Как выбрать сверло по металлу –маркировка, характеристики
- Характеристика сверл
- Цвет и маркировка сверл
- Сверла TL300 торговой марки RUKO
- Сверла модельного ряда BOSCH HSS-CO
- Сверла торговой марки HAISSER
- Сверла торговой марки «ЗУБР»
Сверла, предназначенные для формирования отверстий в деталях, изготовленных из различных материалов, нашли широкое применение не только в промышленности, но и в быту. Большой выбор такого инструмента, предлагаемый на современном рынке, часто вызывает вопрос, как выбрать сверло по металлу, даже у опытных специалистов, не говоря уже об обычных потребителях. Чтобы выбрать инструмент, необходимо учитывать ряд факторов, о которых мы и хотим поговорить в данной статье.
Разновидности сверл по металлу
Характеристика сверл
Вопрос о том, как выбрать сверла, часто возникает у тех, кому необходимо получить отверстие в изделиях, изготовленных из различных сталей, деталей из чугуна и цветных металлов.
Характерным отличием таких сверл является форма их хвостовика, которая может быть цилиндрической, конической и шестигранной. Инструмент с коническим хвостовиком можно вставлять в рабочий орган станка напрямую, а для моделей с хвостовиками цилиндрического и шестигранного типа необходимо использовать специальные патроны.
При выборе значение имеет не только маркировка, но и цвет, на который следует обращать особое внимание.
Цвет и маркировка сверл
Сверла по металлу, обладающие черным цветом, отличаются повышенной износостойкостью, так как при их финишной обработке был использован перегретый пар. Если готовое сверло было подвергнуто отпуску, который способствует снятию внутренних напряжений, то оно будет иметь светло-золотистый цвет.
Элементы спирального сверла
Наиболее качественными являются сверла по металлу, обладающие не только повышенной прочностью, но и способностью уменьшать трение в процессе своей работы. Такими свойствами обладает инструмент ярко-золотистого цвета, рабочая поверхность которого покрыта слоем нитрида титана.
Если вы желаете выбрать недорогое сверло по металлу, обращайте внимание на такие, которые не были подвергнуты никакой дополнительной обработке. Такой инструмент, срок службы которого очень незначителен, имеет серый цвет.
Маркировка сверл определяется диаметром их рабочей части. Инструменты диаметром до 2 мм не маркируются вообще. На сверлах с диаметром 2–3 мм указывается их размер и марка стали, свыше 3 мм — производитель, класс точности.
В начале маркировки любого сверла по металлу присутствует буква Р, которая говорит о том, что оно произведено из быстрорежущей стали. Если в материале, из которого изготовлено сверло, содержатся дополнительные легирующие элементы, то в его маркировке присутствует первая буква их названия и цифра, информирующая об их процентном содержании.
Сверла TL300 торговой марки RUKO
Сверла TL300, выпускаемые под торговой маркой RUKO, хорошо известны отечественному потребителю. Сверло данного модельного ряда можно выбрать за его доступную стоимость, а также высокое качество и надежность. Сверла этой серии, имеющие крестовую заточку, соответствующую стандарту DIN 1412C, производятся с диаметром свыше 3 мм. Сверла TL300 затачиваются под углом 130 градусов, а отдельные модели этой серии могут иметь покрытие, состоящее из нитрида титана, а также алюмонитрида титана и других материалов.
Сверла торговой марки RUKO
Модели данной серии относятся к категории многоцелевых, но оптимально их характеристики подходят для сверления металлов, которые склонны к образованию стружки средней и большой длины.
Модели данной серии (HSS-G) оптимально подходят для формирования отверстий в деталях, изготовленных из углеродистых, легированных сталей, а также чугуна, сплавов с содержанием меди и алюминия.
Модели HSS-EE, кроме вышеуказанных металлов, можно выбрать для сверления деталей из нержавеющих и кислотостойких сталей. Еще более универсальными являются модели сверл HSS-G TiN и HSS-G TiAIN, которые можно выбрать для сверления деталей из титана и его сплавов.
Сверла модельного ряда BOSCH HSS-CO
Тем, кто думает, как выбрать подходящие сверла по металлу, стоит обязательно обратить внимание на инструменты модельного ряда HSS-CO, выпускаемые известной компанией BOSCH. На сверла данной модели, изготовленные из быстрорежущей стали, дополнительно нанесено оксидное покрытие, которое способствует быстрому отводу стружки из зоны сверления. Рабочие кромки такого инструмента заточены под углом 135 градусов и дополнительно обработаны методом сеточной шлифовки, что позволяет выбирать их для формирования отверстий в любых металлах.
Сверла BOSCH HSS-CO
Металл, из которого изготовлены сверла HSS-CO, дополнительно обогащен кобальтом, что придает инструменту высокую прочность и термическую стойкость. Отличается такой материал и высоким пределом прочности на разрыв, который составляет 1000 Н/мм2. Такие характеристики позволяют успешно выбирать инструменты из него для решения даже самых сложных технологических задач.
Отличается такой материал и высоким пределом прочности на разрыв, который составляет 1000 Н/мм2. Такие характеристики позволяют успешно выбирать инструменты из него для решения даже самых сложных технологических задач.
Важно также отметить, что инструменты модельного ряда HSS-CO обладают классом точности H8, поэтому можно выбрать их для получения отверстий, точно соответствующих заданным параметрам.
Сверла торговой марки HAISSER
Маркировка сверл, содержащая название торговой марки HAISSER, говорит о том, что перед вами инструмент с титановым покрытием, способный выдерживать экстремальные нагрузки. Покрытие из титана, которое нанесено на поверхность таких сверл, затачивающихся пор крестообразной схеме, обеспечивает эффективное охлаждение.
Сверла марки HAISSER
Благодаря исключительной износоустойчивости, долговечности и способности выполнять сверление с минимальным трением, такой инструмент нашел широкое применение на предприятиях различных отраслей промышленности.
Такие сверла можно выбрать для выполнений отверстий в деталях, изготовленных из разных материалов: легированных и нелегированных сталей, меди, бронзы, полимерных материалов, металлокерамики и др.
Сверла торговой марки «ЗУБР»
Материалом для изготовления сверл по металлу под торговой маркой «ЗУБР» является быстрорежущая сталь Р6М5К5, в составе которой содержится 5% кобальта, придающего ей высокую прочность и износоустойчивость.
Если вы задумываетесь над тем, как выбрать подходящее сверло по металлу, с помощью которого можно эффективно получать отверстия в нержавеющих, труднообрабатываемых сталях и цветных сплавах, то вам определенно следует обратить внимание на недорогой и качественный товар данной марки. При необходимости можно выбрать и гибкое сверло для металла.
Сверла марки ЗУБР
Сверла по металлу оптом низкие цены
Главная \ Статьи \ Сверла по металлу
Наименование: сверла по металлу
Наиболее распространены спиральные сверла. Они имеют две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок сверла, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания, а также поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей, и две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки. Наклон канавок к оси сверла составляет 10…45° как показано на рисунке.
Они имеют две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок сверла, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания, а также поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей, и две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки. Наклон канавок к оси сверла составляет 10…45° как показано на рисунке.
Внешний вид спирального сверла с цилиндрическим хвостовиком.
Хвостовик спирального сверла может быть цилиндрическим и коническим.
Цилиндрический хвостовик служит для крепления сверла в трех кулачковом патроне.
Конический хвостовик закрепляет непосредственно в шпинделе станка или с использованием переходной втулки, если конус сверла не совпадает с конусом шпинделя.
Внешний вид спирального сверла с коническим хвостовиком.
Существует также шестигранный хвостовик.
Со временем сверло изнашивается, требует заточки. Это можно определить по следующим признакам:
сверло медленно погружается в обрабатываемый материал и сильно нагревается,
сверление сопровождается визжащим звуком,
Материал изготовления: быстрорежущая сталь. Этот термин означает присутствие в стали вольфрама и молибдена, которые повышают красностойкость — свойство стали сохранять твердость при высоких температурах, которые возникают на режущей кромке при скоростях вращения и подачах, присущих электроинструменту.
Качество и марки сталей сверл: чаще всего в продаже встречаются сверла из стали Р6М5, реже Р18, такие меньше тупятся, но и стоимость выше, иногда с кобальтом, такие имеют букву «К» в маркировке, для примера: Р6М5К5.
Условные обозначения сталей, стандартов, методов изготовления:
DIN 338 – техническая норма, стандарт, соответствует нашему ГОСТ 10902-77, спиральные сверла по металлу, средняя серия сверл.
DIN (Deutsches Institut für Normung) – в переводе с немецкого это звучит так: немецкий институт по стандартизации. Институт занимается разработкой нормативно-технической документации. В первую очередь – это всевозможные правила, технические условия и стандарты. На данный момент насчитывается более тридцати тысяч стандартов DIN, из них более шестнадцати тысяч изданы на английском языке.
HSS — High Speed Steel — инструментальная быстрорежущая сталь, аналог Р6М5 (6 % вольфрама и 5% молибдена).
HSSE – общее обозначение для группы быстрорежущих сталей с содержанием кобальта, в которую входят:
- · HSS-Co 5% (M35, Р6М5К5) другие варианты обозначения – HSCO, Co5%, S 6-5-2-5, 1.3243, Z 90 WDCV 06-05-04-02, HS 6-5-2-5, BM 35;
- · HSS-Co 8% (M42, прямого аналога у нас не производится) другие варианты обозначения – Co8, Co8%, S 2-10-1-8, Z 110 DKCWV 09-08-04-02-01, HS 2-9-1-8, BM 42
По своим свойствам сталь HSS-Co8% находится между Р6М5К5 и Р18 (ближе к Р18), что позволят рекомендовать ее, как замену Р18. Высокое содержание кобальта способствует повышению красностойкости, что позволяет задавать более жесткие режимы резания.
Высокое содержание кобальта способствует повышению красностойкости, что позволяет задавать более жесткие режимы резания.
HSS-R – инструмент изготовленный прокатом (роликовая прокатка).
HSS-G — инструментальная сталь, аналог Р6М5. G (Grinding) — шлифованный инструмент.
HSS-PM — инструментальная быстрорежущая сталь, изготовленная методом порошковой металлургии.
Решающее значение имеет технология изготовления и термообработки инструмента.
Причем одинаковой твердости можно достичь разными соотношениями температур закалки и отпуска, но максимальная стойкость инструмента достигается только при одной — оптимальной для данной стали.
Важная часть технологии — повторяемость. Крупные фирмы могут себе позволить установить в цехах современную контрольно-измерительную аппаратуру и обеспечить таким образом повторяемость процессов обработки и равномерное качество выпущенной продукции. Последовательность технологических операций тоже сильно влияет на качество готового инструмента. Сверло должно быть изготовлено, закалено, отпущено и заточено.
Сверло должно быть изготовлено, закалено, отпущено и заточено.
Класс точности.
Сверла изготавливаются трех классов точности:
А1 – повышенной точности
В1, В – нормальной точности
Точность указывает максимальные отклонения и допуски на следующие параметры:
- Допуск диаметров режущей части: h8 – для точности А1 и В1, h9 – для точности В.
- Предельные отклонения общей длины и длины рабочей части.
- Симметричность
- Допуск радиального биения
- Период стойкости – время работы до определенной степени затупления или поломки. Чем выше класс, тем дольше этот период.
Заточка сверла и ее угол.
- 1. Заточка спиральная обыкновенная
Применение: для сверления по стали, цветным металлам и пластмассе. Угол заточки подбирается в зависимости от обрабатываемого материала. Преимущества: мощные режущие части; устойчивость к ударам и биению. Возможна простейшая ручная заточка. Недостатки: широкая перемычка требует большого напорного усилия.
Возможна простейшая ручная заточка. Недостатки: широкая перемычка требует большого напорного усилия.
 Возможна простейшая ручная заточка. Недостатки: широкая перемычка требует большого напорного усилия.
Возможна простейшая ручная заточка. Недостатки: широкая перемычка требует большого напорного усилия.
- 2. Заточка для чугуна по DIN 1412 D.
Применение: для сверления отверстий в сером чугуне, ковком чугуне, поковке. Преимущества: благодаря удлиненному главному лезвию угловые резцы не повреждаются; ударостойкость, хороший теплоотвод – за счет чего повышенная стойкость.
Недостатки: большие затраты при переточке.
- 3. Подточка поперечной кромки DIN 1412 A.
Применение: для всех обычных сверлильных работ. Преимущества: хорошая центровка благодаря укороченной перемычке на диаметры 1/10 и уменьшение напорного усилия. Недостатки: необходимость дополнительной шлифовки.
- 4. Центровочное острие DIN 1412 E.
Применение: для сверления жести и мягких материалов, для глухих отверстий. Преимущества: хорошая центровка, незначительное образование заусенцев, точное сверление по тонкой жести и трубам.
Недостатки: ударовосприимчивость, односторонняя нагрузка. Возможна только безупречная машинная заточка.
 Преимущества: хорошая центровка, незначительное образование заусенцев, точное сверление по тонкой жести и трубам.
Преимущества: хорошая центровка, незначительное образование заусенцев, точное сверление по тонкой жести и трубам.
- 5. Спиральная заточка DIN 1412 C (SPLIT POINT)
Применение: для сверления по жестким твердым материалам и для глубоких отверстий.
Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Недостатки: возможна только машинная заточка.
- 6. Конусообразная заточка с подточкой
Применение: сверление стабильным автоматизированным контуром, узкая канавка с сильным стержнем.
Преимущества: очень хорошая центровка, короткая стружка.
Недостатки: большие затраты при переточке.
- 7. Заостренная перемычка с корректированным главным лезвием DIN 1412 B
Применение: для сверления по стали высокой прочности, стали с содержанием марганца более 10%, твердой рессорной стали и для расточки.
Преимущества: ударостойкость, устойчивость к большим нагрузкам и биению. Недостатки: большое напорное усилие, склонность к уводу, большие затраты при переточке.

- 8. Заточка JET POINT
Применение: для сверления по жестким и твердым материалам, имеющим различную форму поверхности, в том числе трубы.
Преимущества: не требует предварительного кернения или засверливания, хорошая центровка, точное сверление, очень хорошая центровка, короткая стружка.
Недостатки: возможна только машинная заточка.
Острый центр в виде пирамидки с очень острым углом заточки, для расширения которой вокруг сделаны углубления, исключает соскальзывание сверла в сторону в начале сверления, позволяя отказаться от накернивания. Боковые резцы, сформированные наружными скосами и выемками по бокам центрального острия, тоже ускоряют выборку материала за счет большей длины режущей кромки, что заодно повышает ее стойкость.
На задней кромке сверла снята дополнительная фаска, уменьшающая поверхность трения сверла о материал и ускоряющая работу.
Угол заточки зависит от обрабатываемого материала. Для обработки твердых металлов угол заточки спирального сверла должен составлять около 140°, металлы средней твердости требуют угла в 110-120°, а мягкие металлы – 90-110°.
Обычно, сверла по металлу имеют угол заточки 118о. Но некоторые производители предлагают увеличенный угол – 130-135о. Такой угол дает увеличение производительности сверления на 40 % больше по сравнению с другими свёрлами с острием сверла 118°.
Приобретая сверла, нужно иметь в виду, что обычные сверла, изготовленные из быстрорежущей инструментальной стали (например, Р6М5) предназначены для сверления металлов, не обладающих высокой твердостью. Чтобы просверлить металл повышенной твердости, потребуются твердосплавные сверла. Такие сверла могут быть полностью из твердого сплава или иметь только твердосплавный наконечник.
Иногда перед началом сверления неизвестно, какой твердости металл предстоит сверлить. Поэтому, увидев в первый момент сверления, что сверло не внедряется в металл, нужно немедленно прекратите сверление, иначе сверло будет безвозвратно выведено из строя, перегревшись и потеряв твердость. Свидетельством этому будет появление на нем темно-синей окраски. Перед тем, как сверлить металл, твердость которого не известна, можно провести по нему напильником. Если последний не оставляет на металле следов, значит материал обладает повышенной твердостью.
Обычная стандартная дрель, чаще всего имеет патрон, зажимающий сверла от 1,5 до 13 мм, реже до 16мм, иногда до 10мм (маломощные).
На сверлах должны быть четко нанесены:
- Товарный знак предприятия-изготовителя
- Диаметр сверла
- Марка стали
- Класс точности (кроме В)
Примечания:
- На сверлах до 2-х мм маркировка не наносится
- На сверлах от 2-х до 3-х мм маркируют диаметр сверла и марку стали.

Применение:
Без кобальта (HSS-G): легированная и нелегированная сталь, стальное литье, серый чугун, ковкий чугун, металлокерамика, цветные металлы (алюминий и алюминиевые сплавы, латунь, бронза и др.), твердые пластмассы.
С кобальтом (HSS-G, Co 5%): коррозийные (нержавеющие) и жаростойкие стали, легированная и нелегированная сталь, серый чугун, стальное литье, кислотостойкие стали, титан и титановые сплавы.
Специальные сверла.
Левые сверла (закручены в другую сторону), необходимы для высверливания сломавшегося болта внутри заготовки. Очень редко применяются, цена примерно в два раза выше.
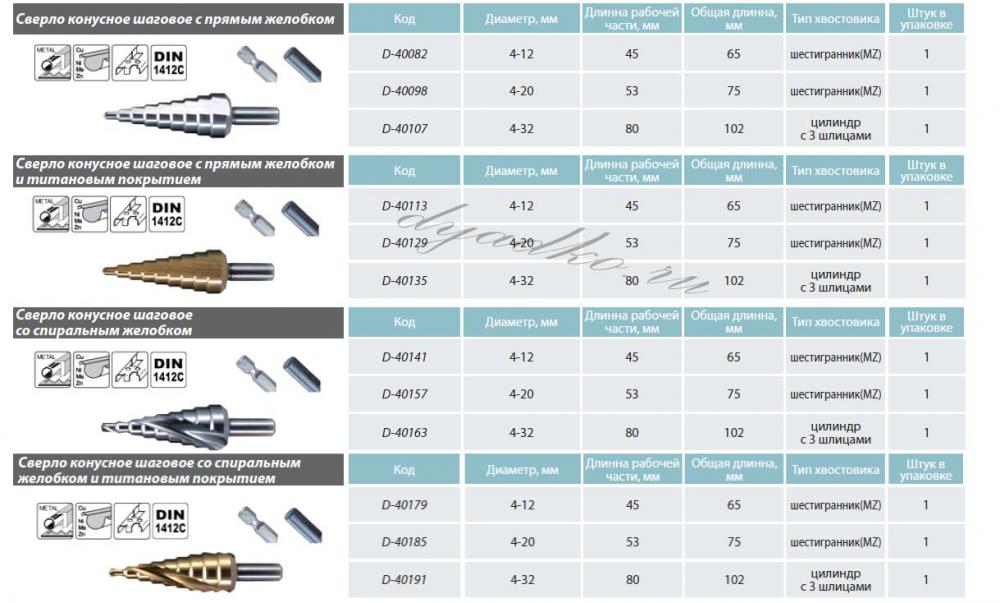
Ступенчатое сверло по металлу. Оно очень удобно для высверливания отверстий различного диаметра от 4-36мм в листовом металле. Изготовлено из быстрорежущей стали. Имеет вид елочки, с шагом 2мм. Максимальная толщина металла, которую можно сверлить таким сверлом — 5мм (рекомендуемая производителями). Иногда имеет кобальтовое покрытие, улучшающее износостойкость и препятствующее коррозии.
Максимальная толщина металла, которую можно сверлить таким сверлом — 5мм (рекомендуемая производителями). Иногда имеет кобальтовое покрытие, улучшающее износостойкость и препятствующее коррозии.
Наша продукция:
Сверло по металлу шлифованное HSS-G, DIN 338, 2% содержание кобальта, DM-001-****-****
Описание, назначение: сверла по металлу предназначены для сверления таких материалов как: легированная и нелегированная сталь, стальное литье, серый чугун, ковкий чугун, металлокерамика, цветные металлы (алюминий и алюминиевые сплавы, латунь, бронза и др.), твердые пластмассы.
Материал: сталь М2 с 2% содержания кобальта
Метод изготовления: G (fully ground), методом фрезерования и последующего шлифования
Заточка: SPLIT POINT – спиральная заточка DIN 1412 C
Применение: для сверления по жестким твердым материалам и для глубоких отверстий. Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Недостатки: возможна только машинная заточка.
Угол заточки: 1340
Класс точности:
Хвостовик: цилиндрический
Серия: стандартные
Сверло по металлу шлифованное HSS-G, DIN 338, 5% содержание кобальта,
DM-002-****-****
Описание, назначение: сверла по металлу предназначены для сверления таких материалов как: коррозийные (нержавеющие) и жаростойкие стали, легированная и нелегированная сталь, серый чугун, стальное литье, кислотостойкие стали, титан и титановые сплавы.
Материал: сталь HSS-Co 5% (М 35), состав W:6,00-6,70; Mo:4,70-5,20; Cr:3,80-4,50; V:1,70-2,00; Co:4,50-5,50
Метод изготовления: G (fully ground), методом фрезерования и последующего шлифования
Заточка: SPLIT POINT – спиральная заточка DIN 1412 C
Применение: для сверления по жестким твердым материалам и для глубоких отверстий. Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Недостатки: возможна только машинная заточка.
Угол заточки: 1340
Класс точности:
Хвостовик: цилиндрический
Серия: стандартные
Сверло по металлу шлифованное HSS-G, DIN 338, 5% содержание кобальта, самоцентрирующееся, DM-003-****-****
Описание, назначение: сверла по металлу предназначены для сверления таких материалов как: коррозийные (нержавеющие) и жаростойкие стали, легированная и нелегированная сталь, серый чугун, стальное литье, кислотостойкие стали, титан и титановые сплавы.
Материал: сталь HSS-Co 5% (М 35), состав W:6,00-6,70; Mo:4,70-5,20; Cr:3,80-4,50; V:1,70-2,00; Co:4,50-5,50
Метод изготовления: G (fully ground), методом фрезерования и последующего шлифования
Заточка: JET POINT
Применение: для сверления по жестким и твердым материалам, имеющим различную форму поверхности, в том числе трубы.
Преимущества: не требует предварительного кернения или засверливания, хорошая центровка, точное сверление, очень хорошая центровка, короткая стружка.
Недостатки: возможна только машинная заточка.
Угол заточки: 1340
Класс точности:
Хвостовик: цилиндрический
Серия: стандартные
Сверло по металлу шлифованное HSS-R, DIN 338, DM-006-****-****
Описание, назначение: сверла по металлу предназначены для сверления таких материалов как: легированная и нелегированная сталь, стальное литье, серый чугун, ковкий чугун, металлокерамика, цветные металлы (алюминий и алюминиевые сплавы, латунь, бронза и др.), твердые пластмассы.
Материал: сталь HSS (9341), состав W:1,50-2,50; Mo:0,60-1,20; Cr:3,80-4,40; V:0,50-0,70
Метод изготовления: R (Roll Forged), инструмент изготовлен прокатом
Заточка: SPLIT POINT – спиральная заточка DIN 1412 C
Применение: для сверления по жестким твердым материалам и для глубоких отверстий. Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Недостатки: возможна только машинная заточка.
Угол заточки: 1340
Класс точности:
Хвостовик: цилиндрический
Серия: стандартные
Сверло по металлу удлиненное шлифованное HSS-R, DIN 338, DM-007-****-****
Описание, назначение: сверла по металлу предназначены для сверления таких материалов как: легированная и нелегированная сталь, стальное литье, серый чугун, ковкий чугун, металлокерамика, цветные металлы (алюминий и алюминиевые сплавы, латунь, бронза и др.), твердые пластмассы.
Материал: сталь HSS (9341), состав W:1,50-2,50; Mo:0,60-1,20; Cr:3,80-4,40; V:0,50-0,70
Метод изготовления: R (Roll Forged), инструмент изготовлен прокатом
Заточка: SPLIT POINT – спиральная заточка DIN 1412 C
Применение: для сверления по жестким твердым материалам и для глубоких отверстий. Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Недостатки: возможна только машинная заточка.
Угол заточки: 1340
Класс точности:
Хвостовик: цилиндрический
Серия: удлиненное
POINT
DrillMaster™ – Laser Photonics
Лазер для маркировки буровых долот
Лазерная башня DrillMaster™ представляет собой специализированную волоконно-лазерную систему, предназначенную для маркировки нескольких буровых долот с высокой скоростью. Система может быть настроена различными способами для обработки различных деталей инструмента. Благодаря возможностям маркировки с высоким разрешением, система маркировки сверла Laser Photonics DrillMaster™ является наиболее гибкой системой маркировки и гравировки промышленного класса в отрасли обработки 3D-материалов, предназначенной для работы в условиях сильной вибрации, ударов и пыли
ПОЛНАЯ СИСТЕМА НА БАЗЕ ЛАЗЕРА ПОД КЛЮЧ:
Система маркировки сверла DrillMaster™ представляет собой готовую к использованию лазерную систему промышленного класса, включающую программируемую 8-дюймовую ось Z для регулировки фокусной высоты с 2 оптическими осями X’Y’ увеличения. диапазон зоны маркировки. Система DrillMaster™ включает в себя подвижный стол Shuttle/бункер для сверл, волоконный лазер мощностью 50 Вт, сканирующую головку, контроллер промышленного ПК и блок питания. DrillMaster™ оснащен новейшим сервоприводом ПЛК и серводвигателями.
диапазон зоны маркировки. Система DrillMaster™ включает в себя подвижный стол Shuttle/бункер для сверл, волоконный лазер мощностью 50 Вт, сканирующую головку, контроллер промышленного ПК и блок питания. DrillMaster™ оснащен новейшим сервоприводом ПЛК и серводвигателями.
ГНЕЗДО ДЛЯ СВЕРЛА И НАПРАВЛЯЮЩИЙ ЧЕЛНОК:
Ключом к высочайшему качеству маркировки является стабильное гнездо для сверла и стол для направленного челнока, который непрерывно перемещает постлазерный процесс, обеспечивая идеальное качество маркировки с прямыми и гладкими стенками в непревзойденном цикле. -раз. В системе маркировки сверла DrillMaster™ используется уникальная комбинация импульсов высокой энергии для более глубокого проникновения в материал, разработанная для высокоскоростного удаления без повторного плавления материала при улучшенной детализации изображения и точной маркировке.
We Offer Our Customers… | |
|
|
 youtube.com/embed/videoseries?list=PLU8O_pqVCov6Rp45eLNPF8BqAH9vuMrBh&index=7&autoplay=1&mute=1&controls=0&showinfo=0?&loop=1;ecver=2″ frameborder=”0″ allowfullscreen=””>
youtube.com/embed/videoseries?list=PLU8O_pqVCov6Rp45eLNPF8BqAH9vuMrBh&index=7&autoplay=1&mute=1&controls=0&showinfo=0?&loop=1;ecver=2″ frameborder=”0″ allowfullscreen=””> - Standard Features
- Options
- Specifications
- Applications
- Diagrams
- Downloads
- 3D Models
- Videos
- Auxiliary Оборудование
- Изображения
Стандартные функции
- Прямая маркировка необслуживаемых деталей (DPM)
- Непрерывная работа в условиях сильных ударов, вибрации и запыленности
- Долговременная надежность промышленного уровня со средним временем наработки на отказ 50 000 часов
- Стандартная работа от сетевой розетки с высоким электрическим КПД
- Источник питания низкого напряжения (110/220 В переменного тока) 8 А
- Передние двери Laser ON с магнитным замком для безопасности оператора
- Увеличенная камера обеспечивает рабочую зону для более крупных деталей
- Смотровое окно класса 4 с защитой от лазерного излучения
- Волоконный лазер мощностью 50 Вт
- Контроллер на базе ПК, плоскопанельный монитор, мышь и клавиатура
- Промышленная экструдированная рама с конструкцией для монтажа в 19-дюймовую стойку
- Двойной челнок с возможностью установки 24 сверл
- Выпускной патрубок для экстрактора дыма
- 80 PSI Передние раздвижные двери с пневматическим приводом (дополнительно)
Опции
Технические характеристики
Перейдите по ссылке, чтобы загрузить файл в формате pdf с техническими характеристиками системы:
LaserTower DrillMaster.
Применение
- Маркируя маркировки с высокой ставкой
- .
Диаграммы
Загрузки
3D-модели
Видео
Больше видео смотрите на нашем канале Youtube.
Вспомогательное оборудование
Фотографии
НУЖЕН ЛАЗЕР? ПОЗВОЛЬТЕ НАМ ПОМОЧЬ!
ПРЕДСТАВЬТЕ ТРЕБОВАНИЯ К ПРОЕКТУ.Откуда вы узнали о нас? (Требуется)
— Googleyoutubebingemailsocial MediaReferRalotherИмя (обязательное)
Фамилия (требуется)
Ваша электронная почта (требуется)
Ваша компания (Требуется)
(требуется)
Ваша компания (Требуется)
(Требуется)
Ваша компания
(Требуется)
(требуется)
Ваша компания
.0008
Заинтересованы ли вы в программе прямого кредитного финансирования?
ДаНетЗаинтересованы ли вы в отправке нам вашего образца материала?
ДаНетКакой тип лазера вас интересует? (обязательно)
Лазерная чисткаЛазерная резкаЛазерная гравировка3D-печать по металлуВаше сообщение
Предпочтительный способ связи
Электронная почтаТелефонный звонокЦеховая технология и 3-D CAD: Маркировка металла
Рисунок 1
Подробная модель буквы Z джобберской длины показано спиральное сверло с прямым хвостовиком.Примечание редактора: Если вы хотите загрузить файлы 3-D CAD, связанные с этой колонкой, щелкните здесь.
В выпуске этой колонки за декабрь 2014 г. мы продемонстрировали методы САПР для моделирования набора спиральных сверл с прямым хвостовиком и длиной от A до Z. Уровень детализации Рисунок 1 может показаться чрезмерным, но подумайте о будущем 3D-печати. Вместо того, чтобы покупать сверло, просто сделайте его копию. Потомки благословят сегодняшних прилежных моделистов.
В этом месяце мы смоделируем коробку для этих битов. Он называется сверлильным индексом. Но сначала мы подумаем, почему в таблицах сверл указаны буквенные обозначения размеров сверл.
Питер Стабс из Уоррингтона, Ланкашир, Англия, записал Ланкаширский стандарт калибра круглой проволоки примерно в 1735 году. Буквенные обозначения использовались для больших размеров и числовые обозначения для меньших размеров. До усилий Петра «число» соответствовало количеству протяжек ковки через редукционную оправку.
Таким образом, стержень № 6 (диаметром 0,204 дюйма) меньше, чем стержень № 1 (диаметром 0,228 дюйма), потому что он прошел еще пять ступеней уменьшения.Когда-то набор оправок в каждом магазине представлял собой стандартный набор стержней или проволоки, если хотите, из меди. Стабс собрал все, что смог найти в окрестностях Бирмингема, Англия, и усреднил результаты. Сегодняшние спиральные сверла с прямым хвостовиком размером с букву соответствуют таблицам диаметров проволоки Stubs. Есть факт, чтобы произвести впечатление на вашего супруга!
Назад к моделированию
Мы могли бы смоделировать числовой индекс детализации вместо буквенного индекса детализации, но время перестроения модели всего с 26 битами слишком велико. 97 моделей спиральных сверл, необходимых для сверл с числовым индексом, потребуют быстрой компьютерной системы или очень терпеливого жокея CAD. Кроме того, сверла большего размера легче увидеть на печатной странице.
Когда в 1933 году Э. Ф. Хуот запатентовал свой шкаф с индексированными сверлами, это был закрытый ящик с откидными панелями.
У. Дж. Хуот усовершенствовал метод изготовления в 1951 г., а затем в 1975 г. Модель, показанная на рис.Имея некоторый опыт работы с этим изделием, мы знаем, что сверла иногда устанавливаются в перевернутом виде, что приводит к образованию острых краев при извлечении сверла из отверстия. Мы также знаем, что закрытие коробки может быть неприятным. Но штампы уже изготовлены. Руководство оператора не требуется. Дизайн не идеален, но работает.
Как операторы 3-D CAD, мы заинтересованы в проблемах CAD, которые представляет этот продукт. Мы отмечаем несколько особенностей листового металла: экструдированные круглые отверстия во фланце, рельефные надписи, защелки на крышке и цельные петли.
Для готовой 3D-модели мы хотим, чтобы дверь открывалась, а каталожные карточки со сверлами выдвигались наружу. Мы также хотели бы изучить отдельные сверла, возможно, отдельные части шкафа. Общий подход заключается в том, чтобы имитировать метод производства. Он представляет собой сборку из нескольких деталей из листового металла.
Рисунок 2
Вот набор сверл в сборе деталей из листового металла.Чтобы подстегнуть интерес, для маркировки деталей мы будем использовать инструмент вырезания-выдавливания, вдавливания или формовки, в зависимости от того, насколько точно нам нужно реконструировать деталь. (Редактор поднял бровь, услышав волнение , но пропустил это.)
Основной корпус шкафа показан на рис. 3. Большую часть этого листового металла толщиной 24 (0,024 дюйма) легко моделировать. с базовой полкой, краевой полкой и инструментами для подгибки. Немного хитрым моментом являются четыре язычка точечной сварки. Небольшой зазор должен сохраняться в зоне сварки, чтобы позволить листовому металлу автоматически разворачиваться, даже если реальная деталь не будет иметь зазора.
Инструмент для подгибки использовался для создания петель. Эти петли лишь частично формируются перед установкой крышки.
Когда крышка установлена, петли вставляются в показанные трубки.Точно так же вкладки показаны как поставляемые , а не как штампованные . Вне прессы это простые штампованные L-образные выступы. Когда рама шарнира собрана на место, эти выступы забиваются в плоскую форму, как если бы они были загнуты мизинцем, чтобы зафиксировать раму на месте. Если бы мы занимались производством этого предмета, мы могли бы создать конфигурацию, показывающую L-образные выступы и шарнирные трубы как в штампованном, так и в собранном виде.
Нанесение вашего знака
Для маркировки патентной информации на фактическом изделии наносится металлический штамп. Выпуклость задней стенки шкафа здесь не моделируется. Для целесообразности эта маркировка детали была смоделирована как простая вырезка-выдавливание. Вот совет: используйте вспомогательную линию, чтобы найти набросанный текст.
Прежде чем перейти к крышке, отметим, что коробка имеет рельефную защелку крышки. Был смоделирован формовочный инструмент, чтобы представить внутреннюю часть этого штампованного элемента.
Когда этот формовочный инструмент применяется к поверхности листового металла, программное обеспечение заботится об обновлении противоположной поверхности, как в реальном листовом металле.Инструменты формовки имеют ограничения для предотвращения моделирования невозможных элементов листового металла. Например, внутренний радиус не может быть меньше нуля.
Тиснение с защелкой на крышке хорошо подходит для формовочного инструмента. Акцент на толщине калибра связан с тем, что она оказывает влияние на формующие инструменты. Как вы могли заметить, для этого проекта потребовалось несколько моделей формообразующих инструментов.
Крышка имеет размер 22 (0,030 дюйма) и, как и коробка, довольно проста с точки зрения моделирования листового металла (см. Рисунок 4a и 4b ). Углы фланцев закруглены для безопасного обращения.
Для моделирования тиснения «DRILL INDEX» было целесообразно использовать выступ-выдавливание, чтобы поднять надпись, а затем добавить небольшой радиус к граням букв, чтобы имитировать реальное тиснение.
На противоположной стороне детали был использован отступ, имитирующий ударный инструмент, используемый для чеканки букв. Это не общепринятое мнение, когда речь идет о технике моделирования листового металла, но результат действительно имитирует операцию чеканки в реальном мире.Рисунок 3
Моделирование элементов листового металла включает использование формовочные инструменты для прорезанных язычков, кромок для трубчатых петель и кромки-фланцы для выступов точечной сварки.(Еще одно предостережение: при использовании этого метода моделирования нет точного развертывания зон, созданных методом моделирования. Мы рекомендуем вам загрузить модель, чтобы изучить производный эскиз и преимущества отступа со смещением по сравнению с вырезом-выдавливанием.)
Тиснение логотипа FMA было создано с использованием изображения эскиза, чтобы проследить контур логотипа. Этот эскиз был получен для моделирования ударной стороны и выдавлен для моделирования приподнятой стороны.
Закрытие крышки в этом проекте
Рама шарнира, показанная на рис. 5 для каталожных карточек, имеет толщину 24 калибра (0,024 дюйма). Выдавленные отверстия моделируются формовочными инструментами; требуются две модели формовочного инструмента. Длина выдавленных хвостовиков соответствует фактической детали, хотя изломанная и зазубренная кромка показана безупречной и гладкой. Оси каталожных карточек будут вставлены внутрь этих вытянутых отверстий.
Модель каталожной карточки имеет три конфигурации, по одной для каждой версии панели. Это А-К, Л-С и Т-З. Карта A-K показана на рис. 6 .
Вот еще один совет: функции, уникальные для каждой конфигурации, были сгруппированы в папки в диспетчере функций. Многие элементы скрыты, чтобы три учетные карточки различались в одном файле САПР. Таблица параметров используется для управления подавлением, а также размером элементов, зависящих от конфигурации.
Уравнения используются для расчета размера внутренней части штампованного фланца.
Это можно было смоделировать с помощью формовочного инструмента, но в то время рядом был стандартный фланец из листового металла.Каждая конфигурация картотеки имеет эскиз точек. Эти точки используются для позиционирования моделей буровых долот.
Надписи на каталожных карточках были смоделированы в виде приподнятых выступов. Необходимые выступы в салоне для создания выпуклых букв не моделировались. Мы надеемся, что вы завершите работу от нашего имени.
Как показано на Рисунок 7a , сборка состоит из каталожных карточек, шарнирной рамы, коробки и крышки. Затем делается еще одна сборка со сверлами (см. рис. 7b ). Это имитирует реальный мир и полезно для документации спецификаций.
Для демонстрации кинематического движения сборка из листового металла отлично подходит для наклона карт и закрытия крышки. Чтобы перемещать сверла, нам нужно либо сделать сборку верхнего уровня гибкой, либо отредактировать сборку из листового металла на месте.
Рисунок 4
(слева) Рельефная надпись приподнята над внешний вид крышки. Крышка с защелкой по краю, закругленная уголки и прорези для петель.
(слева) Смоделирована ударная сторона тиснения. с помощью инструмента отступ. Для этой простой детали из листового металла cut-extrude также послужил бы.Вместо того, чтобы вставлять модель сверла в сборку 26 раз, она вставляется по одному разу для каждой из трех каталожных карточек. Каждая карта заполняется в соответствии с шаблоном сокетов, зависящим от конфигурации.
Чтобы продемонстрировать, чтобы заполнить каталожную карточку T-Z сверлами, одна модель сверл была вставлена в сборку и состыкована на месте. Его свойства были установлены для выбора правильного размера. Затем был создан шаблон этого сверла на основе эскиза (см. , рис. 8a, ). Вспомните шаблон эскиза для конкретной конфигурации, созданный в модели каталожной карточки.

 Таким образом, стержень № 6 (диаметром 0,204 дюйма) меньше, чем стержень № 1 (диаметром 0,228 дюйма), потому что он прошел еще пять ступеней уменьшения.
Таким образом, стержень № 6 (диаметром 0,204 дюйма) меньше, чем стержень № 1 (диаметром 0,228 дюйма), потому что он прошел еще пять ступеней уменьшения. У. Дж. Хуот усовершенствовал метод изготовления в 1951 г., а затем в 1975 г. Модель, показанная на рис.
У. Дж. Хуот усовершенствовал метод изготовления в 1951 г., а затем в 1975 г. Модель, показанная на рис.
 Когда крышка установлена, петли вставляются в показанные трубки.
Когда крышка установлена, петли вставляются в показанные трубки. Когда этот формовочный инструмент применяется к поверхности листового металла, программное обеспечение заботится об обновлении противоположной поверхности, как в реальном листовом металле.
Когда этот формовочный инструмент применяется к поверхности листового металла, программное обеспечение заботится об обновлении противоположной поверхности, как в реальном листовом металле. На противоположной стороне детали был использован отступ, имитирующий ударный инструмент, используемый для чеканки букв. Это не общепринятое мнение, когда речь идет о технике моделирования листового металла, но результат действительно имитирует операцию чеканки в реальном мире.
На противоположной стороне детали был использован отступ, имитирующий ударный инструмент, используемый для чеканки букв. Это не общепринятое мнение, когда речь идет о технике моделирования листового металла, но результат действительно имитирует операцию чеканки в реальном мире.
 Это можно было смоделировать с помощью формовочного инструмента, но в то время рядом был стандартный фланец из листового металла.
Это можно было смоделировать с помощью формовочного инструмента, но в то время рядом был стандартный фланец из листового металла.