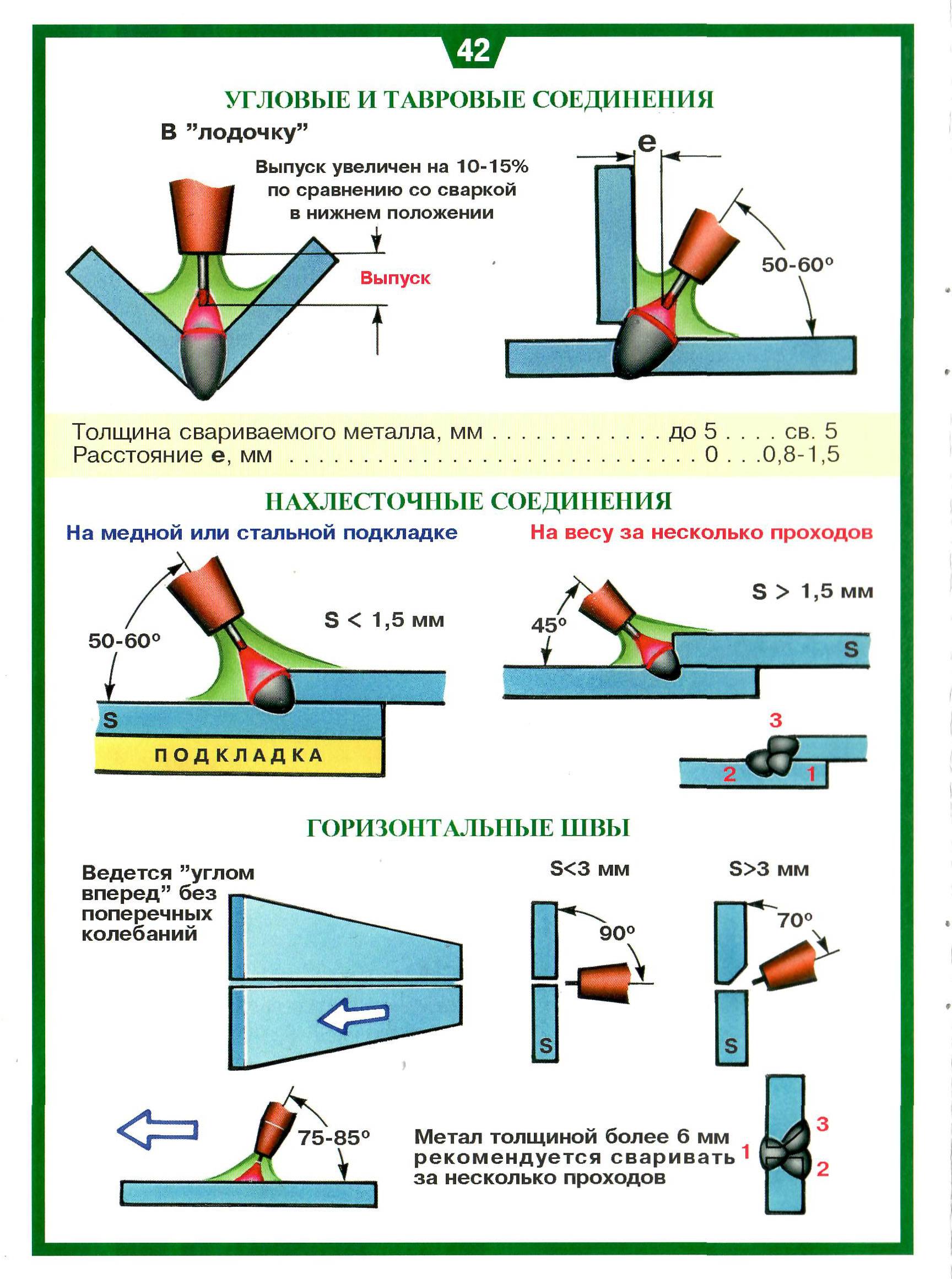 Шовная сварка бывает трех видов:
Шовная сварка бывает трех видов:
- Традиционная шовная сварка: Сварка внахлест с использованием процессов GTAW или GMAW.
- Сварка трением : Непрерывный шов завершается теплом, выделяемым за счет трения, а не электродов.
- Сварка контактным швом : Сварка контактным швом представляет собой метод, при котором сварочные электроды представляют собой колеса с приводом от двигателя.
Как будто этого уже недостаточно, автоматизированный процесс шовной сварки дает еще больше производственных преимуществ. Машина для дуговой сварки может использоваться для основного производственного процесса, поскольку она может производить высококачественные сварные швы со 100-процентным проплавлением.
Преимущества контактной шовной сварки
Если вы ищете стабильную, высококачественную шовную сварку, которая может увеличить скорость производства без увеличения вашей рабочей силы, вам следует рассмотреть линейных шовных сварщиков .
- Более эффективная загрузка и выгрузка деталей, сваренных швом
- Идеально подходит для однопроходной сварки с полным проплавлением цилиндров, конусов, коробок и плоских листов
- Упрощает переход между шовной сваркой деталей разных размеров
- Наши сварочные аппараты для шовной сварки могут быть оснащены процессами сварки TIG, плазмы, дуговой сварки под флюсом или сварки MIG
- Все зажимные пальцы оснащены реверсивными медными наконечниками для максимального срока службы.
Компания Bancroft Engineering предлагает не только самые современные технологии сварки швов, но и системы отслеживания швов . Системы отслеживания шва позволят вам еще больше оптимизировать процесс сварки, помогая определить положение сварного шва.
Хотите оптимизировать процесс сварки, повысить эффективность и повысить прочность конечного продукта? Будь то машина для шовной сварки или сварочное приспособление и инструменты, мы обеспечим вас. Наша команда инженеров имеет опыт проектирования полностью индивидуальных автоматизированных сварочных систем или полуавтоматических решений в соответствии с вашими потребностями.
Аппарат для сварки швов TIG от Bancroft
Поиск
Поиск:
Популярные сообщения
Автоматизация сварки и робототехника обеспечивают гибкость
4 апреля 2023 г.
Вы устали от ограничений традиционных методов сварки? Вы ищете революционное решение, которое может оптимизировать ваш производственный процесс? Не ищите ничего, кроме автоматизированной сварки! Благодаря невероятной гибкости и эффективности автоматизированная сварка.
Что нового в мире шовной сварки
6 марта 2023 г.
Станок для плазменной дуговой сварки Если ваша отрасль зависит от технологии сварки, важно обратить внимание на значительные изменения в мире сварки. Особенно это актуально в постпандемическом мире. Концепции, влияющие на тенденции, спрос и предложение, несколько…
Горжусь тем, что являюсь авторизованным интегратором Miller
6 февраля 2023 г.
Роботизированная система для дуговой сварки High Power GIII TAWERS, изображение предоставлено Panasonic Компания Bancroft Engineering рада объявить о нашем интеграционном партнерстве с Miller Welding Automation и линией промышленных сварочных роботов Panasonic. Что это значит для…
Подпишитесь на нас
- Подпишитесь
- Подпишитесь
- Подпишитесь
Получайте последние статьи и новости от Bancroft Engineering прямо на свой почтовый ящик. Зарегистрироваться Сегодня!
Успех!
Подписаться
Сравнение точечной и шовной сварки: в чем разница?
Введение: Обзор точечной и шовной сварки Точечная сварка и шовная сварка — два наиболее часто используемых процесса сварки в обрабатывающей промышленности. Точечная сварка — это процесс, при котором используется тепло и давление для соединения двух металлических деталей. Он подает электрический ток между двумя электродами, создавая электрическую дугу, которая расплавляет металл в точке контакта. Сварка швов представляет собой аналогичный процесс. Но вместо того, чтобы использовать два электрода, необходимо провести непрерывную проволоку вдоль шва двух металлических частей, чтобы соединить их вместе. Оба используются в автомобильной и аэрокосмической промышленности для соединения компонентов из листового металла.
Точечная сварка — это процесс, при котором используется тепло и давление для соединения двух металлических деталей. Он подает электрический ток между двумя электродами, создавая электрическую дугу, которая расплавляет металл в точке контакта. Сварка швов представляет собой аналогичный процесс. Но вместо того, чтобы использовать два электрода, необходимо провести непрерывную проволоку вдоль шва двух металлических частей, чтобы соединить их вместе. Оба используются в автомобильной и аэрокосмической промышленности для соединения компонентов из листового металла.
Точечная и шовная сварка являются двумя наиболее популярными методами соединения металлов. Оба процесса имеют преимущества и недостатки, в зависимости от приложения. Преимущества точечной сварки, преимущества шовной сварки, недостатки точечной сварки и недостатки шовной сварки включают:
Преимущества точечной сварки:- Низкая стоимость
- Легко автоматизировать
- Портативные решения
- Лучше всего подходит только для тонких металлов
- Может вызвать искажение материала
- Производит слабые или мелкие сварные швы, если параметры неверны
- Простота автоматизации
- Обеспечивает воздухонепроницаемый и водонепроницаемый шов
- Эффективен и производит мало отходов
- Может быть относительно медленным
- Более высокие первоначальные затраты
- Возможна сварка только по прямой

Точечная и шовная сварка являются двумя наиболее распространенными методами, используемыми в промышленном секторе. Точечная сварка представляет собой экономичное решение, заключающееся в соединении двух металлических компонентов. Он делает это, сжимая их вместе и используя электрический ток. Недорогая точечная сварка может помочь сэкономить в определенных ситуациях. Шовная сварка является более дорогостоящим процессом, чем другие методы сварки. Требуется непрерывная проволока для сварки двух металлических деталей. Стоимость выше, но результат может быть более прочным и долговечным.
Какой процесс идеально подходит для какого приложения? Как лучше всего использовать точечную и шовную сварку? Точечная сварка идеально подходит для соединения тонких листов металла.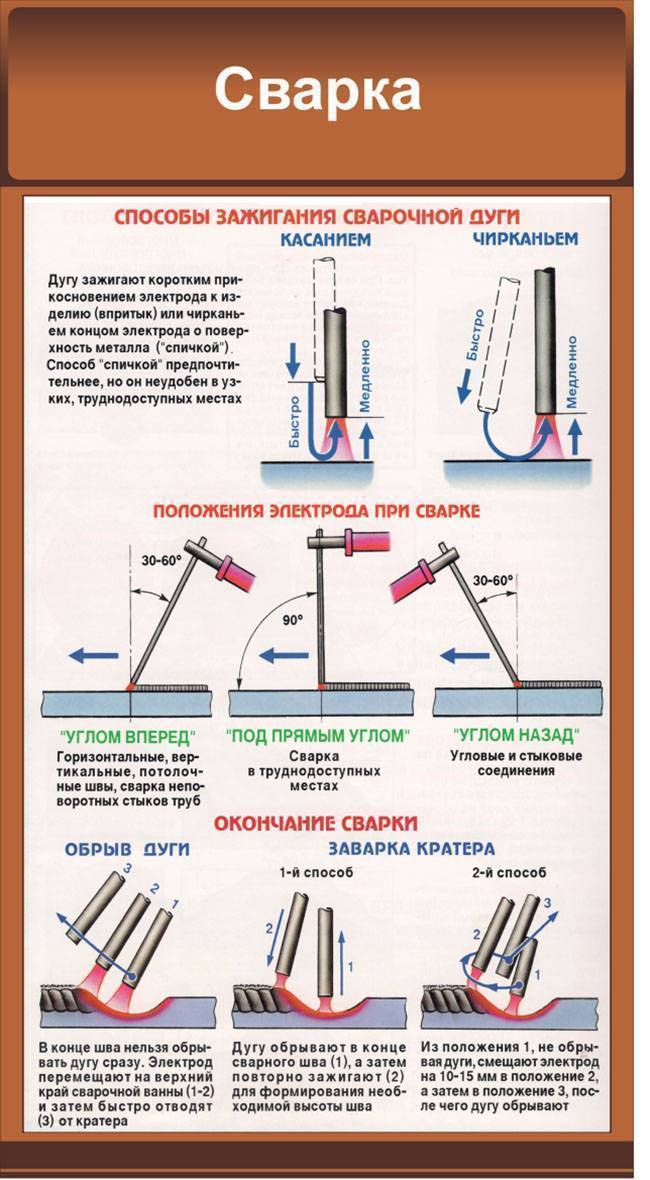 Это делает его идеальным для легких приложений, включая электронику и производство аккумуляторов. Он также широко используется в автомобильной промышленности из-за простоты автоматизации крупносерийных производственных линий.
Это делает его идеальным для легких приложений, включая электронику и производство аккумуляторов. Он также широко используется в автомобильной промышленности из-за простоты автоматизации крупносерийных производственных линий.
Шовная сварка лучше всего подходит для соединения более толстых материалов или создания непрерывного шва вдоль шва. Таким образом, он идеально подходит для изготовления резервуаров и емкостей, а также для других операций по сварке труб и труб.
Заключение: выбор между точечной сваркой и машиной для шовной сварки для нужд вашего проектаКогда дело доходит до сварки, очень важно выбрать правильный процесс для нужд вашего проекта. Учитывайте конечное использование компонента, должен ли сварной шов быть воздухонепроницаемым или водонепроницаемым? Какой материал и толщина для сварки? И каков бюджет проекта.
Если вы примете во внимание эти советы, вам будет легче решить, какой процесс подходит для вашего сварочного проекта.